Bài 6 công nghệ hàn | Bài giảng Cơ khí đại cương
Bài 6 công nghệ hàn | Bài giảng Cơ khí đại cương. Tài liệu giúp bạn tham khảo, ôn tập và đạt kết quả cao. Mời đọc đón xem!
Môn: Nhập môn kỹ thuật cơ khí 22 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.8 K tài liệu
Tác giả:



Preview text:
Bộ môn CƠ KHÍ ĐẠI CƯƠNG Biên soạn: HÀN & CNKL ThS. Vũ Đình Toại
LIÊN KẾT LÀ GÌ ? 2 1
Các sản phẩm tạo thành bằng cách
ghép nhiều chi tiết lại với nhau
Sản phẩm = (1) + (2) 1 1 2 1 2 2 Bộ môn CƠ KHÍ ĐẠI CƯƠNG Biên soạn: HÀN & CNKL ThS. Vũ Đình Toại
MỘT SỐ KIỂU LIÊN KẾT CƠ BẢN TYPES OF JOINTS Bulông Dán (Screwing) (Bonding) Đinh tán Hàn Vảy (Rivetting) (Soldering/Brazing) Hàn nóng chảy (Welding) Bộ môn CƠ KHÍ ĐẠI CƯƠNG Biên soạn: HÀN & CNKL ThS. Vũ Đình Toại
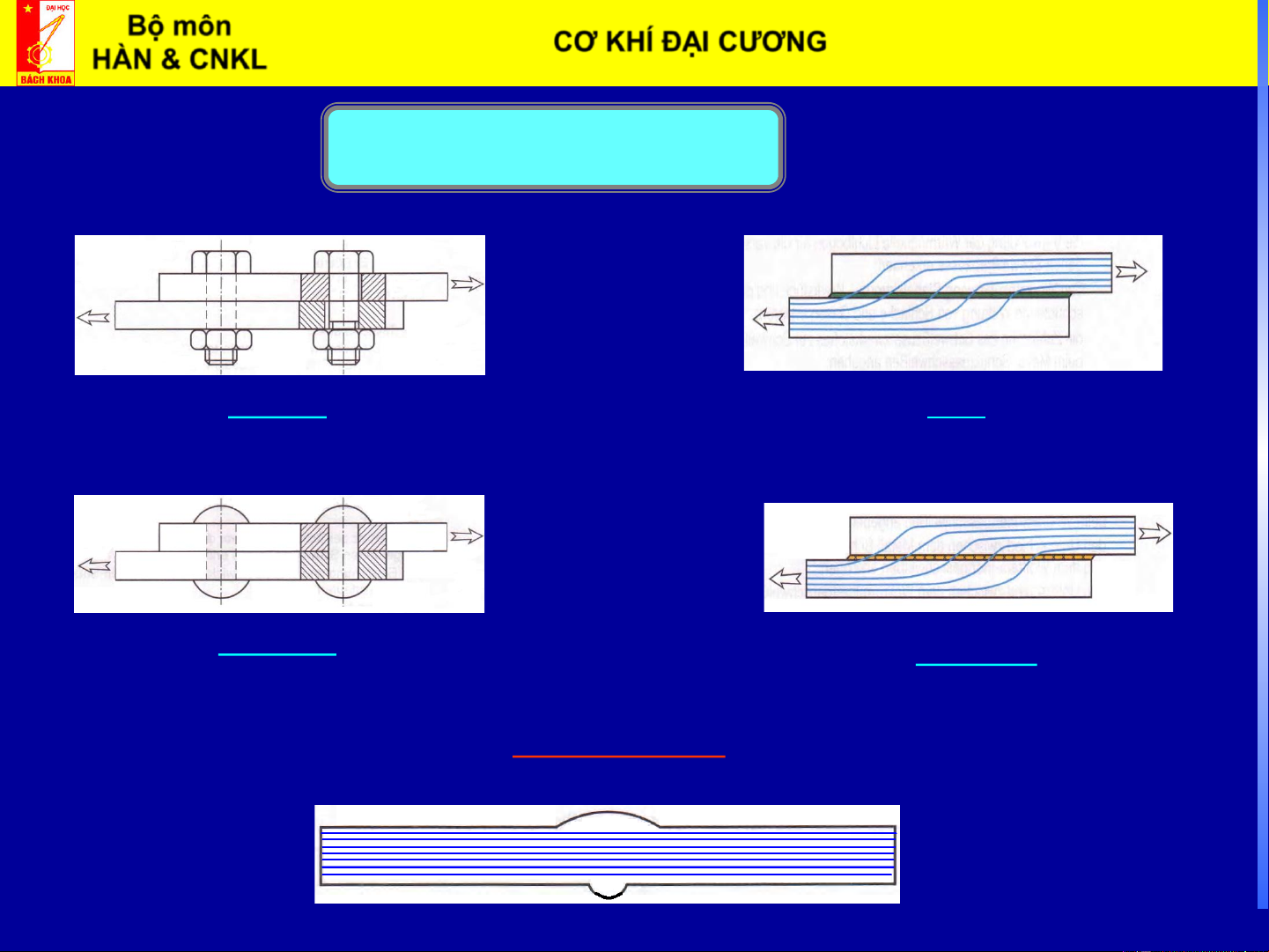
CÓ NHỮNG LOẠI LIÊN KẾT GÌ ?
Khung Ôtô – ôtô có khoảng 15000 chi tiết Máy khoan tay Boeing 747–400,
Có khoảng 6 triệu chi tiết
Các thiết bị có rất nhiều chi tiết ghép lại với
nhau bằng rất nhiều phương pháp liên kết Máy giặt Máy vi tính
Xe máy. Có khoảng 8000 chi tiết Cây cầu thép Bộ môn CƠ KHÍ ĐẠI CƯƠNG Biên soạn: HÀN & CNKL ThS. Vũ Đình Toại
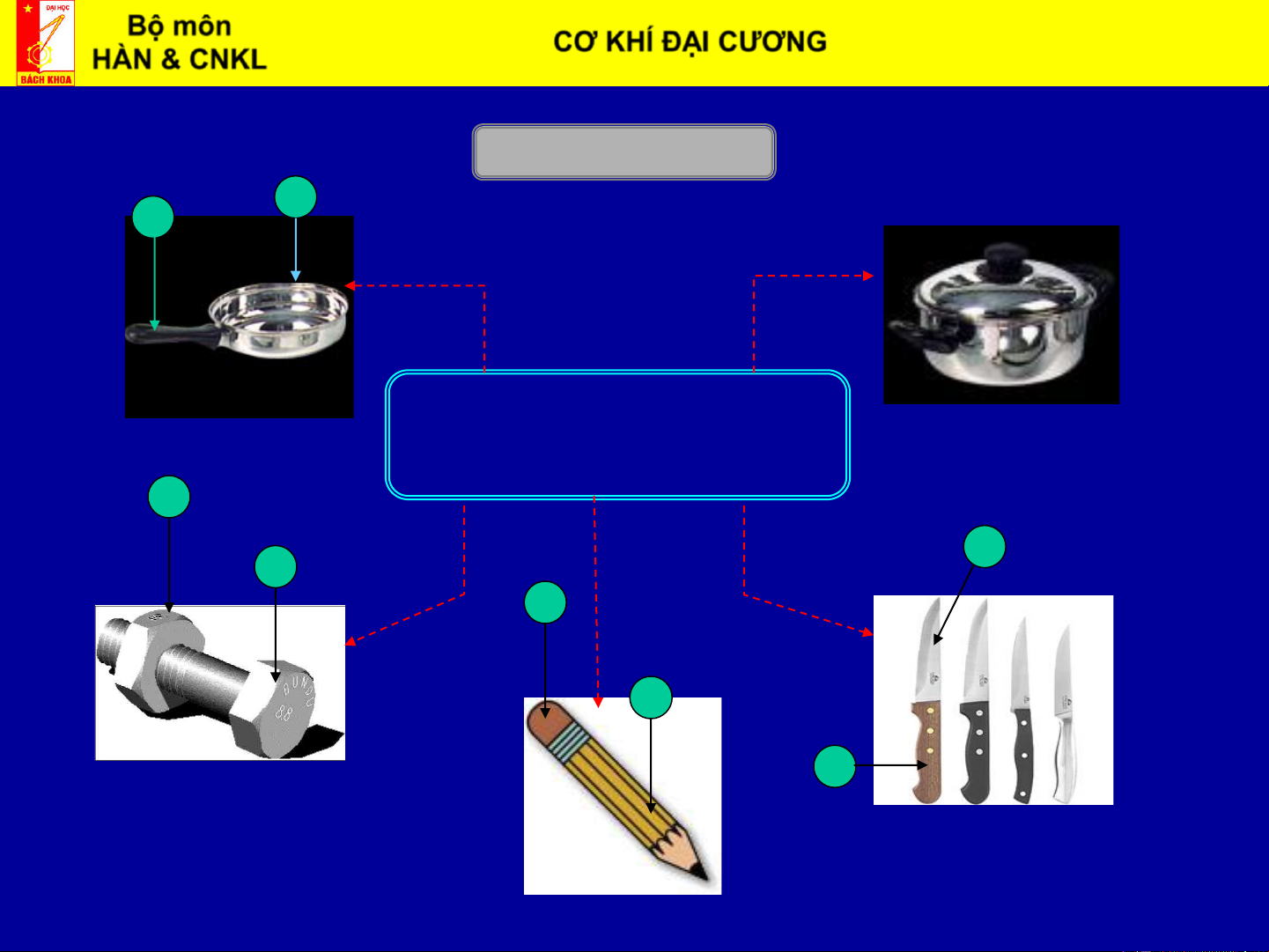
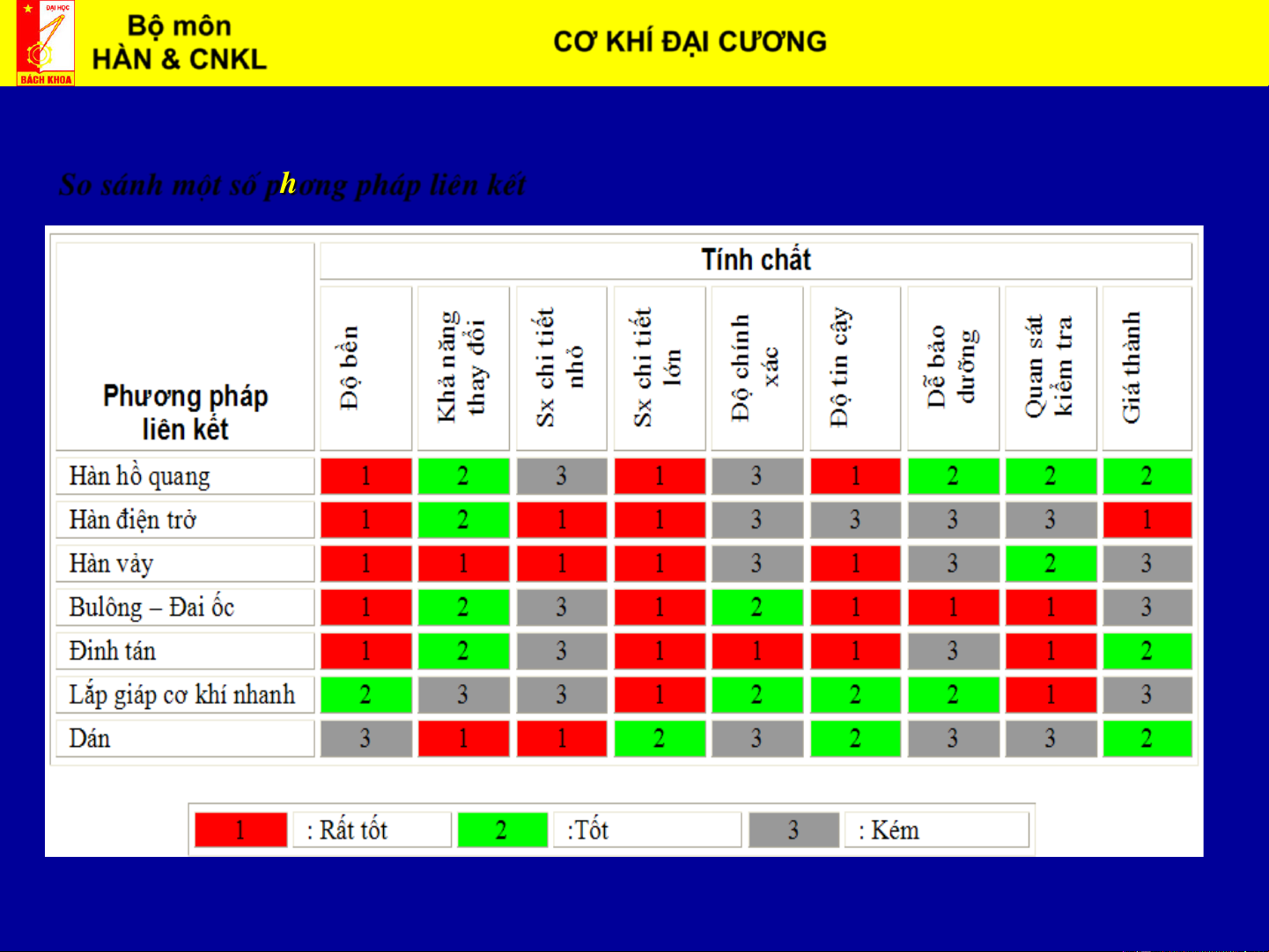
So s¸nh mét sè ph¬ng ph¸p liªn kÕt Bộ môn CƠ KHÍ ĐẠI CƯƠNG Biên soạn: HÀN & CNKL ThS. Vũ Đình Toại
Chương VIII: Hàn & Cắt kim loại
I. §Þnh nghÜa, ®Æc ®iÓm, ph©n lo¹i :
1. §Þnh nghÜa: Hµn lµ ph¬ng ph¸p c«ng nghÖ nèi c¸c chi tiÕt l¹i víi nhau b»ng c¸ch nung
nãng chç nèi ®Õn tr¹ng th¸i hµn (ch¶y hoÆc dÎo). Sau ®ã kim lo¹i ho¸ r¾n
hoÆc kÕt hîp víi lùc Ðp, chç nèi t¹o thµnh mèi liªn kÕt bÒn v÷ng gäi lµ mèi hµn. 2. §Æc ®iÓm:
- TiÕt kiÖm kim lo¹i nhiÒu. So víi ph¬ng ph¸p nèi kh¸c nh t¸n rivª, ghÐp
bul«ng tiÕt kiÖm tõ 10 25% khèi lîng kim lo¹i; hoÆc so víi ®óc th× hµn tiÕt kiÖm 50%
- Hµn cã thÓ nèi ®îc nh÷ng kim lo¹i cã tÝnh chÊt kh¸c nhau víi nhau.
VÝ dô: kim lo¹i ®en víi kim lo¹i ®en, kim lo¹i víi vËt liÖu phi kim v.v…
- T¹o ®îc c¸c chi tiÕt m¸y, c¸c kÕt cÊu phøc t¹p mµ c¸c ph¬ng ph¸p kh¸c
kh«ng lµm ®îc hoÆc gÆp nhiÒu khã kh¨n
- §é bÒn mèi hµn cao, mèi hµn kÝn
Nhîc ®iÓm: -Sau khi hµn vÉn cßn tån t¹i øng suÊt d, vËt hµn dÔ biÕn d¹ng (cong, vªnh), …
- Tồn tại Vùng ảnh hưởng nhiệt (VAHN)
- ChÞu t¶i träng va ®Ëp kÐm Bộ môn CƠ KHÍ ĐẠI CƯƠNG Biên soạn: HÀN & CNKL ThS. Vũ Đình Toại
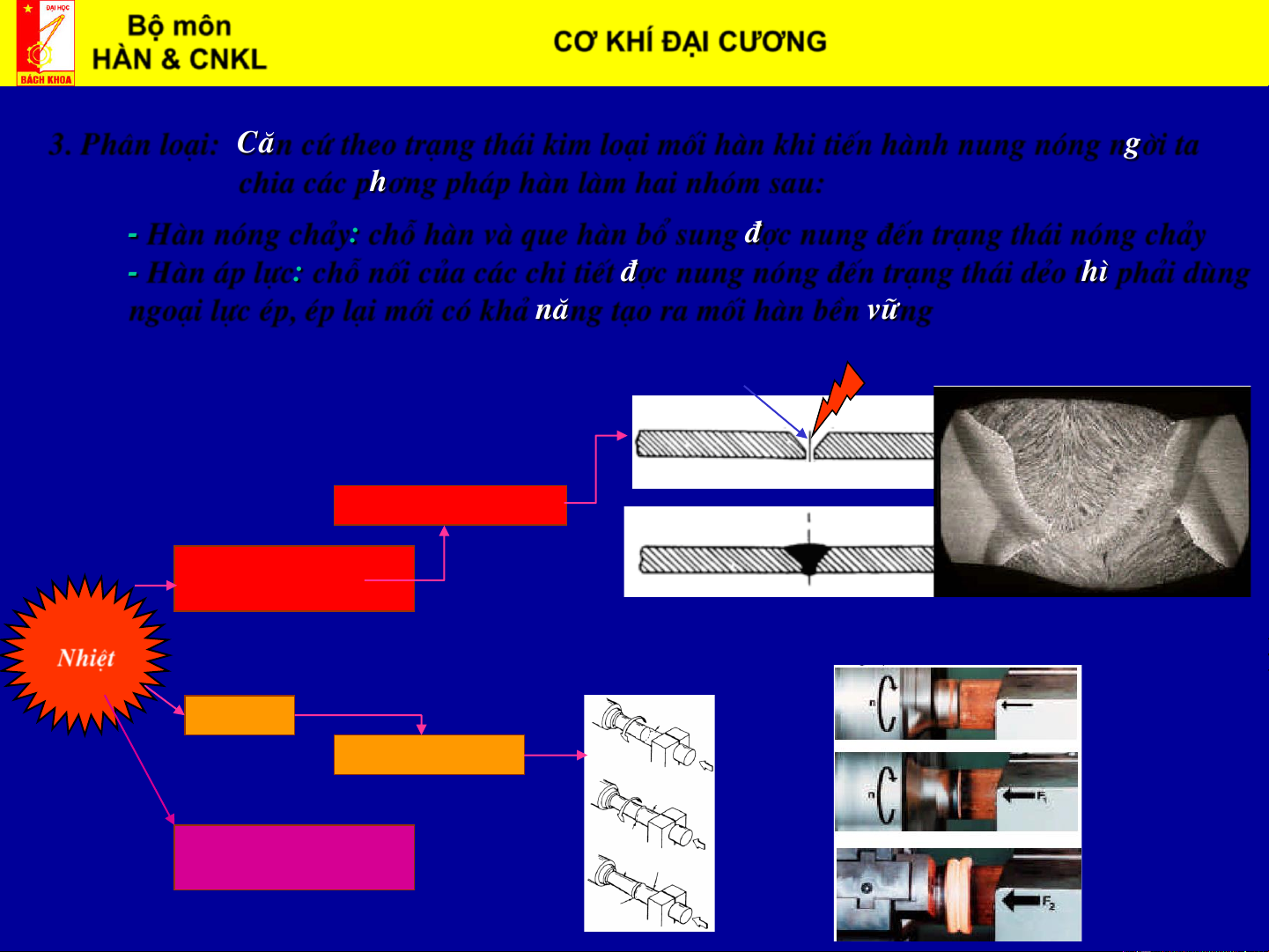
3. Ph©n lo¹i: C¨n cø theo tr¹ng th¸i kim lo¹i mèi hµn khi tiÕn hµnh nung nãng ngêi ta
chia c¸c ph¬ng ph¸p hµn lµm hai nhãm sau:
- Hµn nãng ch¶y: chç hµn vµ que hµn bæ sung ®îc nung ®Õn tr¹ng th¸i nãng ch¶y
- Hµn ¸p lùc: chç nèi cña c¸c chi tiÕt ®îc nung nãng ®Õn tr¹ng th¸i dÎo th× ph¶i dïng
ngo¹i lùc Ðp, Ðp l¹i míi cã kh¶ n¨ng t¹o ra mèi hµn bÒn v÷ng Vị trí hàn Nung nóng Kết tinh (hóa rắn) Mối hàn
VL phụ & VL nền đều chảy lỏng
Cấu trúc của mối hàn
(Trạng thái hàn) NhiÖt
Nhiệt sinh ra do ma sát Dẻo Kết hợp Lực ép
VL phụ chảy lỏng, Lực ép Dẻo VL nền không chảy
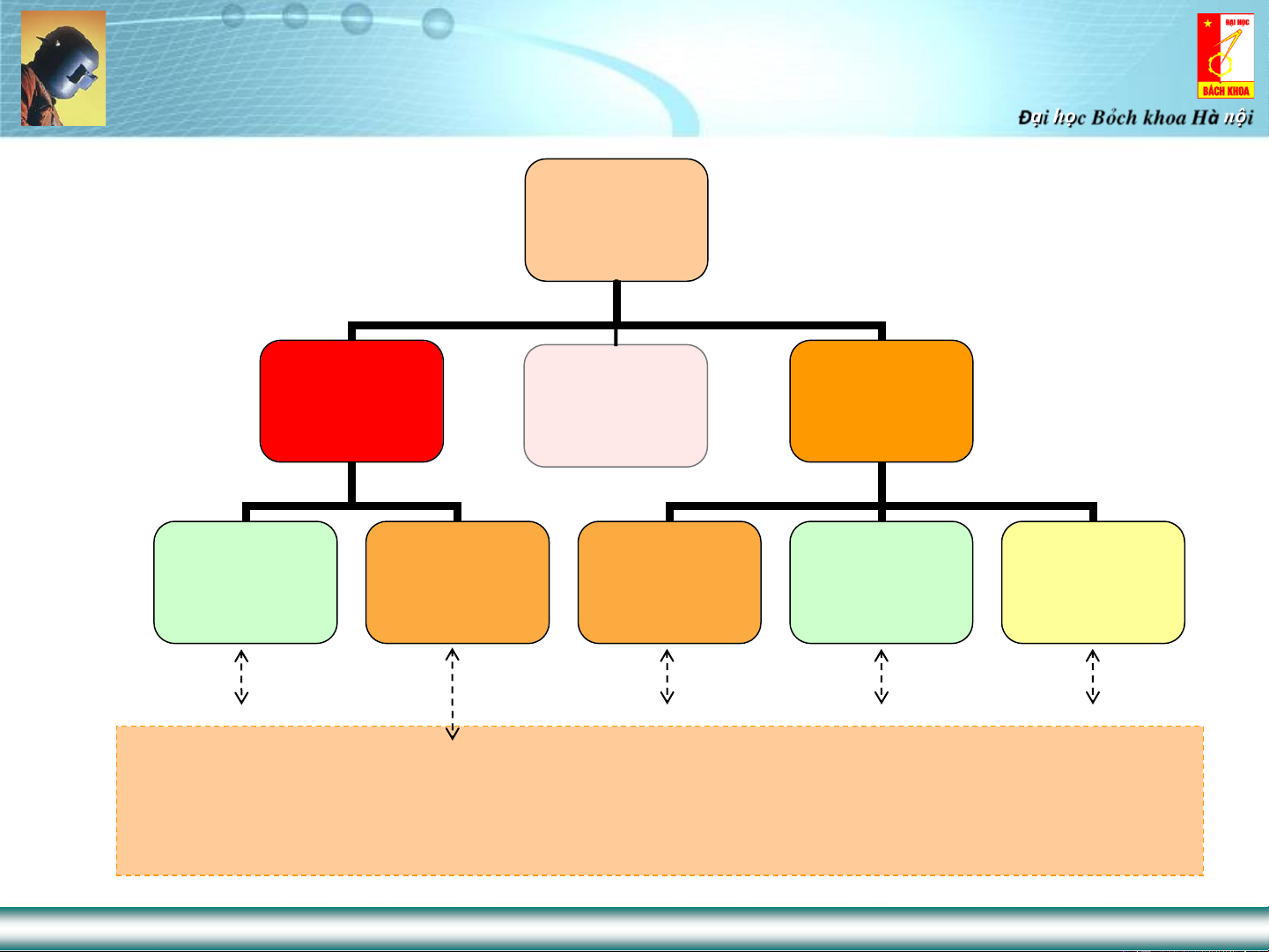
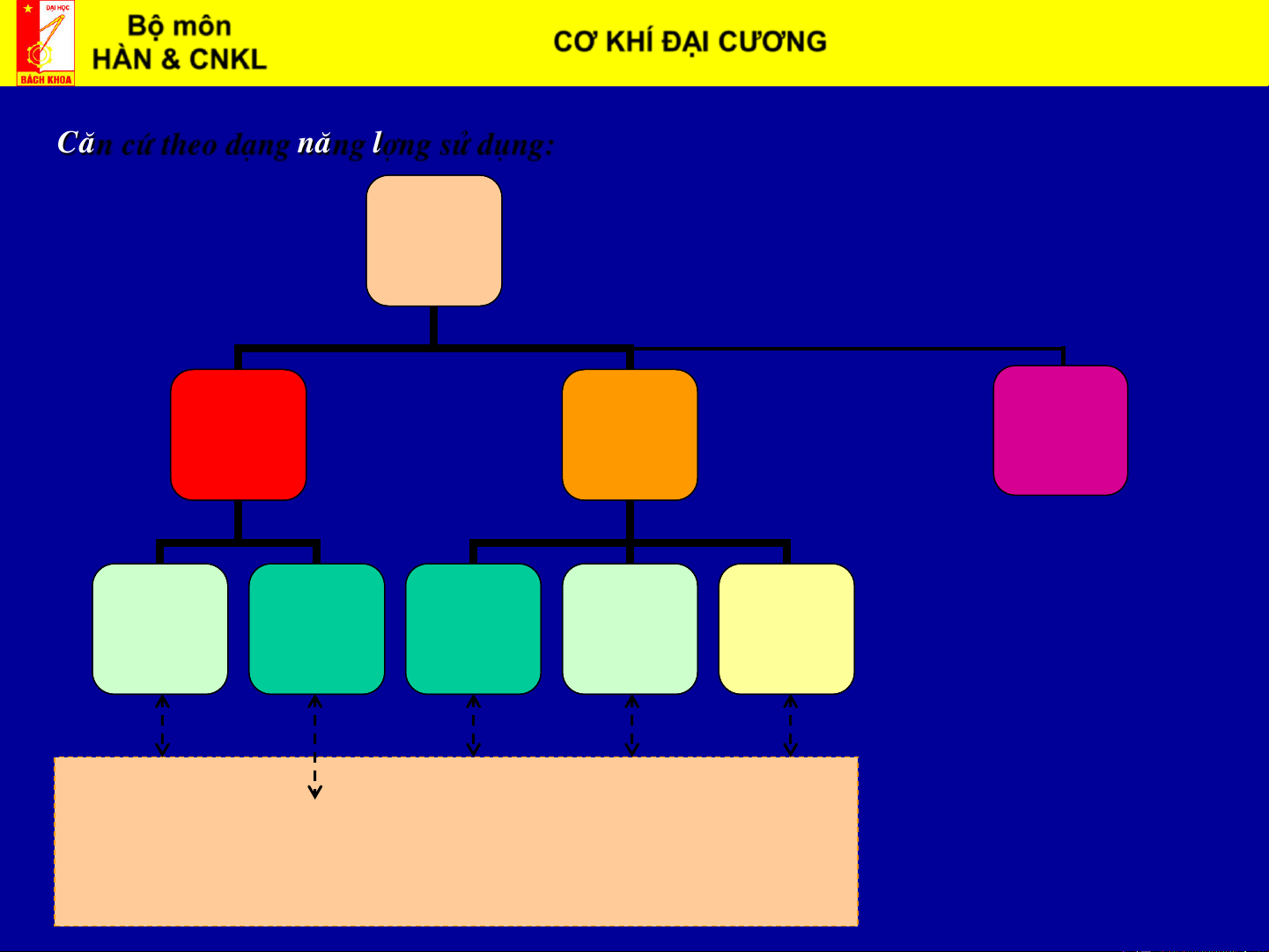
Phân loại theo nguồn năng lượng
Đại học Bách khoa Hà nội VVP Hàn Hàn H Hàn àn nóng chảy Vảy áp lực Nguồn nhiệt Nguồn nhiệt Năng lượng Năng lượng Phản ứng Phản ứng Cơ năng Điện Điện hóa học hóa học Hàn Khí
Hàn Điện trở Hàn nổ Hồ quang Hàn Ma sát Nhiệt nhôm
Chùm tia điện tử Hàn Siêu âm Chùm tia Laser
(K52 - Cơ khí - 2010)
Chương 2 – Các nguyên lý cơ bản của hàn hồ quang Trang 7 Bộ môn CƠ KHÍ ĐẠI CƯƠNG Biên soạn: HÀN & CNKL ThS. Vũ Đình Toại
C¨n cø theo d¹ng n¨ng lîng sö dông: Hàn Hàn Hàn Hàn nóng chảy áp lực vảy Nguồn nhiệt Nguồn nhiệt Năng lượng Năng lượng Phản ứng Phản ứng Điện Cơ năng Điện hóa học hóa học Hàn Khí Hàn Điện trở Hàn nổ Hàn Ma sát Nhiệt nhôm Hồ quang Hàn Siêu âm Chùm tia điện tử Chùm tia Laser QUÁ TRÌNH HÀN
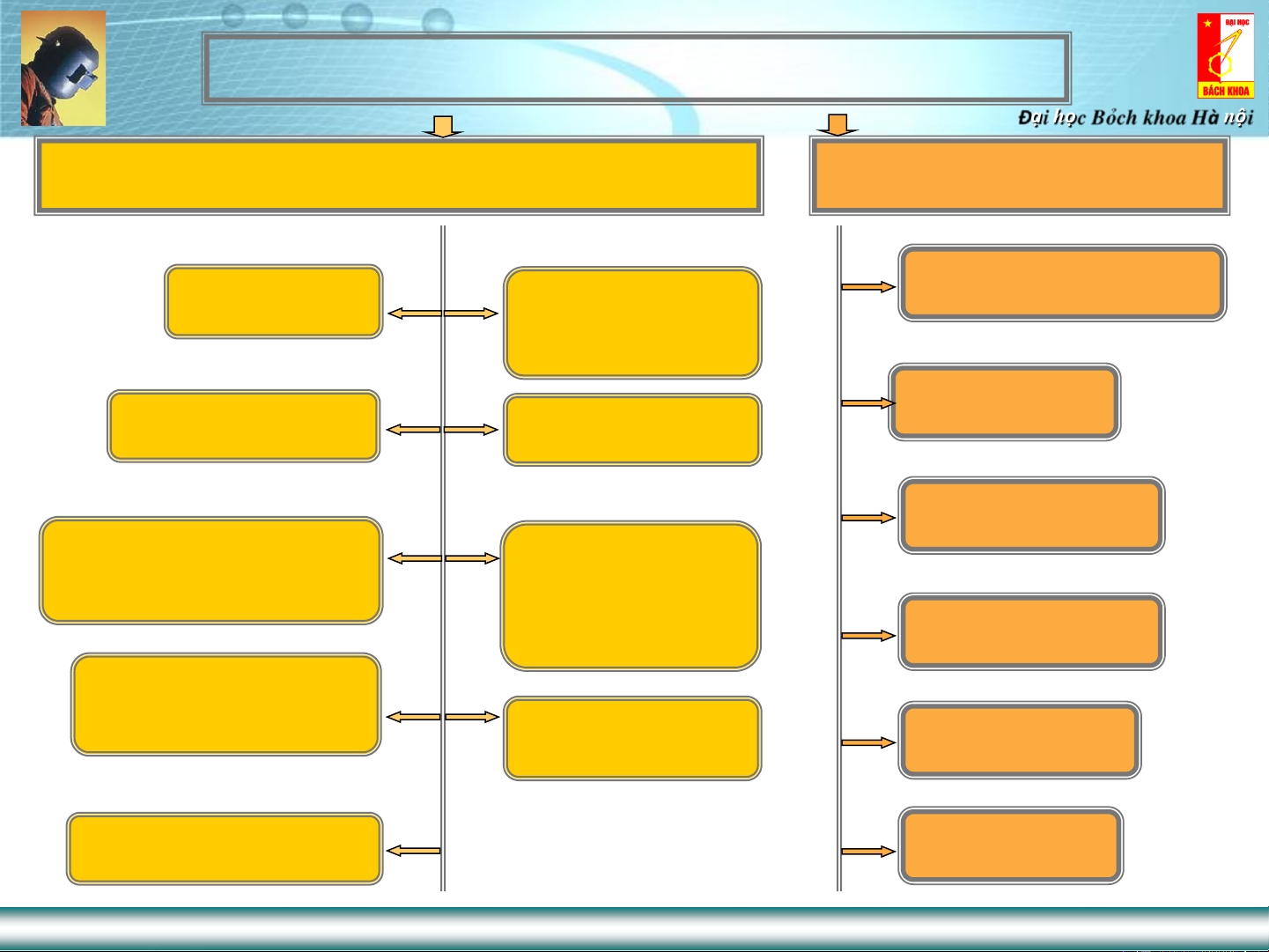
General View of Welding Processes
Đại học Bách khoa Hà nội HÀN NÓNG CHẢY HÀN ÁP LỰC fusion welding pressure welding VVP
Hàn Khí + Áp lực (GP) Hàn khí Pressure gas welding Hàn Plasma (PW) Gas welding Tungsten plasma welding Hàn Điểm (RP) Hàn Hồ quang tay Hàn Điện xỉ (RES) Splot welding Manual arc welding Electroslag welding Hàn Đường (RR) Seam welding MIG/MAG Hàn chùm tia điện Metal gas shielded arc tử (EB) welding Electron beam Hàn Điện trở (RA) welding Flash welding TIG
Tungsten inert-gas shielded arc welding Hàn Laser (LA) Hàn Ma sát (FR) Laser welding Friction welding Hàn tự động (SAW) Hàn Đinh (B) Submerged arc welding Arc stud welding
(K52 - Cơ khí - 2010)
Chương 2 – Các nguyên lý cơ bản của hàn hồ quang Trang 9 Bộ môn CƠ KHÍ ĐẠI CƯƠNG Biên soạn: HÀN & CNKL ThS. Vũ Đình Toại
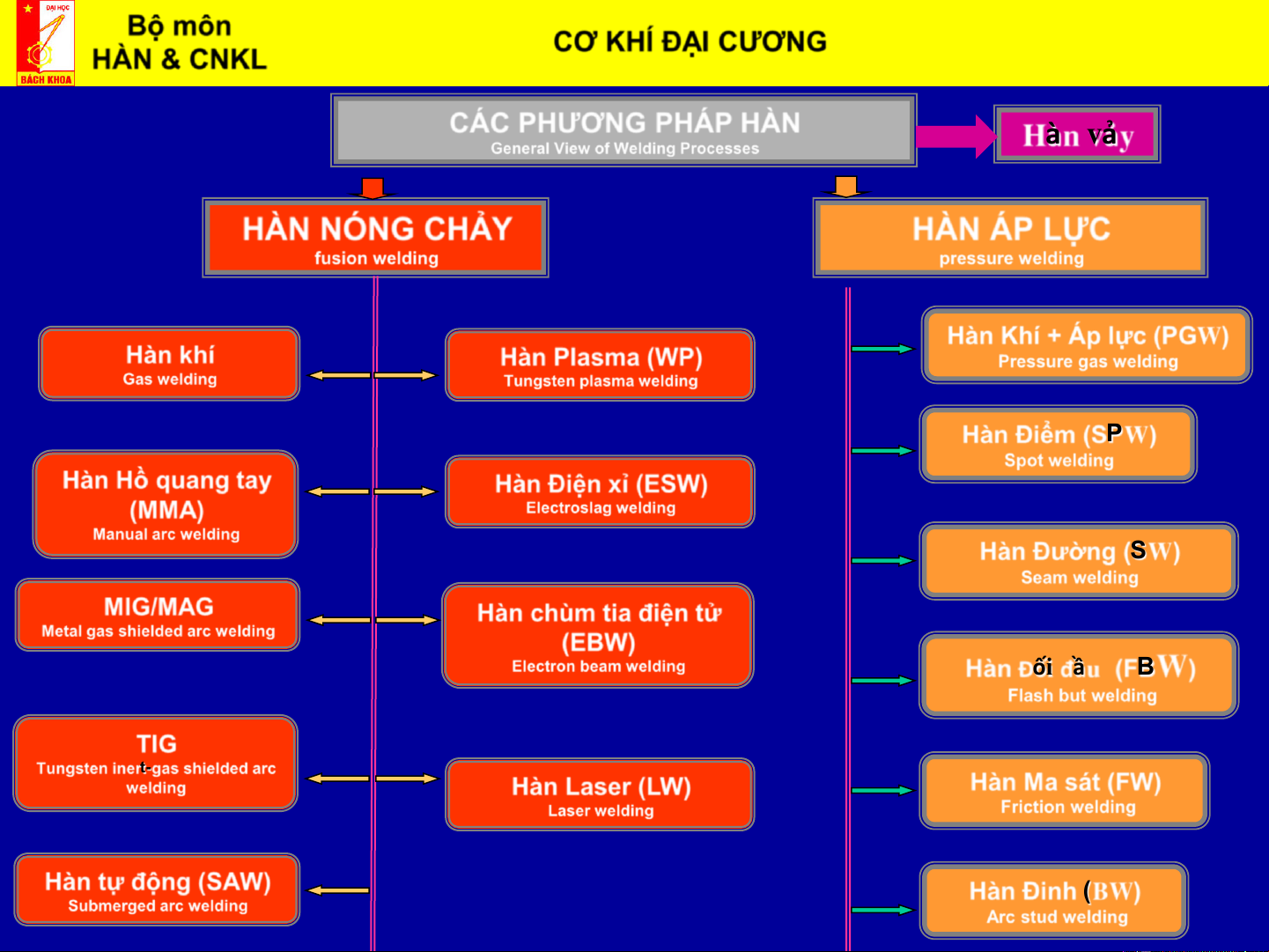
CÁC PHƯƠNG PHÁP HÀN Hàn vảy
General View of Welding Processes HÀN NÓNG CHẢY HÀN ÁP LỰC fusion welding pressure welding
Hàn Khí + Áp lực (PGW) Hàn khí Hàn Plasma (WP) Pressure gas welding Gas welding Tungsten plasma welding Hàn Điểm (SPW) Spot welding Hàn Hồ quang tay Hàn Điện xỉ (ESW) (MMA) Electroslag welding Manual arc welding Hàn Đường (SW) Seam welding MIG/MAG
Hàn chùm tia điện tử
Metal gas shielded arc welding (EBW) Electron beam welding
Hàn Đối đầu (FBW) Flash but welding TIG
Tungsten inert-gas shielded arc welding Hàn Laser (LW) Hàn Ma sát (FW) Laser welding Friction welding Hàn tự động (SAW) Hàn Đinh (BW) Submerged arc welding Arc stud welding Bộ môn CƠ KHÍ ĐẠI CƯƠNG Biên soạn: HÀN & CNKL ThS. Vũ Đình Toại
Yªu cÇu ®èi víi Hµn nãng ch¶y:
+ Nguån nhiÖt ph¶i cã c«ng suÊt ®ñ lín ®¶m b¶o nung
nãng côc bé phÇn kim lo¹i ë mÐp hµn cña vËt liÖu c¬
b¶n vµ que hµn tíi nhiÖt ®é nãng ch¶y
+ Ph¶i sö dông thuèc hoÆc khÝ b¶o vÖ mèi hµn khái t¸c
®éng cña kh«ng khÝ
Yªu cÇu ®èi víi Hµn ¸p lùc:
+ Lùc Ðp ph¶i ®ñ lín ®¶m b¶o mèi ghÐp ®îc h×nh thµnh tèt
+ Kh«ng cÇn sö dông thuèc hoÆc khÝ b¶o vÖ mèi hµn
+ Kh«ng cÇn sö dông kim lo¹i bæ sung Bộ môn CƠ KHÍ ĐẠI CƯƠNG Biên soạn: HÀN & CNKL ThS. Vũ Đình Toại
II. HÀN KHÍ, HÀN HƠI - GW
* Phạm vi ứng dụng GAS welding
Hàn được ở mọi vị trí trong không gian, đặc
biệt cho hàn ống, lắp giáp, sửa chữa và xử lí
1. Kh¸i niÖm: lµ PP hµn NC, dïng nhiÖt cña bề mặt.
ph¶n øng khÝ ch¸y ®Ó nung ch¶y phÇn KL ®îc * Vật liệu hµn
Các loại thép thường và thép hợp kim thấp,
Kim loại màu, Gang
2. C¸c lo¹i khÝ dïng trong hµn h¬i: O vµ khÝ 2
ch¸y (C H , H , khÝ than ®¸, khÝ tù nhiªn, h¬i
* Chiều dày vật hàn 2 2 2
Lên tới 6mm (phụ thuộc vào hình dáng vật
x¨ng, benzen, ...) hàn) 4
1- Bình ôxy (Oxygen cylinder with pressure redution) 3 5 6 7
2- Bình axêtylen (Acetylene cylinder with pressure redution)
3- Van chống ngọn lửa quặt (Branch-line back- pressure valve).
4- Ống dẫn khí ôxy (Oxygen hose).
5- Ống dẫn khí axêtylen (Oxygen hose) 8
6- Mỏ hàn (Welding torch)
7- Que hàn phụ (Welding rod)
8- Bép hàn (Welding nozzle)
9- Vật hàn (Workpiece) 1 2 9 10 10- Ngọn lửa hàn VIDE (Welding flame) O Bộ môn CƠ KHÍ ĐẠI CƯƠNG Biên soạn: HÀN & CNKL ThS. Vũ Đình Toại 3. C«ng nghÖ Hµn khÝ:
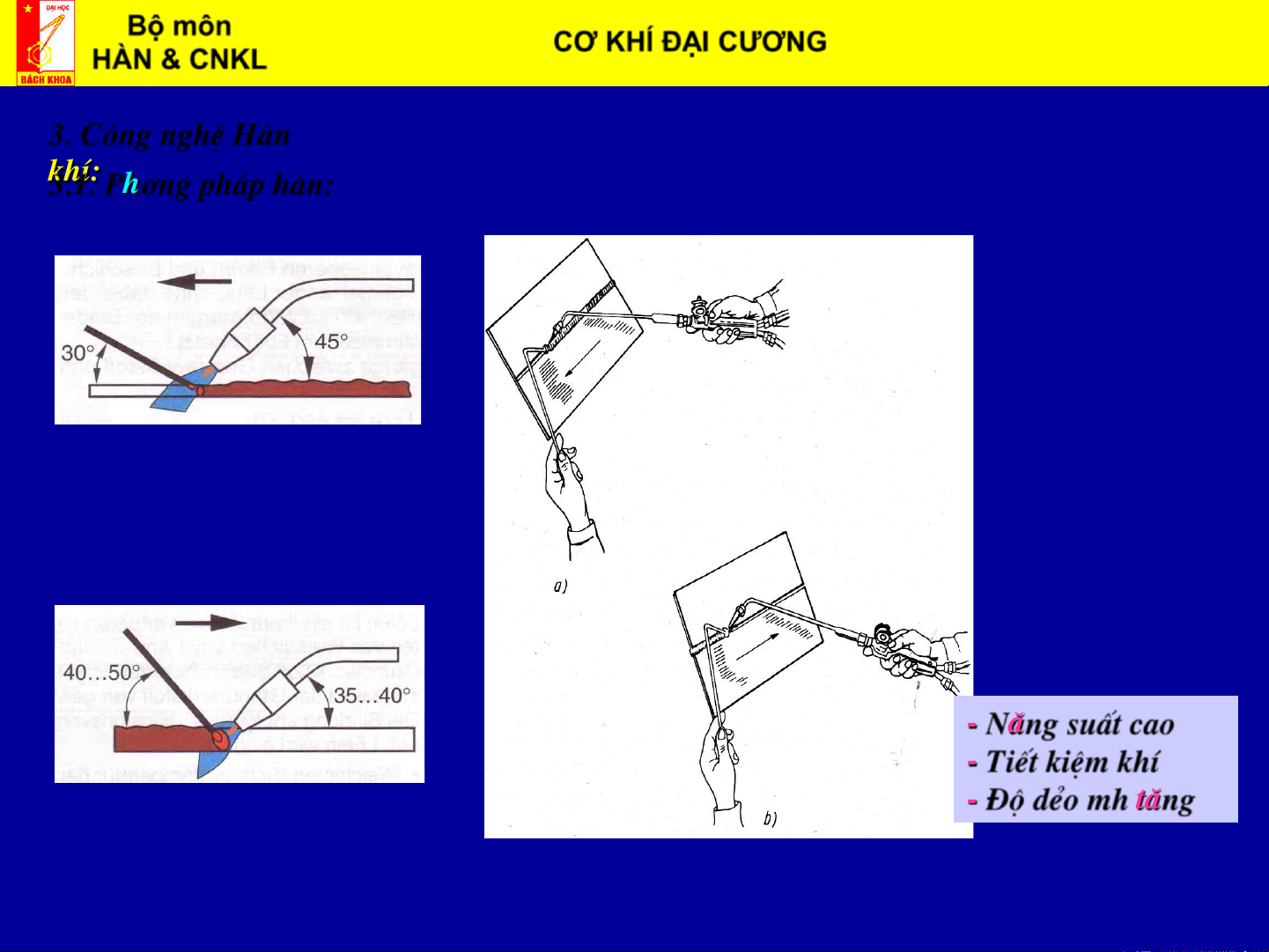
3.1. Ph¬ng ph¸p hµn:
CN Hàn trái (leftward technique)
Với tấm thép có chiều dày < 3mm
(Steel less than 3 mm thickness) - N¨ng suÊt cao - TiÕt kiÖm khÝ - §é dÎo mh t¨ng
CN Hàn phải (rightward technique)
Với tấm thép có chiều dày >= 3mm
(Steel from 3 mm thickness) Bộ môn CƠ KHÍ ĐẠI CƯƠNG Biên soạn: HÀN & CNKL ThS. Vũ Đình Toại
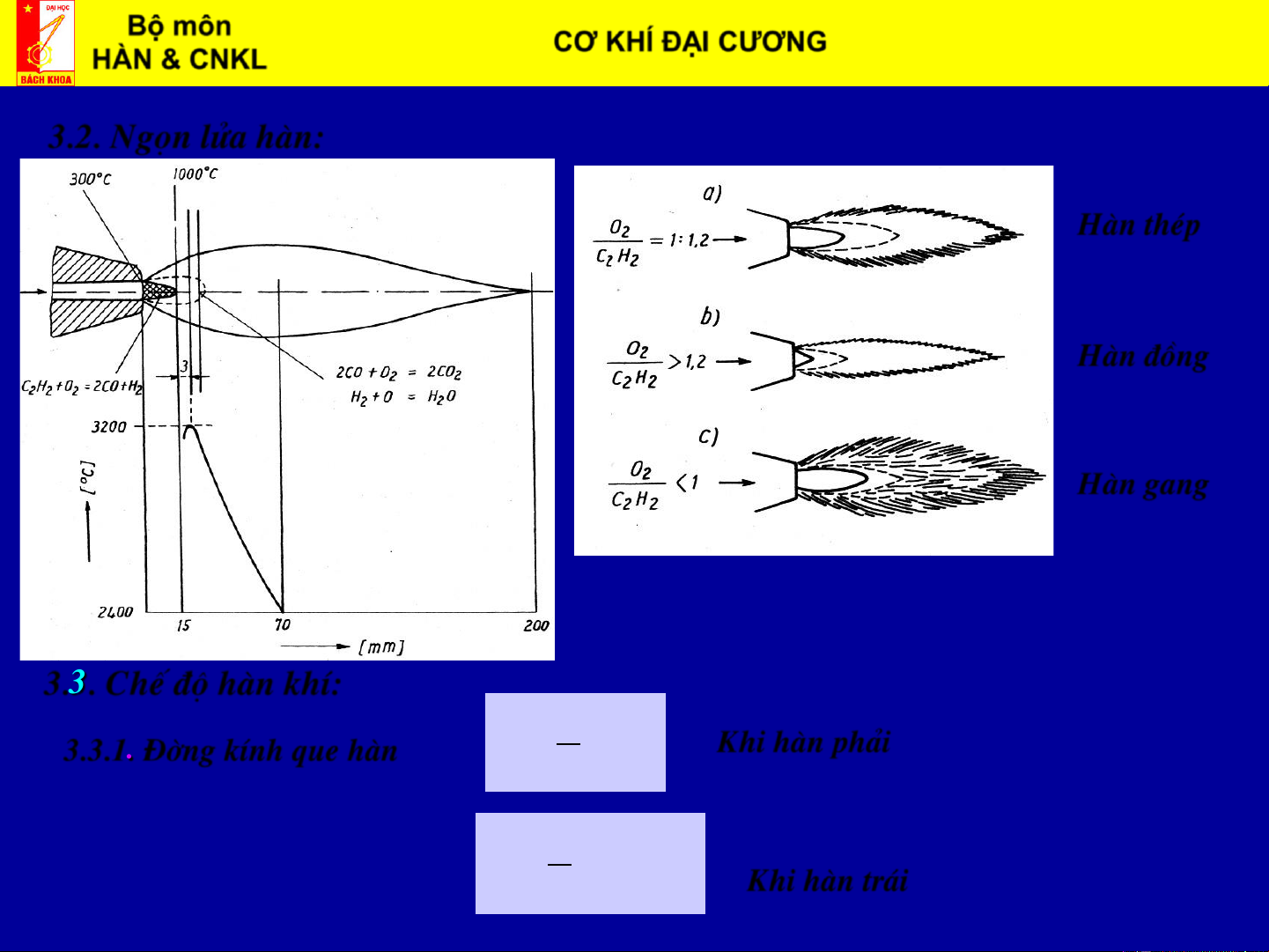
3.2. Ngän löa hµn: Hµn thÐp Hµn ®ång Hµn gang
3.3. ChÕ ®é hµn khÝ: s d = mm
3.3.1. §êng kÝnh que hµn Khi hµn ph¶i 2 s d = + 1 mm 2 Khi hµn tr¸i Bộ môn CƠ KHÍ ĐẠI CƯƠNG Biên soạn: HÀN & CNKL ThS. Vũ Đình Toại
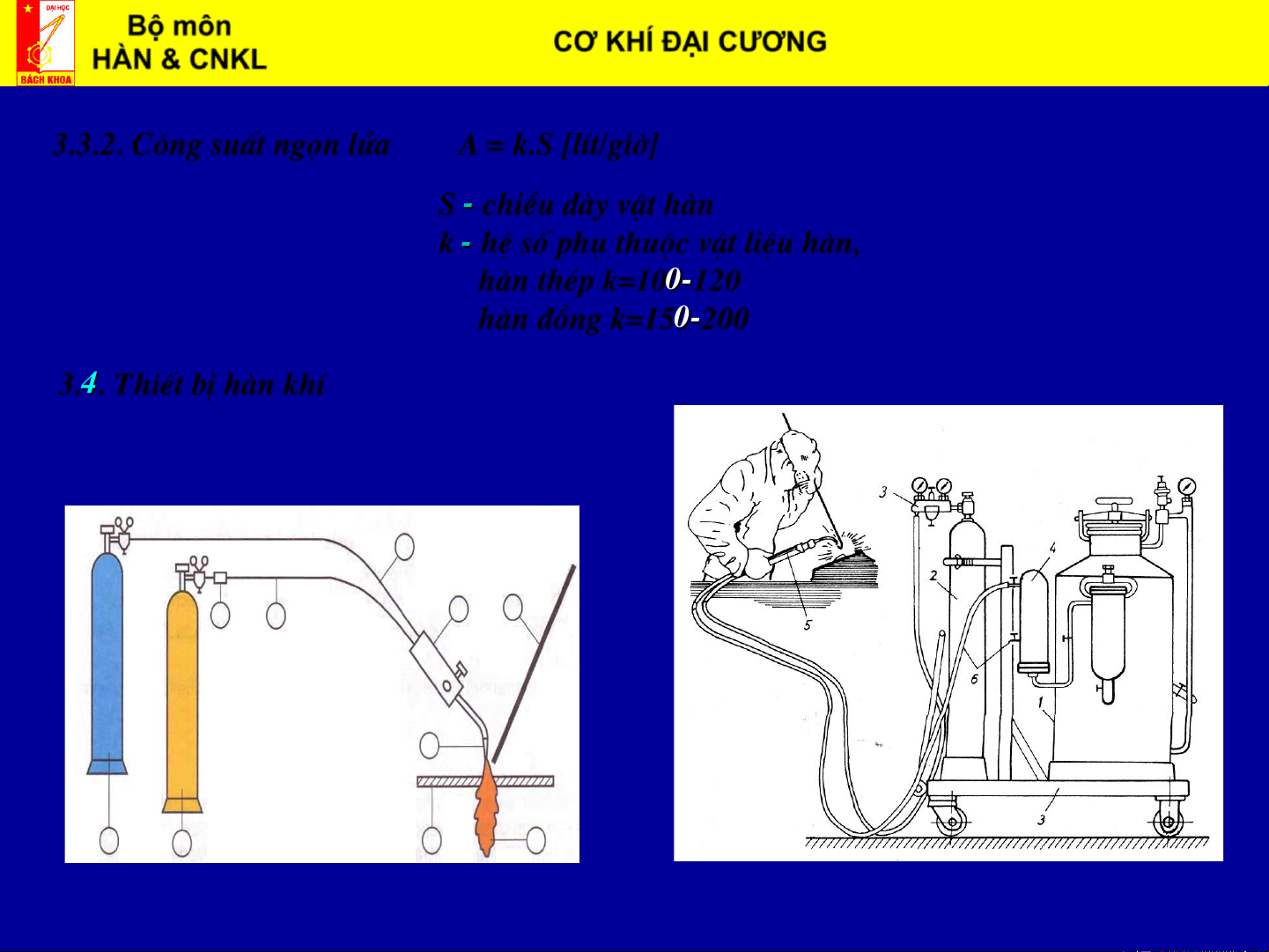
3.3.2. C«ng suÊt ngän löa
A = k.S [lÝt/giê]
S - chiÒu dµy vËt hµn
k - hÖ sè phô thuéc vËt liÖu hµn, hµn thÐp k=100-120 hµn ®ång k=150-200
3.4. ThiÕt bÞ hµn khÝ 4 3 5 6 7 8 1 2 9 10 Bộ môn CƠ KHÍ ĐẠI CƯƠNG Biên soạn: HÀN & CNKL ThS. Vũ Đình Toại
III. Hàn Hồ quang tay- MMA Manual metal arc welding
1. Kh¸i niÖm: lµ PP hµn NC, dïng nhiÖt cña hå quang gi÷a 2 ®iÖn cùc ®Ó nung ch¶y phÇn KL ®îc hµn
2. C¸c ph¬ng ph¸p hµn ®iÖn hå quang tay: * Phạm vi ứng dụng
- Hàn được ở mọi vị trí trong không gian, - Xử lí bề mặt. * Vật liệu
- Các loại thép thường và thép hợp kim, Gang
* Chiều dày vật hàn
§iÖn cùc kh«ng nãng ch¶y
§iÖn cùc tù nãng ch¶y - Lớn hơn 3mm
§iÖn cùc than -
§iÖn cùc que hµn cã Graphit vá bäc thuèc hoÆc vonfram
C¸c lo¹i hå quang hµn: - Hå quang trùc tiÕp - Hå quang hë
- Hå quang gi¸n tiÕp
- Hå quang ®îc b¶o vÖ - Hå quang kÝn Bộ môn CƠ KHÍ ĐẠI CƯƠNG Biên soạn: HÀN & CNKL ThS. Vũ Đình Toại
3. ThiÕt bÞ vµ dông cô hµn ®iÖn hå quang tay: Hướng hàn 1 2 3 5 10 11 6 13 14 15 4 7 8 9 12 8 9 16 17
1- Ổ cấp điện (Mains connection)
2- Nguồn điện hàn (Welding current source)
3- Cáp hàn - nối với điện cực hàn (Welding
11- Thuốc bọc (Electrode coating) currenr supply - electrode).
12- Giọt kim loại lỏng (Droplet transfer)
4- Cáp hàn - nối với vật hàn
13- Khí phát sinh bảo vệ vùng hàn
(Welding currenr supply - electrode).
(Protective gases from coating of electrode).
5- Kìm hàn (Electrode holder)
14- Xỉ lỏng (Liquid slag).
6- Que hàn - Điện cực hàn
15- Xỉ hàn (ở thể rắn) (solid slag) (Rod Electrode)
16- Kim loại mối hàn nóng chảy
7- Kẹp mát (Workpiece clamp) (liquid weld metal)
8- Vật hàn – Chi tiết hàn
17- Kim loại mối hàn đã kết tinh (Workpiece) (Solid weld metal) 9- Hồ quang (Arc)
10- Lõi que hàn (Electrode core) Bộ môn CƠ KHÍ ĐẠI CƯƠNG Biên soạn: HÀN & CNKL ThS. Vũ Đình Toại
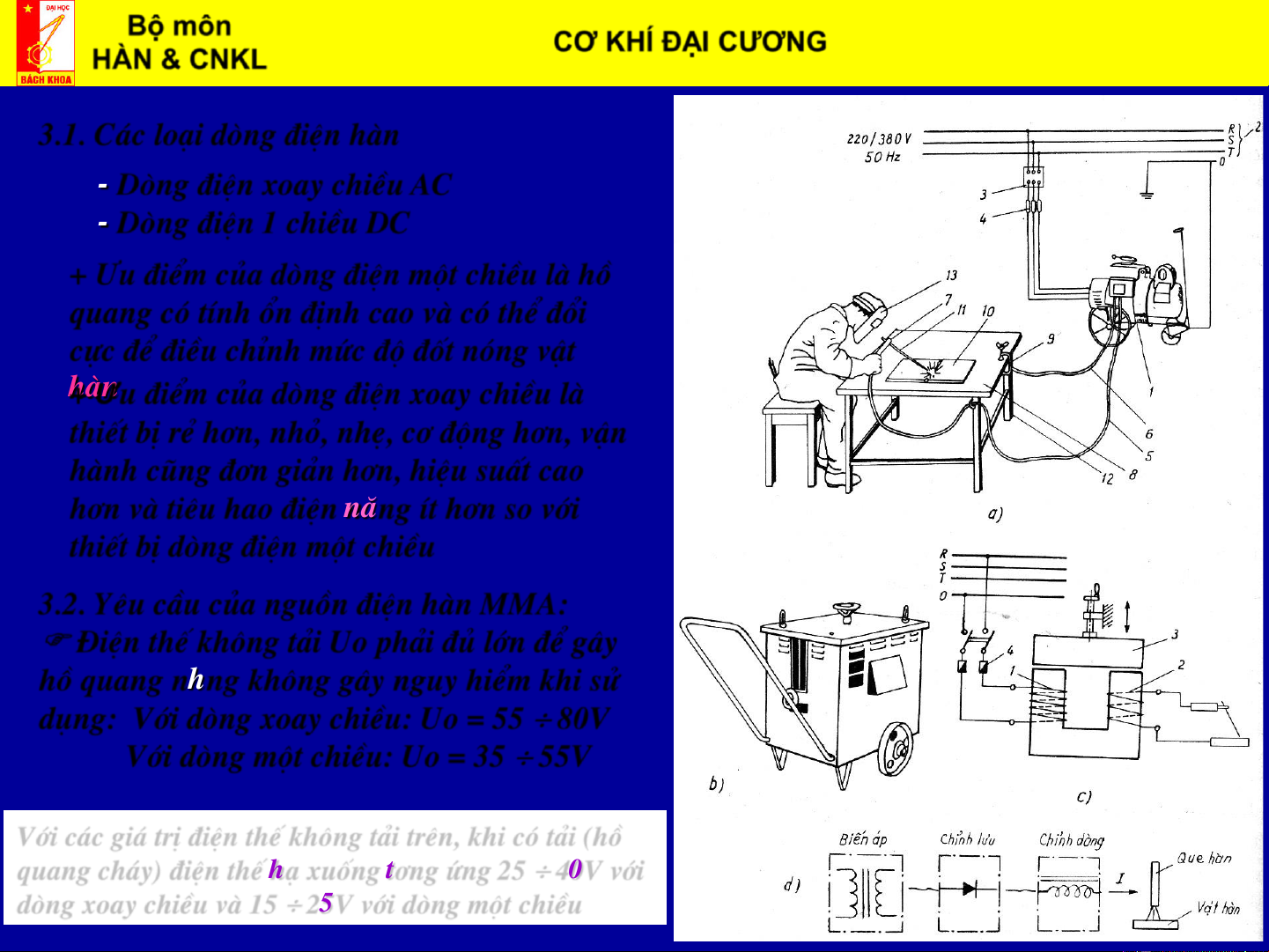
3.1. C¸c lo¹i dßng ®iÖn hµn
- Dßng ®iÖn xoay chiÒu AC
- Dßng ®iÖn 1 chiÒu DC
+ ¦u ®iÓm cña dßng ®iÖn mét chiÒu lµ hå
quang cã tÝnh æn ®Þnh cao vµ cã thÓ ®æi
cùc ®Ó ®iÒu chØnh møc ®é ®èt nãng vËt hµn
+ Ưu ®iÓm cña dßng ®iÖn xoay chiÒu lµ
thiÕt bÞ rÎ h¬n, nhá, nhÑ, c¬ ®éng h¬n, vËn
hµnh còng ®¬n gi¶n h¬n, hiÖu suÊt cao
h¬n vµ tiªu hao ®iÖn n¨ng Ýt h¬n so víi
thiÕt bÞ dßng ®iÖn mét chiÒu
3.2. Yªu cÇu cña nguån ®iÖn hµn MMA:
§iÖn thÕ kh«ng t¶i Uo ph¶i ®ñ lín ®Ó g©y
hå quang nhng kh«ng g©y nguy hiÓm khi sö
dông: Víi dßng xoay chiÒu: Uo = 55 80V
Víi dßng mét chiÒu: Uo = 35 55V
Víi c¸c gi¸ trÞ ®iÖn thÕ kh«ng t¶i trªn, khi cã t¶i (hå
quang ch¸y) ®iÖn thÕ h¹ xuèng t¬ng øng 25 40V víi
dßng xoay chiÒu vµ 15 25V víi dßng mét chiÒu Bộ môn CƠ KHÍ ĐẠI CƯƠNG Biên soạn: HÀN & CNKL ThS. Vũ Đình Toại
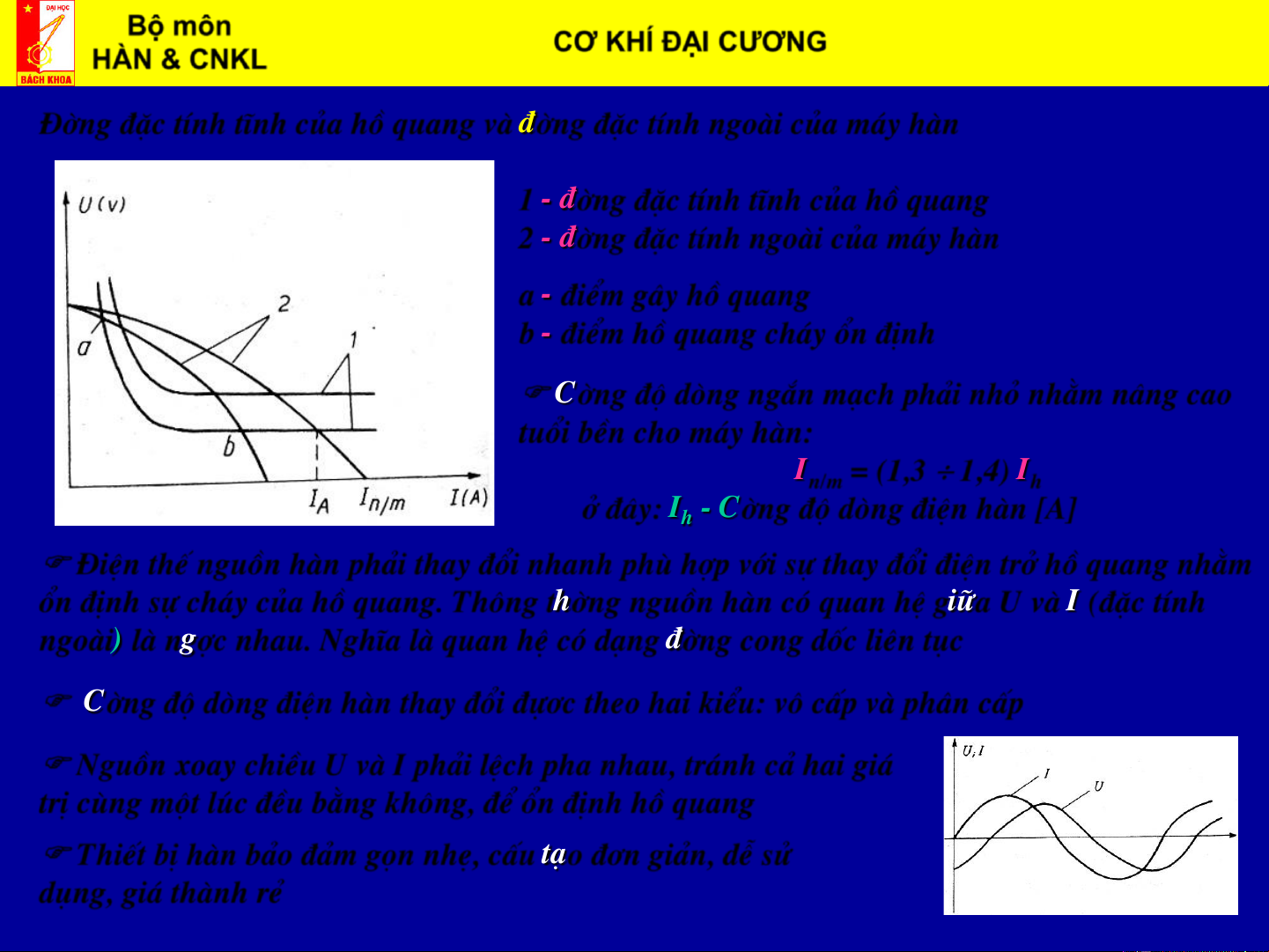
§êng ®Æc tÝnh tÜnh cña hå quang vµ ®êng ®Æc tÝnh ngoµi cña m¸y hµn
1 - ®êng ®Æc tÝnh tÜnh cña hå quang
2 - ®êng ®Æc tÝnh ngoµi cña m¸y hµn
a - ®iÓm g©y hå quang
b - ®iÓm hå quang ch¸y æn ®Þnh
Cêng ®é dßng ng¾n m¹ch ph¶i nhá nh»m n©ng cao
tuæi bÒn cho m¸y hµn: I
= (1,3 1,4) I n/m h
ë ®©y: I - Cêng ®é dßng ®iÖn hµn [A] h
§iÖn thÕ nguån hµn ph¶i thay ®æi nhanh phï hîp víi sù thay ®æi ®iÖn trë hå quang nh»m
æn ®Þnh sù ch¸y cña hå quang. Th«ng thêng nguån hµn cã quan hÖ gi÷a U vµ I (®Æc tÝnh
ngoµi) lµ ngîc nhau. NghÜa lµ quan hÖ cã d¹ng ®êng cong dèc liªn tôc
Cêng ®é dßng ®iÖn hµn thay ®æi ®ù¬c theo hai kiÓu: v« cÊp vµ ph©n cÊp
Nguån xoay chiÒu U vµ I ph¶i lÖch pha nhau, tr¸nh c¶ hai gi¸
trÞ cïng mét lóc ®Òu b»ng kh«ng, ®Ó æn ®Þnh hå quang
ThiÕt bÞ hµn b¶o ®¶m gän nhÑ, cÊu t¹o ®¬n gi¶n, dÔ sö
dông, gi¸ thµnh rÎ
3.4. Thiết bị hàn hồ quang tay ©HLD
3.4.2. Máy hàn (nguồn hàn) hồ quang tay:
1. Máy hàn là gì? tay
Máy hàn là thiết bị dùng để cung cấp năng lượng điện cho quá trình hàn g
2. Đặc điểm máy hàn quan
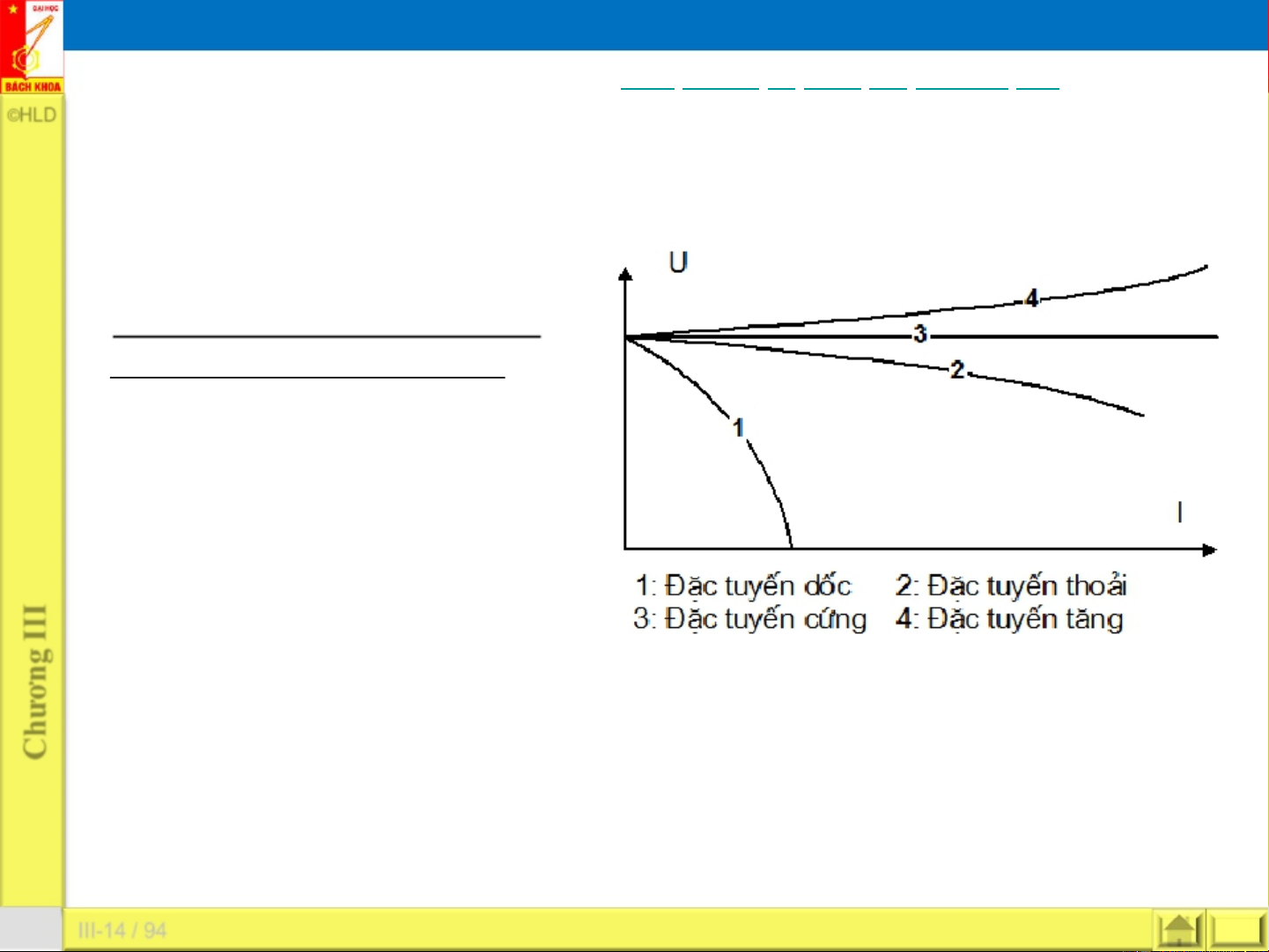
a) Đường đặc tuyến Vôn – Ampe hồ
Là quan hệ giữa điện áp hồ hàn
quang và cường độ dòng hàn (đường trình
cong V – A) ở những á
chế độ chịu tải khác nhau Qu III:
- Đặc tuyến dốc (dòng không đổi - CC): có thể thay đổi hồ quang (Uh) dễ dàng
mà không ảnh hưởng nhiều tới Ih. Thích hợp cho phương pháp MMA (SMAW), GTAW (TIG) Chương
- Đặc tuyến cứng/thoải (điện áp không đổi - CV): chỉ một thay đổi nhỏ chiều dài
hồ quang (Lhq,Uh) cũng dẫn đến thay đổi đáng kể dòng hàn. Nên thích hợp cho
hàn GMAW và FCAW, SAW DWE DWE Depa III rtm - en 14 t o/f Weld
94 ing and Metal Techn © ology / Hán MSc Lê . Ph Add o : n 3 Duyg 0 6 Va C1
– n - Dai Co Viet Str. No.1 - Hanoi – Vietnam / E-Mail: phong-dwe@mail.hut.edu.vn Tel.: +84. (04). 38692204
B/m Hàn & CNKL – Đại Học Bách Khoa – Hà Nội End Vo