Báo cáo thực tập tốt nghiệp "Tìm hiểu về công ty TNHH Điện từ UMC Việt Nam"
Tiểu luận môn Công nghệ cơ khí với đề tài Tìm hiểu về công ty TNHH Điện từ UMC Việt Nam của Trường Cao đẳng kinh tế kỹ thuật trung ương giúp bạn tham khảo và hoàn thành tốt bài tiểu luận của mình đạt kết quả cao.
Môn: Công nghệ cơ khí 2 tài liệu
Trường: Trường Cao đẳng Kinh tế - Kỹ thuật Trung ương 24 tài liệu
Tác giả:






























Preview text:
LỜI MỞ ĐẦU
Trong thời gian thực tập vừa qua , em đã tích lũy được rất nhiều kinh nghiệm,
kĩ năng, tác phong làm việc. Giúp em củng cố những kiến thức đã được học ở
trường, từ đó làm nền tảng, hành trang cho công việc nghề nghiệp sau này.
Em xin chân thành cảm ơn công ty UMC đã tạo điều kiện cho em được làm
việc và học hỏi trong thời gian vừa qua. Đội ngũ nhân viên của công ty đãd
giúp đỡ, hướng dẫn nhiệt tình.
Em xin cảm ơn sự cho phép phía nhà trường, sự quan tâm giúp đỡ từ khoa
Công nghệ Cơ Khí đã giúp em được thực tập, cọ sát thực tế, học hỏi thêm
nhiều kiến thức và kinh nghiệm quý báu qua thời gian thực tập vừa qua.
Em xin chân thành cảm ơn sự hướng dẫn nhiệt tình của thầy cô Khoa Công
nghệ Cơ Khí, đặc biệt là Thầy Nguyễn Trọng Tấn, Thầy là người trực tiếp
hướng dẫn em trong suốt quá trình thực tập.
Em xin cảm ơn các thầy cô giáo trong khoa Công nghệ Cơ Khí trường Cao
Đẳng Công Nghiệp Bắc Ninh đã giảng dạy những kiến thức nền tảng cho em
trong suốt thời gian vừa qua. Báo cáo thực tập này là những kiến thức nhỏ em
học hỏi trong quá trình làm việc.
Em rất mong nhận được ý kiến đóng góp quý báu để báo cáo của em được hoàn thiện hơn.
Em xin chân thành cảm ơn! 1
LỜI CẢM ƠN
Trong thời gian học tập tại trường Cao Đẳng Công nghiệp Bắc Ninh, em
đã được các thầy cô giáo giảng dạy tận tình, truyền đạt cho em những kiến
thức rất bổ ích để cho em có được những vốn kiến thức rất quan trọng cho
chuyên ngành của em sau này. Em xin chân thành cảm ơn thầy Nguyễn
Trọng Tấn đã trực tiếp hướng dẫn em trong quá trình thực tập tốt nghiệp để
giúp em hoàn thành tốt khóa học.
Em xin kính chúc quý thầy cô ngày càng khỏe mạnh để phấn đấu đạt
thành tích cao trong công tác giảng dạy. Chúc trường Cao Đẳng Công nghiệp
Bắc Ninh sẽ mãi là niềm tin, nền tảng vững chắc cho nhiều thế hệ sinh viên
với bước đường học tập.
Trong thời gian học tập, em đã được đi thực tập tại công ty TNHH Điện
tử UMC Việt Nam. Trong quá trình thực tập tại đây, em đã có cơ hội tìm hiểu
thêm những gì đã học. Bên cạnh đó, sự giúp đỡ của những anh chị trong công
ty đã giúp em học hỏi được nhiều bài học kinh nghiệm quý báu cho bản thân
để em tự tin bước vào đời.
Với điều kiện thời gian cũng như kinh nghiệm còn hạn chế của một học
viên nên bài báo cáo này không thể tránh được những thiếu sót. Em rất mong
nhận được sự chỉ bảo, đóng góp ý kiến của các quý thầy cô để em có điều
kiện bổ sung, nâng cao kiến thức của mình, phục vụ tốt hơn công tác thực tế sau này.
Em xin chân thành cám ơn!
Bắc ninh, ngày ....... tháng 01 năm 2024 SINH VIÊN 2
CHƯƠNG I : GIỚI THIỆU VỀ CÔNG TY VÀ CÁC QUY ĐỊNH
1.1 Lịch sử hình thành và phát triển UMC Việt Nam
1.1.1 Giới thiệu chung về công ty
Công ty TNHH Điện tử UMC Việt Nam là công ty chế xuất, 100% vốn
đầu tư Nhật Bản, chuyên lắp ráp linh kiện điện tử công nghệ cao đã đi vào
hoạt động từ tháng 10 năm 2007. Nhà máy được xây dựng với quy mô hiện
đại với khoảng 3,000 công nhân viên. Sản phẩm của công ty được lắp ráp
trong các thiệt bị như: ổ khóa điện của các loại xe máy, máy in, máy công
nghiệp, một số thiết thị trên ô tô….Trong quá trình kinh doanh sản xuất,
doanh nghiệp luôn tuân thủ tốt pháp luật của Việt Nam và các quy định liên
quan khác, ngoài ra doanh nghiệp luôn quan tâm đến điều kiện làm việc của
của công nhân viên, tích cực cải thiện môi trường làm việc của người lao động.
- Tên công ty: Công Ty TNHH Điện tử UMC Việt Nam – là một thành viên của tập đoàn UMC
- Tên giao dịch đối ngoại: UMC Vietnam Co., Ltd
- Thành lập: 1/4/2006, bắt đầu đi vào hoạt động tháng 1-2007
- Giấy phép đầu tư số 2198 GP cấp bởi Bộ Kế hoạch và Đầu tư
- Loại hình doanh nghiệp: Doanh nghiệp Chế xuất 100% VDTNN
- Sản phẩm của công ty được lắp ráp trong các thiệt bị như: ổ khóa điện
của các loại xe máy, máy in, máy công nghiệp, một số thiết thị trên ô tô
• Vốn đầu tư: 100.000.000 USD
• Trong đó Vốn pháp định 18.000.000 USD 3
1.1.2 Ý nghĩa tên gọi và logo
- Ý nghĩa tên gọi U : Uchiyama ( Tên gia đình sở hữu công ty)
M : Manufactured ( Sản xuất) C : Company ( Công ty ) - Ý nghĩa logo
Hình 1.1 Logo công ty
+ Vòng tròn tượng trưng cho khách hàng và những sản phẩm của khách hàng
+ Phần bên dưới tượng trưng cho tinh thần đoàn kết của toàn thể công nhân viên UMC - Công Ty có 1 nhà máy:
+ Nhà máy và là trụ sở chính: nhà máy Hải Dương (2007)
+ Diện tích mặt bằng: 200.000 m2
+ Diện tích nhà xưởng: 94.000 m2
+ Địa chỉ: Lô A1, KCN Tân Trường, xã Tân Trường, huyện Cẩm Gìang ,Hải Dương, Việt Nam. 4
Hình 1.2 Địa chỉ công ty trên bản đồ
- Lịch sử hình thành và phát triển nhà máy ở Hải Dương
+ 6/2006: Lễ khởi công xây dựng nhà máy ở Hải Dương
+ 12/2006: khánh thành nhà máy.
+ 1/2010: Tổng bí thư Nông Đức Mạnh tới thăm nhà máy
+ 6/2015: Tổng bí thư Nguyễn Phú Trọng tới thăm nhà máy
Nhà máy được xây dựng với quy mô hiện đại với khoảng 3,000 công nhân viên. - Các công ty thành viên
+ ĐIỆN TỬ UMC Dongguan (Sản xuất · Kinh doanh · Mua sắm) Sản phẩm
điện tử Sanwa Sheng (Dongguan) Công ty TNHH Công nghệ điện tử Sanwa
Sheng (Dongguan) Co, Ltd Trung Quốc nhân dân của tỉnh Quảng Đông thành
phố Đông Quan Hoengzheng Huangdong Village Yuquan khu công nghiệp Diện tích sàn: 30.000 m² 5
+ CÔNG TY SẢN XUẤT ĐIỆN TỬ UMC (ĐỒNG GƯƠNG) (Sản xuất ·
Kinh doanh · Mua sắm) Công ty TNHH sản xuất điện tử Sanwa Sheng, Ltd
(Dongguan) Co, Ltd Trung Quốc No.20 số Dongguan cầu Head Town, tỉnh Quảng Đông, quận Daegu
+ UMC ELECTRONICS HỒNG KÔNG (Bán hàng · Mua sắm · Logistics)
Công ty TNHH Công nghệ cao Sanwa Sheng Hồng Khu vực Tân Cương
Hồng Kông Đường Aoi Chang 56 Khu Thương mại 2 Phòng 1
+ UMC ELECTRONICS (Thái Lan) (Sản xuất · Kinh doanh · Mua sắm)
Khu công nghiệp TFD 1/23 Moo 5 Tambol Tha Sa-Am Amphar Bang Pakong
Chachoengsao 24130 THÁI LAN Diện tích sàn: 18.000 m²
+UMC Electronics Mexico, SA de CV (Sản xuất · Kinh doanh · Mua sắm)
Mexico Hoa Kỳ Jalisco Tiểu bang Lagos Demoleno Thành phố Colinas de
Lagos Khu công nghiệp Diện tích sàn: 15.000 m²
1.1.3 Sơ đồ tổ chức nhà máy UMC - Ban giám đốc
• Bộ phận sản xuất trực tiếp:
+ Phòng đúc nhựa (Sản xuất linh kiện nhựa)
+Phòng ép nén kim loại (Sản xuất linh kiện kim loại)
+Phòng máy và công nghệ sản xuất (Thiết kế, bảo dưỡng khuôn)
+ Phòng sản xuất PCB (Chuyên sản xuất bản mạch điện tử)
+ Phòng lắp ráp (Lắp ráp các linh kiện thành sản phẩm hoàn chỉnh) • Bộ phận kế hoạch:
+ Phòng kế hoạch (Lập kế hoạch các hoạt động cho công ty)
+Phòng quản lý sản xuất (Lập kế hoạch sản xuất, quản lý và cấp linh kiện)
+Phòng đổi mới sản xuất • Nhóm dự án:
+Dự án A (Dự án tự động hóa)
+ Dự án B (Dự án cải tiến hệ thống lưu chuyển hàng hóa 6
• Bộ phận gián tiếp sản xuất:
+ Phòng hành chính và nhân sự + Phòng kế toán + Phòng quản lý chi phí
+ Phòng quản lý điều phối + Phòng điều phối
+ Phòng thiết bị và nhà xưởng + Phòng môi trường
+ Phòng quản lý công nghệ
+ Phòng quản lý chất lượng sản phẩm
+ Phòng công nghệ sản phẩm 1
+ Phòng công nghệ sản phẩm 2
+ Phòng công nghệ sản xuất + Phòng tin học + Phòng vận tải
1.1.4 Phương châm hoạt động
Chú trọng đào tạo nhân viên Việt thành những cán bộ chủ chốt và nắm
vai trò quan trọng trong việc vận hành công ty.
Không phân biệt bằng cấp, giới tính, tạo cơ hội thăng tiến cho tất cả công nhân viên.
• Chủ trương của công ty
UMC luôn hoạt động theo nguyên tắc tôn trọng con người, UMC luôn
đề cao tinh thần cảm tạ, UMC cung cấp những sản phẩm chứa đựng nhiều
tâm huyết. Do đó chúng ta cùng nhau nỗ lực hết mình
• Quan điểm của công ty
Thông suốt dịch vụ chăm sóc khách hàng dựa trên tinh thần tạo ra
những sản phẩm chứa đựng nhiều tâm huyết UMC, hoạt động theo tiêu chuẩn
2.5, mang năng lực kỹ thuật và khả năng cạnh tranh cao để hướng tới một
doanh nghiệp S-EMS được khách hàng thế giới lựa chọn. • Phương châm kinh doanh 7
Tiến hành QCD triệt để, thông suốt tinh thần khách hàng là thượng đế,
với tư cách là một thành viên của xã hội có ý chí và có đạo đức, nỗ lực một
cách tích cực để cống hiến cho xã hội, mang đến những cơ hội mang tính
công bằng, điều kiện làm việc tốt và cuộc sống phong phú cho tất cả thành viên công ty
1.1.5 Thông điệp của công ty
Với mục đích bảo tồn thiên nhiên tươi đẹp của đất nước Việt Nam nói
riêng và của thế giới nói chung,UMC thiết lập hệ thống quản lí rác thải, tái
sinh 100% các loại nhựa, kim loại và giấy. UMC sử dụng công nghệ không
gây tổn hại với môi trường như hệ thống làm mát bằng nước tuần hoàn cho bộ
phận đúc nhựa và công nghệ sấy bằng dầu khô nhanh cho phép bộ phấn ép
nén kim loại cũng như áp dụng phương thức hàn không chỉ đối với bộ phận
sản xuất. mạch. Song song với việc bảo vệ môi trường trong nhà máy, UMC
còn đề ra trương chình “Điều phối xanh” đối với các nhà cung cấp. Thông qua
chương trình này, các nhà cung cấp đều phải tuân thủ nghiêm ngặt các tiêu
chuẩn môi trường do UMC và pháp luật Việt Nam đề ra. Các linh kiện trước
khi được chuyển đến các nhà máy thì UMC đều đảm bảo là “Sản phẩm thân
thiện với môi trường”.
Sự tập trung kiên định vào việc bảo vệ môi trường và chất lượng sản
phẩm của công ty đã được thừa nhận thông qua việc UMC Việt Nam đã được
cấp chứng chỉ hệ thống quản lí chất lượng ISO 9001
1.1.6 Chế độ lương, thưởng
- Lương: theo thỏa thuận
- Tăng lương: ít nhất mỗi năm 1 lần.
- Nhân viên được tăng chức hàng năm nếu làm việc tốt.
- Thưởng Tết âm lịch: ít nhất 1 tháng lương.
- Ngoài ra, công nhân viên còn được nhận tiền hỗ trợ đi lại vào các dịp nghỉ Lễ: 30/4 – 1/5, 2/9 …
- Tặng quà vào các dịp Tết trung thu, ngày 08/03…. 8
1.1.7 Chế độ phúc lợi.
- Công ty trả tiền bữa ăn chính, ăn phụ.
- Khám sức khỏe định kỳ miễn phí.
- Được tham gia BHYT, BHXH, BHTN.
- Ngày nghỉ: ít nhất 6 ngày/tháng + 12 ngày phép/năm và các ngày nghỉ Lễ,
Tết…Chất lượng bữa ăn ngon, món ăn được chế biến theo nhiều thực đơn
mới. Bữa ăn chính được lấy đồ ăn thêm. Suất ăn đặc biệt dành cho người mang bầu.
- Tổ chức các sự kiện trong dịp cuối năm hoặc dịp nghỉ Lễ quốc gia: tiệc
mừng giáng sinh, thi Miss UMC, cuộc thi đôi nhảy đẹp, du lịch, thi thể thao ,
văn nghệ … và bốc thăm trúng thưởng với nhiều phần quà lớn như: xe máy,
tivi, tủ lạnh, máy giặt….
1.1.8 Trau dồi kỹ năng
- Công nhân viên được tham gia vào các buổi đào tạo trong công ty: kỹ năng
hàn, kiểm tra mắt và được tham gia học một số môn nâng cao về kỹ năng làm việc.
- Tháng 9 năm 2015, nhân viên công ty đã giành giải nhất toàn quốc về kỹ năng hàn.
- Ngoài ra, công nhân viên còn có cơ hội tham gia đào tạo ở nước ngoài:
Nhật Bản, Thái Lan, Trung Quốc….
1.1.9 Môi trường làm việc
- Môi trường làm việc ổn định, chuyên nghiệp với những nội quy nghiêm ngặt
giúp cho con người trưởng thành và sống có nề nếp hơn.
- Trang bị hệ thống làm mát 2 chiều. Trang bị phòng nghỉ UMC.
1.2 Các quy định nội bộ
1.2.1 Quy định về an toàn giao thông
- Tuân thủ mọi quy định của pháp luật Việt Nam về an toàn giao thông. 9
- Đối với tất cả các cán bộ công nhân viên của UMC Việt Nam khi tham gia
giao thông bằng xe máy đều phải đội mũ bảo hiểm và xe bắt buộc phải có
gương chiếu hậu và đặc biệt không được uống rượu bia khi tham gia giao
thông. Riêng người lái xe phải có giấy phép lái xe và được gián chứng chỉ lên thẻ nhân viên.
Tại các Khu vực ăn và công cộng có các video về an toàn giao thông
khi di chuyển trong nhà máy cũng như trên đường.
1.2.2 Quy định phòng cháy, chữa cháy
a. Nghiêm cấm mang các loại hóa chất dễ cháy, dễ nổ vào trong công ty.
b. Quy trình thoát hiểm khi có cháy
- Khi phát hiện thấy cháy nổ thông báo ngay cho quản lý.
- Giữ tâm lý bình tĩnh và nghe theo chỉ dẫn
- Khi chạy thoát hiểm phải chạy theo lối thoát hiểm, không chen lấn xô đẩy khi thoát hiểm.
Đặc biệt khi phát hiện bất thường trong mọi vị trí thì phải dừng thao tác và báo ngay cho Leader
1.2.3 Quy định về sử dụng đồng phục và thẻ nhân viên - Đồng phục:
+ Mặc quần áo đồng phục sạch sẽ, gọn gàng.
+ Nếu mặc áo khoác phải kéo áo lên sát cổ, nếu mặc áo sơ mi phải cho vạt
áo vào trong quần (đối với nam).
+ Đội mũ theo quy định khi vào khu vực sản xuất; đi giày theo quy định
không giẫm chân lên gót giày, không bỏ chân ra khỏi giày khi đang ở trong công ty.
+ Luôn đeo thẻ lên bên vai trái đối với phòng ban lắp ráp, kẹp thẻ trên túi
áo trước ngực đối với phòng ban khác trong suốt quá trình làm việc. - Thẻ nhân viên:
+ Thẻ nhân viên là tài sản của công ty mọi trường hợp mất thẻ hoặc quên 10
thẻ đều phải thông báo ngay cho cấp trên của mình để được bảo lãnh hoặc cấp thẻ mới.
+ Thẻ nhân viên được sử dụng để ra vào công ty và được sử dụng trong suốt thời gian làm việc
1.2.4 Quy định khu vực làm việc và di chuyển trong nhà máy - Khu vực làm việc:
+ Không nói chuyện riêng, đùa nghịch trong khu vực làm việc.
+ Không sử dụng điện thoại di động trong giờ làm việc.
+ Không nghe nhạc, sử dụng tại nghe trong giờ làm việc kể cả giờ nghỉ giải
lao chỉ được nghe nhạc ở khu vực locker và không được vứt rác ra khu vực làm việc.
- Di chuyển trong nhà máy:
+ Di chuyển nhanh nhẹn, có hàng lối không chen lấn, xô đẩy.
+ Chỉ tay xác nhận hướng cần đi và không đi tại các ngã ba , ngã tư trong nhà máy
+ Đi đúng phần đường quy định.
+ Không đi qua các phòng ban khác.
1.2.5 Quy định về thời gian làm việc
- Ca làm việc: có 2 ca làm việc : ca ngày từ 8h00 đến 17h00, ca đêm từ 20h00 đến 5h00.
- Ca ngày: làm việc 6 ngày / tuần; từ thứ 2 đến thứ 7. - Ca đêm: làm việc 6
ngày/ tuần; từ thứ 2 đến thứ 7.
- Thời gian nghỉ trưa 40 phút , ăn trua tại Công ty
- Trong 1 tháng được nghỉ 2 thứ 7 và 4 chủ nhật, Làm xoay ca 2 tuần ngày, 2 tuần đêm liên tiếp
- Mỗi ngày làm tăng ca không quá 3 tiếng.
- Cần có mặt ở nơi làm việc trước ít nhất 15 phút để chuẩn bị cho công việc. 11
1.2.6 Quy định về việc xin nghỉ
- Khi muốn xin nghỉ phép phải thông báo cho Leader hoặc người quản lý
trực tiếp ít nhất là 3 ngày.
- Đối với các trường hợp nghỉ ốm phải gọi điện báo cáo cho người quản lý
và trong ngày làm việc đầu tiên sau khi nghỉ phép phải nộp giấy chứng nhận
của cơ quan y tế nếu không có coi như không hợp lệ
- Trường hợp xin nghỉ hẳn phải thông báo cho Leader bằng văn bản ít nhất
30 ngày ngoại trừ một số trường hợp đặc biệt đã được nghỉ trong hợp đồng lao động.
- Nếu nghỉ không thông báo, thông báo không đúng thời gian quy định hoặc
không nhận được sự đồng ý của người quản lý coi như là nghỉ không phép.
1.2.7 Các quy định khác
- Quy định khi dùng dao, kéo và các vật dụng nguy hiểm
+ Khi muốn sử dụng dao, kéo phải thông báo cho leader hoặc Support.
+ Nghiêm cấm sử dụng vào mục đích cá nhân.
- Quy định về việc ăn uống tại công ty
+ Không được ăn uống trong khu vực làm việc kể cả khu vực nghỉ giải lao.
Chỉ được ăn uống tại khu vực Nhà ăn
+ Uống nước đúng nơi quy định, không sử dụng nước uống vào mục đích rửa tay, rửa mặt.
1.3 Chính sách - Phúc lợi
+ Được mua hàng ở siêu thị với giá rẻ, y tế chăm sóc sức khỏe, có xe đưa đón
cán bộ công nhân viên đi làm hàng ngày.
+ Được tiền mừng tuổi công ty vào dịp tết.
+ Có các hoạt động giải trí: ngày hội thể thao, ngày hội gia đình, cuộc thi
hùng biện tiếng anh, tiếng nhật,… 12 + Kỷ luật lao động + Cảnh báo bằng miệng.
+ Kỷ luật bằng văn bản.
+ Gửi công văn chấm dứt lao động. - Phong cách
+ Làm việc chăm chỉ, nhanh nhẹn, đúng thời gian quy định
- Thực hiện theo phương châm 6S
+ SEIRI (Sàng lọc) : Phân loại những vật cần dùng và không cần dùng.
+ SEITON (Sắp xếp) : Sắp xếp những vật dụng sao cho an toàn, mỹ quan
+ SEISO (Sạch sẽ) : Giữ gìn vệ sinh sạch sẽ nơi làm việc
+ SEIKETSU (Săn sóc) : Tiêu chuẩn hóa và duy trì 3S
+ SHITSUKE (Sẵn sàng) : Thực hiện nhiều lần tạo thói quen, tự giác tuân thủ
+ AN TOÀN : Môi trường làm việc an toàn
1.4 Đánh giá những điểm rủi ro trong quá trình sử dụng thiết bị và dụng cụ
Khi muốn sử dụng dao trong công việc, cần phải thông báo cho Supporter,
Leader và phải có form ký tên xác nhận của G5 mới được phép sử dụng.
- Đối với các thiết bị sử dụng điện, sử dụng khí phải tắt nguồn điện trước khi tiến hành sửa chữa
- Tuyệt đối không đưa các bộ phận cơ thể người (Tay, chân, đầu)… vào trong
thiết bị điện và khí khi đang vận hành.
- Đối với việc Robocar: Chú ý không di chuyển vào đường riêng của Robocar
để tránh va chạm dẫn đến tai nạn lao động.
Với các công việc khác nhau cần tuân thủ đeo đồ bảo hộ đầy đủ:bao ngón,
quần áo, mũ, giày, găng tay…..
- Tuyệt đối tuân thủ theo tiêu chẩn được giao
- Không tự ý làm việc, đổi chỗ
- Sử dụng các loại dây cắm nguồn, dây USB… các Jig, dụng cụ dây chuyền. 13
CHƯƠNG II: QUÁ TRÌNH THỰC TẬP VÀ KẾT QUẢ ĐẠT ĐƯỢC
2.1 Quy Trình tổ chức sản xuất
Công ty được chia làm nhiều xưởng khác nhau nhằm phục vụ sản xuất
hàng cho các khách hàng khác nhau. Mỗi xưởng đều có cấu trúc tương tự
nhau được chia thành các khu vực khác nhau, mỗi khu vực thực hiện 1 công
đoạn khác nhau để gia công các bảng mạch điện tử.
Các khu vực sản xuất chính :
+ HW : Khu vực cung cấp linh kiện điện tử
+ SMT: Khu vực máy gia công các bảng mạch PCD theo thiết kế và hàn gắn
các linh kiện điện tử có thể sử dụng máy thao tác.
+ FAT-Cắm tay: Khu vực sử dụng con người thao tác trực tiếp trên bảng
mạch, cắm các linh kiện có nhiều hình dạng khác nhau trên bảng mạch mà máy không làm được.
+ FAT-FCT-ICT: Khu vực chạy máy kiểm tra lỗi và nạp room cho bảng mạch điện tử.
+ QA-QC : Khu vực kiểm hàng cuối cùng trước khi giao cho khách hàng.
Và 1 số khu vực con nhằm gia công link kiện trước khi cắm tay và sửa lỗi
phát sinh sau khi mạch đi qua máy hàn ở công đoạn cắm tay.
Các khu vực được xếp lần lượt theo thứ tự nhắm thuận lợi việc quản lý và
sản xuất từng công đoạn.
2.2 Vị trí thực tập trong công ty
Từ lúc đến công ty em được phân vào dây truyền sản xuất.
Là công đoạn vận hành các máy . Dưới đây là các nội dung em học được:
2.2.1 Khái quát chung về vận hành máy
Công đoạn vận hành máy FAT bao gồm các công đoạn sau - ICT - FCT 14 - HIPOT - FIRMWARE - DOWLOAD - Cắt Trong đó ta có
- Máy ICT : đo giá trị linh kiện trên mạch , đo thông mạch
- Máy FCT : kiểm tra các chức năng của mạch
- Máy HIPOT : check điện áp cao
- Máy FIRMWARE , DOWLOAD : nạp chương trình vào bản mạch thành phần
- Máy Cắt : Dùng để cắt rời các bo viền bản mạch hoặc cắt rời bản
mạch bằng các chương trình cắt tự động
2.2.2 Các dụng cụ form biểu tại công đoạn vận hành máy 1. Găng tay tĩnh điện
2. Bàn chải : dùng để vệ sinh các dị vật bám vào fixture – giảm các lỗi có
nguy cơ hảnh hưởng đến PCB hoặc linh kiện
3. From thông tin sản phẩm lỗi : ghi chép lại nội dung máy chức năng báo lỗi
, từ đó dựa vào thông tin này các quản lý , người phân tích có thể phán định lỗi phát sinh trên PCB
4. Form tình trạng : ghi chép lại tình trạng bản mạch đã làm đến công đoạn nào
? đã làm qua công đoạn của mình hay chưa ? để có thể tiến hành các bước tiếp theo.
5 Bút : dùng để xác nhận các thao tác marking xác nhận mạch đã chạy máy OK
2.2.3 Các tiêu chuẩn check sheet tại công đoạn vận hành máy
- tiêu chuẩn bật tắt máy ( nếu có )
- tiêu chuẩn đầu giờ máy 15
- check sheet đầu giờ máy
- tiêu chuẩn đầu giờ của con dấu , mực dấu , bước pitch ....
- tiêu chuẩn lựa chọn chương trình’
- tiêu chuẩn check mạch mẫu NG / OK
- tiêu chuẩn thao tác tháo lắp fixture
- tiêu chuẩn thao tác máy
Ngoài ra với các máy đặc thù trong quá trình hoạt động và cải tiến có
xuất hiện thêm các tiêu chuẩn khác nhằm nâng cao hiệu suất sản xuất cũng
như chất lượng sản phẩm.
Ý nghĩa của việc check sheet :
- ghi chép lại để lưu lại việc kiểm tra jig , dụng cụ , thiết bị theo tiêu chuẩn quy định .
- nếu có bất thường sẽ phát hiện sớm để khoanh vùng NG
- Dùng để lưu lại giấy tờ , sau này phát sinh NG có thể lấy ra để kiểm tra lại
2.2.4 Thông tin về các máy mà em đã vận hành
MÁY FCT ( FUNCTION CIRCUIT TESTER )
Máy FCT là viết tắt của "Functional Circuit Test" trong tiếng Anh, có
nghĩa là kiểm tra chức năng mạch. Máy FCT là một thiết bị sử dụng để kiểm
tra chức năng hoạt động của một sản phẩm điện tử sau khi nó được lắp ráp và
hoàn thiện. Máy FCT sẽ kiểm tra các chức năng cơ bản của sản phẩm điện tử,
như tín hiệu đầu vào và đầu ra, điều khiển và hiển thị, và các tính năng khác.
Máy FCT là một phương tiện quan trọng trong quá trình kiểm tra chất lượng
sản phẩm điện tử để đảm bảo rằng sản phẩm hoạt động đúng và đáp ứng yêu cầu của khách hàng.
A . Các quy định về tiêu chuẩn chạy máy FCT 16
1. Đọc tiêu chẩn, xác định đúng loại model
2. Kiểm tra và xác nhận tình trạng máy FCT vào tờ ký Checksheet
3. Những model lỗi, rơi xuống đất đều phải dừng thao tác chờ cấp trên
xác nhận mới được chạy máy tiếp.
4. Bắt buộc hoàn thành thao tác trước khi rời vị trí thao tác
5. Không được nói chuyện gây mất trật tự trong line
6. Không được tự ý chuyển vị trí thao tác
7. Nghiêm cấm chuyển model giữa các line tránh gây nhầm Model
8. Khi rời vị trí thao tác phải được sự cho phép của Leader Line và đeo
thẻ“ĐANG RỜI VỊ TRÍ”
9. Đeo gang tay hoặc bao tay cao su trước thi thực hiện thao tác.
B .Công đoạn chạy máy FCT
1. Lấy mạch và check phiếu tình trạng của từng loại model
2. Kiểm tra tiêu chuẩn chạy máy FCT của từng loại model
3. Kiểm tra nối đất máy FCT đảm bảo an toàn cho người thao tác
4. Chạy FCT thử mạch NG-OK mỗi loại 3 lần trước khi kí Checksheet
5. Kiểm tra và xác nhận model vào tờ ký Checksheet
6. Chuẩn bị khay đựng mạch của model trước và sau máy FCT, chuẩn bị bút đánh dấu máy.
- khay để mạch của model trước: là các khay để bảng mạch chạy FCT sau máy hàn robot.
- khay để mạch của model sau: là các khay để bảng mạch đã chạy FCT và có dấu máy.
7. Thực hiện chạy FCT:
Tùy thuộc vào từng loại model bảng mạch mà sẽ có tiêu chuẩn thao tác 17
khác nhau. Thứ tự thao tác cơ bản thường như sau:
- Chỉ tay xác nhận tên model cần sản xuất(tránh gây nhầm lẫn model gây lọt lỗi sang bên khách hàng)
- Kiểm tra mối hàn xem có thừa thiếc, thiếu thiếc, nổ thiếc,nối chân,.. hay
không. Nếu bản mạch OK thì làm tiếp bước sau, nếu bản mạch NG thì phải thả vào khay NG.
- Kiểm tra các linh kiện còn lại trên bản mạch xem có NG hay không và thục hiện như bước trên.
- Nếu bản mạch OK tao đưa vào chạy máy FCT theo tiêu chẩn của từng loại
model. Nếu bản mạch OK thì đánh dấu máy chỉ tay xác nhận dấu marking và
chuyển sang công đoạn sau, nếu bản mạch NG thì chạy lại 2 lần nếu vẫn NG
thì ghi giấy lỗi dán tem đỏ và viết thông tin sản phẩm NG và thả vào khay NG.
- Check theo giờ : ở công đoạn này phải kiểm tra dấu ngày,tháng,năm dấu
máy,màu dây, chân pin , chốt chặn ... sau đó tích và tờ check sheet nếu NG
phải làm đúng tiêu chuẩn xử lý hàng NG, nếu OK thì đưa ra để người check hàng. *Chú ý:
- Trùng mác , nhầm lot NO , sai thao tác ...
- Một thao tác phải nhanh và đảm bảo chất lượng để quá trình sản xuất đạt sản lượng được giao.
- Tránh làm sai thao tác dẫn đến bị chỉ trích , lập biên bản.
MÁY ICT (In-Circuit Test)
ICT là viết tắt của "In-Circuit Test" trong tiếng Anh, có nghĩa là kiểm
tra trong mạch. Máy ICT là một thiết bị sử dụng để kiểm tra mạch điện tử
trong quá trình sản xuất để đảm bảo chúng hoạt động đúng và không có lỗi
nào. Nó được sử dụng để kiểm tra các bộ phận như bộ vi xử lý, bộ nhớ, tín
hiệu đầu vào và đầu ra, và các linh kiện khác trên mạch điện tử. 18
A . Các quy định về tiêu chuẩn chạy máy ICT
1. Đọc tiêu chẩn, xác định đúng loại model
2. Kiểm tra và xác nhận tình trạng máy ICT vào tờ ký Checksheet
3. Những model lỗi, rơi xuống đất đều phải dừng thao tác chờ cấp trên
xác nhận mới được chạy máy tiếp.
4. Bắt buộc hoàn thành thao tác trước khi rời vị trí thao tác
5. Không được nói chuyện gây mất trật tự trong line
6. Không được tự ý chuyển vị trí thao tác
7. Nghiêm cấm chuyển model giữa các line tránh gây nhầm Model
8. Khi rời vị trí thao tác phải được sự cho phép của Leader Line và đeo
thẻ “ĐANG RỜI VỊ TRÍ”
9. Đeo gang tay hoặc bao tay cao su trước thi thực hiện thao tác.
B .Công đoạn chạy máy ICT
1. Bắn code tùy vào model , có loại không cần bắn code
2. Đặt mạch vào máy chức năng ( cần xác định đúng chiều hướng , chốt
định vị , bản mạch không bị cong vênh)
3. Ấn đồng thời 2 nút chức năng màu xanh
4. Xác nhận kết quả trên màn hình
5. Xác nhận marking , với loại máy tự marking cần xác nhận dấu máy
không bị mờ , nhòe , hoặc bị marking sai vị trí ..... đối với máy tự
marking bởi người thao tác cần chú ý chỉ tay xác nhận sau khi marking
Lưu ý : không cho tay vào máy trong quá trình máy chạy , nếu phát hiện đặt
lệch mạch cần ngay lập tức nhấn nút reset , khi gặp sự cố máy cần ấn STOP
và báo cho cấp trên chờ xử lý.
MÁY CHECK LED
A . Các tiêu chuẩn chạy máy checkled đầu giờ 19
1. Kiểm tra ngoại quan máy 2. Kiểm tra mã số máy
3. Kiểm tra các chốt cố định bản mạch 4. Kiểm tra chân PIN
5. Kiểm tra công tắc và nút nhấn
6. Tình trạng hoạt động của máy
7. Kiểm tra bản mạch mẫu OK
8. Kiểm tra bản mạch mẫu NG
B .Công đoạn chạy máy Checkled
1. Lấy bảng mạch từ giá để mạch
2. kiểm tra chiều bản mạch
3. Đặt cạnh bản mạch vào jig bên trái , nghiêng 1 góc 45 độ
4. Hạ bản mạch từ từ cho vừa với các chốt
5. Xác nhận xem các cạnh bản mạch có cong vênh hay không
6. Nhấn đồng thời 2 nút xanh 2 bên bằng 2 tay
7. Nhìn màn hình xác nhận tình trạng mạch NG hay OK
- OK : nhấc mạch ra và tiến hành marking đối với máy checkled có marking
tự động cần xác nhận dấu markimg có bị mờ hay nhòe không . Cuối cùng chỉ
tay marking và đặt mạch vào giá mạch OK
- NG: chạy mạch lại 1 lần nữa , nếu OK thì thực hiện các bước như thường ,
nếu vẫn NG cần tách riêng và dán dấu đỏ vào led NG mà máy báo , ghi lại
tình trạng và tách riêng mạch sang giá để mạch NG. MÁY CẮT
A. Các tiêu chuẩn chạy máy cắt đầu giờ
1. Kiểm tra áp lực khí nén ( tiêu chuẩn là 0.5) 20
2. Tình trạng đầu dao cắt
3. Tình trạng ống nối với máy hút bụi
4. Loại jig và tình trạng jig
5. Kiểm tra tình trạng khởi động 6. Loại dao cắt
7. Tình trạng hoạt động của cơ cắt
8. Sau khhi kết thúc sản xuất phải vệ sinh màng lọc máy hút bụi
9. Tình trạng khởi động của máy hút bụi
10. Ngoài ta còn có tiêu chuẩn phụ bao gồm
- tiêu chuẩn kiểm tra bavia
- tiêu chuẩn kiểm tra bước pitch
- tiêu chuẩn kiểm tra jig đo dao cắt
- tiêu chuẩn kiểm tra tình trạng máy theo từng giờ 8h - 10h - 13h - 15h - 5h
B. Công đoạn chạy máy cắt
1. Lấy bảng mạch từ giá để mạch
2. kiểm tra chiều bản mạch
3. Đặt cạnh bản mạch vào jig bên trái , nghiêng 1 góc 45 độ
4. Hạ bản mạch từ từ cho vừa với các chốt
5. Xác nhận xem các cạnh bản mạch có cong vênh hay không
6. Đóng nắp jig ( nếu có nắp )
7. Khóa các chôt cố định 8. Đóng nắp máy 9. Ấn START 21
10. Mở máy mở các chốt cố định
11. Nhấc bo mạch ra và để bo vào thùng để bo
12. Xác nhận tình trạng bavia
13. Nhặt mạch và xếp vào khay
Lưu ý : Nếu có tình trạng cắt lẹm hoặc cắt sai cần ngừng thao tác và ngay lập
tức báo cho cấp trên chờ xác nhận tình trạng.
Một số model mà em đã trực tiếp tham gia sản xuất
Công việc chính của em là chạy máy tại khu vực AUTO và khách hàng
STANLEY các bản mạch em thường thao tác là
CDH0804A/LDU-M _ đây là bảng mạch dùng trong đèn đuôi của xe máy
exciter_các công đoạn của em bao gồm check led và cắt sau đó chuyển cho người kiểm tra mắt 2
S_14619B _ đây là bảng mạch dùng trong đèn đuôi của xe máy lead tuy nhiên
1 pcs bao gồm 1 đèn đuôi và 2 đèn xin nhan sau _ các công đoạn của em bao
gồm check led , cắt máy , cắt thủ công sau đó chuyển cho người kiểm tra mắt 2
Ngoài ra trong quá trình thực tập em còn được thao tác vận hành ở các model khác như
KOR_2A100_0100 và 77K_ ( khách hàng hondalock) _ đây là bẳng mạch
dùng cho điều khiển khóa từ xa cho ô tô xe máy _ các công đoạn vận hành
bảo gồm Nạp ROM , cắt , thổi bụi bằng máy thổi bị , chạy máy FCT , chuyển sang kiểm tra mắt 2
EFP087_3000 (khách hàng Nidec) bảng mach điều khiển hệ thống gương và
đèn xi nhan trong ô tô tải _ công đoạn vận hành bao gồm ICT và cắt
MSC_67542 bảng mạch dùng trong hệ thống điện ô tô _ các công đoạn vận
hành gồm kiểm tra ICT , coating , cắt , kiểm tra FCT … 22
Ngoài ra còn có rất nhiều model khác em đã thao tác của các khách
hàng khác nhau như TOYO DENSO , HONDA , ICHIKOH , VALEO , STANLEY, YOKOWO, …. 23
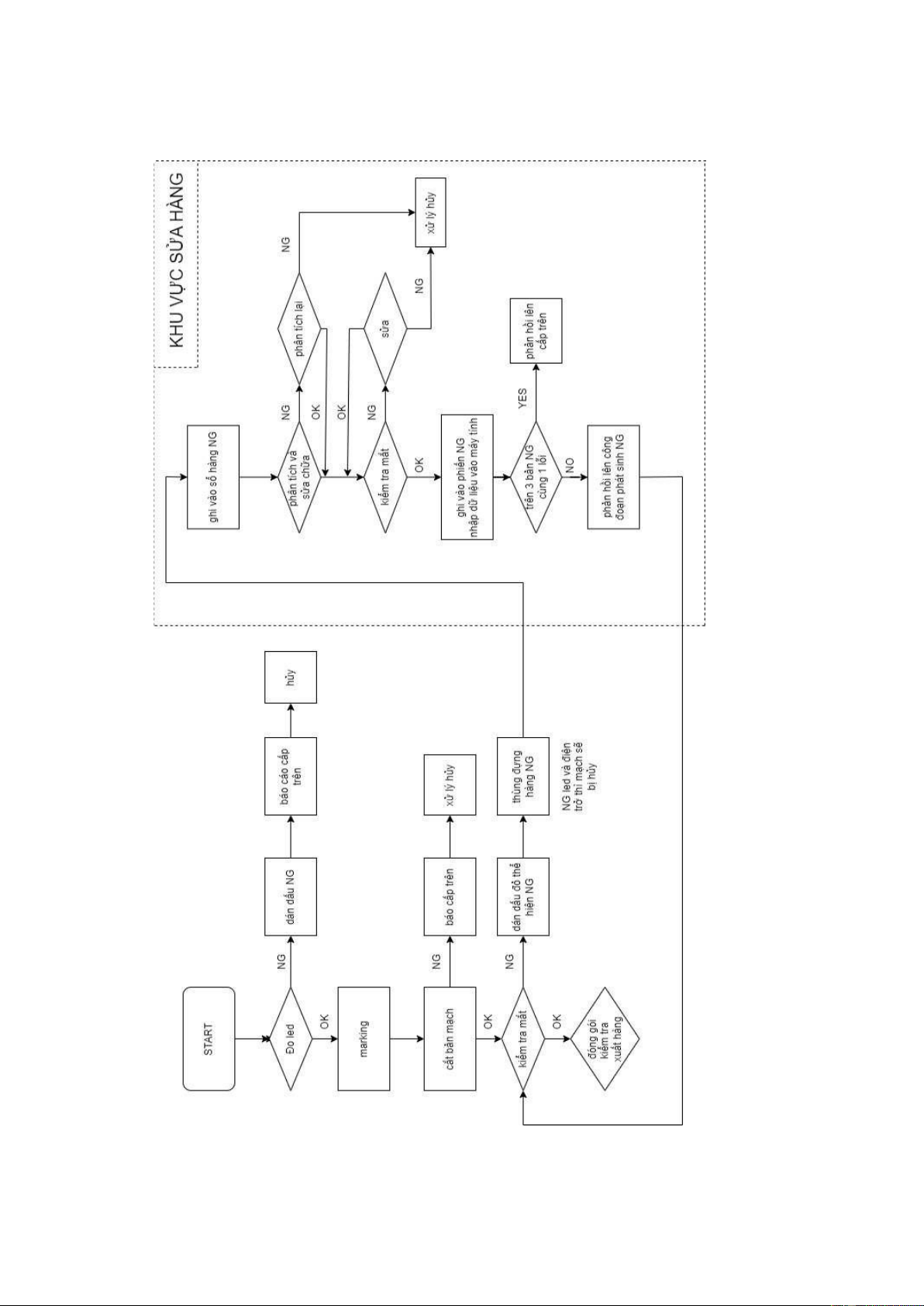
2.2.5 Flow công đoạn tại tại line sản xuất
Hình 2.1 Flow công đoạn 24
2.3 Tiến độ thực hiện công việc được giao
Kế hoạch thực tập tại công ty từ ngày 27/09/2023 – 31/12/2023 Thời gian Nội dung công việc Mục đích
- Học tập và thi các kỹ năng - Nắm được quy mô tại phòng đào tạo công ty và các sản phẩm mà công ty
- Học tập tại phòng thao tác (27/9-03/10) Ca ngày sản xuất, thi công (04/10-13/10) Ca đêm - Nắm được cơ bản về vị trí vận hành máy
- Học việc tại line sản xuất - Nắm được các - Học các tiêu chuẩn kiến thức áp dụng
- Chuyển mũ trắng sang vàng vào thực tế sản xuất (16/10-27/10)
Ca thành nhân viên học việc và làm việc một ngày - Làm việc tại line cách an toàn, có (30/10-10/11) Ca đêm hiệu quả cao STANLEY (13/11-24/11) Ca - Áp dụng các kỹ ngày năng đã học tại phòng đào tạo vào thực tế sản xuất (27/11 - 8/12) Ca đêm
- Suport các khu vực khác - Hiểu biết thêm về
(11/12 - 22/12) Ca ngày SMT , line tự động , … quy trình sản xuất bảng mạch 25 - Tham quan nhà máy khu - Hiểu về quá trình
vực văn phòng , phòng LCA chế tạo máy tự động
, Hệ thống cung cấp điện… - Hiểu biết thêm về hệ thống cung cấp điện trong công nghiệp.
- Tổng kết lại các nội dung - Có thêm trải
(25/3 - 31/12) Ca đêm đã thực hiện trong quá trình nghiệm thực tế để thực tập chuẩn bị hành trang bước vào công việc cùng những kiến thức, kỹ năng đã được học
Bảng 2.2 Bảng kế hoạch thực tập
2.4 Kết quả thực hiện công việc được giao
Đóng góp trong công ty
- Thực hiện tốt những quy định mà công ty đề ra
- Giúp quá trình sản xuất thuận lợi
- Làm đúng những yêu cầu trong công việc
- Không đi muộn về sớm
- Không vi phạm kỷ luật
- Làm việc với thái độ tích cực
Kết quả thu được
- Tiếp thu được những kinh nghiệm quý báu và chân thực,thử thách bản
thân và hoàn thành công việc được giao.
- Năng động trong các trường hợp xử lý tình huống.
- Tham gia vào nhiều vị trí,tiếp xúc trực tiếp được với nhiều loại linh kiện 26
và bảng mạch , máy móc …khác nhau.
- Được làm quen với môi trường làm việc trong công ty
- Được học tập kỹ năng cũng như thái độ làm việc chuyên nghiệp
2.5 Tự nhận xét, đánh giá thực trạng của quá trình làm việc
Thông qua lần thực tập này, được nhà trường sắp xếp tại công ty UMC
mặc dù làm việc tại đây thời gian ngắn và không nhiều cơ hội tiếp xúc với
những việc khó khăn như những người công nhân, nhân viên chính thức của công ty.
Những em cung đã có được nhiều kinh nghiệm quý báu cho sự hiểu biết
của mình với nghề nghiệp tương lai. Được làm quen với môi trường chuyên
nghiệp, nghiêm khắc của người Nhật Bản, nhưng học hỏi từ họ thêm nhiều
đức tính như cần mẫn, chăm chỉ, biết quý trọng dù là một con ốc vít hay 1 đông lợi nhuận.
Em cũng đã thấy được những sự vất vả của nghành kỹ thuật chúng ta tuy
hơi khô khan nhưng cũng chứa đầy thách thức,không được để lọt lỗi sang
khách hàng và sửa nó cũng đòi hỏi cả 1 quá trình học tập và tích lũy kinh nghiệm.
Qua đây em cũng biết được nhiều thứ phải tận tay làm mới hiểu được
không như ta vẫn ngồi trên ghế nhà trường, học lý thuyết xuông mà không
thực hành thì cũng không tác dụng gì, nhiều cái phải va chạm mới biết được.
Nói chung qua kỳ thực tập này em đã có nhiều kinh nghiệm và đã tiếp xúc
được một phần công việc tương lai và đã chuẩn bị tốt thái độ khi ra trường làm việc. 27
CHƯƠNG III: TỔNG KẾT QUÁ TRÌNH THỰC TẬP
3.1 Các kiến thức, kỹ năng học hỏi được
Sau khi kết thúc thời gian thực tập, tìm hiểu và trực tiếp tiếp xúc với
các công việc thực tế. Với những kiến thức đã được các thầy cô trang bị từ
trong nhà trường, em đã vận dụng vào thực tế chính xác và được các anh/chị
trong công ty đánh giá tốt. Nhờ sự giúp đỡ chỉ bảo tận tình của Ban lãnh đạo
và các anh/chị trong Công ty, em đã tiếp thu học hỏi, rút ra được nhiều bài học quý báu:
− Được tiếp xúc với môi trường, công việc thực tế trong công việc từ
đó hiểu rõ hơn về ngành nghề của mình.
− Tiếp cận công nghệ hiên đại, thu thập nhiều cái mới, củng cố lại
những gì đã được học. Đồng thời biết và nắm bắt thêm được về một số thiết bị hiện đại khác.
− Học hỏi được tác phong làm việc chuyên nghiệp, hiệu quả.
− Trải nghiệm trong nhà máy sản xuất, hơn nữa là em đã biết được cách
triển khai những kỹ năng làm việc thực tế, …
− Học được cách làm việc theo đúng thời gian, phân bổ công việc cho phù hợp.
3.2 Những bài học kinh nghiệm được rút ra
Từ các bài học, kiến thức học hỏi được em đã rút ra được một số bài học kinhh nghiệm như:
− Luôn có tinh thần rèn luyện trách nghiệm công việc, an toàn trong lao
động, làm việc một cách logic.
− Tại đầu và cuối buổi làm việc luôn báo cáo và nhận nhận xét để từ đó
cải thiện được các thiếu sót của bản thân. 28
− Sẵn sàng với công việc, mạnh dạn, không sợ sai, rèn luyện sự chăm
chỉ, có trách nghiệm với công việc
− Kỹ năng làm việc nhóm − Kỹ năng giao tiếp
− Kỹ năng làm việc chuyên nghiệp
3.3 Các đề xuất và khuyến nghị để cải tiến hoạt động quản lý/sản
xuất/dịch vụ của đơn vị thực tập
3.3.1 Đối với doanh nghiệp
Công ty TNHH Điện tử UMC Việt Nam là một doanh nghiệp lớn. Có
môi trường làm việc chuyên nghiệp. Luôn luôn hỗ trợ và đảm bảo an toàn lao
động cho cán bộ công nhân viên.
Đối với sinh viên thực tập doanh nghiệp luôn luôn bồi dưỡng kiến thức,
hỗ trợ về kỹ thuật. Cử sinh viên thực tập đi công tác để bồi dưỡng kỹ năng
nghiêp vụ, phong thái làm việc chuyên nghiệp, cải thiện năng lực tiếng anh
giao tiếp, đọc tài liệu tiếng anh của sinh viên. Tạo cơ hội để sinh viên được
tìm tòi khám phá bản thân, phát triển năng lực vốn có.
3.3.2 Đề xuất cải tiến với doanh nghiệp
- Công ty nên hạn chế tăng ca vào tuần đầu với các bạn sinh viên mới
vào, Nên để các bạn quen với công việc đã.
- Đối với phụ nữ mang thai công ty nên chuyển vị trí thao tác tránh xa
các máy hàn, và máy mạ có mùi nặng gây khó chịu
- Đối với phụ nữ đến kì nên cấp ghế ngồi để tránh mệt mỏi .
- Để tránh tình trạng quên marking công ty nên cải tiến các máy để có
thể marking tự động toàn bộ , qua đó có thể tăng năng suất và sản lượng 29
- Nên có thêm tính năng oder mạch và khay cũng như báo leader onlien
tại các máy tính ở vị trí kiểm tra mắt để có thể dễ dàng gọi robot dò line ,
cũng như leader khi cần thiết mà không phải chạy đi gọi hoặc chờ leader từ đó
giúp tiết kiệm thời gian và nâng cao năng suất
- Nên thêm mức thưởng đối với các line có hiệu suất làm việc tốt và
không để lọt lỗi trong thơi gian 1 tuần
- Đa dạng hóa bữa trưa cho công nhân viên , bổ sung thêm nhiều món
mới đầy đủ chất dinh dưỡng như: + Thịt bò + Vịt quay + Thịt hầm
- Đối với bữa ăn phụ nên tăng lượng mì tôm và mì gạo . 30 KẾT LUẬN
Qua hơn hai tháng thực tập tại Công ty TNHH Điện tử UMC Việt Nam em
đã học được rất nhiều điều từ tác phong làm việc, cách thức xử lý công việc...
Cũng như có cơ hội tiếp thu học hỏi thêm nhiều kiến thức mới chưa được học để
mở rộng vốn kiến thức của mình, nâng cao tầm hiểu biết và trình độ. Đáp ứng yêu
cầu ngày càng cao của sản xuất trong thời đại ngày nay. Bản thân em có cơ hội
học hỏi thêm về tác phong làm việc, cách giao tiếp ứng xử…góp phần hoàn thiện
bản thân để có thể trở thành người công nhân, kỹ sư thực hành tốt.
Một lần nữa, em xin cảm ơn đến thầy Nguyễn Trọng Tấn và
nhà trường cùng các thành viên trong công ty UMC đã giúp đỡ em
trong quá trình hoàn thành chương trình thực tập tốt nghiệp UBND TỈNH BẮC NINH
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM 31
TRƯỜNG CĐ CÔNG NGHIỆP BẮC NINH
Độc lập - Tự do - Hạnh phúc
PHIẾU NHẬN XÉT, ĐÁNH GIÁ KẾT QUẢ THỰC TẬP TỐT NGHIỆP
Họ và tên sinh viên thực tập: …………………………………………..........
Lớp: CGKLCĐK13A2 Ngành: CGKL
Khóa học: 2022 - 2025
Đơn vị thực tập: Công ty TNHH Điện tử UMC Việt Nam
Thời gian thực tập: Từ 27/9/2023 đến 31/12/2023 Điểm Điểm STT
Nội dung đánh giá đánh chuẩn giá I
Đánh giá nhận xét của doanh nghiệp 3.0
(Có phiếu kèm theo báo cáo thực tập tốt nghiệp của HSSV, đánh
giá điểm ở mục này dựa theo phiếu nhận xét)
Đánh giá nội dung báo cáo II 3.0
(Báo cáo được chấm khi có xác nhận của cơ sở thực tập) 1
Thực hiện đúng cấu trúc báo cáo theo quy định 0.5 2
Trình bày mạch lạc, rõ ràng, không sai lỗi chính tả 0.5 3
Có lịch làm việc đầy đủ (nhật ký thực tập) 0.5 4
Hoàn thành tốt kế hoạch công tác ghi trong lịch làm việc (thông 0.5
qua nhận xét của cơ sở thực tập) 5
Báo cáo thể hiện rõ về cơ quan, đơn vị thực tập 0.5 6
Nội dung báo cáo thể hiện việc nâng cao trình độ về kiến thức, kỹ 0.5
năng sau đợt thực tập tốt nghiệp. III
Đánh giá của giáo viên hướng dẫn 3.0 1
Chấp hành và thực hiện tốt quy định thực tập tốt nghiệp 0.5 32 2
Công tác an toàn và vệ sinh tại cơ sở thực tập 0.5 3
Kết quả củng cố lý thuyết chuyên môn 0.5 4
Kết quả rèn luyện kỹ năng thực hành 0.5 5
Kinh nghiệm thực tiễn thu nhận được sau đợt thực tập tốt nghiệp 0.5 6
Mức độ hoàn thành nhiệm vụ thực tập (thời gian và thái độ) 0.5 IV
Thời gian nộp báo cáo 1.0 1
Trước và trong thời gian quy định 1.0 2
Nộp báo cáo sau 3 - 5 ngày 0.5 3
Nộp báo cáo sau 7 ngày báo cáo không được đánh giá 0.0
Tổng số điểm chuẩn 10
Tổng số điểm đánh giá (Bằng chữ): Bằng số
NHẬN XÉT ĐÁNH GIÁ CHUNG:
.............................................................................................................................................
.............................................................................................................................................
.............................................................................................................................................
.............................................................................................................................................
.............................................................................................................................................
.............................................................................................................................................
Bắc Ninh, Ngày .......... tháng 01 năm 2024
Xác nhận của Khoa
Giáo viên chấm số 1 33 TRƯỞNG KHOA
Giáo viên chấm số 2 34
