Đáp án môn cơ sở công nghệ chế tạo máy
Đáp án môn cơ sở công nghệ chế tạo máy. Tài liệu được tổng hợp và sưu tầm. Mời các bạn tham khảo
Môn: Công nghệ chế tạo máy 19 tài liệu
Trường: Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh 4.4 K tài liệu
Tác giả:

Preview text:
ĐÁP ÁN MÔN CƠ SỞ CNCTM – THI NGÀY 14/6/2022 (ĐẠI TRÀ) Câu 1: (2,5 điểm)
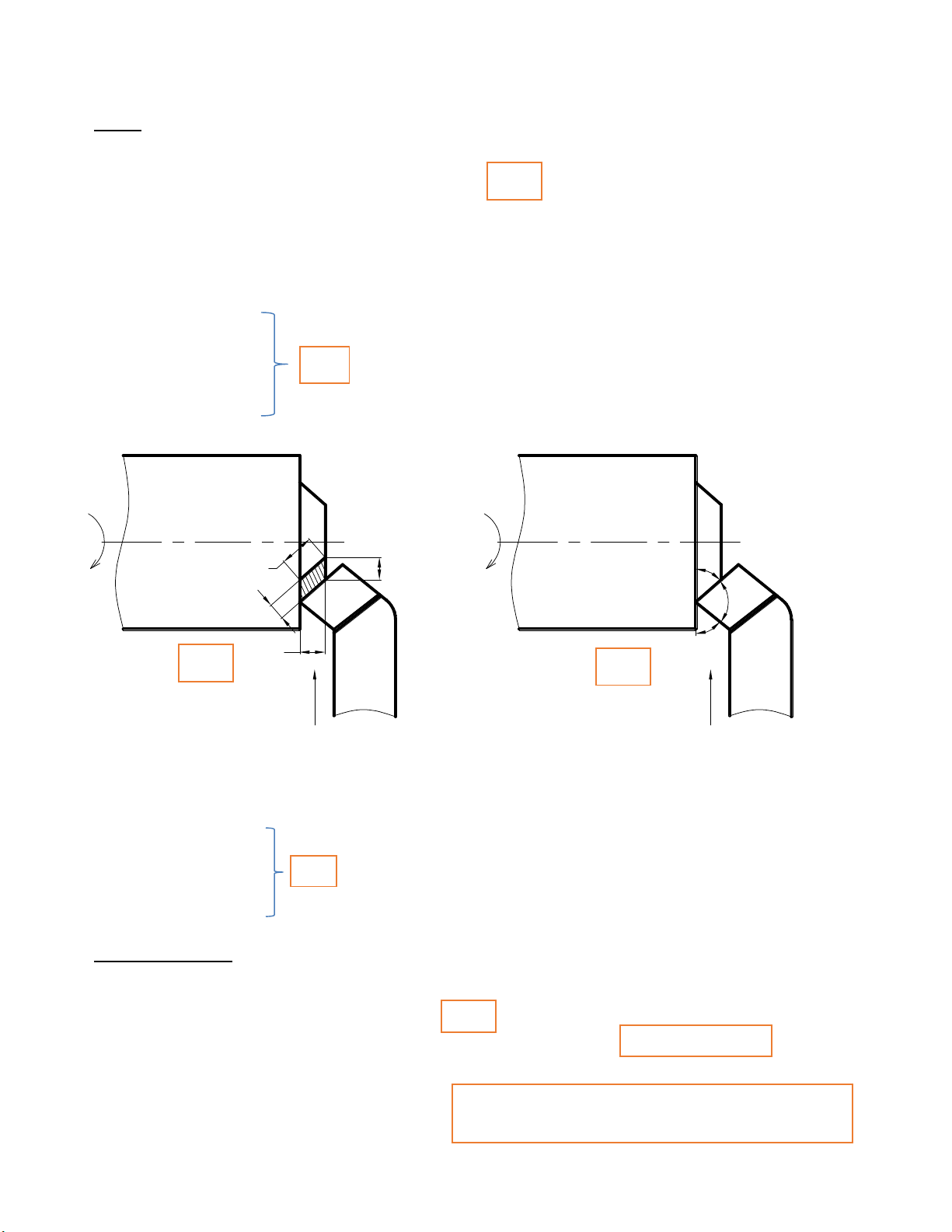
Cho sơ đồ tiện vạt mặt đầu như Hình 1.
1.1 Chuyển động cắt chính và chạy dao ở đây là gì? 0,5
Chuyển động cắt chính: chuyển động quay của chi tiết: n (vòng/phút)
Chuyển động chạy dao: chuyển động tịnh tiến của dao: lượng chạy dao: S (mm/v)
1.2 Xác định các góc độ dao đo trong mặt phẳng đáy. Gọi tên các góc đó. : góc nghiêng chính 1: góc nghiêng phụ 0,5 : góc mũi dao n b S n a t 0,5 0,5 S S
1.3 Vẽ tiết diện phoi cắt với đầy đủ ký hiệu a, b, S, t. Gọi tên các đại lượng đó. Gọi tên các thông số: - Chiều dày cắt: a - Chiều rộng cắt: b 0,5 - Lượng chạy dao: S - Chiều sâu cắt: t Câu 2: (4,0 điểm)
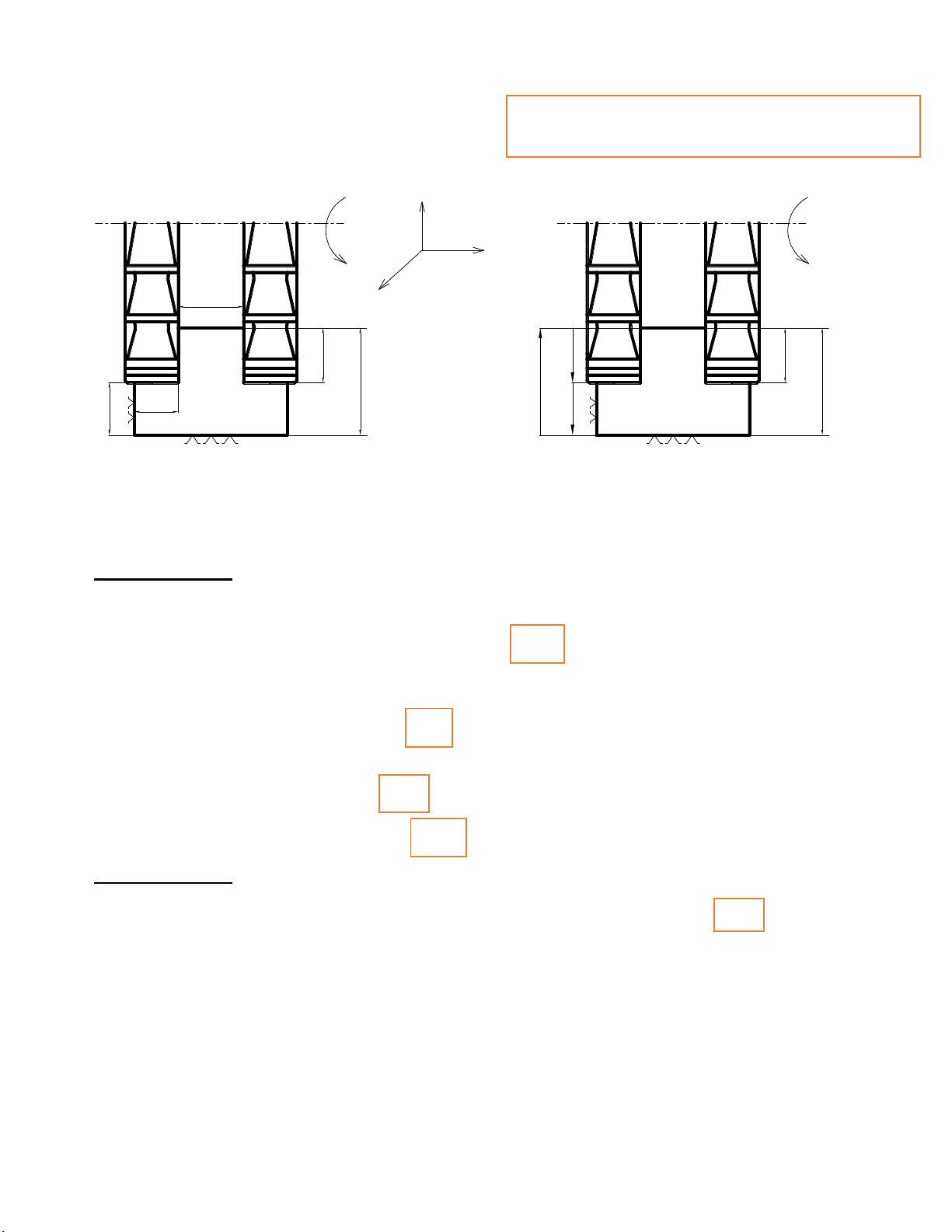
Cho sơ đồ phay mặt với dao ghép như Hình 2 bằng phương pháp điều chỉnh sẵn.
2.1 Gọi tên dao phay trên hình: Dao phay đĩa 0,5
2.2 Ghi các kích thước công nghệ Cm, Cd (Chấm theo bài làm của sv) Cd: 0,5; Cm: 0,5
2.3 Hãy ký hiệu định vị các bậc tự do cần thiết cần hạn chế. Gọi tên các bậc tự do đó ứng với từng bề mặt
chuẩn định vị (Chấm theo bài làm của sv) Ký hiệu: 0,5
Kể tên (có hệ tọa độ và kể đúng từng bm chuẩn): 0,5
Số hiệu: BM1/QT-PĐBCL-RĐTV 3
2.4 Kích thước h có sai số chuẩn không? Vì sao? Nếu có, hãy tính sai số chuẩn đó bằng cách lập chuỗi
kích thước công nghệ (Chấm theo bài làm của sv) Chỉ rõ gốc kt, chuẩn định vị kết luận: 0,5
Tính sai số chuẩn: Chuỗi: 0,5; Tính: 0,5
Dưới đây là ví dụ về một trường hợp làm đúng. z O x Cd y h h h HH X2 HH 1 m Cm2 C a
Cần hạn chế tối thiểu 5 bậc tự do: (phải có hệ tọa độ)
- Mặt đáy: Tịnh tiến Oz, quay Ox, quay Oy
- Mặt bên: Tịnh tiến Ox, quay Oz Câu 3: (2,0 điểm) Tính vận tốc cắt:
V = πDn/1000 = 3,14.24.500/1000 = 37,68 m/phút 0,5
Lượng chạy dao phút Sph:
Sph = S.n = 1,4 . 500 = 700 mm/phút 0,5
Vẽ tiết diện phoi cắt và tính các thông số a, b của nó.
a = Szsin = 1,4/2 . sin600 ≈ 0,6 mm 0,5
b = t/sin = ((24-12):2)/ sin600 ≈ 6,9 mm 0,5 Câu 4: (1,5 điểm)
4.1 Kể tên những tính chất nào của chi tiết máy bị ảnh hưởng bởi độ nhám bề mặt. 0,5 - Tính chống mài mòn
- Độ bền mỏi của chi tiết máy
- Tính chống ăn mòn của lớp bề mặt
- Độ chính xác và tính chất của mối lắp ghép
4.2 Cho ví dụ về sai số do chế tạo dao không chính xác ảnh hưởng đến độ chính xác gia công. Phân tích
để thấy được nó thuộc loại sai số nào.
Số hiệu: BM1/QT-PĐBCL-RĐTV 4
Ví dụ: Dao tiện ren tam giác với góc mũi dao không đúng 60 độ, khi đó tất cả các chi tiết được tiện ren
bằng dao này sẽ sai lệch giống nhau. 0,5
Xét theo tính chất của sai số gia công thì sai số này thuộc loại sai số hệ thống cố định vì dao không đúng
kích thước thì tất cả các chi tiết đều sai lệch giống như vậy hay nói cách khác giá trị của sai số là hằng
số với mọi chi tiết trong loạt. 0,5 GV phụ trách Phan Thanh Vũ
Số hiệu: BM1/QT-PĐBCL-RĐTV 5
Tài liệu liên quan:
-

CODE CIMCO tiện và phay ( ảnh và code ))
6 3 -
Sổ tay Công nghệ chế tạo máy Tập 1 | Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
52 26 -

Đề thi cuối học kỳ 1 năm học 2020-2021 môn Vật liệu học | Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
52 26 -

Đề thi HK1Công nghệ chế tạo máy năm 2024 - 2025 | Trường Đại học Sư phạm kỹ thuật, thành phố Hồ Chí Minh
39 20