Giáo trình Hệ thống sản xuất linh hoạt | Trường Cao đẳng Kinh tế Công nghiệp Hà Nội
Giáo trình Hệ thống sản xuất linh hoạt/ Trường Cao đẳng Kinh tế Công nghiệp Hà Nội. Tài liệu được biên soạn dưới dạng file PDF gồm 114 trang, giúp bạn tham khảo, ôn tập và đạt kết quả cao trong kì thi sắp tới. Mời bạn đọc đón xem!
Môn: Hệ thống sản xuất linh hoạt 1 tài liệu
Trường: Trường Cao đẳng Kinh tế Công nghiệp Hà Nội 85 tài liệu
Tác giả:























































Preview text:
lOMoARcPSD| 41967345
TR ƯỜNG CAO ĐẲNG NGHỀ CÔNG NGHIỆP HÀ NỘI
Nguy ễn Quang Tuyến GIÁO TRÌNH
HỆ THỐNG SẢN XUẤT LINH HOẠT
( Lưu hành nội bộ )
Hà Nội năm 2012 lOMoARcPSD| 41967345
Tuyên bố bản quyền
Giáo trình này sử dụng làm tài liệu giảng dạy nội bộ trong
trường Cao ẳng nghề Công nghiệp Hà Nội
Trường Cao ẳng nghề Công nghiệp Hà Nội không sử dụng
và không cho phép bất kỳ cá nhân hay tổ chức nào sử dụng giáo
trình này với mục ích kinh doanh.
Mọi trích dẫn, sử dụng giáo trình này với mục ích khác hay
ở nơi khác ều phải ược sự ồng ý bằng văn bản của trường Cao ẳng
nghề Công nghiệp Hà Nội
Downloaded by Th? Anh (anhther2511@gmail.com) lOMoARcPSD| 41967345 MỤC LỤC Nội dung Trang *Mục lục 1
*Đề cương chi tiết học phần 4
CHƯƠNG I: NHỮNG KHÁI NIỆM CƠ BẢN TRONG TỰ ĐỘNG HÓA 11 QTSX
A. Phần 1: Phần lý thuyết 11
1.1. Những khái niệm cơ bản. 11
1.2. Định nghĩa các thuật ngữ máy tính trong sản xuất 15
1.3. Ý nghĩa của tự ộng hóa quá trình sản xuất 17
B. Phần 2: Phần thảo luận, bài tập 17
CHƯƠNG II: CÁC THIẾT BỊ CƠ BẢN VÀ HỆ THỐNG ĐIỀU KHIỂN 18
TRONG TỰ ĐỘNG HÓA QTSX
A. Phần 1: Phần lý thuyết 18
2.1. Các thiết bị cơ bản trong hệ thống tự ộng. 18
2.2. Các hệ thống iều khiển tự ộng. 25
B. Phần 2: Phần thảo luận, bài tập 29
CHƯƠNG III: TỰ ĐỘNG HÓA QUÁ TRÌNH CẤP PHÔI VÀ DỤNG CỤ 30
A. Phần 1: Phần lý thuyết 30
3.1. Tự ộng hóa quá trình cấp phôi. 30
3.2. Tự ộng hóa cấp phát và kẹp chặt dụng cụ 35
B. Phần 2: Phần thảo luận, bài tập 43
CHƯƠNG IV: TỰ ĐỘNG HÓA QUÁ TRÌNH KIỂM TRA 44
A. Phần 1: Phần lý thuyết 44
4.1. Vai trò, chức năng của hệ thống kiểm tra tự ộng. 44
4.2 Phân loại thiết bị kiểm tra. 45 4.3. Các loại Đattric 45
4.4. Các thiết bị kiểm tra tự ộng 50 1 lOMoARcPSD| 41967345
4.5. Một số hình thức kiểm tra 50
B. Phần 2: Phần thảo luận, bài tập 57
CHƯƠNG V: TỰ ĐỘNG HÓA ĐIỀU KHIỂN CÁC YẾU TỐ CÔNG NGHỆ 58
A. Phần 1: Phần lý thuyết 58
5.1. Tự ộng iều khiển kích thước iều chỉnh tĩnh 59
5.2. Tự ộng iều khiển kích thước iều chỉnh ộng 61
5.3. Tự ộng iều khiển thành phần lực cắt dọc trục 62
5.4. Tự ộng iều khiển ộ mòn dụng cụ cắt 63
5.5. Tự ộng iều khiển nhiều yếu tố công nghệ 64 B. Phần 2: Phần thảo luận, bài tập
64 CHƯƠNG VI: DÂY CHUYỀN TỰ ĐỘNG 65
A. Phần 1: Phần lý thuyết 65
6.1. Sự phát triển của dây chuyền tự ộng 65
6.2. Chủng loại chi tiết trên dây chuyền tự ộng 66
6.3. Yêu cầu ối với phôi trên dây chuyền tự ộng 66
6.4. Định vị chi tiết khi gia công trên dây chuyền tự ộng 67
6.5. Lập QTCN cho dây chuyền tự ộng 67
6.6. Các loại dây chuyền tự ộng 68
6.7. Cấu trúc của dây chuyền
70 B. Phần 2: Phần thảo luận, bài tập 70
CHƯƠNG VII: HỆ THỐNG SẢN XUẤT LINH HOẠT FMS 71
A. Phần 1: Phần lý thuyết 72
7.1. Cấu trúc thành phần của hệ thống sản xuất linh hoạt FMS 72
7.2. Các nguyên tắc hình thành hệ thống sản xuất linh hoạt FMS 72
7.3. Rôbôt công nghiệp trong hệ thống sản xuất linh hoạt FMS 80
7.4. Hệ thống kiểm tra tự ộng của FMS 80
7.5. Hệ thống vận chuyển – tích trữ tự ộng của FMS 91
7.6. Xác ịnh thành phần thiết bị của hệ thống FMS 98
7.7. Kho chứa tự ộng trong hệ thống FMS 104
7.8. Hệ thống iều khiển FMS 105
7.9. Kinh nghiệm ứng dụng FMS ở một số nước trên thế giới 106
B. Phần 2: Phần thảo luận, bài tập 106
CHƯƠNG VIII: HƯỚNG PHÁT TRIỂN CỦA TỰ ĐỘNG HÓA QTSX 107
A. Phần 1: Phần lý thuyết lOMoARcPSD| 41967345
8.1. Sử dụng máy với hệ thống iều khiển linh hoạt 107
8.2. Sản xuất hàng loạt theo dây chuyền 108
8.3. Sản xuất tự ộng hóa linh hoạt 108
8.4. Mô un sản xuất linh hoạt 109
8.5. Hệ thống sản xuất linh hoạt toàn phần 109
8.6. Hệ thống sản xuất linh hoạt toàn phần bậc cao 110
8.7. Ứng dụng kỹ thuật CIM 110
8.8. Ứng dụng rôbôt công nghiệp 110
8.9. Ứng dụng trí tuệ nhân tạo 111
B. Phần 2: Phần thảo luận, bài tập 111
* Tài liệu tham khảo 112 3 lOMoARcPSD| 41967345
ĐỀ CƯƠNG CHI TIẾT HỌC PHẦN
1. Tên học phần: Tự ộng hóa QTSX 1a – Mã số: 110711.
2 . Số tín chỉ: 02
3. Trình ộ cho sinh viên năm thứ 5.
4. Phân bổ thời gian giảng dạy trong học kỳ: (2,1,4)/12
Số tiết thực lên lớp: 3 tiết/tuần x 12 tuần = 36 tiết
- Lý thuyết: 3 tiết/tuần x 8 tuần = 24 tiết chuẩn
- Bài tập, thảo luận: 3 tiết/tuần x 3 tuần = 9 tiết chuẩn
- Kiểm tra giữa kỳ: 3 tiết - Thí nghiệm, thực hành:
Tổng số: 24 tiết chuẩn + 9 tiết chuẩn + 03 tiết = 36 tiết chuẩn
5. Các học phần học trước: Các môn chuyên ngành: Máy, Công nghệ CTM, Đồ gá, Dụng cụ cắt
6. Học phần thay thế, học phần tương ương: không
7. Mục tiêu của học phần:
Trang bị cho sinh viên những kiến thức về một phương pháp sản xuất ạt hiệu quả
kinh tế, năng suất cao nhất. Đủ kiến thức ể thiết kế ược một hệ thống cấp phôi tự ộng, hệ
thống kiểm tra tự ộng, hệ thống iều khiển tự ộng và dây chuyền tự ộng trong gia công cơ
khí, cũng như các phương hướng ể nghiên cứu nhằm hoàn thiện một quá trình sản xuất ạt
ược hiệu quả tối ưu.
8. Mô tả vắn tắt nội dung học phần:
Học phần trình bày nhiệm vụ, ý nghĩa của tự ộng hoá quá trình sản xuất cơ khí.
Những tính toán cần thiết về các bộ phận của hệ thống cấp phôi tự ộng và các quá trình
khác như: kiểm tra, iều khiển các yếu tố công nghệ và những công việc cần giải quyết của
dây chuyền tự ộng. 9. Nhiệm vụ của sinh viên
1. Dự lớp ≥ 80 % tổng số thời lượng của học phần.
2. Chuẩn bị thảo luận.: SV chuẩn bị ở nhà
3. Khác: Thực hành trên dây chuyền Open CIM tại TTTN Trường ĐH KTCN
10. Tài liệu học tập - Sách, giáo trình chính:
[1]. KS. Hoàng Văn Quyết, Bộ môn Chế tạo máy - Bài giảng tự ộng hóa QTSX 1a – 2009. - Sách tham khảo:
[1] – PGS.TS. Trần Văn Địch - Tự ộng hóa quá trình sản xuất – NXB KHKT, 2001 lOMoARcPSD| 41967345
[2] - PGS.TS. Trần Văn Địch – Sản xuất linh hoạt FMS và tích hoạt CIM – NXB KHKT, 2007
[3] – TS. Trương Hữu Trí, TS. Võ Thị Ry – Cơ iện tử - Các thành phần cơ bản – NXB KHKT, 2005.
[4] – TS. Trương Hữu Trí, TS. Võ Thị Ry – Cơ iện tử - Hệ thống trong chế tạo máy – NXB KHKT, 2005.
[5] – Robert H. Bishop - The Mechatronics Handbook – NXB CrcPness, 2002
Bản dịch: Cơ iện tử Tập 1 – Biên dịch: Phạm Anh Tuấn – NXB ĐHQG Hà Nội, 2006
[6] – Mechatronics – Principles, Concepts and Applications – NXB McGraw – Hill, 2005
[7] – Phan Quốc Phô, Nguyễn Đức Chiến – Cảm biến – NXB KHKT, 2000
11. Tiêu chuẩn ánh giá sinh viên và
thang iểm. * Tiêu chuẩn ánh giá [1] Chuyên cần;
[2] Thảo luận, bài tập;
[3] Kiểm tra giữa học phần;
[4] Thi kết thúc học phần; [5] Thực hành; * Thang iểm
+ Điểm ánh giá bộ phận chấm theo thang iểm 10 với trọng số như sau: - Chuyên cần: 10%
- Thảo luận, bài tập: 10% - Thí nghiệm: 10%
- Kiểm tra giữa học phần: 20%
- Thi kết thúc học phần: 50%
12. Nội dung chi tiết học phần Tuần Tài liệu học Hình thứ Nội dung tập, tham thức học khảo 1
Chương I: Những khái niệm cơ bản trong tự ộng 1,2,3,4,5,6,7 Giảng hóa QTSX.
1.1. Những khái niệm cơ bản. 1.1.1. Cơ khí hóa
1.1.2. Tự ộng hóa sản xuất
1.1.3. Tính linh hoạt của hệ thống sản xuất.
1.1.4. Tự ộng hóa sản xuất linh hoạt.
1.1.5. Hệ thống sản xuất linh hoạt 5 lOMoARcPSD| 41967345
1.1.6. Mô un sản xuất linh hoạt.
1.1.7. Rôbôt công nghiệp.
1.1.8. Tổ hợp Rôbôt công nghệ.
1.1.9. Dây chuyền tự ộng linh hoạt.
1.1.10. Công oạn tự ộng hóa linh hoạt.
1.1.11. Phân xưởng tự ộng hóa linh hoạt.
1.1.12. Nhà máy tự ộng hóa linh hoạt.
1.2. Định nghĩa các thuật ngữ máy tính trong sản xuất. 1.2.1. CAD 1.2.2. CAP 1.2.3. CAM 1.2.4. CAQ 1.2.5. CAD/CAM 1.2.6. PP & C 1.2.7. CIM
1.3. Ý nghĩa của tự ộng hóa quá trình sản xuất.
Chương II: Các thiết bị cơ bản và hệ thống iều
khiển trong tự ộng hóa QTSX
2.1. Các thiết bị cơ bản trong hệ thống tự ộng. 2.1.1. Cơ cấu chấp hành 2.1.2. Cảm biến
2.1.3. Các thiết bị iều khiển. lOMoARcPSD| 41967345 2
2.2. Các hệ thống iều khiển tự ộng. 1,2,3,4,5,6 Giảng
2.2.1. Khái niệm và chức năng. 2.2.2. Phân loại.
Chương III: Tự ộng hóa quá trình cấp phôi và dụng cụ.
3.1. Tự ộng hóa quá trình cấp phôi.
3.1.1. Tự ộng hóa cấp phôi rời.
3.1.2. Cấp và kẹp phôi thanh trên các máy tự ộng.
3.2. Tự ộng hóa cấp phát và kẹp chặt dụng cụ.
3.2.1. Phân loại các cơ cấu cấp phát và kẹp chặt dụng cụ tự ộng.
3.2.2. Yêu cầu và ặc tính của dụng cụ trong các
quá trình sản xuất tự ộng hóa.
3.2.3. Điều chỉnh vị trí của dụng cụ cắt trên trục gá và ế dao.
3.2.4. Cơ cấu chứa, thay thế và vận chuyển dụng
cụ tự ộng trên vị trí công tác. 3
Thảo luận chương 1,2,3 1,2,3,4,5,6 Thảo luận 4
Chương IV: Tự ộng hóa quá trình kiển tra. 1,2,3,4,5,6 Giảng
4.1. Vai trò, chức năng của hệ thống kiểm tra tự ộng.
4.2 Phân loại thiết bị kiểm tra. 4.3. Các loại Đattric.
4.3.1. Đattric tiếp xúc iện: 4.3.2. Đattric cảm ứng.
4.3.3. Đattric dung lượng iện.
4.3.4. Đattric rung tiếp xúc. 4.3.5. Đattric quang iện.
4.3.6. Yêu cầu ối với sử dụng và bảo quản attric. 7 lOMoARcPSD| 41967345 5
4.4. Các thiết bị kiểm tra tự ộng. 1,2,3,4,5,6 Giảng
4.4.1. Kiểm tra tự ộng bằng phương pháp trực tiếp.
4.4.2. Kiểm tra tự ộng ường kính ngoài bằng
phương pháp không tiếp xúc trực tiếp.
4.4.3. Kiểm tra tự ộng ường kính lỗ.
4.4.4. Kiểm tra tự ộng sai số hình dáng và sai số vị trí tương quan.
4.4.5. Máy kiểm tra phân loại tự ộng.
4.4.6. Đồ gá kiểm tra tự ộng nhiều thông số.
4.5. Một số hình thức kiểm tra.
4.5.1. Kiểm tra tích cực khi mài.
4.5.2. Kiểm tra tích cực khi mài khôn.
4.5.3. Thiết bị kiểm tra tích cực khi mài răng. 6
Chương V:Tự ộng hoá iều khiển các yếu tố công nghệ Giảng
5.1 Tự ộng iều khiển kích thước iều chỉnh tĩnh.
5.1.1. Gia công trên máy phay.
5.1.2. Gia công trên máy tiện.
5.1.3. Ưu nhược iểm của phương pháp iều khiển
kích thước iều chỉnh tĩnh.
5.2 Tự ộng iều khiển kích thước iều chỉnh ộng.
5.3 Tự ộng iều khiển thành phần lực cắt dọc trục.
5.4 Tự ộng iều khiển ộ mòn của dụng cụ cắt. lOMoARcPSD| 41967345
5.4.1. Tầm quan trọng, cơ sở của tự ộng iều khiển ộ mòn dụng cụ cắt.
5.4.2. Phương pháp tự ộng iều khiển ộ mòn của dụng cụ cắt.
5.5. Tự ộng iều khiển nhiều yếu tố công nghệ
Chương VI: Dây chuyền tự ộng
6.1. Sự phát triển của dây chuyền tự ộng
6.2. Chủng loại chi tiết trên dây chuyền tự ộng
6.3. Yêu cầu ối với phôi trên dây chuyền tự ộng
6.4. Định vị chi tiết khi gia công trên dây chuyền tự ộng
6.5. Lập QTCN cho dây chuyền tự ộng
6.6. Các loại dây chuyền tự ộng
6.6.1. Dây chuyền gồm các máy tổ hợp.
6.6.2. Dây chuyền gồm các máy xoay tròn.
6.6.3. Dây chuyền gồm các máy CNC.
6.6.4. Dây chuyền tự ộng iều chỉnh.
6.6.5. Độ ổn ịnh của dây chuyền tự ộng.
6.7. Cấu trúc của dây chuyền 7
Thảo luận chương 4,5,6 1,2,3,4,5,6 Thảo luận 8 KIỂM TRA GIỮA KỲ 9
Chương VII: Hệ thống sản xuất linh hoạt FMS 1,2,3,4,5,6 Giảng
7.1. Cấu trúc thành phần của hệ thống sản xuất linh hoạt FMS
7.2. Các nguyên tắc hình thành hệ thống sản xuất linh hoạt FMS.
7.2.1. Từ các máy CNC tới FMS.
7.2.2. Hiệu quả của tập hợp các máy CNC thành hệ thống FMS.
7.3. Rôbôt công nghiệp trong hệ thống sản xuất linh hoạt FMS.
7.3.1. Rôbôt công nghiệp trong FMS có các ặc tính công nghệ sau.
7.3.2. Ứng dụng của rôbôt công nghiệp trong FMS.
7.4. Hệ thống kiểm tra tự ộng của FMS.
7.4.1. Chức năng của hệ thống kiểm tra tự ộng.
7.4.2. Cấu trúc của hệ thống kiểm tra tự ộng.
7.4.3. Chế ộ hoạt ộng của hệ thống kiểm tra tự 9 lOMoARcPSD| 41967345 ộng.
7.4.4. Nguyên tắc kiểm tra trạng thái kỹ thuật của
các phần tử và các mô un trong FMS.
7.4.5. Cơ sở vật chất - kỹ thuật của hệ thống kiểm tra tự ộng. lOMoARcPSD| 41967345 10
7.5. Hệ thống vận chuyển – tích trữ tự ộng của FMS. 1,2,3,4,5,6 Giảng
7.5.1. Hệ thống vận chuyển – tích trữ chi tiết gia công.
7.5.2. Hệ thống vận chuyển – tích trữ dụng cụ của FMS.
7.6. Xác ịnh thành phần thiết bị của hệ thống FMS.
7.6.1. Xác ịnh các thành phần của máy trong FMS.
7.6.2. Xác ịnh thành phần của thiết bị vận chuyển chi tiết.
7.6.3. Xác ịnh thành phần của thiết bị vận chuyển dụng cụ.
7.7. Kho chứa tự ộng trong hệ thống FMS.
7.7.1. Chức năng và thành phần của kho chứa tự ộng.
7.7.2. Các loại kho chứa tự ộng.
7.7.3. Bố trí kho chứa tự ộng trong hệ thống FMS.
7.7.4. Thiết kế kho chứa tự ộng của hệ thống FMS.
7.8. Hệ thống iều khiển FMS.
7.8.1. Đặc tính của máy tính trong hệ thống iều khiển FMS.
7.8.2. Con người trong hệ thống iều khiển FMS.
7.8.3. Thiết kế hệ thống iều khiển FMS.
7.9. Kinh nghiệm ứng dụng FMS ở một số nước trên thế giới
7.9.1. Một số hệ thống FMS ở CHLB Nga.
7.9.2. Hệ thống FMS ở Bun-ga-ri.
7.9.3. Hệ thống FMS ở Cộng hòa Séc.
7.9.4. Hệ thống FMS ở Ba Lan.
7.9.5. Hệ thống FMS ở Nhật Bản.
7.9.6. Hệ thống FMS ở CHLB Đức.
7.9.7. Hệ thống FMS ở Mỹ.
7.9.8. Hệ thống FMS ở Pháp.
7.9.9. Hệ thống FMS ở Anh. 11 lOMoARcPSD| 41967345
11 Chương VIII: Hướng phát triển của TĐH QTSX 8.1 1,2,3,4,5,6 Giảng
Sử dụng máy với hệ thống iều khiển linh hoạt.
8.2 Sản xuất hàng loạt theo dây chuyền.
8.3 Sản xuất tự ộng hoá linh hoạt.
8.3.1 Mô un sản xuất linh hoạt.
8.3.2 Hệ thống sản xuất linh hoạt toàn phần.
8.3.3 Hệ thống sản xuất linh hoạt toàn phần bậc cao.
8.4 Ứng dụng kỹ thuật CIM.
8.5 Ứng dụng Robot công nghiệp.
8.6 Ứng dụng trí tuệ nhân tạo. 12
Thảo luận chương 7,8 1,2,3,4,5,6 Thảo luận
CHƯƠNG I : NHỮNG KHÁI NIỆM CƠ BẢN TRONG TỰ ĐỘNG HÓA QUÁ TRÌNH SẢN XUẤT
I.1. Mục tiêu, nhiệm vụ. lOMoARcPSD| 41967345 1. Mục ích: -
Sinh viên sẽ ược cung cấp những khái niệm về: Cơ khí hóa, tự ộng hóa quá
trình sản xuất, rô-bốt công nghiệp, dây truyền tự ộng, các thuật ngữ thường
dùng trong lĩnh vực tự ộng hóa như: CAD, CAM, CIM, FMS, NC, CNC,
DNC, .... - Được cung cấp thông tin cơ bản về sự phát triển của khoa học tự
ộng hóa và hướng phát triển trong tương lai. -
Sinh viên ược hiểu rõ những ý nghĩa mà tự ộng hóa quá trình sản xuất em lại.
2. Nhiệm vụ của sinh viên: -
Hiểu và thuộc các khái niệm: Cơ khí hóa, tự ộng hóa quá trình sản
xuất, mức ộ linh hoạt của hệ thống tự ộng, dây chuyền sản xuất linh hoạt, rô- bốt công nghiệp. -
Hiểu úng các thuật ngữ thường dùng trong lĩnh vực tự ộng hóa:
CAD, CAM, CIM, FMS, CAD/CAM, CAP, CAQ. -
Nắm ược các vai trò của tự ộng hóa quá trình sản xuất. - Tìm ược
các ví dụ sinh ộng cho các nội dung trên.
I.2. Quy ịnh hình thức học cho mỗi nội dung nhỏ Nội dung Hình thức học
1.1. Những khái niệm cơ bản. Giảng
1.2. Định nghĩa các thuật ngữ máy tính trong sản xuất Giảng
1.3. Ý nghĩa của tự ộng hóa quá trình sản xuất Giảng
I.3. Các nội dung cụ thể.
A. NỘI DUNG LÝ THUYẾT.
1.1. Những khái niệm cơ bản.
1.1.1. Cơ khí hóa (Mechanicalize).
Để tạo ra sản phẩm, các quá trình sản xuất thực hiện việc biến ổi vật chất, năng lượng và
thông tin từ dạng này sang dạng khác. Các quá trình này bao gồm 2 dạng sau: các quá
trình chính (các chuyển ộng chính) và các quá trình phụ (các chuyển ộng phụ). -
Các quá trình chính là các quá trình trực tiếp làm thay ổi tính chất cơ lý
hóa, hình dáng hình học ban ầu của phôi liệu ể tạo ra sản phẩm yêu cầu. -
Các quá trình phụ là các quá trình không làm thay ổi trạng thái của ối tượng,
nhưng cần thiết kế cho các quá trình chính thực hiện ược.
Cơ khí hóa là quá trình thay thế tác ộng cơ bắp của con người khi thực hiện các
quá trình công nghệ chính hoặc chuyển ộng chính bằng máy.
Đặc iểm: nâng cao năng suất lao ộng, một số trường hợp không thay thế ược con người
( iều khiển, theo dõi ...). 13 lOMoARcPSD| 41967345
Với quá trình sản xuất và công nghệ phức tạp khi mà số lượng các thông số tham gia vào
quá trình lớn và có giá trị thay ổi liên tục theo thời gian thì khả năng hoàn thành nhiệm vụ
của người thợ thực hiện nhiệm vụ iều khiển sẽ bị suy giảm.
1.1.2. Tự ộng hóa sản xuất (Manufacturing Automation).
Tự ộng hóa sản xuất là một hướng phát triển của sản xuất chế tạo máy mà trong ó con
người ược giải phóng không chỉ từ lao ộng cơ bắp mà còn ược giải phóng từ quá trình iều
khiển sản xuất. Ở ây trách nhiệm của con người là theo dõi quá trình sản xuất. Con người
thực hiện việc chuẩn bị công nghệ và cấp – tháo phôi theo chu kỳ cho máy (tùy thuộc vào mức ộ tự ộng hóa).
Như vậy, tự ộng hóa QTSX là tổng hợp các biện pháp ược sử dụng khi thiết kế các quá
trình sản xuất và công nghệ mới, tiên tiến. Trên cơ sở của các quá trình sản xuất và công
nghệ ó, tiến hành lập các hệ thống thiết bị có năng suất cao, tự ộng thực hiện các quá trình
chính và phụ bằng các cơ cấu và thiết bị tự ộng, mà không cần sự tham gia của con người.
Hình 1.1. Cấu trúc cơ bản của các hệ thống tự ộng -
Hệ thống cảm biến: có chức năng tiếp nhận và biến ổi thông tin các
loại, làm cơ sở cho các quyết ịnh iều khiển. -
Hệ thống iều khiển: có chức năng ưa ra các quyết ịnh iều khiển quá
trình và các tác ộng tương ứng tới cơ cấu iều khiển trên cơ sở các thông tin nhận
ược từ hệ thống cảm biến. -
Hệ thống phản hồi: có chức năng theo dõi thông tin, so sánh các tín
hiệu nhận ược từ hệ thống cảm biến và iều khiển ể tiến hành các tín hiệu bù tương ứng.
* QTSX cơ khí gồm: chuẩn bị sản xuất → tạo phôi → gia công cơ → lắp ráp... Hầu
hết các thiết bị tham gia vào quá trình chính như: cấp phôi, gá ặt, ịnh hướng chi tiết, vận
chuyển, gia công, lắp ráp và kiểm tra... Có thể tự ộng hóa một số hoặc toàn bộ, từ ơn giản ến phức tạp.
Thực tế hiện nay QTSX thường thực hiện theo phương pháp tự ộng hóa từng phần.
Tự ộng hóa từng phần là tự ộng hóa chỉ một số nguyên công riêng biệt của quá trình, các
nguyên công còn lại vẫn thực hiện trên các máy vạn năng và bán tự ộng thông thường. Nó
kết hợp lao ộng cơ khí hóa với tự ộng hóa và nó ược ứng dụng ở những nơi mà sự tham
gia trực tiếp của con người không thể thực hiện ược (nguy hiểm ối với con người) hoặc ối
với những công việc quá nặng nhọc và ơn iệu.
Bảng 1.1: Các giai oạn phát triển cơ bản của tự ộng hóa quá trình sản xuất Các giai oạn Đặc iểm Ví dụ Xuất hiện lOMoARcPSD| 41967345
Thay thế lao ộng cơ bắp của con Động cơ máy tiện, Cơ khí hóa người bằng máy băng tải... 1775 Tự ộng hóa
Thay thế công việc iều khiển thiết bị từng phần của công nhân bằng máy NC, CNC, MRP 1956-1960
Sản xuất tự ộng tích hợp có tính ến
Tự ộng hóa ở môi trường của từng thành phần FMS,CAD/CAM 1970-1975 mức ộ cao riêng biệt
Trên cơ sở tự ộng hóa với sự trợ Sản xuất tích
giúp của hệ thống máy tính ể thực CIM, nhà máy 1985-1990 hợp hiện các QTSX tích hợp tương lai
1.1.3. Tính linh hoạt của hệ thống sản xuất.
Tính linh hoạt của hệ thống sản xuất là mức ộ và khả năng thích ứng với chế tạo
nhiều loại sản phẩm khác nhau một chách nối tiếp hoặc song song.
Mức ộ linh hoạt ML của hệ thống ược xác ịnh theo công thức sau: Ld M = L (1.1) Ly
Trong ó: Ld – là tính linh hoạt ạt ược.
Ly – là tính linh hoạt yêu cầu.
Nếu ML = 1 thì yêu cầu về tính linh hoạt ược hoàn toàn thỏa mãn. Khi ML > 1 thì hệ
thống sản xuất có thừa tính linh hoạt, có nghĩa là ối với các nhiệm vụ cụ thể tính linh hoạt
sử dụng không hết. Nếu ML < 1 thì không phải tất cả các sản phẩm ược chế tạo trong
những iều kiện tối ưu hoặc là chỉ có một số sản phẩm ược chế tạo.
Giá thành ể tạo ra tính linh hoạt của hệ thống sản xuất phụ thuộc vào hai yếu tố: yếu
tố kỹ thuật và yếu tố tổ chức. -
Yếu tố kỹ thuật: bao gồm công suất của hệ thống, vùng tốc ộ và
lượng chạy dao, số lượng các ầu mang dụng cụ cắt và dụng cụ phụ, các cơ cấu
vận chuyển và kho chứa, các thiết bị iều khiển, dung lượng của ổ tích phôi, ổ
tích dụng cụ và ồ gá, mức ộ tiêu chuẩn hóa của các bề mặt và kích thước của
thiết bị công nghệ và kỹ thuật, khả năng lập trình và mức ộ thích ứng của các thiết bị iều khiển. -
Yếu tố tổ chức: bao gồm chu kỳ (thời gian) chế tạo sản phẩm, chủng
loại sản phẩm, chu kỳ thay ổi sản phẩm, ộ ổn ịnh của hệ thống sản xuất.
Tính linh hoạt hợp lý sẽ cho phép giảm chi phí chế tạo sản phẩm trong một thời gian
dài. Tính linh hoạt trong một chừng mực nào ó xác ịnh hình thể của hệ thống sản xuất, xác
ịnh công nghệ, tổ chức và iều khiển chức năng của nó, ồng thời tính linh hoạt ảnh hưởng
lớn ến chi phí chế tạo sản phẩm. 15 lOMoARcPSD| 41967345
1.1.4. Tự ộng hóa sản xuất linh hoạt.
Tự ộng hóa sản xuất linh hoạt ược dùng trong sản xuất loạt vừa và nhỏ (sản lượng
ít, chủng loại nhiều), nó dựa trên công nghệ nhóm và công nghệ iển hình với sử dụng các
máy CNC, các mô un sản xuất linh hoạt, các hệ thống khoa chứa và vận chuyển tự ộng và
các tổ hợp thiết bị với iều khiển bằng máy tính. Tự ộng hóa sản xuất linh hoạt ược thể hiện
ở việc iều chỉnh nhanh quá trình sản xuất ể chế tạo sản phẩm mới trong phạm vi thiết bị
kỹ thuật cũng như trong phạm vi iều khiển (trong giới hạn khả năng của thiết bị công nghệ).
1.1.5. Hệ thống sản xuất linh hoạt (Flexible manufacturing system - FMS).
Hệ thống sản xuất linh hoạt là tổ hợp bao gồm các máy CNC, các thiết bị tự ộng, các mô
un sản xuất linh hoạt, các thiết bị công nghệ riêng lẻ và các hệ thống ảm bảo chức năng
hoạt ộng với chế ộ tự ộng trong khoảng thời gian ã ịnh, cho phép tự ộng iều chỉnh ể chế
tạo các sản phẩm bất kỳ trong một giới hạn nào ó.
1.1.6. Mô un sản xuất linh hoạt.
Mô un sản xuất linh hoạt là một ơn vị thiết bị có iều khiển theo chương trình ể chế tạo
các sản phẩm bất kỳ trong một giới hạn nào ó. Thiết bị này thực hiện một cách tự ộng tất
cả các chức năng có liên quan ến chế tạo sản phẩm và nó có khả năng hoạt ộng trong FMS.
1.1.7. Rôbôt công nghiệp.
Rôbôt công nghiệp là một máy tự ộng ứng yên hoặc di ộng, nó gồm một cơ cấu chấp
hành dưới dạng tay máy, có một số bậc tự do và một cơ cấu iều khiển ể thực hiện các chức
năng di chuyển trong quá trình sản xuất. Nó có thể sử dụng như một thiết bị ộc lập, có khả
năng thay ổi nhanh, dễ hiệu chỉnh.
Các Rôbốt thường ược trang bị các hệ thống iều khiển thích nghi, vòng kín (P,PI,
PD, PID – Proprotional Integral Derivative), các hệ thống iều khiển theo chương trình
lôgic (PLC – Programmable Logic Controllers), các hệ thống cảm biến thực hiện các chức
năng như nghe, nhìn, sờ, ngửi, nói...vì vậy chúng ược sử dụng hầu hết trong các lĩnh vực
như y tế, dịch vụ, gia công, lắp ráp... lOMoARcPSD| 41967345
Hình 1.2 Rôbôt công nghiệp
1.1.8. Tổ hợp Rôbôt công nghệ.
Tổ hợp rôbôt công nghệ là toàn bộ một thiết bị công nghệ, một rôbôt công nghiệp
và các thiết bị khác ể thực hiện các chu kỳ lặp lại một cách tự ộng.
1.1.9. Dây chuyền tự ộng linh hoạt.
Dây chuyền tự ộng linh hoạt là FMS mà trong ó các thiết bị công nghệ ược lắp ặt theo
trình tự các nguyên công ã ược xác ịnh.
1.1.10. Công oạn tự ộng hóa linh hoạt.
Công oạn tự ộng hóa linh hoạt là FMS hoạt ộng theo tiến trình công nghệ mà trong ó có
khả năng thay ổi trình tự sử dụng thiết bị công nghệ.
1.1.11. Phân xưởng tự ộng hóa linh hoạt.
Phân xưởng tự ộng hóa linh hoạt là FMS bao gồm dây chuyền tự ộng hóa linh hoạt, công
oạn tự ộng hóa linh hoạt và tổ hợp rôbôt công nghệ ược nối kết với nhau theo phương án
ể chế tạo các sản phẩm của một chủng loại xác ịnh.
1.1.12. Nhà máy tự ộng hóa linh hoạt.
Nhà máy tự ộng hóa linh hoạt là FMS bao gồm dây chuyền tự ộng hóa linh hoạt, tổ hợp
rôbôt công nghệ và phân xưởng tự ộng hóa linh hoạt ược nối kết với nhau theo nhiều
phương án ể chế tạo các sản phẩm của nhiều chủng loại sản phẩm.
1.2. Định nghĩa các thuật ngữ máy tính trong sản xuất.
1.2.1. CAD (Computers Aided Design – thiết kế có trợ giúp của máy tính). Nhờ các
trang thiết bị tính toán thiết kế như máy tính, phần mềm chuyên dụng (autoCAD, Matlab,
Catia...) cho phép tạo ra các mô hình sản phẩm trong không gian 3D, thuận lợi cho việc
khảo sát, ánh giá, sửa ổi ngay trên màn hình, lưu giữ, nhân bản... Cho phép tiết kiệm thời
gian, vật liệu và các chi phí khác của giai oạn thiết kế. 1.2.2. CAP (Computers Aided
Planning – lập kế hoạch có trợ giúp của máy tính).
Nhờ máy tính mà các hoạt ộng cần thiết ể chế tạo sản phẩm ược thiết lập một cách nhanh
chóng, chính xác và tối ưu. CAP ảm bảo kế hoạch sản xuất tối ưu của một nhà máy. CAP
bao gồm hai công cụ sản xuất quan trọng là MRP (Manufacturing Resource Planning –
lập kế hoạch tiềm năng sản xuất) và CAPP (Computers Aided Process Planning – lập quy
trình có trợ giúp của máy tính). CAPP giúp người lạp quy trình chọn thứ tự nguyên công
tối ưu ể chế tạo sản phẩm.
1.2.3. CAM (Computers Aided Manufacturing – sản xuất có trợ giúp của máy tính).
Khâu iều hành quá trình chế tạo sản phẩm cũng ược tự ộng hóa nhờ hệ thống iều
hành quá trình chế tạo tự ộng có sự trợ giúp của máy tính. CAM cho phép thực hiện việc
lập kế hoạch, iều khiển, hiệu chỉnh và kiểm tra nguyên công cùng toàn bộ quá trình gia
công chế tạo sản phẩm.
1.2.4. CAQ (Computers Aided Quality Control – kiểm tra chất lượng có trợ giúp của máy tính). 17 lOMoARcPSD| 41967345
CAQ cho phép kiểm tra chất lượng sản phẩm và chất lượng công việc trong toàn bộ hệ thống sản xuất.
1.2.5. CAD/CAM (Computers Aided Design/Computers Aided Manufacturing –
thiết kế/sản xuất có trợ giúp của máy tính).
CAD/CAM là hệ thống kết hợp, nó bao gồm các kỹ thuật sản xuất CAD, CAP, CAM và CAQ.
1.2.6. PP & C (Production Planning and Control).
Chức năng PP & C là hoạt ộng tổ chức của CIM. Nó liên quan ến kế hoạch tiềm năng sản
xuất, lập kế hoạch nhu cầu vật tư, nhu cầu thời gian và kiểm tra hệ thống sản xuất.
1.2.7. CIM (Computer Integrated Manufacturing – sản xuất tích hợp có trợ giúp của máy tính).
CIM bao gồm tất cả các hệ thống kỹ thuật: CAD, CAP, CAM, CAQ và PP & C.
Ví dụ: Hệ thống Open CIM - ASRS: kho hàng tự ộng.
- Trạm gia công: CNC Lathe, CNC Mill... - Băng tải (conveyor) - Robot.
- Máy chủ + phần mềm (Server + software)
Hình 1.3. CIM – 4a station (Intelitek)
1.3. Ý nghĩa của tự ộng hóa quá trình sản xuất.
- Cho phép giảm giá thành và nâng cao năng suất lao ộng.
- Cho phép cải thiện iều kiện sản xuất.
- Cho phép áp ứng cường ộ cao của sản xuất hiện ại.
- Cho phép cạnh tranh và áp ứng iều kiện sản xuất. B. NỘI DUNG THẢO LUẬN. lOMoARcPSD| 41967345
C. NGÂN HÀNG CÂU HỎI, BÀI TẬP.
CHƯƠNG II : CÁC THIẾT BỊ CƠ BẢN VÀ HỆ THỐNG ĐIỀU KHIỂN TRONG
TỰ ĐỘNG HÓA QUÁ TRÌNH SẢN XUẤT
II.1. Mục tiêu, nhiệm vụ. 1. Mục ích: -
Cung cấp khái niệm về các thiết bị cơ bản trong hệ thống iều khiển
tự ộng hóa quá trình sản xuất. -
Giúp sinh viên hiểu rõ hơn về vai trò của cơ cấu chấp hành, cảm
biến và hệ thống iều khiển trong hệ thống tự ộng. -
Cung cấp cho sinh viên ặc iểm một số cơ cấu chấp hành thủy lực,
khí nén, cơ cấu chấp hành iện, một số loại cảm biến, các hệ thống iều khiển.
2. Nhiệm vụ của sinh viên: -
Hiểu và thuộc các khái niệm về cơ cấu chấp hành, cảm biến, hệ thống iều khiển. -
Hiểu ược nguyên lý hoạt ộng của các cơ cấu chấp hành ã ược giới thiệu trong giáo trình. -
Nắm ược nguyên tắc hoạt ộng của một số loại cảm biến thông dụng. -
Hiểu rõ các hệ thống iều khiển ược dùng trong tự ộng hóa sản xuất. -
Phân biệt ược vai trò của từng cụm thiết bị: hệ thống iều khiển, cơ
cấu chấp hành, cảm biến. trong hệ thống tự ộng hóa quá trình sản xuất. II.2.
Quy ịnh hình thức học cho mỗi nội dung nhỏ. Nội dung Hình thức học
2.1. Các thiết bị cơ bản trong hệ thống tự ộng. Giảng 19 lOMoARcPSD| 41967345
2.2. Các hệ thống iều khiển tự ộng. Thảo luận
II.3. Các nội dung cụ thể.
A. NỘI DUNG LÝ THUYẾT.
2.1. Các thiết bị cơ bản trong hệ thống tự ộng.
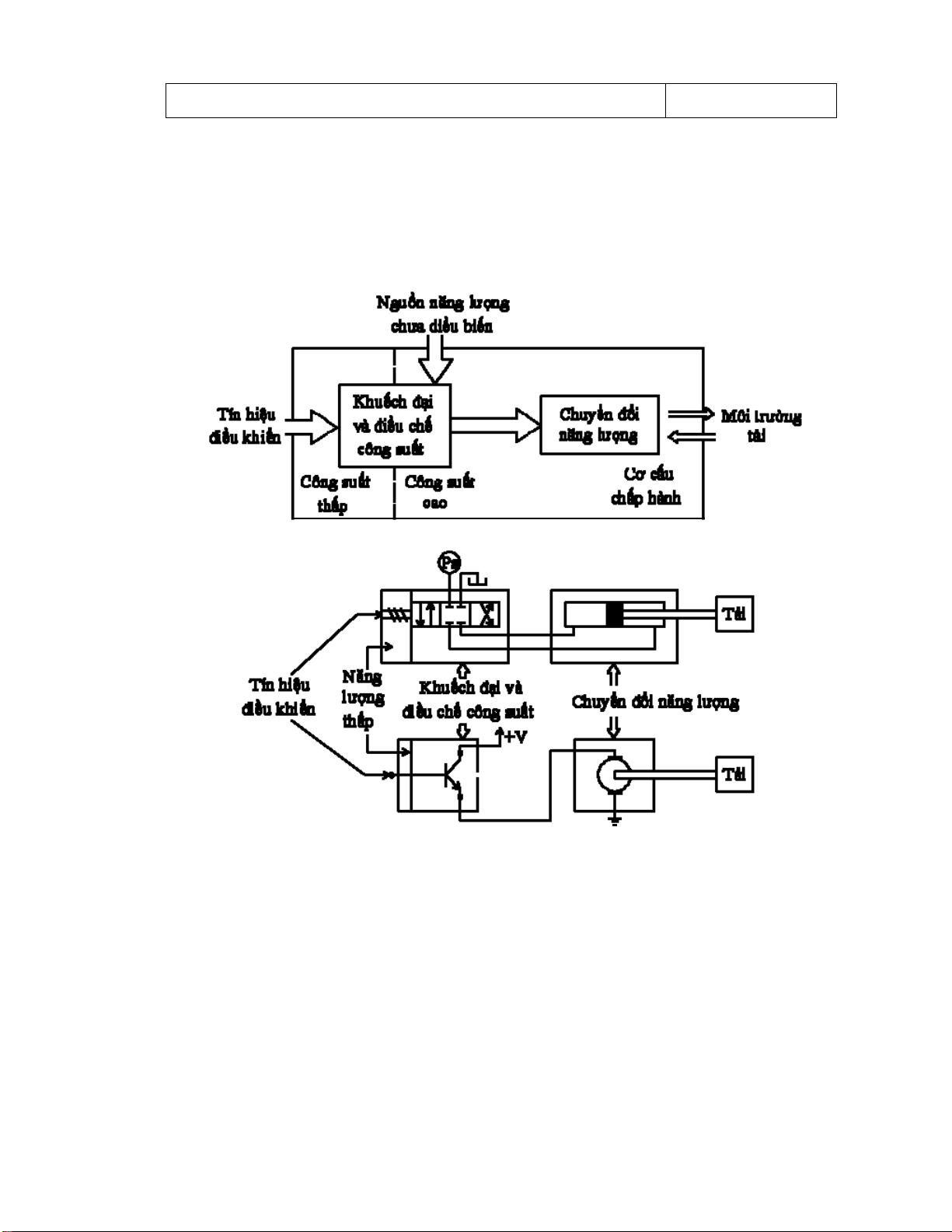
2.1.1. Cơ cấu chấp hành – Actuators.
1. Khái niệm: Cơ cấu chấp hành là một bộ phận máy móc, thiết bị có khả năng thực hiện
một công việc nào ó dưới tác ộng của tín hiệu iều khiển phát ra từ thiết bị iều khiển.
Hình 2.1. Sơ ồ chức năng của cơ cấu chấp hành
Hình 2.2. Cơ cấu chấp hành thủy lực và cơ iện
2. Phân loại:
* Dựa trên nguồn năng lượng chia làm 3 nhóm. -
Các cơ cấu chấp hành thủy lực, các cơ cấu chấp hành khí nén, các cơ cấu chấp hành cơ iện.
* Theo mức năng lượng sử dụng có thể phân cơ cấu chấp hành theo các dải năng lượng khác nhau: -
Cơ cấu chấp hành năng lượng thấp: nhiệt iện trở, iôt quang LED, màn hình
tinh thể lỏng LCD, màn hình Plasma... lOMoARcPSD| 41967345 -
Cơ cấu chấp hành năng lượng trung bình: nam châm iện, ộng cơ iện, xilanh
khí nén, xilanh thủy lực, các ộng cơ thủy khí chuyển ộng quay, van khí, van thủy lực... -
Các thiết bị truyền ộng: băng tải tự ộng, vitme bi, bộ cấp liệu rung, cơ cấu
phân ộ, bộ truyền sóng... -
Một số hệ thống thiết bị chuyên dụng: bàn máy, máy NC, rôbốt, thiết bị
lắp ráp, máy hàn, thiết bị kiểm tra, hệ thống kho và cấp phát tự ộng...
3. Đặc iểm:
a/ Cơ cấu chấp hành thủy lực:
Ưu iểm: kích thước nhỏ gọn, nhẹ, không gây ồn và công suất lớn. Nhược iểm: giá thành cao.
Một số cơ cấu chấp hành thủy lực: bơm, van, xilanh ộng cơ thủy lực... *
Bơm: là trái tim của hệ thống, có chức năng tạo năng lượng thủy lực cho hệ thống
(tạo dòng nhưng không tạo áp). Các loại bơm thủy lực: bơm pitton, bơm cánh quạt, bơm
bánh răng, bơm cánh gạt. *
Van: dùng ể iều chỉnh công suất tới cơ cấu chấp hành, có chức năng ON/OFF dòng
dầu, hướng dòng, iều chỉnh áp suất và vận tốc. Các loại van:
+ Van hướng (directional valves): ịnh hướng và phân phối dòng trong hệ thống
- van vị trí cố ịnh (finite position), van vị trí bất kì (infinite position)...
+ Van iều áp (pressure valves): van an toàn – giới hạn áp trong hệ thống
(limiter/relief valve) ; van giảm áp – giảm áp ra ể vào một nhánh của hệ thống; van iều
chỉnh tuần tự - áp suất ược thiết lập phụ thuộc vào sự iều chỉnh tuần tự. + Van chỉnh lưu
lượng (flow valves): van tiết lưu – iều chỉnh tiết diện dòng i qua. Thường chênh lệch áp
tạo ra khi dòng i qua, nó ược kiểm soát bởi bộ bù áp (bình tích áp).
+ Van ON/OFF: chỉ cho dòng chảy theo một chiều không cho chảy ngược lại – van một
chiều (nonreturn valves) hoặc van kiểm (check valves).
+ Van tỉ lệ (propotional valves) và van servo (servo valves): dùng ể iều khiển liên tục
chuyển vị, tốc ộ và lực của thành phần kích truyền ộng thủy lực.
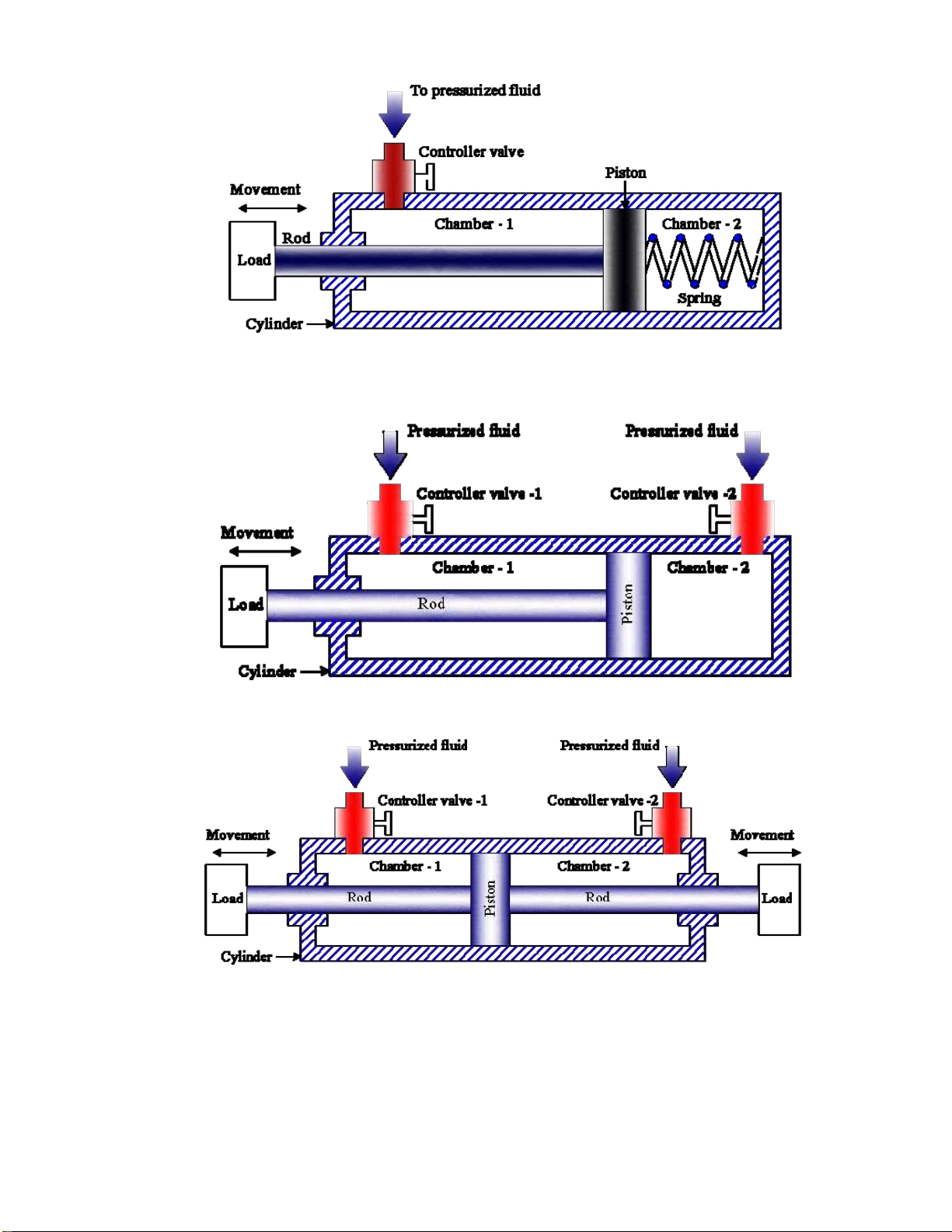
* Xilanh – ộng cơ thủy lực: biến ổi năng lượng của dầu thành cơ năng. - Xilanh thủy lực: + Xilanh hành trình ơn: 21 lOMoARcPSD| 41967345
Fig 2.3. Linear single – rod single acting
+ Xilanh hành trình kép: có hai loại Loại một ầu trục:
Fig 2.4. Linear single – rod single double acting Loại 2 ầu trục:
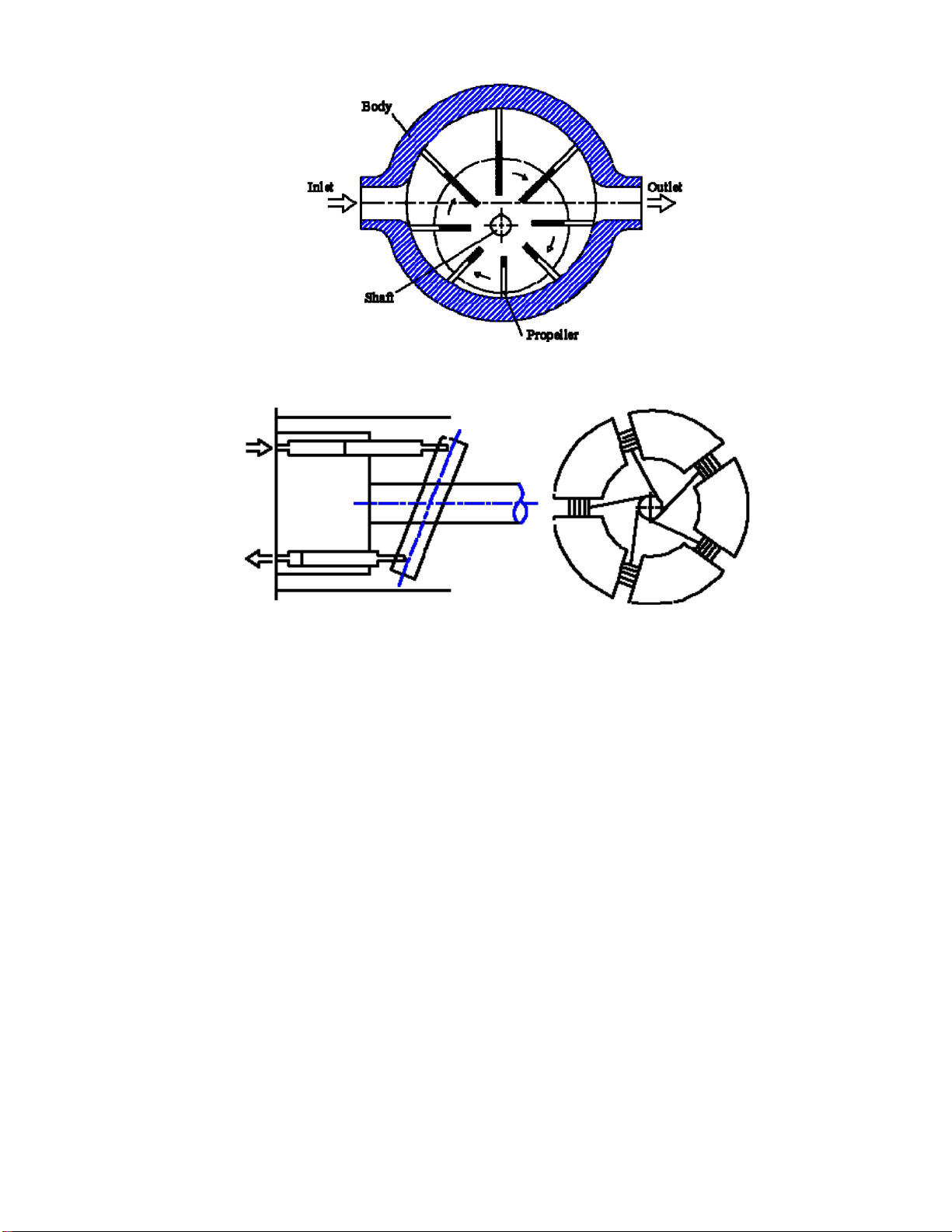
Fig 2.5. Linear double – rod double acting - Động cơ thủy lực. + Động cơ bánh răng. + Động cơ cánh gạt. lOMoARcPSD| 41967345
Hình 2.6. Động cơ cánh gạt
+ Động cơ piston: hướng trục (hình 2.7a) và hướng tâm (hình 2.7b) a) b)
Hình 2.7. Động cơ piston
b/ Cơ cấu chấp hành khí nén. c/
Cơ cấu chấp hành cơ - iện. */ Động cơ iện:
- DC motors – ộng cơ iện một chiều.
- AC motors – ộng cơ iện xoay chiều. + Synchronous motor. + Induction motor. + Brushed DC and AC.
- Stepper motor – ộng cơ bước.
- Linear motor – ộng cơ tuyến tính.
- Servo motor – ộng cơ servo.
*/ Các truyền ộng cơ khí.
2.1.2. Cảm biến – Sensor.
1. Khái niệm: cảm biến là một thiết bị mà khi có một hiện tượng vật lý tác ộng vào (nhiệt
ộ, dịch chuyển, lực...) sẽ tạo ra tín hiệu ầu ra ( iện, cơ học, từ...) tỷ lệ. 23 lOMoARcPSD| 41967345
Thuật ngữ bộ chuyển ổi (transducer) thường ược dùng ồng nghĩa với cảm biến.
*/ Phân biệt transducer và sensor: - Sensor: y(t) = F{u(t)}
- Transducer: U1(t) = φU(t) ; y(t) = φ2U1(t)
Như vậy, transducer là thiết bị biến ổi một dạng năng lượng này thành một dạng
năng lượng khác và thông thường ầu vào và ầu ra không cùng thứ nguyên.
2. Phân loại:
* Theo chức năng: cảm biến tuyến tính, cảm biến quay, cảm biến gia tốc, cảm biến lực,
mômen và áp suất, cảm biến dòng, cảm biến nhiệt, cảm biến vật liệu thông minh ,cảm
biến micro và cảm biến nano...
* Cảm biến cũng ược phân loại thành bị ộng và chủ ộng.
- Cảm biến bị ộng: năng lượng cần ể cung cấp cho ầu ra ược sinh ra từ chính hiện
tượng vật lý ược cảm nhận (nhiệt kế).
- Cảm biến chủ ộng: cần nguồn năng lượng bên ngoài (ầu o biến dạng).
* Ngoài ra, cảm biến cũng ược phân loại thành hai dạng tương tự và số (A/D) dựa trên dạng tín hiệu ầu ra.
- Cảm biến tương tự: cung cấp tín hiệu liên tục tỷ lệ với tham số cần o và cần sự
biến ổi tương tự thành số (A/D) trước khi chuyển cho bộ iều khiển số.
- Cảm biến số: cung cấp ầu ra số có thể trực tiếp ghép nối với bộ iều khiển. Các
loại cảm biến và ặc tính tham khảo bảng 16.1 – [5].
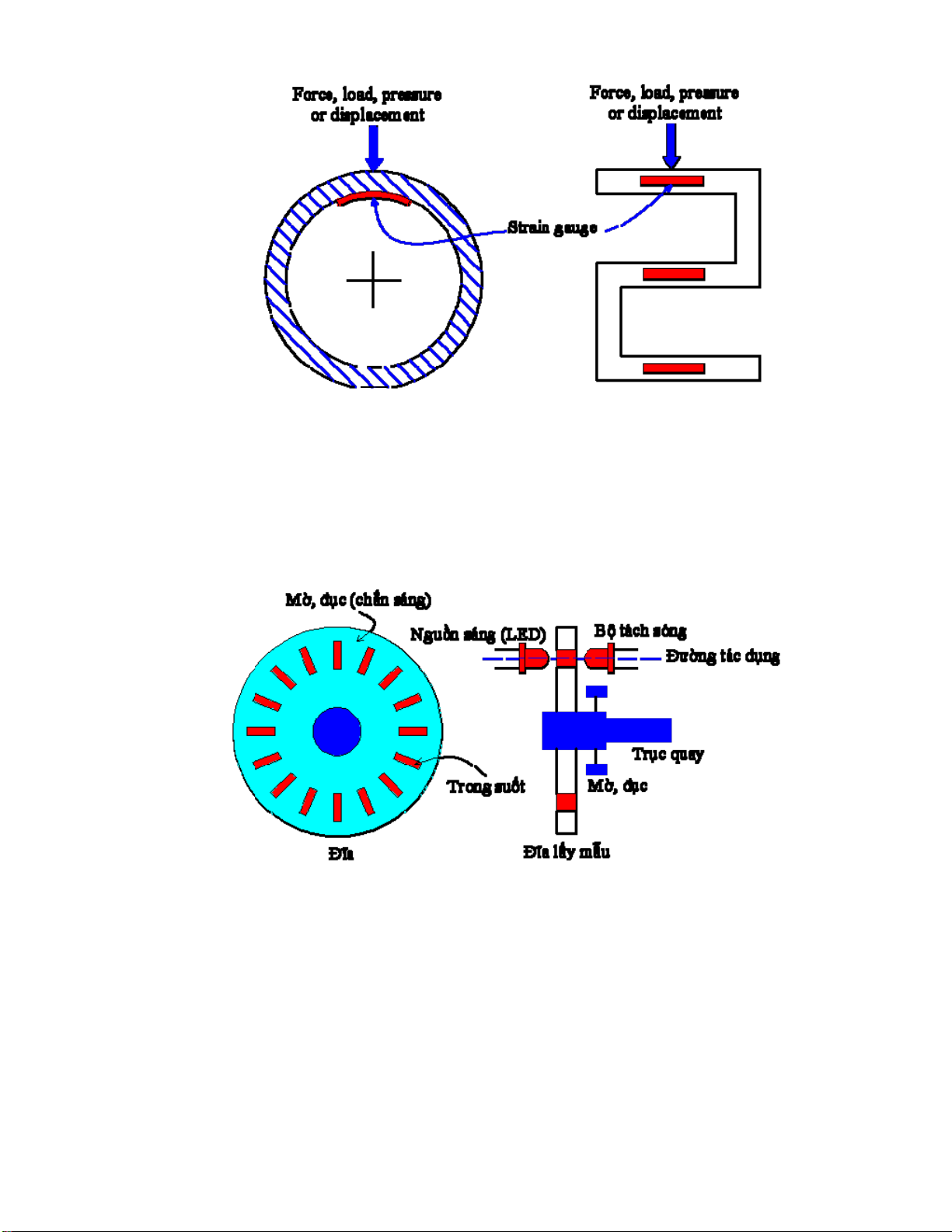
3. Nguyên lý hoạt ộng. a/ Cảm biến tuyến tính.
Các cảm biến vị trí ưa ra tín hiệu iện tỷ lệ với ộ dịch chuyển cần o.
Ví dụ: Cảm biến loại tiếp xúc như ầu o biến dạng (lá iện trở - tensor iện trở). lOMoARcPSD| 41967345
Hình 2.8. Đo biến dạng pháp tuyến dùng ầu o biến dạng.
Sự thay ổi iện trở ược chuyển ổi thành thay ổi iện áp bằng mạch cầu Watson cảm
ứng iện áp. Khi chiều dài của các tensor thay ổi một lượng εl = Δl/l thì iện trở của chúng
thay ổi một lượng tương ứng εR = ΔR/R. Ta có: εR = f(εl) (2.1)
Khi mạch làm việc, cầu iện trở mất cân bằng và tạo ra: v0 = εR. vi (2.2)
Trong ó: v0- iện áp ra ; vi - iện áp vào. Ta có: ∆v = ∆ 0 R1 / R (2.3) vi
4 + ∆2( R1 / R)
Cầu Watson tham khảo tài liệu [3]. * Một số ví dụ:
Fig 2.9. Lever type mechanical structure 25 lOMoARcPSD| 41967345
Fig 2.10. Circular/elliptical/S-shaped mechanical structure
b/ Bộ mã hóa quang - Optical Encoder:
Encoder là cảm biến hay dùng ể o vị trí, vận tốc, gia tốc hay hướng dịch chuyển của rôto,
trục, piston của các cơ cấu chấp hành.
*/ Encoder gia tăng – Incremental Encoder.
Encoder gia tăng là loại cảm biến dùng ể o vị trí góc của trục ộng cơ, máy công cụ, băng tải...
Hình 2.11. Cấu tạo Encoder gia tăng
*/ Encoder tuyệt ối – Absolute Optical Encoder. (tham khảo tài liệu [1,2]) c/
Các loại cảm biến khác. (tham khảo tài liệu [2])
2.1.3. Các thiết bị iều khiển.
Tham khảo tài liệu [1,2,3,4,5])
1. Các hệ iều khiển servo.
2. Các hệ iều khiển tương tự (Analog).
- Điều khiển dạng óng ngắt ON/OFF -
Điều khiển dạng tỉ lệ (tuyến tính) P.
- Điều khiển tỉ lệ - tích phân PI lOMoARcPSD| 41967345
- Điều khiển tỉ lệ - vi phân PD
- Điều khiển tổ hợp PID
3. Các thiết bị iều khiển số (Digital).
4. Các thiết bị iều khiển logic theo chương trình PLC.
2.2. Các hệ thống iều khiển tự ộng.
2.2.1. Khái niệm và chức năng.
1/ Khái niệm: Hệ thống iều khiển là toàn bộ những thiết bị ảm bảo cho một nhóm ối tượng
thực hiện nhiệm vụ ể ạt mục ích. Hệ thống iều khiển tự ộng là hệ thống mà tất cả các chức
năng iều khiển của nó ược thực hiện không có sự tham gia trực tiếp của con người.
2/ Chức năng:
- Thực hiện các chuyển ộng hành trình và các chuyển ộng chạy không của các
cơ cấu chấp hành theo một tuần tự ã ịnh trước với các tốc ộ trong phạm vi cho phép.
- Đảm bảo hoạt ộng của các máy theo nhịp và tuần tự xác ịnh.
- Đảm bảo dừng máy khi có sự cố xảy ra.
- Điều chỉnh quá trình công nghệ ể ảm bảo chất lượng gia công.
- Kiểm tra sai số kích thước và sai số hình dáng của chi tiết.
- Điều khiển dây chuyền tự ộng khi cần iều chỉnh ể thay ổi ối tượng gia công.
- Tính toán số lượng sản phẩm ược sản xuất ra.
- Báo tín hiệu về QTCN, tình trạng máy ể cán bộ, công nhân có biện pháp xử lý. 2.2.2. Phân loại.
Các hệ thống iều khiển tự ộng ược chia thành 2 nhóm sau:
- Hệ thống iều khiển chương trình không theo số.
+ Hệ thống iều khiển hành trình.
+ Hệ thống iều khiển bằng cam.
+ Hệ thống iều khiển bằng dưỡng chép hình.
- Hệ thống iều khiển chương trình theo số.
+ Hệ thống iều khiển NC.
+ Hệ thống iều khiển CNC.
+ Hệ thống iều khiển DNC.
+ Hệ thống iều khiển thích nghi.
1/ Hệ thống iều khiển chương trình không theo số.
a/ Hệ thống iều khiển hành trình:
Nó ược dùng ể tự ộng hóa chuyển ộng thẳng của dụng cụ cắt (các cơ cấu khác của máy)
với tốc ộ cố ịnh. Chiều dài quãng ường ược xác ịnh bằng cách gá cữ chặn trên các tang
trống, trên các thước hoặc trực tiếp trên máy. 27 lOMoARcPSD| 41967345
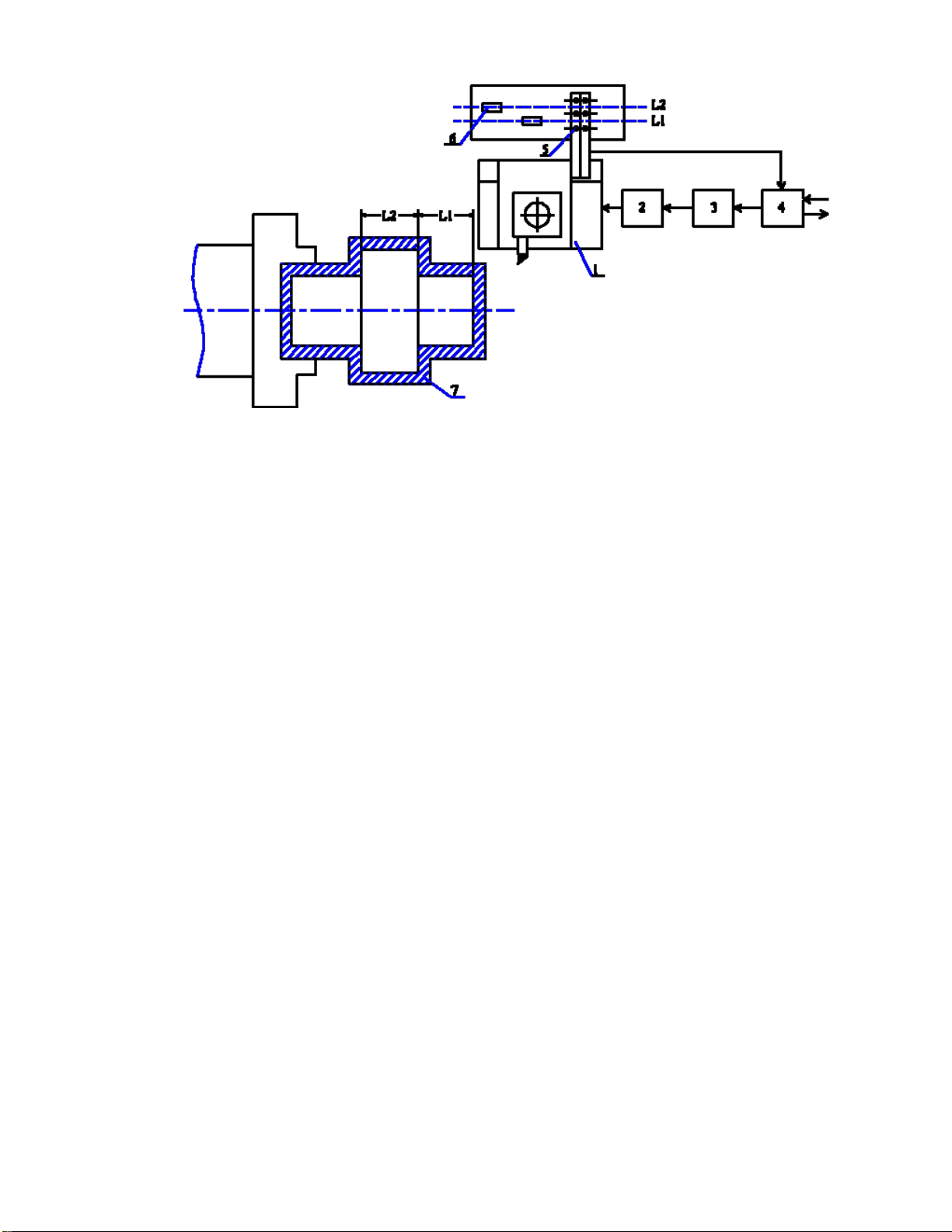
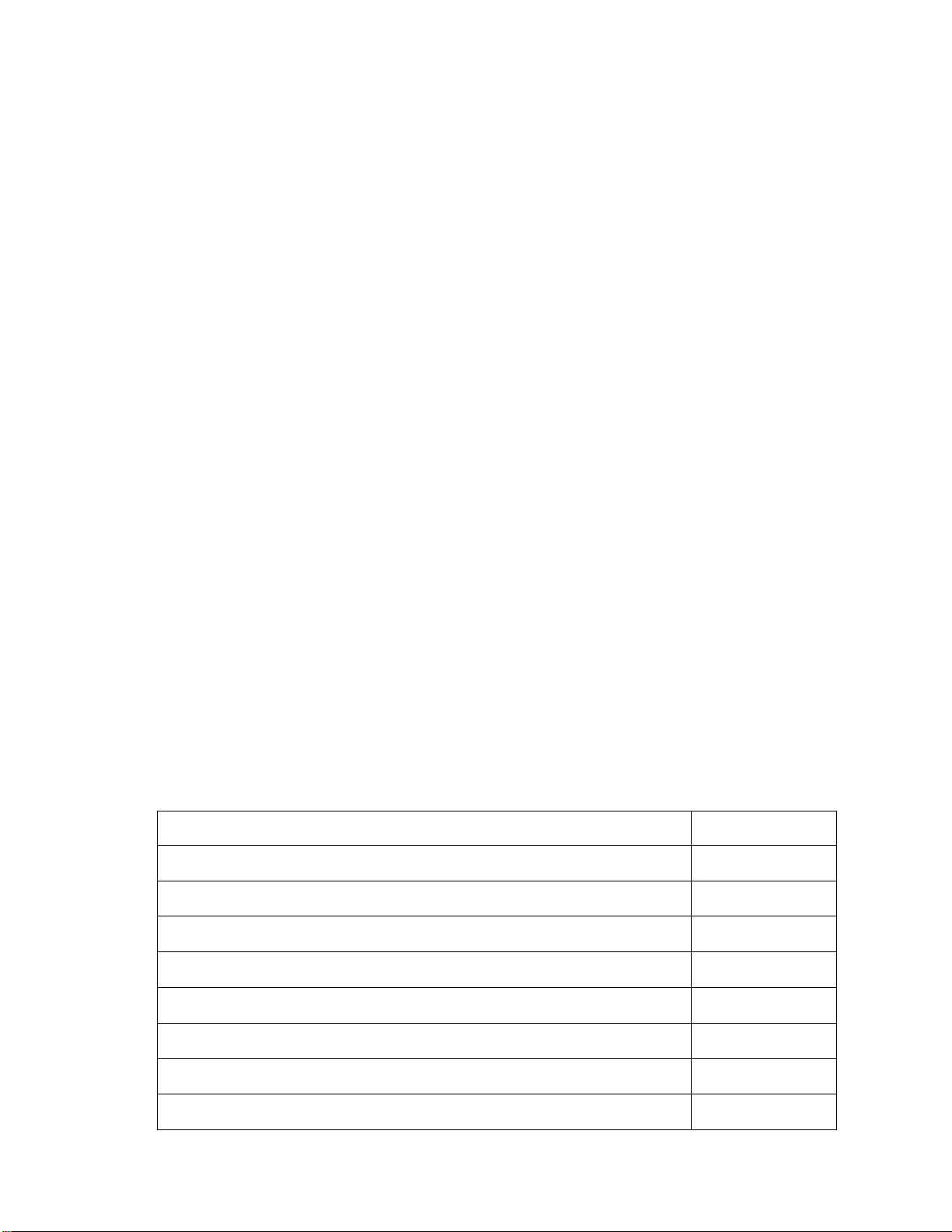
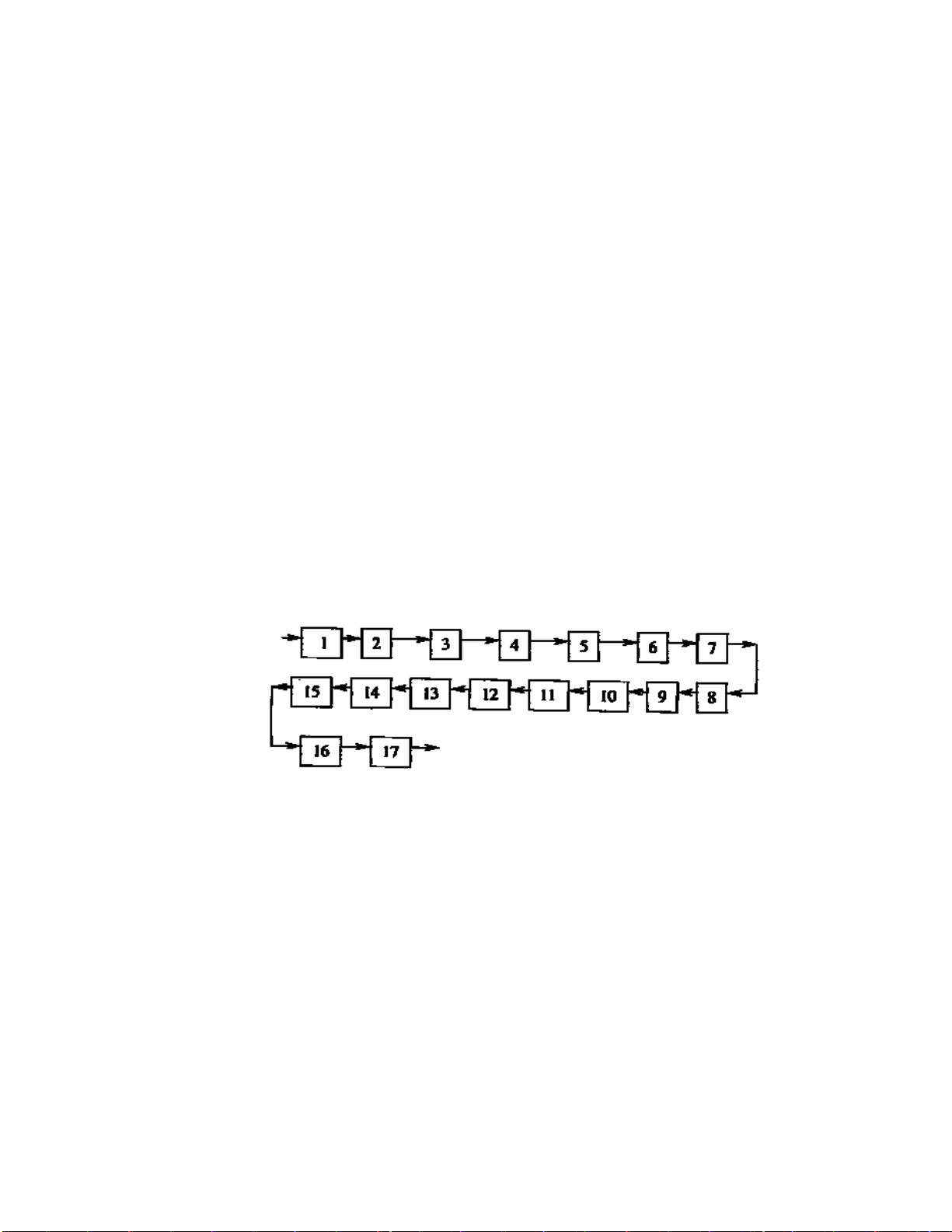
Hình 2.12. Sơ ồ hệ thống iều khiển hành trình
1- Cơ cấu chấp hành; 2- bộ dẫn ộng; 3 và 4 các khối iều khiển; 5 – Các phần tử iều khiển; 6
– Các cữ chặn; 7 – Chi tiết gia công.
Trên các dây chuyền tự ộng hệ thống iều khiển hành trình ược dùng ể iều khiển hành trình
của các máy tổ hợp ứng cạnh nhau, ể truyền lệnh từ máy này sang máy kia, các ầu dao, các bàn máy...
Ưu iểm: kết cấu ơn giản, giá thành không cao.
Nhược iểm: nhanh mòn và dễ bị phá hủy, ộ chính xác thấp.
Phạm vi sử dụng: Dùng ể tự ộng hóa các máy tiện, máy phay, máy rơvonve và các máy
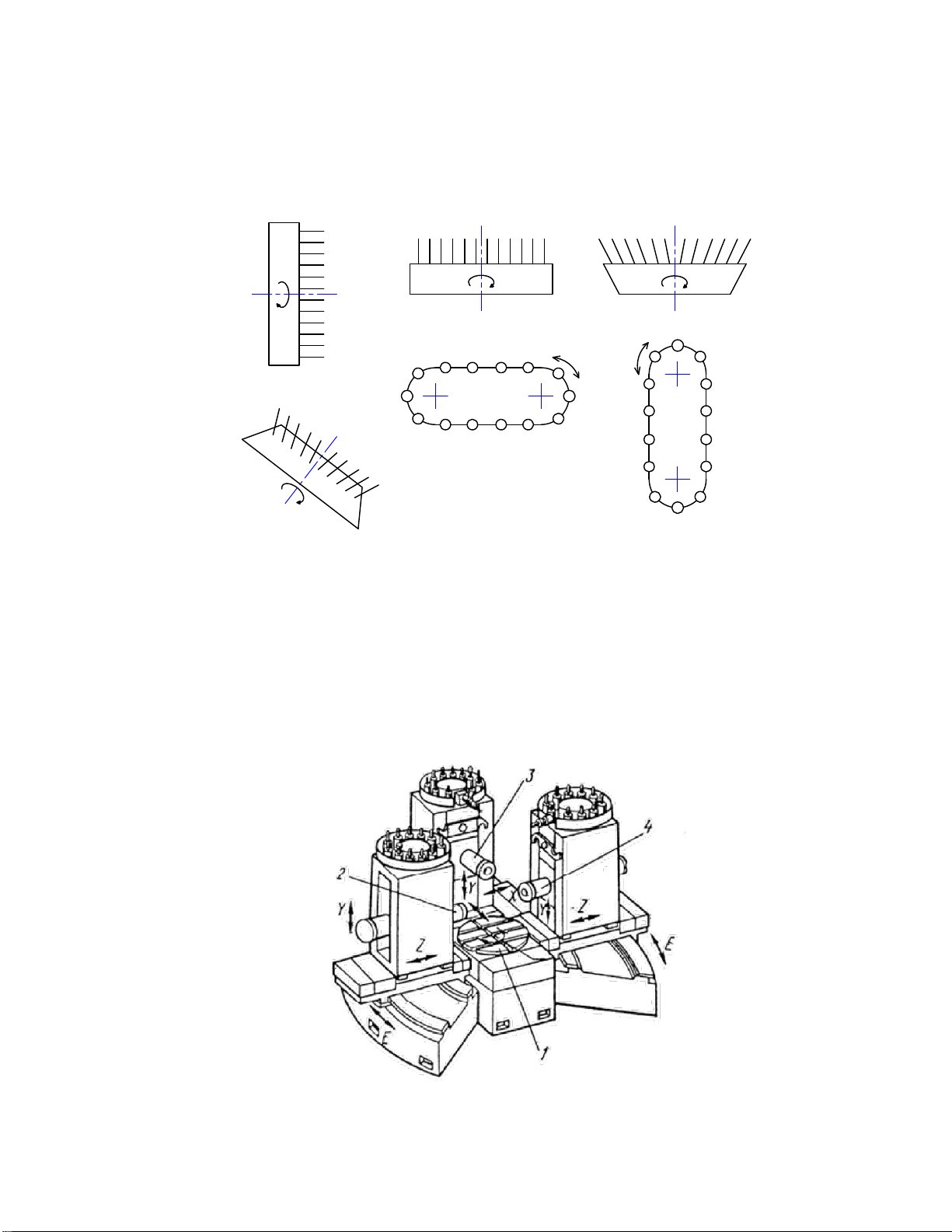
khác trong sản xuất hàng loạt lớn. b/ Hệ thống iều khiển bằng cam:
Hệ thống iều khiển bằng cam cung cấp thông tin trên profin của cam. Cơ sở của hệ thống
này là các cơ cấu cam kết hợp với các cơ cấu tay òn (hoặc không có tay òn).
Hệ thống cam thực hiện 2 chức năng ồng thời sau: - Cơ cấu sinh lực. - Cơ cấu iều khiển. lOMoARcPSD| 41967345
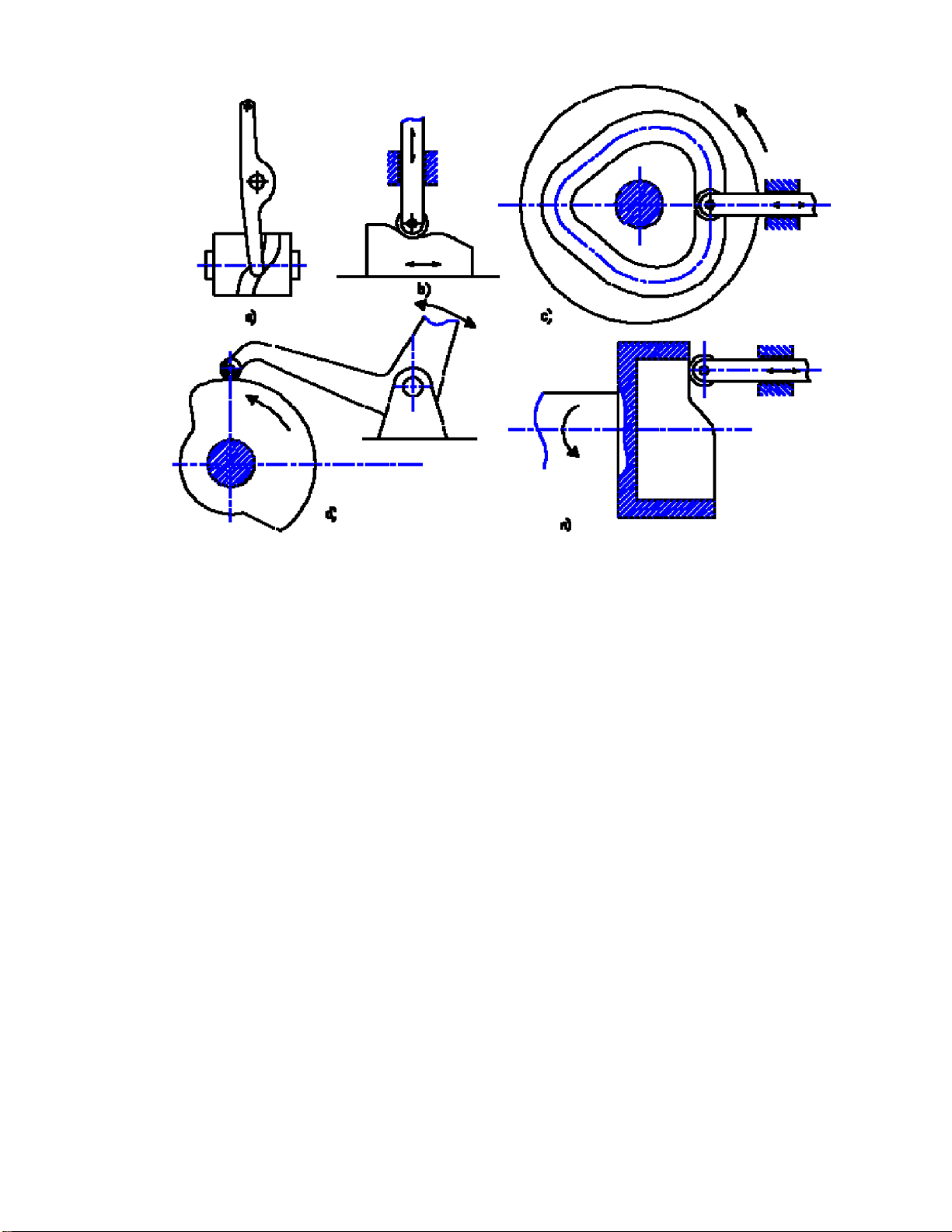
Hình 2.13. a-cam hình trụ; b–cam phẳng ; c–cam ĩa kín; d–cam ĩa hở; e–cam mặt ầu.
c/ Hệ thống iều khiển bằng dưỡng chép hình:
Tham khảo tài liệu [1]
2. Hệ thống iều khiển số.
Sử dụng hệ thống iều khiển số cho phép ạt ược các mục ích sau:
- Tự ộng hóa các thiết bị sản xuất với khả năng linh hoạt cao.
- Hiệu chỉnh chương trình gia công ơn giản và nhanh chóng khi ối tượng gia
công thay ổi về kết cấu.
- Tổ chức lập trình trung (trực tiếp hay gián tiếp thông qua cổng truyền thông).
- Các chương trình có thể ược lưu trữ và dùng lại.
- Có thể lập trình tự ộng bằng máy tính cho phép nâng cao năng suất và ộ chính xác gia công.
a/ Hệ thống iều khiển NC (Numerical Control).
Trong hệ iều khiển NC các thông số hình học của chi tiết gia công và các lệnh iều khiển
ược chuyển dưới dạng dãy các con số.
- Nguyên tắc làm việc: mở máy → ọc lệnh 1 và lệnh 2 → kết thúc ọc → máy
thực hiện lệnh 1 (lệnh 2 vẫn nằm trong bộ nhớ) → hoàn thành lệnh 1 → thực hiện
lệnh 2 (lấy ra từ bộ nhớ) ồng thời ọc lệnh 3 và lưu vào vị trí lệnh 2 trong bộ nhớ.
- Nhược iểm: năng suất thấp khi gia công cho cả loạt chi tiết thì phải ọc lại
tất cả các lệnh từ ầu. dễ gây ra phế phẩm do không tránh khỏi những sai sót của 29 lOMoARcPSD| 41967345
bộ tính toán trong hệ iều khiển. Cần rất nhiều lệnh chứa trong băng ục lỗ hoặc
băng từ lên khả năng bị treo (tràn bộ nhớ) thường xuyên xảy ra. Ngoài ra băng từ
hay băng ục lỗ sẽ nhanh chóng bị bẩn và mòn gây lỗi chương trình. b/ Hệ thống
iều khiển CNC (Computer Numerical Control).
- Đặc iểm chính của hệ thống này là có sự tham gia của máy vi tính. Hệ
thống iều khiển CNC cho phép thay ổi và hiệu chỉnh các chương trình gia công chi tiết và
chương trình hoạt ộng của bản thân nó.
- Hệ thống iều khiển CNC cho phép nạp chương trình vào bộ nhớ toàn bộ
một lúc hoặc nhập từng lệnh bằng tay từ bàn iều khiển. Các lệnh iều khiển không
chỉ ược viết cho từng chuyển ộng riêng lẻ mà còn cho nhiều chuyển ộng cùng lúc.
Điều này cho phép giảm số câu lệnh của chương trình → nâng cao ộ tin cậy và năng suất.
c/ Hệ thống iều khiển DNC (Direct Numerical Control).
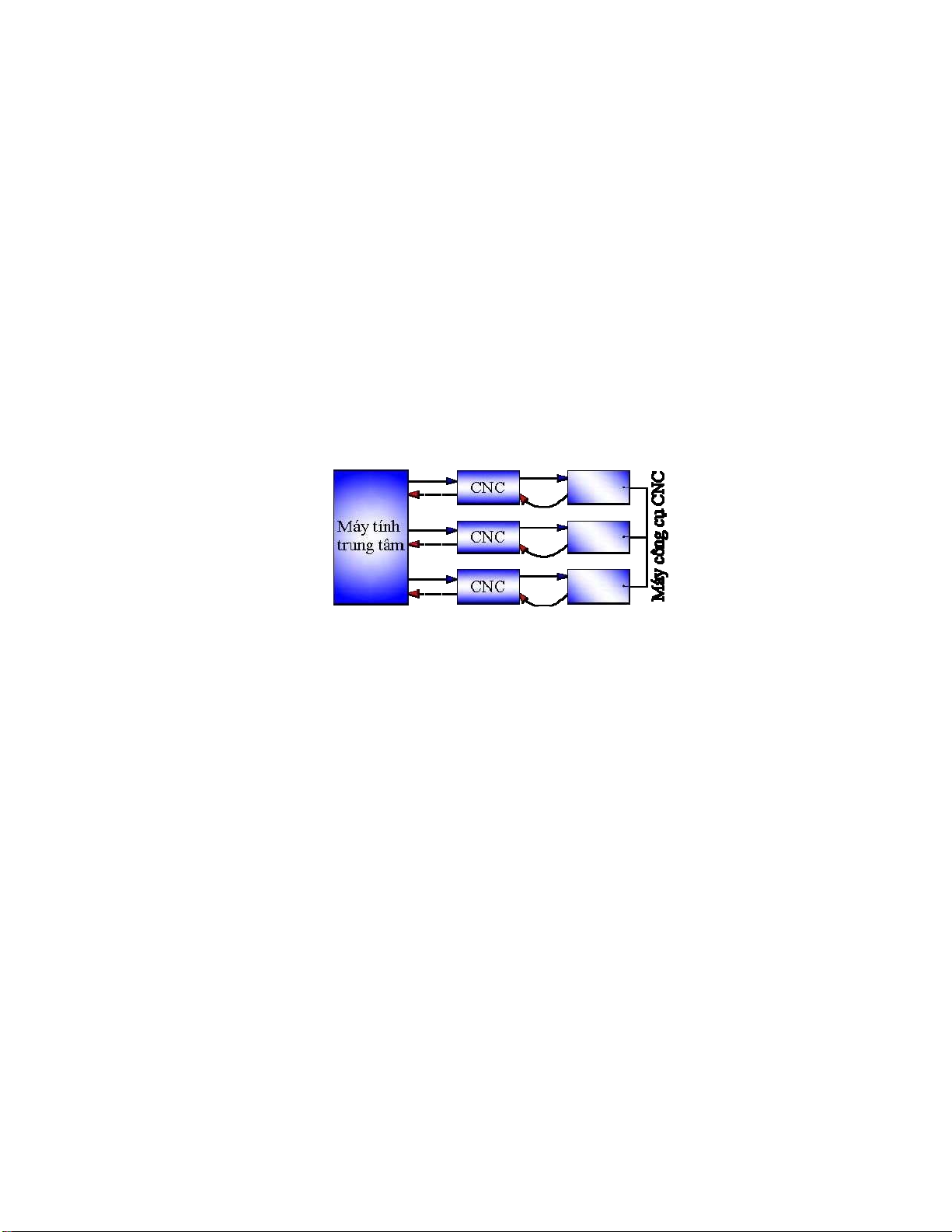
Hình 2.14. Nguyên lý của hệ thống iều khiển DNC
- Nhiều máy công cụ CNC ược kết nối với một máy tính trung tâm qua ường
dẫn dữ liệu. Mỗi máy CNC có hệ iều khiển CNC mà bộ tính toán của nó có nhiệm
vụ chọn lọc và phân phối các thông tin.
- Máy tính trung tâm có thể nhận ược những thông tin từ các bộ iều khiển
CNC ể hiệu chỉnh chương trình hoặc ọc những dữ liệu từ các máy công cụ CNC.
- Trong một số trường hợp máy tính óng vai trò chỉ ạo trong việc lựa chọn
những chi tiết gia công theo thứ tự ưu tiên ể phân chia cho các máy.
- Hệ thống DNC có ngân hàng dữ liệu trung tâm cho biết các thông tin của
chương trình gia công trên tất cả các máy công cụ.
- Có khả năng truyền dữ liệu nhanh và có khả năng nối ghép vào hệ thống gia công linh hoạt FMS.
3. Hệ thống iều khiển thích nghi.
Các máy CNC thông thường có chu kì gia công cố ịnh (cứng) ã ược xác ịnh ở phần tử
mang chương trình và như vậy mỗi lần gia công chi tiết khác, chu kì lại ược lặp lại như
cũ, không có sự thay ổi nào. Một chương trình iều khiển như vậy không ược hiệu chỉnh
khi có các yếu tố công nghệ thay ổi. lOMoARcPSD| 41967345
Hệ thống iều khiển thích ghi là hệ thống iều khiển có tính ến những tác ộng bên ngoài
của hệ thống công nghệ ể iều chỉnh chu kì gia công nhằm loại bỏ ảnh hưởng của những
yếu tố ó tới ộ chính xác gia công.
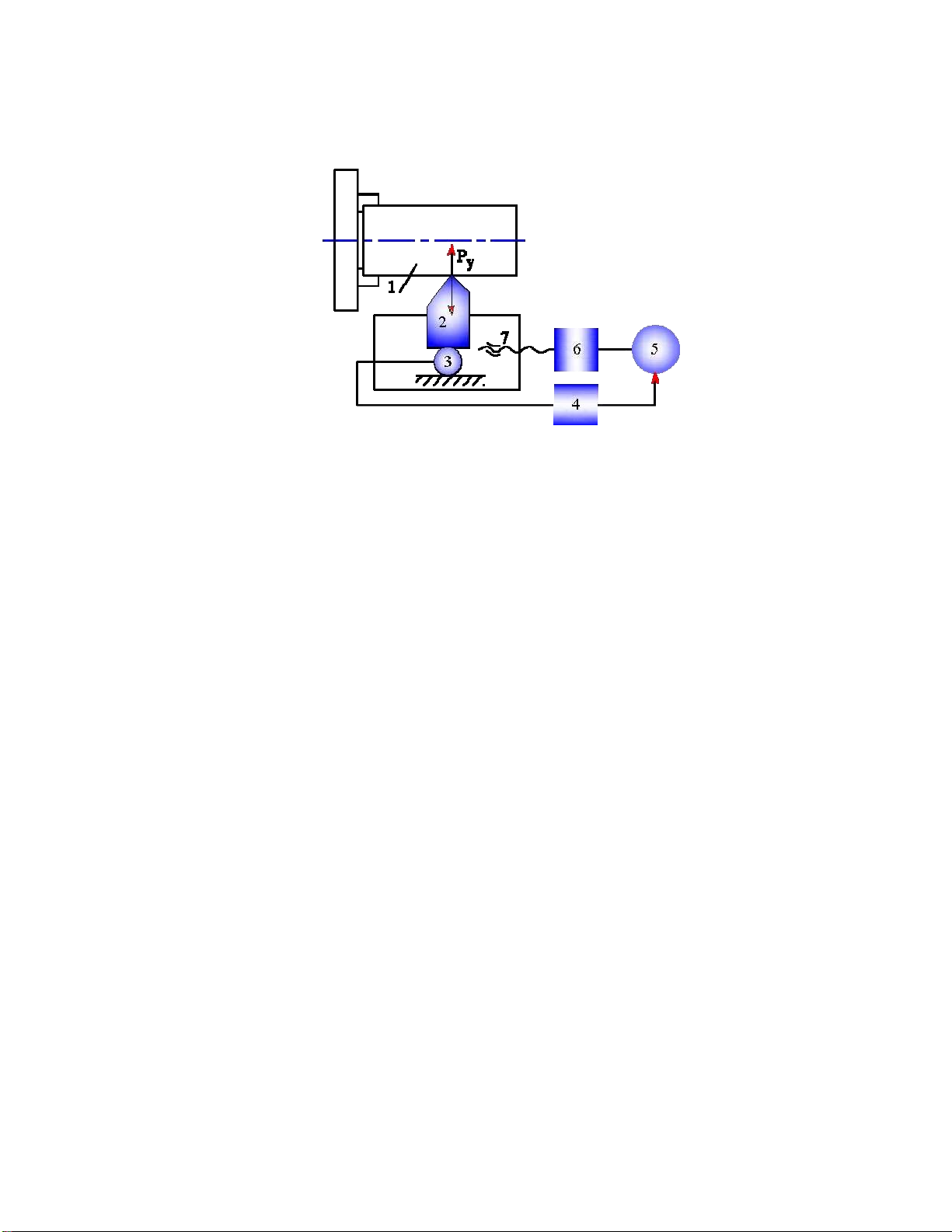
Hình 2.15. Sơ ồ iều khiển thích nghi (1 – Chi tiết gia công; 2 – Dụng cụ cắt;
3 – Đattric; 4 – Bộ biến ổi; 5,6,7 – Cơ cấu chạy dao).
B. NỘI DUNG THẢO LUẬN.
C. NGÂN HÀNG CÂU HỎI, BÀI TẬP.
CHƯƠNG III: TỰ ĐỘNG HÓA QUÁ TRÌNH CẤP PHÔI VÀ DỤNG CỤ
III.1. Mục tiêu, nhiệm vụ. 1. Mục tiêu: -
Giới thiệu về những cơ cấu và hệ thống cấp phôi tự ộng ược sử
dụng trong hệ thống sản xuất tự ộng. -
Giúp sinh viên hiểu ược tầm quan trọng của bộ phận cấp phôi trong
tự ộng hóa quá trình sản xuất cơ khí nói riêng. -
Sinh viên sẽ hiểu ược vai trò của cơ cấu cấp phôi rời cũng như nắm
ược một số nguyên tắc cơ bản của cơ cấu cấp phôi rời. -
Giới thiệu về những cơ cấu và hệ thống cấp phát dụng cụ tự ộng
ược sử dụng trong hệ thống sản xuất tự ộng.
2. Nhiệm vụ của sinh viên: -
Hiểu ược tầm quan trọng của cơ cấu cấp phôi. -
Biết ược thực tế là lượng phôi rời chiếm tỷ lệ lớn trong sản xuất cơ
khí, cho nên nghiên cứu cơ cấu cấp phôi rời là quan trọng. -
Hiểu ược nguyên lý hoạt ộng của các cơ cấu cấp phôi ược minh họa tren hình vẽ. 31 lOMoARcPSD| 41967345 -
Hiểu ược các phương pháp cấp phát và kẹp chặt dụng cụ tự ộng ược
giới thiệu trong chương này. -
Hiểu rõ nguyên lý hoạt ộng của một số cơ cấu thay thế dụng cụ tự
ộng ược giới thiệu trong giáo trình và trong bài giảng.
III.2. Quy ịnh hình thức học cho mỗi nội dung nhỏ. Nội dung Hình thức học
3.1. Tự ộng hóa quá trình cấp phôi. Thảo luận
3.2. Tự ộng hóa cấp phát và kẹp chặt dụng cụ. Giảng
III.3. Các nội dung cụ thể.
A. NỘI DUNG LÝ THUYẾT.
3.1. Tự ộng hóa quá trình cấp phôi.
3.1.1. Tự ộng hóa cấp phôi rời.
Cấp, vận chuyển và lưu giữ phôi tự ộng phải ược giải quyết trên cơ sở các quá trình gia
công cụ thể, trình ộ thiết bị và ộ chính xác yêu cầu. Quá trình cấp phôi phải ược thực hiện
nhanh, tin cậy. Trong thực tế phôi tồn tại dưới dạng như phôi cuộn, phôi thanh, phôi rời.
Theo thống kê có tới (70 ÷ 75)% lượng phôi là phôi rời. Vì vậy việc nghiên cứu phát triển
cơ cấu cấp phôi rời có ý nghĩa rất lớn về kinh tế - kỹ thuật. Các cơ cấu cấp phôi rời có một
số kiểu chính như kiểu phễu, kiểu ổ chứa và kiểu phễu - ổ chứa.
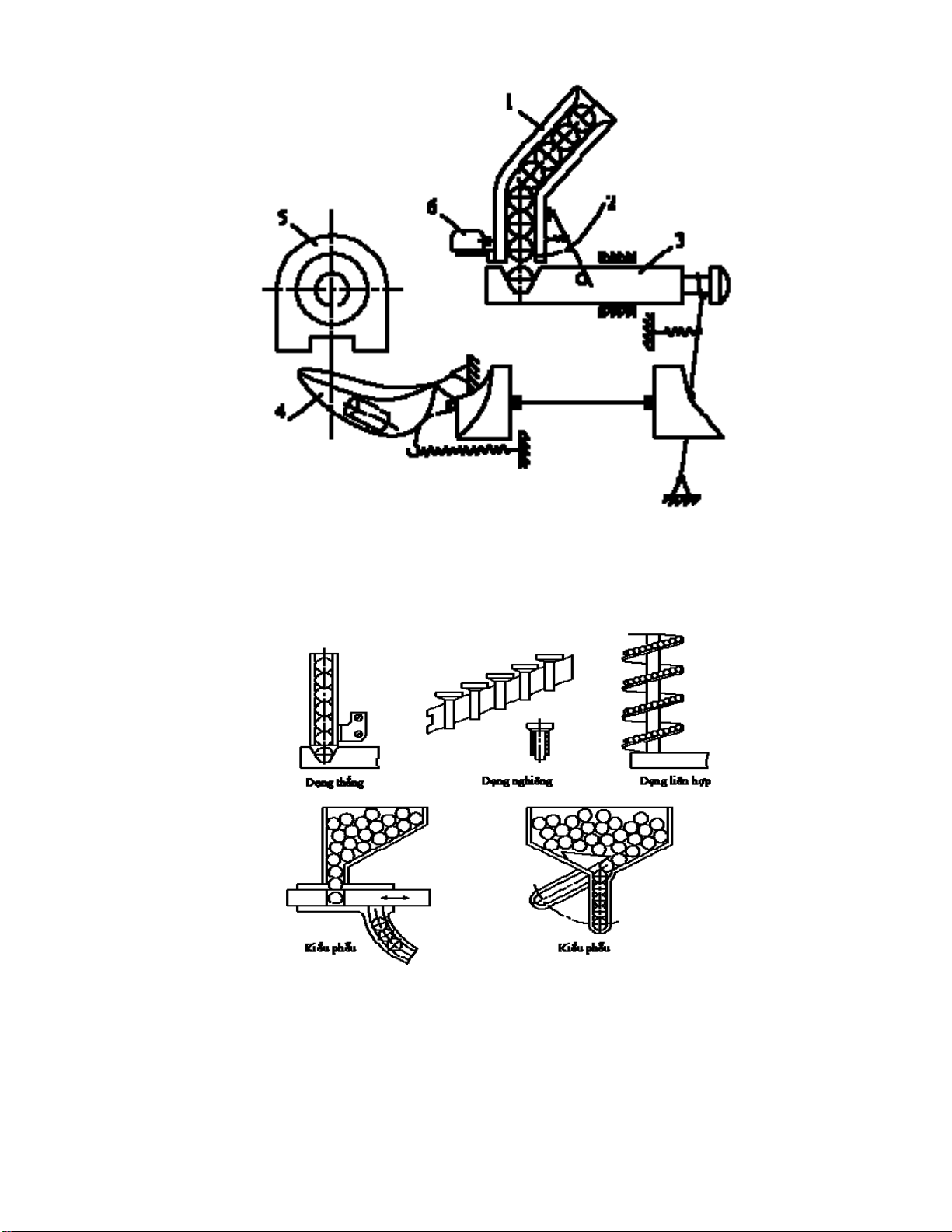
1. Cơ cấu cấp phôi kiểu phễu và ổ chứa.
a. Cơ cấu cấp phôi kiểu phễu.
Hình 3.1. Sơ ồ cơ cấu cấp phôi kiểu phễu iển hình.
Hình dáng của phễu phụ thuộc vào hình dáng phôi và phương pháp cặp phôi. Thể
tích phễu ược tính theo công thức sau: V Tct . V = ph (3.1) t K. v Trong ó:
- Vct là thể tích của một phôi (cm3).
- T là thời gian làm việc liên tục của cơ cấu cấp phôi theo phương pháp cấp một lần ban ầu. lOMoARcPSD| 41967345
- t là thời gian gia công một chi tiết.
- Kv là hệ số sử dụng thể tích.
Với các chi tiết dạng bi cầu, ai ốc, vòng ệm, phôi hình trụ và côn, hệ số Kv nằm trong
khoảng từ 0,5 (với chi tiết có chiều dài l >>d) tới 0,65 (với chi tiết có l < d).
Tại cửa ra của phễu, phôi có thể bị kẹt lại thành ống, ảnh hưởng ến nhịp ộ làm việc
của cơ cấu cấp phôi. Điều này càng dễ xảy ra ối với các chi tiết có l/d > 4 hoặc có hình
dáng phức tạp. Bằng cách thiết kế hình dáng phễu hợp lý, sử dụng các cơ cấu xáo trộn, cắt
dòng... có thể loại bỏ ược hiện tượng ó.
Một trong các cơ cấu chấp hành của cơ cấu cấp phôi kiểu phễu là bộ móc phôi.
Bộ móc phôi thường có dạng móc, vấu, khe hở trên ĩa cấp, túi chứa, ống...Số bộ móc phôi
và hình dáng của nó phụ thuộc vào năng suất cấp phôi yêu cầu và hình dáng của phôi ban
ầu. Năng suất của cơ cấu cấp phôi kiểu phễu ược tính theo công thức sau: Q = z.n.q.Km (3.2) Trong ó: z – số bộ móc phôi.
n – số vòng quay hoặc số chuyển ộng khứ hồi trong một ơn vị thời gian.
q – số phôi nằm trên một móc ồng thời. Km – hệ số móc phôi.
Đặc tính kĩ thuật của một số loại cơ cấu cấp phôi kiểu phễu tham khảo bảng 4.1, 4.2, 4.3, 4.4 - [1].
b. Cơ cấu cấp phôi kiểu ổ chứa.
Cơ cấu cấp phôi kiểu ổ chứa thường thực hiện ịnh hướng và gá ặt sơ bộ chi tiết
trước sau ó ưa nó vào vùng gia công. 33 lOMoARcPSD| 41967345
Hình 3.2. Cơ cấu cấp phôi kiểu ổ chứa iển hình
1 - Ống cấp phôi; 2 – Bộ ngắt dòng ; 3 – Cơ cấu cấp phôi ; 4 – Đồ gá dẫn ; 5
– Cơ cấu kẹp chặt ; 6 – Cơ cấu cách ly.
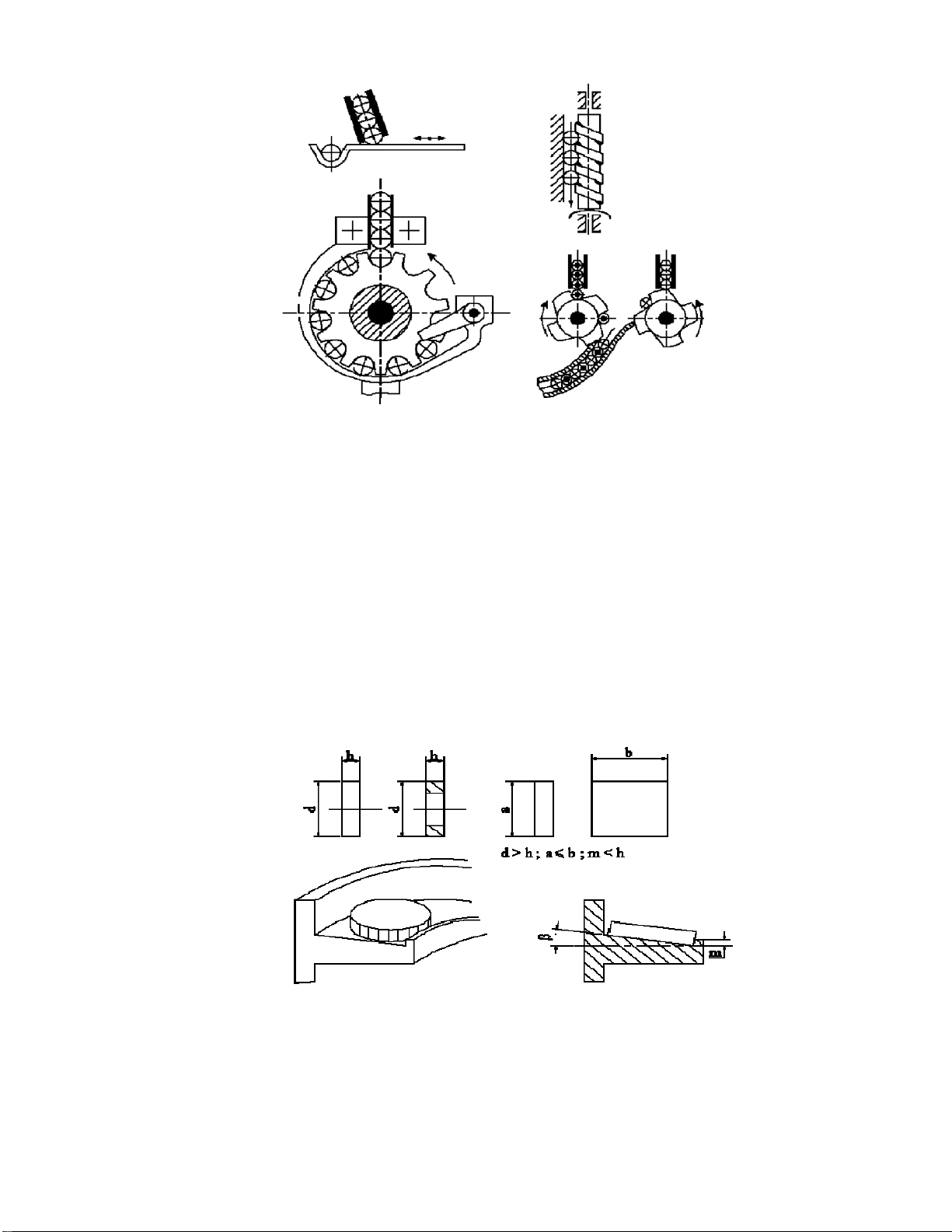
Hình 3.3 Một số kiểu cơ cấu cấp phôi dựa trên nguyên lý ứng dụng trọng lực.
Các bộ ngắt dòng phôi có tác dụng tách từng phôi hoặc một nhóm phôi ra khỏi dòng
phôi. Các cơ cấu có chuyển ộng tịnh tiến khứ hồi và chuyển ộng lắc sử dụng khi năng suất
yêu cầu khoảng 50 ÷ 70 phôi/phút. Còn các cơ cấu có chuyển ộng quay liên tục cho năng
suất cao hơn và ít bị hỏng hóc hơn do quá trình làm việc êm hơn. lOMoARcPSD| 41967345
Hình 3.4. Các bộ ngắt dòng phôi chuyển ộng tịnh tiến và chuyển ộng quay.
2. Cơ cấu cấp phôi rung ộng.
Với các phôi rời thì nhóm các cơ cấu cấp phôi rung ộng rất quan trọng, việc dịch
chuyển phôi ược thực hiện nhờ lực quán tính và ma sát xuất hiện khi máng dẫn phôi có
chuyển ộng rung. Dẫn ộng của các cơ cấu này có thể là các ầu rung iện từ, lệch tâm, khí
nén hoặc thủy lực. Thông dụng nhất là các ầu rung iện từ nó cho phép iều chỉnh vô cấp năng suất cấp phôi.
Trong các cơ cấu cấp phôi rung ộng, chi tiết ược ịnh hướng khi dịch chuyển trong máng rung. -
Khi cấp phôi dạng ĩa, vòng, tấm vuông hoặc chữ nhật theo phương
pháp cấp một lớp máng dẫn ược chế tạo nghiêng về phía tâm của phễu một góc
β = 3 ÷ 50, chiều cao gờ m nhỏ hơn chiều cao phôi h. (hình 3.5).
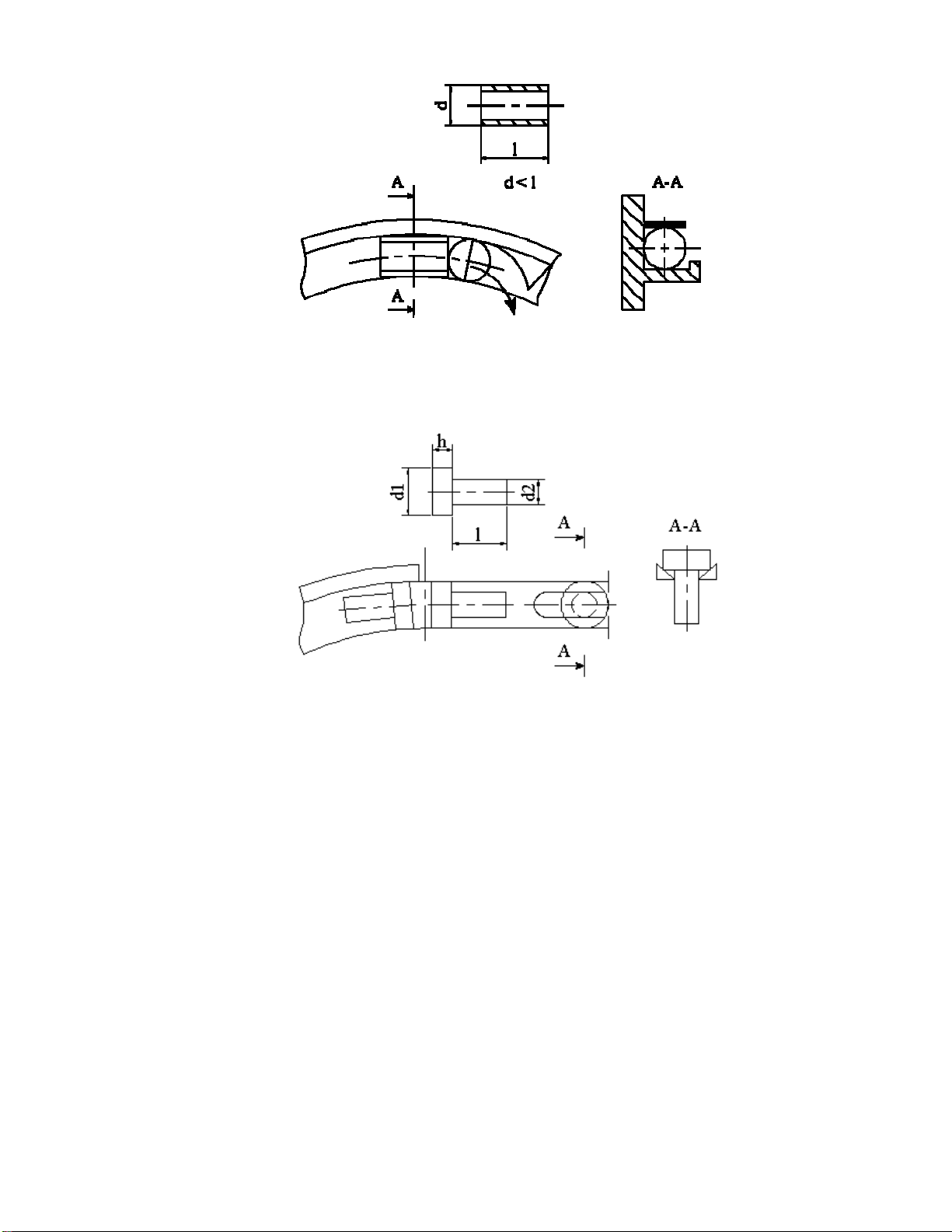
Hình 3.5. Các phương pháp ịnh hướng phôi. -
Các con lăn có hình dáng khác nhau, các loại ống có d < l ược hất
vào phễu nhờ các tấm chắn chuyên dùng. (hình 3.6). 35 lOMoARcPSD| 41967345
Hình 3.6. Các phương pháp ịnh hướng phôi. -
Các chi tiết có mũ bậc có thể ịnh hướng nhờ các khe thoát. (hình 3.7)
Hình 3.7. Các phương pháp ịnh hướng phôi.
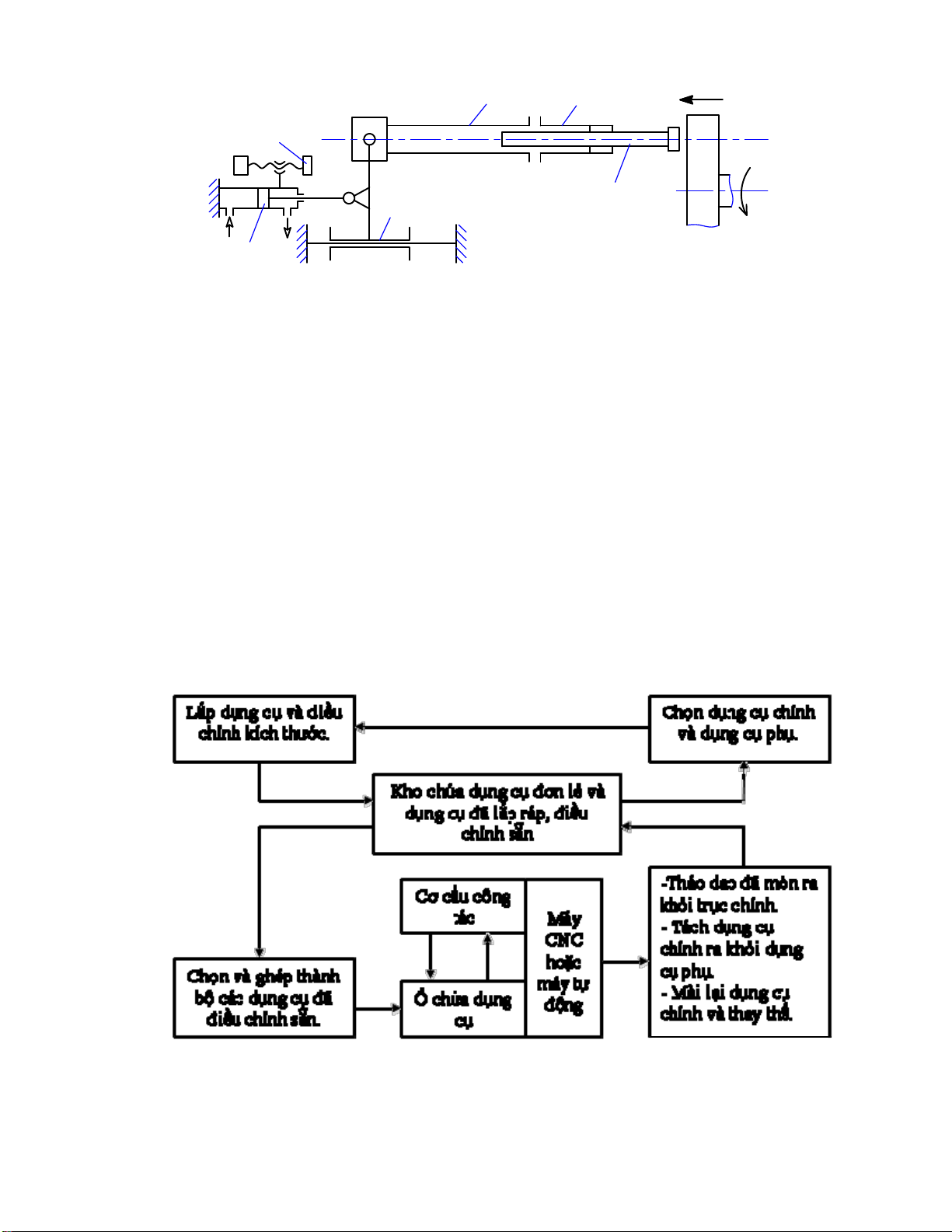
3.1.2. Cấp và kẹp phôi thanh trên các máy tự ộng.
Để cấp và kẹp phôi thanh trên các máy tự ộng, người ta sử dụng các chấu kẹp àn hồi
chuyên dùng. Trong thực tế tồn tại một số phương pháp cấp phôi thanh sau: 1)
Cấp phôi qua lỗ trục chính bằng các chấu kẹp àn hồi, chấu kẹp àn
hồi chêm và chấu chêm, cơ cấu ẩy nhờ trọng lực (quả nâng, xilanh thủy khí);
con lăn ma sát phía sau trục chính; nhờ trọng lượng bản thân phôi gia công khi
ặt nằm nghiên hoặc thẳng ứng. 2)
Cấp phôi bên ngoài trục chính nhờ tay máy, mâm cặp kéo dài; bàn
dao có dịch chuyển dọc.
Thông dụng nhất là cơ cấu cấp phôi dạng chấu kẹp àn hồi (hình 3.8) lOMoARcPSD| 41967345 3 4 6 1 2 5
Hình 3.8. Cơ cấu cấp phôi nhờ dẫn ộng thủy lực hoặc khí nén
1– Phôi thanh; 2– Bàn trượt; 3- Ống cấp; 4– Chấu cấp; 5– pittông; 6- cữ chặn
3.2. Tự ộng hóa cấp phát và kẹp chặt dụng cụ.
3.2.1. Phân loại các cơ cấu cấp phát và kẹp chặt dụng cụ tự ộng.
Thông thường, quá trình gia công các chi tiết ược thực hiện tuần tự bằng nhiều dụng cụ
khác nhau. Do ó, trên các thiết bị tự ộng hóa, yêu cầu một bộ dụng cụ tương ứng ã ược
lắp ặt và iều chỉnh sẵn trong các ài gá dao hoặc chuôi côn chuyên dùng. Việc gá ặt dụng
cụ cắt vào cơ cấu công tác của máy (trục chính hoặc ài gá dao), kẹp chặt và lấy chúng ra
khi bị mòn có thể thực hiện bằng tay hoặc tự ộng.
Khi gá ặt dụng cụ bằng tay, quá trình iều chỉnh và lắp ặt dụng cụ phụ như chuôi côn, ài
dao, bạc trung gian, mâm cặp ược tiến hành trực tiếp trên máy. Còn khi thay dụng cụ bằng
phương pháp tự ộng, việc diều chỉnh và lắp ặt dụng cụ với dụng cụ phụ ược tiến hành bên
ngoài nhờ các dụng cụ chuyên dùng. Phương pháp này ược dùng phổ biến trên các máy
iều khiển số (CNC), nó bao gồm các giai oạn chính như trên hình 3.9 với các công việc chính sau ây:
Hình 3.9. Sơ ồ sử dụng dụng cụ cắt bằng phương pháp thay thế tự ộng. -
Ghép bộ và lắp ráp dụng cụ cắt lấy từ kho ra với dụng cụ phụ.
- Điều chỉnh kích thước của nó trên cac dụng cụ chuyên dùng.
- Nhập kho các bộ dụng cụ ã lắp và iều chỉnh. 37 lOMoARcPSD| 41967345
- Chọn lựa các dụng cụ ã lắp và iều chỉnh trong kho, ghép thành bộ ể ưa vào ổ chứa dụng cụ.
- Chọn dụng cụ phù hợp, thay thế và kẹp chặt chúng tự ộng.
- Tháo kẹp dụng cụ và ưa nó về ổ dao.
- Đưa dụng dụng cụ về kho sau khi gia công xong cả loạt chi tiết hoặc tháo dỡ ể mài lại.
Quá trình chọn dụng cụ phù hợp trong ổ chứa ể gia công, gá ặt và kẹp chặt tự ộng, tháo
dụng cụ khỏi cơ cấu công tác và ưa về ổ chứa ược thực hiện nhờ hệ thống cấp phát và kẹp
chặt dụng cụ tự ộng (CPDCTĐ).
* Hệ thống CPDCTĐ bao gồm các bộ phận cơ bản sau:
- Ổ dụng cụ ể chứa dụng cụ: Máy tiện NC thường có 1 ến 3 ầu rơvônve.
- Cơ cấu chọn dụng cụ cần thiết từ ổ dụng cụ ể chuẩn bị thay thế.
- Tay máy ể thay thế dụng cụ (có hoặc không).
- Cơ cấu kẹp chuôi côn hoặc ài gá dao trong cơ cấu công tác.
* Một số yêu cầu ối với cơ cấu CPDCTĐ:
- Ổ chứa phải có dung lượng ủ lớn.
- Dụng cụ phải ược giữ trong ổ với ộ tin cậy cao.
- Thời gian thay thế dụng cụ là ít nhất.
- Dụng cụ phải ược giữ chặt trong tay máy khi thay thế tự ộng.
- Chuôi dao và ài gá dao phải ược ịnh vị chính xác vào vị trí công tác.
- Khoảng cách giữa ổ dụng cụ tới vị trí công tác là ngắn nhất.
- Hệ thống CPDCTĐ phải ược thiết kế và bố trí sao cho nó không chạm vào phôi
khi thay thế dụng cụ tự ộng.
- Hệ thống CPDCTĐ phải có ộ tin cậy làm việc cao.
- Tránh làm bẩn các bề mặt lắp ráp của chuôi và ài gá dụng cụ.
- Sử dụng, bảo dưỡng tiện lợi, áp ứng yêu cầu an toàn.
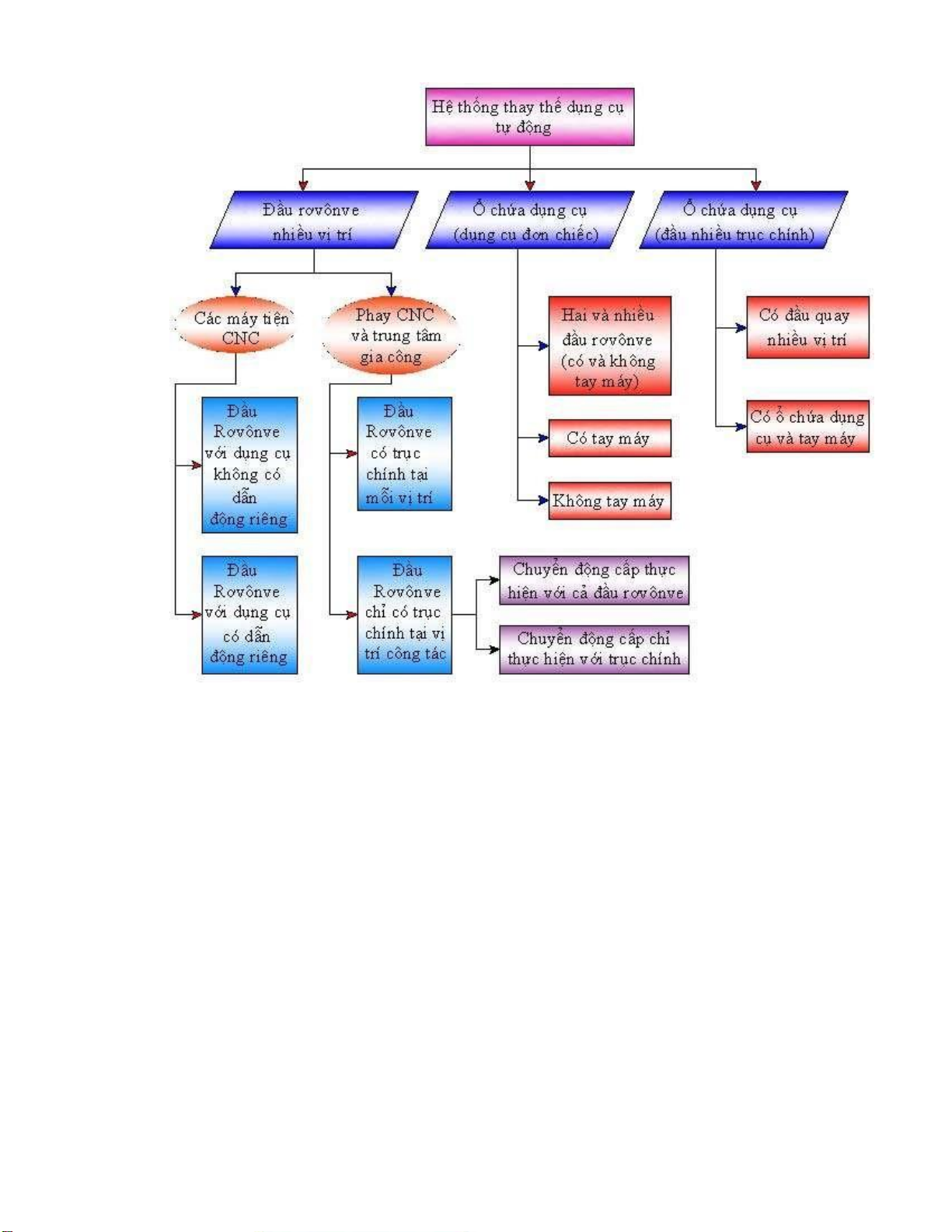
Trên hình 3.10 là sơ ồ phân loại hệ thống thay thế dụng cụ tự ộng trên các máy CNC và trung tâm gia công. lOMoARcPSD| 41967345
Hình 3.10. Sơ ồ phân loại hệ thống thay thế dụng cụ tự ộng. Phương
pháp lưu giữ dụng cụ trên máy phụ thuộc vào kết cấu của ổ chứa, phương pháp chọn,
thay thế và kẹp chặt chuôi côn hoặc ài gá dao trên vị trí công tác.
3.2.2. Yêu cầu và ặc tính của dụng cụ trong các quá trình sản xuất tự ộng hóa.
- Có tuổi bền cao, ược iều chỉnh tới kích thước sơ bộ bên ngoài máy.
- Lắp ặt và iều chỉnh nhanh khi thay thế chi tiết gia công.
- Có ộ chính xác cao khi gá vào vị trí công tác.
- Có tính vạn năng cao khi gia công các chi tiết khác nhau trên các máy khác nhau.
- Kết cấu có tính công nghệ cao. 39 lOMoARcPSD| 41967345
Hình 3.12. Sơ ồ gia công lỗ.
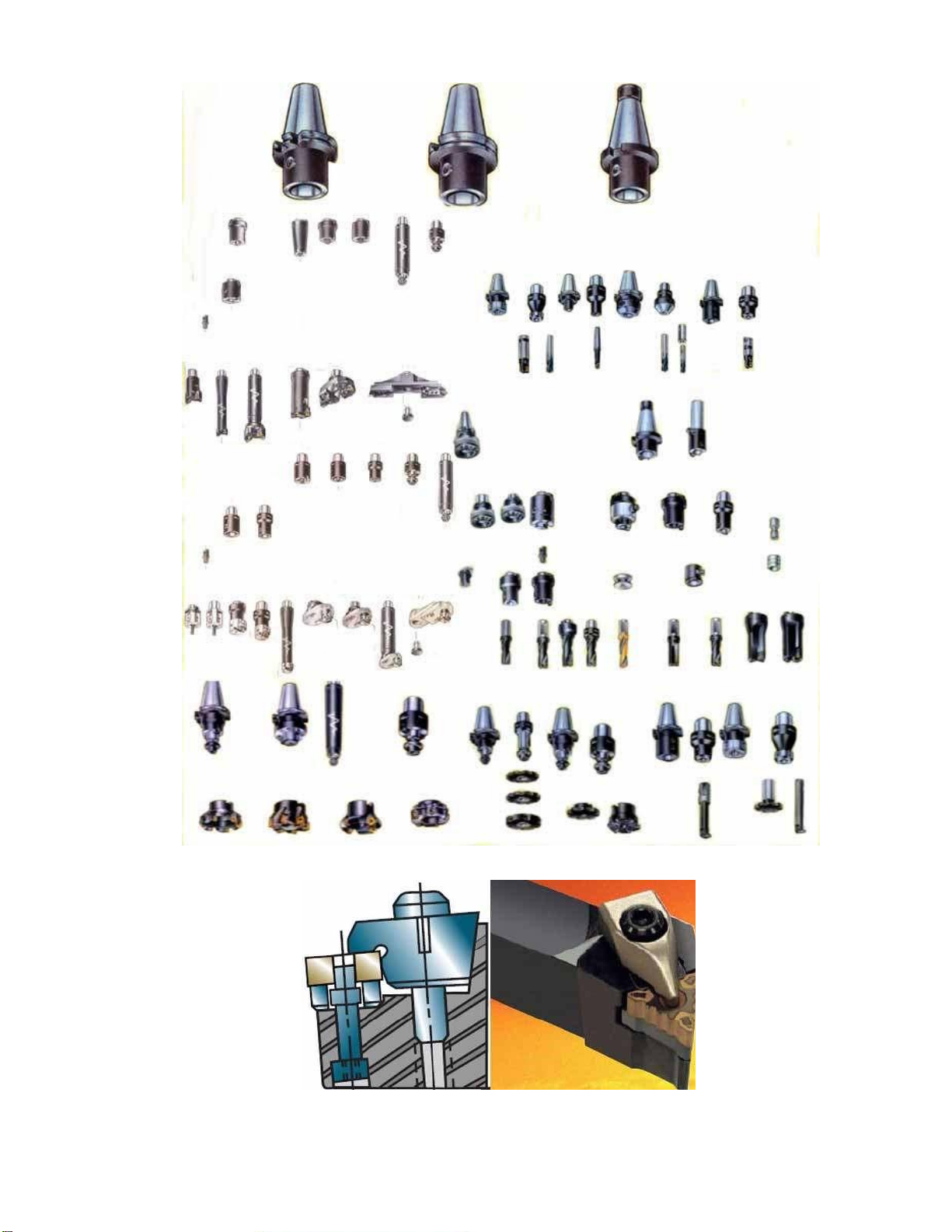
Hình 3.13. Kết cấu mũi khoan lỗ ngắn của hãng SANDVIK – THỤY ĐIỂN *
Hệ thống dụng cụ phụ.
Dụng cụ cắt ược kẹp vào trục chính hoặc trên ài dao nhờ dụng cụ phụ có kết cấu
rất a dạng như thân dao, bạc, mâm cặp, ài gá… Cơ cấu kẹp chặt dụng cụ phụ sẽ quyết
ịnh kết cấu và bề mặt chuẩn của nó. Kết cấu các bề mặt này ã ược thống nhất hóa và sử
dụng cho nhiều loại máy.
* Yêu cầu ối với dụng cụ phụ:
- Số lượng chủng loại và giá thành phải hợp lý.
- Đảm bảo gá ặt chính xác, có dộ cứng vững và khả năng chống rung khi làm việc với cường ộ cao.
- Có khả năng iều chỉnh dụng cụ cắt nếu cần.
- Phục vụ thuận lợi, tác ộng nhanh, kết cấu ơn giản.
- Trọng lượng không ược quá lớn.
- Các bề mặt lắp ráp phải ược chế tạo chính xác (mặt côn, ế dao...). lOMoARcPSD| 41967345
Hình 3.14. Một số dụng cụ phụ - Sandvik Coromant (Thụy Điển)
Hình 3.15. Dụng cụ phụ cho dao tiện.
3.2.3. Điều chỉnh vị trí của dụng cụ cắt trên trục gá và ế dao. 41 lOMoARcPSD| 41967345
Khi thay thế dụng cụ tự ộng, ộ chính xác gia công phụ thuộc nhiều vào ộ chính xác iều
chỉnh kích thước và vị trí ban ầu của dụng cụ so với chi tiết gia công. Quá trình iều chỉnh
kích thước có thể thực hiện bằng hai phương pháp: bên ngoài máy, bằng các dụng cụ
chuyên dùng và trực tiếp trên máy nhờ các ầu dò. Phương pháp thứ hai cho ộ chính xác
cao hơn. Các ầu dò có thể ặt trên bàn máy hoặc thanh treo chuyên dùng trên ụ trục chính.
3.2.4. Cơ cấu chứa, thay thế và vận chuyển dụng cụ tự ộng trên vị trí công tác.
Trên một số máy phay CNC và trung tâm gia công khi số lượng dụng cụ không
quá lớn, người ta sử dụng các ổ chứa dạng ầu rơvônve (dạng tang trống, dạng hình sao,
dạng hình côn, dạng xích tải, dạng thẳng…).
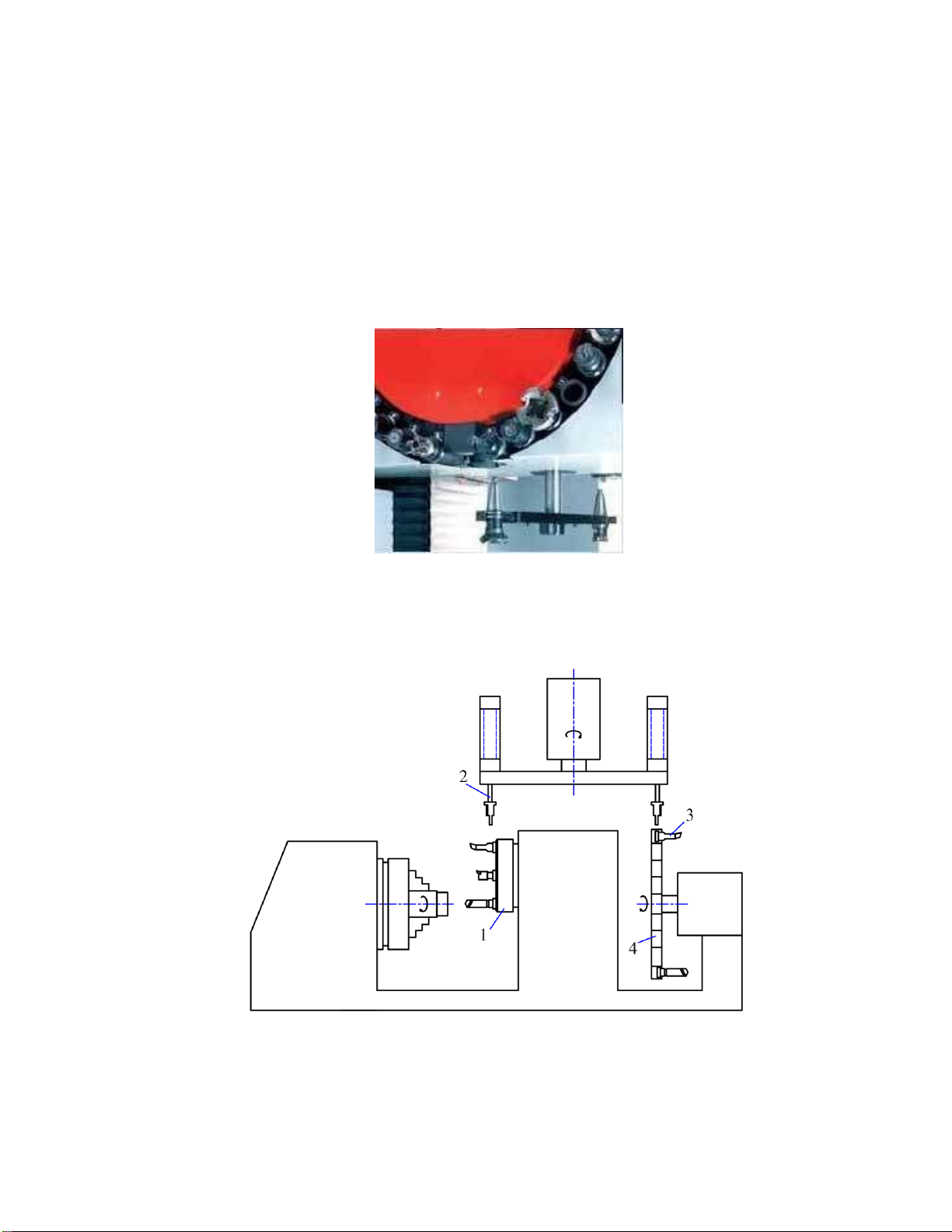
Hình 3.16. Ổ chứa dụng cụ hình tang trống.
Ngoài ra nó cho phép ơn giản hóa quá trình thay thế, iều chỉnh và sử dụng robot ể thay
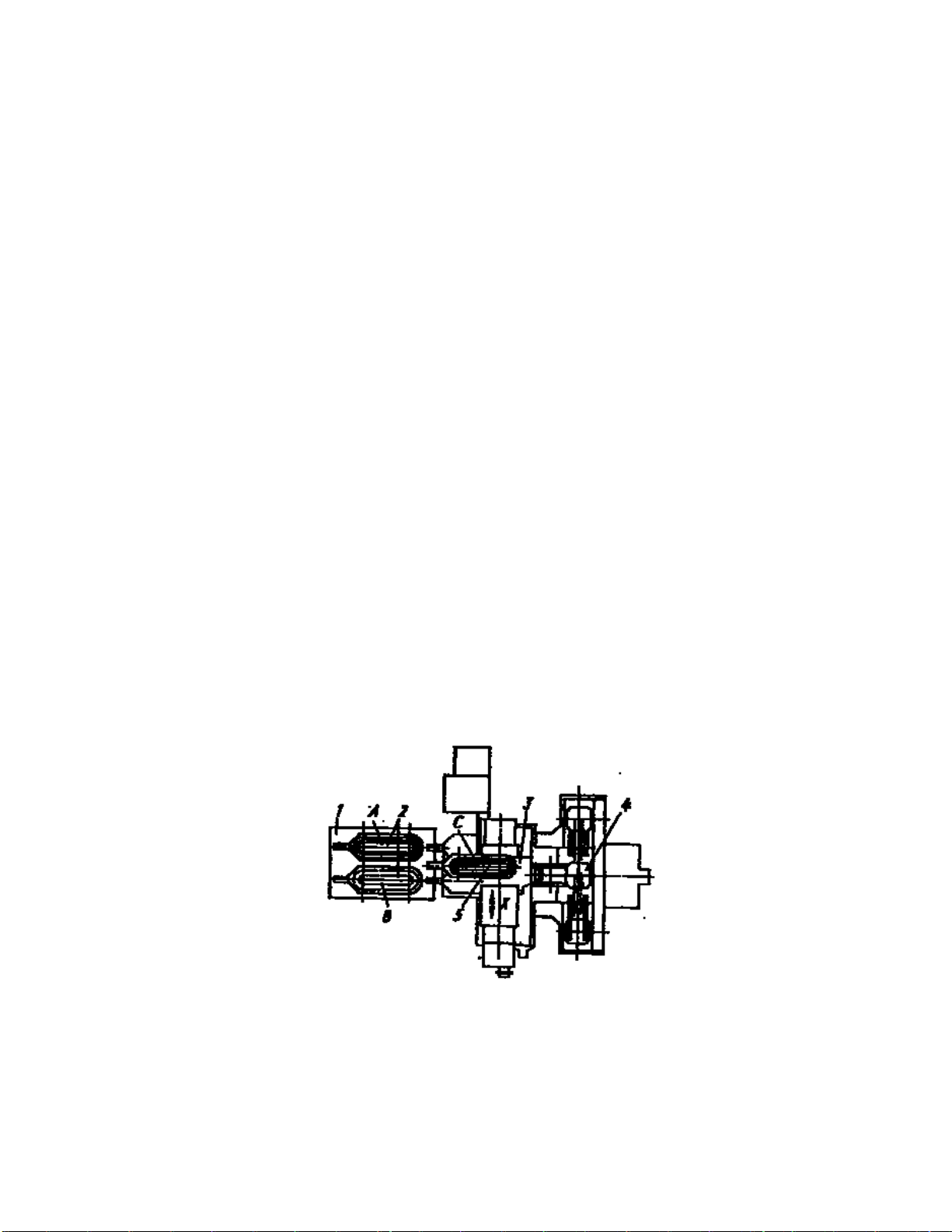
thế tự ộng dụng cụ. Hình 3.17 là sơ ồ thay thế tự ộng ầu dao 3 ặt trong ầu rơvônve 1 và ổ
cấp 4 nhờ robot 2 của hãng Sandvik Coromant.
Hình 3.17. Sơ ồ thay thế ầu dao tự ộng bằng robot.
Ổ chứa dụng cụ cần áp ứng một số yêu cầu sau: - Dung tích ủ lớn.
- Kết cấu ơn giản, gọn. lOMoARcPSD| 41967345
- Không nên có dung tích quá lớn, làm cho giá thành của ổ chứa cao và diện tích sử dụng yêu cầu lớn.
- Phải ặt tại vị trí sao cho không cản trở quá trình gia công, gá ặt và tháo chi tiết,
chuyển ộng của các cơ cấu công tác, tránh ược phoi và các tạp phế khác. - Thay
thế dụng cụ phải an toàn và dễ dàng, nhất là các dụng cụ có kích thước và trọng lượng lớn.
- Chuyển ộng cấp dụng cụ vào vị trí chờ ợi phải nhanh và thực hiện khi các bước gia công ang làm việc.
- Kết cấu và chế ộ làm việc của ổ chứa không làm ảnh hưởng ến các thông số của
máy như ộ cứng vững, rung ộng, ộ chính xác...
1. Chứa và vận chuyển dụng cụ bằng ầu rơvônve.
Đầu rơvônve có thể ặt thẳng ứng, nằm ngang hoặc nghiêng. Thay dụng cụ ược thực
hiện nhờ quay ầu rơvônve tới vị trí yêu cầu rồi cố ịnh nó lại. Đầu rơvônve khác với các ổ
chứa dụng cụ khác. Nó chính là cơ cấu công tác tiếp nhận trực tiếp lực cắt của máy. Do ó,
nó có ộ bền, ộ cứng vững và ộ chính xác vị trí rất cao. Các dụng cụ ể gia công mặt ngoài
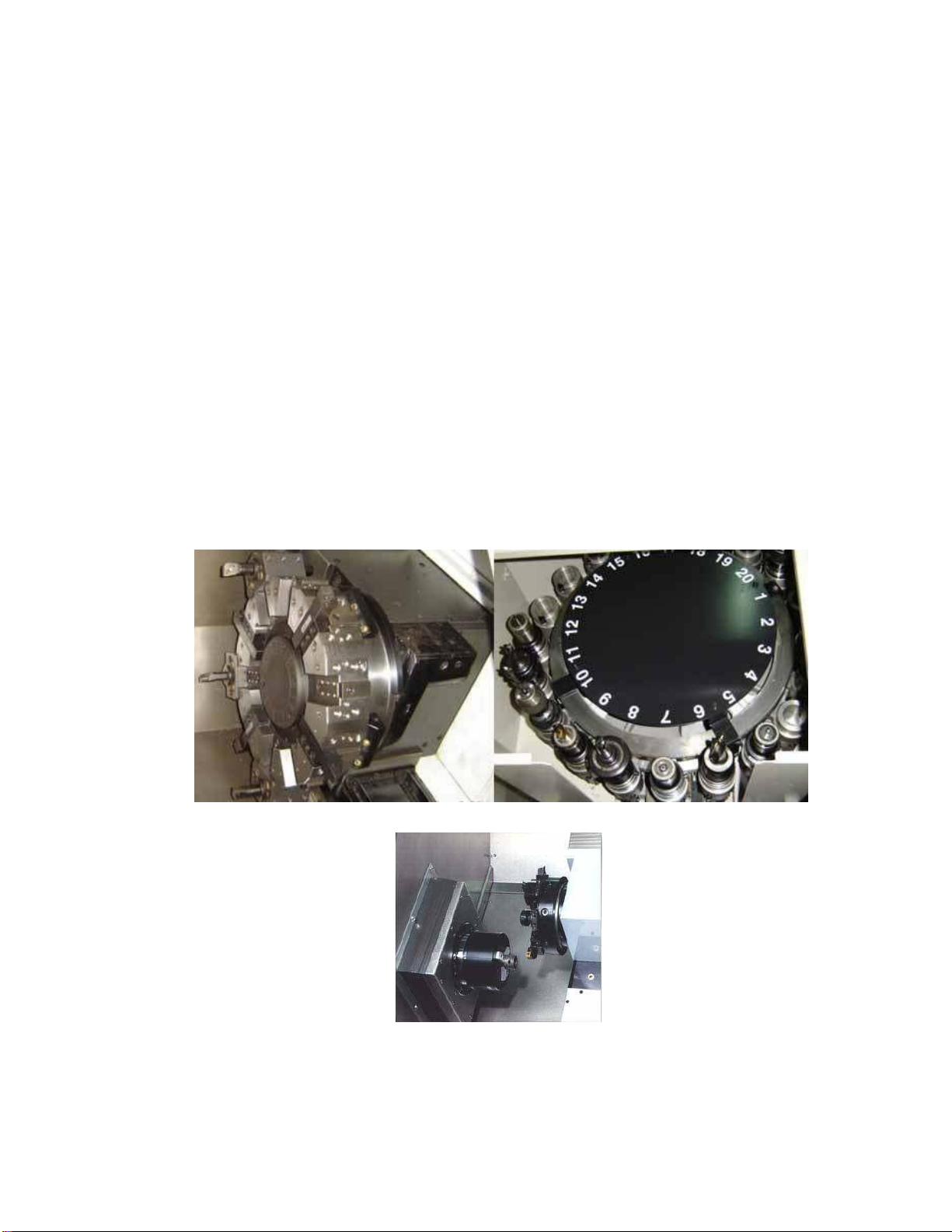
và trong trên ầu rơvônve không ược cản trở nhau. Một số kiểu ầu rơvônve thường gặp trên các máy CNC. a/ b/ c/
Hình 3.18. Một số kiểu ầu rơvônve trên máy CNC.
Trên các máy tiện CNC có thể gia công nhiều loại bề mặt khác nhau như các mặt trụ trong,
ngoài; phay các mặt cạnh, rãnh then, các lỗ... Để thực hiện ược iều này, các ầu rơvônve 43 lOMoARcPSD| 41967345
cần ược trang bị các dụng cụ có chuyển ộng quay như mũi khoan, dao phay, dao doa...
Dẫn ộng quay cho các dụng cụ này thường thực hiện nhờ một ộng cơ riêng gá trong ầu rơvônve.
2. Lưu giữ và vận chuyển dụng cụ trong ổ chứa.
Các phương án cấu trúc của các ổ chứa dụng cụ ược trình bày trên hình 3.19 b) c) a) e) d) f)
Hình 3.19. Các phương án cấu trúc của ổ chứa.
Các ổ chứa tang trống (hình 3.19.a.b) có sức chứa từ 12 ÷ 40 dụng cụ rất thông dụng.
Chúng có kết cấu gọn, dễ gá trên trụ ứng hoặc trực tiếp trên ụ trục chính của máy. Trường
hợp này cho phép giảm thời gian thay dao, nhưng lại làm tăng trọng lượng của khối di ộng.
Các ổ chứa hình côn (hình 3.19.c.d) cho phép thay dao dễ dàng. Các ổ chứa dạng
xích tải (hình 3.19.e.f) ược sử dụng khi số dụng cụ cần chứa lớn (tới 140 dụng cụ).
Hình 3.20. Máy tổ hợp CNC ba trụ ứng có ba ổ chứa dạng ĩa.
3. Thay thế và kẹp chặt dụng cụ tự ộng trong cơ cấu công tác. lOMoARcPSD| 41967345
Thay thế dụng cụ tự ộng trên các máy CNC có thể thực hiện theo các phương pháp sau:
- Thay ổi vị trí (quay) ổ chứa dụng cụ (ầu rơvônve).
- Chuyển dụng cụ từ ổ chứa chính vào các trục chính qua ổ phụ (quay ầu có 2 hoặc nhiều vị trí).
- Thay thế trực tiếp dụng cụ từ ổ chứa vào trục chính.
- Đưa dụng cụ từ ổ chứa vào trục chính nhờ tay máy. B. NỘI DUNG THẢO LUẬN.
C. NGÂN HÀNG CÂU HỎI, BÀI TẬP.
CHƯƠNG IV: TỰ ĐỘNG HÓA QUÁ TRÌNH KIỂM TRA
IV.1. Mục tiêu, nhiệm vụ. 1. Mục tiêu: 45 lOMoARcPSD| 41967345 -
Giới thiệu về vai trò, chức năng của các thiết bị kiểm tra tự ộng và
hệ thống kiểm tra tự ộng trong các hệ thống sản xuất tự ộng. -
Giúp sinh viên hiểu vai trò của hệ thống và các thiết bị kiểm tra tự dộng. -
Cung cấp một số thiết bị kiểm tra tự ộng và nguyên lý hoạt ộng của từng loại thiết bị. -
Giới thiệu về nguyên lý làm việc của một số hệ thống kiểm tra tự
ộng ược ứng dụng trong ngành cơ khí chế tạo máy.
2. Nhiệm vụ của sinh viên: -
Hiểu ược vai trò của hệ thống kiểm tra tự ộng. -
Biết phân loại các thiết bị kiểm tra tự ộng. - Hiểu khái niệm Đattric -
Hiểu ược nguyên lý hoạt ộng của một số loại Đattric: Tiếp xúc, cảm ứng,
dung lượng iện, rung tiếp xúc…. qua sơ ồ nguyên lý. -
So sánh ược các loại DDattric qua việc ánh giá ưu, nhược iểm của từng loại. -
Nắm ược các sơ ồ kiểm tra tự ộng khi mài tròn ngoài, mài vô tâm, mài khôn…
IV.2. Quy ịnh hình thức học cho mỗi nội dung nhỏ. Nội dung Hình thức học
4.1. Vai trò, chức năng của hệ thống kiểm tra tự ộng. Giảng
4.2 Phân loại thiết bị kiểm tra. Giảng 4.3. Các loại Đattric Giảng
4.4. Các thiết bị kiểm tra tự ộng SV tự ọc
4.5. Một số hình thức kiểm tra Thảo luận
IV.3. Các nội dung cụ thể.
A. NỘI DUNG LÝ THUYẾT.
4.1. Vai trò, chức năng của hệ thống kiểm tra tự ộng.
Nguyên công kiểm tra chất lượng của chi tiết chiếm một tỉ lệ lớn trong quy trình
công nghệ. Trong một số lĩnh vực sản xuất, nguyên công kiểm tra chiếm từ (25÷50)% thời
gian chu kỳ công nghệ. Trong công nghiệp chế tạo vòng bi, thời gian thực hiện các nguyên
công kiểm tra chiếm (25÷30)% thời gian thực hiện toàn bộ qui trình công nghệ.
Như vậy nguyên công kiểm tra có ảnh hưởng rất lớn ến năng suất và chất lượng của sản
phẩm. Kinh nghiệm tự ộng hóa các nguyên công kiểm tra, ví dụ như các thiết bị kiểm tra
tích cực và các máy tự ộng kiểm tra phân loại ã góp phần áng kể nâng cao năng suất lao
ộng và chất lượng sản phẩm. Thiếu tự ộng hóa quá trình kiểm tra không thể thành lập ược lOMoARcPSD| 41967345
dây chuyền tự ộng, phân xưởng tự ộng và nhà máy tự ộng với chu kỳ hoạt ộng hoàn toàn tự ộng.
4.2. Phân loại thiết bị kiểm tra.
Dựa theo mức ộ tự ộng hóa người ta chia các thiết bị kiểm tra ra các loại sau ây: thiết
bị kiểm tra bằng tay, thiết bị kiểm tra cơ khí, thiết bị kiểm tra bán tự ộng,
thiết bị kiểm tra tự ộng.
Dựa theo phương pháp tác ộng ến quá trình gia công chi tiết thì các thiết bị kiểm tra
ược chia ra hai loại sau: kiểm tra thụ ộng và kiểm tra chủ ộng (tích cực).
Các thiết bị kiểm tra tích cực có thể cố ịnh kích thước kiểm tra trực tiếp trong quá
trình gia công và truyền tín hiệu về kích thước trong quá trình gia công hoặc về vị trí của
cơ cấu chấp hành của máy. Khi thực hiện kiểm tra tích cực thì không cần phải dừng máy
như vậy thời gian kiểm tra trùng với thời gian gia công. Vì quá trình kiểm tra xảy ra ngay
trong quá trình gia công, nó cho phép iều khiển ược quá trình công nghệ nhằm ảm bảo ộ
chính xác yêu cầu. Điều này có thể ạt ược nhờ các cơ cấu phản hồi ngược cho phép tác
ộng ến cơ cấu chấp hành của máy ể ngăn ngừa phế phẩm.
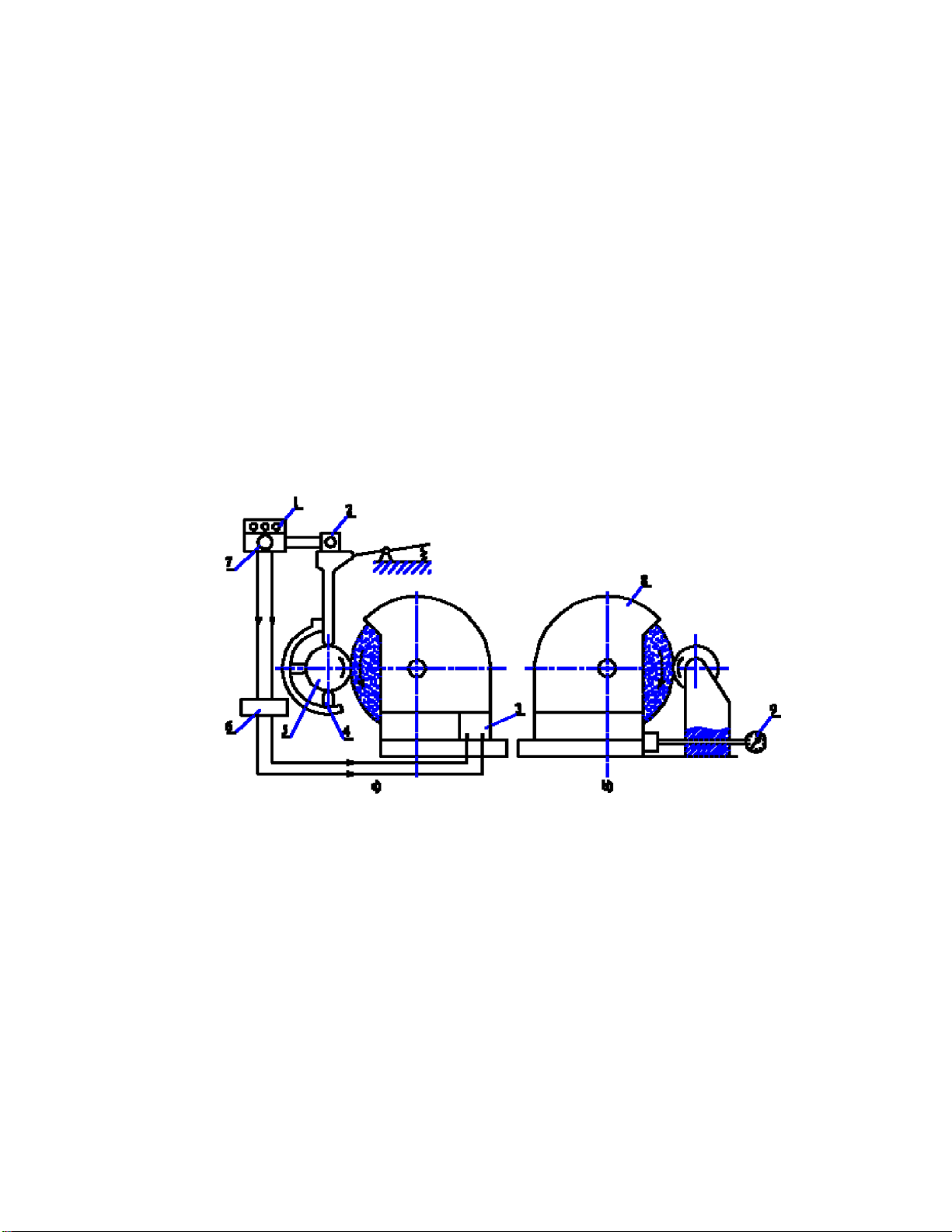
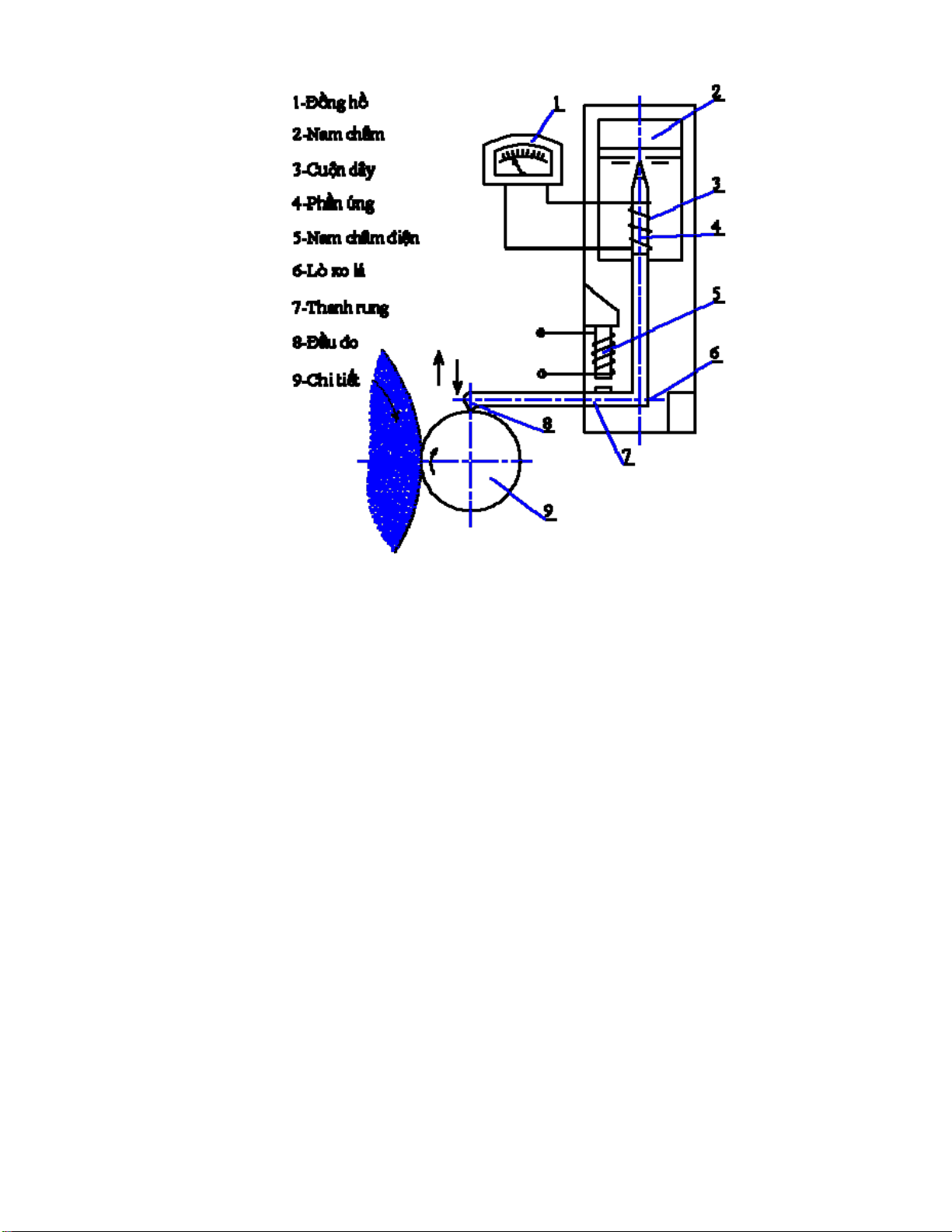
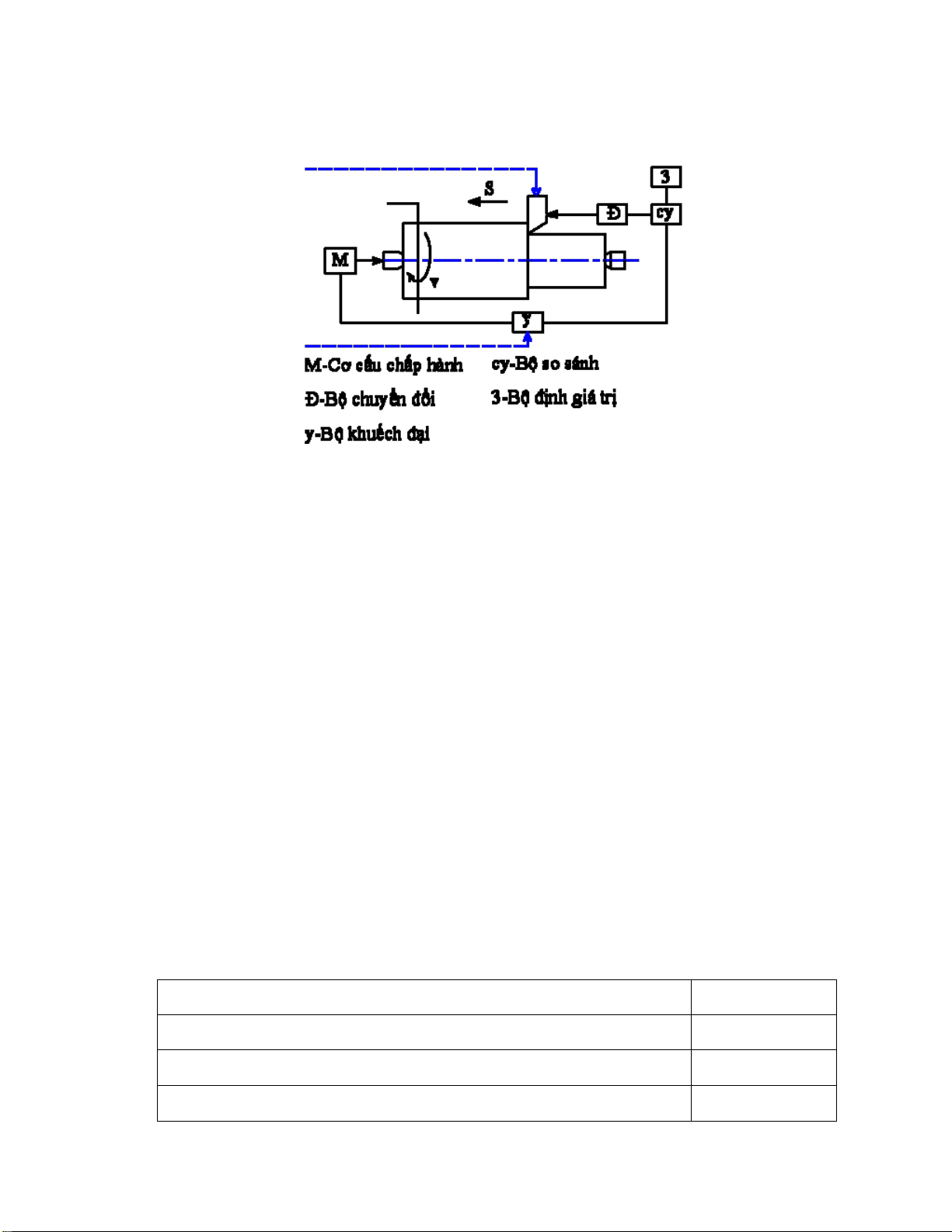
Hình 4.1 Các thiết bị kiểm tra tích cực. a/ kiểm tra trực tiếp; b/ kiểm tra gián tiếp
1 – Đèn hiệu; 2 – Đattric; 3 – Cơ cấu dịch chuyển á mài; 4 – Cơ cấu o; 5 – Chi tiết gia
công; 6 – Bộ khuếch ại; 8 - Ụ á mài; 9 Đầu o.
Trong thực tế sản xuất người ta thường dùng các thiết bị kiểm tra tích cực dựa trên nguyên
tắc kiểm tra trực tiếp. Phương pháp kiểm tra này ảm bảo ộ chính xác cao và không bị ảnh
hưởng nhiều của ộ cứng vững của hệ thống công nghệ và các yếu tố khác.
4.3. Các loại Đattric.
Các chi tiết chính và quan trọng của các thiết bị kiểm tra, ồ gá kiểm tra, thiết bị kiểm tra
tích cực, các máy kiểm tra bán tự ộng và tự ộng là cơ cấu o (các ầu o). Các cơ cấu o ược chia làm 3 loại như sau: 1
– Loại không có thang chia: chỉ xác ịnh ược các kích thước giới hạn mà không cho
chỉ số cụ thể (dưỡng, calip, attric tiếp xúc iện không có thang chia...). 47 lOMoARcPSD| 41967345 2
– Loại có thang chia: cho phép xác ịnh ược ộ lớn của các kích thước kiểm tra ó là
các cơ cấu o cơ khí như tay òn, tay òn - bánh răng, lò xo... và các thiết bị o khí nén. 3
– Loại cơ cấu o tổ hợp: kết hợp của hai loại cơ cấu trên, nó ược gọi là các attric
(các bộ chuyển ổi). Các attric ược dùng trong các thiết bị kiểm tra tự ộng (tích cực và thụ
ộng) như: attric cơ khí, attric tiếp xúc iện, attric cảm ứng, attric dung lượng, attric quang iện, attric khí nén...
4.3.1. Đattric tiếp xúc iện:
Các attric tiếp xúc iện ược chia ra: -
Loại giới hạn: ược dùng ể kiểm tra kích thước giới hạn của chi tiết. -
Loại biên ộ: ược dùng ể kiểm tra ộ ôvan, ộ ảo hướng kính và các sai số hình dáng khác.
Nguyên lý làm việc của attric tiếp xúc iện là chuyển ổi lượng dịch chuyển thẳng
thành tín hiệu iện bằng cách óng mở các công tắc iện.
Theo chức năng thì các attric iện có số lượng các cặp công tắc khác nhau. Đó là các
attric có một cặp công tắc, hai cặp công tắc và nhiều cặp công tắc. Các attric tiếp xúc iện
còn ược dùng ể phân loại các chi tiết thành phẩm theo nhóm kích thước. -
Loại attric một cặp công tắc có thể phân loại chi tiết theo hai nhóm:
+ Kích thước lớn hơn kích thước danh nghĩa.
+ Kích thước nhỏ hơn kích thước danh nghĩa. -
Loại attric hai cặp công tắc có thể phân loại theo 3 nhóm: + Nhóm thành phẩm.
+ Nhóm phế phẩm có thể sửa chữa ược.
+ Nhóm phế phẩm không thể sửa chữa ược. -
Loại attric nhiều cặp công tắc có thể phân loại theo nhiều nhóm khác nhau.
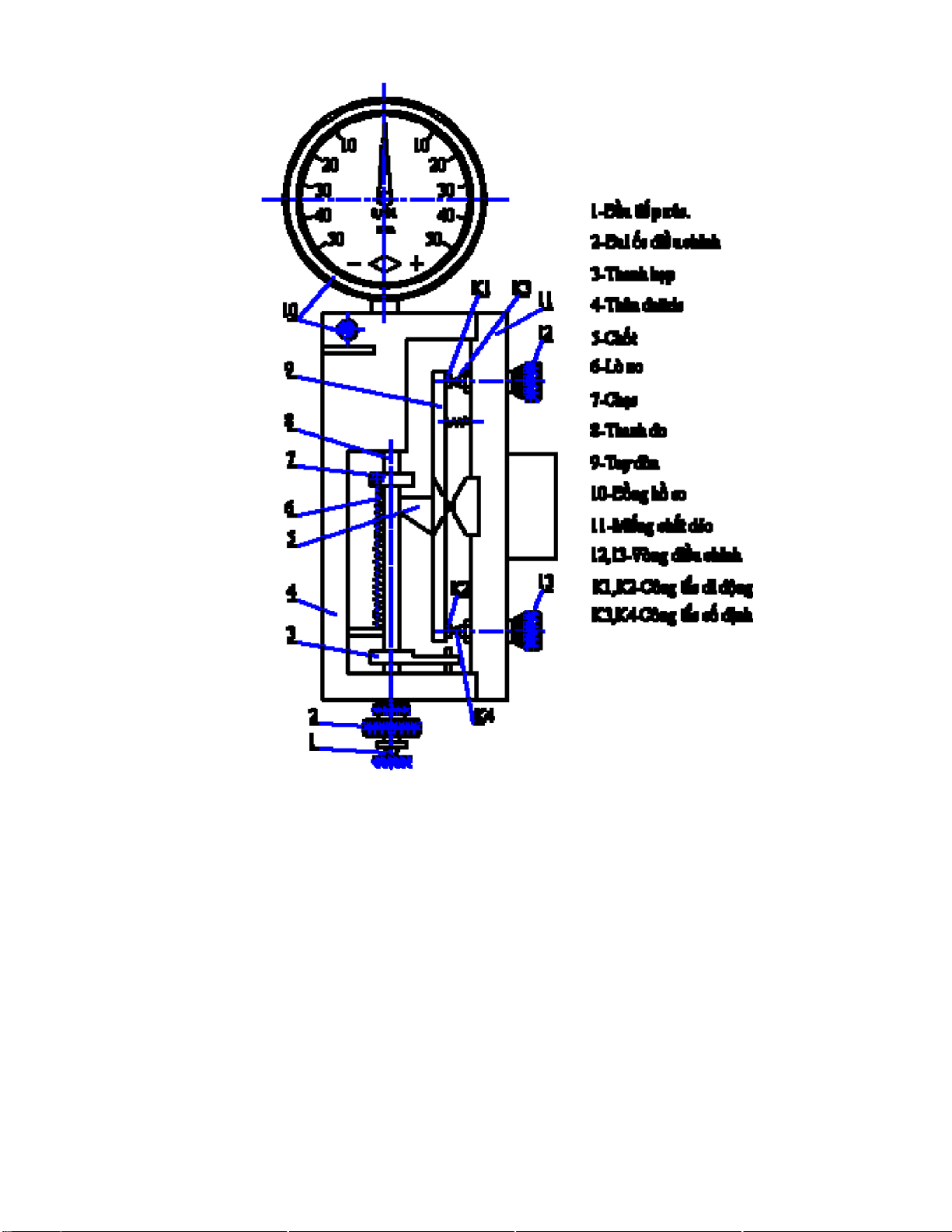
* Hình 4.2 là sơ ồ nguyên lý hoạt ộng của loại attric 2 cặp tiếp iểm: Thanh o 8 với
ầu tiếp xúc 1 dịch chuyển trong các bạc của thân 4, thanh 8 ược chống xoay nhờ thanh kẹp
3. Lượng dịch chuyển của thanh 8 khi iều chỉnh attric ược thực hiện nhờ ai ốc iều chỉnh 2.
Lực cần thiết ể kiểm tra ược tạo ra nhờ lò xo 6. Miếng chất dẻo 11 với tay òn 9 và hai
vòng iều chỉnh 12, 13 tạo thành một khối ộc lập. Tay òn 9 (có hai công tắc K1, K2) ược
treo trên lò xo dạng chữ thập lò xo. Các công tắc di ộng K1, K2 ược bố trí ối diện với các
công tắc cố ịnh K3, K4. Các vòng iều chỉnh 12, 13 với thang chia 0,002mm ược dùng ể
hiệu chỉnh attric. Tay òn 9 và thanh o 8 ược tiếp xúc với nhau bằng chạc 7 (bằng hợp kim
cứng) tựa trên chốt 5 (chốt 5 tạo thành gờ vai nhỏ của tay òn 9). Lượng dịch chuyển của
thanh o 8 gây ra một sai lệch góc của tay òn và óng hoặc mở các công tắc (các công tắc
ược nối với nguồn iện) và ể truyền tín hiệu cho các cơ cấu chấp hành của máy, thiết bị
kiểm tra tự ộng hoặc cho bảng ánh sáng của ồ gá kiểm tra. lOMoARcPSD| 41967345
Hình 4.2 Đattric tiếp xúc iện hai cặp công tắc.
Để quan sát kích thước người ta dùng ồng hồ so 10 tiếp xúc với mặt trên của thanh
o 8 bằng ầu o của nó. Sai số xử lý của các attric tiếp xúc iện nằm trong khoảng ±0,5÷±0,1 µm.
Nhược iểm: iểm tiếp xúc có thể bị cháy, iểm tiếp xúc cần luôn luôn ược lau sạch,
thiết bị rất nhạy cảm với hơi ẩm.
4.3.2. Đattric cảm ứng.
Đattric cảm ứng loại trừ ược các nhược iểm của attric tiếp xúc iện. Các attric cảm
ứng ược dùng rộng rãi trong các thiết bị kiểm tra tích cực. Đattric cảm ứng có ộ chính xác
cao, kích thước khuôn khổ nhỏ nhưng có khả năng o ược ở khoảng cách xa. Nguyên lý
hoạt ộng của attric cảm ứng là sử dụng tính chất của các cuộn dây cảm ứng (thay ổi phản
lực khi có các thay ổi của các thông số xác ịnh ộ cảm ứng). Tín hiệu của attric cảm ứng
ược chuyển thành thông số iện ể tiện cho việc kiểm tra như là hiệu iện thế hay dòng iện. 49 lOMoARcPSD| 41967345
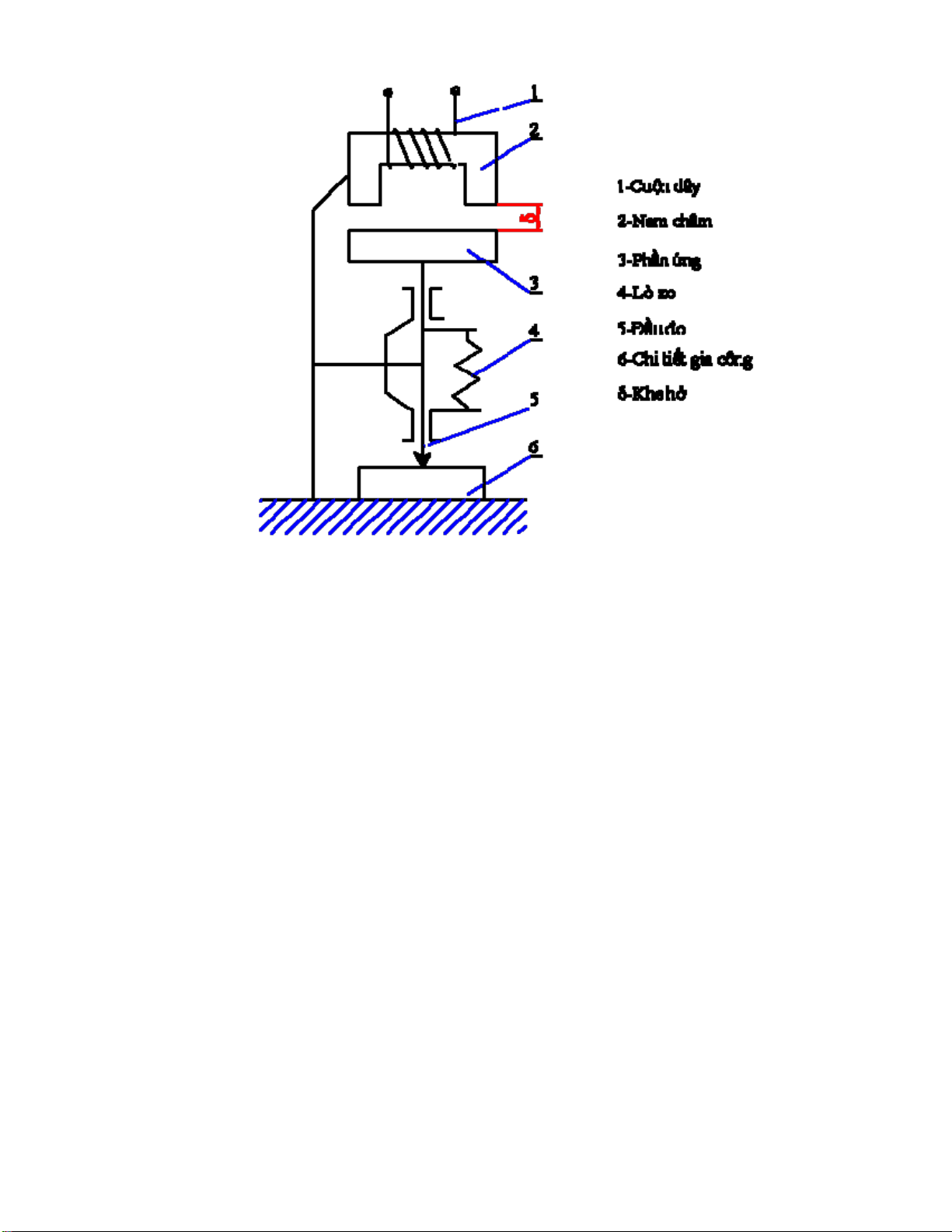
Hình 4.3. Sơ ồ attric cảm ứng.
* Nguyên lý hoạt ộng: Khi cần xác ịnh kích thước của chi tiết gia công 6 ầu o 5 sẽ
ược nâng lên hoặc hạ xuống, do ó khe hở δ giữa phần ứng 3 và thanh nam châm 2 của
cuộn dây 1 sẽ thay ổi. Như vậy, lực cảm ứng của cuộn dây ể chuyển thành tín hiệu iện sẽ
thay ổi. Lực o ược tạo ra nhờ lò xo 4.
4.3.3. Đattric dung lượng iện.
Hoạt ộng của các attric dung lượng iện ược thực hiện trên sự thay ổi dung lượng của
tụ iện của attric tùy thuộc vào sự thay ổi của kích thước chi tiết cần kiểm tra. Các attric
dung lượng iện thường ược dùng ể kiểm tra các kích thước lớn hoặc nhỏ và ít khi ược
dùng trong thực tế sản xuất.
4.3.4. Đattric rung tiếp xúc.
Kết cấu của các attric rung tiếp xúc có ầu o luôn thực hiện các chuyển ộng dao ộng
có chu kỳ tiếp xúc với bề mặt của chi tiết cần o.
* Nguyên lý hoạt ộng: Thanh rung 7 với ầu o 8 ược treo trên lò xo lá 6 và thực hiện
dao ộng nhờ thanh nam châm iện 5 (thanh nam châm này hoạt ộng nhờ nguồn iện công
nghiệp). Khi kích thước của chi tiết gia công 9 thay ổi, biên ộ dao ộng của thanh 7 thay ổi,
do ó biên ộ dao ộng của phần ứng 4 của cuộn dây của máy phát rung 3 trước các thanh
nam châm cố ịnh 2 cũng thay ổi. Kết quả là trong cuộn dây của máy phát rung có dòng
iện xuất hiện, dòng iện này ặc trưng cho dao ộng của thanh rung và tương ứng với sự thay
ổi của kích thước gia công. lOMoARcPSD| 41967345
Hình 4.4. Sơ ồ attric rung cảm ứng.
Để quan sát sự thay ổi của kích thước gia công người ta lắp attric với ồng hồ 1 hoặc
với bộ khuếch ại các tín hiệu.
4.3.5. Đattric quang iện.
Hoạt ộng của các attric quang iện ược thực hiện trên nguyên tắc chuyển ổi ộ sai lệch
của kích thước cần kiểm tra thành sự thay ổi dòng ánh sáng, sau ó nhờ tế bào quang iện,
nó ược chuyển ổi thành tín hiệu iện. Đattric quang iện ược sử dụng trong các máy tự ộng
kiểm tra phân loại ể phân nhóm chi tiết (số nhóm có thể ạt tới 50), ể kiểm tra các kích
thước giới hạn trong quá trình kiểm tra tự ộng và trong các trường hợp khác. Một số attric
ược trang bị thêm thiết bị ghi tự ộng, cho nên chúng có thể dùng trong các thí nghiệm
nghiên cứu những ặc tính sử dụng của thiết bị kiểm tra tích cực hoặc ể nghiên cứu các quá trình công nghệ.
4.3.6. Yêu cầu ối với sử dụng và bảo quản attric.
Các attric là những phần tử rất nhạy cảm của các hệ thống kiểm tra. Độ chính xác
kiểm tra chi tiết phụ thuộc rất nhiều và ộ chính xác và ộ ổn ịnh của attric. Vì vậy iều chỉnh
và hiệu chỉnh attric cần ược tiến hành hết sức cẩn thận, còn trong quá trình làm việc cần
tuân theo các nguyên tắc sử dụng một cách nghiêm khắc, ặc biệt là khi sử dụng attric trong
các thiết bị kiểm tra tích cực.
Để giảm ộ mòn của các ầu o của các attric cần tránh cho ầu o tiếp xúc liên tục với bề
mặt của chi tiết cần kiểm tra. Để thực hiện iều này trong kết cấu của các thiết bị kiểm tra
có thể lắp thêm các bộ truyền trung gian. 51 lOMoARcPSD| 41967345
4.4. Các thiết bị kiểm tra tự ộng.
Các thiết bị kiểm tra ược cấu tạo gồm những cơ cấu chính sau ây:
1. Cơ cấu gá ặt và tháo chi tiết. Trong một số thiết bị kiểm tra các cơ cấu này thực hiện
luôn vai trò của cơ cấu kẹp chặt.
2. Cơ cấu kẹp chặt. Cơ cấu kẹp chặt có thể là cơ khí, hơi ép, dầu ép, iện từ...
3. Cơ cấu vận chuyển. Cơ cấu này ược dùng ể di chuyển chi tiết cần kiểm tra, nó có thể
thực hiện di chuyển gián oạn và liên tục, di chuyển tự do và cưỡng bức. 4. Cơ cấu hãm.
Cơ cấu này ược dùng ể xác ịnh vị trí của ầu o hoặc của attric.
5. Cơ cấu ịnh vị chi tiết trên vị trí kiểm tra. Định vị chi tiết có thể thực hiện bằng hai con lăn, hai lỗ tâm, lỗ...
6. Cơ cấu o ( attric). Cơ cấu này có ộ chính xác, ộ ổn ịnh và năng suất cao.
7. Cơ cấu chấp hành, cơ cấu ghi nhớ và cơ cấu khuếch ại.
4.4.1. Kiểm tra tự ộng bằng phương pháp trực tiếp.
4.4.2. Kiểm tra tự ộng ường kính ngoài bằng phương pháp không tiếp xúc trực tiếp.
4.4.3. Kiểm tra tự ộng ường kính lỗ.
4.4.4. Kiểm tra tự ộng sai số hình dáng và sai số vị trí tương quan.
4.4.5. Máy kiểm tra phân loại tự ộng.
4.4.6. Đồ gá kiểm tra tự ộng nhiều thông số.
4.5. Một số hình thức kiểm tra.
4.5.1. Kiểm tra tích cực khi mài.
1. Mài tròn ngoài.
Các thiết bị kiểm tra tích cực ược sử dụng cho nguyên công mài tròn ngoài có các loại:
tiếp xúc 1 iểm, hai iểm và ba iểm. a/ Thiết bị kiểm tra tích cực tiếp xúc một iểm:
* Nguyên lý làm việc: Thiết bị này ược lắp trên ụ trước của máy mài. Đầu o 7 ược
tỳ sát vào bề mặt cần kiểm tra của chi tiết gia công 8 bằng lò xo 3. Để giảm ộ mòn, ầu o
ược chế tạo bằng hợp kim cứng hoặc kim cương. Khi kích thước gia công của vòng ỡ bi
giảm thì tay òn 5 quay ngược chiều kim ồng hồ tác ộng lên cán o của attric 4. Đattric 4
ược treo trên lò xo lá 2. Tín hiệu từ attric ược truyền tới cơ cấu chấp hành của máy (cơ
cấu chạy dao của á mài) ể ăn dao và sau ó ể dừng máy.
Điều chỉnh tiếp xúc của attric ược thực hiện bằng vít vi chỉnh 1, còn hãm ầu o ược
thực hiện bằng màng khi nén ở buồng 9. Khi kích thước gia công ạt yêu cầu thì khí nén
với áp suất p tự ộng i vào buồng khí nén 9, cán của buồng 9 dịch chuyển về bên phải, làm
cho tay òn 5 quay theo chiều kim ồng hồ và ầu o 7 lùi ra khỏi chi tiết gia công. lOMoARcPSD| 41967345
Hình 4.5. Thiết bị kiểm tra tích cực rãnh của vòng ỡ bi.
Bộ giảm chấn ầu 6 có tác dụng giảm ộ rung của thiết bị kiểm tra. Độ chính xác của thiết
bị kiểm tra tích cực tiếp xúc một iểm không cao vì ảnh hưởng của rung ộng của trục chính,
của biến dạng nhiệt, biến dạng do lực cắt gây ra. Sai số o nằm trong khoảng 0,02 ÷ 0,05mm.
b/ Thiết bị kiểm tra tích cực tiếp xúc hai iểm:
* Nguyên lý hoạt ộng: Thân 6 của thiết bị ược gá trên thanh 3 nhờ lò xo lá 5. Thanh
3 có thể dịch chuyển lên xuống khi cần iều chỉnh. Máng 2 ược gắn cứng với piston 19 của
xilanh 1. Khi dầu i vào buồng của xilanh, piston 19 cùng cơ cấu o dịch chuyển về phía tiết
gia công. Khi óng ống dẫn dầu tới buồng xilanh, dưới tác dụng của lò xo 18 piston 19 lùi
ra khỏi vị trí làm việc. Thân 6 của thiết bị ược gá côngxôn trên lò xo 5, do ó nó ảm bảo
cho ầu do 14 tiếp xúc với bề mặt của chi tiết mài. Để cho lò xo 5 không bị biến dạng khi
thiết bị nằm ngoài vị trí làm việc người ta iều chỉnh vít chặn 4 cho tiếp xúc với mặt tỳ 20.
Đầu o phía dưới 15 ược kẹp chặt trên tay òn 17. Tay òn 17 ược gá với thân 6 bằng lò xo
lá 16. Khi kích thước gia công giảm, ầu o này ược dịch chuyển lên trên nhờ lò xo 22. Như
vậy, khi mài trục ầu o 14 dịch chuyển xuống phía dưới, còn ầu o 15 dịch chuyển lên phía
trên. Các dịch chuyển này ược tổng hợp lại nhờ tay òn 17 có nối kết với kim chỉ thị 12 ể
báo chỉ thị theo thang chia 9. Quá trình hiệu chỉnh kích thước mài ược thực hiện nhờ vít
vi chỉnh 21. Khi xoay vít vi chỉnh này (theo chiều kim ồng hồ) thì kim 12 dịch chuyển về
phần trên của thang chia 9. Kim 12 quay quanh chốt 13 nhờ lò xo 11 ể tiếp xúc với vít vi
chỉnh 21. Trên kim 12 có lắp công tắc tiếp xúc 10. Công tắc 10 có thể tiếp xúc với công tắc 8. 53 lOMoARcPSD| 41967345
Hình 4.6. Thiết bị kiểm tra với attric iện tiếp xúc hai iểm
Vị trí của các ầu o 15 và công tắc 8 ược iều chỉnh bằng các vít 21 và 7. Khi hai công tắc
8 và 10 chạm vào nhau (sau một thời gian gia công) tức là kích thước gia công ạt yêu cầu
thì máy tự ộng dừng lại. c/ Thiết bị kiểm tra tích cực tiếp xúc ba iểm:
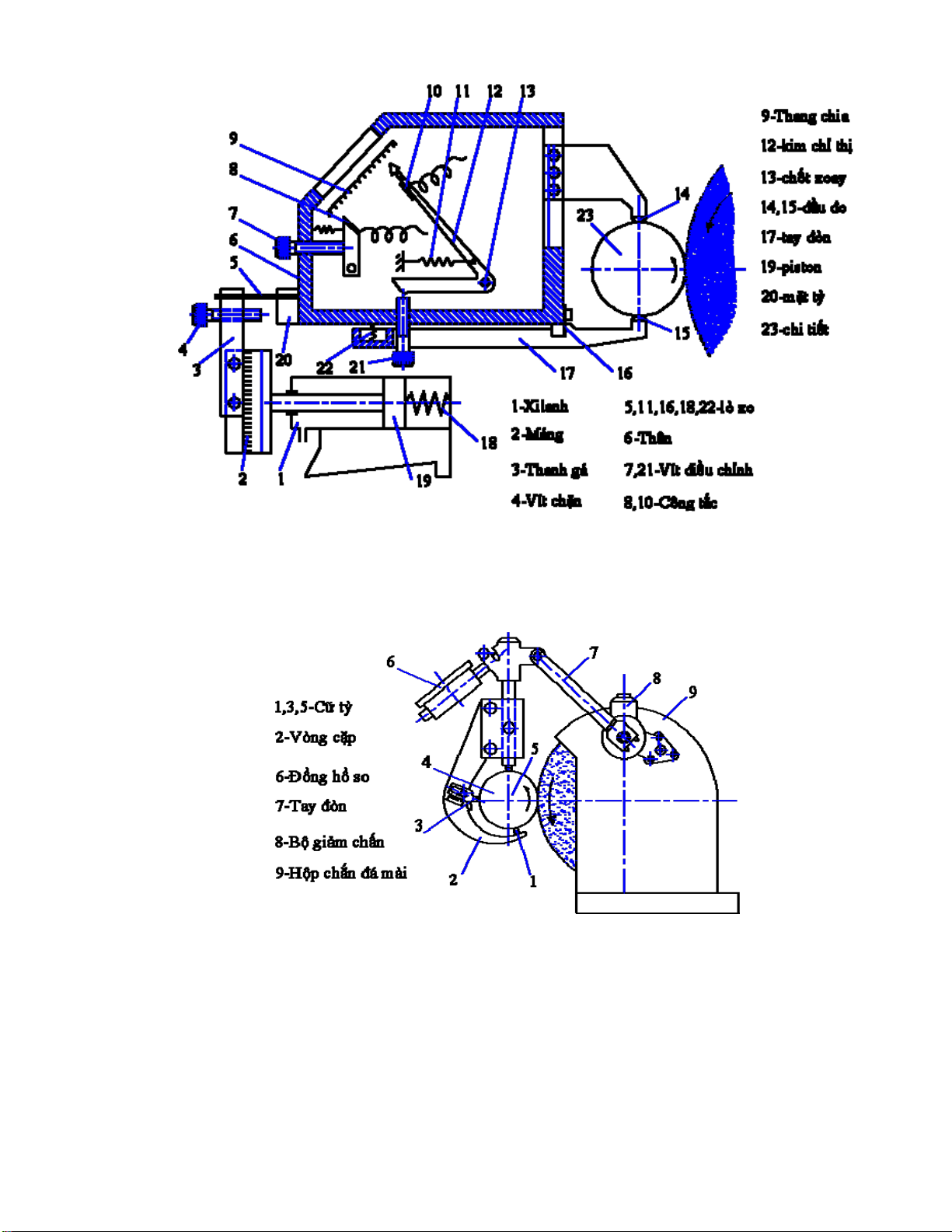
Hình 4.7. Thiết bị kiểm tra tiếp xúc ba iểm khi mài tròn ngoài.
* Nguyên lý hoạt ộng: Thiết bị này gồm vòng cặp 2 với hai cữ tỳ cứng 1 và 3 và một
cữ tỳ di ộng 5. Trong trường hợp này cữ tỳ 3 là cữ tỳ iều chỉnh. Nhờ cữ tỳ này mà người
ta có thể iều chỉnh chính xác vị trí của vòng cặp 2 so với chi tiết cần kiểm tra 4. Vòng cặp
2 ược treo lắc lư trên tay òn 7. Tay òn 7 ược kẹp chặt trên bộ giảm chấn bằng dầu hoặc
bằng lò xo 8. Độ giảm chấn này ược gá trên hộp chắn á mài 9. Kết cấu của thiết bị kiểm
tra như vậy ảm bảo cho cữ tỳ 1 luôn luôn tiếp xúc với chi tiết 4. Khi ường kính của chi
tiết gia công giảm, ầu o (cữ tỳ di ộng) 5 hạ xuống và ầu kia tác ộng ến ồng hồ so 6, gây ra lOMoARcPSD| 41967345
sự dịch chuyển của kim ồng hồ, cho biết kích thước gia công ã ạt yêu cầu hay chưa. Khi
mài xong vòng cặp 2 ược nhấc lên từ từ (nhờ bộ giảm chấn 8) ể có không gian tháo á mài
và gá chi tiết mới. Nếu thay ồng hồ 6 bằng một attric nào ó thì thiết bị kiểm tra này sẽ trở
thành thiết bị kiểm tra tự ộng tích cực ể iều khiển quá trình mài. 2. Mài tròn trong. Tham khảo tài liệu [1]
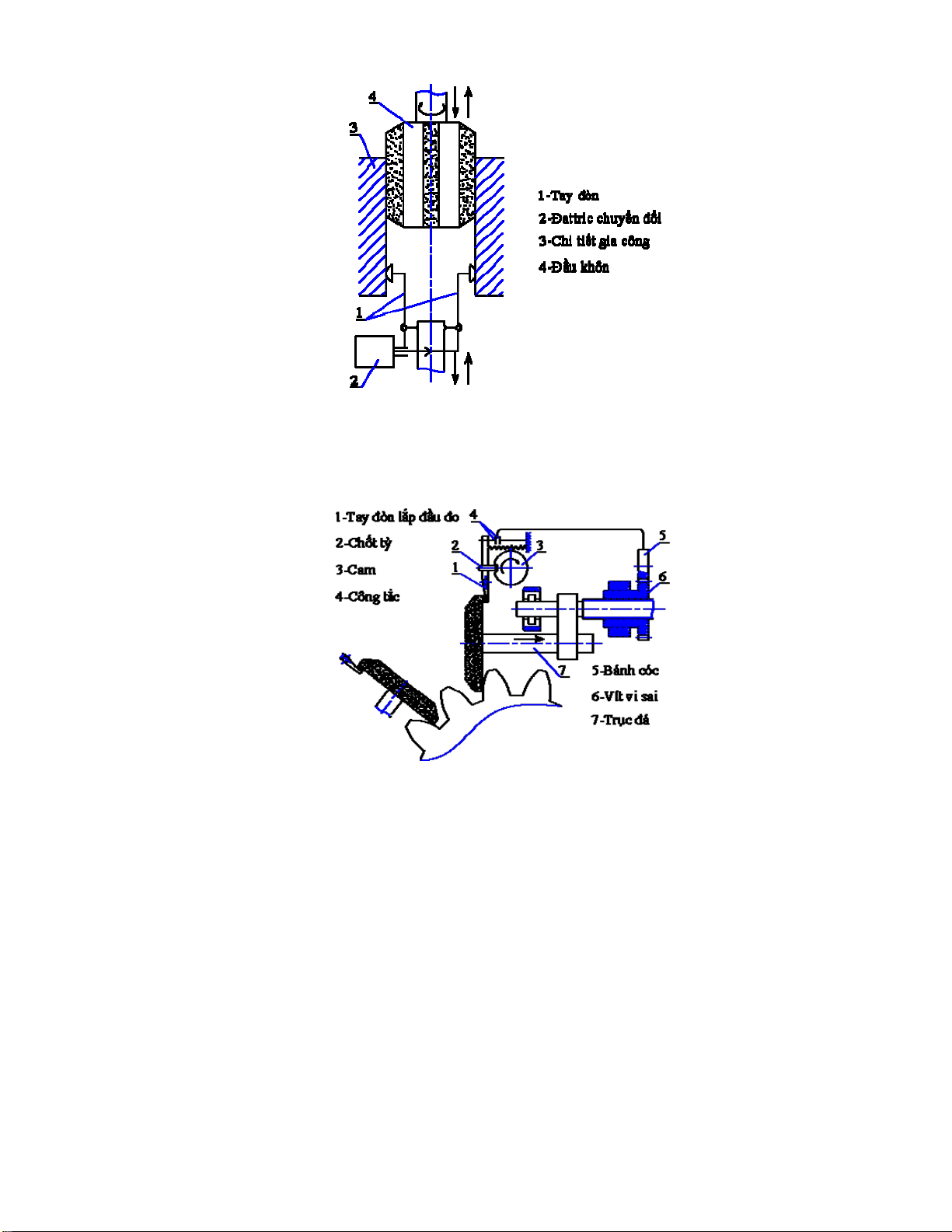
3. Kiểm tra tích cực khi mài vô tâm.
Kiểm tra tích cực khi mài vô tâm có một ý nghĩa quan trọng bởi vì các máy này có năng
suất cao, dễ lắp ặt trên các dây chuyền tự ộng, dễ tự ộng hóa quá trình sản xuất.
a/ Thiết bị kiểm tra tích cực không có hiệu chỉnh máy khi mài vô tâm:
b/ Thiết bị kiểm tra tích cực có hiệu chỉnh máy khi mài vô tâm:
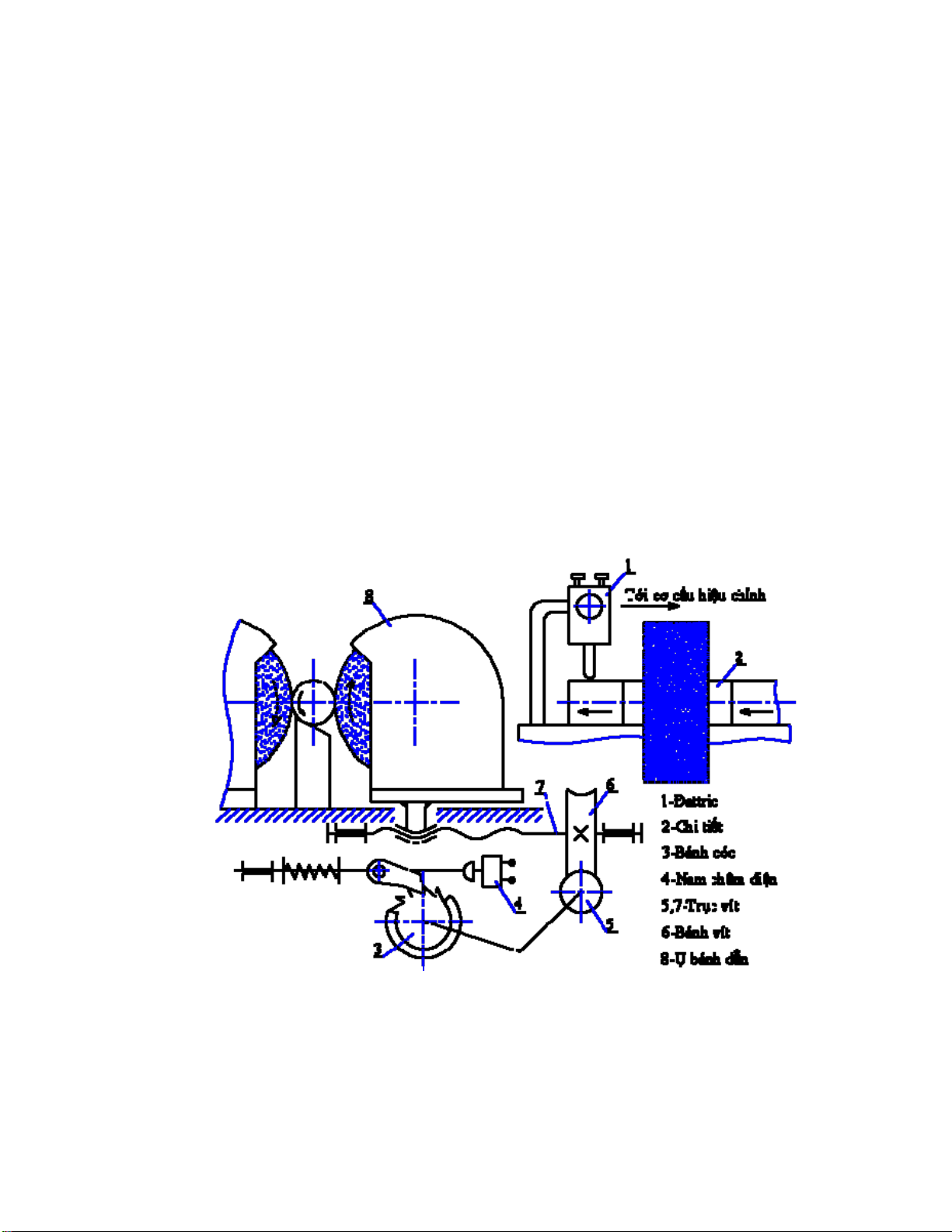
* Nguyên lý hoạt ộng: Chi tiết 2 ược gia công trên máy mài vô tâm theo phương
pháp chạy dao dọc. Sau khi mài các chi tiết ược chuyển tới vị trí kiểm tra bằng atttric 1.
Kích thước của các chi tiết i sau sẽ tăng dần và gần bằng giới hạn trên của trường dung
sai. Khi ạt ến kích thước hiệu chỉnh thì attric 1 truyền tín hiệu lệnh tới cơ cấu hiệu chỉnh.
Tại ây nam châm iện 4 nhận tín hiệu và làm cho bánh cóc 3 dịch chuyển i một răng. Bánh
cóc 3 ược lắp cứng với trục vít 5. Do ó, bánh vít 6 sẽ quay i một góc và làm xoay trục vít
7. Trục vít 7 dịch chuyển ụ bánh dẫn 8 ể thực hiện lượng hiệu chỉnh.
Hình 4.8. Sơ ồ kiểm tra tích cực với hiệu chỉnh máy khi mài vô tâm
4. Kiểm tra tích cực khi mài phẳng.
Phương pháp kiểm tra tích cực khi mài phẳng có những ặc iểm sau:
- Đầu o không tiếp xúc theo chu kỳ với các chi tiết gia công (ầu o rơi vào chỗ trống
giữa các chi tiết gia công). 55 lOMoARcPSD| 41967345
- Các chi tiết gia công ược gá trực tiếp lên bàn từ, do ó không thể kiểm tra trực tiếp
ược chiều cao hoặc bề dày của chi tiết gia công.
Khi tính ến ặc iểm thứ nhất, các thiết bị kiểm tra tích cực ược lắp thêm cơ cấu khử lệnh
hoặc chỉ thị trong thời iểm mà ầu o nằm ở khe hở giữa các chi tiết gia công. Nguyên lý
hoạt ộng của các thiết bị này làm chậm quá trình phát lệnh hoặc ngắt kết nối ầu o với cơ
cấu chỉ thị khi ầu o i qua khe hở giữa các chi tiết gia công. Các thiết bị kiểm tra tích cực
khi mài phẳng ược chia ra làm hai loại:
- Thiết bị kiểm tra tích cực không có hiệu chỉnh máy.
- Thiết bị kiểm tra tích cực có hiệu chỉnh máy.
a/ Thiết bị kiểm tra tích cực không có hiệu chỉnh máy khi mài phẳng.
b/ Thiết bị kiểm tra tích cực có hiệu chỉnh máy khi mài phẳng.
5. Kiểm tra tích cực khi mài các mặt trụ gián oạn. Tham khảo tài liệu [1]
4.5.2. Kiểm tra tích cực khi mài khôn.
Mài khôn là nguyên công gia công tinh các lỗ trụ với ộ chính xác cao và ộ nhám ạt
Ra = 0,32÷0,02µm. Mài khôn ược thực hiện bằng các thỏi á mài, trong quá trình mài các
thỏi á này mòn không ều. do ó ầu khôn có vị trí không có ịnh so với tâm của lỗ gia công.
Điều này gây khó khăn cho việc dùng thiết bị kiểm tra tích cực trong những trường hợp
cần gá thiết bị kiểm tra này lên ầu khôn. Một vài sơ ồ kiểm tra tích cực khi mài khôn:
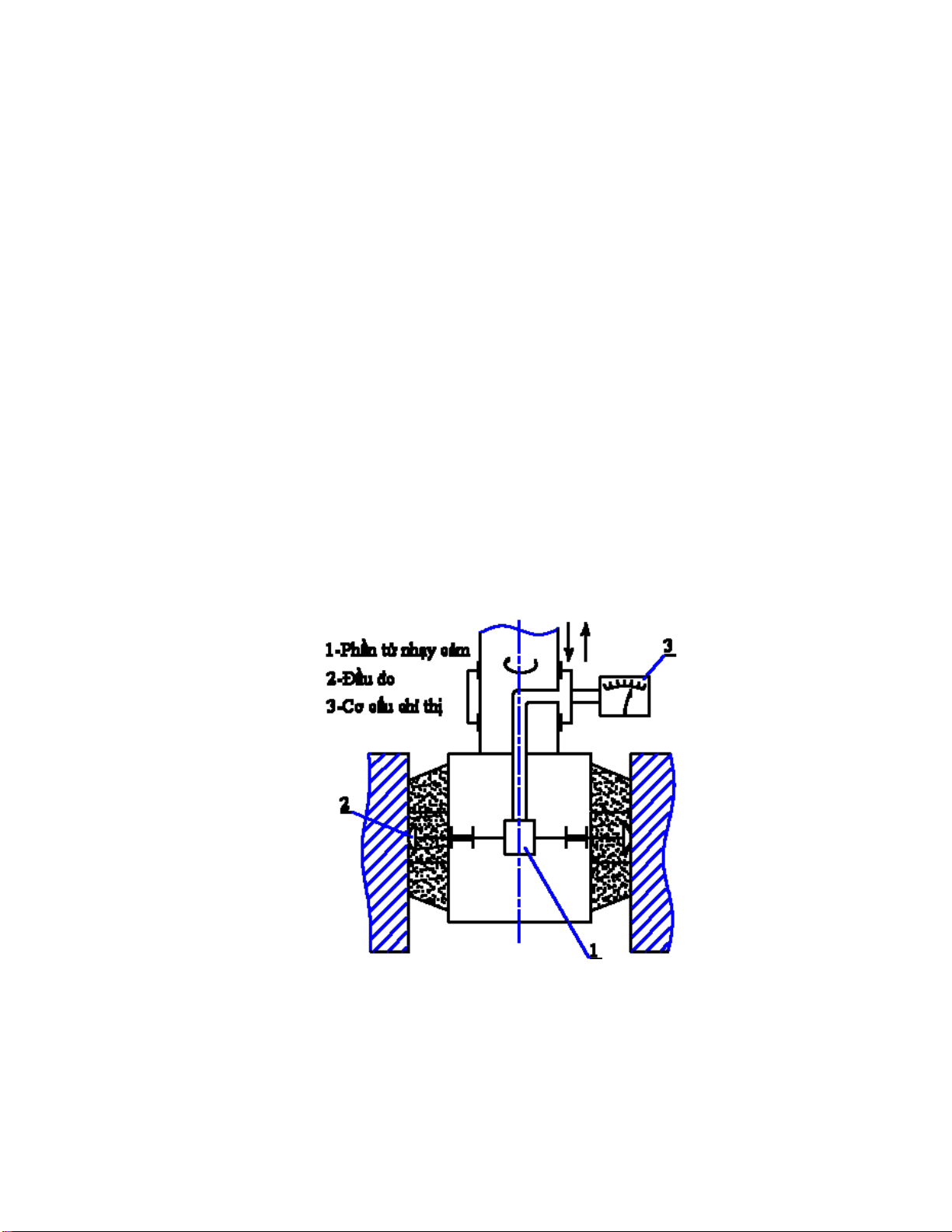
* Kiểm tra tích cực khi khôn sử dụng phần tử nhạy cảm.
Hình 4.9. Sơ ồ cơ cấu o với phần tử nhạy cảm.
Nguyên lý làm việc: Cơ cấu o với phần tử nhạy cảm 1 ược lắp trực tiếp trên ầu khôn.
Phần tử nhạy cảm 1 là một ống tiết lưu ược nối với ống khí nén. Từ phần tử 1 này thông
tin về kích thước gia công ược truyền tới attric, tiếp sau ó thông tin này ược chuyển thành
tín hiệu – lệnh ể truyền tới các cơ cấu chấp hành của máy hoặc tới cơ cấu chỉ thị 3 ể quan
sát quá trình gia công. Cơ cấu kiểm tra này có ưu iểm cho phép kiểm tra liên tục toàn bộ lOMoARcPSD| 41967345
chiều dài bề mặt gia công, nhưng lại có nhược iểm là kết cấu phức tạp và ầu o 2 bị mòn
nhanh khi làm việc. * Kiểm tra tích cực khi khôn sử dụng calip cứng.
Hình 4.10 Sơ ồ cơ cấu kiểm tra với calip cứng.
Nguyên lý làm việc: Cơ cấu o với calip cứng 2 thực hiện chuyển ộng thẳng tịnh tiến khứ
hồi cùng ầu khôn 4 và khi kích thước ạt yêu cầu thì calip cứng 2 lọt vào lỗ và óng công
tắc của attric tiếp xúc iện 1 ể truyền tín hiệu – lệnh cho dừng máy. Cơ cấu này ược sử
dụng rộng rãi trong sản xuất. Bề mặt làm việc của calip ược chế tạo hình cầu ể tăng khả
năng tự ịnh vị vào lỗ ga công. * Kiểm tra tích cực khi khôn sử dụng cơ cấu o dạng tay òn.
Nguyên lý làm việc: Cơ cấu o dạng tay òn lại ược lắp ở phía trước ầu khôn, cho nên
chỉ kiểm tra ược một ầu của lỗ gia công. Hai tay òn 1 của thiết bị o chỉ lọt vào lỗ gia công
sau khi ầu khôn ã gia khỏi lỗ gia công. Khi kích thước gia công ạt yêu cầu, phần trên của
hai tay òn 1 dược mở rộng hết cỡ, còn phần dưới của hai tay òn này óng công tắc tiếp xúc
của attric chuyển ổi 2. Từ attric chuyển ổi này tín hiệu – lệnh cần thiết ược truyền tới các
cơ cấu chấp hành của máy ể ngừng quá trình gia công. Cơ cấu kiểm tra dạng tay òn cũng
có thể lắp ở phía sau ầu khôn. Trong trường hợp ó nó sẽ chỉ kiểm tra ược kích thước ở ầu trên của chi tiết. 57 lOMoARcPSD| 41967345
Hình 4.11 Sơ ồ cơ cấu kiểm tra với dạng tay òn.
4.5.3. Thiết bị kiểm tra tích cực khi mài răng.
Khi mài răng, trạng thái bề mặt của á mài luôn luôn không ổn ịnh, do ó òi hỏi phải chọn
chế ộ cắt hợp lý, chế ộ sửa á theo ịnh kỳ ể ảm bảo tuổi bền cần thiết cho gai công.
Hình 4.12. Cơ cấu iều chỉnh á mài trên máy mài răng.
Để nghiên cứu và xử lý trạng thái của á mài tên máy mài răng bằng hai á dạng ĩa của
Thụy Sĩ, người ta sử dụng cơ cấu iều chỉnh á với các ầu o bằng kim cương. Trong quá
trình mài Profin răng, ầu o kim cương (lắp trên tay òn 1) chạm vào mặt ầu của á theo chu
kỳ. Chu kỳ này ược tạo ra nhờ chuyển ộng quay của cam 3 và cam 3 tiếp xúc với chốt tỳ
2 của tay òn 1. Khi á bị mòn tới giá trị cho phép thì công tắc 4 ược óng lại và tín hiệu –
lệnh ược truyền tới bánh cóc 5, thông qua vít vi sai 6 ể dịch chuyển trục chính theo phương
hướng trục. Như vậy, vị trí các mặt cắt á mài luôn luôn ược giữ cố ịnh so với tâm của chi tiết gia công.
B. NỘI DUNG THẢO LUẬN.
C. NGÂN HÀNG CÂU HỎI, BÀI TẬP. lOMoARcPSD| 41967345
CHƯƠNG V: TỰ ĐỘNG HÓA ĐIỀU KHIỂN CÁC YẾU TỐ CÔNG NGHỆ
V.1. Mục tiêu, nhiệm vụ. 1. Mục tiêu:
- Giới thiệu về nguyên lý iều khiển tự ộng các thành phần như kích thước gia công,
lực cắt, ộ mòn dụng cụ và các yếu tố công nghệ.
2. Nhiệm vụ của sinh viên:
- Hiểu và nắm ược các nguyên lý hoạt ộng của các cơ cấu và thế nào là tự ộng iều khiển.
V.2. Quy ịnh hình thức học cho mỗi nội dung nhỏ. Nội dung Hình thức học
5.1. Tự ộng iều khiển kích thước iều chỉnh tĩnh. Giảng
5.2. Tự ộng iều khiển kích thước iều chỉnh ộng. Giảng
5.3. Tự ộng iều khiển thành phần lực cắt dọc trục. Thảo luận
5.4. Tự ộng iều khiển ộ mòn của dụng cụ cắt. Thảo luận
5.5. Tự ộng iều khiển nhiều yếu tố công nghệ. SV tự ọc
V.3. Các nội dung cụ thể.
A. NỘI DUNG LÝ THUYẾT.
Một trong những chỉ tiêu cơ bản ể ánh giá chất lượng của máy hoặc chi tiết là ộ chính xác gia công.
Độ chính xác của chi tiết ược ánh giá bằng trường phân bố ω∆: ω∆ = ωT + a + b (5.1) 59 lOMoARcPSD| 41967345
Trong ó: ωT : Trường phân bố của từng nhóm nhỏ chi tiết. b – giá trị biến ộng của
sai số theo thời gian (theo số lượng chi tiết).
a – Sai số hệ thống cố ịnh.
Từ công thức (5.1) ta thấy ể nâng cao ộ chính xác gia công thì cần phải giảm từng giá trị ωT ; a và b.
* Phân biệt kích thước iều chỉnh:
- Kích thước iều chỉnh tĩnh AT là kích thước iều chỉnh dao khi chưa gia công.
- Kích thước iều chỉnh ộng A là lượng thay ổi của kích thước iều chỉnh tĩnh do biến dạng àn hồi.
Hình 5.1 Mô tả kích thước iều chỉnh tĩnh và kích thước iều chỉnh ộng.
5.1. Tự ộng iều khiển kích thước iều chỉnh tĩnh.
5.1.1. Gia công trên máy phay.
Hình 5.2 Sơ ồ iều khiển thích nghi kích thước iều chỉnh tĩnh trên máy phay ngang Chi
tiết gia công 1 và dưỡng 4 ược gá trên ồ gá 2. Đồ gá 2 ược gá trên bàn máy 3, hai bộ biến
ổi cảm ứng 5, 6 ược kẹp trên lỗ kẹp của chuôi dao và trên thân máy. Các bộ phận làm việc
của hai bộ biến ổi này ược tỳ sát vào bề mặt làm việc của dưỡng 4 và ĩa 7 (ĩa 7 ược gá trên
dao phay). Như vậy, hai bộ biến ổi 5 và 6 xác ịnh kích thước iều chỉnh tĩnh. Trong quá
trình gia công nhờ các bộ cảm biến này người ta có thông tin về biến dạng àn hồi theo
phương kích thước thực hiện. Thông tin này ược chuyển tới bộ so sánh 8 ể so sánh với giá
trị ã cho. Giá trị ã cho ược xác ịnh bằng bộ giá trị 9. Bộ khuếch ại 10 có chức năng phóng lOMoARcPSD| 41967345
ại tín hiệu tổng hợp. Tín hiệu tổng hợp ược truyền tới cơ cấu chấp hành 11. Cơ cấu chấp
hành này tác ộng tới vít me của bàn máy. Kết quả là thay ổi kích thước iều chỉnh tĩnh trong quá trình phay.
Khi lượng dư gia công tăng thì biến dạng àn hồi cũng tăng, do ó kích thước gia công tăng.
Nhưng cơ cấu chấp hành trên ây luôn ổn ịnh kích thước gia công, có nghĩa là bàn máy
dịch chuyển về hướng dao phay. Khi lượng dư gia công giảm bàn máy dịch chuyển ngược
lại. Như vậy quá trình ngược ược thực hiện nhờ bộ biến ổi 5. Sử dụng hệ thống iều khiển
trên cho phép giảm dung sai của chi tiết gia công gang từ 0,05 xuống 0,02 khi gia công
trên máy phay 6H82 với lượng dư trung bình từ 2 ến 8 mm. Sai số hình dáng hình học của
chi tiết giảm từ 0,08/250mm khi gia công bình thường xuống 0,03/250mm khi gia công
có sử dụng hệ thống iều khiển tự ộng.
5.1.2. Gia công trên máy tiện.
Hình 5.3. Sơ ồ tự ộng iều khiển kích thước iều chỉnh tĩnh trên máy tiện chép hình thủy lực.
Hình 5.3 là sơ ồ iều khiển thích nghi kích thước iều chỉnh tĩnh trên máy tiện chép
hình thủy lực. Ở ây thông tin về biến dạng àn hồi ược bộ biến ổi Đ1 ghi lại. Sự sai lệch
kích thước ược bù lại bởi cơ cấu chấp hành M (một ộng cơ rất nhỏ). Trong quá trình gia
công bàn xe dao thực hiện một dịch chuyển rất nhỏ theo phương của kích thước thực hiện
khi xuất hiện sai số ∆A (sai số kích thước iều chỉnh ộng). Các bộ khuếch ại y1 và y2
khuếch ại các tín hiệu nhận ược. Bộ biến ổi Đ2 có tác dụng tạo ra phản hồi ngược của hệ
thống iều khiển. Bộ ịnh giá trị 3 xác lập giá trị biến dạng àn hồi tối ưu. Các bộ phận so
sánh cy1 và cy2 ược dùng ể so sánh các tín hiệu xuất phát từ chi tiết gia công và dưỡng chép hình.
5.1.3. Ưu nhược iểm của phương pháp iều khiển kích thước iều chỉnh tĩnh. 1. Ưu iểm. 61 lOMoARcPSD| 41967345
- Giảm trường phân bố của kích thước gia công ωT xuống 2 ÷ 6 lần và làm tăng
ộ chính xác hình dáng hình học của chi tiết gia công.
- Giữ ược ộ nhám bề mặt như khi gia công bình thường (không có iều khiển).
- Nâng cao năng suất gia công vì gia công chi tiết với số bước ít hơn.
- Nâng cao năng suất gia công ở các nguyên công tiếp theo vì tăng ược ộ chính
xác của các kích thước nguyên công.
2. Nhược iểm.
- Khó tạo ược cơ cấu dịch chuyển nhỏ ổn ịnh với ộ chính xác một vài µm.
- Dao ộng của các lực tác ộng vẫn như trong trường hợp gia công bình thường,
do ó khả năng làm việc của hệ thống công nghệ chưa hoàn toàn ổn ịnh.
5.2. Tự ộng iều khiển kích thước iều chỉnh ộng.
Hình 5.4 Sơ ồ iều khiển tự ộng kích thước iều chỉnh ộng trên máy tiện chép hình thuỷ lực.
Hình 5.4 là sơ ồ tự ộng iều khiển kích thước iều chỉnh ộng trên máy tiện chép hình
thủy lực. Bộ biến ổi Đ ược gá trên ài dao ể thu nhận thông tin về sai số gia công. Bộ ịnh
giá trị 3 xác lập giá trị tối ưu của kích thước iều chỉnh ộng. Trong bộ so sánh cy thực hiện
việc so sánh các tín hiệu của kích thước thực hiện vfa kích thước iều chỉnh tự ộng cho
trước. Bộ khuếch ại y ược dùng ể khuếch ại giá trị chênh lệch tín hiệu. Giá trị chênh lệch
tín hiệu này tác ộng ến cơ cấu chấp hành M (cơ cấu chấp hành thường là một ộng cơ).
Rôto của ộng cơ quay trực tiếp hoặc qua bộ truyền bánh răng lắp với van thủy lực làm cho
van xoay và do ó lượng dầu i qua van thay ổi có nghĩa là thay ổi lượng chạy dao của bàn
xe dao chép hình thủy lực.
Khi kích thước thực hiện và kích thước iều chỉnh ộng cho trước bằng nhau thì lượng chạy
dao không thay ổi. Khi lượng dư gia công tăng, kích thước iều chỉnh ộng tăng, do ó lượng
chạy dao giảm. Ngược lại, khi lượng dư giảm thì lượng chạy dao tăng.
* Ưu nhược iểm của tự ộng iều khiển kích thước iều chỉnh ộng. 1. Ưu iểm. lOMoARcPSD| 41967345
- Thay ổi lượng chạy dao khi gia công cho phép nâng cao ộ chính xác chi tiết.
- Thay ổi lượng chạy dao khi gia công cho phép làm ổn ịnh các lực tác ộng và công suất cắt.
- Giảm khả năng bị gãy dụng cụ cắt.
- Nâng cao tuổi bền của dụng cụ cắt lên tới 20 ÷ 50%.
- Giảm ộ mòn của các cơ cấu máy, có nghĩa là giảm chi phí sử dụng máy.
- Nâng cao hiệu quả kinh tế trong cả 3 loại hình sản xuất.
2. Nhược iểm.
- Làm thay ổi ộ nhám bề mặt khi iều chỉnh lượng chạy dao.
5.3. Tự ộng iều khiển thành phần lực cắt dọc trục.
Hệ thống tự ộng iều khiển thành phần lực cắt dọc trục chi tiết ược sử dụng trên máy tiện
chép hình thủy lực. Hệ thống này ảm bảo ổn ịnh lục cắt dọc trục trong quá trình gia công
bằng cách thay ổi lượng chạy dao dọc của bàn xe dao chép hình. Lượng chạy dao dọc của
bàn xe dao phụ thuộc vào lực cắt Px mà ta o ược thông qua lực tác dụng lên cán của xilanh thủy lực.
Hình 5.5. Bộ iều chỉnh thủy lực
Hình 5.5 là kết cấu của bộ iều chỉnh thủy lực: Piston 2 với các rãnh van có tiết diện hình
tam giác ở mặt ầu di chuyển trong thân 1 của bộ iều chỉnh. Ở bên trái của piston có lò xo
6, ộ căng của nó ược iều chỉnh bằng vít 8 thông qua piston 9. Đầu nhỏ của piston 2 có ren
ể lắp với ai ốc 4. Đai ốc 4 ược lắp ể hạn chế lượng dịch chuyển của piston 2 (lượng chạy
dao nhỏ nhất Smin). Ở hai ầu của thân bộ iều chỉnh ược lắp hai nắp ậy 3 và 7. Trong thân
bộ iều chỉnh và ở áy 5 có các lỗ ể dẫn dầu và thoát dầu bị rò. Bộ iều chỉnh ược lắp vào hệ
thống thủy lực của máy và làm việc theo chu kỳ của bàn xe dao chép hình.
Trong quá trình gia công nếu lượng dư hoặc ộ cứng của vật lượng thay ổi thì thành phần
lực cắt Px thay ổi làm thay ổi áp lực trên piston 2, có nghĩa là thay ổi lực trên cán của
xilanh 3. Sự thay ổi này làm cho piston 1 dịch chuyển sẽ xác ịnh lại lượng chạy dao S và 63 lOMoARcPSD| 41967345
thay ổi lực cắt Px. Như vậy, ở ây có sự bù lại giá trị thay ổi của lượng dư và ộ cứng vật liệu gia công.
Ngoài ra, hệ thống iều chỉnh này còn làm việc theo nguyên tắc iều chỉnh áp lực trước.
Lực trên cán piston ược iều chỉnh bằng lò xo 4. Nếu lượng dư gia công tăng, lực cắt Px và
lực ẩy PH tăng. Khi ó áp lực P1 ở buồng trái xilanh giảm, còn áp lực PH ở buồng phải xilanh
hầu như không thay ổi. Sự cân bằng của piston 1 bị phá vỡ vfa piston dịch chuyển về bên
trái ể giảm áp lực cho ến khi xuất hiện sự cân bằng mới.
Hình 5.6. Sơ ồ lắp bộ iều chỉnh thủy lực
5.4. Tự ộng iều khiển ộ mòn dụng cụ cắt.
5.4.1. Tầm quan trọng, cơ sở của tự ộng iều khiển ộ mòn dụng cụ cắt.
Thực tế cho thấy hiệu quả gia công phụ thuộc rất nhiều vào ộ mòn của dụng cụ cắt
(tuổi bền). Độ mòn của dụng cụ cắt ảnh hưởng trực tiếp ến tâm phân bố của kích thước
gia công. Ngoài ra ộ mòn của dụng cụ cắt còn ảnh hưởng ến năng suất và hiệu quả kinh tế
của quá trình gia công. Năng suất gia công phụ thuộc vào thời gian iều chỉnh kích thước
vfa thời gian iều chỉnh lại hệ thống công nghệ. Như vậy, chất lượng dụng cụ cắt càng xấu
thì tốc ộ dịch chuyển tâm phân bố kích thươc gia công cành nhanh, do ó số lần iều chỉnh
lại hệ thống càng nhiều.
Nhiều nghiên cứu lý thuyết và thực nghiệm cho thấy, ể ạt giá thành gia công nhỏ nhất cần
phải ảm bảo chop dụng cụ cắt có tốc ộ mòn cố ịnh. Ổn ịnh ược ộ mòn của dụng cụ cắt có
nghĩa là ổn ịnh ược tuổi bền có ộ mòn cho phép như nhau. Để ổn ịnh ược tuổi bền của
dụng cụ cắt người ta sử dụng hệ thống tự ộng iều khiển ộ mòn của nó.
Nghiên cứu thực nghiệm cho thấy nguồn thông tin về ộ mòn của dụng cụ cắt là suất iện
ộng nhiệt. Vì vậy, ể thay bộ chuyển ổi trong hệ thống iều khiển tự ộng người ta dùng cái
o nhiệt tự nhiên gồm chi tiết gia công – lưỡi cắt của dụng cụ. Các thông số iều chỉnh cụ
thể là tốc ộ cắt, lượng chạy dao hoặc cả hai.
5.4.2. Phương pháp tự ộng iều khiển ộ mòn của dụng cụ cắt.
Hình 5.7 là sơ ồ iều khiển tự ộng ộ mòn của dụng cụ cắt: tín hiệu từ bộ chuyển ổi Đ
(cái o nhiệt tự nhiên) ược chuyển tới bộ so sánh cy. Bộ so sánh cy có chức năng so sánh lOMoARcPSD| 41967345
tín hiệu này với các tín hiệu của bộ ịnh giá trị 3. Tín hiệu tổng hợp ược khuếch ại y tác
ộng ến cơ cấu chấp hành M. Cơ cấu chấp hành này hoạt ộng theo hướng loại trừ ộ chênh
lệch giữa giá trị của suất iện ộng nhiệt hiện có và giá trị của iện ộng ã cho.
Hình 5.7 Sơ ồ iều khiển tự ộng ộ mòn của dụng cụ cắt
Giá trị của suất iện ộng nhiệt ã cho xác ịnh tốc ộ mòn cần thiết của dụng cụ. Còn giá
trị của suất iện nhiệt phụ thuộc vào ộ mòn của dụng cụ, lượng dư gia công, ộ cứng vật liệu
và các yếu tố khác mang tính ngẫu nhiên và hệ thống. Thực tế cho thấy thay ổi tốc ộ cắt v
là phương án tốt nhất ể tự ộng iều khiển ộ mòn của dụng cụ cắt.
5.5. Tự ộng iều khiển nhiều yếu tố công nghệ. Tham khảo tài liệu [1]
B. NỘI DUNG THẢO LUẬN.
C. NGÂN HÀNG CÂU HỎI, BÀI TẬP.
CHƯƠNG VI : DÂY CHUYỀN TỰ ĐỘNG
VI.1. Mục tiêu, nhiệm vụ. 1. Mục tiêu:
- Giới thiệu về những yếu tố cơ bản của dây chuyền sản xuất, yêu cầu về phôi, dụng
cụ, ồ gá và lập quy trình công nghệ trên các dây chuyền tự ộng. - Giới thiệu về một số loại
dây chuyền sản xuất tự ộng.
2. Nhiệm vụ của sinh viên:
- Hiểu và thuộc các nội dung của chương ể vận dụng học chương 7. VI.2.
Quy ịnh hình thức học cho mỗi nội dung nhỏ. Nội dung Hình thức học
6.1. Sự phát triển của dây chuyền tự ộng SV tự ọc
6.2. Chủng loại chi tiết trên dây chuyền tự ộng SV tự ọc
6.3. Yêu cầu ối với phôi trên dây chuyền tự ộng SV tự ọc 65 lOMoARcPSD| 41967345
6.4. Định vị chi tiết khi gia công trên dây chuyền tự ộng SV tự ọc
6.5. Lập QTCN cho dây chuyền tự ộng SV tự ọc
6.6. Các loại dây chuyền tự ộng Thảo luận
6.6.1. Dây chuyền gồm các máy tổ hợp. Thảo luận
6.6.2. Dây chuyền gồm các máy xoay tròn. Thảo luận
6.6.3. Dây chuyền gồm các máy CNC. SV tự ọc
6.6.4. Dây chuyền tự ộng iều chỉnh. SV tự ọc
6.6.5. Độ ổn ịnh của dây chuyền tự ộng. SV tự ọc
6.7. Cấu trúc của dây chuyền SV tự ọc
VI.3. Các nội dung cụ thể.
A. NỘI DUNG LÝ THUYẾT.
6.1. Sự phát triển của dây chuyền tự ộng.
Trong ngành chế tạo máy ặc tính cơ bản là các máy công cụ mà mức hoàn thiện của chúng
có ảnh hưởng rất lớn ến sự phát triển của ngành. Sự phát triển của tự ộng hóa, một mặt
nâng cao năng suất lao ộng và giảm số lượng công nhân ứng máy nhưng mặt khác lại giảm
mức ộ vạn năng hóa của máy và nâng cao giá thành máy.
Các máy vạn năng có năng suất thấp ược dùng rộng rãi trong sản xuất nhỏ. Tuy nhiên,
hiện nay các máy vạn năng iều khiển bằng tay vẫn ược dùng trong sản xuất lớn, bởi vì các
máy chuyên dùng tuy cho năng suất cao nhưng giá thành lại ắt cho nên nhiều khi khó có
khả năng hoàn vốn trong thời gian ngắn.
Dần dần, qui mô sản xuất ược mở rộng với yêu cầu chế tạo các chi tiết hàng loạt lớn,
chẳng hạn các chi tiết của ôtô, xe máy... òi hỏi phải có một loại máy mới: máy tự ộng và
bán tự ộng vạn năng. Đặc iểm của các loại máy này là năng suất và mức ộ tự ộng hóa cao.
Tuy nhiên, so với các máy vạn năng iều khiển bằng tay thì tính vạn năng của chúng thấp hơn nhiều.
Để nâng cao năng suất lao ộng trong sản xuất lớn người ta nghĩ ến chế tạo nhóm máy thứ
3: các nhóm máy tự ộng và bán tự ộng chuyên dùng. Các loại máy này chỉ ược sử dụng
trong sản xuất lớn ể chế tạo các chi tiết có hình dạng và kích thước không thay ổi trong
một thời gian dài. Như vậy ở ây xuất hiện mâu thuẫn giữa tính hàng loạt của sản phẩm và
tính cơ ộng của thiết bị sản xuất. Để giải quyết mâu thuẫn này người ta áp dụng nguyên
tắc tiêu chuẩn hóa các cơ cấu của máy trên cơ sở ặc tính công dụng thống nhất. Do ó,
nhóm máy thế hệ thứ 4 ra ời – các máy tổ hợp mà nét ặc trưng của chúng là các cơ cấu
tiêu chuẩn. Các loại máy này có tính cơ ộng cao và thông thường chúng ược thực hiện các
nguyên công khoan, khoét, doa, cắt ren trong, phay mặt phẳng, phay rãnh và ôi khi dùng
ể tiện ngoài và tiện mặt ầu. lOMoARcPSD| 41967345
Bốn nhóm máy trên ây thể hiện mức ộ tự ộng hóa ầu tiên – tự ộng hóa chu kỳ gia công.
Mức ộ tự ộng hóa như vậy ã ược phát triển trong những năm nửa ầu thế kỷ. Về sau, với
sự phát triển mạnh mẽ của khoa học và kỹ thuật, mức ộ tự ộng hóa ã và ang ạt ược mức ộ
cao: dây chuyền tự ộng, máy iều khiển số CNC, robot công nghiệp...
Như vậy, nhóm máy thứ 5 là các dây chuyền tự ộng. Các dây chuyền tự ộng ã và
ang ược sử dụng rộng rãi vì có tính hiệu quả kinh tế cao.
6.2. Chủng loại chi tiết trên dây chuyền tự ộng.
Trên các dây chuyền tự ộng người ta thường gia công các chi tiết dạng hộp lớn và các chi
tiết có hình dáng phức tạp với yêu cầu phải gia công qua nhiều bước. Các chi tiết ó là: vỏ
ộng cơ ôtô, máy kéo, vỏ hộp tốc ộ, vỏ hộp chạy dao, vỏ máy bơm, nắp vòng bi, trục khuỷu,
các loại bánh răng, giá ỡ, ống nối, ĩa xích...
Tất cả các nguyên công ược thực hiện trên các máy riêng lẻ ều có thể thực hiện trên dây
chuyền tự ộng. Trong những năm gần ây, người ta chế tạo thêm nhiều dây chuyền tự ộng
có thêm những máy chuốt mặt phẳng và máy cán lỗ cho một số chi tiết iển hình.
6.3. Yêu cầu ối với phôi trên dây chuyền tự ộng.
- Đảm bảo ược ộ ổn ịnh kích thước và chất lượng vật liệu.
- Phạm vi biến ộng của ộ cứng vật liệu ể chế tạo chi tiết có ộ chính xác cao phải nhỏ hơn
phạm vi biến ộng cho phép của ộ cứng theo tiêu chuẩn.
- Lượng dư gia công của chi tiết không ược quá lớn hoặc quá nhỏ:
+ Lượng dư quá lớn sẽ làm cho dao làm việc quá tải.
+ Lượng dư quá nhỏ sẽ gây trượt dao và không ảm bảo ộ chính xác và chất lượng bề mặt.
- Kích thước khuôn khổ của chi tiết không ược dao ộng quá lớn:
+ Kích thước quá lớn sẽ bị kẹt khi di chuyển.
+ Kích thước quá nhỏ sẽ bị lọt trên cơ cấu vận chuyển.
6.4. Định vị chi tiết khi gia công trên dây chuyền tự ộng. Tham khảo tài liệu [1]
6.5. Lập qui trình công nghệ cho dây chuyền tự ộng.
QTCN gia công chi tiết trên dây chuyền tự ộng phải ảm bảo các yêu cầu kỹ thuật của bản
vẽ thiết kế, ồng thời cũng phải thích ứng với những ặc iểm của dây chuyền tự ộng. Lập
QTCN cho dây chuyền tự ộng thường tiến hành qua 3 giai oạn. Giai oạn 1:
- Lựa chọn ược phương pháp gia công thích hợp và xác ịnh số bước gia công cần thiết.
- Đối với mỗi bước phải xác ịnh ược các mặt chuẩn ịnh vị, xác ịnh sơ bộ chế ộ cắt lớn
nhất → thời gian gia công nhỏ nhất.
+ Chọn lượng chạy dao phụ thuộc vào iều kiện gia công (kích thước, ộ chính xác, ộ nhám
bề mặt, lượng dư gia công...)
+ Chọn tốc ộ cắt phụ thuộc vào tuổi bền của dụng cụ
- Tính thời gian gia công cơ bản, tính lực cắt và công suất cắt. 67 lOMoARcPSD| 41967345 Giai oạn 2:
- Xác ịnh trình tự thực hiện tất cả các bước sao cho số lần quay của chi tiết là nhỏ nhất.
Gia công thô các mặt phẳng và các lỗ có ường kính lớn cần thực hiện ở ầu dây chuyền
do nhiệt ộ nung nóng cao và do biến dạng lớn vì có sự phân bố lại ứng suất ở bên trong.
- Gia công các bề mặt có yêu cầu cao về ộ chính xác và ộ nhám bề mặt ở cuối dây chuyền.
Cần tưới dung dịch trơn nguội ể giảm biến dạng và ể loại trừ vết xước khi di trượt trong
quá trình thay ổi vị trí trên dây chuyền.
- Đối với các bước doa lỗ, sự phân bố ều lượng dư gia công có ảnh hưởng lớn ến ộ chính
xác hình dáng và vị trí tương quan cho nên chúng cần ược gia công bán tinh và tinh ở
cuối dây chuyền tự ộng.
- Giữa các nguyên công gia công thô và tinh người ta tiến hành gia công các bề mặt phụ.
- Nguyên công cắt ren nên thực hiện ở một công oạn riêng, vì phải dùng dầu bôi trơn ặc
biệt. Thông thường ặt sau nguyên công rửa sạch hoặc cuối dây chuyền tự ộng.
- Cần bố trí các nguyên công phụ như kiểm tra và làm sạch kịp thời. Giai oạn 3:
- Cần nhóm tất cả các bước theo máy và xác ịnh chính xác chế ộ cắt. Việc nhóm lại tất cả
các bước theo nhóm cần thực hiện sao cho số lượng máy là nhỏ nhất, tuy nhiên cần chú
ý ến khả năng của các cơ cấu tiêu chuẩn (công suất máy, lượng chạy dao lớn nhất, kích thước của máy).
- Khi tiến hành nhóm các bước cần chú ý không nên gia công thô và tinh trên cùng một
máy. Tập trung nguyên công cũng có thể bị hạn chế bởi dộ cứng vững của chi tiết.
6.6. Các loại dây chuyền tự ộng.
6.6.1. Dây chuyền gồm các máy tổ hợp.
Được sử dụng rộng rãi trong sản xuất lớn ể gia công các chi tiết dạng hộp phức tạp. Các
chi tiết loại này có nhiều bề mặt cần gia công với ộ chính xác tương quan cao.
Hình 6.1. Sơ ồ dây chuyền tự ộng gồm 4 máy với các vị trí như nhau.
Hình 6.1 là sơ ồ dây chuyền tự ộng ơn giản gồm 4 máy tổ hợp. Dây chuyền này dùng ể
gia công các lỗ mặt ầu của xilanh. Các máy của dây chuyền tự ộng hoàn toàn giống nhau,
còn chi tiết gia công cũng ược gá ặt như nhau ở tất cả các vị trí.
Phần lớn các chi tiết dạng hộp có nhiều bề mặt gia công nằm ở nhiều phía khác nhau, do
ó dây chuyền tự ộng ể gia công các bề mặt ấy có cấu trúc phức tạp hơn (hình 6.2) lOMoARcPSD| 41967345
Dây chuyền tự ộng này gồm 2 phần, giữa các phần có bàn quay ể ổi vị trí gia công
của chi tiết gia công. Bàn quay 900 cho nên ở phần hai của dây chuyền tự ộng chi tiết ược
gia công ở hai phía khác ối diện nhau.
Hình 6.2. Sơ ồ dây chuyền tự ộng với bàn quay trung gian.
Dây chuyền tự ộng gồm các máy tổ hợp là dây chuyền có mối liên kết cứng và khi một
máy nào ó không hoạt ộng thì tất cả các máy khác cũng ngừng hoạt ộng. Như vậy, hệ số
sử dụng máy cũng giảm. Để tăng hệ số sử dụng máy của dây chuyền tự ộng người ta chia
dây chuyền ra các công oạn, mỗi công oạn gồm một số máy và giữa các công oạn có cơ
cấu tích trữ chi tiết, có nghĩa là thành lập các hệ thống dây chuyền tự ộng.
Hình 6.3. Hệ thống hai dây chuyền tự ộng.
Việc chia dây chuyền tự ộng ra các công oạn có ý nghĩa lớn ối với các dây chuyền tự ộng
gồm nhiều máy. Tuy nhiên, thực tế cho thấy các dây chuyền tự ộng gồm nhiều máy tổ hợp
ể gia công những chi tiết cỡ lớn không phải lúc nào cũng ảm bảo ược nhịp sản xuất như nhau trong các công oạn. 69 lOMoARcPSD| 41967345
6.6.2. Dây chuyền gồm các máy xoay tròn. Tham khảo tài liệu [1].
6.6.3. Dây chuyền gồm các máy CNC. Tham khảo tài liệu [1].
6.6.4. Dây chuyền tự ộng iều chỉnh.
Trước ây các dây chuyền tự ộng chỉ ược thiết kế ể gia công một loại chi tiết nhất ịnh. Gần
ây người ta thiết kế dây chuyền tự ộng có khả năng iều chỉnh ể gia công nhiều loại chi tiết
khác nhau. Hiệu quả kinh tế của dây chuyền tự ộng iều chỉnh rất rõ rệt ngay cả với dạng sản xuất nhỏ.
Để iều chỉnh dây chuyền tự ộng người ta lắp dụng cụ cắt trong các trục chính riêng biệt,
thay ổi vị trí của các ầu dao hoặc thay ổi các bạc dẫn...Như vậy có thể gia công ược các
chi tiết có kích thước khác nhau.
Khi iều chỉnh dây chuyền tự ộng cần thay ổi các cữ chặn, bố trí lại dụng cụ cắt, ồ gá...
Tuy nhiên, công việc iều chỉnh bằng tay có nhược iểm là tốn thời gian, ộ chính xác thấp,
ngoài ra còn phải ngừng gia công chi tiết.
Gần ây dây chuyền tự ộng gồm các máy CNC ra ời, chúng cho phép thực hiện việc iều
chỉnh một cách nhanh chóng, nâng cao năng suất và ộ chính xác.
6.6.5. Độ ổn ịnh của dây chuyền tự ộng.
Độ ổn ịnh của dây chuyền tự ộng là khả năng sản xuất liên tục các sản phẩm theo sản
lượng ã ịnh trong suốt thời gian hoạt ộng.
Dây chuyền tự ộng ược xem là ngừng hoạt ộng không chỉ khi một số cơ cấu bị hỏng, mà
ngay cả khi dây chuyền chế tạo ra một số sản phẩm không ạt yêu cầu kỹ thuật. Vấn ề ổn
ịnh của dây chuyền chính là vấn ề năng suất của dây chuyền với số công nhân phục vụ và sửa chữa là ít nhất.
Độ ổn ịnh của dây chuyền tự ộng ược ánh giá bằng sự hoạt ộng liên tục, có khả năng sửa
chữa, ồng thời cả tuổi thọ của các cơ cấu máy. Số lần iều chỉnh càng ít, tuổi bền dụng cụ,
ộ chống mòn của chi tiết càng cao, thời gian phục hồi khả năng làm việc càng ngắn, thời
gian sửa chữa càng ngắn, có nghĩa là thời gian nhừng hoạt ộng cằng ngắn thì ộ ổn ịnh của
dây chuyền tự ộng sẽ càng lớn.
6.7. Cấu trúc của dây chuyền. Tham khảo tài liệu [1].
B. NỘI DUNG THẢO LUẬN.
C. NGÂN HÀNG CÂU HỎI, BÀI TẬP. lOMoARcPSD| 41967345
CHƯƠNG VII : HỆ THỐNG SẢN XUẤT LINH HOẠT FMS
VII.1. Mục tiêu, nhiệm vụ. 1. Mục tiêu: -
Giới thiệu về cấu trúc, nguyên tắc và các thành phần của hệ thống
sản xuất linh hoạt. Cung cấp những kiến thức cơ bản về hệ thống sản xuất linh
hoạt, giúp sinh viên có cái nhìn tổng quát về hệ thống sản xuất tự ộng linh hoạt
ồng thời là tài liệu tham khảo cho cán bộ sản xuất trong các cơ sở sản xuất tự ộng. -
Giới thiệu về những hệ thống sản xuất linh hoạt ã và ang ược sử
dụng rất rộng rãi ở các nước trên thế giới.
2. Nhiệm vụ của sinh viên:
- Hiểu và nắm vững nguyên lý hoạt ộng của các hệ thống sản xuất linh hoạt, từ ó có
thể thiết kế hoặc iều khiển hệ thống sản xuất linh hoạt, vận dụng những kiến
thức ã học vào sản xuất tự ộng trong thực tế.
VII.2. Quy ịnh hình thức học cho mỗi nội dung nhỏ. Nội dung Hình thức học
7.1. Cấu trúc thành phần của hệ thống sản xuất linh hoạt FMS Giảng
7.2. Các nguyên tắc hình thành hệ thống sản xuất linh hoạt FMS. Giảng
7.3. Rôbôt công nghiệp trong hệ thống sản xuất linh hoạt FMS. Giảng
7.4. Hệ thống kiểm tra tự ộng của FMS Giảng
7.5. Hệ thống vận chuyển – tích trữ tự ộng của FMS Giảng
7.6. Xác ịnh thành phần thiết bị của hệ thống FMS. Giảng
7.7. Kho chứa tự ộng trong hệ thống FMS. Giảng
7.8. Hệ thống iều khiển FMS. Giảng 71 lOMoARcPSD| 41967345
7.9. Kinh nghiệm ứng dụng FMS ở một số nước trên thế giới Thảo luận
VII.3. Các nội dung cụ thể.
A. NỘI DUNG LÝ THUYẾT.
7.1. Cấu trúc thành phần của hệ thống sản xuất linh hoạt FMS.
Hình 7.1. Cấu trúc chung của một FMS 7.2.
Các nguyên tắc hình thành hệ thống sản xuất linh hoạt FMS.
7.2.1. Từ các máy CNC tới FMS.
Các máy CNC là những máy cắt kim loại có hiệu quả cao và ang ược sử dụng rộng rãi
trong các nhà máy cơ khí. Sử dụng các máy này cho phép không chỉ ạt mức ộ tự ộng hóa
gia công cao mà còn tạo khả năng iều chỉnh nhanh ể gia công bất kỳ chi tiết nào trong
phạm vi ặc tính kỹ thuật của máy, có nghĩa là tạo khả năng iều chỉnh linh hoạt quy trình
công nghệ. Vì vậy, các máy CNC ược sử dụng rộng rãi trong sản xuất hàng loạt nhỏ (loại
sản xuất ặc trưng cho nhiều ngành chế tạo máy).
Vào những năm 1970 – 1980 ể nâng cao năng suất của các máy CNC người ta nhóm các
máy thành các hệ thống sản xuất linh hoạt, có năng suất gần bằng năng suất của dây
chuyền tự ộng sản xuất lớn nhưng lại loại trừ ược nhược iểm của dây chuyền tự ộng là chế lOMoARcPSD| 41967345
tạo một chủng loại sản phẩm. Trên cơ sở của các hệ thống tự ộng hóa ó người ta ã xây
dựng công nghệ iều chỉnh linh hoạt. Theo công nghệ này thì bất kỳ chi tiết nào (trong
phạm vi ặc tính kỹ thuật của máy) cũng có thể ưa vào hệ thống FMS theo bất kỳ tuần tự
nào và ược gia công với bất kỳ sản lượng nào.
Khi làm việc trên các máy CNC người công nhân thực hiện chức năng cấp phôi cho
máy, tháo chi tiết sau khi ã gia công, gá dụng cụ, thay ồ gá, mở máy, kiểm tra chi tiết và
quan sát chung hoạt ộng của máy. Nếu các chức năng trên ây của người công nhân ược tự
ộng hóa thì tỷ lệ thời gian máy tăng lên, có nghĩa là tăng ược năng suất của thiết bị.
Hệ thống sản xuất linh hoạt FMS là hệ thống sản xuất có mức ộ tự ộng hóa cao, ược
dùng ể chế tạo nhiều chủng loại chi tiết với sản lượng nhỏ và vừa. Hệ thống FMS bao gồm
các máy CNC ể gia công tự ộng, hệ thống cấp và tháo phôi, hệ thống vận chuyển phôi,
các máy tính, hệ thống cung cấp chương trình ể iều khiển toàn bộ công việc.
Công nghệ iều chỉnh linh hoạt trên các máy CNC ược thực hiện theo các hướng chính sau:
1. Trang bị cho máy ổ tích dụng cụ (magazin dụng cụ).
2. Trang bị cho máy cơ cấu vệ tinh thay ổi.
3. Chế tạo máy nhiều trục chính.
4. Gia công ồng thời bằng nhiều dao.
5. Điều khiển các máy CNC bằng máy tính.
6. Tập hợp các máy CNC thành từng nhóm và iều khiển chúng bằng máy tính.
7. Tập hợp các máy CNC thành hệ thống FMS.
1. Trang bị ổ tích dụng cụ cho máy.
Ổ tích dụng cụ (magazin dụng cụ) với cơ cấu thay dao tự ộng cho phép gia công nhiều bề
mặt của chi tiết trong một hoặc một số lần gá và do ó giảm ược thời gian gia công. Như
vậy, magazin dụng cụ giảm ược chức năng của con người và nó là một bước phát triển
trong công nghiệp iều chỉnh linh hoạt.
2. Trang bị cho máy cơ cấu vệ tinh thay ổi.
Cơ cấu vệ tinh thay ổi là cơ cấu cấp phôi tự ộng và ẩy phôi ã gia công ra vị trí xác
ịnh. Cơ cấu vệ tinh cho phép làm trùng thời gian phụ với thời gian máy khi gia công phôi trên máy.
3. Chế tạo máy nhiều trục chính.
Máy nhiều trục chính thông dụng là các máy phay chuyên dùng. Các máy này ược sử
dụng ể gia công ồng thời nhiều chi tiết gióng nhau hoặc gia công ồng thời nhiều bề mặt
của một chi tiết bằng nhiều dao. Trong cả hai trường hợp trên năng suất gia công ều tăng lên rõ rệt.
4. Điều khiển các máy CNC bằng máy tính.
Điều khiển các máy CNC bằng máy tính cho phép thực hiện công nghệ iều chỉnh linh
hoạt và giảm ược kích cỡ của máy ồng thời nâng cao năng suất và chất lượng gia công. 73 lOMoARcPSD| 41967345
5. Tập hợp các máy CNC thành từng nhóm và iều khiển chúng bằng máy tính. Điều khiển
cả nhóm máy bằng máy tính cho phép hiệu chỉnh chương trình trực tiếp trên máy và iều
chỉnh công việc của các máy.
Hiệu quả kinh tế kỹ thuật của nó ược thể hiện qua những ưu iểm sau:
- Giảm chu kỳ lập trình.
- Loại bỏ các băng từ.
- Giảm số dụng cụ sử dụng.
- Nâng cao năng suất (3 ÷ 7 lần) và chất lượng gia công.
6. Tập hợp các máy CNC thành hệ thống FMS.
Hệ thống FMS bao gồm cả hệ thống vận chuyển tự ộng và iều khiển trung tâm bằng máy
tính, nhằm mục ích tự ộng hóa các nguyên công chính và phụ trong sản xuất hàng loạt nhỏ
và vừa. Thành lập các hệ thống như vậy ược tiến hành theo các hướng sau ây:
a/ Dây chuyền tự ộng iều chỉnh.
Hình 7.2 là dây chuyền tự ộng iều chỉnh ược dùng ể gia công các chi tiết dạng hộp. Dây
chuyền tự ộng iều chỉnh này bao gồm các máy CNC với các ụ trục chính 1, các cánh tay
tự ộng 3 và các cơ cấu vận chuyển - tích trữ 2.
Hình 7.2. Dây chuyền tự ộng iều ch ỉnh.
Điều chỉnh dây chuyền tự ộng trên ây ược thực hiện bằng iều chỉnh các máy
CNC, thay thế các ồ gá, thay thế các cánh tay tự ộng, thay thế các phần tử mang chương
trình trong cơ cấu iều khiển số.
Vì còn nhiều công việc chưa ược iều chỉnh linh hoạt, cho nên các dây chuyền tự ộng
iều chỉnh có dạng tương tự ược dùng trong sản xuất hàng loạt vừa và lớn ể gia công một
số chủng loại chi tiết. b/ Hệ thống FMS với kho chứa phôi và dụng cụ. lOMoARcPSD| 41967345
Hình 7.3. Hệ thống FMS ể gia công chi tiết dạng hộp
1- máy lấy dấu; 2 – máy chuẩn bị phôi; 3- các máy CNC; 4 – cơ cấu cấp phôi tự ộng;
5 – cần cẩu tự ộng; 6- kho chứa phôi và chi tiết; 7 – máy kiểm tra tự ộng.
Ngoài nhóm máy CNC trong hệ thống FMS trên hình 7.3 còn có: bộ phận kiểm tra
phôi và lấy dấu bằng máy lấy dấu 1 và máy 2 ể gia công chuẩn bị phôi, bộ phận kiểm tra
lần cuối bằng máy kiểm tra 7. Dọc theo dây chuyền của các máy có kho chứa phôi và chi
tiết 6. Phôi và chi tiết ược chuyển tới máy bằng cần cẩu tự ộng 5.
Hệ thống iều khiển của FMS trên hình 7.3 ược thực hiện ở hai mức: cao và thấp. Điều
khiển ở mức cao cho phép lập trình, kiểm tra, hiệu chỉnh và lưu giữ chương trình, lập tài
liệu công nghệ, lập kế hoạch và tiến trình sản xuất, iều khiển tính cơ ộng của các máy.
Điều khiển ở mức thấp thực hiện iều khiển trực tiếp các máy CNC, iều khiển các cơ cấu
vận chuyển và cấp phôi. c/ Hệ thống FMS có kho chứa cơ cấu vệ tinh với phôi.
Hình 7.4. Hệ thống FMS của hãng Hellen Heyligenstaed (CHLB Đức)
ể gia công bảng iều khiển.
1- máy phay nhiều trục; 2 – ổ chứa; 3,5- cơ vận chuyển;
4- vị trí gá ặt và tháo dỡ chi tiết Ứng
dụng hệ thống trên hình 7.4 cho phép:
- Nâng cao năng suất của máy nhờ gia công ồng thời bằng nhiều dao (8 trục chính)
- Giảm thời gian phụ nhờ thay dao tự ộng và sử dụng cơ cấu vệ tinh ể gá phôi.
- Tự ộng hóa dòng di chuyển của phôi nhờ hệ thống vận chuyển ược iều khiển bằng máy tính.
- Giảm chi phí hành chính cho iều khiển sản xuất nhờ máy tính.
- Tối ứu hóa quá trình công nghệ bằng ứng dụng hệ thống kế hoạch khai thác máy tối ưu.
Hệ thống FMS này ược ứng dụng trong sản xuất hàng loạt, nó cho phép thực hiện công
nghệ iều chỉnh linh hoạt với chủng loại gia công hạn chế và dung lượng của magazin dụng
cụ ủ ể gia công các loại chi tiết ó. Ở ây con người chỉ thực hiện chức năng giám sát hoạt ộng của các máy.
d/ Hệ thống FMS có kho chứa cơ cấu vệ tinh với chi tiết và magazin dụng cụ. 75 lOMoARcPSD| 41967345
Hệ thống FMS trên hình 7.5 bao gồm ba ường dây song song: ường dây cơ cấu vệ tinh 3
ể gá chi tiết; ường dây các máy 2 và ường dây các magazin dụng cụ 1. Trong ường dây cơ
cấu vệ tinh ược lắp ặt các ồ gá ứng với chủng loại chi tiết gia công. Các ụ trục chính trên
các máy ược di chuyển tương ối so với các cơ cấu vệ tinh nhờ các lệnh phát ra từ các cơ
cấu iều khiển. Các magazin dụng cụ trong ường dây 1 ược thiết kế theo dạng ĩa. Ở ây ược
lắp ặt một tay máy ể di chuyển các magazin dụng cụ theo lệnh của máy tính.
Hệ thống FMS này cho phép thực hiện công nghệ iều chỉnh linh hoạt với nhiều chủng loại chi tiết.
Hình 7.5. Hệ thống của hãng Jamazaki (Japan) ể gia công các chi tiết dạng hộp.
1- các ổ chứa dụng cụ; 2 – các máy gia công; 3 – các cơ cấu vệ tinh gá ặt chi tiết. e/
Hệ thống FMS có kho chứa cơ cấu vệ tinh với phôi và magazin dụng cụ ể cấp phát
riêng biệt cho các máy.
Hình 7.6 là một hệ thống có kho chứa cơ cấu vệ tinh với phôi và dụng cụ ể cấp phát
riêng biệt cho các máy ược dùng ể gia công nhiều chủng loại chi tiết dạng hộp.
Hệ thống FMS này có thể gia công ược 70 loại chi tiết khác nhau với các kích thước
khuôn khổ 250 x 250 x 250 mm. Hệ thống gồm 8 máy trong ó có bốn máy CNC 3 với
năm tọa ộ, có ba máy CNC 4 với sáu tọa ộ và một máy CNC 5 với năm tọa ộ ể khoan lỗ
sâu. Cấp dụng cụ cho các magazin của máy từ kho tĩnh 1 và tháo những dụng cụ ã mòn,
gẫy hoặc không cần thiết từ các máy theo chương trình gia công ã ịnh ược thực hiện tự
ộng nhờ bộ ịnh vị 2 của hệ thống cung cấp dụng cụ. lOMoARcPSD| 41967345
Hoạt ộng của hệ thống ược iều khiển từ máy iều khiển trung tâm ược lắp ặt ở một vị
trí riêng biệt. Máy iều chỉnh dụng cụ 6 ược lắp ặt ở bên cạnh ể iều chỉnh dụng cụ và kiểm tra chi tiết ã gia công.
Hình 7.6. Sơ ồ hệ thống FMS ể gia công nhiều chủng loại chi tiết dạng hộp.
1- kho chứa tĩnh; 2 – bộ ịnh vị tự ộng; 3,4,5 – máy CNC; 6 – máy iều chỉnh dụng cụ; 7,12
– máy xếp ống; 8 – cơ cấu xếp tải; 9 – vị trí kiểm tra; 10 – vị trí tháo dỡ; 11 – vị trí cung
cấp phôi; 13 – giá, ổ tích các vệ tinh.
Ứng dụng hệ thống FMS trên ây cho phép:
- Giảm giá thành chế tạo sản phẩm xuống 3÷5 lần.
- Nâng cao chất lượng và ảm bảo tính lắp lẫn của chi tiết.
- Nâng cao trình ộ văn hóa sản xuất.
- Giải phóng ược 90 công nhân ứng máy có trình ộ cao.
- Tăng hệ số sử dụng các máy CNC lên 2÷3 lần.
- Giảm chu kỳ sản xuất gia công cơ xuống 3÷8 lần.
- Thực hiện công nghệ iều chỉnh linh hoạt với nhiều chủng loại chi tiết và số lượng dụng
cụ không hạn chế cho mỗi lần gá ặt chi tiết.
Với sự hoàn thiện của các máy CNC và sự hình thành hệ thống FMS, chức năng của
người công nhân ược thay thế bằng chức năng của máy và do ó ảm bảo ược iều kiện gia
công không có sự tham gia của con người. Hình 7.7 mô tả quá trình phát triển của các máy
CNC và ảnh hưởng cua chúng ến năng suất lao ộng của công nhân. 77 lOMoARcPSD| 41967345
Hình 7.7. Tăng năng suất lao ộng theo sự phát triển của các máy CNC và hệ thống FMS
*/ Khi gia công chi tiết tròn xoay thông thường ược thực hiện trên hệ thống FMS không
có các cơ cấu vệ tinh. Tuy nhiên sơ ồ của hệ thống cũng ược thành lập theo sơ ồ gia công
các chi tiết trên các vệ tinh với sự khác nhau ở kiểu cấu tạo của thiết bị. Hình 7.8 là một
hệ thống như vậy, ược hãng Fuji Electric (Japan) chế tạo ể gia công trục ộng cơ iện.
Hình 7.8. Sơ ồ hệ thống FMS model M-POPS của hãng Fuji Electric (Japan).
1- máy tính; 2 – băng tải; 3,5 – máy tiện; 4,7,11 – bộ ịnh vị tự ộng; 6 - ổ tích; 8 –
máy nhiều nguyên công; 9,10 – máy mài. lOMoARcPSD| 41967345
*/ Trong hệ thống vận chuyển cấp phôi tự ộng người ta còn dùng các loại xe rùa tự ộng
di chuyển trên ường ray hoặc di chuyển trực tiếp trên nền xưởng. Hình 7.9 là sơ ồ hệ thống
FMS của hãng MurataMachinery (Japan) với ứng dụng xe rùa chạy trực tiếp trên nền xưởng.
Hệ thống này cho phép tăng tính linh hoạt và tập trung các máy trên một công oạn, tạo
iều kiện thuận lợi hơn cho người phục vụ so với hệ thống vận chuyển bằng băng tải hoặc
xe rùa trên ường ray. Hệ thống FMS này gồm sáu máy nhiều nguyên công 1, kho chứa tự
ộng 3, băng tải 2 ể chuyển phôi từ kho chứa tơi các xe rùa tự ộng 4. Các xe rùa tự ộng ược
trang bị ể vận chuyển các vệ tinh cùng chi tiết gia công và ược iều khiển bằng bộ iều khiển
số. Các xe rùa tự ộng này có ộ chính xác dừng lại theo vị trí rất cao (± 1mm), do ó các vệ
tinh có thể cấp và tháo một cách tự ộng.
Sự khác nhau của nhiều hệ thống FMS ược giải thích bằng tính a dạng của chi tiết gia
công và thiết bị sử dụng, bằng những nét ặc trưng của sản xuất mà trong ó sử dụng hệ
thống FMS và yêu cầu diện tích sản xuất tối thiểu với phục vụ thuận tiện tối a.
Hình 7.9. Sơ ồ hệ thống FMS của hãng MurataMachinery (Japan)
với ứng dụng xe rùa tự ộng.
7.2.2. Hiệu quả của tập hợp các máy CNC thành hệ thống FMS.
Ứng dụng các hệ thống FMS cho phép:
- Tăng thời gian máy (thời gian cơ bản) của các máy.
- Tăng hệ số sản xuất theo ca.
- Giảm vốn lưu thông nhờ giảm ược chu kỳ sản xuất.
- Giảm công nhân trong sản xuất.
7.3. Rôbôt công nghiệp trong hệ thống sản xuất linh hoạt FMS. 79 lOMoARcPSD| 41967345
Rôbôt công nghiệp là thiết bị vạn năng ể tự ộng hoá quá trình thường xuyên thay ổi ối
tượng gia công và dụng cụ gia công.
Rôbôt công nghiệp là một máy tự ộng ược lập trình và có khả năng thay thế con người ể
thực hiện các chức năng di chuyển ối tượng gia công và dụng cụ gia công trong quá trình gia công của FMS.
7.3.1. Rôbôt công nghiệp trong FMS có các ặc tính công nghệ sau. -
Tính di ộng của bản thân rôbôt: loại cố ịnh hay di ộng.
- Trọng tải nâng của rôbôt: loại siêu nhẹ (≤ 1 kg), loại nhẹ (1 ÷ 10 kg), loại trung bình
(10 ÷ 100 kg), loại nặng ( > 100 kg). - Số lượng tay máy.
- Hệ toạ ộ của rôbôt: bao gồm hệ toạ ộ hình chữ nhật, hệ toạ ộ hình trụ, hệ toạ ộ hình cầu
- Dạng truyền ộng của rôbôt: có hệ truyền ộng khí nén, thuỷ lực, iện. - Kiểu cấu tạo của rôbôt.
- Tính vạn năng của rôbôt.
- Độ chính xác của rôbôt: loại chính xác thấp ( ịnh vị có sai số > 1mm), loại chính xác
trung bình (0,1- 1 mm), loại chính xác cao (<0,1 mm).
- Bậc tự do của rôbôt.
- Bước di chuyển của cánh tay rôbôt.
- Tính tác ộng nhanh của rôbôt.
- Dạng iều khiển của rôbôt: bao gồm dạng iều khiển theo chu kỳ, dạng iều khiển theo vị
trí, dạng iều khiển theo contour.
- Phương pháp lập trình cho rôbôt. - Dung lượng bộ nhớ của rôbôt.
7.3.2. Ứng dụng của rôbôt công nghiệp trong FMS.
- Cung ứng ối tượng gia công. - Cung ứng dụng cụ gia công.
- Là thiết bị o lường, kiểm tra.
- Thiết bị dọn dẹp chất thải sản xuất.
7.4. Hệ thống kiểm tra tự ộng của FMS.
7.4.1. Chức năng của hệ thống kiểm tra tự ộng.
Hệ thống kiểm tra tự ộng của FMS là một khâu rất quan trọng, bởi vì nó xác ịnh khả năng
không có sự tham gia của con người trong FMS. Hệ thống kiểm tra tự ộng giải quyết những vấn ề sau ây:
- Nhận và trình thông tin về các tính chất, trạng thái kỹ thuật và cách bố trí không gian
của các ối tượng ược kiểm tra, ồng thời cả về trạng thái của môi trường công nghệ và iều kiện sản xuất.
- So sánh giá trị thực tế với giá trị danh nghĩa của thông số.
- Truyền thông tin về sự không tương thích với các mô hình của quá trình sản xuất ể kịp
thời hiệu chỉnh trên các cấp iều khiển khác nhau của hệ thống FMS.
- Nhận và trình thông tin về thực hiện chức năng. lOMoARcPSD| 41967345
Hệ thống kiểm tra tự ộng cần ảm bảo:
- Khả năng iều chỉnh tự ộng các thiết bị kiểm tra trong phạm vi một chủng loại của các
ối tượng ược kiểm tra.
- Phối hợp các ặc tính ộng lực học của hệ thống kiểm tra tự ộng với các tính chất ộng lực
học của các ối tượng cần ược kiểm tra.
- Độ tin cậy của kiểm tra, kể cả kiểm tra việc chuyển ổi và truyền thông tin.
- Độ ổn ịnh của các thiết bị kiểm tra.
Phân loại các dạng kiểm tra ược trình bày trong bảng 7.1
Bảng 7.1. Phân loại các dạng kiểm tra
Dấu hiệu phân loại Dạng kiểm tra Chất lượng sản phẩm. Mục ích kiểm tra
Khả năng làm việc của thiết bị. Tiếp nhận.
Nhiệm vụ ược giải quyết Dự phòng. Chuẩn oán.
Tích cực: trực tiếp và gián tiếp.
Thụ ộng: sau mỗi nguyên công, sau vài nguyên công.
Tác ộng với ối tượng
Thông số: ịnh lượng, dung sai. Chức năng hoạt ộng.
Bên trong (tự kiểm tra). Bên Giải quyết kết cấu ngoài.
Liên tục (trong quá trình hoạt ộng). Chu
Thực hiện theo thời gian kỳ.
Khi thiết lập hệ thống kiểm tra tự ộng của FMS, người thiết kế cần phải:
- Xác ịnh các nguyên tắc cơ bản của hệ thống kiểm tra tự ộng (tập trung hóa quá trình
kiểm tra, mức ộ tự ộng hóa quá trình kiểm tra và mức ộ phối hợp giữa kiểm tra và gia
công, ứng dụng phương pháp kiểm tra xác suất...).
- Tối ưu hóa chủng loại và ặc tính của các thông số kiểm tra, chế ộ làm việc của các phần
tử trong FMS, khả năng hoạt ộng của thiết bị, ồ gá và dụng cụ.
- Xác ịnh loại thông tin và hình thức trình và truyền thông tin trong hệ thống kiểm tra tự
ộng, ồng thời trình và truyền thông tin hệ thống kiểm tra tự ộng tới hệ thống iều khiển của FMS.
- Chọn thiết bị o, ảm bảo ộ chính xác yêu cầu và ộ ổn ịnh hoạt ộng của FMS.
- Xác ịnh mối liên kết chức năng của hệ thống kiểm tra tự ộng trong hệ thống iều khiển chugn của FMS. 81 lOMoARcPSD| 41967345
Ứng dụng hệ thống kiểm tra tự ộng cho phép phân bố tối ưu quá trình kiểm tra phôi, bán
thành phẩm và thành phẩm, ảm bảo từng bước chuyển kiểm tra chất lượng sản phẩm sang
iều khiển chất lượng sản phẩm.
Hiệu quả sử dụng hệ thống kiểm tra tự ộng còn cao hơn nhiều khi nó là thành phần của
hệ thống sản xuất tích hợp có sự trợ giúp của máy tính (CIM).
7.4.2. Cấu trúc của hệ thống kiểm tra tự ộng.
Cấu trúc iển hình của hệ thống kiểm tra tự ộng trong FMS bao gồm ba mức: mức cao,
mức trung bình và mức thấp.
Mức cao ảm bảo kiểm tra tổng hợp tất cả các tế bào tự ộng (mô ul tự ộng) ể phối hợp hoạt
ộng, ể iều chỉnh và sửa chữa, ể truyền tải thông tin tới trạm iều khiển của hệ thống FMS
và ể giải quyết những nhiệm vụ sau ây:
- Tiếp nhận, xử lý và tổng hợp thông tin từ mức thấp hơn (từ các tế bào tự ộng).
- Kiểm tra khối lượng và chất lượng sản phẩm và cung ứng vật chất – kỹ thuật
(vật liệu, dụng cụ...).
- Kiểm tra các nguyên công ược thực hiện trên các tế bào tự ông.
- Tự kiểm tra và kiểm tra hoạt ộng của mức thấp hơn.
Mức trung bình ảm bảo kiểm tra tế bào tự ộng và truyền lên mức cao thông tin tổng hợp
về tính chất, trạng thái kỹ thuật và vị trí không gian của các ối tượng ược kiểm tra và của
các bộ phận của tế bào tự ộng. Hệ thống kiểm tra tự ộng ở mức trung bình giải quyết những nhiệm vụ sau:
- Tiếp nhận và xử lý thông tin về các thông số ược kiểm tra, về các thông số hoạt ộng của
tế bào tự ộng, về các thông số của môi trường công nghệ và truyền thông tin lên mức cao.
- Kiểm tra chất lượng gia công trên các tế bào tự ộng.
- Kiểm tra các nguyên công.
- Tự kiểm tra và kiểm tra hoạt ộng của mức thấp hơn.
Mức thấp ảm bảo kiểm tra ối tượng gia công, trạng thái kỹ thuật và vị trí không gian
của các bộ phận của máy CNC, của rôbôt cấp phôi... Nó ảm nhiệm các nhiệm vụ sau ây:
- Tiếp nhận và xử lý thông tin về các thông số ược kiểm tra và truyền thông tin lên mức trung bình.
- Kiểm tra các bước công nghệ.
- Kiểm tra hoạt ộng của các bộ phận của máy.
- Truyền thông tin tới hệ thống phục vụ ể chuẩn oán các hỏng hóc của dụng cụ và thiết bị.
Hệ thống kiểm tra tự ộng cho phép xác ịnh ối tượng và thiết bị kiểm tra ối với từng
mức (cao, trung bình hoặc thấp). Đối tượng kiểm tra ở mức cao là tất cả các tế bào tự ộng
iển hình (tế bào gia công, tế bào vận chuyển, tế bào kho chứa, tế bào o – kiểm tra, tế bào
thử nghiệm) và chỗ làm việc của công nhân, còn thiết bị kiểm tra là tổ hợp máy tính iều
khiển trên cơ sở các máy tính nhỏ. Đối tượng kiểm tra mức trung bình là tế bào tự ộng lOMoARcPSD| 41967345
(bao gồm tất cả các hệ thống tự ộng cơ sở), còn thiết bị kiểm tra là tổ hợp máy tính iều
khiển trên cơ sở các máy tính nhỏ. Thành phần của tổ hợp máy tính iều khiển bao gồm:
các máy tính, thiết bị nối kết với các ầu cuối ở xa và mạng máy tính nội bộ và các thiết bị
nâng cao ộ ổn ịnh của hệ thống. Đối tượng kiểm tra ở mức thấp là các thành phần của hệ
thống tự ộng cơ sở như cơ cấu iều khiển, cơ cấu chuyển ổi, cơ cấu chấp hành, ối tượng gia
công. Thiết bị kiểm tra ở mức thấp là các attric o lực cắt (dùng cho các máy cắt kim loại),
các attric xác ịnh vị trí (dùng cho rôbôt), attric hành trình (dùng cho rôbôt vận chuyển),
các attric nhiệt ộ, attric áp suất, attric o ộ ẩm... (dùng cho kiểm tra môi trường công nghệ).
7.4.3. Chế ộ hoạt ộng của hệ thống kiểm tra tự ộng.
Hệ thống kiểm tra tự ộng có thể hoạt ộng với năm chế ộ sau:
1. Chế ộ khởi ộng.
Chế ộ khởi ộng ược bắt ầu từ việc hỏi (kiểm tra) tất cả các phần tử và các hệ thống của
FMS. Trong trường hợp này, hệ thống kiểm tra tự ộng thực hiện việc chuẩn oán trạng thái
kỹ thuật của các phần tử và các hệ thống trong FMS, phát lệnh ầu ra của tất cả các hệ
thống ở vị trí ban ầu, kiểm tra hoạt ộng của lệnh này, kiểm tra sự tồn tại và mã số của các
phôi và dụng cụ. Trong quá trình kiểm tra, các khuyết tật sẽ ược loại bỏ. Tất cả các mức
kiểm tra ều hoạt ộng với chế ộ khởi ộng.
2. Chế ộ làm việc.
Ở chế ộ này, hệ thống kiểm tra tự ộng cho phép kiểm tra chất lượng chế tạo sản phẩm,
kiểm tra dòng sản phẩm, kiểm tra dụng cụ, năng lượng, thông tin, kiểm tra hoạt ộng của
các hệ thống phụ trợ (làm sạch phoi, rửa chi tiết, làm lạnh, vận chuyển phoi, hút bụi, cấp
dung dịch trơn nguội, iều hòa không khí...), kiểm tra trạng thái kỹ thuật của tất cả các phần
tử và các hệ thống trong FMS.
3. Chế ộ iều chỉnh.
Ở chế ộ này thông tin iều khiển ược chuyển tới máy tính ở mức cao (mức kiểm tra cao
nhất trong hệ thống). Thông tin iều khiển này cho phép iều chỉnh lại các hệ thống kiểm
tra ở mức trung bình và mức thấp. Máy tính của mức thấp xác ịnh tất cả các thông số cần
kiểm tra của ối tượng gia công.
4. Chế ộ dừng theo kế hoạch.
Đây là một chế ộ hoạt ộng ặc biệt của FMS, nó cho phép khởi ộng tiếp theo không phải
từ thời iểm làm việc ban ầu của hệ thống, mà từ thời iểm nó ược dừng theo kế hoạch. Ở
chế ộ này, quá trình gia công trên các máy ược kết thúc, hệ thống tự ộng thực hiện việc
tháo và gá chi tiết, ưa các bộ ịnh vị tự ộng về vị trí ban ầu, ghi trang thái của FMS trên
băng từ ngắt tất cả các trạm cấp năng lượng. Nhiệm vụ của hệ thống kiểm tra tự ộng trong
trường hợp này là kiểm tra quá trình xử lý tín hiệu iều khiển. Ngoài ra, ở chế ộ này các hệ
thống của FMS ngừng hoạt ộng, cho nên có thể tiến hành việc chuẩn oán các hệ thống và
iều phối thông tin cho các thợ iều chỉnh và các thợ sửa chữa.
5. Chế ộ dừng ể sửa chữa hỏng hóc. 83 lOMoARcPSD| 41967345
Chế ộ này thực hiện ối với tất cả các mức kiểm tra của hệ thống kiểm tra tự ộng. Ở mức
thấp, chế ộ này xuất hiện bằng giới hạn của phế phẩm cho phép và bằng sai số của các
thông số của hệ thống tự ộng cơ sở hoặc của các thiết bị kiểm tra. Tín hiệu về tình trạng
phải dừng ể sửa chữa từ các mức kiểm tra ược chuyển tới mức kiểm tra cao hơn và ược
xử lý ở trạm iều khiển của FMS.
7.4.4. Nguyên tắc kiểm tra trạng thái kỹ thuật của các phần tử và các mô un trong FMS.
Để tổ chức sản xuất không có sự tham gia của con người cần phải kiểm tra thường xuyên
trạng thái kỹ thuật của tát cả các phần tử trong hệ thống FMS; của máy xếp ống, của rôbôt,
của máy công cụ, của dụng cụ, của ồ gá, của hệ thống vận chuyển, của các attric, của hệ
thống o lường và của các máy vi tính... Có hai phương pháp kiểm tra:
- Kiểm tra trực tiếp khi các thông số ược o trực tiếp, ví dụ như ộ chính xác ịnh vị,
ộ mòn của dụng cụ cắt.
- Kiểm tra gián tiếp khi trạng thái kỹ thuật của ối tượng có thể ược ánh giá theo
chức năng hoạt ộng của nó (ví dụ: nếu hệ thống kiểm tra ghi nhận không có sự
sai số thì iều này cho thấy trngj thái bình thường của dụng cụ cắt, mặc dù về mặt
lý thuyết có khả năng ạt chất lượng gia công ngay trong trường hợp dao bị hỏng).
Ở phương pháp thứ nhất, ối với a số các thông số cần phải có các thiết bị kiểm tra chuyên dùng.
Hệ thống chuẩn oán kỹ thuật của FMS ược dùng ể kiểm tra hoạt ộng của FMS, ể tìm
những hỏng hóc trong các bộ phận chấp hành, iều khiển và kiểm tra của FMS nhằm mục
ích ngăn ngừa những hỏng hóc bất ngờ, ể chuẩn oán tình trạng của FMS và ể tăng tốc ộ
iều chỉnh FMS khi chuyển từ chế ộ làm việc này sang chế ộ làm việc khác.
Thành lập hệ thống chuẩn oán kỹ thuật của FMS bao gồm:
- Phân tích và tối ưu hóa các thông số cần kiểm tra của FMS.
- Xây dựng phương pháp và chọn thiết bị chuẩn oán.
- Xây dựng các thí nghiệm ối với các sản phẩm phức tạp và máy tự ộng.
- Tổng hợp các thiết bị chuẩn oán kỹ thuật chuyên dùng của FMS.
7.4.5. Cơ sở vật chất - kỹ thuật của hệ thống kiểm tra tự ộng.
Chọn thiết bị kiểm tra, trước hết phụ thuộc vào những thông số cần o trong FMS khi kiểm
tra chất lượng sản phẩm cũng như khi kiểm tra hoạt ộng của hệ thống.
Chính vì vậy mà bước ầu tiên khi xây dựn hệ thống kiểm tra tự ộng là chọn số lượng tối
ưu các thông số cần kiểm tra ối với mỗi phần tử của FMS.
Chủng loại các thông số cần kiểm tra trong các ngành sản xuất khac nhau (gia công cơ,
gia công iện hóa, lắp ráp...) cũng rất khác nhau. Dưới ây chỉ nghiên cứu một ví dụ trong
gia công cơ. Tuy nhiên phần lớn các lý thuyết ều có thể ứng dụng cho nhiều ngành sản xuất khác.
1. Các thông số cần kiểm tra. lOMoARcPSD| 41967345
Xây dựng hệ thống kiểm tra trong quá trình chế tạo sản phẩm cho phép tạo ược quy trình
kiểm tra thích ứng với quy trình chế tạo sản phẩm. Quy trình kiểm tra và quy trình chế tạo
chi tiết bao gồm các bước sau ây:
- Kiểm tra vật liệu ban ầu. - Xưởng chế tạo phôi. - Kiểm tra phôi. - Vận chuyển phôi.
- Phôi nằm trong kho chứa. - Vận chuyển phôi.
- Kiểm tra việc gá ặt phôi.
- Kiểm tra chi tiết ở vùng gia công. - Vận chuyển.
- Kiểm tra chi tiết ầu ra. - Vận chuyển.
- Kho chứa chi tiết và bán thành phẩm. - Vận chuyển.
- Kiểm tra và thử sản phẩm. - Kho chứa sản phẩm.
Các bước trên ây ược mô tả bằng sơ ồ như hình 7.10.
Hình 7.10. Các bước của quy trình kiểm tra tự ộng.
Trong gia công cơ khối lượng gia công lớn nhất là quy trình chế tạo các chi tiết dạng tròn
xoay (trên nhóm máy tiện và máy doa) và các chi tiết dạng hộp (trên nhóm máy phay).
Các thông số cần kiểm tra của chi tiết dạng tròn xoay ược trình bày trên hình 7.11. Các
thông số ó là: ường kính, chiều dài, chiều sâu, kích thước ren, kích thước góc, bán kính
mặt ầu, ộ côn, ộ a cạnh, ộ ôvan, ộ nhám, ộ ồng tâm của mặt ngoài và mặt trong, ộ song
song vfa ộ vuông góc của các bề mặt, ộ ảo của mặt tròn trong... 85 lOMoARcPSD| 41967345
Hình 7.11. Chi tiết iển hình dạng tròn xoay.
Để ảm bảo chất lượng sản phẩm cần phải kiểm tra không chỉ các chi tiết mà còn phải
kiểm tra các thông số của dụng cụ cắt (ộ mòn của dao, nhiệt ộ lưỡi cắt), kiểm tra máy (ịnh
vị và kẹp chặt chi tiết, biến dạng của máy), kiểm tra chế ộ gia công (lực cắt, mômen xoắn,
lượng chạy dao và chiều sâu cắt), kiểm tra môi trường công nghệ (nhiệt ộ vfa tiêu hao
dung dịch trơn nguội, các yếu tố tác ộng khác như: rung ộng, nhiệt ộ, áp suất và ộ ẩm của
không khí) và kiểm tra các hệ thống phụ trợ.
Các thông số cần kiểm tra của các thiết bị kỹ thuật trong FMS ược chia ra các loại thông số sau ây:
- Các thông số chức năng.
- Các thông số cung cấp năng lượng.
- Các thông số chế ộ làm việc.
- Khả năng hoạt ộng theo kế hoạch. - Các mạch iều khiển. - Độ an toàn.
Độ ổn ịnh của FMS ược ảm bảo bằng ộ ổn ịnh của các phần tử trong hệ thống và bằng
kiểm tra thường xuyên khả năng làm việc của máy, ồ gá, dụng cụ, rôbôt, kho chứa, của
các thiết bị iều khiển và máy tính. Như vậy, ể nâng cao ộ ổn ịnh của FMS cần phải thường
xuyên kiểm tra các thông số của các tế bào tự ộng (các máy và các thiết bị tự ộng) và các
hệ thống phụ trợ, ồng thời phải kiểm tra khả năng làm việc của chúng. Danh mục các
thông số cần kiểm tra của các thiết bị trong FMS khi hoạt ộng và khi chuẩn oán ược ghi ở bảng 7.2.
Bảng 7.2. Các thông số cần kiểm tra của các thiết bị kỹ thuật trong FMS khi gia công các
chi tiết tròn xoay và chi tiết dạng hộp. Thời iểm cần kiểm tra Thông số cần kiểm tra
Khi hệ thống Khi chuẩn oán hệ hoạt ộng thống 1 2 3 lOMoARcPSD| 41967345 Máy -
Trạng thái (làm việc, dừng và nguyên + 0 nhân). + + -
Có chi tiết (phôi) và ộ chính xác gá ặt. + + -
Có (thay) dao và ộ chính xác gá ặt. + + -
Lực kẹp chặt và áp lực trong mâm cặp. + + -
Độ chính xác gá ặt hi tiết. + 0 - Thống nhất hóa phôi. + 0 -
Trở về vị trí ban ầu của cơ cấu chấp
hành của máy sau khi gia công. + + -
Mạng cung cấp năng lượng. + + -
Áp suất hơi ép và dầu ép. + + -
Các thông số cắt (s,v,t, lực cắt..) - Trạng + + thái dầu bôi trơn. + + - Rung ộng. 0 + - Biến dạng nhiệt. + + -
Tiêu hao dung dịch trơn nguội. 0 + - Chế ộ nhiệt của máy. 0 + - Cấp chính xác của máy. + 0 -
Trạng thái của bàn máy (có tải, không
tải). Dụng cụ - Góc mài sắc. 0 + - Độ chính xác gá ặt. + + 87 lOMoARcPSD| 41967345
- Trạng thái lưỡi cắt. + 0 - Mức ộ mòn. + + - Có (thay) dao. + 0 - Chọn úng dao. + 0
- Thời gian làm việc. - Nhiệt ộ ở lưỡi cắt - Kích + 0 thước dao. + 0
Rôbôt công nghiệp - + + Độ chính xác ịnh vị.
- Độ chính xác ịnh vị khoảng cách. + + - Vị trí ban dầu. 0 +
- Áp suất hơi ép, dầu ép. + +
- Các thông số cấp iện. + +
- Vị trí, dịch chuyển và ộ quay của tay. + + - Quỹ ạo chuyển ộng. + +
- Công suất ộng cơ iện. + +
- Tính tác ộng nhanh của rôbôt. 0 + - Chuyển ộng ều ặn. 0 + - Vùng không nhạy cảm. 0 +
Cơ cấu cấp phôi - 0 +
Định hướng phôi và chi tiết.
- Độ chính xác ịnh vị phôi ở ầu và cuối chu kỳ + + - Tốc ộ cấp phôi. 0 + - Trạng thái của dầu. 0 + - Tốc ộ quay của ĩa. 0 +
- Biên ộ và tần số rung ộng. 0 + Kho chứa 0 +
- Trạng thái của các tế bào (bận, rỗi).
- Khối lượng của ối tượng. + 0
- Dạng ối tượng (phôi, chi tiết, dụng cụ...) - Biến + 0 dạng của kho chứa. + 0
- Độ chính xác ịnh vị của chi tiết. 0 +
- Thống nhất hóa các ối tượng trên các giá vận + 0 chuyển. + 0 - Sai số khi cân. 0 + + + lOMoARcPSD| 41967345
- Tốc ộ dịch chuyển của máy xếp ống. Đattric 0 +
- Có tín hiệu ở ầu ra khi truyền tác ộng thử nghiệm. 0 +
- Các ặc tính ộng lực học. 0 + - Độ nhạy cảm. + 0
- Có tín hiệu ở ầu ra khi thay ổi thông số Đường
truyền thông tin - Khả năng chống các cản 0 + trở. 0 +
- Các ặc tính ộng lực học. 0 +
- Khả năng thông suốt của dòng thông tin. 0 +
- Sai lệch tín hiệu thử nghiệm.
Tế bào kiểm tra - Các + +
thông số của rôbôt và của attric. + 0
- Có ín hiệu của thông tin kiểm tra. 0 +
- Các ặc tính o lường của thiết bị kiểm tra. + 0
- Dịch chuyển của ầu o. + 0
- Dịch chuyển của bàn trượt của máy o tọa ộ. + 0
- Định vị chi tiết cần o.
2. Các máy o kiểm tự ộng.
Các máy o kiểm CNC có các cơ cấu cấp – tháo phôi tự ộng và các ầu o thay ổi tự ộng ược
gọi là các mô un (các tế bào) của FMS. Dựa vào kiểu cấu tạo, các máy o kiểm CNC ược
chia ra bốn dạng hình 7.12: dạng côngxôn, dạng không côngxôn, dạng cầu và dạng cầu –
cổng. Các máy o kiểm này ược dùng chủ yếu ể o các chi tiết hình lăng trụ có ba trục tọa ộ
và ôi khi thêm trục quay (hình 7.12b). 89 lOMoARcPSD| 41967345
Hình 7.12. Các kiểu cấu tạo của các loại máy o kiểm CNC. a – dạng côngxôn;
b – dạng không côngxôn; c- dạng cầu; d- dạng cầu – cổng. 1- giá ỡ; 2- ống gá;
3- bàn máy; 4- attric; 5- cần côngxôn; 6- bàn quay;
7 –trụ ứng; 8- cầu; 9- cổng
Các máy o kiểm CNC dần dần ược hiện ại hóa và ể thay thế chúng hãng DEA của Italia
ã chế tạo rôbôt o kiểm như trên hình 7.13. Rôbôt có thể ược trang bị ồng thời một số cơ
cấu nhằm giảm thời gian kiểm tra chi tiết. Kiểu cấu tạo nằm ngang của rôbôt cho phép ưa
chi tiết vào rất thuận lợi ể kiểm tra từ nhiều phía khác nhau bằng một ầu o cùng loại.
Các ầu o của rôbôt cho phép kiểm tra chi tiết theo cả ba trục tọa ộ. Lượng dịch
chuyển theo các trục X, Y, Z có thể ạt tới 5080, 1200, 1500. Độ chính xác o của rôbôt là
± (5+ 8L/100)µm (L là kích thước cần o). Tốc ộ dịch chuyển theo các trục của các cơ cấu
o là 33 m/phút và gia tốc lớn nhất là 3,27 m/s2. lOMoARcPSD| 41967345
Hình 7.13. Rôbôt o kiểm trong FMS.
1 – rôbôt; 2- chi tiết cần o; 3 – băng tải.
7.5. Hệ thống vận chuyển – tích trữ tự ộng của FMS.
7.5.1. Hệ thống vận chuyển – tích trữ chi tiết gia công.
Hệ thống vận chuyển – tích trữ chi tiết gia công trong FMS thực hiện các chức năng sau ây: -
Vận chuyển các chi tiết gia công (phôi) trong thùng chứa hoặc trên các vệ
tinh tới vị trí tiếp nhận ể bổ sung vào ổ tích có dung lượng nhỏ ặt cạnh các máy. -
Lưu trữ trong các ổ tích có dung lượng lớn các chi tiết dự trữ giữa các
nguyên công trên các vệ tinh hoặc trong thùng chứa và theo lệnh của máy tính
vận chuyển chúng tới vị trí tiếp nhận ể tiếp tục gia công. -
Vận chuyển các chi tiết ã ược gia công trên các máy tới vị trí tháo chi tiết
và chuyển các vệ tinh tự do về vị trí cấp phôi hoặc về ổ tích trữ. -
Vận chuyển các chi tiết ã ược gia công tới vị trí kiểm tra (nguyên công
kiểm tra trung gian) và chuyển chúng về vị trí tiếp nhận ể gia công tiếp.
Hệ thống vận chuyển – tích trữ chi tiết ược thiết kế chủ yếu theo ba phương án: loại giá
tích trữ với máy xếp ống, loại băng tải tích trữ và phương án tổ hợp (gồm băng tải tích trữ
và giá tích trữ với máy xếp ống ược treo trên giá hoặc các xe tời di chuyển trên ường ray).
Để nâng cao hiệu quả sử dụng của các máy CNC nhiều nguyên công, các máy này ược
trang bị các cơ cấu thay ổi tự ộng các chi tiết gia công và các hệ thống vận chuyển với các
ổ tích (các magazin) vệ tinh. Các cơ cấu này cho phép tự ộng iều chỉnh các máy khi chuyển
ối tượng gia công và cho phép các máy này hoạt ộng trong hệ thống FMS. 91 lOMoARcPSD| 41967345
Dưới ây chúng ta sẽ nghiên cứu một số hệ thống vận chuyển – tích trữ có dung lượng vừa
và nhỏ của Nhật Bản, CHLB Nga và Hoa Kỳ ược lắp ặt cạnh các máy CNC nhiều nguyên
công và ược lắp ặt trong hệ thống FMS.
Hình 7.14. là ổ tích vệ tinh có kết cấu dạng xích của hãng Hitachi Seiki (Japan). Băng tải
tích trữ (magazin) 1 của các vệ tinh có kết cấu dạng xích hình ôvan khép kín ược di chuyển
gián oạn theo một hướng nhờ cơ cấu truyền ộng 2. Nhờ cơ cấu 3 mà vệ tinh 4 từ magazin
ược chuyển tới cơ cấu con thoi ba vị trí ể tự ộng thay ổi các vệ tinh trên máy nhiều nguyên công 5.
Hình 7.14. Ổ tích vệ tinh có kết cấu dạng xích của hãng Hitachi Seiki (Japan). 1-
băng tải tích trữ; 2- cơ cấu truyền ộng; 3- cơ cấu vận chuyển; 4- vệ tinh;
5- máy nhiều nguyên công; 6- bàn máy; 7- cơ cấu con thoi.
Cơ cấu con thoi di chuyển vệ tinh từ vị trí A sang bàn 6 của máy (vị trí B) và sau khi gia
công xong chi tiết trên máy sang vị trí C. Từ vị trí C vệ tinh ược chuyền về vị trí A khi
bàn 6 nằm ở vùng cắt của máy (vị trí D).
Hình 7.15. là băng tải tích trữ (magazin) vệ tinh kiểu con lăn có dạng hình chữ nhật khép
kín của hãng Hitachi Seiki (Japan).
Băng tải tích trữ này có hai nhánh con lăn dọc 2 và hai nhánh xích ngang 3. Kết cấu như
vậy cho phép di chuyển nhanh vệ tinh từ nhánh dọc này sang nhánh dọc khác.
Di chuyển vệ tinh 5 từ băng tải con lăn sang băng tải xích và ngược lại ược thực hiện
nhờ bốn cơ cấu nâng chuyển 4. bàn quay 1 trên băng tải con lăn ược dùng ể gá ặt và tháo
chi tiết gia công, ồng thời nó còn ược dùng ể nối kết với băng tải ở ngoài của hệ thống
FMS. Vệ tinh ược chuyển tới cơ cấu con thoi ba vị trí 8 bằng cơ cấu 6. Cơ cấu con lăn ba
vị trí cho phép tự ộng thay ổi các vệ tinh trên máy nhiều nguyên công 7. Hệ thống này ảm
bảo cho máy hoạt ộng liên tục trong ca êm. lOMoARcPSD| 41967345
Hình 7.15. Băng tải tích trữ vệ tinh kiểu con lăn của hãng Hitachi Seiki (Japan).
1- bàn quay; 2- nhánh con lăn; 3-xích ngang; 4-cơ cấu nâng chuyển; 5- cơ cấu vệ tinh;6-
cơ cấu vận chuyển; 7- máy nhiều nguyên công; 8- cơ cấu con thoi.
Hình 7.16. là hệ thống vận chuyển – tích trữ (magazin) với xe tời di ộng của hãng HItachi
Seiki (Japan). Di chuyển các vệ tinh 1 từ các vị trí của ổ tích 2 tới cơ cấu quay 6 ể tự ộng
thay ổi các vệ tinh trên máy nhiều nguyên công 5 và ngược lại ược thực hiện bằng xe tời
di ộng 4 với truyền ộng bằng xích hoặc dây cáp. Xe tời ược trang bị cơ cấu tiếp nhận –
cấp phát các vệ tinh và ược di chuyển trên ường ray 3. Trong ổ tích có vị trí với bàn quay
7 ược dùng ể gá và tháo các chi tiết gia công và ể nối kết với cơ cấu vận chuyển bên ngoài hệ thống FMS.
Hình 7.16. Ổ tích vệ tinh với xe tời di ộng của hãng Hitachi Seiki (Japan).
1- các vệ tinh; 2- ổ tích; 3- ường ray; 4-xe tòi di ộng;
5- máy nhiều nguyên công; 6- cơ cấu quay; 7- bàn quay.
Xe tời di ộng khác băng tải tích trữ ở chỗ là trên băng tải tích trữ tất cả các vệ tinh ược di
chuyển cùng lúc, còn xe tời di ộng có thể chọn một vệ tinh bất kỳ ể cấp cho máy gia công. 93 lOMoARcPSD| 41967345
Kết cấu của xe tời di ộng không phức tạp, ơn giản khi vận chuyển và ược ược sử dụng
rộng rãi trong các hệ thống vận chuyển – tích trữ như một cơ cấu vận chuyển, ảm bảo mối
liên kết giữa ổ tích vệ tinh, cơ cấu thay ổi vệ tinh và các chỗ làm việc của công nhân.
Hệ thống vận chuyển – tích trữ với xe tời di ộng cho phép phục vụ một số máy nhiều
nguyên công và có thể ược sử dụng ể vận chuyển nhiều loại chi tiết gia công khác nhau.
Hình 7.17 là hệ thống vận chuyển – tích trữ các vệ tinh của hệ thống FMS “Tipros” của
hãng Lheon (Japan). Hệ thống gồm giá tích trữ hai phía 1 của các vệ tinh 2 trên 20 vị trí
(ể thuận tiện cho việc gá ặt và kẹp chặt chi tiết trên các vệ tinh), cơ cấu tiếp nhận – cấp
phát 3 với bàn quay và tháo chi tiết và ể nối kết với cơ cấu vận chuyển bên ngoài của FMS,
xe tời di ộng 4 ể chuyển các vệ tinh từ giá tích trữ tới cơ cấu tiếp nhận – cấp phát 5 ể tự
ộng thay ổi các vệ tinh trên các máy nhiều nguyên công 6 và ngược lại về giá tích trữ.
Hình 7.17. Hệ thống vận chuyển – tích trữ vệ tinh của FMS “Tipros” (Japan). 1-
giá tích trữ; 2- vệ tinh; 3,5- cơ cấu tiếp nhận – cấp phát;
4- xe tời di ộng; 6- máy nhiều nguyên công.
Hình 7.18 là hệ thống vận chuyển – tích trữ chi tiết gia công của FMS loại ACB – 20 (CHLB Nga).
Hệ thống vận chuyển – tích trữ này là một giá tích trữ tự ộng ược ặt song song với hàng
máy 2, nó gồm một hàng giá ba nhánh ược lắp từ 12 oạn, một máy xếp ống 4 và các xe lOMoARcPSD| 41967345
tời 3 ể vận chuyển phôi tới các máy và chi tiết ã gia công từ máy về giá tích trữ. Trong
các xe tời (cơ cấu tiếp nhận – cấp phát) có một xe ược dùng ể phục vụ chỗ kiểm tra chi tiết 5.
Hình 7.18. Hệ thống vận chuyển – tích trữ chi tiết của FMS ACB – 20. 1-
giá tích trữ tự ộng; 2- các máy gia công vệ tinh; 3- các xe tời;
4- máy xếp ống; 5- xe tời phục vụ chỗ kiểm tra chi tiết.
Hình 7.19 là giá tích trữ chi tiết với máy xếp ống của FMS loại ACB-20. Máy xếp ống 1
di chuyển theo ường ray 2, ược ặt trên giá ỡ 3 và tỳ vào thanh thép chữ I số 4 bằng các
con lăn. Thanh thép này ược kẹp chặt ở ế giá ỡ. Bàn trượt 6 di chuyển theo sống trượt ứng
của máy nhờ một ộng cơ hai tốc ộ. Trên bàn trượt 6 có bàn 7 với phần nhô ra ể tiếp nhận vệ tinh
Hình 7.19. Giá tích trữ chi tiết với máy xếp ống FMS loại ACB – 20.
1- máy xếp ống; 2- ường ray; 3- giá ỡ; 4- thanh thép chữ I; 5- thùng
chứa chi tiết; 6- bàn trượt; 7- bàn tiếp nhận vệ tinh. 95 lOMoARcPSD| 41967345
Khi dịch chuyển tới vị trí ã ịnh thì máy và bàn trượt 6 dừng lại, còn bàn 7 ược cấp
chuyển ộng ể i vào ngăn chứa ã ịnh của giá tích trữ.
Hình 7.20 là hệ thống vận chuyển – tích trữ với băng tải tích trữ trong FMS của hãng
Cincinnati Milacron (Hoa Kỳ). Hệ thống FMS này có bốn máy CNC nhiều nguyên công
4 và hệ thống vận chuyển – tích trữ các vệ tinh với băng tải 1 khép kín và các ổ tích tích
con lăn phụ trợ giảm xung 6 ặt cạnh mỗi máy của FMS. Ngoài ra mỗi máy còn có trên bàn
một vị trí chờ bổ sung 3 cho vệ tinh, nó cho phép giảm thời gian dừng của máy khi thay ổi vệ tinh.
Hình 7.20. Hệ thống vận chuyển – tích trữ vệ tinh trong FMS
của hãng Cincinnati Milacron (Hoa Kỳ)
1- băng tải tích trữ con lăn; 2- cơ cấu quay; 3- vị trí bổ sung;
4- máy nhiều nguyên công; 5- cơ cấu tiếp nhận – cấp phát;
6- ổ tích con lăn phụ trợ; 7- vị trí cấp chi tiết; 8- vị trí tháo chi tiết.
Di chuyển vệ tinh từ các nhánh dọc của băng tải sang các nhánh ngang và từ các nhánh
ngang sang các nhánh dọc ược thực hiện bằng các cơ cấu quay 2. Di chuyển của vệ tinh
từ các ổ tích giảm xung sang vị trí chờ của máy và ngược lại ược thực hiện nhờ các cơ cấu
tiếp nhận – cấp phát 5 ược ặt ối diện các vị trí chờ của các máy. Băng tải tích trữ trung
tâm có các nhánh tạo thành một bộ phận với các vị trí cấp chi tiết 7 và tháo chi tiết 8.
7.5.2. Hệ thống vận chuyển – tích trữ dụng cụ của FMS.
Hiệu quả gia công trên các máy CNC của hệ thống FMS phụ thuộc rất nhiều vào thay ổi
các dụng cụ mà các chỉ tiêu công nghệ của chúng là tuổi bền và chủng loại chi tiết gia công. lOMoARcPSD| 41967345
Tổ chức vận hành dụng cụ cắt trong hệ thống FMS bao gồm:
- Tiếp nhận dụng cụ cắt và dụng cụ phụ.
- Sắp xếp theo bộ và iều chỉnh kích thước trong cụm lắp ráp với dụng cụ phụ.
- Đưa các dụng cụ tới các máy của FMS.
- Theo dõi tình trạng của chúng khi gia công và thay ổi kịp thời.
- Giữ gìn và bảo quản dụng cụ một cách có hệ thống.
Như vậy, một trong những vấn ề quan trọng nhất khi thành lập hệ thống FMS là thành
lập hệ thống vận chuyển – tích trữ dụng cụ.
Hệ thống vận chuyển – tích trữ dụng cụ thực hiện các chức năng sau ây:
- Tự ộng vận chuyển và phân phát dụng cụ cho các máy của FMS.
- Thực hiện cấp và tháo dụng cụ từ các magazin của các máy khi chuyển ổi ối tượng gia
công và lưu giữ chúng ở các ổ tích trung tâm.
- Đưa các dụng cụ ra ngoài từ các máy của FMS ể hiệu chỉnh và mài sắc.
- Đưa vào các máy của FMS các dụng cụ mới.
Đặc iểm nổi bật của các máy CNC nhiều nguyên công là có các magazin dụng cụ (các ổ
tích dụng cụ) ể sắp ặt dụng cụ và các cơ cấu ể tự ộng thay ổi dụng cụ theo một trình tự ã
ịnh từ magazin tới trục chính của máy và ngược lại.
Các magazin dụng cụ của các máy CNC nhiều nguyên công có dung lượng từ 12 ến 60
dụng cụ. Khi số dụng cụ nhỏ hơn 12 người ta dùng ầu rêvonve. Magazin co dung lượng
12 ến 30 chiếc ược thiết kế theo kết cấu dạng trống (dạng ĩa), còn magazin có số dụng cụ
lớn hơn 50 ược thiết kế theo kết cấu dạng xích.
Hình 7.21 là hệ thống vận chuyển – tích trữ dụng cụ dạng xích của hãng Hitachi Seiki (Japan).
Hình 7.21. Hệ thống vận chuyển – tích trữ dụng cụ dạng xích
của hãng Hitachi Seiki (Japan).
1- ổ tích dụng cụ; 2- magazin (ổ chứa) dụng cụ; 3- máy; 4-
vệ tinh; 5- cơ cấu tiếp nhận. 97 lOMoARcPSD| 41967345
Các magazin dụng cụ 2 ược lắp ặt trong ổ tích 1 của hệ thống. Để gia công chi tiết,
một trong số các magazin dụng cụ ược tự ộng gá trên cơ cấu tiếp nhận 5, cơ cấu này ược
lắp ặt trên trụ ứng của máy 3. Trụ ứng của máy 3 có các sống trượt ể di chuyển ầu trục
chính. Khi một chi tiết khác trên vệ tinh 4 ược chuyển tới máy thì magazin dụng cụ (vị trí
C) quay trở về vị trí tự do (vị trí B) của ổ tích, còn từ ổ tích (vị trí A) magazin dụng cụ
khác ược chuyển tới cơ cấu tiếp nhận 5 ể gia công chi tiết vừa ược chuyển tới.
Để thay ổi magazin dụng cụ, trụ ứng của máy di chuyển theo tọa ộ X cho tới khi trục của
cơ cấu tiếp nhận 5 trùng với trục của một trong các magazin dụng cụ nằm trong ổ tích 1.
Quá trình thay ổi magazin dụng cụ ược thực hiện một cách tự ộng theo lệnh của cơ cấu
iều khiển hoặc của máy tính hoặc từ trạm iều khiển trung tâm.
7.6. Xác ịnh thành phần thiết bị của hệ thống FMS.
7.6.1. Xác ịnh các thành phần của máy trong FMS.
Tùy thuộc vào cách tổ chức sản xuất, mức ộ tự ộng hóa quá trình công nghệ gia công chi
tiết và các ặc tính công nghệ - kết cấu của các chi tiết gia công cấu trúc của FMS có thể
ược chia ra ba nhóm sau ây:
1 - Nhóm thứ nhất.
Ở nhóm này hệ thống FMS ược tổ chức theo nguyên tắc các công oạn ể sản xuất hàng
loạt vừa và nhỏ với tự ộng hóa các công việc vận chuyển – kho chứa. Quá trình vận chuyển
chi tiết, dụng cụ và trang bị công nghệ ược thực hiện nhờ các thiết bị vận chuyển tự ộng
ược iều khiển bằng máy tính. Thành phần của FMS bao gồm các máy CNC ể gia công
nhiều chủng loại chi tiết. Ngoài các máy CNC, các hệ thống FMS còn ược trang bị thêm
các máy vạn năng hoặc chuyên dùng (không có iều khiển số) và cả những máy không có
cơ cấu cấp phôi tự ộng.
2 – Nhóm thứ hai.
Trong nhóm này có các hệ thống FMS chuyên môn hóa ể gia công các nhóm nhỏ chi tiết
với sự khác nhau không nhiều trong kết cấu. Hơn nữa, các chủng loại luôn ổn ịnh và ược
biết trước khi thành lập hệ thống FMS. Các chi tiết có cùng kiểu kết cấu cho phép thực
hiện việc gia công theo một tiến trình công nghệ chung với một số thay ổi nhỏ cho phù
hợp với ặc thù của từng chi tiết. Tiến trình công nghệ chung như vậy cho phép chuyên
môn hóa thiết bị theo dạng gia công hoặc theo dạng bề mặt gia công. Điều này tạo iều kiện
thuận lợi cho việc sử dụng các máy CNC.
3 – Nhóm thứ ba.
Nhóm này là các hệ thống FMS có tính vạn năng cao ược dùng ể gia công nhiều chủng
loại chi tiết khác nhau. Các hệ thống FMS như vậy cho phép iều chỉnh nhanh các thiết bị
khi chuyển ối tượng gia công, giảm chi phí của thiết bị công nghệ và giữ ược hoạt ộng
bình thường của các thiết bị khi có một thiết bị nào ó bị hỏng hóc nhỏ.
Dưới ây chúng ta sẽ nghiên cứu phương án xác ịnh thành phần thiết bị của FMS ể gia
công các chi tiết dạng hộp. Các chi tiết dạng hộp trước khi ược gia công trên FMS ã ược
gia công trên máy vạn năng. Dạng sản xuất: loạt nhỏ, số chi tiết trong loạt ≤ 20 ÷ 30, số lOMoARcPSD| 41967345
chủng loại chi tiết là 75 với kích thước khuôn khổ trong khoảng 100 ÷ 450 mm. Phôi ể
chế tạo các chi tiết trên là phôi nhôm úc và phôi nhôm dập. Ở phôi dập tất cả các bề mặt
ngoài ều ược gia công, còn ở phôi úc chỉ các bề mặt phân cách ược gia công.
Chọn các máy CNC ể gia công các chi tiết với kích thước thay ổi trong phạm vi rộng (100
÷ 450mm) là không ơn giản. Vì vậy, ể gia công các chi tiết này trong hệ thống FMS cần
chia các chi tiết theo nhóm với kích thước thay ổi trong phạm vi hẹp hơn có tính ến thời gian gia công cơ.
Tất cả các chi tiết trên ây ược chia ra bốn nhóm với các khoảng kích thước khác nhau.
Các chi tiết ều có dạng hình hộp vuông: các chi tiết thuộc nhóm thứ nhất có cạnh 160 mm,
nhóm thứ hai có cạnh 250 mm, nhóm thứ ba có cạnh 320 mm và nhóm thứ tư có cạnh lớn hơn 320 mm.
Kết quả phân nhóm chi tiết ược trình bày trong bảng 7.3
Bảng 7.3. Khối lượng gia công cơ theo nhóm kích thước chi tiết.
Nhóm chi tiết theo kích thước Thông số Tổng cộng 1 2 3 4
- Số chủng loại chi tiết. 35 28 3 9 75
- Khối lượng gia công sản lượng hàng
năm của chi tiết (giờ) - Số máy CNC 7.800 59.900 49.200 14.780 151.400 (sơ bộ) 3,3 2,7 0,22 0,7 6,92
Phần lớn các chi tiết nằm trong nhóm thứ nhất và thứ hai, do ó khối lượng gia công các
chi tiết trong hai nhóm này chiếm tới 87% tổng khối lượng gia công tất cả các chi tiết.
Tỷ lệ khối lượng gia công (thời gian gia công) các chi tiết dạng hộp trên máy vạn năng
và máy CNC là 6/1. Từ ó có thể lấy quỹ thời gian làm việc của các máy CNC trong một
năm bằng 3360 giờ (có tính ến hệ số sử dụng máy bằng 0,9) và tính sơ bộ số máy cần thiết
ể gia công tất cả các nhóm chi tiết. Để gia công các chi tiết thuộc các nhóm thứ nhất và
thứ hai cần khoảng 6 ÷ 7 máy CNC, còn ể gia công các chi tiết thuộc các nhóm thứ ba và
thứ tư cần khoảng một máy CNC.
Thành lập hệ thống FMS ể gia công các chi tiết thuộc nhóm thứ nhất và thứ hai cho phép
giải quyết vấn ề tự ộng hóa gia công các chi tiết dạng hộp. Để gia công các chi tiết lớn có
thể sử dụng một máy nhiều nguyên công mà không cần ặt nó trong hệ thống FMS.
Để tính toán số máy và xác ịnh thành phần của nó cần phải có các quy trình công nghệ
gia công các chi tiết trên các máy CNC.
Do chưa tính ược khối lượng gia công các chi tiết các máy CNC mà việc tính toán
số lượng máy ược thực hiện theo bốn chi tiết iển hình (A, B, C, D). Hai chi tiết A và B là
hai chi tiết iển hình của nhóm thứ nhất, còn hai hai chi tiết C và D là hai chi tiết iển hình
của nhóm thứ hai. Khi lập quy trình công nghệ gia công cho các chi tiết iển hình cần xác
ịnh mức ộ và hướng chuyên môn hóa thiết bị, xác ịnh số trục tọa
ộ cần thiết của các máy và xác ịnh thời gian gia công chi tiết trên các máy CNC. 99 lOMoARcPSD| 41967345
Bảng 7.4 là kết quả tính toán các thông số: thời gian gia công các chi tiết tiêu chuẩn A,
B, C, D, thòi gian gia công trung bình số máy tính toán và số máy quy tròn trong hệ thống FMS.
Bảng 7.4. Kết quả tính toán thành phần và số máy trong hệ thống FMS.
Thời gian gia công (phút) Th.gian Số máy trong trung FMS Máy bình A B C D (phút) ntinh nquytron Máy phay, khoan,doa nhiều ng/công: 35,5 10,0 7,4 15,3 0,9 1 - Ba tọa ộ - Bốn tọa 8,1 ộ 77,5 41,0 41,8 25,2 46,4 2,7 3 . 28,1 14,9 25,8 10,0 19,5 1,15 2 - Năm tọa ộ.
Máy 5 tọa ộ chuyên dùng khoan lỗ 15,8 7,6 6,2 - 9,8 0,58 1
Ghi chú: ể xác ịnh số máy ntính , trước hết phải tính nhịp sản xuất T: Φ0.K T = (giờ) (7.1) N
Trong ó: Φ0 – quỹ thời gian hàng năm (4025 giờ);
K – hệ số sử dụng máy; K = 0,9;
N – sản lượng chi tiết hàng năm, N = 12.744 chi tiết. Như vậy: T 17 phút
Số lượng máy ntính ược xác ịnh bằng tỷ số giữa thời gian gia công trung bình và nhịp sản
xuất, còn số máy quy tròn nquy tròn là lấy tròn theo chiều tăng.
7.6.2. Xác ịnh thành phần của thiết bị vận chuyển chi tiết.
1. Xác ịnh ặc tính của giá ỡ (giá ổ tích).
Đặc tính của giá ỡ là dung lượng của nó. Dung lượng của giá ỡ ược xác ịnh trên cơ sở số
vệ tinh cần thiết ể cấp phôi cho các máy trong thời gian hoạt ộng của hệ thống FMS.
Để xác ịnh ặc tính của giá ỡ cần phải biết có bao nhiêu chi tiết thuộc nhiều chủng
loại khác nhau K0 ược gia công trên hệ thống FMS. số chi tiết K0 ược xác ịnh theo công thức sau: Φt .nm K = 0 (7.2) t N0. t lOMoARcPSD| 41967345
Trong ó: Φt – quỹ thời gian trong tháng của máy (giờ); nm – số
máy sử dụng trong hệ thống FMS; t0 – thời gian gia công trung bình của
một chi tiết thuộc một chủng loại nào ó (giờ).
Nt – sản lượng chi tiết hàng tháng thuộc một chủng loại nào ó (chiếc).
Số chi tiết K0 xác ịnh số tế bào của giá ỡ. Số tế bào nhỏ nhất của giá ỡ bằng số chi tiết
(thuộc nhiều chủng loại khác nhau) K0 với iều kiện khi gia công một chủng loại chi tiết
chỉ dùng một vệ tinh duy nhất. Trường hợp này có tính ưu việt trong sản xuất hàng loạt.
Nó cho phép giảm chi phí ầu tư ể chế tạo các thiết bị bổ sung và giảm kích thước của giá
ỡ. Ngoài ra, gia công tất cả các chi tiết thuộc một chủng loại nào ó trên một ồ gá cho phép
lắp lẫn hoàn toàn khi lắp ráp.
Giá ỡ (giá ổ tích) có các loại (hình 7.22) sau:
- Một hàng (một tầng, nhiều tầng) như hình 7.22a,b.
- Hai hàng (một tầng, nhiều tầng) như hình 7.22c,d.
Hình 7.22. Sơ ồ cấu trúc của giá ổ tích vệ tinh. a- loại một
hàng, một tầng; b- loại một hàng, nhiều tầng; c- loại hai
hàng, một tầng; d- loại hai hàng, nhiều tầng.
1- vệ tinh; 2- tế bào bổ sung.
Loại giá ổ tích một hàng (một tầng, nhiều tầng) cho phép ưa vệ tinh 1 ra và ặt vệ tinh
1 vào vị trí của tế bào cho trước từ cả hai phía.
loại giá ổ tích hai hàng (một tầng, nhiều tầng) có ưu iểm hơn loại một hàng. Tuy nhiên,
trong giá ổ tích hai hàng cần có thêm các tế bào bổ sung (các cửa sổ di chuyển) 2 ể di
chuyển các vệ tinh từ hàng này sang hàng khác. Các cửa sổ này ược lắp ặt cơ cấu chuyên
dùng ể di chuyển vệ tinh (ví dụ như băng tải con lăn). Vì các hệ thống FMS cho phép gia
công nhiều chủng loại chi tiết cho nên khi xác ịnh ặc tính của giá ổ tích cần tăng thêm số 101 lOMoARcPSD| 41967345
tế bào là 10% (số vị trí làm việc của giá ổ tích) dự phòng cho trường hợp tăng số chi tiết gia công.
Ví dụ: Hệ thống FMS (hình 7.23) gồm bẩy máy (CT1 ÷ CT7), giá ổ tích vệ tinh với các
tế bào vị trí cấp phôi, tháo phôi, kiểm tra, máy xếp ống bên trong M1 và máy xếp ống bên
ngoài M2. Thời gian gia công trung bình một chi tiết (thuộc chủng loại nào ó) t0 = 0,7 giờ,
sản lượng chi tiết hàng tháng (của một chủng loại chi tiết) Nt = 20 chi tiết, quỹ thời gian
tháng của một máy làm việc hai ca Φt = 305 giờ.
Hình 7.23. Mặt bằng hệ thống FMS.
Số chi tiết thuộc nhiều chủng loại khác nhau có thể ược gia công trên hệ thống FMS theo công thức (7.2): Φt .nm 305.7 K = = = 0
152 (chi tiết). t N0. t 0,7.20
Như vậy, cần chọn giá ổ tích có 168 tế bào vị trí (152 + 10% dự phòng) ể ảm bảo hoạt
ộng bình thường của FMS trong thời gian lâu dài. Chọn loại giá ổ tích một hàng tế bào ể
thuận tiện cho việc gá ặt các vệ tinh vào và ưa các vệ tinh ra từ hai phía của một tế bào,
ồng thời dễ dàng tiếp cận chi tiết trong trường hợp một cơ cấu di ộng ở một phía nào ó củ
giá ổ tích ngừng hoạt ộng.
2. Xác ịnh số vị trí cấp phôi (chi tiết) và tháo phôi (chi tiết).
Về nguyên tắc, các vị trí cấp phôi, nơi mà phôi ược gá trên ồ gá và các vị trí tháo phôi,
nơi mà chi tiết sau khi gia công ược tháo ra khỏi ồ gá có thể tách biệt hoặc kết hợp với
nhau. Khi các vị trí cấp phôi và tháo phôi (chi tiết) tách biệt nhau thì trên công oạn sản
xuất phải có ít nhất hai chỗ làm việc. Khi cấp phôi và tháo phôi (chi tiết) kết hợp với nhau
thì trên một công oạn sản xuất (giữa hai nguyên công) có thể chỉ cần một vị trí, nếu trên
vị trí ó tất cả khối lượng công việc ược hoàn thành theo thời gian quy ịnh.
Số vị trí cấp phôi và tháo phôi nv ược xác ịnh theo công thức sau: t K.c n = v (7.3) Φv.60
Trong ó: t – thời gian trung bình ể thực hiện ộng tác cấp phôi hoặc tháo phôi (khi
hai vị trí tách biệt nhau) hoặc là thời gian tổng cộng khi hai ộng tác cấp và tháo phôi ược
thực hiện trên một vị trí (phút);
Φv – quỹ thời gian làm việc trong một tháng của vị trí (giờ); lOMoARcPSD| 41967345
Kc – số chi tiết i qua vị trí trong một tháng;
Số chi tiết Kc ược tính theo công thức: Kc = K0.Nt (7.4)
Ví dụ: Thời gian trung bình ể gá phôi trên ồ gá t1 = 5 phút, thời gian trung bình ể
tháo chi tiết ra khỏi ồ gá t2 = 3 phút, K0 = 152 chi tiết và Nt = 20 (Theo ví dụ ở mục 1).
Các vị trí cấp và tháo phôi (chi tiết) tách biệt nhau (phương án 1).
Trước hết xác ịnh số chi tiết Kc theo công thức (7.4):
Kc = K0.Nt = 152.20 = 3040 chi tiết.
Số vị trí cấp phôi ược xác ịnh theo công thức (7.3): t K1.c 5.3040 n = = = vc 0,83 Φv.60 305.60
Số vị trí tháo phôi ược xác ịnh theo công thức (7.3): t K2. c 3.3040 n = = = vt 0,5 Φv.60 305.60
Như vậy, cần phải có một vị trí cấp phôi (hệ số sử dụng là 0,83) và một vị trí tháo
phôi (hệ số sử dụng là 0,5).
Một vị trí thực hiện hai chức năng: cấp và tháo phôi (phương án 2) ược xác ịnh theo công thức:
(t1 +t2).Kc (5+ 3).3040 n = = = vt 1,34 Φv.60 305.60
Để ảm bảo hoạt ộng bình thường của hệ thống FMS cần phải có hai vị trí như nhau, mỗi
vị trí trong hai vị trí này sẽ ược chất tải khoảng 67%. Khi một vị trí ngừng hoạt ộng thì vị
trí thứ hai tiếp tục phục vụ FMS với chất tải lớn hơn.
Theo phương án 1, khi một vị trí ngừng hoạt ộng thì vị trí thứ hai không thể thực hiện
chức năng thay cho chức năng của vị trí thứ nhất. Vì vậy, ể hệ thống FMS làm việc ổn ịnh
cần có hai vị trí như nhau, thực hiện ồng thời việc cấp phôi và tháo chi tiết (theo phương án 2).
3. Xác ịnh vị trí kiểm tra.
Trong sản xuất nếu chi tiết ược gia công trên nhiều máy khác nhau thì kiểm tra ược tiến
hành sau khi gia công trên từng máy. Việc làm này rất cần thiết ể loại trừ phế phẩm khi
dụng cụ cắt và máy có sai số.
Trong các hệ thống FMS không có kiểm tra tích cực trong quá trình gia công, do ó cần
phải kiểm tra kích thước chi tiết trên vị trí kiểm tra bằng thiết bị kiểm tra chuyên dùng. Ở
vị trí này, cán bộ kiểm tra ánh giá chất lượng của chi tiết. Nếu kích thước ạt yêu cầu thì
cho phép tiếp tục gia công và ngược lại cán bộ phải tiến hành hiệu chỉnh lại dụng cụ cho 103 lOMoARcPSD| 41967345
hệ thống iều khiển hoặc phát lệnh thay ổi dụng cụ. Quyết ịnh của thợ hiệu chỉnh có thể
xảu ra ối với trường hợp gia công bề mặt lần ầu tiên bằng dụng cụ mới và ở thời iểm mà
dụng cụ làm việc sắp hết tuổi bền.
7.6.3. Xác ịnh thành phần của thiết bị vận chuyển dụng cụ.
Tự ộng thay ổi dụng cụ trên các máy trong FMS ược thực hiện bằng hai phương pháp:
thay ổi cả magazin dụng cụ và thay ổi từng dụng cụ riêng biệt trong magazin.
Tự ộng thay ổi cả magazin dụng cụ ược thực hiện trên máy khi thay ổi chi tiết gia công,
có nghĩa là magazin dụng cụ ang dùng ược tháo ra và thay vào ó magazin dụng cụ mới.
Nó cho phép chuẩn bị tất cả các dụng cụ cần thiết ở ngoài hệ thống FMS ể gia công và
sắp xếp các dụng cụ theo một tuần tự công nghệ ã ịnh.
Ưu iểm của phương pháp này là ơn giản hóa quá trình kiểm tra chất lượng và tuổi bền
dụng cụ. Thợ iều chỉnh khi lắp dụng cụ vào magazin phải ảm bảo tuổi bền của nó cho cả
loạt chi tiết. Hơn nữa, khi chuyển từ dụng cụ này sang dụng cụ khác mất ít thời gian nhất,
bởi vì các dụng cụ ược lắp trong các lỗ của magazin theo tiến trình công nghệ.
Nhược iểm của phương pháp này là kết cấu của magazin phức tạp, giá thành cao, dung
lượng của magazin bị hạn chế. Tốn thời gian ể thay ổi các magazin khi gia công loạt nhỏ
và khi sử dụng một ồ gá ể gia công tất cả các chi tiết thuộc một chủng loại. Cần có dụng
cụ bổ sung khi gia công các chi tiết khác nhau và tăng diện tích sản xuất vì có kho chứa các magazin dụng cụ.
Phương pháp thay ổi từng dụng cụ riêng biệt cũng có nhược iểm tương tự, bởi vì trong
thời gian gia công một chi tiết có thể phải ưa vào magazin của máy một dụng cụ ể gia
công chi tiết tiếp theo. trong trường hợp này thời gian chuẩn bị - kết thúc của thay ổi dụng
cụ bằng 0. Quá trình kiểm tra tuổi bền của từng dụng cụ và thay dụng cụ bị mòn ược thực
hiện nhờ máy tính, do ó làm cho hệ thống iều khiển của FMS phức tạp thêm. Tuy nhiên,
phương pháp thay ổi từng dụng cụ riêng biệt vẫn là phương pháp tiên tiến, bởi vì nó cho
phép nâng cao năng suất của máy và giảm diện tích sản xuất.
7.7. Kho chứa tự ộng trong hệ thống FMS. tham khảo tài liệu – [2]
7.7.1. Chức năng và thành phần của kho chứa tự ộng.
7.7.2. Các loại kho chứa tự ộng.
7.7.3. Bố trí kho chứa tự ộng trong hệ thống FMS.
7.7.4. Thiết kế kho chứa tự ộng của hệ thống FMS.
7.8. Hệ thống iều khiển FMS.
7.8.1. Đặc tính của máy tính trong hệ thống iều khiển FMS.
Các ặc tính chủ yếu của máy tính là: khối lệnh, dung lượng bộ nhớ, tốc ộ, ộ ổn ịnh và giá thành.
1. Khối lệnh. lOMoARcPSD| 41967345
Khối lệnh phản ánh khả năng tính toán của máy tính. Khả năng này là tất cả các hình thức
thể hiện dữ liệu và phép tính ược thực hiện ể nhập thông tin, xử lý và truyền thông tin.
Các mô tả lệnh của máy tính xác ịnh:
- Hình thức thể hiện các dữ liệu trong máy tính (các loại dữ liệu, phạm vi và ộ
chính xác của các giá trị số).
- Các phương pháp xác ịnh ịa chỉ của các dữ liệu trong máy tính.
- Các phép tính ược thực hiện bằng bộ xử lý và thiết bị ầu vào – ầu ra. - Cách viết lệnh.
2. Dung lượng của bộ nhớ.
Dung lượng của bộ nhớ ược ặc trưng bằng số lượng thông tin ược lưu giữ trong nó và ược tính bằng kilobai.
3. Tốc ộ của máy tính.
Tốc ộ của máy tính ược xác ịnh bằng số phép tính ược thực hiện trong một giây. Thời
gian thực hiện các phép tính khác nhau trong máy tính cũng khác nhau. Do ó, tốc ộ của
máy tính ược ặc trưng hoặc là bằng số các phép tính ơn giản trong một giây hoặc bằng số
các phép tính trung bình trong một giây có tính ến tần suất xuất hiện các phép tính khác
nhau khi thực hiện một loại chương trình ã ịnh.
4. Độ ổn ịnh của máy tính.
Độ ổn ịnh của máy tính ược ặc trưng bằng khoảng thời gian trung bình (tính bằng giờ)
giữa hai lần máy bị hỏng.
5. Giá thành của máy tính.
Giá thành của máy tính là tổng giá thành của tất cả các cơ cấu của máy tính và nó
phụ thuộc vào loại máy tính (như dung lượng bộ nhớ, tốc ộ và các cơ cấu i kèm).
7.8.2. Con người trong hệ thống iều khiển FMS.
Hoạt ộng của con người trong hệ thống iều khiển có thể ược xem như việc thực hiện các
chức năng iều khiển: kiểm tra, iều chỉnh và iều khiển linh hoạt.
Kiểm tra là thu nhận thông tin về những biến ổi của hệ thống ể thực hiện tác ộng ã
ịnh tới ối tượng iều khiển.
Điều chỉnh là giữ lại cho các biến số của hệ thống iều khiển nằm trong giới hạn ã
ịnh hoặc thay ổi theo chương trình ã lập.
Điều khiển linh hoạt là tác ộng iều khiển ến hệ thống theo chức năng hoạt ộng và ảm
bảo sự tồn tại của hệ thống ó.
Khi thiết kế hệ thống iều khiển không ược quên khả năng của con người tham gia
trong iều khiển. Con người óng vai trò “người nhận thông tin” từ ối tượng iều khiển, phân
tích và xử lý thông tin, lập chương trình, quan sát và kiểm tra chương trình, thực hiện các
lệnh khác nhau. Con người có khả năng:
- Tiếp nhận nhiều loại thông tin khác nhau một cách linh hoạt.
- Định hướng theo các tín hiệu gián tiếp. 105 lOMoARcPSD| 41967345
- Sử dụng thông tin thừa và các dữ kiện có xác suất thấp.
- Chuyển thông tin từ dạng này sang dạng khác.
Như vậy, trong các hệ thống iều khiển con người là một “khâu vạn năng và linh
hoạt”. Tuy nhiên, so với máy thì con người còn thua về tốc ộ, ôi khi ộ chính xác thực hiện
và chế ộ làm việc trong thời gian dài. Vì vậy, hệ thống tối ưu bao gồm con người và thiết
bị tự ộng chỉ có thể ược thành lập với iều kiện sử dụng một cách tốt nhất khả năng của cả
hai yếu tố thành phần: con người và máy. 7.8.3. Thiết kế hệ thống iều khiển FMS. (tham
khảo tài liệu – [2])
7.9. Kinh nghiệm ứng dụng FMS ở một số nước trên thế giới.
7.9.1. Một số hệ thống FMS ở CHLB Nga.
7.9.2. Hệ thống FMS ở Bun-ga-ri.
7.9.3. Hệ thống FMS ở Cộng hòa Séc.
7.9.4. Hệ thống FMS ở Ba Lan.
7.9.5. Hệ thống FMS ở Nhật Bản.
7.9.6. Hệ thống FMS ở CHLB Đức.
7.9.7. Hệ thống FMS ở Mỹ.
7.9.8. Hệ thống FMS ở Pháp.
7.9.9. Hệ thống FMS ở Anh.
(Tham khảo tài liệu – [2])
B. NỘI DUNG THẢO LUẬN.
C. NGÂN HÀNG CÂU HỎI, BÀI TẬP.
CHƯƠNG VIII : HƯỚNG PHÁT TRIỂN CỦA TỰ ĐỘNG HÓA QUÁ TRÌNH SẢN XUẤT
VIII.1. Mục tiêu, nhiệm vụ. 1. Mục tiêu: lOMoARcPSD| 41967345
- Giới thiệu về những nội dung cơ bản về hướng phát triển của tự ộng hóa quá trình sản xuất
2. Nhiệm vụ của sinh viên:
- Hiểu và nắm vững ược các nội dung cơ bản cũng như hướng phát triển của tự ộng
hóa quá trình sản xuất.
VIII.2. Quy ịnh hình thức học cho mỗi nội dung nhỏ. Nội dung Hình thức học
8.1 Sử dụng máy với hệ thống iều khiển linh hoạt. Giảng
8.2 Sản xuất hàng loạt theo dây chuyền. Giảng
8.3 Sản xuất tự ộng hoá linh hoạt. Giảng
8.4 Ứng dụng kỹ thuật CIM. Giảng
8.5 Ứng dụng Robot công nghiệp. Giảng
8.6 Ứng dụng trí tuệ nhân tạo. Giảng
VIII.3. Các nội dung cụ thể.
A. NỘI DUNG LÝ THUYẾT.
8.1. Sử dụng máy với hệ thống iều khiển linh hoạt.
Một trong những hướng tự ộng hóa trong sản xuất loạt vừa là sử dụng máy iều khiển theo
chương trình số (CNC). Hiệu quả kinh tế khi sử dụng máy CNC có thể thấy rõ khi chi tiết
gia công loạt với 20÷40 chi tiết. Trong iều kiện sản xuất ơn chiếc thì hiệu quả kinh tế do
sử dụng máy CNC cũng có tuy không cao lắm.
Ưu iểm chính của máy với hệ iều khiển linh hoạt là khả năng hiệu chỉnh chương trình
ngay tại chỗ làm việc. Trong iều kiện sản xuất ơn chiếc, loạt vừa và nhỏ thì máy CNC ảm
bảo khẳ năng thay dao nhanh, nâng cao năng suất lao ộng, thay thế một cách có hiệu quả
các máy iều khiển bằng tay.
Tất cả các nguyên công tiện trên máy tiện CNC ược thực hiện bằng các dao tiện tiêu
chuẩn mà không có các dao tiện ịnh hình và cữ chặn.
Sử dụng máy với hệ iều khienr linh hoạt (máy CNC) là làm giảm nhẹ sức lao ộng của
công nhân, giải phóng công nhân khỏi công việc có tính chất ơn ddieuj, lặp lại nhiều lần,
giảm nhẹ quá trình iều khiển máy, tăng lợi ích của người công nhân và làm cho công nhân
thích thú hơn với công việc.
8.2. Sản xuất hàng loạt theo dây chuyền.
Các máy CNC làm việc dộc lập (mặc dù mức ộ tự ộng hóa cao) vẫn không thể loại trừ
ược nhược iểm chính của sản xuất và lắp ráp cơ khí, ó là tính gián oạn. Như vậy, nâng cao
tính sử dụng của các máy CNC chỉ có thể ạt ược khi các máy này làm việc trên dây chuyền
ể ảm bảo tính lien tục của quá trình sản xuất vfa thực hiện một phần quá trình tự ộng hóa. 107 lOMoARcPSD| 41967345
Trong iều kiện sản xuất hàng loạt ở giai oạn ầu ể ạt ược quá trình gia công liên tục nên tổ
chức dây chuyền nhóm. Dây chuyền nhóm là dây chuyền ể gia công nhóm chi tiết có
chung một tiến trình công nghệ. Các máy dùng cho dây chuyền nhóm bao gồm các máy
CNC và các máy chuyên dùng, máy vạn năng ể thực hiện một số nguyên công riêng biệt.
Sau khi gia công xong một chủng loại chi tiết cần tiến hành iều chỉnh máy, thay ổi chương
trình, iều chỉnh ồ gá gia công nhóm và thay dao ể gia công chủng loại chi tiết khác. Như
vậy, trên các chỗ làm việc khác nhau của dây chuyền có thể cùng lúc gia công ược các chi
tiết khác loại nhưng có chung một tiến trình công nghệ.
Sử dụng dây chuyền nhóm tạo ra ược quá trình sản xuất liên tục, giảm chu kỳ gia công
và nâng cao năng suất lao ộng. Hệ số sử dụng máy trong dây chuyền nhóm có thể tăng lên
0,8 ÷ 0,85. Chu kỳ gia công có thể giảm xuống (40 ÷ 50)%. Năng suất lao ộng tăng (25 ÷
40)%. Giá thành gia công giảm (11 ÷ 15)%.
8.3. Sản xuất tự ộng hoá linh hoạt.
Hệ thống sản xuất linh hoạt là toàn bộ những thiết bị có khả năng iều chỉnh tự ộng ể
chuyển ổi ối tượng gia công. Hệ thống sản xuất linh hoạt cấp 1 là các mô un sản xuất mềm.
Hệ thống sản xuất linh hoạt cấp 2 là hệ thống sản xuất tự ộng hóa linh hoạt
Hệ thống sản xuất tự ộng hóa linh hoạt là hệ thống tự ộng hóa phát triển ược iều khiển
bằng máy tính. Hệ thống sản xuất này bao gồm các máy gia công ược liên kết với nhau
bằng hệ thống vận chuyển phôi tự ộng, tách phôi tự ộng, thay dao tự ộng, kiểm tra tự ộng,
ồng thời bao hàm cả quá trình thiết kế sản phẩm tự ộng, chuẩn bị công nghệ tự ộng và iều
khiển tự ộng. Đặc iểm chính của hệ thống sản xuất linh hoạt (hệ thống sản xuất mềm) là
tính linh hoạt rất cao, nó cho phép: - Trong iều kiện sản xuất hàng loạt nhỏ và vừa ở bất
kỳ thời iểm nào có thể dừng việc gia công chi tiết trên dây chuyền ể iều chỉnh dây chuyền
cho việc gia công chi tiết khác.
- Trên các máy khác nhau có thể gia công các chi tiết có hình dạng khác nhau với số lượng tùy ý.
- Có thể thay thế các máy bị hỏng bằng các máy của hệ thống linh hoạt mà không làm cho
dây chuyền sản xuất ngừng trệ.
- Có thể di chuyển chi tiết gia công theo những quỹ ạo tùy ý. Như vậy, hệ thống sản xuất
mềm có thể giảm ược số lượng máy và tăng hệ số sử dụng máy.
8.4. Mô un sản xuất linh hoạt.
Mô un sản xuất linh hoạt là ơn vị máy ược trang bị cơ cấu iều khiển tự ộng và các cơ cấu
gia công tự ộng. Nhìn chung các cơ cấu tự ộng hóa của mô un sản xuất linh hoạt là: các ổ
chứa, các ồ gá vệ tinh, cơ cấu cấp phôi, tháo phôi, thay ổi dao, thải phoi tự ộng, kiểm tra
tự ộng, iều chỉnh tự ộng...
Trong trường hợp ặc biệt thì mô un sản xuất linh hoạt có thể là một trung tâm gia công
có rôbôt hỗ trợ. Mô un sản xuất linh hoạt cho phép thay ổi ối tượng gia công (trong phạm
vi công nghệ của thiết bị). lOMoARcPSD| 41967345
Dụng cụ cắt của mô un sản xuất linh hoạt ược gá trong ổ chứa dụng cụ với số lượng
khoảng 30÷80 dụng cụ. Từ ó dụng cụ ược cung cấp cho máy khi cần thiết. Thay ổi dụng
cụ ược thực hiện theo các nguyên nhân sau:
- Khi iều chỉnh dao ể gia công theo chương trình.
- Theo tuổi bền tính toán.
- Theo lượng mòn giới hạn ược xác ịnh bằng cơ cấu tự ộng kiểm tra kích thước gia công.
- Theo ộ mòn cho phép của dụng cụ ược xác ịnh bằng cơ cấu kiểm tra lực cắt Px và Py ,
kiểm tra công suất dòng iện và mômen quay.
Hiệu quả sử dụng các mô un sản xuất linh hoạt có thể cao hơn nếu các mô un ó
ược kết nối với nhau tạo thành hệ thống sản xuất linh hoạt toàn phần.
8.5. Hệ thống sản xuất linh hoạt toàn phần.
Hệ thống sản xuất linh hoạt toàn phần là hệ thống sản xuất linh hoạt gồm nhiều mô un
sản xuất linh hoạt ược kết nối với nhau bằng nhiều hệ thống iều khiển tự ộng. Trong hệ
thống sản xuất linh hoạt toàn phần tất cả công việc từ cấp phôi, gia công, vận chuyển, thay
dao và kiểm tra chi tiết ều ược tự ộng hóa.
Hiệu quả gia công trên hệ thống sản xuất linh hoạt toàn phần so với các máy thông thường
và các trung tâm gia công khi làm việc hai ca ược trình bày trong bảng 8.1.
Bảng 8.1. Hiệu quả sử dụng hệ thống sản xuất linh hoạt toàn phần Thiết bị Máy vạn Trung tâm gia Hệ thống SX linh Chỉ tiêu năng công hoạt toàn phần CNC
Số công nhân – người phục vụ 40 13 4
Số công nhân vận chuyển, ứng máy và
chuẩn bị trang bị công nghệ 8 10 2
Số quản ốc và người kiểm tra 17 14 8
Số người iều chỉnh máy - 13 8
Số kỹ sư, lập trình viên - 20 18
Tổng số cán bộ và công nhân 115 70 40 Hệ số thay ổi máy 1,3 1,6 2 Hệ số tải trọng máy 0,4 0,6 0,85 Chu kỳ gia công (ngày) 45 9 4
Chu kỳ chuẩn bị sản xuất 15 9 6 109 lOMoARcPSD| 41967345
Nếu tổ chức sản xuất trong 3 ca thì hiệu quả sử dụng của hệ thống sản xuất linh hoạt toàn
phần còn cao hơn nhiều, bởi vì số cán bộ, công nhân làm việc chỉ có 3 người.
8.6. Hệ thống sản xuất linh hoạt toàn phần bậc cao.
Hệ thống sản xuất linh hoạt toàn phần bậc cao bao gồm từ hai hay nhiều hơn hệ thống
sản xuất linh hoạt toàn phần, ược kết hợp với nhau thành hệ thống tự ộng sản xuất linh
hoạt. Hệ thống sản xuất này cho phép iều chỉnh công nghệ rất nhanh khi cần chuyển ối
tượng gia công. Sử dụng hệ thống sản xuất linh hoạt toàn phần bậc cao òi hỏi giải quyết
nhiều vấn ề phức tạp, như tăng ộ ổn ịnh của thiết bị, thiết kế và chế tạo các hệ thống iều khiển thích hợp.
Đối với hệ thống sản xuất linh hoạt toàn phần bậc cao thì vấn ề vận chuyển chi tiết có thể
thực hiện bằng các rôbôt công nghiệp. Tuy nhiên, việc sử dụng rôbôt ể vận chuyển chi tiết
có một hạn chế nếu như các máy gia công không nằm trong phạm vi hoạt ộng của rôbôt.
Như vậy, ể tự ộng hóa việc vận chuyển chi tiết cần phải chế tạo các rôbôt có khả năng
hoạt ộng trong phạm vi dây chuyền sản xuất. Các rôbôt này ược gọi là các rôbôt vận
chuyển. Sử dụng các rôbôt vận chuyển cho phép nâng cao năng suất và giảm giá thành
sản phẩm của hệ thống sản xuất linh hoạt toàn phần bậc cao. Hệ thống sản xuất linh hoạt
toàn phần bậc cao có thể xem là xưởng sản xuất tự ộng hóa hoặc cao hơn nữa là nhà máy tự ộng hóa.
8.7. Ứng dụng kỹ thuật CIM.
Với các dạng sản xuất loạt lớn và hàng khối cần tiến hành hoàn thiện các quá trình công
nghệ trên cơ sở sử dụng các thiết bị, dây chuyền tự ộng có năng suất cao, ộ ổn ịnh tốt, ứng
dụng hiệu quả kỹ thuật nối kết hai quá trình thiết kế và chế tạo thành một khối thông nhất (CIM).
8.8. Ứng dụng Robot công nghiệp.
Sử dụng rôbốt công nghiệp trong các quá tình như cấp phôi, vận chuyển, lắp ráp, kiểm
tra cũng như trong một số công việc cần ến tư duy logic khi thực hiện các quá trình công
nghệ chính và phụ của quá trình sản xuất. Đặc biệt, càn nghiên cứu, phát triển công nghệ
lắp ráp tự ộng bởi lắp ráp là một công oạn tiêu tốn nhiều thời gian và công sức của quá
trình chế tạo. Việc ứng dụng rôbôt công nghiệp vào quá trình lắp ráp sẽ cho phép nâng
cao năng suất, chất lượng và giá thành sản phẩm.
8.9. Ứng dụng trí tuệ nhân tạo.
Nghiên cứu, phát triển và ứng dụng trí tuệ nhân tạo (AI – Artifical Intellegent) trên
cơ sở kỹ thuật liên kết nơron nhân tạo và logic ảo trong các quá trình sản xuất phức tạp,
có nhiều thông số ảnh hưởng, trong thiết kế chế tạo các hệ thống rôbốt thông minh. Trí
tuệ nhân tạo chính là một xu hướng phát triển của công nghệ máy tính, liên quan ến các
hệ thống có khả năng mô tả lại các ặc tính thường thấy trong cách ứng xử của con người
như học tập, suy luận, giải quyết các vấn ề, học ngoại ngữ... Các hệ thống trí tuệ có mục
ích mô phỏng lại ứng xử của con người trên máy tính. lOMoARcPSD| 41967345
B. NỘI DUNG THẢO LUẬN.
C. NGÂN HÀNG CÂU HỎI, BÀI TẬP.
TÀI LIỆU THAM KHẢO
[1] – PGS.TS. Trần Văn Địch - Tự ộng hóa quá trình sản xuất – NXB KHKT, 2001
[2] - PGS.TS. Trần Văn Địch – Sản xuất linh hoạt FMS và tích hoạt CIM – NXB KHKT, 2007
[3] – TS. Trương Hữu Trí, TS. Võ Thị Ry – Cơ iện tử - Các thành phần cơ bản – NXB KHKT, 2005.
[4] – TS. Trương Hữu Trí, TS. Võ Thị Ry – Cơ iện tử - Hệ thống trong chế tạo máy – NXB KHKT, 2005. 111 lOMoARcPSD| 41967345
[5] – Robert H. Bishop - The Mechatronics Handbook – NXB CrcPness, 2002
Bản dịch: Cơ iện tử Tập 1 – Biên dịch: Phạm Anh Tuấn – NXB ĐHQG Hà Nội, 2006 [6]
– Mechatronics – Principles, Concepts and Applications – NXB McGraw – Hill, 2005
[7] – Phan Quốc Phô, Nguyễn Đức Chiến – Cảm biến – NXB KHKT, 2000