Phân tích hoạt động quản trị sản xuất tác nghiệp tại Công ty Cổ Phần May 10
Môn: Quản trị tác nghiệp 1 tài liệu
Trường: Trường Đại học Thăng Long 556 tài liệu
Tác giả:





















Preview text:
GIÁO DỤC VÀ ĐÀO TẠO
TRƯỜNG ĐẠI HỌC THĂNG LONG ---o0o---
BÀI TIỂU LUẬN
Môn : QUẢN TRỊ TÁC NGHIỆP
ĐỀ TÀI: Phân tích hoạt động quản trị sản xuất tác nghiệp tại Công ty
Cổ Phần May 10
SINH VIÊN THỰC HIỆN : Phương Anh Thái - A32382
Giang Nguyên Long - A36996
Trần Mai Thu - A37324
Nguyễn Khánh Linh - A37331 (0969.493.270) ĐIỂM THI
GIÁO VIÊN CHẤM 1
GIÁO VIÊN CHẤM 2
Hà Nội, 10/2021 MỤC LỤC
PHẦN 1. CƠ SỞ LÝ THUYẾT VỀ HOẠT ĐỘNG QUẢN TRỊ SẢN XUẤT
TÁC NGHIỆP TẠI DOANH NGHIỆP
1.1. Cơ sở lý thuyết về quản trị sản xuất tác nghiệp
1.1.1. Khái niệm quản trị sản xuất tác nghiệp :
1.1.2. Mục tiêu của quản trị sản xuất tác nghiệp :
1.1.3. Nội dung cơ bản của hoạt động quản trị sản xuất tác nghiệp :
1.2. Các mô hình áp dụng trong hệ thống sản xuất kinh doanh.
1.2.1. Công tác dự báo :
1.2.2. Mô hình nghiên cứu & phát triển sản phẩm – R&D :
1.2.3. Lập kế hoạch công suất :
1.2.4. Bố trí mặt bằng :
1.2.5. Bài toán vận tải :
1.2.6. Thiết kế hệ thống kiểm soát chất lượng trong quy trình :
1.2.7. Lập kế hoạch trung hạn, dài hạn :
1.2.8. Quản lý kho :
1.2.9. Lập lịch trình công việc :
1.2.10. Thiết kế hệ thống công việc :
PHẦN 2. PHÂN TÍCH HOẠT ĐỘNG QUẢN TRỊ SẢN XUẤT TÁC
NGHIỆP TẠI CÔNG TY CỔ PHẦN MAY 10
2.1. Giới thiệu khái quát về doanh nghiệp
2.1.1. Lịch sử hình thành và phát triển của Công ty May 10 :
2.1.2. Lĩnh vực kinh doanh :
2.1.3. Tình hình hoạt động kinh doanh của doanh nghiệp trong các năm gần
đây :
2.2. Phân tích hoạt động quản trị sản xuất tác nghiệp tại Công Ty Cổ Phần May 10
2.2.1. Phân tích hoạt động quản trị sản xuất tác nghiệp tại Công Ty May 10 :
2.2.2. Phân tích hoạt động Bố trí mặt bằng sản xuất và nghiên cứu phát triển
sản phẩm tại Công ty May 10 :
2.3. Đánh giá ưu điểm, hạn chế và nguyên nhân của hạn chế
2.3.1. Ưu điểm :
2.3.2. Hạn chế :
2.3.3. Nguyên nhân của hạn chế :
PHẦN 3. ĐỂ XUẤT MỘT SỐ GIẢI PHÁP NHẰM CẢI THIỆN HOẠT
ĐỘNG QUẢN TRỊ SẢN XUẤT TÁC NGHIỆP TẠI CÔNG TY CỔ PHẦN MAY 10
3.1. Định hướng chiến lược sản xuất của Công ty :
3.2. Một số pháp nhằm cải thiện hoạt động quản trị sản xuất tác nghiệp tại
Công ty :
3.2.1. Giải pháp về bố trí nơi làm việc :
3.2.2. Tăng cường nghiên cứu và dự báo thị trường :
3.2.3. Giải pháp về quản trị nguồn nhân lực :
3.2.4. Giải pháp về tổ chức :
3.2.5. Quản lý hàng tồn kho :
3.2.6. Kiểm soát hệ thống sản xuất :
DANH MỤC BẢNG BIỂU, SƠ ĐỒ
Hình 1.1: Các yếu tố chính của hệ thống sản xuất ....................................................... 1
Hình 1.2: Quy trình thiết kế và phát triển sản phẩm mới ............................................. 5
Hình 1.3. sơ đồ cây Lập kế hoạch công suất ................................................................ 7
Hình 1.4 Điểm hòa vốn trong công suất ....................................................................... 8
Hình 1.5. Ví dụ bố trí theo đường thẳng....................................................................... 8
Hình 1.6. Ví dụ: Sơ đồ bố trí theo hình chữ U ............................................................. 8
Hình 1.7. Ví dụ: Bố trí theo chức năng ......................................................................... 9
Hình 1.8. Ví dụ, về bố trí cố định vị trí ........................................................................ 9
Hình 1.9. Ví dụ về mô hình bài toán vận tải ............................................................... 11
Hình 1.10 Ví dụ về hệ thống kiểm soát chất lượng trong quy trình ........................... 11
Hình 1.11. Đồ thị mức độ dự trữ theo thời gian của mô hình EOQ ........................... 13
Hình 1.12. Thay đổi mức tồn kho theo thời gian trong mô hình POQ ....................... 13
Hình 1.13. Ví dụ về thiết kế hệ thống công việc ........................................................ 15
Sơ đồ 2.1. Bộ máy quản lý của Công ty Cổ phần May 10 ........................................ 17
Bảng 2.1. Tình hình biến động công nhân sản xuất của Công ty Cổ phần May 10 giai
đoạn 2018-2020 .......................................................................................................... 18
Bảng 2.2. Cơ cấu lao động theo các tiêu thức của Công ty Cổ phần May 10 giai đoạn
2018-2020 ................................................................................................................... 19
Sơ đồ 2.1. Bố trí nhà xưởng của công ty Cổ Phần May 10 ........................................ 24
Sơ đồ 2.2.: Bố trí máy móc, thiết bị của một dây chuyền may ................................... 25
Sơ đồ 2.3. Bố trí tại kho của Công ty Cổ Phần May 10 ............................................. 26
Sơ đồ 3.1. Bố trí lại máy móc thiết bị của một dây chuyền may ................................ 36
DANH MỤC CHỮ VIẾT TẮT CTCP Công ty cổ phần HDQT Hội đồng quản trị
LỜI MỞ ĐẦU
1. Tính cấp thiết của đề tài :
Thực tiễn cho thấy sự tồn tại, phát triển của một tổ chức phụ thuộc vào rất nhiều
yếu tố, nhiều điều kiện nhưng chủ yếu nhất vẫn là phụ thuộc vào con người và hiệu
quả làm việc của con người. Những năm qua Tổng Công ty May 10 - CTCP đã có sự
lớn mạnh và phát triển về nhiều mặt. Có được sự phát triển này là do công ty đã dành
sự quan tâm lớn đến lực lượng lao động. Để quá trình lao động của người công nhân
diễn ra liên tục với năng suất và chất lượng cao đòi hỏi phải làm tốt công tác tổ chức
và phục vụ nơi làm việc cho họ.
Trong những năm qua các doanh nghiệp nói chung, đối với Công ty Cổ Phần
May 10 nói riêng, công tác quán trị sản xuất ngày càng được quan tâm hơn, nhằm đáp
ứng không ngừng sự đòi hỏi của cơ chế thị trường và hội nhập trong và ngoài nước.
Tuy nhiên, việc quán trị sản xuất được thể hiện như thế nào vừa đạt được tính khoa
học, đồng thời đem lại hiệu quả kinh tế cao đang là vấn đề bức xúc được đặt ra đối với
các nhà quản lý kinh doanh. Xuất phát từ thực trạng công tác quản trị sản xuất tại
Công ty Cổ Phần May 10 và với mong muốn tìm hiểu về lĩnh vực quản trị sản xuất
nên tôi chọn đề tài " Phân tích hoạt động quản trị sản xuất tác nghiệp tại Công ty Cổ
Phần May 10.”
Trong quá trình thực hiện tiểu luận, do kiến thức bản thân còn nhiều hạn chế,
lần đầu tiên tiếp cận với công việc còn bỡ ngỡ do đó chuyên đề của nhóm chúng em sẽ
không thể tránh khỏi những thiếu sót. Nhóm chúng em rất mong nhận được những ý
kiến đóng góp, bổ sung của các thầy cô trường Đại học Thăng Long để tiểu luận của
nhóm chúng em được hoàn thiện hơn.
2. Phạm vi và đối tượng nghiên cứu :
Đối tượng nghiên cứu : thực trạng công tác quản trị sản xuất tác nghiệp tại Công ty Cổ Phần May 10.
Phạm vi nghiên cứu : Công tác quản trị sản xuất tác nghiệp ở Công ty Cổ Phần
May 10, số liệu thu thập từ năm 2018 đến 2020.
3. Phương pháp nghiên cứu : - Phương pháp so sánh.
- Phương pháp thống kê và khảo sát.
- Phương pháp tổng hợp phân tích. - Phương pháp đồ thị.
4. Bố cục tiểu luận :
Ngoài phần mở đầu, kiến nghị và kết luận, để tài gồm 3 phần:
Phần 1 : Cơ sở lý thuyết về hoạt động quản trị sản xuất tác nghiệp
Phần 2 : Phân tích hoạt động quản trị sản xuất tác nghiệp tại Công ty Cổ Phần May 10
Phần 3: Để xuất một số giải pháp nhằm cải thiện hoạt động quản trị sản xuất tác
nghiệp tại Công ty Cổ Phần May 10
PHẦN 1. CƠ SỞ LÝ THUYẾT VỀ HOẠT ĐỘNG QUẢN TRỊ SẢN XUẤT
TÁC NGHIỆP TẠI DOANH NGHIỆP 1.1.
Cơ sở lý thuyết về quản trị sản xuất tác nghiệp
1.1.1. Khái niệm quản trị sản xuất tác nghiệp :
Sản xuất là một trong ba phân hệ cơ bản của doanh nghiệp có chức năng tạo ra
sản phẩm hoặc dịch vụ đáp ứng yêu cầu của xã hội. Quản lý hệ thống sản xuất sản
phẩm, dịch vụ là chức năng và cũng là yêu cầu quan trọng của từng doanh nghiệp
trong sử dụng các yếu tố đầu vào nhằm sản xuất sản phẩm hoặc dịch vụ một cách hiệu quả nhất.
Quản trị sản xuất là quá trình thiêt kế, hoạch định, tổ chức điều hành và kiểm
tra hệ thống sản xuất thông qua quá trình chuyển hóa hay biến đổi các yếu tố đầu vào
thành sản phẩm và dịch vụ theo yêu cầu của khách hàng nhằm thực hiện các mục tiêu đã xác định.
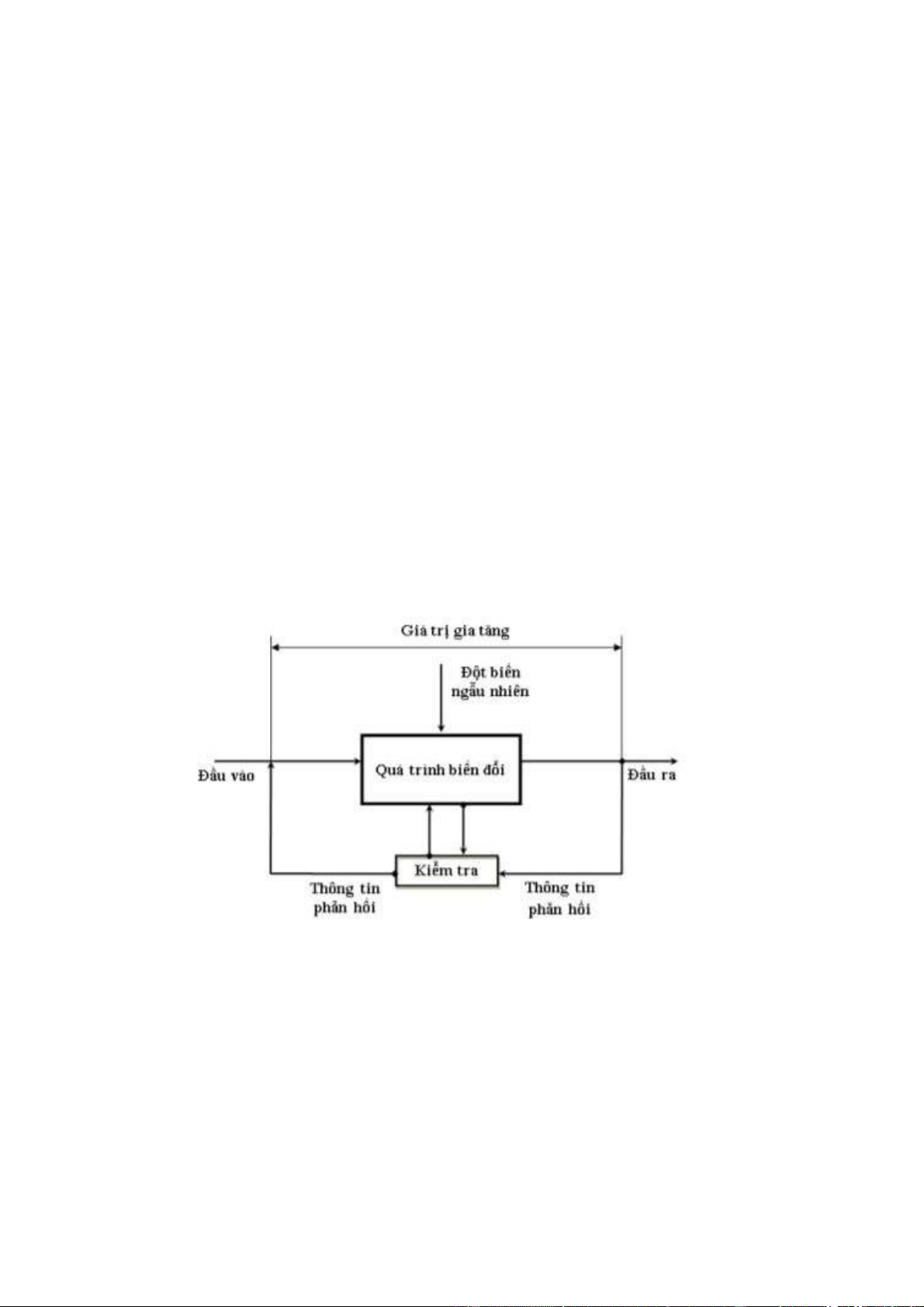
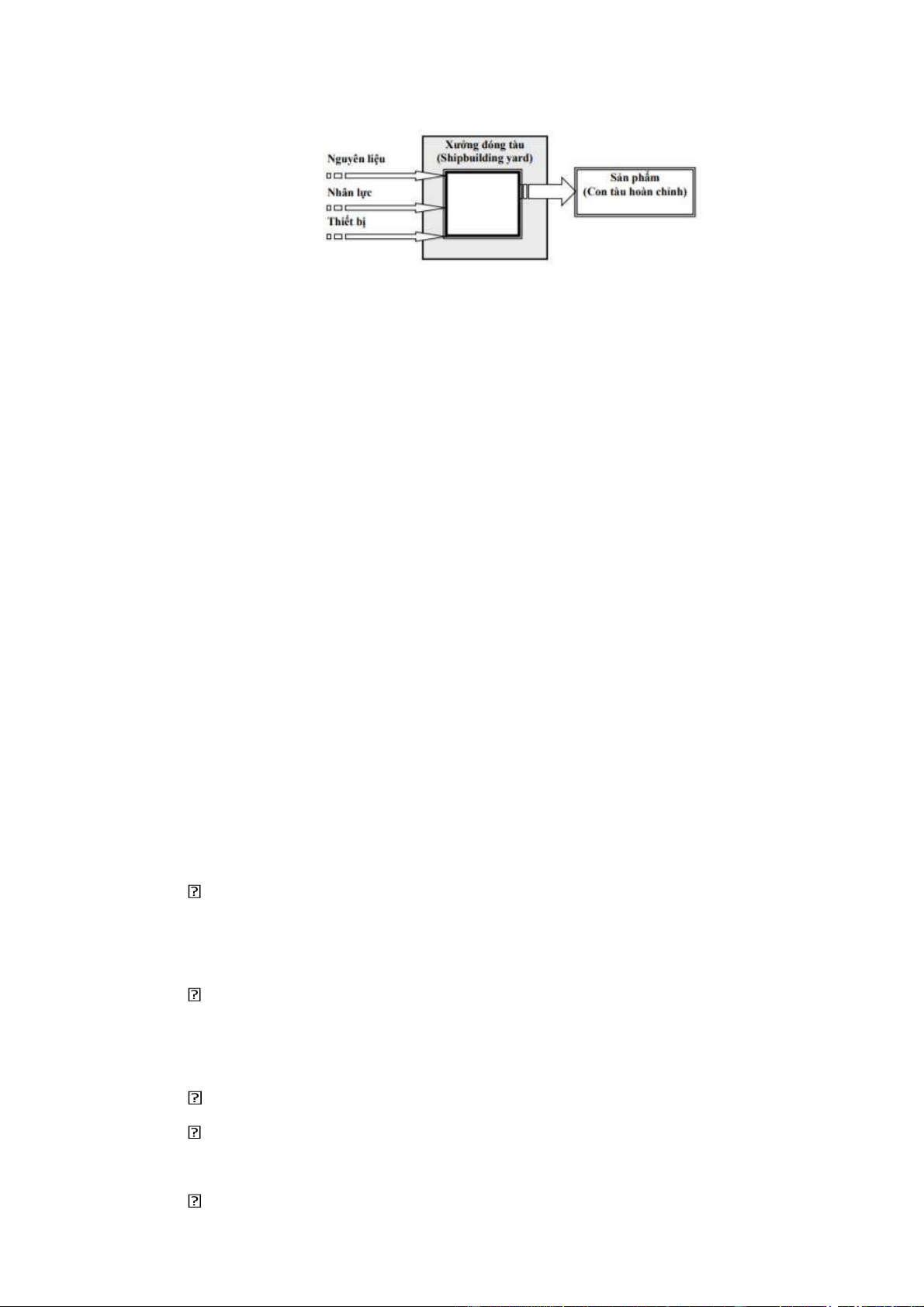
Sơ đồ các yếu tố chính của hệ thống sản xuất có thể được biểu diễn như sau :
Hình 1.1: Các yếu tố chính của hệ thống sản xuất
Quá trình biến đổi: Đây là yếu tố trung tâm giúp phân biệt giữa hệ thống sản
xuất với các phân hệ quản lý tài chính, marketing. Quá trình biến đổi là tập hợp các
hoạt động được sắp xếp theo những trình tự nhất định để chuyển hóa các yếu tố đầu
vào thành các yếu tố đầu ra mong muốn, đáp ứng nhu cầu xã hội. Mọi hoạt động của
quản trị sản xuất tập trung vào việc thiết lập và tổ chức điều hành quá trình biến đổi này.
Các yếu tố đầu vào: Nguyên vật liệu, công nghệ, thiết bị, con người có kỹ năng
quản lý và nguồn thông tin. Các yếu tố đầu vào là điều kiện cần thiết cho quá trình sản
xuất, nó ảnh hưởng trực tiếp đến hiệu quả hoạt động sản xuất kinh doanh của doanh nghiệp.
Các yếu tố đầu ra: Chủ yếu là các sản phẩm, dịch vụ. Tùy theo đặc điểm của
quá trình sản xuất mà đầu ra có thể là những sản phẩm có tính đồng nhất với tiêu
chuẩn hóa cao hoặc khó tiêu chuẩn và có sự thay đổi thường xuyên theo nhu cầu của
khách hàng. Ngoài những sản phẩm và dịch vụ được tạo ra sau quá trình sản xuất, còn
có các phế phẩm, chất thải… đòi hỏi phải có chi phí khá lớn để giải quyết xử lý chúng.
Các yếu tố thông tin: Để ra các quyết định trong quản trị sản xuất cần phải tìm
hiểu, nắm bắt, thu thập và xử lý một khối lượng thông tin lớn từ môi trường bên ngoài
và từ nội bộ doanh nghiệp. Thông tin thu thập cần phải liên tục cập nhật để có những
quyết định điều chỉnh hoạt động sản xuất kịp thời cần thiết.
Các yếu tố đột biến ngẫu nhiên: Đây là những sự kiện, tình huống bất thường
ngoài dự kiến. Các yếu tố này làm rối loạn hoạt động của hệ thống sản xuất dẫn đến
không thực hiện được những mục tiêu ban đầu. Ví dụ, thiên tai, hạn hán, hỏa hoạn, bất
ổn chính trị, khủng hoảng kinh tế…
1.1.2. Mục tiêu của quản trị sản xuất tác nghiệp :
Quản trị sản xuất là một phân hệ cơ bản trong doanh nghiệp, quản trị sản xuất có
mục tiêu tổng quát là sản xuất sản phẩm hoặc cung ứng dịch vụ nhằm đảm bảo thỏa
mãn tối đa nhu cầu của khách hàng trên cơ sở sử dụng hiệu quả nhất các yếu tố sản
xuất. Mục tiêu tổng quát của quản trị sản xuất được triển khai thông qua một tập hợp
các mục tiêu cụ thể như sau:
(1). Đảm bảo chất lượng sản phẩm và dịch vụ theo đúng nhu cầu khách hàng
(2). Gia tăng tốc độ (rút ngắn thời gian) sản xuất sản phẩm hoặc cung cấp dịch vụ
(3). Đảm bảo độ tin cậy trong cung cấp sản phẩm hay dịch vụ
(4). Xây dựng hệ thống sản xuất của doanh nghiệp có độ linh hoạt cao
(5). Giảm chi phí sản xuất tới mức thấp nhất để tạo ra một đơn vị đầu ra
1.1.3. Nội dung cơ bản của hoạt động quản trị sản xuất tác nghiệp :
Nội dung cơ bản của quản trị sản xuất thông qua thực hiện những chức năng
quản lý chủ yếu với những nhiệm vụ cụ thể của quản trị sản xuất trong từng chức năng
đó. Nội dung cơ bản của quản trị sản xuất nhằm giải quyết các vấn đề sau :
(1) Hoạch định sản xuất :
Hoạch định sản xuất là nhiệm vụ đầu tiên của hoạt động sản xuất. Hoạch định
sản xuất là quá trình xác định phương hướng mục tiêu phát triển sản xuất và các biện
pháp cần thiết để huy động các nguồn lực cần thiết vào hoạt động sản xuất của doanh nghiệp.
Nhiệm vụ của hoạch định sản xuất bao gồm :
- Lập kế hoạch công suất. Trên cơ sở thông tin thu thập được từ dự báo doanh
nghiệp sẽ xác định cơ cấu sản phẩm, dịch vụ cần theo đuổi.
- Xây dựng kế hoạch sản xuất sản phẩm cụ thể cho từng thời kỳ. Kế hoạch sản
xuất bao gồm kế hoạch dài hạn, trung hạn và ngắn hạn
Các mô hình thường được áp dụng để hoạch định công suất như mô hình lượng
đơn hàng kinh tế, mô hình lượng đơn hàng sản xuất và phương pháp hoạch định nhu
cầu nguyên vật liệu tiên tiến (MRP).
(2) Tổ chức sản xuất :
Chức năng tổ chức sản xuất bao gồm tổ chức sản xuất về không gian; tổ chức sản
xuất về công nghệ và bộ máy quản lý sản xuất trong doanh nghiệp.
Bố trí mặt bằng sản xuất, bao gồm việc lựa chọn địa điểm đặt doanh nghiệp sản
xuất và bố trí sắp xếp các nơi làm việc trong doanh nghiệp. Quyết định lựa chọn địa
điểm đặt doanh nghiệp có ảnh hưởng rất lớn tới chi phí sản xuất, tiếp cận thị trường và
nâng cao khả năng cạnh tranh của doanh nghiệp.
Tổ chức về công nghệ, bao gồm các hoạt động thiết kế sản phẩm, công nghệ hoặc
lựa chọn, mua sắm thiết bị công nghệ và thiết lập các quá trình sản xuất thích hợp.
Thiết kế sản phẩm được thực hiện với sự tham gia phối hợp của nhiều bộ phận chức
năng khác nhau như: quản lý, R&D, marketing, tài chính, sản xuất…
(3) Điều độ sản xuất :
Điều độ sản xuất là những hoạt động xây dựng lịch trình công việc trong từng
tuần cụ thể và phân công công việc cho từng đơn vị cơ sở, từng bộ phận, từng người
lao động trong hệ thống sản xuất. Hoạt động điều độ sản xuất có có mối quan hệ chặt
chẽ với loại hình bố trí quá trình sản xuất.
(4) Kiểm tra giám sát hệ thống :
Kiểm tra giám sát là quá trình theo dõi, đánh giá tình hình thực hiện trong thực tế
để thu thập những thông tin phản hồi giúp bộ phận quản lý biết khả năng hoàn thành
những mục tiêu, nhiệm vụ kế hoạch đặt ra từ đó đưa ra những quyết định điều chỉnh
kịp thời khi cần thiết.
- Quản trị kiểm soát chất lượng trong sản xuất là một yếu tố mang ý nghĩa chiến
lược. Quản trị chất lượng chính là nâng cao chất lượng của công tác quản lý các yếu tố
sản xuất và toàn bộ quá trình sản xuất trong mỗi doanh nghiệp.
- Quản lý tồn kho giúp cho doanh nghiệp chủ động đối phó với những thay đổi
của nhu cầu trên thị trường và yêu cầu đảm bảo đầu vào nguyên vật liệu cho doanh nghiệp.
1.2. Các mô hình áp dụng trong hệ thống sản xuất kinh doanh.
1.2.1. Công tác dự báo :
Phương pháp dự báo theo dãy số thời gian (Phương pháp ngoại suy).
Mô hình nhân giả định nhu cầu (Y) là tích số của 4 thành phần: Y = T x S x C x R.
Mô hình nhân giả định nhu cầu (Y) là tổng số của 4 thành phần: Y = T + S + C + R
Trong phần lớn các mô hình dùng trong thực tế, các nhà dự báo giả thiết các
biến số ngẫu nhiên được loại ra trong suốt thời gian dự báo. Do đó, họ chỉ tập trung
vào các thành phần theo mùa vụ, xu thế và chu kỳ.
Bình quân giản đơn (simple average) Phương pháp bình quân giản đơn cho kết
quả dự báo là giá trị trung bình của nhu cầu thực trong những giai đoạn đã qua. Bình
quân giản đơn dựa trên giả định tác động của tất cả các giai đoạn đến kết quả dự báo là như nhau. Công thức: Ft=
Trong đó: Ft : Nhu cầu dự báo cho giai đoạn t. Ai : Nhu cầu thực của giai đoạn i.
n: Số giai đoạn dùng làm căn cứ dự báo (Số giai đoạn quan sát).
Bình quân di động Trong thực tế khi thời gian thay đổi thì tác động của các giai
đoạn đến nhu cầu cũng thay đổi. Phương pháp này vẫn sử dụng công thức trên để tính
giá trị trung bình nhưng có tính tới yếu tố trượt về thời gian. Phương pháp bình quân di
động dùng kết quả trên cơ sở thay đổi liên tục khoảng thời gian trước đây cho dự báo
giai đoạn tiếp theo, công thức: Ft=
Bình quân di động có trọng số Hạn chế của phương pháp bình quân di động là
vẫn dựa trên giả định là tác động của tất cả các giai đoạn đến nhu cầu là như nhau.
Khắc phục hạn chế này người ta sử dụng trọng số để phân biệt mức độ ảnh hưởng của
các giai đoạn khác nhau trong quá khứ đến kết quả dự báo. Đây chính là phương pháp
bình quân di động có trọng số.
Trong đó: Ai : Cầu thực tế của giai đoạn i. Hi : Trọng số của giai đoạn i. n : Số
giai đoạn tính bình quân di động.
San bằng mũ giản đơn Để khắc phục nhược điểm của phương pháp bình quân,
người ta sử dụng phương pháp san bằng mũ để dự báo. Phương pháp này đơn giản,
cần ít số liệu thống kê. Công thức:
Ft*) : Nhu cầu dự báo cho giai đoạn t; F(t-1) : Nhu cầu dự báo của giai đoạn
ngay trước đó giai đoạn t-1); A(t-1): Nhu cầu thực trong giai đoạn ngay trước đó =giai
đoạn (t-1) α : Hệ số san bằng mũ giản đơn
1.2.2. Mô hình nghiên cứu & phát triển sản phẩm – R&D :
Nếu như dự báo là khâu đầu tiên quyết định sẽ sản xuất sản phẩm hoặc cung
cấp dịch vụ gì thì những kết quả của nó sẽ làm cơ sở quan trọng thứ hai cho thiết kế
sản phẩm và quy trình công nghệ.
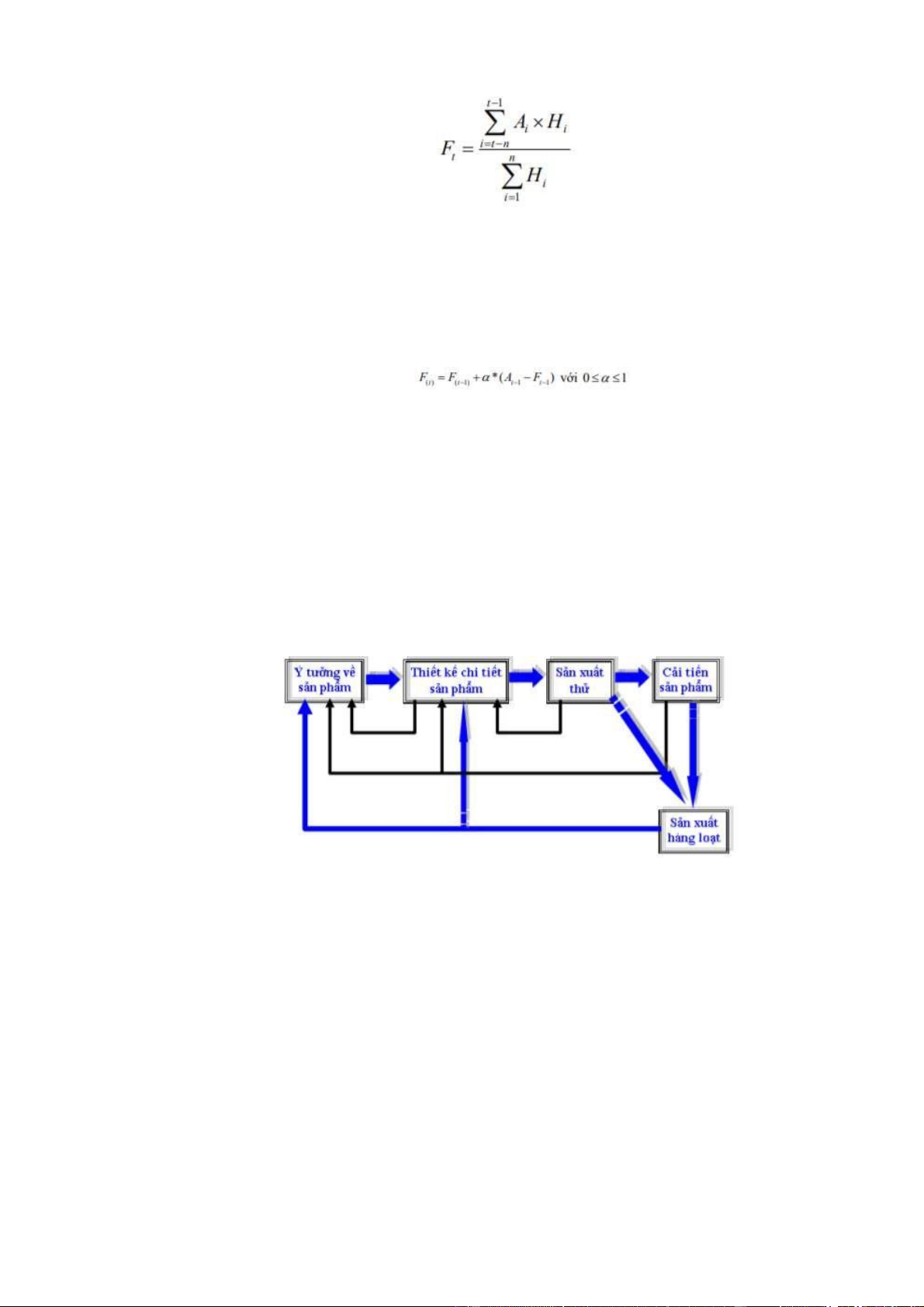
Hình 1.2: Quy trình thiết kế và phát triển sản phẩm mới
Giai đoạn nảy sinh ý tưởng : Mục tiêu chủ yếu của giai đoạn này là nhằm tìm
kiếm các ý tưởng về sản phẩm và công nghệ có thể khai thác và sử dụng trong tương
lai. Những ý tưởng mới này có thể được thu thập qua công tác nghiên cứu của bản thân
doanh nghiệp, qua các thông tin chuyên ngành, qua các quan sát của cán bộ, nhân viên
doanh nghiệp, qua các hoạt động nghiên cứu của các bộ phận có liên quan của doanh
nghiệp và qua các nguồn thông tin khác.
- Giai đoạn thiết kế chi tiết sản phẩm : Mục đích của giai đoạn này là cụ thể hóa
các ý tưởng về sản phẩm và công nghệ đã được đánh giá khả thi bằng các thiết kế cụ
thể (kiểu dáng, kết cấu, tính năng, tác dụng, vật liệu, kỹ thuật sản xuất, khả năng sử
dụng…) và kiểm định trên tất cả các mặt này. Những hoạt động đó có thể được thực
hiện một cách riêng rẽ hoặc theo đề án (một cách tổng hợp).
- Giai đoạn sản xuất thử : Là giai đoạn bắt buộc phải có hầu hết các hoạt động
nghiên cứu, thiết kế sản phẩm mới. Sản phẩm thiết kế sau khi đưa vào sản xuất thử
được tiến hành các hoạt động thử nghiệm về tính chất vật lý các đặc tính kỹ thuật và sử
dụng trong điều kiện thực tế nhằm phát hiện những vấn đề tồn tại, những bất hợp lý
trong kết cấu của sản phẩm được sửa chữa, khắc phục và bổ sung khiếm khuyết của bản thiết kế.
- Giai đoạn sản xuất hàng loạt và đưa sản phẩm ra thị trường: Sau khi sản xuất
thử đã khẳng định được tính ưu việt hiệu quả của sản phẩm mới, chúng được chuyển
sang sản xuất đại trà. Chuẩn bị các hoạt động sản xuất với việc đảm bảo đầy đủ các
nguồn lực cần thiết và công tác tổ chức sản xuất hợp lý nhằm sản xuất sản phẩm đúng
kế hoạch tiến độ. Song song với việc sản xuất là công tác tổ chức thị trường, chuẩn bị
các hoạt động marketing, chào bán sản phẩm, tổ chức, xây dựng các kênh phân phối cho sản phẩm mới.
- Giai đoạn cải tiến sản phẩm: Trong và sau khi sản xuất hàng loạt, có thể có
những cải tiến nhất định. Các hoạt động này thường đan xen nhau, giúp kéo dài tuổi
thọ của sản phẩm và công nghệ.
1.2.3. Lập kế hoạch công suất :
Đây là nội dung quan trọng thứ ba cho phép doanh nghiệp xác định được quy
mô, công suất của dây chuyền sản xuất của doanh nghiệp. Nhiệm vụ quan trọng nhất là
xây dựng và quyết định lựa chọn phương án công suất hợp lý, có hiệu quả. Hoạt động
này có ảnh hưởng rất lớn tới khả năng phát triển của doanh nghiệp sau này.
Lý thuyết quyết định Doanh nghiệp ra quyết định thường xảy ra trong những
tình huống khác nhau do môi trường và điều kiện chi phối. Những tình huống chủ yếu
chủ yếu thường gặp trong quá trình ra quyết định lựa chọn công suất là:
Ra quyết định trong điều kiện chắc chắn Trong trường hợp này, người ra quyết
định biết rõ kết quả của bất kỳ một quyết định nào của mình. Trường hợp này việc lựa
chọn công suất tương đối dễ dàng. Xét về các chỉ tiêu tài chính doanh nghiệp sẽ lựa
chọn phương án có giá trị tiền tệ mong đợi thu được lớn nhất.
- Ra quyết định trong điều kiện không chắc chắn Trong trường hợp này, người
ra quyết định không biết điều gì sẽ xảy ra đối với các quyết định của mình.
Ra quyết định trong điều kiện rủi ro Trong trường hợp này, các doanh nghiệp
không biết rõ kết quả từ mỗi phương án công suất đưa ra nhưng biết thêm xác suất của
từng tình huống xảy ra trên thị trường. Phương án được chọn lựa là phương án có tổng
giá trị tiền tệ mong đợi thu được lớn nhất có tính đến xác suất của tình huống trên thị
trường. Công thức tính toán và lựa chọn phương án công suất:
Trong đó: EMVi : Giá trị tiền tệ mong đợi (kỳ vọng) của phương án i; EMVij :
Giá trị tiền tệ mong đợi theo tình huống j của phương án i; ij S : Xác suất theo tình
huống j của phương án i.
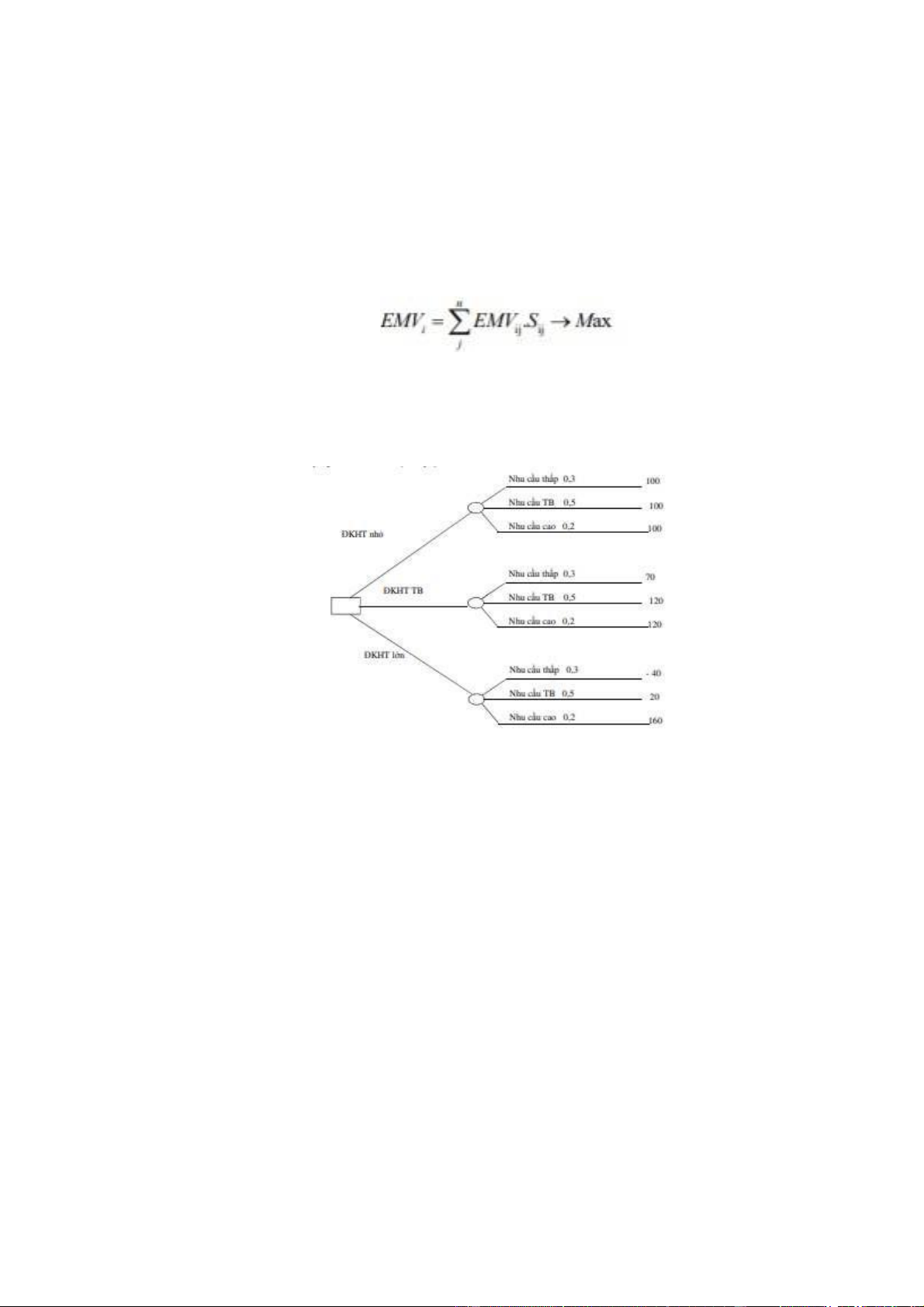
Hình 1.3. sơ đồ cây Lập kế hoạch công suất
Để sử dụng cây quyết định trong lựa chọn phương án công suất, cần thực hiện
các bước cơ bản sau: B1. Vẽ cây quyết định. B2. Ghi các giá trị mong đợi và xác suất
tương ứng cho từng tình huống. B3. Tính giá trị tiền tệ mong đợi ở từng nút tình
huống. Cách tính được làm từ phải qua trái.
B4. Lựa chọn phương án có giá trị mong đợi ở từng nút tình huống lớn nhất.
Phân tích “Chi phí - Sản lượng”
Đây là một công cụ quan trọng để xác định công suất mà một nhà máy phải có
nhằm đạt khả năng lợi nhuận. Mục tiêu của phân tích là tìm ra điểm mà tại đó chi phí
bằng doanh thu, tính theo số tiền hay đơn vị sản phẩm. Điểm này gọi là điểm hòa vốn.
Phân tích Chi phí – sản lượng đòi hỏi phải ước lượng về chi phí cố định, chi phí biến
đổi, và doanh thu. Hầu như không có chi phí biến đổi nào là tuyến tính nhưng ở đây để
đơn giản chúng ta giả định là tuyến tính và cả chi phí cố định cũng vậy.
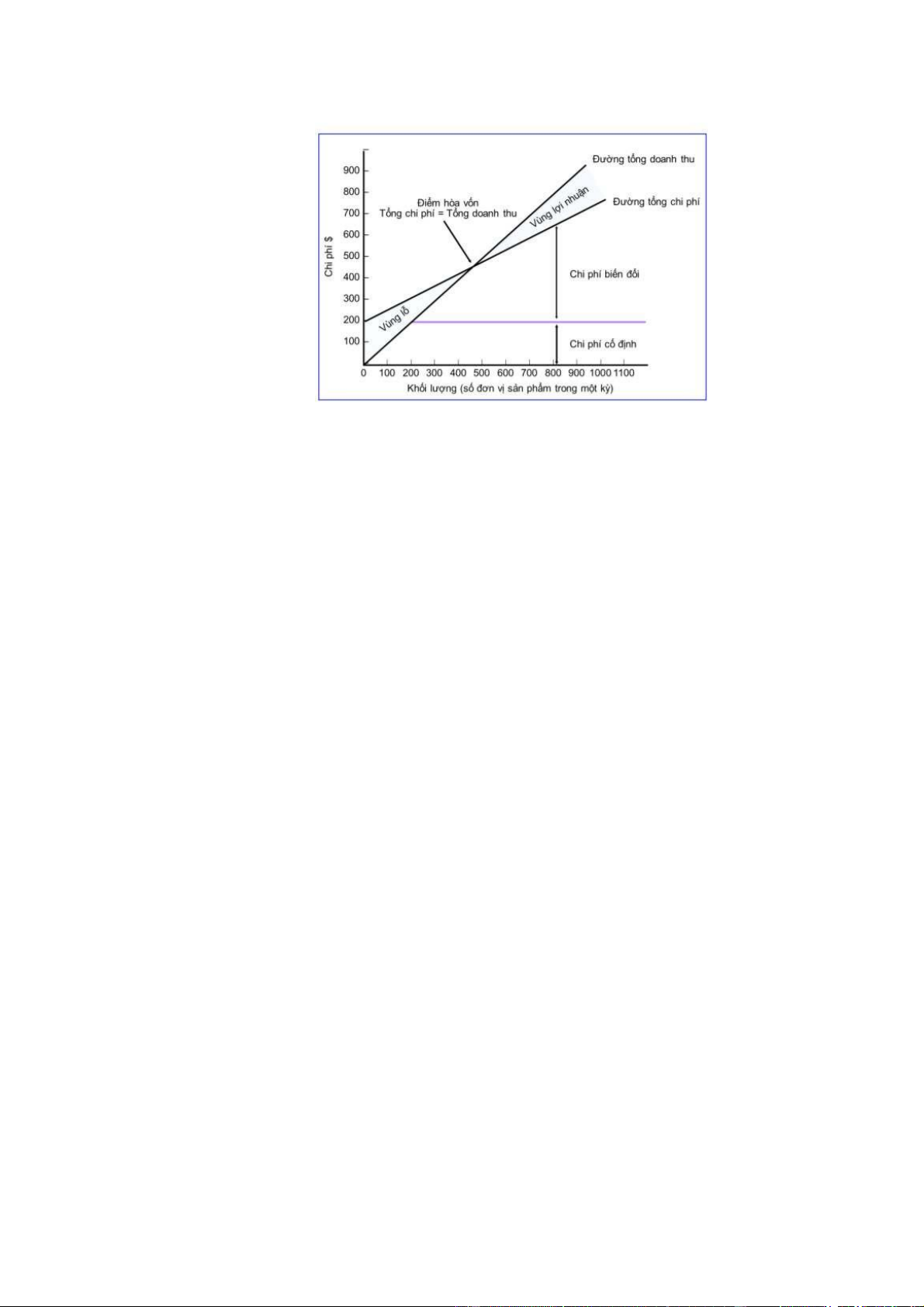
Hình 1.4 Điểm hòa vốn trong công suất
Hình 1.4: Điểm hòa vốn Gọi chi phí cố định là FC; Chi phí biến đổi cho một
đơn vị sản phẩm là AVC ; Tổng chi phí TC; Tổng doanh thu TR; Giá bán một đơn vị
sản phẩm P; Khối lượng sản xuất Q.
Ta có: TR = P x Q TC = FC + AVC x Q Tại điểm hòa vốn: TR = TC → P x Q = FC + AVC x Q
1.2.4. Bố trí mặt bằng :
Có nhiều phương pháp khác nhau để cân đối dây chuyền như phương pháp mô
hình mẫu, phương pháp trực quan kinh nghiệm thử đúng sai, phương pháp toán học...
Người ta có thể dùng máy tính để xác định phương án tối ưu về một số chỉ tiêu định
lượng nhưng không thể tối ưu khi kết hợp với các yêu cầu định tính khác. Do đó,
phương pháp trực quan thử đúng, sai được áp dụng rộng rãi và phổ biến nhất về cách
tính đơn giản mặc dù không cho giải pháp tối ưu… Mục đích của phương pháp này là
loại bớt số lượng các phương án cần xem xét, lựa chọn trong số các phương án khả thi
một phương án hợp lý thoả mãn những mục tiêu yêu cầu cuả doanh nghiệp đặt ra
- Bố trí sản xuất theo sản phẩm hay còn gọi là bố trí theo dây chuyền hoàn
thiện, thực chất đây là việc sắp xếp những hoạt động theo một dòng liên tục những
việc cần thực hiện để hoàn thành một nhiệm vụ cụ thể.
Dòng di chuyển của sản phẩm có thể là theo một đường thẳng, đường gấp khúc
hoặc có dạng chữ U, chữ L, W, M hay xương cá. Chọn bố trí mặt bằng như thế nào
phụ thuộc vào diện tích và không gian của nhà xưởng; tính chất của thiết bị; quy trình
công nghệ; mức độ dễ dàng giám sát hoặc các hoạt động tác nghiệp khác.
Hình 1.5. Ví dụ bố trí theo đường thẳng
Hình 1.6. Ví dụ: Sơ đồ bố trí theo hình chữ U
- Bố trí theo quá trình, hay còn gọi là bố trí theo chức năng hoặc bố trí theo
công nghệ, thực chất là nhóm những công việc tương tự nhau thành những bộ phận có
cùng quá trình hoặc chức năng thực hiện. Sản phẩm trong quá trình chế tạo di chuyển
từ bộ phận này sang bộ phận khác theo trình tự các công đoạn phải thực hiện. Chẳng
hạn như các phân xưởng trong nhà máy, siêu thị, văn phòng giao dịch ở ngân hàng,
bệnh Công ty Cổ Phần May 10 bố trí theo khoa hoặc phòng chuyên môn; xưởng sửa
chữa xe hơi bố trí khu vực sửa chữa theo chủng loại bộ phận xe.
Hình 1.7. Ví dụ: Bố trí theo chức năng
- Bố trí theo vị trí cố định là hình thức bố trí mang tính đặc thù của dự án sản
xuất, ở đây sản phẩm được đặt cố định tại một địa điểm và người ta sẽ mang máy móc
thiết bị, công nhân và nguyên vật liệu đến để thực hiện các công việc tại chỗ. Hình
thức này phù hợp với các sản phẩm dễ vỡ, cồng kềnh hoặc rất nặng không thể di
chuyển được. Ví dụ khi sản xuất máy bay, đóng tàu thủy, những công trình xây dựng, xây lắp...
Hình 1.8. Ví dụ, về bố trí cố định vị trí
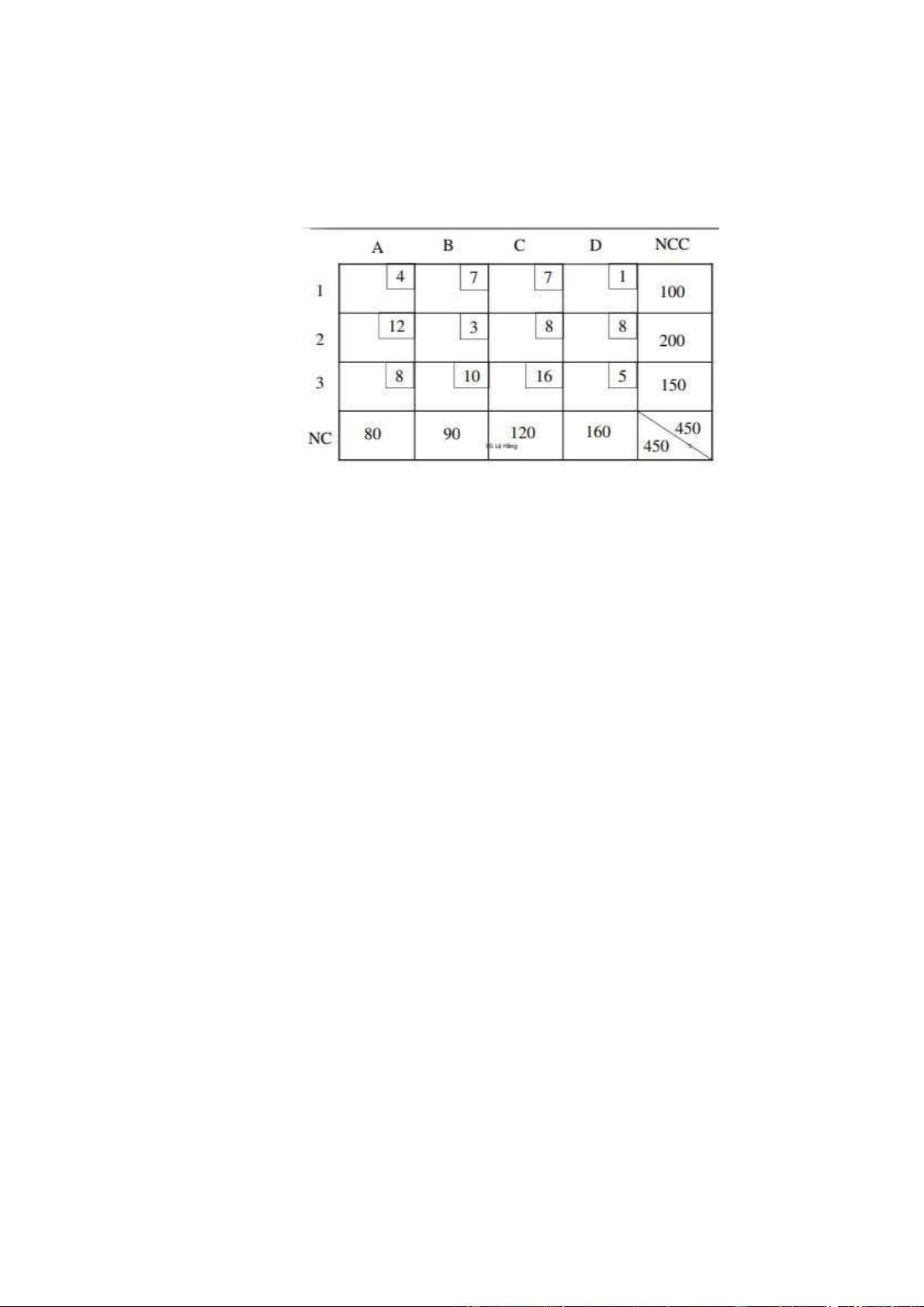
1.2.5. Bài toán vận tải :
Mục tiêu phương pháp này xác định cách vận chuyển hàng có lợi nhất từ nhiều
điểm sản xuất (cung cấp) đến nhiều nơi phân phối (thị trường) sao cho có tổng chi phí vận chuyển nhỏ nhất
Thông tin cần có: Danh sách các nguồn sản xuất cung cấp hàng hóa; Danh
sách các địa điểm tiêu thụ và nhu cầu của từng địa điểm; Chi phí chuyên chở một đơn
vị sản phẩm từ địa điểm cung cấp đến nơi tiêu thụ.
Với các thông tin đó, ta lập ma trận vận tải, trong đó, có cột nguồn và cột địa
điểm tiêu thụ cùng với các số liệu về tổng số lượng cung và tiêu thụ của từng địa điểm,
cùng với chi phí vận chuyển 1 đơn vị sản phẩm.
Cách giải: Bài toán vận tải được giải theo ba bước :
- Bước 1. Tìm phương án ban đầu (có thể thực hiện 1 trong 2 nguyên tắc sau):
Theo nguyên tắc góc Tây Bắc:
- Bước 2. Kiểm tra tính tối ưu của phương án ban đầu (có thể thực hiện 1 trong 2 phương pháp sau)
Phương pháp chuyển ô: Chọn một ô chưa sử dụng, giả sử ta chuyển một sản
phẩm từ ô đã sử dụng sang ô đó và vẽ đường đi của sản phẩm bằng một
đường khép kín đi qua các góc là ô đã sử dụng;
Phương pháp MODI: Gọi số hàng là Ni và số cột là Mj; Chi phí vận
chuyển/đơn vị sản phẩm là Cij; Lập hệ phương trình cho tất cả các ô đã sử
dụng theo công thức: Cij = Ni + Mj.
Cho giá trị bất kì Ni = 0 để tính các giá trị Ni và Mj;
Lập hệ phương trình có các ô chưa sử dụng theo công thức: Kij = Cij - (Ni + Mj)
Thay các giá trị Ni và Mj để tính Kij.
- Bước 3. Cải tiến lời giải ban đầu để tìm phương án tối ưu. Chọn ô có giá trị
cải tiến âm nhỏ nhất để cải tiến; Chuyển tối đa số sản phẩm có thể theo đường khép
kín đã vẽ; Số sản phẩm lớn nhất có thể chuyển được chính là số sản phẩm nhỏ nhất
của các ô chứa dấu trừ.
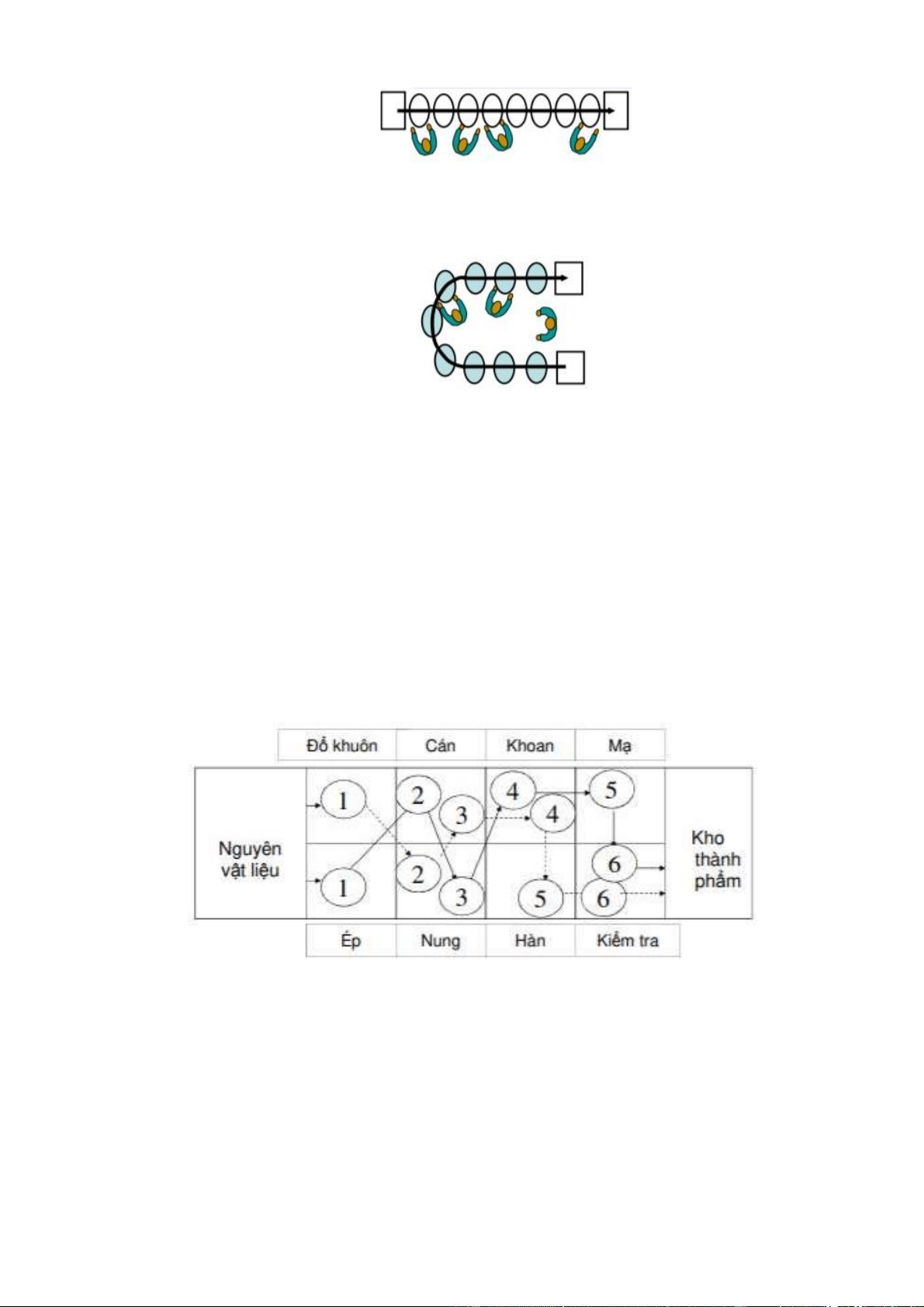
Hình 1.9. Ví dụ về mô hình bài toán vận tải
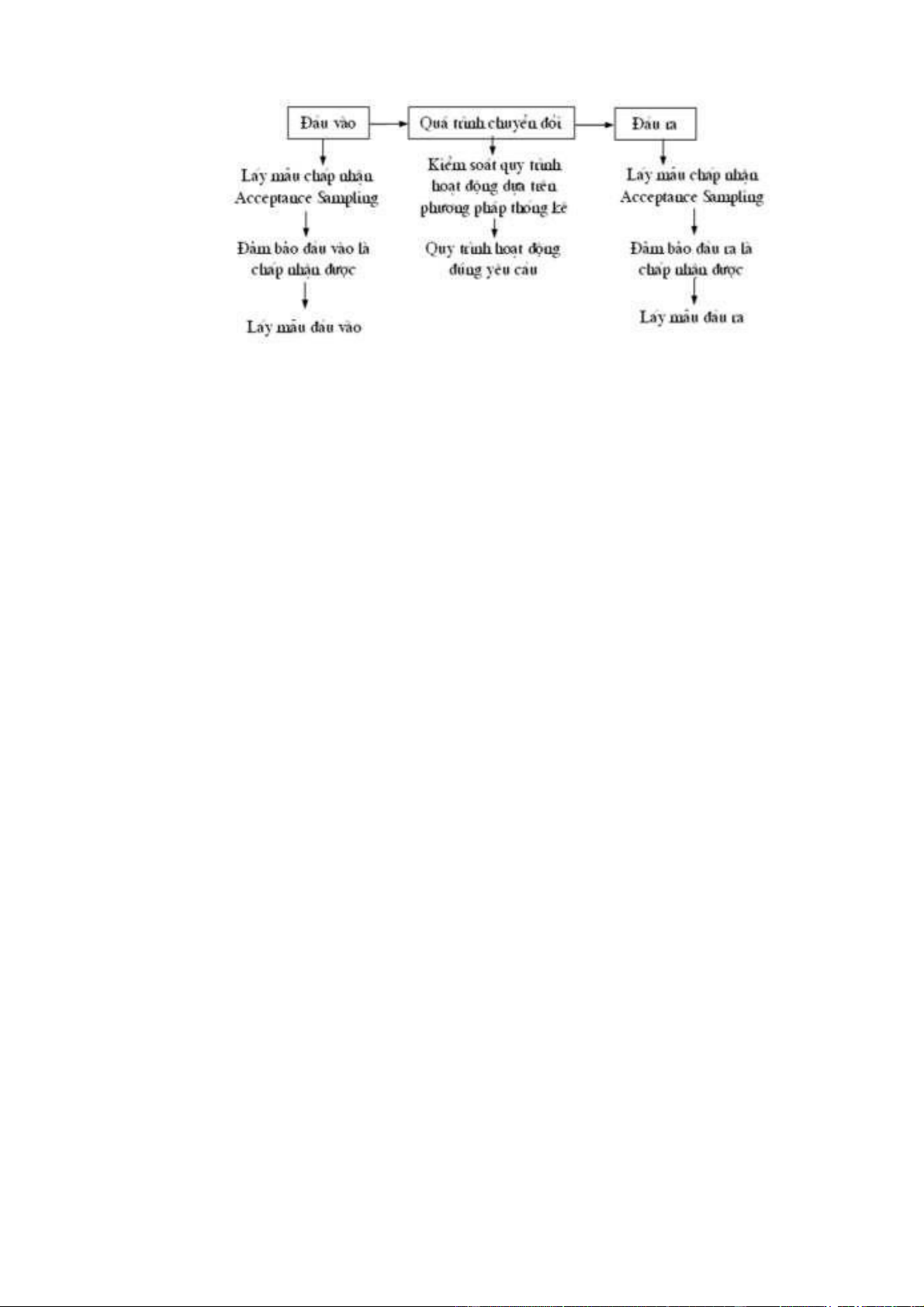
1.2.6. Thiết kế hệ thống kiểm soát chất lượng trong quy trình :
Quản lý chất lượng trong sản xuất là một yếu tố mang ý nghĩa chiến lược trong
giai đoạn ngày nay. Để sản xuất sản phẩm ra với chi phí sản xuất thấp, chất lượng cao
đáp ứng được những mong đợi của khách hàng thì hệ thống sản xuất tác nghiệp của
các doanh nghiệp phải có chất lượng cao và thường xuyên được kiểm soát. Quản lý
chất lượng chính là nâng cao chất lượng của công tác quản lý các yếu tố, bộ phận toàn
bộ quá trình sản xuất của mỗi doanh nghiệp. Trong quản lý chất lượng sẽ tập trung giải
quyết những vấn đề cơ bản về nhận thức và quan điểm về chất lượng và quản lý chất
lượng của các doanh nghiệp trong nền kinh tế thị trường. Phân tích mục tiêu, nhiệm
vụ, các đặc điểm, phạm vi và chức năng của quản lý chất lượng trong sản xuất là cơ sở
khoa học để các cán bộ quản trị sản xuất tác nghiệp xây dựng chính sách, chiến lược
chất lượng cho bộ phận sản xuất. Một yêu cầu bắt buộc đối với các cán bộ quản trị sản
xuất tác nghiệp là cần hiểu rõ và biết sử dụng các công cụ và kỹ thuật thống kê trong
quản lý chất lượng. Hệ thống công cụ thống kê và kỹ thuật thống kê góp phần đảm bảo
cho hệ thống sản xuất tác nghiệp được kiểm soát chặt chẽ và thường xuyên có khả
năng thực hiện tốt những mục tiêu chất lượng đã đề ra.
Hình 1.10 Ví dụ về hệ thống kiểm soát chất lượng trong quy trình
1.2.7. Lập kế hoạch trung hạn, dài hạn :
Lập kế hoạch các nguồn lực bao gồm việc xác định kế hoạch tổng hợp về nhu
cầu sản xuất, trên cơ sở đó lập kế hoạch về nguồn lực sản xuất nói chung và kế hoạch
về bố trí lao động, sử dụng máy móc thiết bị, kế hoạch chi tiết về mua sắm nguyên vật
liệu... nhằm đảm bảo sản xuất diễn ra liên tục, với chi phí thấp nhất. Nhu cầu về các
nguồn lực cần thiết để có thể sản xuất đủ số lượng sản phẩm đã dự báo hoặc đơn hàng
trong từng giai đoạn được xác định thông qua xây dựng kế hoạch tổng hợp. Đây là kế
hoạch trung hạn về khối lượng sản phẩm cùng sản xuất đồng thời với quy đổi chúng
thành nhu cầu về nguyên vật liệu, lao động thông qua chi phí trên một giờ công lao động.
Thông qua các phương pháp khác nhau như trực quan, đồ thị, toán học hoặc các
kỹ thuật phân tích khác cho phép lựa chọn kế hoạch tổng hợp hợp lý nhất, vừa thực
hiện hoàn thành những nhiệm vụ sản xuất sản phẩm trong kế hoạch dài hạn đề ra, vừa
khai thác tận dụng được khả năng sản xuất hiện có và nâng cao hiệu quả của quá trình
sản xuất của doanh nghiệp.
1.2.8. Quản lý kho :
Hàng dự trữ tồn kho luôn là một trong những yếu tố chiếm tỷ trọng chi phí khá
lớn trong giá thành sản phẩm. Ngoài ra dự trữ không hợp lý sẽ dẫn đến ứ đọng vốn,
giảm hệ số sử dụng và vòng quay của vốn hoặc gây ra ách tắc cho quá trình sản xuất
do không đủ dự trữ nguyên liệu cho quá trình sản xuất hoặc sản phẩm hoàn chỉnh
không bán được. Hoạt động quản trị hàng dự trữ được đề cập đến với những mô hình
cụ thể ứng dụng cho từng trường hợp sao cho tìm được điểm cân bằng tối ưu giữa chi
phí tồn kho và lợi ích của dự trữ tồn kho.
Các mô hình quản lý kho cơ bản:
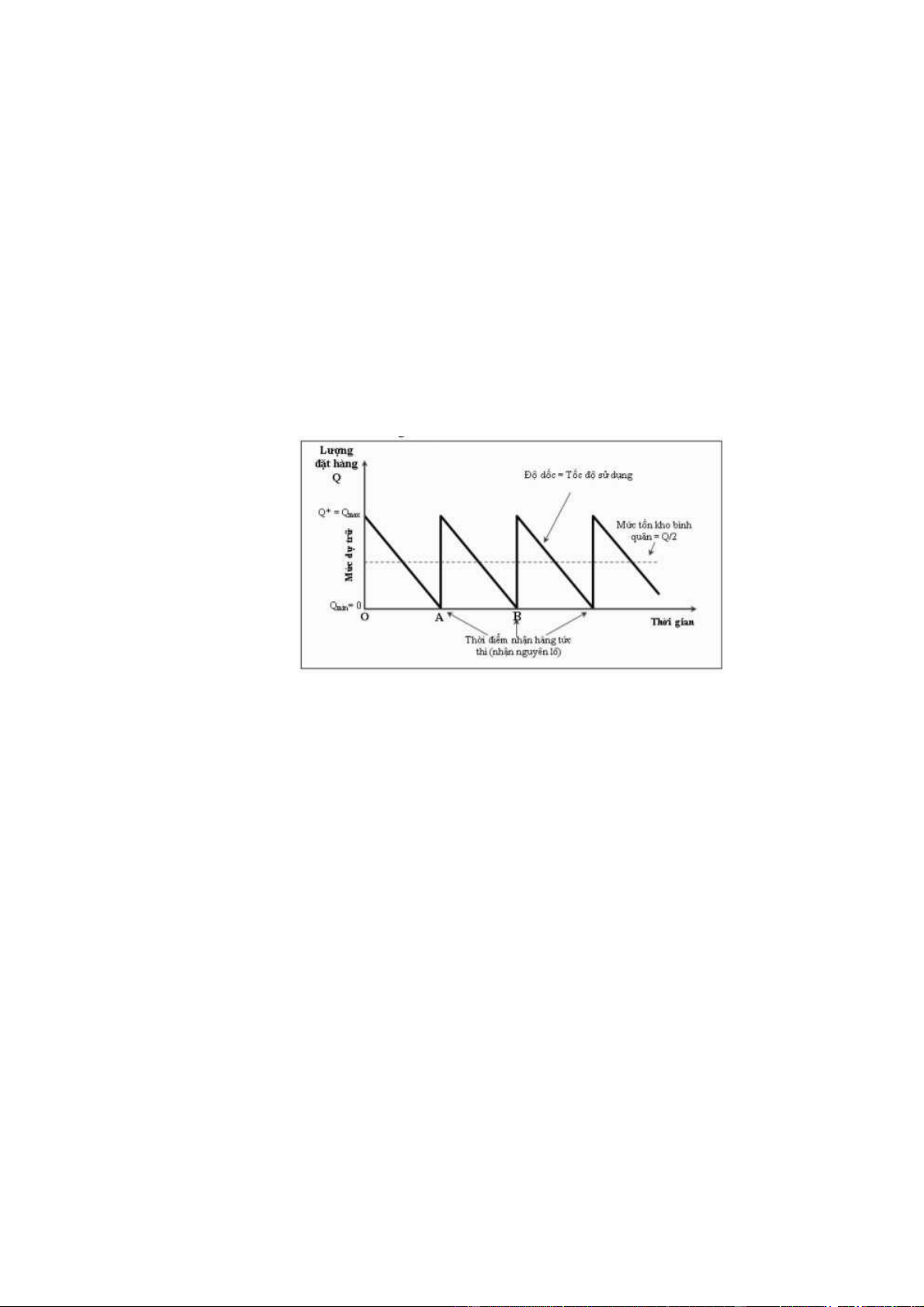
Mô hình sản lượng đặt hàng kinh tế cơ bản – EOQ (The Basic Economic Order Quantity Model
Mô hình lượng đặt hàng kinh tế cơ bản EOQ (The Basic Economic Order
Quantity Model) là một trong những kỹ thuật kiểm soát hàng dự trữ truyền thống và
phổ biến nhất. Mô hình này thường được áp dụng cho bên mua hàng trong trường hợp
nhận hàng một lần nhằm khắc phục tình trạng dự trữ hoặc quá thừa hoặc quá thiếu, qua
đó góp phần giảm chi phí do thừa hay thiếu hàng gây ra, đảm bảo mức độ dịch vụ và
đáp ứng tốt nhu cầu khách hàng
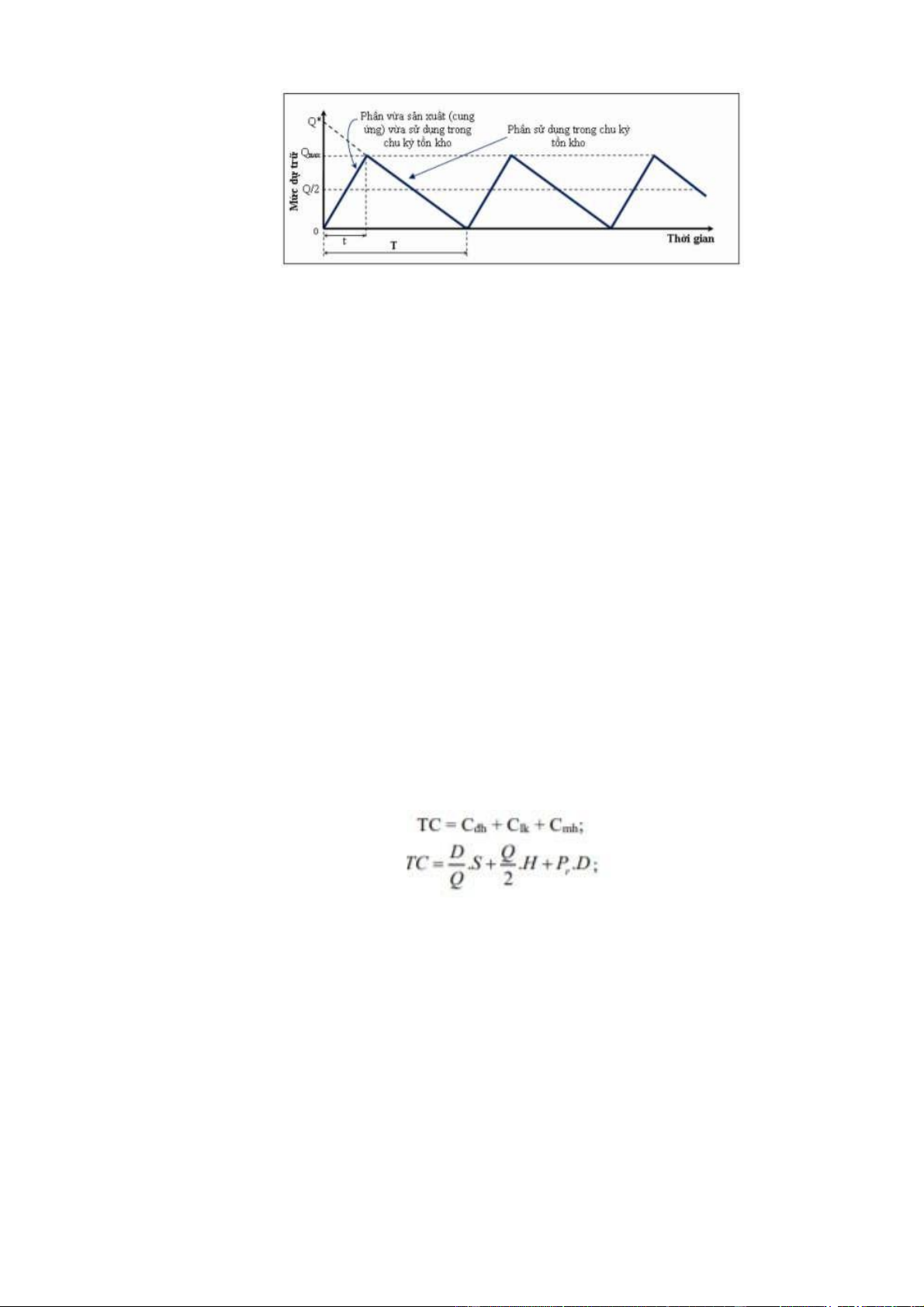
Hình 1.11. Đồ thị mức độ dự trữ theo thời gian của mô hình EOQ
Mô hình lượng đặt hàng theo sản xuất - POQ (Production Order Quantity Model)
Trong mô hình EOQ giả định toàn bộ lượng hàng của một đơn hàng nhận được
ngay trong một lần. Tuy nhiên, có những trường hợp doanh nghiệp nhận hàng dần dần
và kéo dài trong một thời gian nhất định, hoặc trong trường hợp doanh nghiệp vừa sản
xuất vừa bán hoặc doanh nghiệp tự sản xuất lấy vật tư để dùng thì mô hình EOQ
không còn phù hợp nữa. Do đó, cần một mô hình khác không phải đòi hỏi giả định
nhận toàn bộ đơn hàng trong một chuyền hàng. Trong trường hợp này cần sử dụng mô
hình lượng đặt hàng theo sản xuất – POQ (Production Order Quantity Model).
Hình 1.12. Thay đổi mức tồn kho theo thời gian trong mô hình POQ
Mô hình khấu trừ theo số lượng – QDM (Quantity Discount Model)
Để tăng doanh số bán hàng, nhiều doanh nghiệp thường áp dụng chính sách
chiết khấu khi lượng mua tăng lên, đó chính là chính sách khấu trừ theo số lượng. Khi
lượng mua hàng tăng lên mỗi lần, doanh nghiệp mua hàng sẽ được hưởng mức giá
mua một đơn vị sản phẩm thấp hơn và chi phí đặt hàng giảm, nhưng dự trữ trong kho
sẽ tăng lên làm cho chi phí lưu kho tăng do đơn hàng lớn hơn. Cho nên, khi xem xét
chính sách chiết khấu theo số lượng, doanh nghiệp phải cân nhắc sự đánh đổi giữa chi
phí mua sản phẩm giảm và chi phí lưu kho tăng lên. Như vậy, vấn đề đặt ra là cần tính
toán cân nhắc chọn mức đặt hàng mua ở mức nào để vừa được hưởng giá chiết khấu
vừa có tổng chi phí dự trữ hàng năm là nhỏ nhất. Để thực hiện mục tiêu đó người ta sử
dụng mô hình khấu trừ theo số lượng QDM (Quantity Discount Model). Trong mô
hình này có tính tới chi phí mua hàng tại từng mức giá. Mục tiêu đặt ra là chọn mức
đặt hàng sao cho tổng chi phí hàng dự trữ hàng năm (bao gồm chi phí mua, chi phí đặt
hàng, chi phí lưu kho) là nhỏ nhất.
Mô hình EOQ Trong một số trường hợp có thể xác định cỡ lô hàng theo mô
hình kinh điển là lượng đặt hàng kinh tế cơ bản (EOQ) đã được trình bày trong phần
Quản trị hàng dự trữ. Phương pháp này cho chi phí tối ưu nếu như nguyên vật liệu
tương đối đồng nhất. Tuy nhiên, trong những trường hợp nhu cầu phụ thuộc ở các cấp
của cấu trúc sản phẩm quá nhiều loại lại chênh lệch nhau lớn thì áp dụng mô hình này sẽ bất lợi.
Công thức xác định lượng đặt hàng tối ưu Q* :
(3). Mô hình cân đối các thời kỳ bộ phận (Part period balancing)
Phương pháp này nhằm mục đích xác định được kích cỡ lô hàng mà ở đó chi
phí đặt hàng bằng chi phí lưu kho. Về mặt kinh tế cỡ lô tối ưu được tính theo công thức sau: EPP =
EPP là căn cứ để ghép nhu cầu các giai đoạn. Phương pháp này tạo ra sự linh
hoạt trong việc hình thành đơn đặt hàng mà vẫn đảm bảo giảm thiểu được chi phí dự
trữ. Tuy nhiên, trong thực tế khó tìm được kích cỡ lô hàng mà tại đó chi phí đặt hàng
bằng chi phí lưu kho, cho nên sẽ chấp nhận lựa chọn kích cỡ gần nhất với kích cỡ tối ưu vừa tính được.
1.2.9. Lập lịch trình công việc :
Lập lịch trình công việc là bước tổ chức thực hiện các kế hoạch sản xuất đã đặt
ra, là toàn bộ các hoạt động xây dựng lịch trình sản xuất, điều phối phân giao các công
việc cho từng người, nhóm người, từng máy và sắp xếp thứ tự các công việc ở từng
nơi làm việc nhằm đảm bảo hoàn thành đúng tiến độ đã xác định trong lịch trình sản
xuất trên cơ sở sử dụng có hiệu quả khả năng sản xuất hiện có của doanh nghiệp. Lập
lịch trình công việc có quan hệ chặt chẽ với loại hình bố trí sản xuất. Mỗi loại hình bố
trí sản xuất đòi hỏi phải có phương pháp điều độ thích hợp. Điều độ quá trình sản xuất
gián đoạn, bố trí theo công nghệ khá phức tạp do tính chất đa dạng và thường xuyên
thay đổi về khối lượng công việc và luồng di chuyển sản phẩm đưa lại. Điều độ sản
xuất là quá trình xác định rõ trách nhiệm, chức năng của từng người, từng công đoạn
sản xuất, nhằm đảm bảo sản xuất theo đúng kế hoạch đã vạch ra. Đối với loại hình sản
xuất dự án do những đặc điểm đặc thù đòi hỏi phải có những kỹ thuật riêng biệt có
hiệu quả để lập lịch trình và điều hành quá trình thực hiện một cách linh hoạt nhằm
đảm bảo tiết kiệm nhất về thời gian và chi phí thực hiện dự án. Các kỹ thuật được sử
dụng rộng rãi nhất là sơ đồ Gannt và sơ đồ mạng lưới.
1.2.10. Thiết kế hệ thống công việc :
Hình 1.13. Ví dụ về thiết kế hệ thống công việc
Là phương pháp nghiên cứu có hệ thống các cử động của con người trong quá
trình tiến hành công việc Mục đích: loại bỏ các cử động không cần thiết và xác định
một trình tự nối tiếp các cử động tốt nhất để có thể tối đa hoá hiệu quả
Các phương pháp đo lường công việc
Đo lường trực tiếp: đo lường những nhiệm vụ đang được thực hiện và những
nhiệm vụ lặp lại VD: phương pháp bấm giờ
Đo lường gián tiếp: được áp dụng cho những nhiệm vụ không lặp lại PHẦN 2.
PHÂN TÍCH HOẠT ĐỘNG QUẢN TRỊ SẢN XUẤT TÁC NGHIỆP
TẠI CÔNG TY CỔ PHẦN MAY 10 2.1.
Giới thiệu khái quát về doanh nghiệp
2.1.1. Lịch sử hình thành và phát triển của Công ty May 10 :
Tiền thân của Tổng công ty May 10-CTCP là các xưởng may quân trang ở chiến
khu Việt Bắc thành lập năm 1946. Đến năm 1952, Xưởng may 10 được thành lập trên
cơ sở hợp nhất các xưởng may quân trang tại chiến khu Việt Bắc. Sau nhiều lần
chuyển đổi, đến năm 2010, công ty trở thành Tổng công ty May 10-CTCP (Garco 10)..
Tên giao dịch quốc tế là: Garment 10 Joint Stock Company
Tên viết tắt là: Garco 10 JSC
Trụ sở chính: Sài Đồng – Long Biên – Hà Nội
Điện thoại: 84.43827.6923 Fax: 84.43827.6925
Email: ctymay10@garco10.com.vn
Website: http://www.garco10.com.vn
Ngành hàng: Sản xuất và kinh doanh hàng may mặc; Sản xuất găng tay da, găng
tay gol; Thêu in. Ngoài ra còn có quần, áo sơ mi, váy…
Trụ sở chính hiện nay của Tổng Công ty May 10 - CTCP đặt tại 765A Nguyễn
Văn Linh, Sài Đồng, Long Biên, Hà Nội, Việt Nam.
Năm 1946 : Hưởng ứng lời kêu gọi "Toàn quốc kháng chiến" của chủ tịch Hồ
Chí Minh các xưởng quân trang được thành lập với nhiệm vụ phục vụ bộ đội về quân trang.
Năm 1947-1954 : Do điều kiện chiến tranh, các xưởng may quân trang của
xưởng quân trang phải dời lên Việt Bắc. Để giữ bí mật các cơ sở quân trang đều được
đặt tên theo bí số của quân đội.
ăm 1954-1956 : Xưởng May10 sáp nhập với xưởng May40 vẫn lấy tên là
xưởng May10 trực thuộc Bộ quốc phòng, đồng thời chuyển từ Việt Bắc về thị trấn Sài
Đồng, Gia Lâm, Hà Nội. Lúc này ngoài sản xuất quân trang, xưởng May10 còn sản
xuất hàng nội địa phục vụ dân sinh.
Năm 1961 : Xưởng May10 đổi tên thành Xí nghiệp May10 do Bộ công nghiệp
nhẹ quản lý. Xí nghiệp May10 tiếp tục sản xuất hàng quân trang và may dân dụng.
Năm 1975-1990 : May10 chuyển hướng may gia công làm xuất khẩu cho Liên
Xô và các nước Xã hội Chủ nghĩa Đông Âu.
Sau năm 1990 : Liên Xô và Đông Âu tan rã, May10 mở rộng địa bàn hoat động
sang thị trường : CH Liên bang Đức, Nhật Bản, Hồng Kông...
Năm 1992 : Xí nghiệp May10 được đổi tên thành công ty May10 để phù hợp
với chức năng, nhiệm vụ sản xuất kinh doanh trong thời kỳ đổi mới.
Tháng 1/2018 : công ty May10 được chuyển thành công ty Cổ phần May10 với
50% vốn của VINATEX (Tổng công ty Dệt may Việt Nam).
Từ 01/01/2010 công ty bắt đầu hoạt động theo hình thức công ty cổ phần. Đây
là một cơ hội to lớn để công ty phát triển đồng thời nó cũng là một thách thức to lớn
đòi hỏi tập thể cán bộ công nhân viên trong công ty phải cố gắng nhiều hơn nữa để tạo
ra sức mạnh đưa công ty đến với những thành công trên thị trường.
Nhìn lại chặng đường lịch sử, Tổng công ty đã trải qua gần 75 năm hình thành
và phát triển, trở thành một doanh nghiệp mạnh của ngành Dệt may Việt Nam. Hiện
tại, May 10 mỗi năm sản xuất gần 30 triệu sản phẩm chất lượng cao các loại, trong đó
80% sản phẩm được xuất khẩu sang các thị trường EU, Mỹ, Đức, Nhật Bản, Hồng
Kông,… Nhiều tên tuổi lớn của ngành May mặc thời trang có uy tín trên thị trường thế
giới đã hợp tác sản xuất với Tổng công ty May 10 như: Brandtex, Asmara, Jacques
Britt, SeidenSticker, Tesco, C&A, Camel, Arrow,…
Mục tiêu đến năm 2020 tầm nhìn 2030, May 10 sẽ trở thành tập đoàn đa lĩnh
vực, với chiến lược phát triển sản xuất gắn với dịch vụ thương mại, phát triển đầu tư
mở rộng, đưa tổng tài sản tăng gấp hai lần so với hiện nay.
2.1.2. Lĩnh vực kinh doanh :
Công ty cổ phần May 10 hoạt động trên các lĩnh vực :
- Sản xuất kinh doanh các loại quần áo thời trang và nguyên phụ liệu ngành may.
- Kinh doanh các mặt hàng thủ công mỹ nghệ, công nghiệp thực phẩm và công nghiệp tiêu dùng khác.
- Kinh doanh văn phòng, bất động sản, nhà ở cho công nhân. - Đào tạo nghề.
- Xuất nhập khẩu trực tiếp.
Lĩnh vực kinh doanh chủ yếu là sản xuất các sản phẩm may mặc để xuất khẩu và tiêu thụ nội địa.
2.1.3. Tình hình hoạt động kinh doanh của doanh nghiệp trong các năm gần
đây :
Ngành may mặc đang đóng vai trò quan trọng trong giai đoạn phát triển của nền
kinh tế nước ta hiện nay, có khả năng trở thành ngành đứng đầu về kim ngạch xuất
khẩu trong thời gian tới, vượt qua cả xuất khẩu dầu thô.
Công ty May 10 là một doanh nghiệp có uy tín trong ngành may mặc Việt Nam, có
lịch sử hình thành gắn liền với sự hình thành và phát triển của ngành. Trong những năm
gần đây, cùng với sự phát triển mạnh mẽ của ngành, công ty đã không ngừng lớn mạnh,
sản lượng sản xuất ra ngày càng tăng, doanh thu và lợi nhuận năm sau cao hơn năm trước.
Sản phẩm của công ty ngày càng được các khách hàng quốc tế tín nhiệm và người tiêu
dùng trong nước ưa chuộng.
Bảng 2.1.: Bảng cơ cấu doanh thu của công ty May 10 Chỉ tiêu
Đơn vị tính Năm 2018 Năm 2019 Năm 2020 Tổng doanh thu Triệu đồng 552,954 631,604 600,000 Doanh thu xuất Triệu đồng 479,892 541,952 400,000 khẩu - Doanh thu gia Triệu đồng 136,470 192,586 190,000 công - Doanh thu FOB Triệu đồng 343,422 349,366 210,000 Doanh thu nội địa Triệu đồng 64,383 70,013 175,000 Doanh thu Hà Triệu đồng 8,679 19,639 25,000 Quảng, Bỉm Sơn Lợi nhuận Triệu đồng 13,874 15,348 17,949 Lao động Nguời 7,154 7,649 8000 Thu nhập bình 1000đ/tháng 1,430.00 1,502.50 1,750.00 quân đầu người
(Nguồn: Phòng kế hoạch công ty cổ phần May 10)
Phân tích số liệu qua bảng cơ cấu doanh thu, xét về quy mô năm sau luôn tăng
hơn năm trước. Năm 2019 doanh thu đạt 631,604 triệu đồng, tăng 14.22% so với năm
2018. Năm 2020 do một số thay đổi từ môi trường kinh doanh, doanh thu giảm 31,604
triệu đồng so với năm 2019.
Xét về cơ cấu doanh thu cho ta cái nhìn khách quan về tình hình kinh doanh
xuất khẩu và tiêu thụ nội địa của công ty. Doanh thu xuất khẩu chiếm tỷ trọng lớn
trong tổng doanh thu, hơn 80% tổng doanh thu của công ty do hoạt động xuất khẩu
mang lại. Điều này cho thấy tầm quan trọng của xuất khẩu đối với công ty May 10.
Xét về con số tuyệt đối, doanh thu từ hoạt động xuất khẩu cũng tăng trưởng đều qua
các năm. Năm 2019 doanh thu hoạt động xuất khẩu đạt 541,952 triệu đồng, tăng
12.93% so với năm 2018. Năm 2020 tuy doanh thu thấp hơn 2019 nhưng lợi nhuận
tăng do doanh thu nội địa của doanh nghiệp tăng mạnh, tăng 150% so với năm 2019.
Thu nhập bình quân của công nhân tăng lên qua các năm, tốc độ tăng lần lượt
qua các năm là 5.07% và 16.47% cho thấy mức lương được điều chỉnh, thu nhập của
người lao động tăng lên đảm bảo cho chi tiêu của họ trước tình hình lạm phát của năm vừa qua. 2.2.
Phân tích hoạt động quản trị sản xuất tác nghiệp tại Công Ty Cổ
Phần May 10
2.2.1. Phân tích hoạt động quản trị sản xuất tác nghiệp tại Công Ty May 10 : 2.2.1.1.
Công tác dự báo :
Dự báo nhu cầu sản xuất là dự đoán số lượng sản phẩm cần sản xuất trong
tương lai cho Công ty, dự đoán xu hướng tiêu dùng của người tiêu dùng để có kế
hoạch sản xuất cụ thể. ❖
Phương pháp dự báo nhu cầu sản xuất của Công ty :
Để lập kế hoạch sản xuất cho thời gian tiếp theo, Công Ty Cổ Phần May 10
dựa trên năng lực sản xuất của Công ty, dựa vào đơn đặt hàng của khách hàng và
kinh nghiệm của những người lãnh đạo để dự báo số lượng cần sản xuất.
Với phương pháp dự báo như trên ta có thể thấy rằng: - Ưu điểm :
+ Căn cứ vào kết quả dự báo này phòng nghiệp vụ ít tốn nhiều thời gian cho
Công tác lập kế hoạch.
+ Kế hoạch lập ra mang tính cụ thể, dễ thay đổi khi có sự cố xảy ra. - Nhược điểm :
+ Chưa có cơ sở để xây dựng được kế hoạch dài hạn để đề ra các hoạt động mang tính chiến lược.
+ Chưa thấy được xu hướng phát triển của nhu cầu qua các năm.
+ Việc dự đoán chưa mang tính khoa học, chỉ dựa vào kinh nghiệm và số liệu
của những năm trước để dự đoán số lượng sản xuất cho năm sau. 2.2.1.2.
Nghiên cứu & phát triển sản phẩm – R&D :
Một trong những đột phá chinh phục thị trường của Công Ty Cổ Phần May 10
là việc giới thiệu mẫu quần áo đẹp, hợp thời và thân thiện với môi trường kết hợp vừa
xăng vừa điện hoặc vừa diesel vừa điện.
Công nhân và quản lý phải tiến hành các thử nghiệm càng nhiều càng tốt. Tiến
hành nhiều thí nghiệm nhỏ để học hỏi dần trước khi bắt tay vào các thí nghiệm lớn hơn
để đảm bảo các sai lầm nếu xảy ra sẽ không quá lớn. 2.2.1.3.
Lập kế hoạch công suất :
Để tối ưu hoá hệ thống sản xuất tác nghiệp, Công Ty Cổ Phần May 10 đã kết
nối các lợi ích của hình thức sản xuất thủ công và sản xuất hàng loạt. Phương thức này
giúp tổ chức vừa tránh được chi phí cao của phương thức sản xuất trước đây, vừa khắc
phục được sự cứng nhắc của phương thức sản xuất hiện thời. 2.2.1.4.
Bố trí mặt bằng :
Công ty đã sắp xếp bố trí các phân xưởng sản xuất dựa trên nguyên tắc sau:
* Nguyên tắc tuân thủ hành trình công nghệ gia công sản phẩm: tức là các
phân xưởng sản xuất được sắp xếp theo quy trình công nghệ sản xuất sản phẩm. Sản
phẩm trải qua phân xưởng nào trứơc thì phân xưởng đó được bố trí gần kho nguyên
liệu, phân xưởng cuối cùng sản phẩm trải qua sẽ nằm gần kho thành phẩm, các phân
xưởng có quan hệ trực tiếp với nhau thì sắp xếp gần nhau, kho nguyên liệu thành
phẩm được sắp xếp gần đường giao thông doanh nghiệp.
* Nguyên tắc đảm bảo khả năng mở rộng sản xuất:
Quy luật phát triển thường dẫn đến tăng sản lượng sản xuất hoặc đa dạng hoá
sản phẩm bằng cách đưa vào sản xuất thêm các laọi sản phẩm khác điều đó đòi hỏi
các công ty sau một thời gian hoạt động thường có nhu cầu mở rộng mặt bằng sản
xuất vì vậy ngay từ khi chọn địa điểm và bố trí mặt bằng sản xuất người ta đã phải
dự kiến khả năng mở rộng sản xuất trong tương lai.
* Nguyên tắc đảm bảo an toàn cho sản xuất và người lao động : Khi bố trí sản
xuát công ty luôn tính đến các yếu tố an toàn cho người lao động, cho máy móc thiết
bị đảm bảo chất lượng sản phẩm và tạo ra môi trường làm việc thuận lợi cho
người công nhân như chống ồn, trống bụi, chống rung chống cháy nổ, khả năng
thông gió chống nóng tự nhiên, thiết bị có khói hơi độc bức xạ phải xếp ở cuối hướng
gió chính và không gần khu vực dân cư.
* Nguyên tắc tiết kiệm đất đai: phải cân đối giữa mật độ xây dựng và mật độ sử dụng diện tích 2.2.1.5.
Thiết kế hệ thống kiểm soát chất lượng trong quy trình :
Hệ thống kiểm soát chất lượng trong quy trình sản xuất Công Ty Cổ Phần May
10 là một công nghệ quản lý sản xuất toàn diện của người Nhật. Ý tưởng cơ bản của hệ
thống này là duy trì một dòng chảy liên tục các sản phẩm trong nhà máy và thích ứng
một cách linh hoạt với sự thay đổi của nhu cầu. Sản xuất sản phẩm theo đúng số lượng
cần thiết vào thời điểm cần thiết được mô tả bằng cụm từ “đúng thời điểm”.
Để thực hiện quá trình sản xuất đúng thời điểm, 100% hàng hoá có chất lượng
tốt phải chạy vào dây chuyền ưu tiên, và dây chuyền này phải hoạt động nhịp nhàng
mà không bị gián đoạn.
Do vậy, công tác quản lý chất lượng là rất quan trọng và đồng thời phải tồn tại
với hoạt động sản xuất. Tự kiểm soát lỗi có nghĩa là xây dựng một cơ chế trong đó có
phương tiện để hạn chế việc sản xuất hàng loạt các sản phẩm sai lỗi trong máy móc và
dây chuyền sản phẩm. Tự kiểm soát lỗi là sự tự động kiểm tra những điểm không bình thường trong quá trình.
Ý tưởng tự kiểm soát lỗi cũng được mở rộng ra các dây chuyền thủ công. Nếu
có điểm gì không bình thường xảy ra trong dây chuyền sản phẩm, người công nhân sẽ
bấm vào nút dừng và toàn bộ dây chuyền đó dừng lại.
Nhằm mục đích phát hiện ra lỗi tại các quá trình, tại các phân xưởng đều treo
một bảng điện tử (được gọi là Andon) dùng để chỉ điểm dừng của dây chuyền để mọi
người có thể trông thấy. Bảng điện tử Andon trong hệ thống Công Ty Cổ Phần May 10
đóng một vai trò quan trọng giúp cho việc kiểm soát lỗi tự động, đồng thời cũng là một
ví dụ điển hình của “Hệ thống kiểm soát trực quan Công Ty Cổ Phần May 10”.
Bộ máy kiểm soát lỗi là một bộ máy có cài đặt một thiết bị tự động dừng. Tại
các nhà máy Công Ty Cổ Phần May 10, hầu hết máy móc đều tự động, do vậy có thể
ngăn cản được việc sản xuất ra hàng loạt các sản phẩm sai lỗi và việc hỏng hóc máy
móc sẽ được tự động kiểm tra.
Trong hệ thống Công Ty Cổ Phần May 10, người công nhân làm việc tại quá
trình sau sẽ phải đi đến quá trình trước đó để lấy những phụ kiện cần thiết với một số
lượng cần thiết tại thời điểm cần thiết. Sau đó, công việc mà quá trình trước cần làm là
chỉ sản xuất đủ số lượng đơn vị sản phẩm để thay thế những cái đã bị lấy đi. 2.2.1.6.
Quản lý hàng tồn kho:
Hàng tồn kho là nguồn lực dự trữ nhằm đáp ứng nhu cầu hiện tại và tương lai.
Đối với Công Ty Cổ Phần May 10, đứng trên phương diện sản xuất thì Công ty luôn
tìm cách giảm lượng hàng tồn kho. Công ty tiến hành tồn kho trong cung ứng và tồn
kho trong sản xuất với mục đích là để có nguyên vật liệu cũng như là sản phẩm thay
thế khi sản phẩm của Công ty bị lỗi, hư hỏng trong quá trình sản xuất cũng như trên
đường vận chuyển đến nơi giao hàng theo hợp đồng, nhưng hầu như là Công ty dự trữ
nguyên vật liệu hơn là dự trữ sản phẩm vì hầu hết sản phẩm Công ty làm ra đều được
kiểm tra chất lượng ở tất cả các khâu, sau đó trước khi sản phẩm được bao bì, đóng gói
thì nhân viên bên phía khách hàng đến kiểm tra chất lượng lại lần nữa. Nếu đạt yêu
cầu thì lúc đó mới tiến hành đóng thùng và nhập kho thành phẩm chờ ngày xuất nên
các sản phẩm của Công ty thường đều đạt chất lượng. Vì thế các sản phẩm của Công
ty chỉ được tồn kho 1 kỳ, tức nghĩa là sau khi sản phẩm được tiêu dùng thì sản phẩm
này không được gia công nữa. Nhìn chung, trình độ quản lý hàng tồn kho của Công ty
là chưa tốt, vòng quay hàng tồn kho ngày càng chậm.
2.2.2. Phân tích hoạt động Bố trí mặt bằng sản xuất và nghiên cứu phát triển
sản phẩm tại Công ty May 10 :
2.2.1.1. Bố trí mặt bằng :
Công ty May 10 - CTCP được bố trí theo hình chữ U ngược, đi từ cổng công ty
vào ta sẽ thấy 3 nhà tương ứng với ba cạnh của chữ U. Trước mặt là nhà A - khu tập
trung bộ máy quản lý của công ty. Bên trái và bên phải là nhà C và B nơi diễn ra các
hoạt động sản xuất kinh doanh. Công ty Cổ Phần May 10 nằm ở tầng 3 khu nhà C.
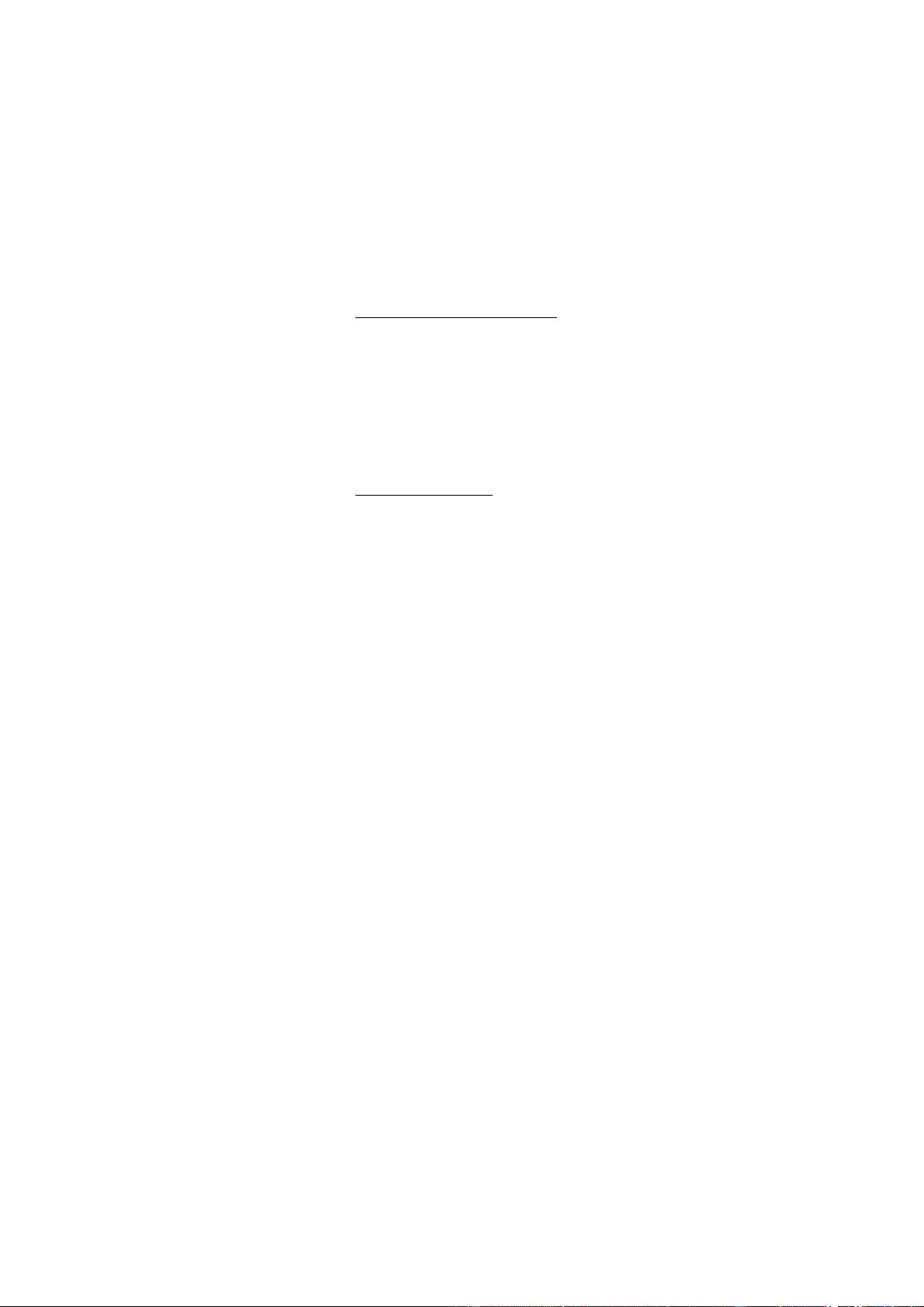
Sơ đồ 2.1. Bố trí nhà xưởng của công ty Cổ Phần May 10 Tổ may 4 Tổ may 3 Cửa 2 Tổ may 2 Tổ may 1 Khu Cửa nhà Cửa 1 mới chính Hệ Downloaded by t h
Buìnhohannnưguớyecn (hoanmiu98@gmail.com) Văn phòng tủ để đốồ của Cống tơ Thang cống điện máy nhân Kho
Cống ty Cổ Phâồn May 10 Cầu thang WC
Diện tích của Công ty Cổ Phần May 10 là 560 m2 chưa kể diện tích tổ cắt và tổ
giác mẫu kỹ thuật được bố trí như sau: Dọc theo chiều dài của Công ty Cổ Phần May
10 được bố trí rất nhiều cửa kính tạo ra 2 mặt thoáng.
Ngay lối vào phía tay trái là khu nhà vệ sinh của Công ty Cổ Phần May 10 với
diện tích khoảng 20m2 được ngăn thành hai nhà cho lao động nam và lao động nữ.
Trước mặt sẽ là hệ thống các tủ ngăn để người lao động cất quần áo đồ dùng của
mình trước khi đi đến nơi làm việc.
Kế đến là kho của Công ty Cổ Phần May 10 với diện tích 86m2 được bố trí một
mặt thoáng với nhiều cửa kính nhìn ra sân của công ty.
Văn phòng của Công ty Cổ Phần May 10 với diện tích 8m2 và 3 mặt thoáng để
ban giám đốc Công ty Cổ Phần May 10 dễ dàng quan sát các hoạt động của công nhân.
Khu sản xuất với diện tích 308m2 được bố trí thành 4 tổ may và được ngăn với
khu văn phòng, kho… bởi bức tường kính (nhiều tấm kính ghép lại). Phần ở giữa khu
sản xuất được mô tả bởi những nét đứt là nơi đặt các bàn thu hoá của các tổ và bố trí
các máy móc được trang bị thêm.
Cửa chính là lối đi vào khu sản xuất, cửa 1 và cửa 2 là cửa thoát hiểm. Tuy
nhiên chỉ có cửa 2 được mở còn cửa 1 hầu như được khoá cẩn thận.
Công ty Cổ Phần May 10 được bố trí cầu thang máy để vận chuyển hàng hoá,
máy móc. Thêm vào đó là các bình chữa cháy được đặt tại nhiều vị trí trong toàn Công
ty Cổ Phần May 10 và gần lối đi lại trong Công ty Cổ Phần May 10.
➔ Nhận xét : Việc bố trí nhà xưởng như vậy có rất nhiều ưu điểm:
- Thứ nhất : Dãy tủ ngăn được bố trí dọc đường đi vào Công ty Cổ Phần May 10
tạo thuận lợi cho người lao động thay đồ bảo hộ lao động và cất giữ đồ dùng cá nhân
của mình như mũ, túi, giầy dép trước khi vào làm việc.
- Thứ hai : văn phòng là nơi làm việc của giám đốc và phó giám đốc Công ty Cổ
Phần May 10. Người lao động theo lối cửa chính để đi vào khu sản xuất thì đều đi qua
cửa phòng giám đốc. Sự bố trí này tạo điệu kiện để giám đốc và phó giám đốc Công
ty Cổ Phần May 10 kiểm sát giờ giấc làm việc của người lao động, đồng thời thông
qua các tấm kính trong giám đốc và phó giám đốc Công ty Cổ Phần May 10 có thể
quan sát tình hình lao động sản xuất tại các tổ may mà không cần phải đến tận nơi khi không cần thiết.
- Thứ ba : Cách bố trí các tổ may như trên đảm bảo tính độc lập trong sản xuất
của mối tổ. Ở đây mỗi tổ là một chuyền may hoàn chỉnh, tạo ra sự gắn kết các thành
viên của tổ với nhau và cổ vũ sự thi đua giữa các tổ trong quá trĩnh.
Bố trí trong từng tổ sản xuất
Mỗi tổ sản xuất được bố trí các máy móc cần thiết cho một chuyền may, đảm
bảo mọi bước công việc đều có thể thực hiện ngay trong tổ mà không cần phải đi đến
các nơi khác. Bốn tổ may đều được bố trí tương tự nhau vì vậy nhiệm vụ của Công ty
Cổ Phần May 10 luôn được chia đều cho bốn tổ cùng làm bảo đảm được yêu cầu về thời gian thực hiện.
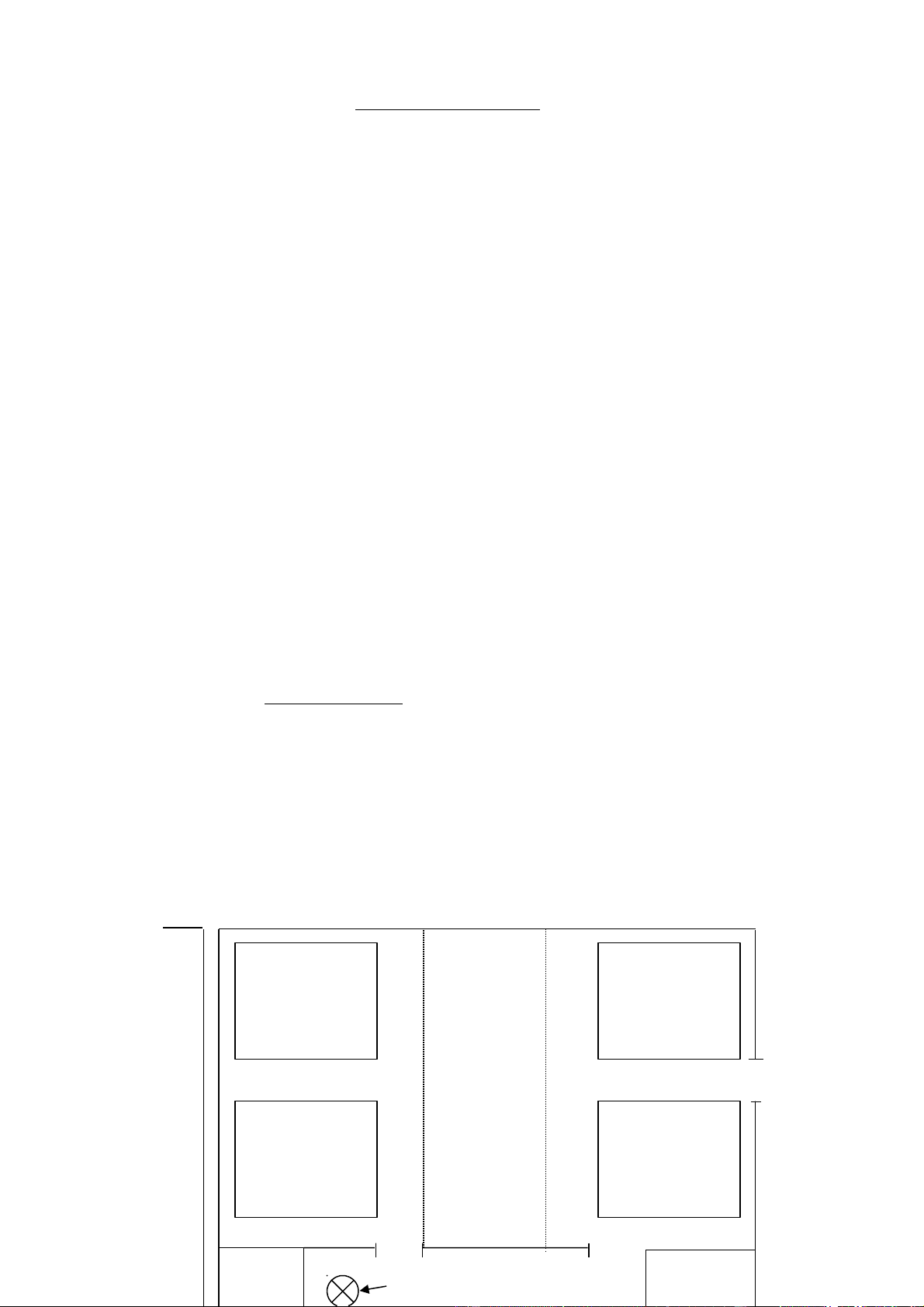
Sơ đồ 2.2.: Bố trí máy móc, thiết bị của một dây chuyền may A A A E A E A A EE E A C A A A A A A A H A A A A A A C A A G B B D C A C A A C F
(Nguồn: văn phòng công ty Cổ Phần May 10) Trong đó: A: máy 1 kim B: máy 2 kim 5 chỉ C: máy 2 kim 2 chỉ D: máy vắt sổ E: bàn thợ phụ F: máy thùa khuyết G: máy đính bọ H: máy dập cúc.
Mỗi tổ may của Công ty Cổ Phần May 10 là một dây chuyền may hoàn chỉnh
với diện tích khoảng 38m2 được bố trí 36 chiếc máy các loại. Vì vậy mà các máy được
bố trí sát vào nhau theo các hàng như sơ đồ trên. Khoảng cách từ tường đến máy là
30cm, khoảng cách giữa các hàng máy cũng chỉ đạt 30cm. Sự bố trí máy móc với mật
độ dày đặc sẽ làm giảm khả năng khai thác công suất máy móc và gây lãng phí nhiều
thời gian đi lại trong chuyền.
Bố trí tại kho của Công ty Cổ Phần May 10: Với diện tích là 86m2 chủ yếu được bố trí như sau :
Sơ đồ 2.3. Bố trí tại kho của Công ty Cổ Phần May 10 1 2 3
Toàn bộ khi chỉ có vài chiếc máy dự phòng của xưởng được xếp vào vị trí gọn
gàng. Trong khi chỉ bố trí hệ thống bàn và tủ.
1. Bàn làm việc của thủ kho
2. Dãy bàn để nhân viên KCS của Công ty Cổ Phần May 10 kiểm tra sản phẩm, và gấp sản phẩm.
3. Ba chiếc tủ đứng để đựng phụ liệu (khoá, khuy, mex dính…)
Kho được trang bị rất nhiều giá treo hàng (40 chiếc giá treo) tạo thuận lợi cho
việc kiểm tra dáng sản phẩm, phát hiện những bất hợp lý trên sản phẩm. Ngoài ra kho
còn có một giàn treo sản phẩm được bố trí trên mặt trần cách mặt trần khoảng 40cm.
Vì vậy, các sản phẩm đều được phân loại và treo lên giá để kiểm tra trước khi đóng gói.
Toàn kho được trang bị hệ thống đèn chiếu sáng, 5 chiếc quạt trần, hệ thống
bình cứu hoả, các đồ dùng phục vụ cho việc bao gói sản phẩm như: băng dích, dập
ghim, hộp cat tông. Thủ kho còn được trang bị bàn làm việc có tủ lưu giữ tài liệu, sổ
sách, bút để ghi phiếu xuất nhập nguyên phụ liệu, bán thành phẩm…
Như vậy sự bố trí và trang bị tại kho tương đối đầy đủ và hợp lý. Tại đây sản
phẩm được kiểm tra kỹ, được bao gói và đóng hộp trước khi giao cho kho của công ty.
2.2.1.2. Nghiên cứu và phát triển sản phẩm :
Trong hoạt động nghiên cứu và phát triển sản phẩm mới của thị trường trong nước
nói chung và của Công ty Cổ Phần May 10 thì đều tuân theo một quy trình nhất định.
Quy trình nghiên cứu và phát triển sản phẩm thực hiện theo các bước sau :
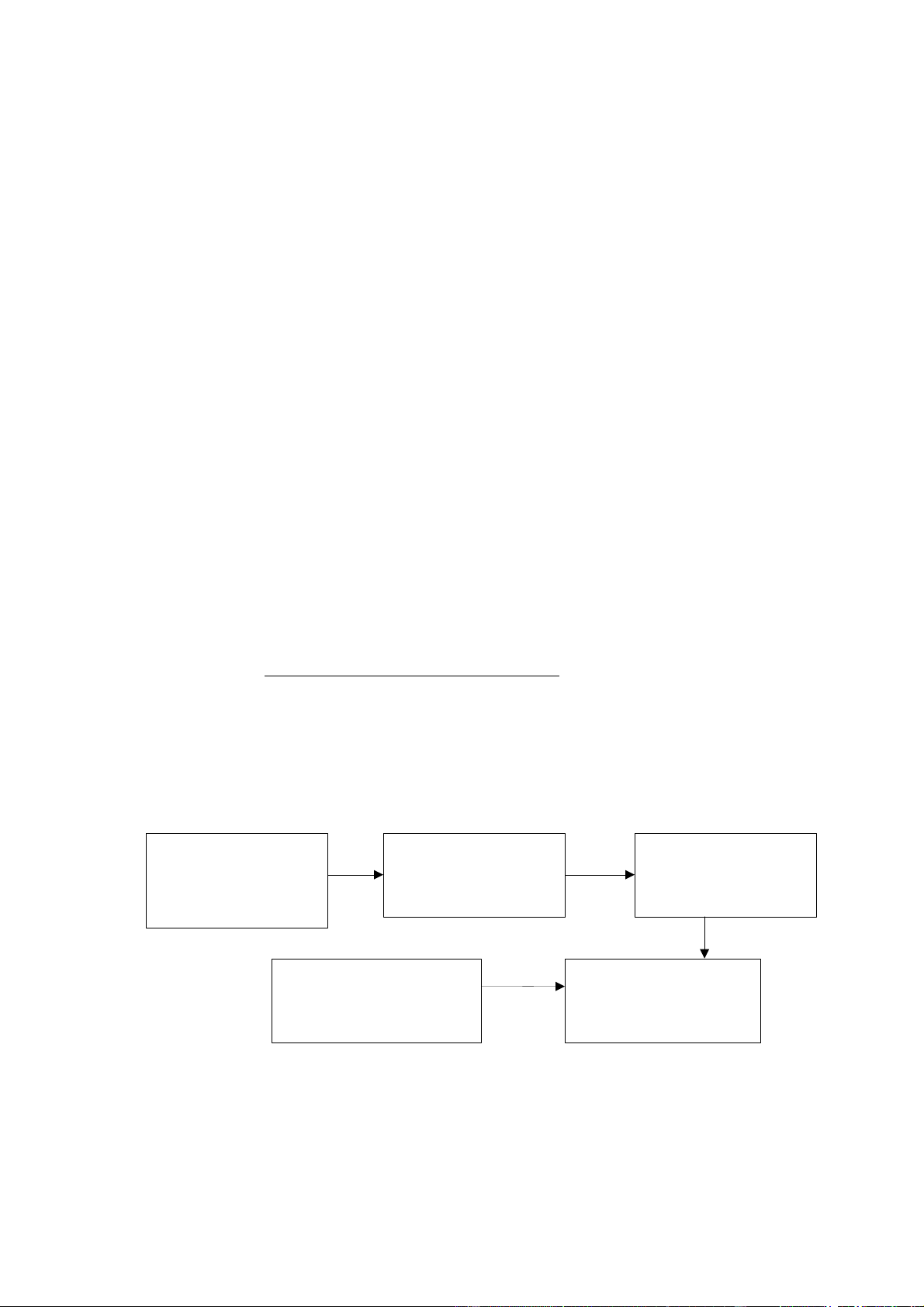
Sơ đồ 2.4: Quy trình nghiên cứu và phát triển sản phẩm Tìm hiểu thị trường,
Nghiên cứu, thiêốt k ê ố
nghiên cứu nhu câồu thị
chêố tạo sản phẩm mới Thử nghiệm trường
Thương mại hóa sản phẩm
Tìm hiểu phản ứng của thị trường
Thực hiện đúng và đầy đủ các quy trình dành cho hoạt động nghiên cứu và phát
triển sản phẩm sẽ tạo cơ sở vững chắc để đưa một sản phẩm mới ra thị trường và giúp
cho sản phẩm đó có thể đứng vững và tồn tại được trên thị trường.
- Tìm hiểu thị trường, nghiên cứu thị trường
Công ty tiến hành nghiên cứu khách hàng đã từng sử dụng sản phẩm, yêu cầu
thông tin về sản phẩm, những xu hướng may mặc mới đang thịnh hành hiện nay.
- Nghiên cứu, thiết kế chế tạo sản phẩm mới.
Từ tìm hiểu nghiên cứu thị trường, Công ty Cổ Phần May 10 xác định được nhu
cầu của thị trường cần loại sản phẩm gì, sản phẩm đó như thế nào… Tiếp theo là hoạt
động nghiên cứu và thiết kế sản phẩm mới hoặc cải tiến các sản phẩm cũ phù hợp với
yêu cầu mới của thị trường. Do yêu cầu của thực tiễn nên kể từ khi thành lập vào năm
1946 đến nay Công ty Cổ Phần May 10 đã không ngừng đưa ra các sản phẩm mới mà
chủ yếu là các sản phẩm cơ điện tử, đáp ứng nhu cầu ngày càng tăng của thị trường và
dự án. Từ khi thành lập đến năm 2000 Công ty Cổ Phần May 10 vừa xây dựng cơ sở
vật chất vừa hoạt động theo các chương trình khoa học công nghệ do Nhà nước giao.
Nhưng từ sau năm 2010 đến 2020, Công ty Cổ Phần May 10 hoạt động độc lập, lấy
thu bù chi do không được cấp kinh phí từ nhà nước, Công ty Cổ Phần May 10 đã
nghiên cứu thiết kế chế tạo thành công một số sản phẩm hiện đại tương đương với sản
phẩm nước ngoài và bước đầu tiếp cận công nghệ cao theo định hướng Cơ điện tử.
Tạo ra sản phẩm mới là hoạt động nghiên cứu, thử nghiệm có tích lũy lâu dài,
có tính hệ thống, có tổ chức, mặc dù xuất phát điểm của nó có thể là ngẫu nhiên bột
phát, nhưng cũng có thể là do nhu cầu của thị trường. Nghiên cứu thiết kế sản phẩm
mới có thể xuất phát từ mong muốn có một công nghệ tiến bộ hơn, có hiệu quả hơn
hoặc xuất phát việc thỏa mãn một nhu cầu đặc biệt nào đó của thị trường. Hiện nay, chi
phí về thời gian và tiền của lớn nhất để đưa một sản phẩm mới vào thị trường là chi
phí cho giai đoạn đổi mới. Thành phần chi phí để đưa sản phẩm mới vào thực tiễn
trong những năm vừa qua thường có cấu trúc như sau.
5 – 15% cho quá trình nghiên cứu 10 - 20% cho thiết kế
40 - 60% cho lắp đặt chế tạo
5 – 15 % sản xuất thử
10 – 20% chi phí quảng cáo ban đầu - Thử nghiệm
Hoạt động thử nghiệm được hình thành và phát triển trên cơ sở nhu cầu kiểm
tra, đánh giá, giám định sản phẩm và hàng hóa theo các yêu cầu đòi hỏi của cơ quan
quản lý, của thị trường trong quá trình xuất nhập khẩu lưu thông phân phối sản phẩm,
hàng hóa. Đối với các doanh nghiệp hoạt động thử nghiệm gắn liền với quá trình sản
xuất nhằm đảm bảo duy trì chất lượng và cải tiến đổi mới sản phẩm của mình. Việc thử
nghiệm các sản phẩm cũng có thể tiến hành theo nhiều phương thức khác nhau:
+ Thử nghiệm mẫu điển hình (cách này được thử nghiệm trong các phòng thí
nghiệm của Công ty Cổ Phần May 10).
+ Thử nghiệm mẫu điển hình kết hợp đánh giá quá trình sản xuất, giám sát
thông qua thử nghiệm mẫu lấy trên thị trường.
+ Thử nghiệm mẫu điển hình kết hợp đánh giá quá trình sản xuất, thông qua
thử nghiệm mẫy tại nơi sản xuất kết hợp với đánh giá quá trình sản xuất.
+ Thử nghiệm mẫu điển hình và đánh giá quá trình sản xuất, giám sát thông
qua thử nghiệm mẫu lấy tại nơi sản xuất và trên thị trường kết hợp với đánh giá quá trình sản xuất.
+ Thử nghiệm hoặc kiểm định đánh giá toàn bộ sản phẩm, hàng hóa.
Trong quá trình thử nghiệm dù theo bất kỳ phương thức nào cũng đều nhắm tới
mục đích xác định các vấn đề sẽ gặp phải, đồng thời thu thập các ý kiến và yêu cầu
của người dùng về sản phẩm. Do đó, quá trình thử nghiệm muốn đạt được kết quả
tốt nhất thì phải được thực hiện đúng các quy trình: quy trình vận hành máy móc,
quy trình về an toàn lao động trong quá trình vận hành máy móc, đảm bảo quy
trình về chất lượng sản phẩm…
- Tìm hiểu phản ứng của thị trường
Sau khi thử nghiệm thị trường Công ty Cổ Phần May 10 sẽ nhận được phản hồi từ
thị trường về các sản phẩm của mình. Những phản ứng đáp lại của thị trường là những
phản ứng thị trường bộ lộ trong quá trình trao đổi mà ta có thể quan sát được. Những
phản ứng đó có thể bộc lộ thông qua hành vi: tìm hiểu thông tin về sản phẩm, nghiên
cứu các đặc tính của sản phẩm, nghiên cứu nhãn hiệu của sản phẩm, lựa chọn thời gian
địa điểm mua hàng… Do đó, việc xác định đúng đối tượng để truyền đạt thông tin về
sản phẩm sẽ giúp cho Công ty Cổ Phần May 10 được phản hồi chính xác cho sản phẩm của mình.
Xác định đối tượng nhận thông tin, thử nghiệm sản phẩm: đây chính là bước
xác định khách hàng mục tiêu của Công ty Cổ Phần May 10 cho loại sản phẩm mới.
Xác định phản ứng của thị trường: sau khi xác định được đối tượng nhận thông
tin thì Công ty Cổ Phần May 10 xác định quá trình tiếp nhận thông tin, phản ứng của
họ với sản phẩm mới của Công ty Cổ Phần May 10. Quá trình phản hồi sẽ nhận được
thông tin từ nhiều chiều và cũng như bất kỳ doanh nghiệp nào Công ty Cổ Phần May
10 mong muốn nhận được những phản ứng tích cực cho sản phẩm của mình. Ngoài ra
khách hàng còn biết thêm những gì. Ngoài sự nhận biết của thị trường đối với sản
phẩm, thì mức độ hiểu về sản phẩm, đánh giá được sản phẩm của thị trường có ảnh
hưởng không nhỏ tới quyết định mua sản phẩm của thị trường. Thị trường càng có
những phân biệt đánh giá chi tiết về sản phẩm và Công ty Cổ Phần May 10 IMI thì
càng có nhiều khách hàng mục tiêu hiểu về sản phẩm càng tốt.
- Thương mại hóa sản phẩm.
Sau tất cả những hoạt động trên nhằm cho ra một sản phẩm mới hoàn chỉnh, thì
công tác đưa sản phẩm ra thị trường cẩn phải được đảm bảo nghiêm ngặt và chặt chẽ
thì mới đảm bảo cho sản phẩm đó tồn tại và phát triển được. Nếu việc thử nghiệm, thu
nhận ý kiến phản hồi nhằm xây dựng hình ảnh ban đầu cho sản phẩm, đưa thông tin về
sản phẩm tới khách hàng thì việc tung sản phẩm ra thị trường lại tạo ra nền móng cho
sản phẩm có thể đứng vững được trên thị trường. Vậy làm sao để sản phẩm có thể
đứng vững được trong thị trường cạnh tranh?
Hiện nay, các sản phẩm ứng dụng công nghệ may của Công ty Cổ Phần May 10
công nghiệp đang là những sản phẩm mang lại giá trị ứng dụng cao trong nhu cầu may
mặc tiêu dùng. Là Công ty Cổ Phần May 10 đi đầu trong lĩnh vực sản xuất may mặc
nên thị trường của Công ty Cổ Phần May 10 có sự độ ổn định cao. Các sản phẩm của
Công ty Cổ Phần May 10 IMI luôn được đánh giá rất cao. 2.3.
Đánh giá ưu điểm, hạn chế và nguyên nhân của hạn chế
2.3.1. Ưu điểm :
- Công tác dự báo : Giúp phòng Nghiệp vụ lập kế hoạch không tốn nhiều thời
gian và kế hoạch mang tính cụ thể, dễ thay đổi khi có sự cố bất ngờ.
- Công tác hoạch định tổng hợp : Thực hiện chiến lược tăng ca, tăng giờ làm
đảm bảo sản phẩm được giao đúng hạn, kịp tiến độ.
- Công tác lập kế hoạch công suất :Công ty có nhiều quy trình công nghệ để
sản xuất ra nhiều mặt hàng đáp ứng nhu cầu của người tiêu dùng. Máy móc thiết bị của
Công ty được đầu tư khá đồng bộ, hầu hết những hệ thống này đều mới và hàng năm
đều được Công ty tu sửa, cải tạo, nâng cấp.
- Công tác thiết kế hệ thống kiểm soát chất lượng sản phẩm : Công ty đã có
nhiều cố gắng trong việc thực hịên quản lý chất lượng theo tiêu chuẩn ISO 9001. Công
ty có phòng vi sinh thuận tiện cho việc kiểm nghiệm mẫu sản phẩm sớm phát hiện ra
nguyên nhân sản phẩm không đạt chất lượng để có biện pháp khắc phục. Vì vậy hàng
của Công khi mang đi xuất nhập khẩu không bị trả lại.
- Bố trí mặt bằng : Công ty Cổ Phần May 10 được bố trí cầu thang máy để vận
chuyển hàng hoá, máy móc. Thêm vào đó là các bình chữa cháy được đặt tại nhiều vị
trí trong toàn Công ty Cổ Phần May 10 và gần lối đi lại trong Công ty Cổ Phần May
10.Sự bố trí này tạo điệu kiện để giám đốc và phó giám đốc Công ty Cổ Phần May 10
kiểm sát giờ giấc làm việc của người lao động, đồng thời thông qua các tấm kính trong
giám đốc và phó giám đốc Công ty Cổ Phần May 10 có thể quan sát tình hình lao
động sản xuất tại các tổ may mà không cần phải đến tận nơi khi không cần thiết; Cách
bố trí các tổ may như trên đảm bảo tính độc lập trong sản xuất của mối tổ. Công ty Cổ
Phần May 10 có sự bố trí phù hợp về máy móc và vị trí bàn làm việc, nơi để đồ cho nhân viên trong phòng
- Công tác nghiên cứu phát triển sản phẩm : Công Ty Cổ Phần May 10 đánh
giá rất cao công tác nghiên cứu thị trường, phát triển thị trường, các chính sách
Marketing nói chung. Công ty có nhiều chính sách, kế hoạch, triển khai và một ngân
sách lớn giành cho những hoạt động này.
2.3.2. Hạn chế :
- Công tác dự báo Công tác lên kế hoạch, lập dự báo chỉ thực hiện một cách
qua loa, đại khái, chủ yếu chỉ dựa vào kinh nghiệm, dựa vào đơn đặt hàng của khách
hàng và kết quả của năm cũ.
- Lập kế hoạch công suất :
Chưa xây dựng được kế hoạch dài hạn mang tính chiến lược.
Chưa thấy được xu thế phát triển của nhu cầu.
Dự báo chưa mang tính khoa học, thường dựa vào số liệu những năm trước và kinh nghiệm nhiều.
- Công tác quản trị hàng tồn kho : Trình độ quản lý hàng tồn kho của Công ty
chưa tốt, hàng hóa ứ đọng lâu ngày.
Công tác kiểm soát chất lượng: Kiểm tra chất lượng đầu vào còn có một số sai
sót do nhân viên phòng Nghiệp vụ ít nên khó có thể kiểm chính xác toàn bộ lô hàng;
Ý thức và tinh thần làm việc, mức độ tập trung vào công việc của một số công
nhân chưa cao nên một số nhỏ sản phẩm vẫn cần được sửa chữa.
Bố trí mặt bằng Bố trí cục bộ tại nơi làm việc trên còn một số điểm chưa hợp lý.
Diện tích nơi làm việc tương đối chật hẹp diện tích này vào khoảng 1,65m 2 chưa đạt
được tiêu chuẩn là 2,5m2 do ngành may quốc tế quy định cho từng nơi làm việc. Người
lao động không những phải xoay một góc lớn hơn 900 mà còn phải cúi xuống để lấy
bán sản phẩm vì vậy đã gây ra lãng phí thời gian lao động
- Công tác nghiên cứu phát triển sản phẩm : thì công tác nghiên cứu thị
trường còn nhiều hạn chế, Công ty chưa thành lập bộ phận chuyên trách về vấn đề đó.
Bên cạnh đó là sự biến động của giá cả thị trường trên thế giới thay đổi làm cho tình
hình tiêu thụ sản phẩm của Công ty gặp nhiều khó khăn. Công tác nghiên cứu sản
phẩm còn qua loa, chỉ dựa vào khách hàng hiện tại để tìm hiểu tình hình mà không cập nhật xu thế tương lai.
2.3.3. Nguyên nhân của hạn chế :
Các chức năng phục vụ được thực hiện theo chế độ hỗn hợp cảu 2 chế độ là chế
độ phục vụ theo kế hoạch dự phòng có chức năng phục vụ năng lượng, sửa chữa theo
kế hoạch hàng năm và chế độ phục vụ trực nhật luôn được thực hiện tại Công ty Cổ
Phần May 10, chế độ phục vụ trực nhật tại các chuyền còn nhiều hạn chế làm lãng phí
thời gian lao động cụ thể là chức năng phục vụ phụ liệu, bán thành phẩm, người lao
động khi có nhu cầu phải tự phục vụ gây ra nhiều lãng phí. Chức năng phục vụ dụng
cụ, đồ gá không được phân công rõ ràng cũng gây ra sự ỷ lại của người lao động.
Bên cạnh đó, công tác đào tạo, nâng cao tay nghề cho người lao động tại công ty
chưa được quan tâm và chú trọng. Hiện tại, công ty có thực hiện việc đào tạo tại chỗ
cho người lao động. Ngoài ra, năng lực đội ngũ cán bộ QTSX còn nhiều hạn chế,
chưa phân giao công việc và trách nhiệm cụ thể.
PHẦN 3. ĐỂ XUẤT MỘT SỐ GIẢI PHÁP NHẰM CẢI THIỆN HOẠT ĐỘNG
QUẢN TRỊ SẢN XUẤT TÁC NGHIỆP TẠI CÔNG TY CỔ PHẦN MAY 10 3.1.
Định hướng chiến lược sản xuất của Công ty :
Trên cơ sở định hướng về QTSX, Công Ty Cổ Phần May 10 đã xây dựng định
hướng mục tiêu QTSX của mình như sau (Công Ty Cổ Phần May 10, 2021):
- Đảm bảo chất lượng sản phẩm theo đúng yêu cầu của khách hàng
- Rút ngắn thời gian chu trình sản xuất sản phẩm, tăng vòng quay của vốn đạt
hiệu quả cao trong sản xuất kinh doanh
- Xây dựng hệ thống sản xuất của công ty có độ linh hoạt cao, thích ứng tốt với
sự biến động của thị trường.
Đây là 03 mục tiêu cơ bản của Công Ty Cổ Phần May 10. Các mục tiêu này gắn
bó chặt chẽ với nhau, tạo ra sức mạnh tổng hợp, nâng cao khả năng cạnh tranh của
Công Ty Cổ Phần May 10 trên thị trường. 3.2.
Một số pháp nhằm cải thiện hoạt động quản trị sản xuất tác nghiệp
tại Công ty :
3.2.1. Giải pháp về bố trí nơi làm việc :
Bố trí chung tại Công ty Cổ Phần May 10 vẫn còn một số điểm chưa hợp lý như
đã phân tích ở trên, Công ty cần được bố trí lại cho phù hợp hơn, cụ thể :
- Thứ nhất : Ban giám đốc Công ty Cổ Phần May 10 cần đề nghị với công ty để
sớm chuyển tổ cắt và tổ giác mẫu kỹ thuật về bố trí Công ty Cổ Phần May 10 tạo điều
kiện thuận lợi cho quá tình quản lý và đặc biệt là cho quá trình sản xuất. Vì 2 tổ cắt và
tổ kỹ thuật ở dưới tầng 2 khu nhà B.
- Thứ hai : bố trí thêm một bình nước uống trong khu sản xuất vì tại đây tập
trung phần lớn lao động của Công ty Cổ Phần May 10 nên nhu cầu nước uống là rất
lớn. Việc bố trí này sẽ giúp cho người lao động không phải lãng phí nhiều thời gian và
sự gián đoạn công việc khi có nhu cầu uống nước.
- Thứ ba : cửa thoát hiểm 1 cần được mở ra để tiết kiệm đường đi trong Công ty
Cổ Phần May 10, đặc biệt là lối đi ra nhà vệ sinh. Việc này sẽ góp phần giảm thời gian
lãng phí của người lao động khi họ có nhu cầu đi vệ sinh.
Khu nhà mới đang được xây dựng nên bố trí khu vệ sinh gần với nơi sản xuất
hơn để giảm sự lãng phí thời gian đi lại của công nhân.
- Về bố trí trong từng dây chuyền may :
+ Tại các dây chuyền sản xuất cần bố trí lại cho phù hợp hơn, cụ thể: các máy
trong mỗi hàng nên bố trí cách nhau khoảng 30cm tạo điều kiện cho việc đi lại của
công nhân và của lao động phục vụ ở trong chuyền và giảm thời gian lãng phí. Đổi vị
trí của máy 2 kim ở hàng máy thứ 3 với 1 máy 1 kim của hàng máy thứ 2 từ trái sang.
Như vậy sơ đồ bố trí máy móc thiết bị của một dây chuyền may được bố trí như sau:
Sơ đồ 3.1. Bố trí lại máy móc thiết bị của một dây chuyền may A A A E A E A A E E A C A A A A A A A H A A A A A A C A A G B B D C A C A A C F
+ Với việc bố trí lại như trên, người lao động sẽ tiện lợi khi di chuyển trong
chuyền và đảm bảo cứ hai hàng máy theo chiều dọc có một máy 2 kim tạo thuận lợi
cho việc phân phối bán thành phẩm của máy 2 kim cho các máy may khác.
3.2.2. Tăng cường nghiên cứu và dự báo thị trường :
Nghiên cứu và dự báo thị trường là khâu đầu tiên trong chiến lược nghiên cứu và
phát triển sản phẩm mới. Là bước quan trọng để biết được thị trường cần loại sản
phẩm gì? Sản phẩm như thế nào? Các sản phẩm đang có trên thị trường cần có những
cải tiến mới hay không?
Từ khâu nghiên cứu và dự báo được trước thị trường, biết được thị trường cần gì sẽ
làm tăng khả năng thành công của Công ty Cổ Phần May 10 khi đưa sản phẩm ra thị
trường. Mặc dù, rất quan tâm tới thị trường đầu ra cho các sản phẩm của mình nhưng
Công ty Cổ Phần May 10 vẫn còn rất nhiều hạn chế trong công tác nghiên cứu, phân
tích dự báo thị trường. Gần như các công việc liên quan đến hoạt động nghiên cứu,
phân tích, dự báo thị trường là do các công ty thành viên thực hiện. Sau đó, Công ty
mẹ nghiên cứu dựa trên những thông tin thu thập được từ các công ty con và cho ra
các quyết định về sản phẩm dựa trên cơ sở phân tích này. Điều này gây ra hạn chế cho
Công ty Cổ Phần May 10 trong quá trình tìm thị trường tiêu thụ, tìm kiếm khách hàng
cho mình. Đôi khi các thông tin thu thập về không được đầy đủ và thiếu chính xác, gây
khó khăn hoặc có thể ra nhầm các quyết định trong công tác nghiên cứu. Không có
phương pháp nghiên cứu dự báo thị trường cụ thể, Công ty Cổ Phần May 10 nhận
được những thông tin thị trường sai lệch về sản phẩm, hoặc các thông tin chưa đầy đủ
thiếu tính khoa học…kết quả là một số thị trường bị giảm hoặc bị triệt tiêu hoàn toàn,
đồng thời với sự giảm chu kỳ sống của một sản phẩm và sản phẩm mới đưa ra thiếu
theo sát sự biến đổi của nhu cầu của thị trường.
Để nắm vững được thông tin thị trường, Công ty Cổ Phần May 10 có thể tiến
hành điều tra thêm về quy mô thị trường nắm được khối lượng hàng cầu, cơ cấu và co
giãn của nhu cầu. Đặc biệt, Công ty Cổ Phần May 10 cần xác định thị trường mục tiêu
và tập trung khách hàng tiềm năng và trọng điểm. Từ đó, Công ty Cổ Phần May 10
IMI sẽ có những chiến lược khác nhau, phù hợp với từng kiểu khách hàng.
Công ty Cổ Phần May 10 cần phải quan tâm tìm kiếm những thị trường mới để
có chiến lược sản xuất cũng như những chiến lược cụ thể liên quan tới sản phẩm.
- Lựa chọn khu vực nào là thị trường triển vọng nhất đối với sản phẩm của Công ty Cổ Phần May 10.
- Đối tượng khách hàng tiền năng.
- Khả năng bán hàng là bao nhiêu, chọn phương án nào là tốt nhất.
- Mức độ cầu của thị trường tiềm năng và hiện tại thăm dò mức độ thỏa mãn bão
hòa và cấu trúc của thị trường.
- Các xu hướng cung sản phẩm.
Nghiên cứu dự báo thị trường cũng đòi hỏi phải có sự đầu tư về thời gian và
tiền bạc. Do đó, Công ty Cổ Phần May 10 muốn có một dự án nghiên cứu thị trường
hiệu quả phải bắt nguồn từ việc chuẩn bị, phân loại công việc và lập kế hoạch tốt. Sự
chuẩn bị tốt ban đầu là cơ sở vững chắc cho việc phát triển các giai đoạn sau của Công ty Cổ Phần May 10.
3.2.3. Giải pháp về quản trị nguồn nhân lực :
Tạo ra các cơ chế góp vốn và động Công ty Cổ Phần May 10 cán bộ công nhân
Công ty Cổ Phần May 10 góp vốn vào xây dựng các công ty gắn trực tiếp và lâu dài
quyền lợi của cán bộ với Công ty Cổ Phần May 10 và các công ty của Công ty Cổ
Phần May 10. Các cán bộ nghỉ hưu theo chế độ được tiếp tục ký hợp đồng lao động
theo nhu cầu và khả năng. Luôn tạo mọi điều kiện để cán bộ làm tốt chức năng của
mình, hạn chế đến mức thấp nhất các hình thức kỷ luật, cách chức, miễn nhiệm.
Cùng với đó Công ty Cổ Phần May 10 không ngừng nâng cao đời sống văn hóa
tinh thần của cán bộ công nhân viên thông qua các câu lạc bộ: quần vợt, cầu lông,
bóng bàn, khiêu vũ, tham gia giao hữu và giả trí, văn hóa thể thao.
Ngoài việc đào tạo nguồn nhân lực cho mình Công ty Cổ Phần May 10 cũng
nên chú trong tới việc tiến hành tuyển dụng lao động và quản lý sử dụng nguồn nhân
lực để Công ty Cổ Phần May 10 hoạt động có hiệu quả và đạt được mục tiêu đã đề ra.
Trong giai đoạn đát nước ta đang thực hiện Công nghiệp hóa - hiện đại hóa đất nước,
nhu cầu về lao động có chuyên môn tay nghề, lao động kỹ thuật là rất lớn. Mọi tổ chức
muốn đứng vững được trong môi trường kinh tế quốc tế hóa với sự cạnh tranh khốc
liệt tổ chức phải đặc biệt quan tâm đến việc tuyển một đội ngũ lao động phù hợp với
chiến lược sản xuất kinh doanh dài hạn và định hướng phát triển tổ chức trong tương lai.
Ngoài ra, phải gắn kết vấn đề tuyển dụng với các kế hoạch của Công ty Cổ
Phần May 10 để có hoạt động hiệu quả lâu dài. Cùng với đó Công ty Cổ Phần May 10
cũng cần gắn kết hoạt động tuyển dụng với các hoạt động khác của quan trị nhân lực.
Tuyển dụng với vấn đề đào tạo, phát triển: một trong các yêu cầu của tuyển
dụng là tuyển được người có chuyên môn cần thiết, có thể làm việc với năng suất cao,
hiệu suất công tác tốt, đáp ứng được các yêu cầu công việc.
Tuyển dụng với các mối quan hệ lao động: Tuyển dụng với việc thực hiện hợp
đồng lao động và thoả ước lao động tập thể. Tuyển được người lao động đáp ứng đầy
đủ các yêu cầu của công việc thì việc thực hiện hợp đồng lao động và thoả ước lao
động tập thể sẽ rất thuận lợi.
Hoạt động tuyển dụng kết hợp chặt chẽ với các chính sách tiền lương, BHXH,
phúc lợi sẽ thành công hơn. Hoạt động tuyển dụng tốt sẽ nâng cao được uy tín, vị thế
cạnh tranh của Công ty Cổ Phần May 10, đưa Công ty Cổ Phần May 10 phát triển đi lên.
Làm tốt công tác quản lý nguồn nhân lực, tạo tiền đề cho Công ty Cổ Phần May
10 phát triển đội ngũ lao động lành nghề, có chuyên môn cao, từ đó giúp cho quá trình
hoạt động của Công ty Cổ Phần May 10 luôn được thông suốt, tạo ra sực mạnh giúp
Công ty Cổ Phần May 10 có thể vượt qua những khó khăn thử thách trong quá trình hoạt động.
3.2.4. Giải pháp về tổ chức :
Hoàn thiện quy hoạch Cán bộ, có kế hoạch đối với nhân sự kế cận và nhân sự cho
hoạt động theo hình thức mới.
- Sắp xếp nhân sự trên cơ sở xây dựng chức năng, nhiệm vụ của từng phòng ban.
- Rà soát, chỉnh sửa lại các quy chế cho phù hợp với tình hình hiện tại.
- Xây dựng và ban hành quy chế mới, quy chế chi tiêu nội bộ để đảm bảo hoạt động
NCKH, SXKD và dịch vụ có hiệu quả.
- Xây dựng và ban hành các tiêu chuẩn kinh tế kỹ thuật sản phẩm: hoàn thiện hệ thống
định mức vật tư, đơn giá tiền lương, đơn giá sản phẩm phục vụ cho công tác quản lý kinh doanh.
- Cải tiến công tác xây dựng và bàn giao kế hoạch SXKD theo hướng tăng cường tính
chủ động cho các đơn vị.
- Bổ sung và đào tạo CB quản lý và hợp tác quốc tế để đáp ứng yêu càu, nhiệm vụ của những năm tiếp theo.
- Xây dựng chức danh và tiêu chuẩn đầy đủ đối với CB NCKH và CB quản lý.
- Thực hiện khoán chi phí hành chính tới các đơn vị, phòng ban.
- Tăng cường kiểm tra đôn đốc nhắc nhở, kết hợp tuyên truyền, vận động ý thức tiết
kiệm, chống lãng phí với chế tài xử phạt.
- Tăng cường kỷ cương, kỷ luật đảm bảo an toàn nội vụ để ngày càng nâng cao năng lực
của tổ chức và cá nhân trong đơn vị, xây dựng hình ảnh tốt đẹp hơn về một tổ chức KHCN đầu ngành.
3.2.5. Quản lý hàng tồn kho :
Hàng tồn kho là cầu nối giữa tiêu dùng và sản xuất, có hàng tồn kho để có đáp
ứng nhu cầu hiện tại và tương lai. Tuy nhiên, đối công Ty Cổ Phần May 10 thì hàng
tồn kho không thể hiện được vai trò của nó, mà ngược lại hàng tồn kho lại làm ứ đọng
một khoản vốn của Công ty. Vì vậy, để tránh tình trạng ứ đọng vốn kinh doanh trong
hàng tồn kho Công ty cần tiến hành thanh lý những nguyên vật liệu và thành phẩm tồn kho đó.
Đối với những thành phẩm tồn kho, Công ty có thể tận dụng những nguyên phụ
liệu còn tồn kho để thiết kế lại sản phẩm đó sao cho đẹp mắt hơn và bán trên thị trường
nội địa với giá thấp. Khi tiến hành bán hàng, nhân viên bán hàng có thể giới thiệu đó là
những sản phẩm được bán với giá khuyến mãi, thông qua đó Công ty có thể nắm bắt
thêm được nhu cầu của người tiêu dùng trong thị trường nội địa, làm căn cứ để khôi
phục lại hoạt động sản xuất mặt hàng nội địa.
3.2.6. Kiểm soát hệ thống sản xuất :
Chất lượng sản phẩm, thời gian giao hàng, giá thành sản phẩm là yếu tố quan
trọng quyết định khả năng cạnh tranh của DN trên thị trường, tạo dựng uy tín và sự
phát triển lâu dài của DN. Những yếu tố trên được hình thành trong suốt quá trình từ
khi chuẩn bị sản xuất đến khi nhập kho thành phẩm. Cần tăng cường hoạt động kiểm
tra thiết lập tiêu chuẩn kiểm tra, huy động tất cả mọi thành viên trong công ty vào quá
trình kiểm tra, có chế độ khen thưởng thích đáng những cá nhân tham gia vào công tác
này. Để thực hiện tốt công tác kiểm tra hệ thống sản xuất cần thực hiện các bước sau:
- Chuẩn bị trước khi sản xuất :
Cụ thể, trước khi sản phẩm được sản xuất cần có bản xác nhận của khách hàng
về số lượng, tiêu chuẩn kỹ thuật của đơn hàng. Khi đơn hàng được xác
nhận, photo một bản gửi xuống xưởng và dán tại xưởng để đối chiếu và
kiểm tra trong quá trình sản xuất đảm bảo hàng sản xuất theo yêu cầu.
Để quá trình chuẩn bị sản xuất được thực hiện tốt, không chỉ riêng quản đốc
xưởng chịu trách nhiệm cho khâu chuẩn bị mà cần huy động nhiều thành
phần tham gia và có hồ sơ tài liệu lưu trữ thông tin thuận lợi cho kiểm tra,
đối chiếu và xác định trách nhiệm của từng cá nhân, công ty cần xây dựng
một quy trình chuẩn bị sản xuất. .
- Trong quá trình sản xuất :
Các công đoạn dợn sóng, in, dập, cắt khe, ghim, dán,… thực hiện tuần tự theo
các bước, ở mỗi công đoạn quan trọng cần có bộ phận kiểm tra, sản phẩm
khi sản phẩm đạt yêu cầu thì chuyển sang bước tiếp theo.
Đối với yêu cầu của một số mã hàng/khách hàng/loại hàng, mỗi bước công
việc của mã hàng cần phải có sản phẩm mẫu dùng làm căn cứ SX và kiểm
tra. Việc này do người công nhân trực tiếp sản xuất làm chi tiết mẫu, theo sự
hướng dẫn và xác nhận đạt yêu cầu chất lượng của cán bộ kỹ thuật. Tổ
trưởng tổng hợp năng suất hàng ngày của tổ mình vào sổ tổng hợp năng suất hàng ngày.
Khi sản phẩm sản xuất hoàn thiện, để đảm bảo chất lượng sản phẩm và công
tác bảo quản lưu kho, công nhân được cử kết hợp cán bộ kỹ thuật kiểm tra,
đóng gói (nếu cần thiết) và nhập kho.
Như vậy, quá trình kiểm tra hệ thống sản xuất được thực hiện xuyên suốt
quá trình sản xuất chứ không phải ở một vài khâu. Ở đây công nhân đóng
vai trò quan trọng, nếu được động viên khen thưởng kịp thời họ sẽ tạo ra sản
phẩm chất lượng cao, với thời gian ngắn nhất thông qua việc loại bỏ các
thao tác thừa, và thời gian chờ đợi. Đây là cơ sở giúp công ty xây dựng quy
trình thao tác chuẩn mới làm thành sổ tay quy trình hướng dẫn đào tạo nhân viên mới. KẾT LUẬN
Theo xu hướng phát triển của các doanh nghiệp, ngày nay vấn đề kết hợp có
hiệu quả giữa quá trình sản xuất và quá trình lao động đóng một vai trò quan trọng vào
kết quả hoạt động kinh doanh của các doanh nghiệp. Tổ chức lao động khoa học trong
Công ty Cổ Phần May 10 cho chúng ta nhiều cách thức để giải quyết mối quan hệ giữa
hai quá trình này. Công tác tổ chức và phục vụ nơi làm việc là một trong những cách
thức giải quyết đó. viết thông qua số liệu tìm hiểu về quá trình bố trí sản xuất của 10
đã hoàn thành những vấn đề sau:
Thứ nhất, nêu ra cơ sở lý luân về hệ thống sản xuất của doanh nghiệp
Thứ hai, phân tích t ình hình hoạt động hệ thống sản xuất chung của công ty Cổ
phần May 10 và tiến hành phân tích chi tiết bố trí sản xuất và nghiên cứu phát triển sản
phẩm của công ty Cổ phần May 10, từ đó đưa ra đánh giá về ưu nhược điểm của công
ty trong hoạt động bố trí sản xuất. Trên cơ sở đó đề xuất một số giải pháp nhằm hỗ trợ
doanh nghiệp, người lao động phục hồi sản xuất, góp phần cải thiện hoạt động bố trí
sản xuất của công ty Cổ phần May 10.
Trong quá trình tìm hiểu mặc dù nhóm chúng em đã có nhiều cố gắng nhưng do
năng lực và thời gian còn hạn chế nên báo cáo sẽ không tránh khỏi thiếu sót. Nhóm
chúng em kính mong nhận được những đánh giá góp ý của thầy cô để đề tài của nhóm được hoàn thiện hơn.
Do đó, đối với các doanh nghiệp Việt Nam nói chung và Tổng Công ty May 10 -
CTCP nói riêng, việc làm thế nào để tổ chức và phục vụ nơi làm việc tốt nhất nhằm
nâng cao năng suất lao động, bảo vệ sức khoẻ và phát triển toàn diện con người là việc rất cần thiết.
Qua thời gian tìm hiểu về quản trị sản xuất tác nghiệp tại Tổng Công ty May 10
- CTCP nhóm chúng em đã đi sâu tìm hiểu về thực trạng công tác tổ chức và phục vụ
nơi làm việc cho công nhân sản xuất tại công ty Cổ Phần May 10. Nhóm chúng em đã
mạnh dạn đưa ra một số giải pháp nhằm hoàn thiện công tác tổ chức và phục vụ nơi
làm việc tại Công ty Cổ Phần May 10. Nhóm hy vọng chuyên đề này sẽ phần nào giúp
ích cho công ty và công ty Cổ Phần May 10.
TÀI LIỆU THAM KHẢO 1.
GV. Vũ Thị Tuyết (2021), slide bài giảng Quản trị Sản xuất tác nghiệp, Đại học Thăng Long 2.
TS. Vũ Thị Uyên và PGS.TS Vũ Thị Mai (2018) Giáo trình định mức và tổ
chức lao động, Trường Đại học Kinh tế quốc dân Hà Nội. 3.
Bộ giáo dục và đào tạo (2019), Tổ chức lao động khoa học trong Công ty Cổ
Phần May 10 NXB Giáo dục. 4.
Phương Mai Anh, Phạm Trung Hải (2016), Giáo trình Quản trị sản xuất tác
nghiệp (Lưu hành nội bộ - Trường Đại học Kinh tế Kỹ thuật Công nghiệp), NXB Lao Động 5.
Nguyễn Văn Dung (2015), Quản trị sản xuất tác nghiệp và vận hành, NXB Lao động 6.
Đồng Thị Thanh Phương (2011), Quản trị sản xuất tác nghiệp và dịch vụ, NXB Lao động Xã hội. 7.
Ths. Nguyễn Kim Anh (2018), giáo trình quản lý chuỗi cung ứng, nxb Đại học
mở bán công thành phố Hồ Chí Minh 8.
Robert Jacobs & Richard B. Chase (2015), Quản trị vận hành và chuỗi cung
ứng (bản dịch), NXB Kinh tế TP. Hồ Chí Minh. 9.
Jay H. Heizer, Barry Render (2013), Operations Management (PowerPoint
presentation to accompany), 11th edition. Prentice Hall. \ 10.
Chase Richard B. (2001), Operations Managnement for Competitive
Advantage, 9 the. McGraw-Hill. Page 4÷54. 11.
Quy định về đánh giá hoạt động của đơn vị và nhân viên tại Công ty Cổ Phần May 10. 12.
Website https://may10.vn/pages/gioi-thieu