Quy trình sản xuất trang phục quốc phòng mã hàng: # QP001 | Báo cáo thực hành doanh nghiệp
Quy trình sản xuất trang phục quốc phòng mã hàng: # QP001 | Báo cáo thực hành doanh nghiệp. Tài liệu được biên soạn dưới dạng file PDF gồm 55 trang, giúp bạn tham khảo, ôn tập và đạt kết quả cao trong kì thi sắp tới. Mời bạn đọc đón xem!
Môn: Thực hành doanh nghiệp 1 tài liệu
Trường: Trường Cao đẳng Công nghệ Thủ Đức 40 tài liệu
Tác giả:













Preview text:
lOMoAR cPSD| 41632112 lOMoAR cPSD| 41632112
TẬP ĐOÀN DỆT MAY VIỆT NAM ---- ----
BÁO CÁO THỰC HÀNH DOANH NGHIỆP ĐỀ TÀI :
QUY TRÌNH SẢN XUẤT TRANG PHỤC QUỐC PHÒNG MÃ HÀNG: # QP001
ĐƠN VỊ THỰC TẬP
TRUNG TÂM CÔNG NGHỆ MAY
Giảng viên hướng dẫn :
Nguyễn Thị Thanh Liễu Đỗ Thị Mai Lan
Sinh viên thực hiện :
Nguyễn Thị Thu Lợi Ngành : Công nghệ may Lớp : CĐ21CM01 MSSV : 2101010029
TP.HCM, ngày 20 tháng 01 năm 2024 lOMoAR cPSD| 41632112
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN
................................................................................................................. .
................................................................................................................. .
................................................................................................................. .
................................................................................................................. .
................................................................................................................. .
................................................................................................................. .
................................................................................................................. .
................................................................................................................. .
................................................................................................................. .
................................................................................................................. .
................................................................................................................. .
................................................................................................................. .
................................................................................................................. .
................................................................................................................. .
................................................................................................................. .
................................................................................................................. .
................................................................................................................. . lOMoAR cPSD| 41632112
................................................................................................................. .
................................................................................................................. .
Hồ Chí Minh, ngày…, tháng…, năm 2023
Giáo viên hướng dẫn MỤC LỤC LỜI CẢM ƠN
CHƯƠNG I: QUY TRÌNH SẢN XUẤT MÃ HÀNG # QP001 I. CHUẨN BỊ SẢN XUẤT:
1.1. Tiếp nhận đơn hàng
1.2. Chuẩn bị sản xuất về nguyên phụ liệu
1.2.1. Kiểm tra đo đếm nguyên phụ liệu
1.2.2. Kiểm tra độ co rút của nguyên phụ liệu
2.2. Chuẩn bị sản xuất về thiết kế 2.2.1. Nghiên cứu mẫu 2.2.2. Thiết kế mẫu
2.2.3. May mẫu thử nghiệm và duyệt mẫu 2.2.4. Nhảy size
2.2.5. Tác nghiệp sơ đồ - Giác sơ đồ
2.3. Chuẩn bị sản xuất về công nghệ
2.3.1. Xây dựng tiêu chuẩn kĩ thuật 2.3.2. Quy trình may 2.3.3. Thiết kế chuyền
2.3.4. Thiết kế mặt bằng phân xưởng
CHƯƠNG II. TRIỂN KHAI SẢN XUẤT
1.1. Triển khai sản xuất ở chuyền cắt: 1.2. Tác nghiệp cắt
1.3. Tiêu chuẩn cắt – Hoạch toán bàn cắt
1.4. Triển khai sản xuất ở chuyền may
1.5. Hoàn tất sản phẩm lOMoAR cPSD| 41632112
CHƯƠNG III. KẾT LUẬN VÀ KIẾN NGHỊ 1.1 Kết luận 1.2 Kiến nghị TÀI LIỆU THAM KHẢO lOMoAR cPSD| 41632112 STT K夃Ā HIỆU GIẢI THÍCH 1 BTP Bán thành phẩm 2 CN Công nhân 3 ĐM Định mức 4 HDSD Hướng dẫn sử dụng 5 KHSXKD
Kế hoạch sản xuất kinh doanh 6 MMTB Máy móc thiết bị 7 NPL Nguyên phụ liệu 8 NL Nguyên liệu 9 PL Phụ liệu 10 SP Sản phẩm 11 SX Sản xuất 12 SXKD Sản xuất kinh doanh 13 TLKT Tài liệu k礃̀ thuật 14 TCKT Tiêu chuẩn k礃̀ thuật 15 VSCN Vệ sinh công nghiệp
BẢNG KÍ HIỆU CHỮ VIẾT TẮT lOMoAR cPSD| 41632112 LỜI CẢM ƠN
Ngành công nghiệp dệt may và may thời trang Việt Nam đang phát triển rất
mạnh, với đường lối mở cửa và hòa nhập vào thị trường thế giới nói chung và
các nước khu vực nói riêng.
Bên cạnh những hoạt động kinh tế đối ngoại đem lại hiệu quả cao như xuất nhập
khẩu hàng hóa thì các hoạt động gia công quốc tế cũng là phương pháp có hiệu
quả, nó phù hợp với thực tế nền kinh tế nước ta hiện nay.
Trong gia công quốc tế thì lĩnh vực gia công may mặc đóng vai trò khá quan
trọng của nước ta. Những năm gần đây tuy có sự biến động của nền kinh tế do
tình hình dịch bệnh cũng như nền chính trị trên thế giới có nhiều vấn đề song
ngành may mặc xuất khẩu ở nước ta đã nhanh chóng tìm được bạn hàng và ngày
càng khẳng định mình trên thị trường thế giới.
Để tìm hiểu k礃̀ hơn về vấn đề gia công ngành may mặc em đã chọn Xưởng
Trung Tâm Công Nghệ May để viết bài báo cáo thực tập.
Mục đích của bài báo cáo là giúp cho sinh viên tìm hiểu thực tế quá trình sản
xuất hàng may công nghiệp để so sánh với những kiến thức đã học và thực hiện
được các khâu chủ yếu trong quá trình sản xuất đồng thời nghiên cứu các thủ
tục xuất nhập khẩu hàng may mặc của Xưởng Trung Tâm Công Nghệ May.
Trong suốt thời gian học tại trường Cao đẳng Công nghệ TP.HCM em đã nhận
được sự hướng dẫn tận tình của quý thầy cô giáo trong trường. Nhờ sự chỉ dạy
ân cần, tận tâm của quý thầy cô bằng cả tâm huyết và lòng yêu nghề đã truyền
đạt lại cho chúng em nhiều kiến thức hữu ích quan trọng cùng với kinh nghiệm
thực tế trong lĩnh vực chuyên ngành. Những kiến thức này cùng với những kinh
nghiệm thực tế của quý thầy cô sẽ là tài sản vô giá và sẽ là hành trang giúp em
áp dụng vào công việc thực tiễn và trong cuộc sống.
Để hoàn thành báo cáo thực hành doanh nghiệp này, em đã nhận được sự chỉ
bảo tận tình của quý thầy cô trong khoa Thiết Kế Thời Trang và Công Nghệ
May đặc biệt là cô Nguyễn Thị Thanh Liễu- cô Đỗ Thị Mai Lan giảng viên có
nhiều kinh nghiệm và tâm huyết với sự nghiệp giảng dạy của mình tại trường
Cao đẳng Công nghệ TP.HCM. Bằng lòng kính trọng và biết ơn em xin gửi lời 1 lOMoAR cPSD| 41632112
chúc tốt đẹp nhất đến quý thầy cô trong khoa Thiết Kế Thời Trang và đặc biệt
là cô Nguyễn Thị Thanh Liễu- cô Đỗ Thị Mai Lan. Chúc Cô và gia đình luôn
hạnh phúc và thành công trong cuộc sống.
Xin bày tỏ lòng biết ơn đến ban lãnh đạo Trường Cao Đẳng Công Nghệ TP.HCM
em xin chân thành cảm ơn Thầy Hiệu Trưởng đã tạo điều kiện được thực tập tại
trường và cảm ơn các chuyền trưởng và các thầy cô đã nhiệt tình giúp em trong
quá trình nghiên cứu và học tập kinh nghiệm thực tế trong suốt quá trình thực tập tại Trường.
Một lần nữa xin chúc quý thầy cô trường Cao đẳng Công nghệ TP HCM dồi
dào sức khỏe và công tác tốt. Chúc quý thầy cô đạt được nhiều thành công trong
quá trình giảng dạy. Em xin chân thành cảm ơn!
CHƯƠNG I: QUY TRÌNH SẢN XUẤT MÃ HÀNG #QP002
I.CHUẨN BỊ SẢN XUẤT
1.1Tiếp nhận đơn hàng 2 lOMoAR cPSD| 41632112
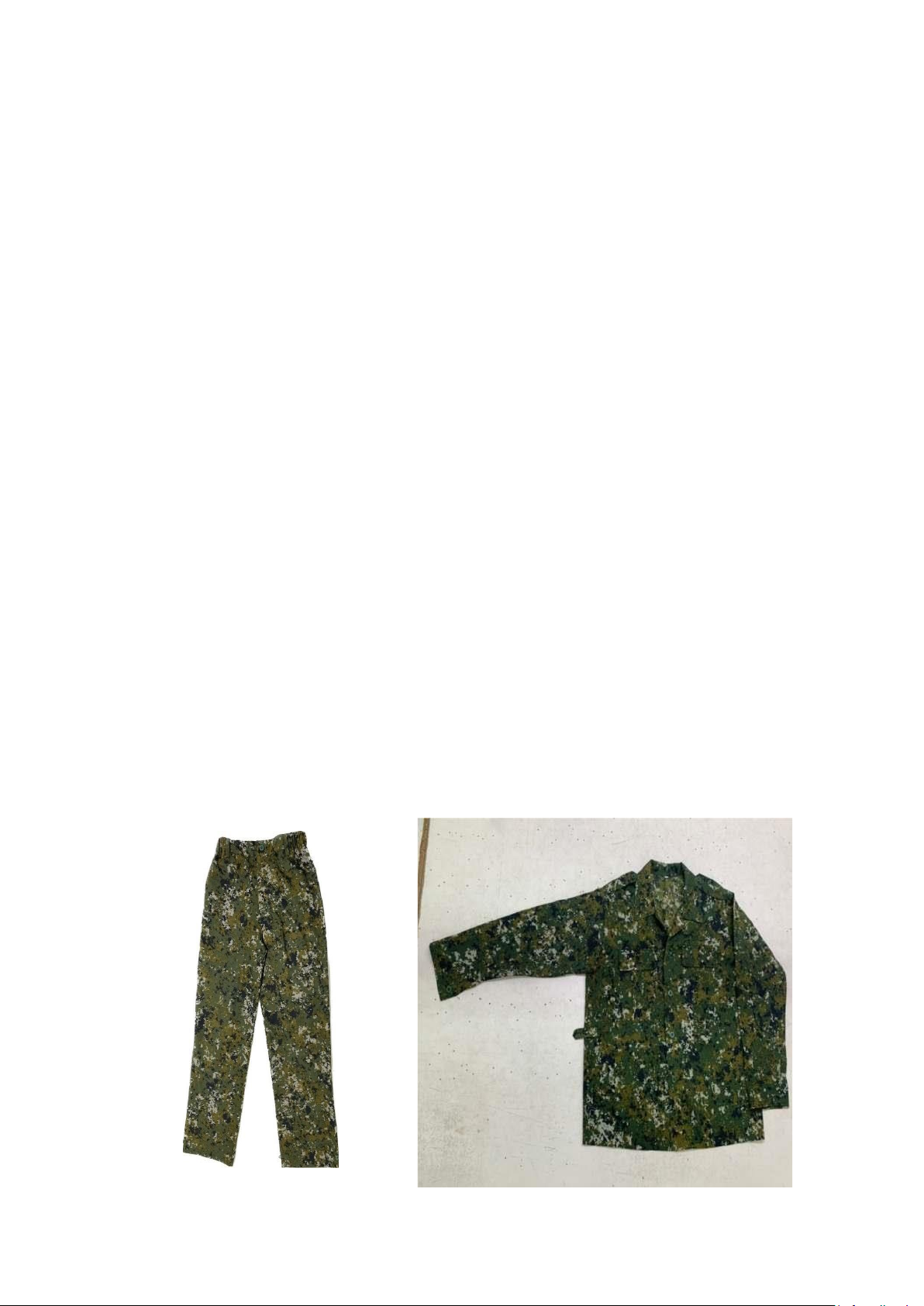
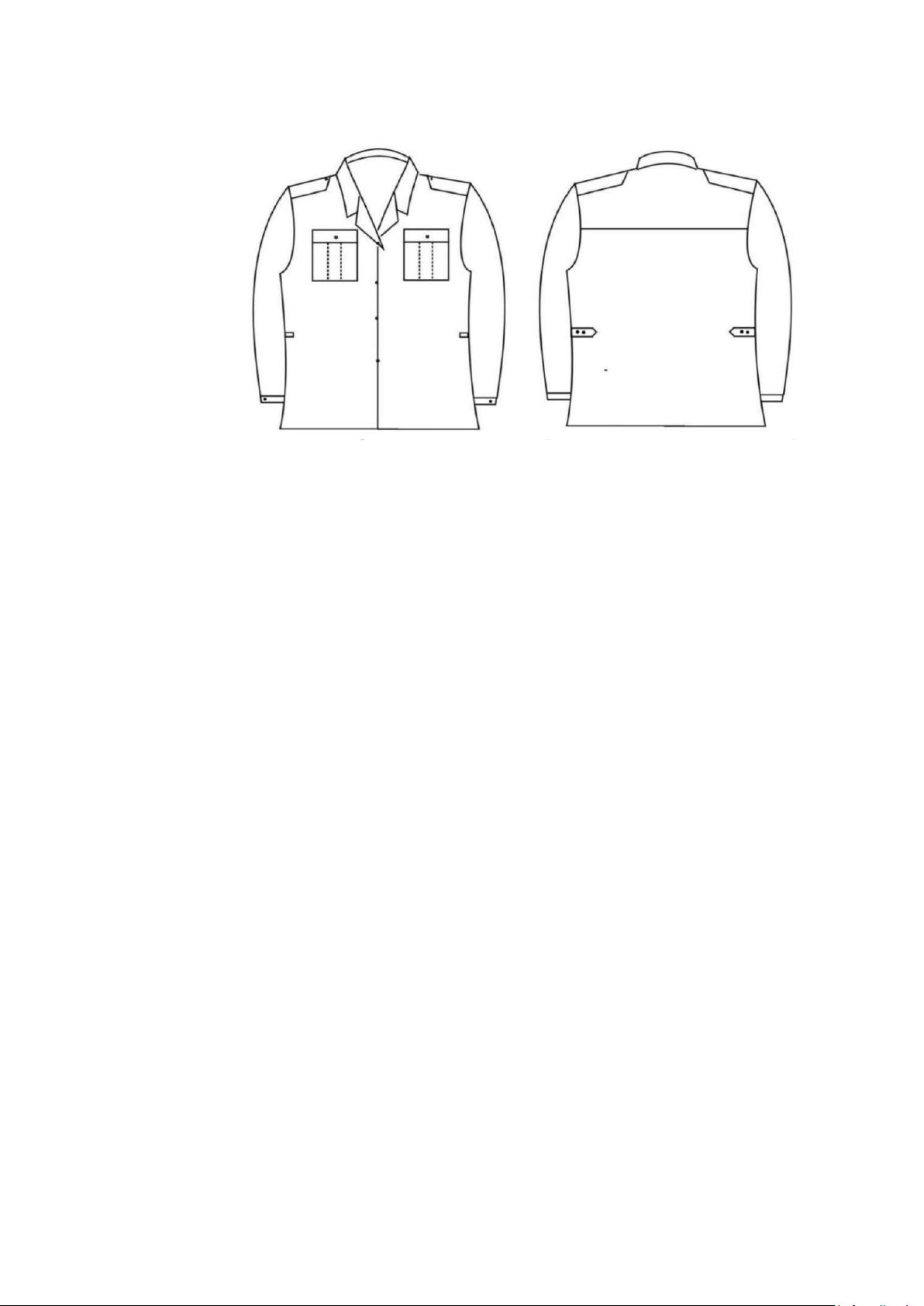
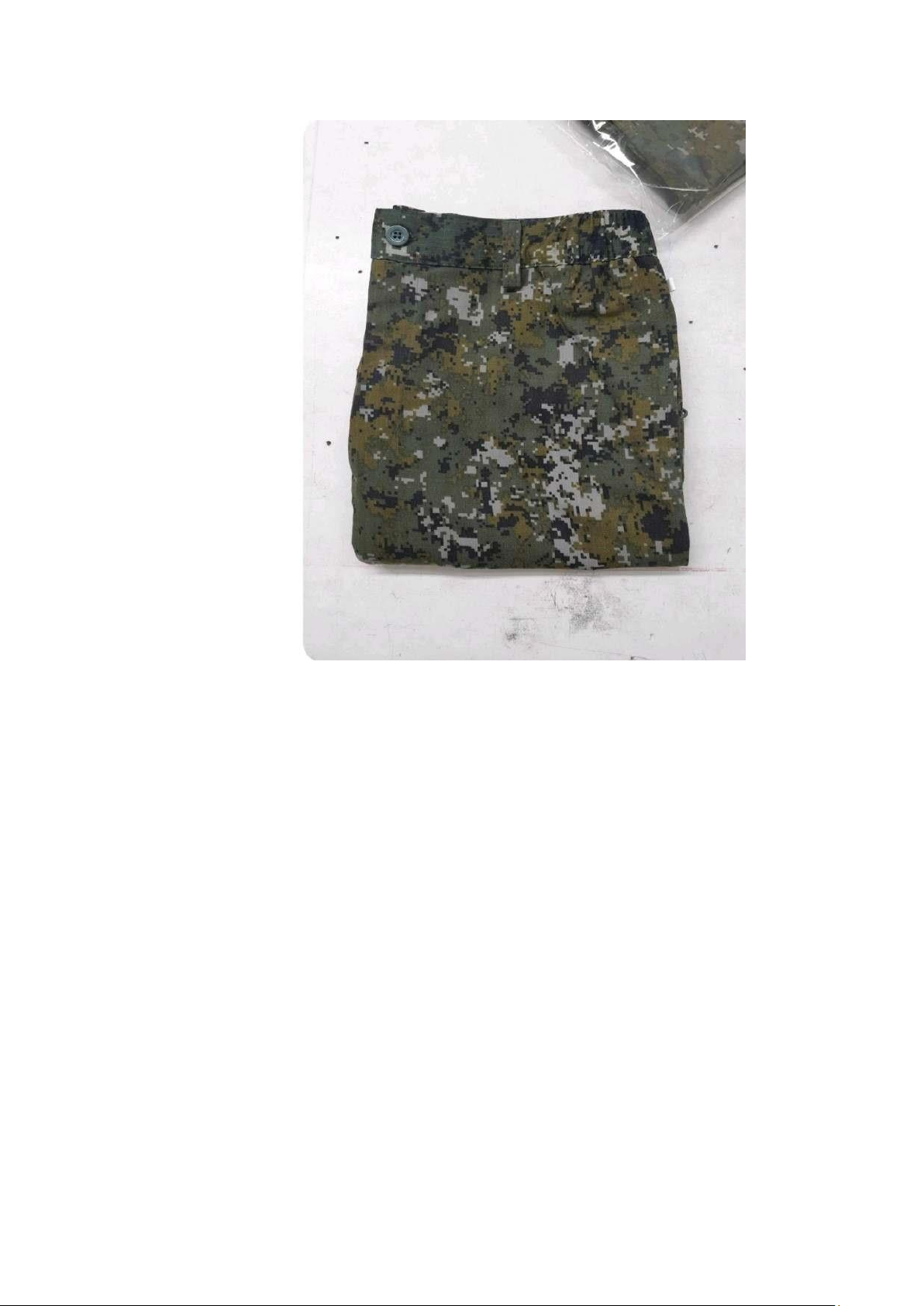
Hình 1.1. Mặt trước sản phẩm quần áo quốc phòn
Hình 1.2 Mặt sau sản phẩm áo quần quốc phòng
Chất liệu vải: Vải kaki
Đơn hàng có 2 màu, 3 size (S, M, L), tổng 1000 sản phẩm (cả bộ)
Đối tượng hướng tới là sinh viên trường Cao Đẳng Công Nghệ TP HCM có nhu
cầu mua để học Giáo Dục Quốc Phòng.
Lên ý tưởng từ nhu cầu đáp ứng của khách hàng đưa ra ,mẫu mã hàng đang
muốn yêu cầu như thế nào ,đội ngũ thiết kế ,may mẫu sẽ đảm nhiệm vai trò đó.
Mô tả phẳng áo quốc phòng 3 lOMoAR cPSD| 41632112
Hình 1.3 hình phẳng áo quốc phòng
Mặt trước: Áo dài tay có hai túi đối xứng ngang ngực, có hai nắp túi cách đều miệng
túi 2cm. Có hai cá vai nằm giữa đường vai con, hai cá eo nằm cách đều đường sườn
3cm, từ ngã tư nách xuống 17cm. + Nẹp trái :4 khuy + Cá eo: 2 khuy + Bát tay: 2 khuy + Nắp túi: 2 khuy + Nẹp phải :4 nút + Cá vai: 2 nút + Bát tay : 2 nút + Miệng túi : 2 nút
Mặt sau: đô rời, có 4 nút cá eo 4 lOMoAR cPSD| 41632112
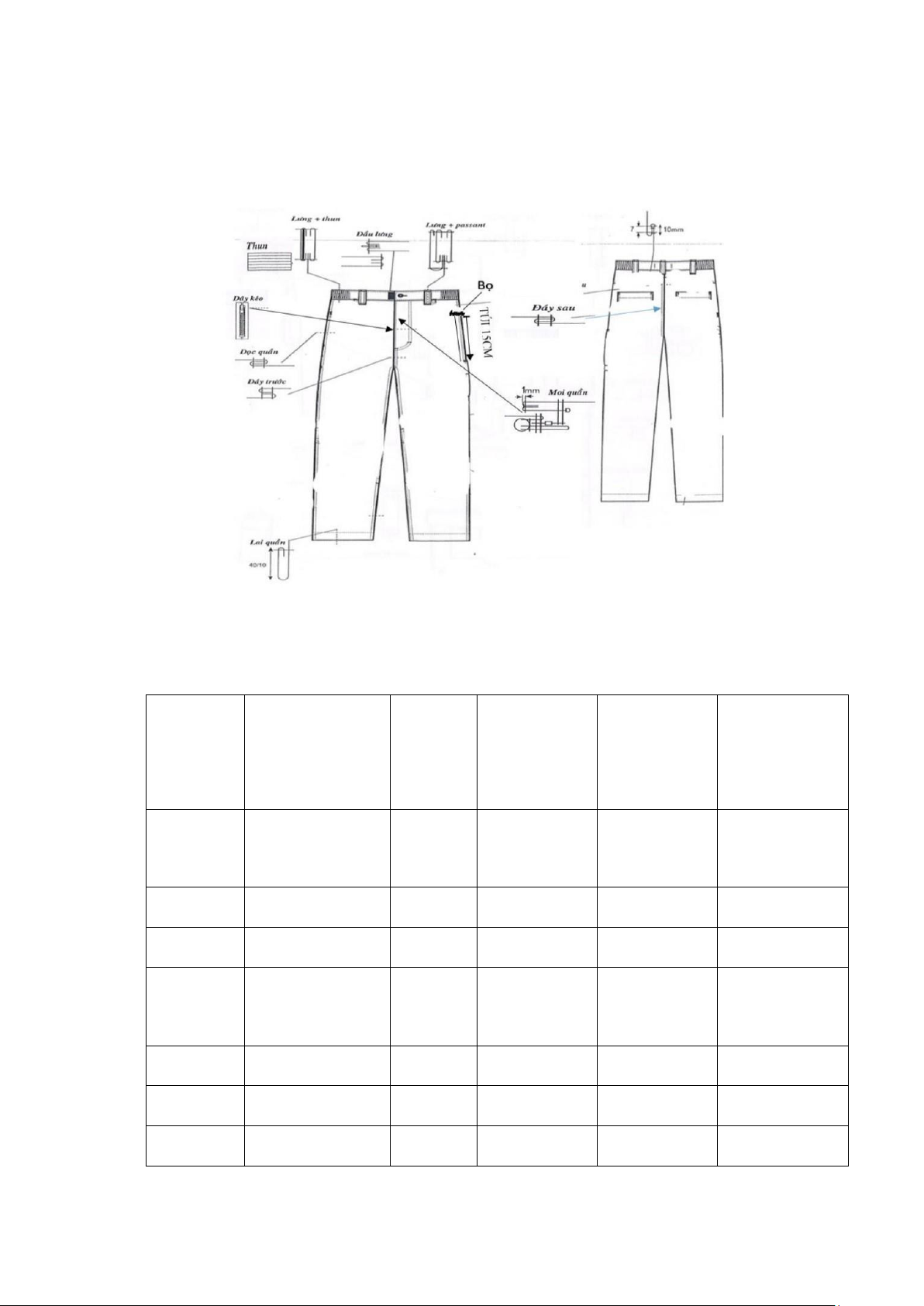
Hình 1.4 Hình phẳng quần quốc phòng
Mặt trước: quần dài, có hai túi dọc, lưng có thun ở hai bên hông, có 2 dây khuy
ở dàng quần, có ba nút một khuy
Mặt sau: có hai nắp túi giả, dọc quần có đường mí. Quần có 6 con đỉa.
1.2 Chuẩn bị nguyên phụ liệu 5 lOMoAR cPSD| 41632112
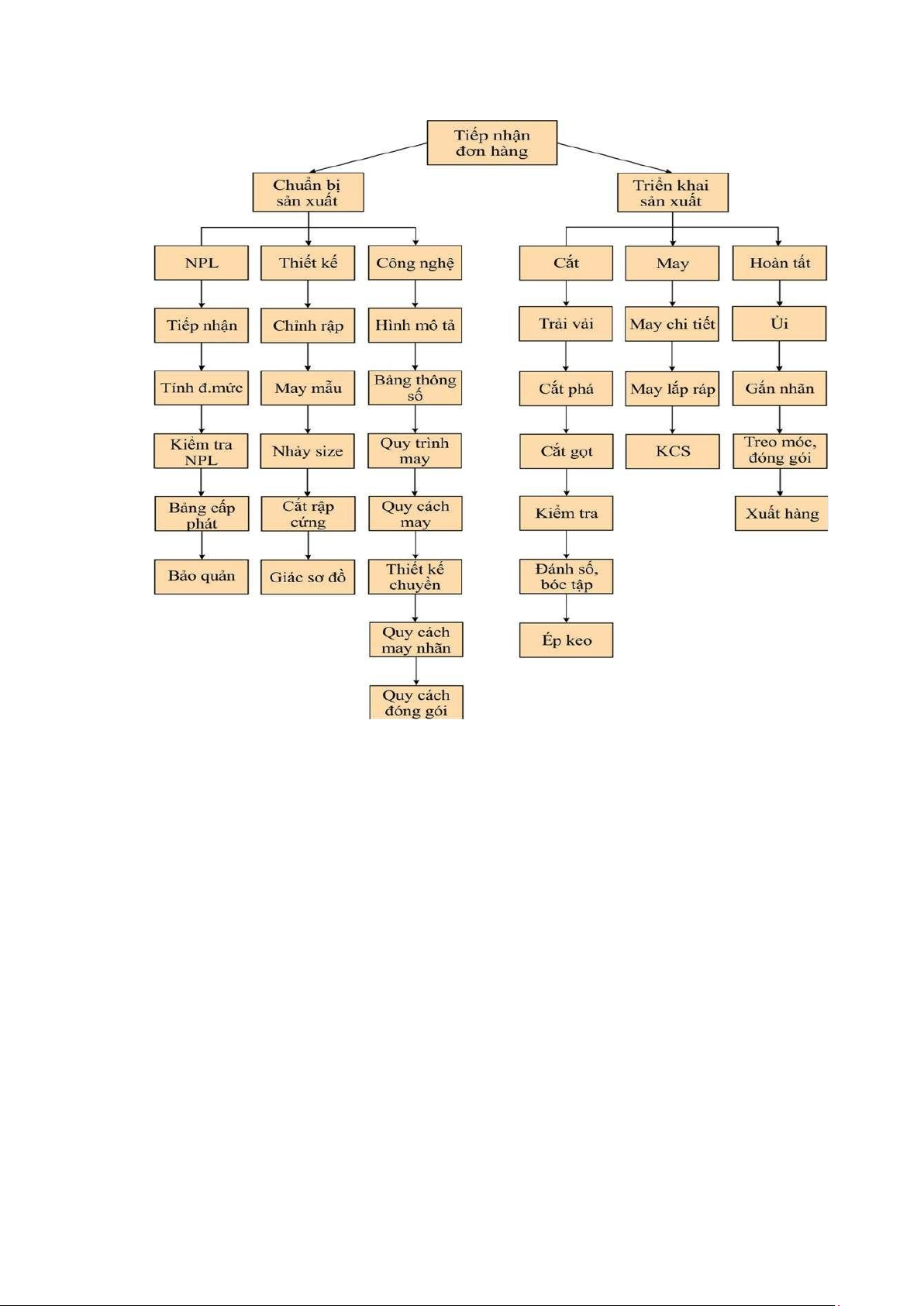
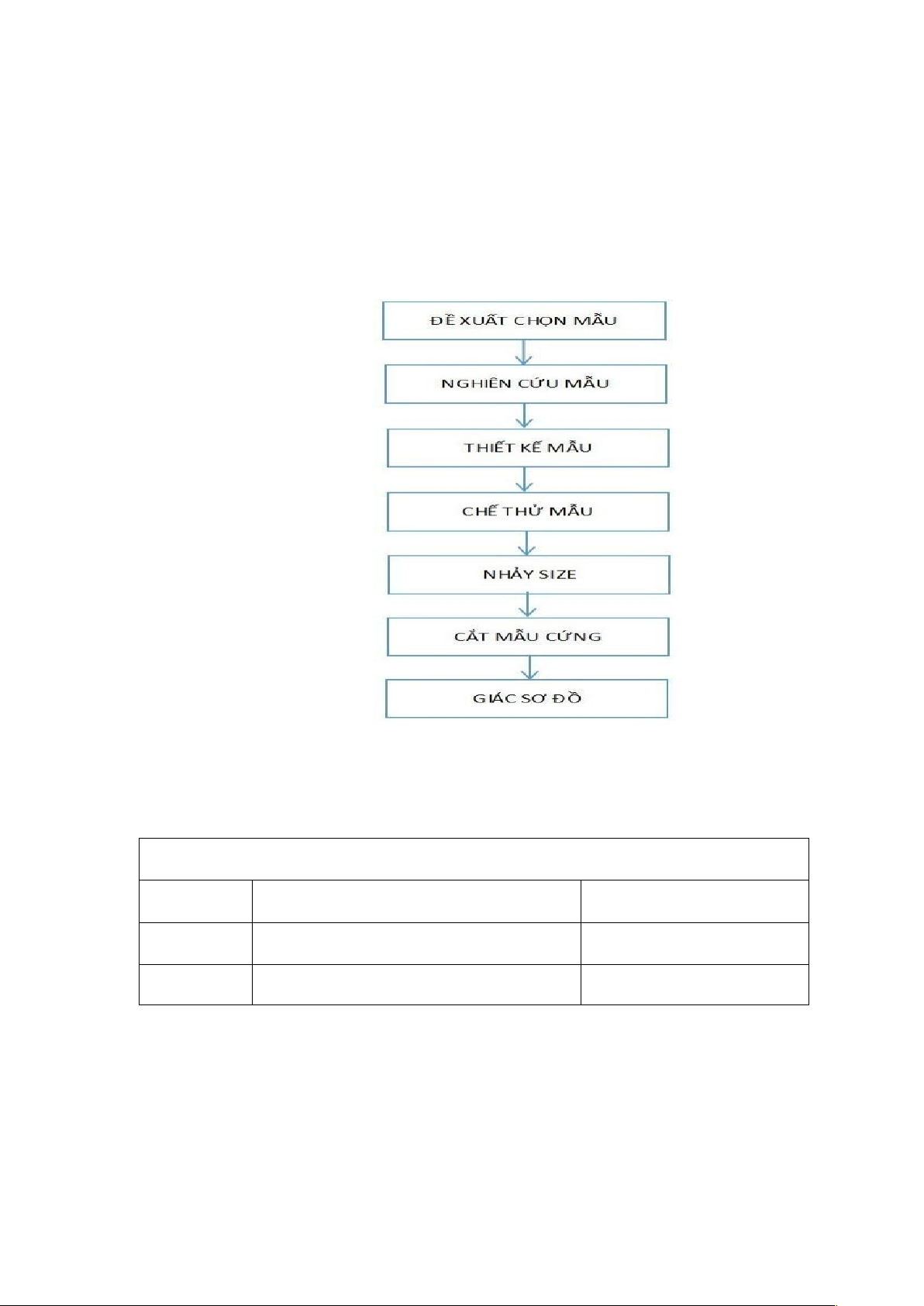
Hình 1.5 Mô hình công nghệ sản xuất mã hàng
1.2.1. Kiểm tra đo đếm nguyên phụ liệu * Kiểm tra nguyên liệu:
Khi kiểm tra, luôn kiểm tra trên mặt phải vải, kiểm tra độ đều màu, mật
độ vải, kích thước khổ vải vết lỗi dài ngang, kích thước lỗ hở ,thủng ,sợi
màu, vết bẩn ,sợi thô,mối nối . + Lỗi dọc, lỗi ngang + Không đều màu…..
-Kiểm tra số cây vải, màu sắc, số lớp có khớp với phiếu ghi hay không.
+Kiểm tra độ dài cây vải theo đồng hồ gắn trên máy kiểm vải. Đối chiếu
lại với chiều dài ghi ở đầu cây vải. 6 lOMoAR cPSD| 41632112
Kiểm tra về khổ vải :Việc xác định khổ vải sẽ là một yếu tố rất quan trọng
giúp nhà sản xuất sử dụng nguyên liệu hiệu quả và tiết kiệm. Do đó, người
ta thường chọn phương pháp đo khổ nhiều lần rồi lấy trị số trung bình.
Kiểm tra chất lượng vải :Dùng máy kiểm vải có hệ thống đèn chiếu sáng
từ trên xuống, cuốn vải từ trục này sang trục kia để kiểm tra. Máy cần có
bộ phận biến tốc (dễ dàng thay đổi tốc độ kiểm) và có hệ thống kiểm tra
độ dài cây vải bằng Yard hay bằng mét
-Đối với vải loang màu: khi chiếu sáng từ dưới lên sẽ khó phát hiện được,
do đó phải dùng ánh sáng từ trên xuống để kiểm tra. * Kiểm tra phụ liệu:
- Phụ liệu bao gồm : Nút chính,nút phụ,chỉ, nhãn chính , ..... thường để
ởkho nguyên phụ liệu cho tiện việc quản lý và sử dụng .
- Theo như khi có “ Lệnh sản xuất “ người có trách nhiệm chuẩn
bịnguyên phụ liệu sẽ tiến hành canh đo đong đếm số lượng cần thiết theo số lượng áo
- Kiểm tra số lượng có thể đo đếm canh theo từng loại.
- Kiểm tra chất lượng :dựa vào tài liệu K礃̀ thuật hướng dẫn để kiểm tra, đã
đúng thông tin ,đạt yêu cầu,đúng loại cần sử dụng chưa .
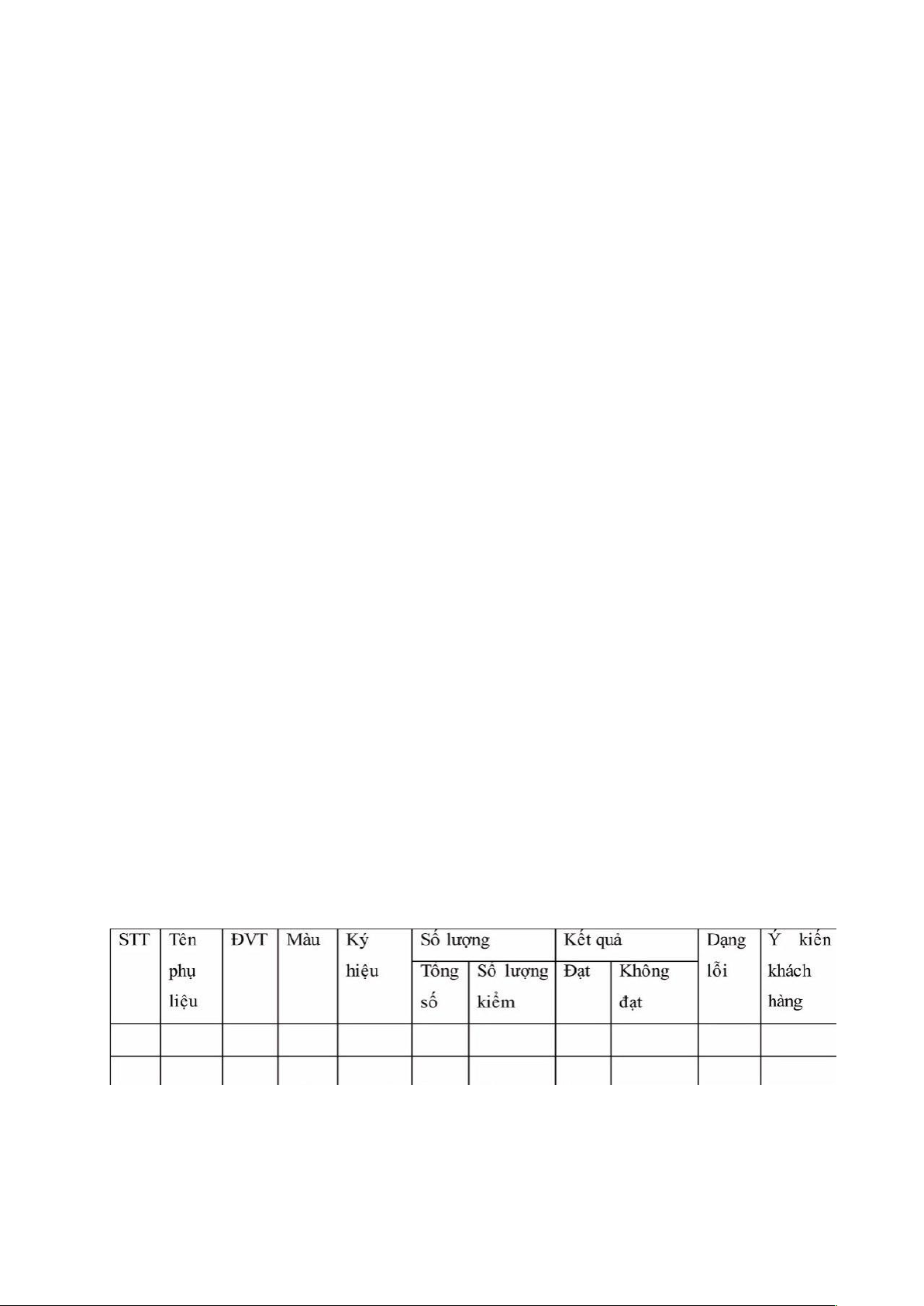
*Sau quá trình kiêm tra phụ liệu, đặc biệt phụ liệu dạng tấm, cần làm bảng thống
kê phụ liệu đạt, phụ liệu sai hỏng tương tự như đối với nguyên liệu ở trên. Với
những phụ liệu khác, cần lập Biên bản kiểm tra chất lượng phụ liệu, gửi cho các
bộ phận liên quan để tiện cho công tác triển khai đơn hàng sau .
Hình 1.7 Bảng báo cáo kiểm tra phụ liệu 7 lOMoAR cPSD| 41632112
Hình 1.8. Kiểm tra đo đếm nguyên phụ liệu
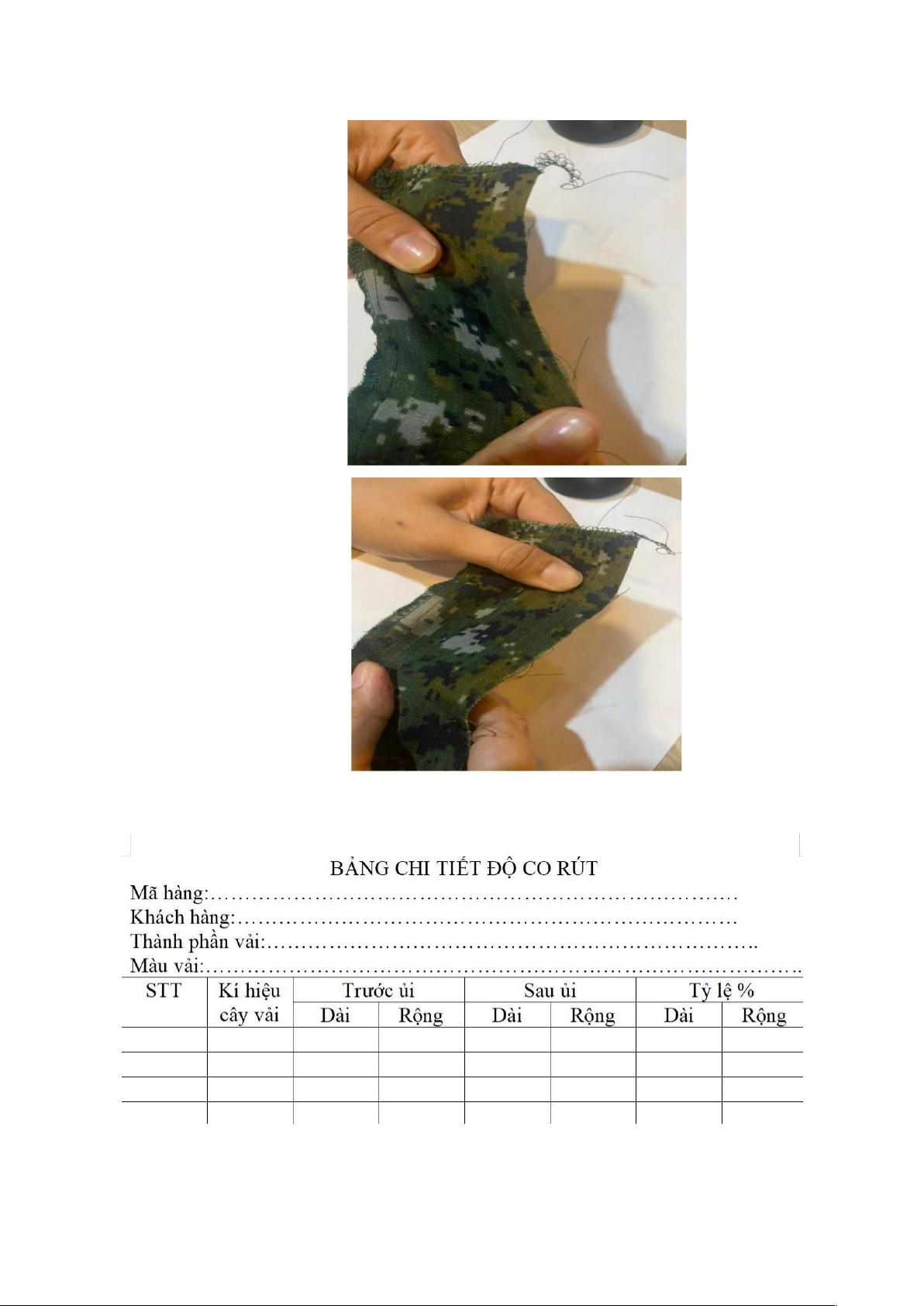
Kiểm tra độ co rút của NPL
1.2.2 Kiểm ra độ co rút của nguyên phụ liệu -
Trong quá trình sản xuất, giặt ủi, cất giữ…vải
thường bị thay đổi kích
thước. Trường hợp vải qua các quá trình trên giảm so với kích thước ban đầu
người ta nói vải bị co rút. Chính vì vậy mà trước khi thiết kế mẫu, phòng k礃̀
thuật phải nghiên cứu độ co cơ lý và tính chất của nguyên phụ liệu để có phương
pháp xử lý gia giảm trong công thức chia cắt, chọn nhiệt độ ủi và các thông số
k礃̀ thuật ép dán cho phù hợp Nhằm đảm bảo sản phẩm sau khi may xong đúng
thông số kích thước, đạt yêu cầu k礃̀ thuật và m礃̀ thuật của sản phẩm. 8 lOMoAR cPSD| 41632112 9 lOMoAR cPSD| 41632112
2.2 Chuẩn bị sản xuất về thiết kế
- Một sản phẩm được chọn làm mẫu phải có tính k礃̀ thuật, công nghệ cao,
đápứng được nhu cầu, thị hiếu của người tiêu dùng, muốn chọn mẫu hợp thời
trang ta phải có 1 quá trình nghiên cứu, mẫu mốt trên thế giới để đáp ứng nhu
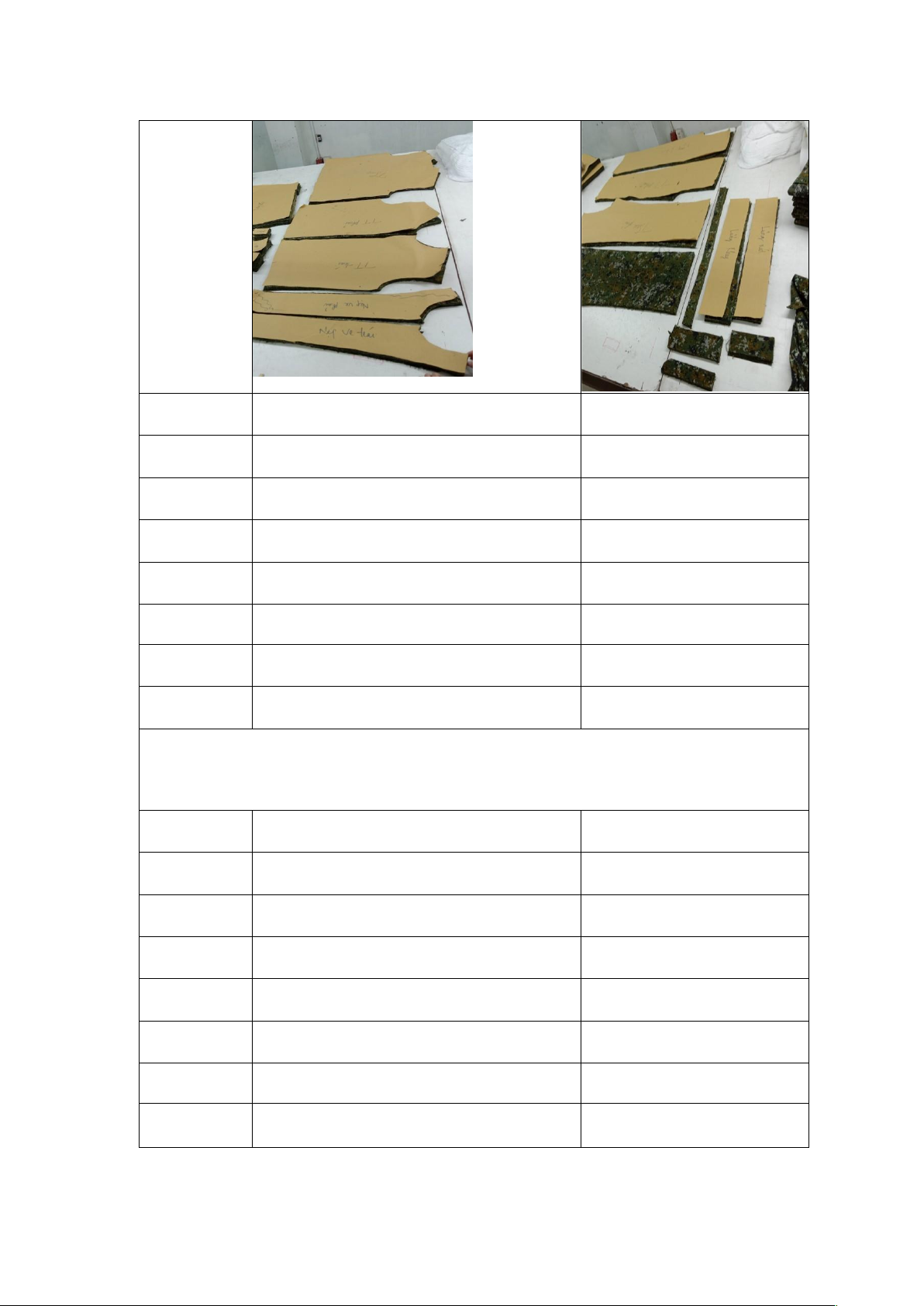
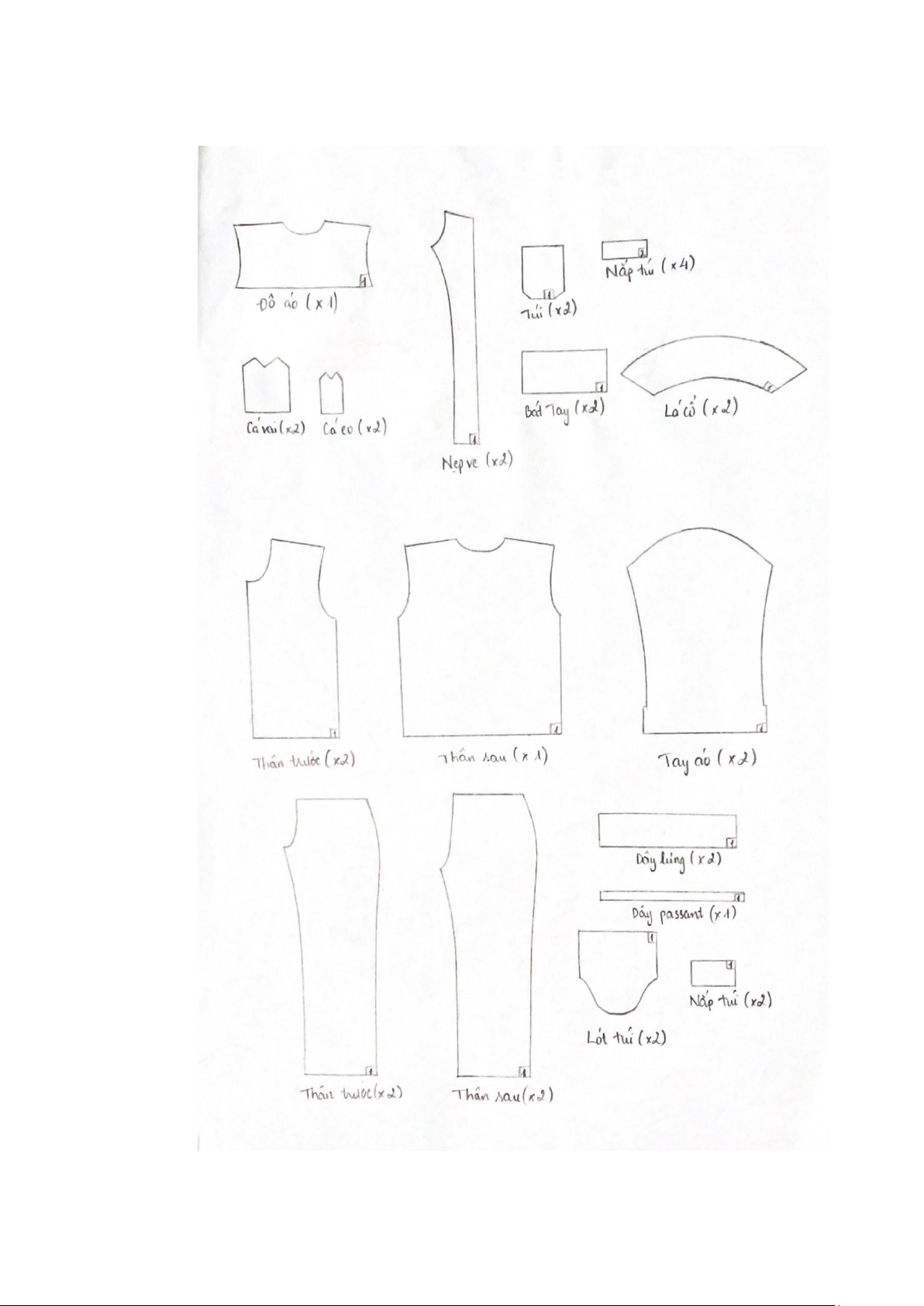
cầu của người tiêu dùng theo từng vùng, từng mùa. 2.2.1Nghiên cứu mẫu Chi tiết bán thành phẩm Chi tiết áo quốc phòng STT Tên chi tiết Số lượng 1 Thân trước 2 2 Thân sau 1 10 lOMoAR cPSD| 41632112 3 Nẹp ve 2 4 Đô 1 5 Tay áo 2 6 Bát tay 2 7 Lá cổ 2 8 Túi 2 9 Nắp túi 2 10 Cá vai 2 11 Cá eo 2
Chi tiết quần quốc phòng 1 Thân trước 2 2 Thân sau 2 3 Lưng 2 4 Túi 2 5 Nắp túi 4 6 Dây passant 1 7 Ba ghết đôi 1 8 Ba ghết đơn 1
Hình 2.1 BTP áo mã hàng QP002 Hình 2.2 BTP mã hàng quần QP01 2.2.2. Thiết kế mẫu 11 lOMoAR cPSD| 41632112
Dựa vào mẫu chuẩn ta tiến hành thiết kế các chi tiết của sản phẩm, sau khi lắp
ráp các chi tiết lại sẽ tạo ra sản phẩm có hình dáng giống mẫu chuẩN và thông
số kích thước chính xác theo TLKT.
- Dựa vào thông số kích thước cách sử dụng nguyên phụ liệu, yêu cầu k礃̀thuật,
dựa vào kinh nghiệm chuyên môn để phân tích, tổng hợp các dữ liệu có sẵn để
vẽ nên các chi tiết sản phẩm. - Các bước thực hiện:
+ Tiến hành thiết kế các chi tiết lớn trước, nhỏ sau dựa trên độ co rút của nguyên liệu.
+ Kiểm tra thông số các đường ráp có ăn khớp với nhau hay không? +
Kiểm tra các dấu bấm, ký hiệu hướng canh sợi, ký hiệu mã hàng, cỡ vóc trên chi tiết.
+ Vẽ mẫu ra và chuyển cho bộ phận chế thử mẫu, trong thời gian này cần theo
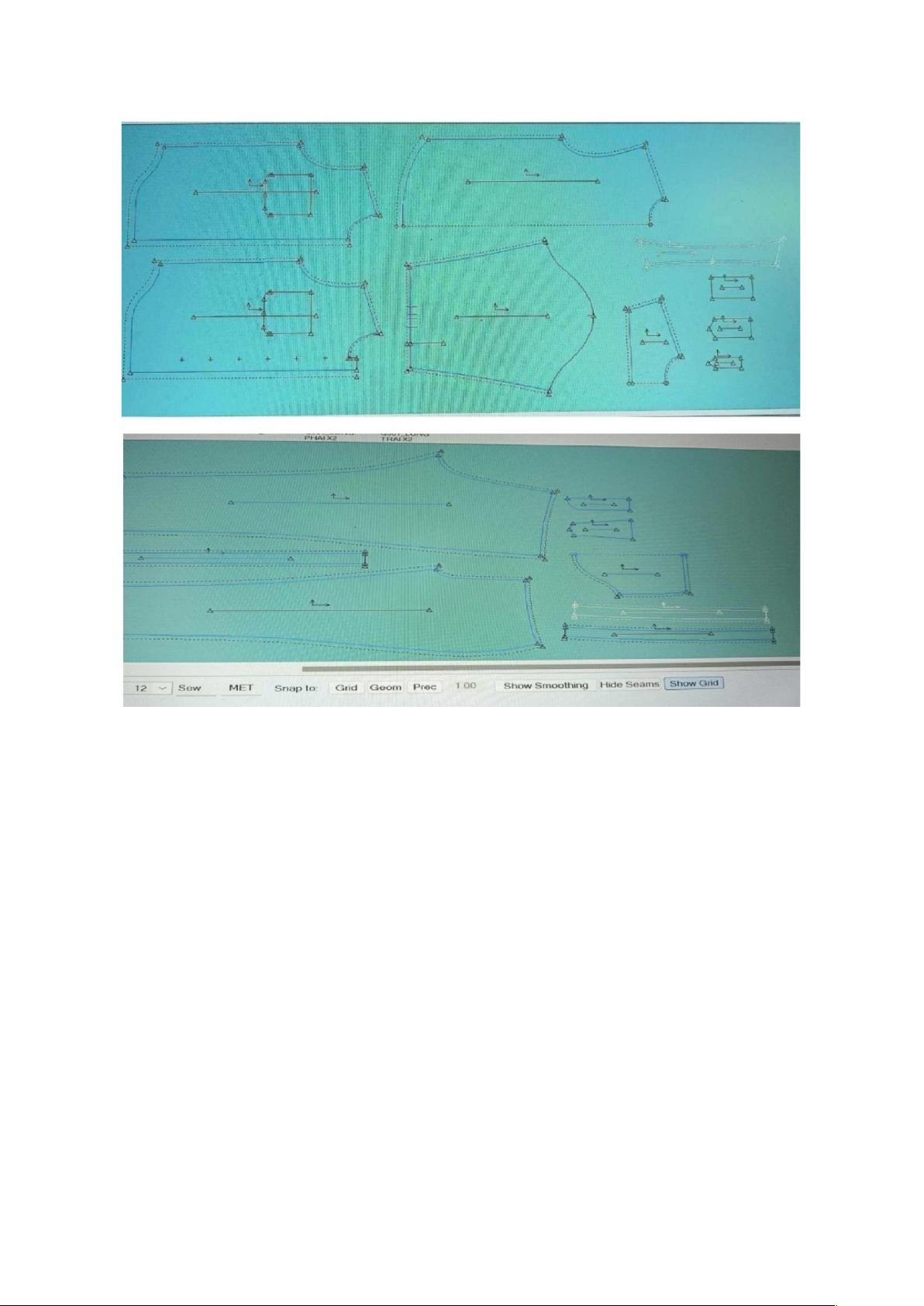
sát quá trình may mẫu nhằm phát hiện kịp thời những sai sót để điều chỉnh 12 lOMoAR cPSD| 41632112
Hình ảnh thiết kế mẫu áo và quần quốc phòng (minh họa)
2.2.3. May mẫu thử nghiệm và duyệt mẫu
Sau khi thiết kế hoặc chỉnh sửa mẫu của khách hàng ta tiến hành may mẫu. Nhân viên
phòng k礃̀ thuật nhận nguyên phụ liệu trong kho. Sau đó dùng mẫu mỏng đặt lên vải
để cắt ra bán thành phẩm và may mẫu đúng theo tiêu chuẩn k礃̀ thuật và mẫu chuẩn.
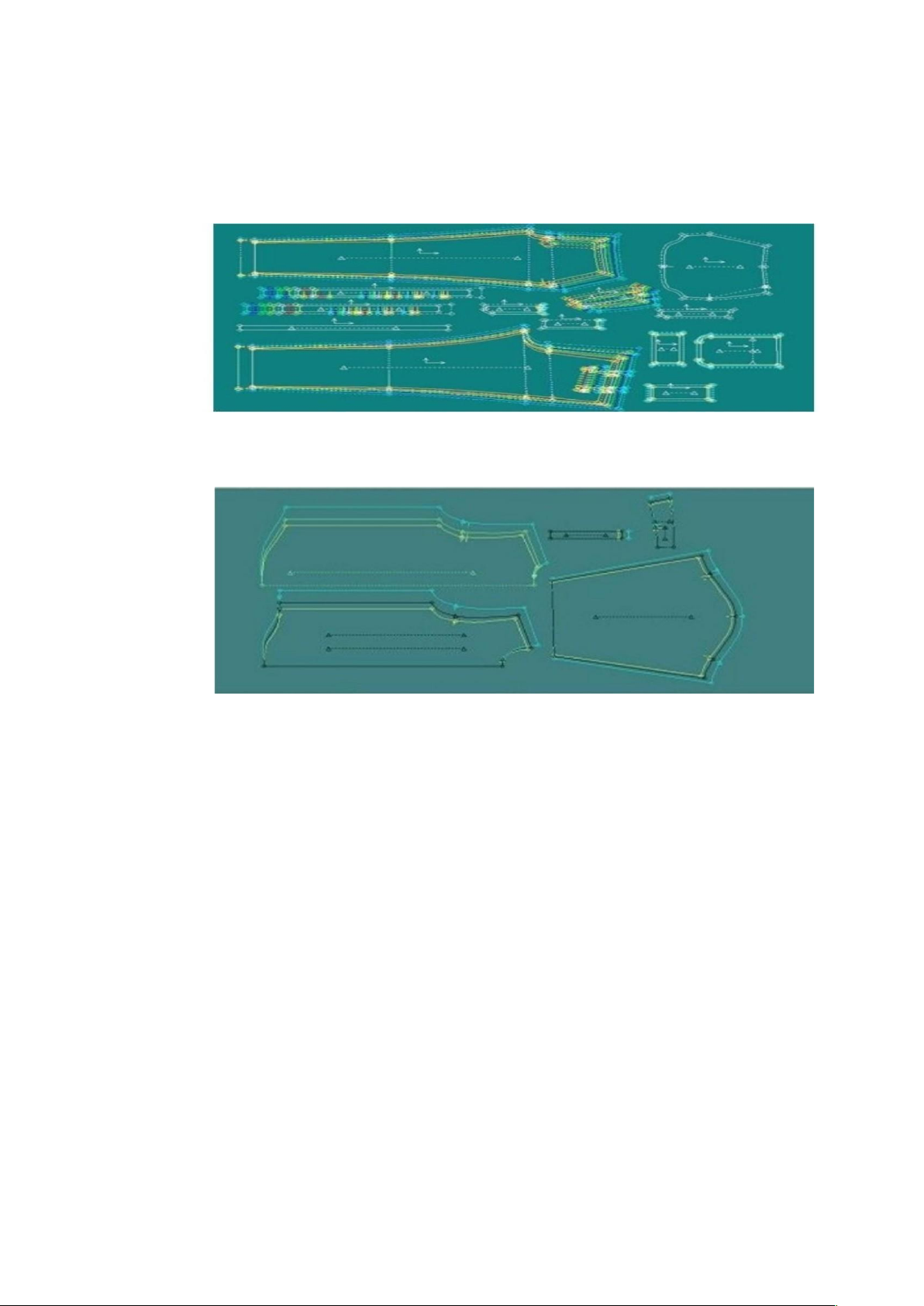
2.2.4. Nhảy size
- Nhảy cỡ vóc là việc phóng to hay thu nhỏ cỡ vóc đã thiết kế sao cho đúng thông
sốkích thước và kiểu dáng mẫu chuẩn. Thông thường, người ta nhảy mẫu theo sự
biến thiên chiều ngang cơ thể trước (nhảy cỡ), rồi mới nhảy mẫu theo sự biến thiên chiều dọc (nhảy vóc). 13 lOMoAR cPSD| 41632112
- Cơ sở tiến hành nhảy mẫu: bảng thông số kích thước của tất cả các cỡ vóc,các
điểm cần chú ý để tiến hành dịch chuyển, cự ly và hướng dịch chuyển ở các điểm chuẩn đã có
Hình 2.3. Nhảy size mẫu quần ( minh họa)
Hình 2.4 Nhảy size mẫu áo
2.2.5. Tác nghiệp sơ đồ - Giác sơ đồ
- Để giác sơ đồ tiết kiệm thời gian, định mức, lao động thì phải nghiên cứu
k礃̀ nguyên liệu, số lượng để ghép sơ đồ đạt hiệu quả cao nhất (2 màu vải cùng
khổ, số lượng có thể giác sơ đồ ghép trải chung, 2 màu vải có chu kỳ sọc giống
nhau, số lượng tương đối giống nhau và số lượng ít,…) tùy theo tác nghiệp cắt
và lệnh sản xuất. Chỉ giác sơ đồ sau khi khách hàng đã duyệt mẫu. 14 lOMoAR cPSD| 41632112
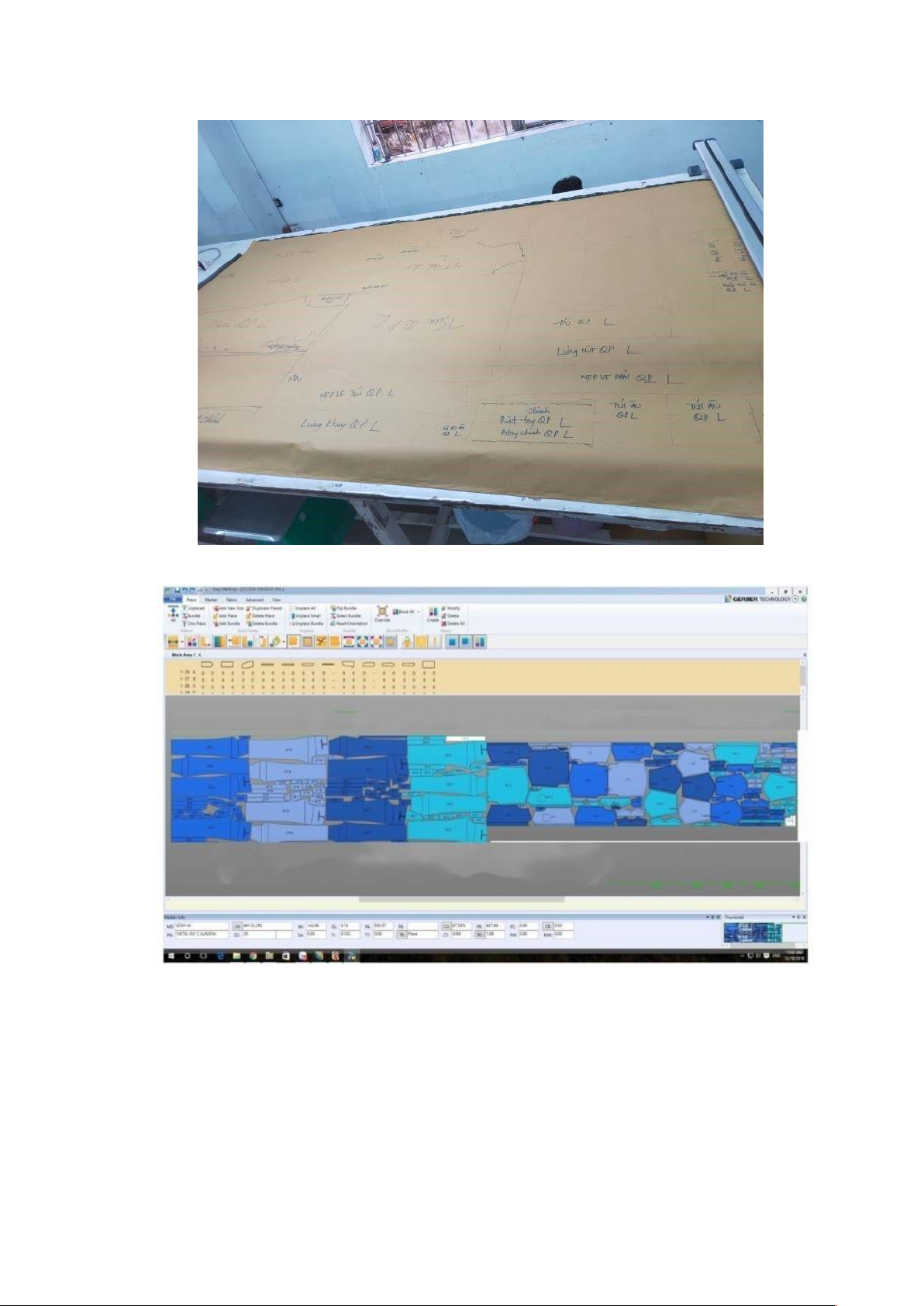
Hình 2.5 giác sơ đồ trên vải
Hình 2.6 Giác sơ đồ trên máy
2.3 Chuẩn bị sản xuất về công nghệ
Dựa vào tài liệu k礃̀ thuật của khách hàng, bộ phận k礃̀ thuật sẽ phiên dịch lại thành 15 lOMoAR cPSD| 41632112
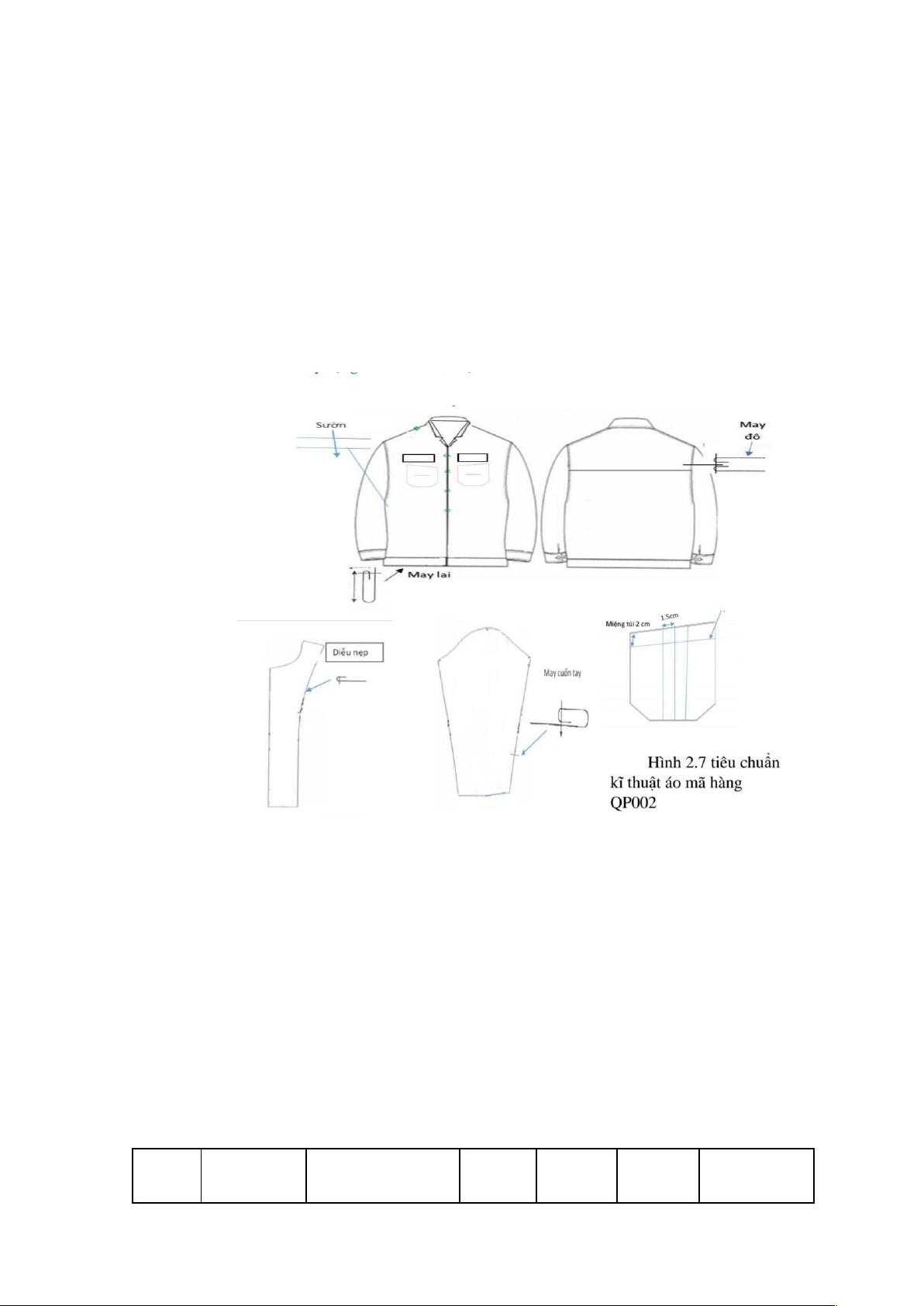
bảng tiêu chuẩn k礃̀ thuật. Bản tiêu chuẩn kĩ thuật bao gồm: hình vẽ mô
tả sản phẩm, cách đặc điểm cần lưu ý, thông số sản phẩm trước và sau wash, quy cách may, quy
cách gẳn nhãn, thùa khuy đính nút, sử dụng mex
2.3.1 Xây dựng tiêu chuẩn kĩ thuật
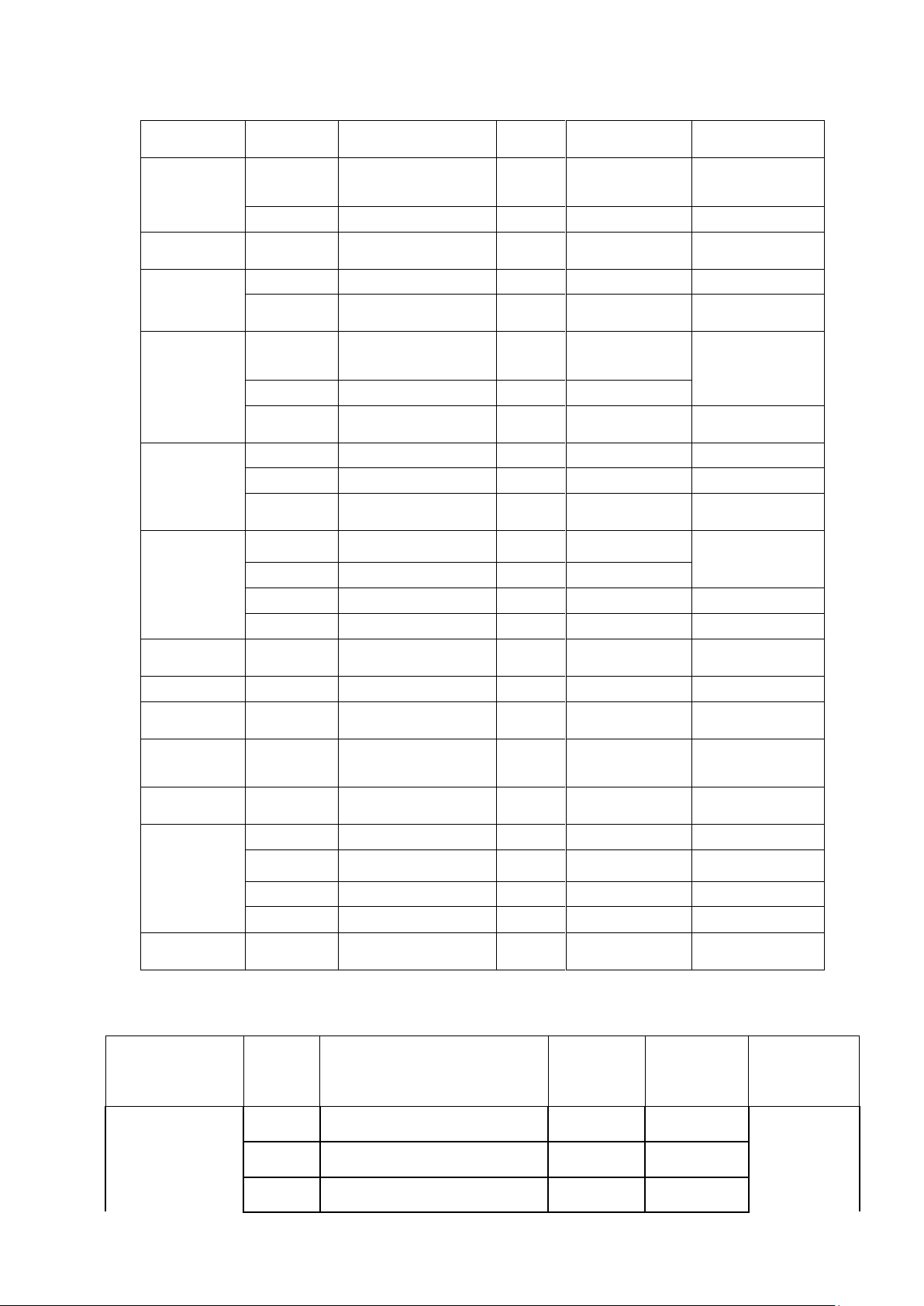
THÔNG SỐ KÍCH THƯỚC THÀNH PHẨM ÁO QUỐC PHÒNG Tên chi STT Vị trí đo tiết M L XL Ghi chú 16 lOMoAR cPSD| 41632112 từ đầu vai con 1 Dài áo TT 71 →hết lai 72 74 1/2 ngang Từ nẹp áo → 2 30,5 ngực TT 31 31,6 gầm nách 1/2 ngang Từ nẹp áo → 3 29,5 mông TT 30 30,5 ngang lai Từ đầu vai Hạ ngực 4 con→vuông gốc 27 TT 27,5 28,2 hạ ngực Từ đầu vai con 5 Hạ cổ TT 7,7 → hạ cổ 7,9 8,0 Từ nẹp → Ngang cổ 6 vuông góc 11,2 TT 11,4 11,7 ngang cổ Từ điểm họng 7 Dài áo TS 72 cổ TS→ hết lai 73 74 1/2 ngang Từ xếp đôi TS 8 29 ngực TS 29,5 30 → gầm nách 1/2 ngang Từ xếp đôi TS 9 29 mông TS 29,5 30 → sườn lai Ngang cổ Từ xếp đôi → 10 8,2 TS 8,4 8,6 điểm ngang cổ Từ điểm vai con 11 Hạ cổ TS 2,2 → hạ cổ 2,4 2,6 Từ đầu vai con Hạ ngực 12 → vuông gốc hạ 27 TS 27 27 ngực Dài đô 15 15 15 13 Đô áo Rộng đô áo 23 23,5 24 Từ đầu tay → 14 Tay áo 51 cửa tay 51 52 Từ xếp đôi tay 1/2 rộng 15 → vuông góc 24,5 nách tay 24,5 25 gầm nách Hạ nách Từ đầu vai → hạ 16 6 tay 6 6 nách tay 1/2 cửa Từ điểm xếp 17 16,5 tay 16,5 16,5 đôi→ sườn tay 17 lOMoAR cPSD| 41632112 Dài 71 8- 72 8- 73 8- 18 nẹp ve Rộng 4,5 4,5 4,5 Dài 36 36,5 37 19 Lá cổ Rộng 9 9 9 Dài 28 28 28 20 Bát tay Rộng 13 13 13 Dài 13 13 13 21 Nắp tay Rộng 6,5 6,5 6,5 Dài 15 15 15 22 Cá vai Rộng Thg12- Thg12- Thg12- 16 16 16 Dài 10 10 10 23 Cá eo Rộng 5 5 5 Dài 16,5 16,5 16,5 24 Túi Rộng 16 16 16
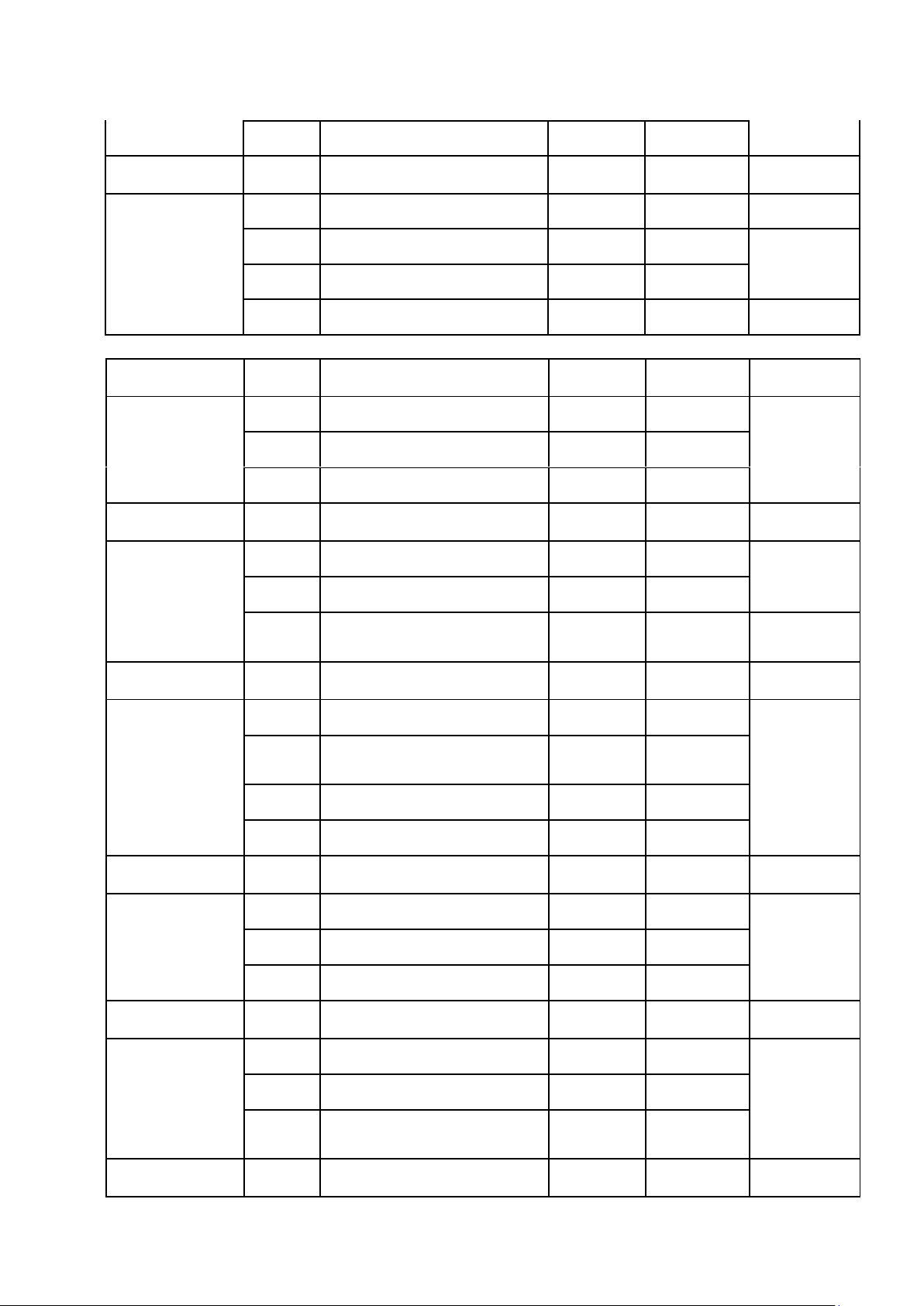
ĐỊNH MỨC VẢI ÁO QUỐC PHÒNG Số Chiều Chiều Diện
STT Tên chi tiết lượng chi tiết dài rộng tích(cm) 1 Thân trước 2 78.5 34.5 5416,5 2 Thân sau 1 79 68 5372 3 Nẹp ve 2 78.5 14 2198 4 Đô 1 55.5 17.5 971,25 5 Tay 2 54.5 54 5886 6 Bát tay 2 30 13.5 810 7 Lá cổ 2 54 9 972 8 Cá vai 2 15 12 360 9 Cá éo 2 9 6 108 10 Nắp túi 4 18 7 504 11 Túi 2 20 20 800 Tổng 23397,75 diệntích 23397,75
Định mức vải¿ khổ vải ¿ 145 ≈161cm=1,61m 18 lOMoAR cPSD| 41632112
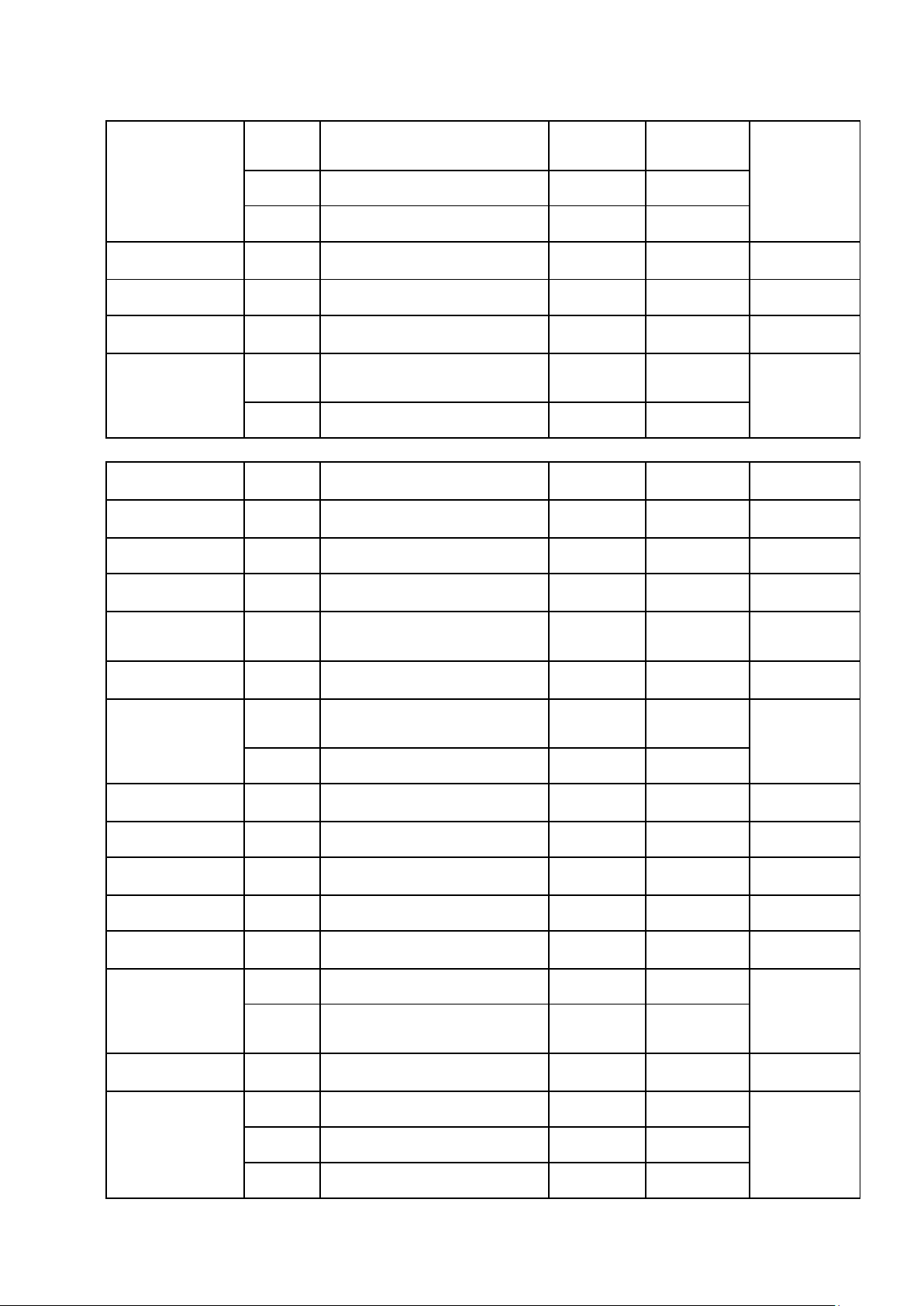
Hình 2.6 Tiêu chuẩn kĩ thuật quần mã hàng QP001
ĐỊNH MỨC VẢI QUẦN QUỐC PHÒNG ST Tên chi SL Chiều Chiều Diện T tiết dài rộng tích (cm2) 1 Thân 2 112 37 8288 trước 2 Thân sau 2 114 43 9804 3 Lưng trái 1 66 11 726 4 Lưng 1 63 11 693 phai 5 Passant 1 60 3 180 6 Ba ghết 1 22 8 176 đôi 19 lOMoAR cPSD| 41632112 7 Ba ghết 1 22 4 88 đơn 8 Lót Túi 2 29 32 1856 9 Nắp túi 2 15 8 240 Tổng 22051 diệntích
Định mức vải ¿ khổ vải ¿22051/145≈152m=1,52m............ 2.3.2 Quy trình may
* Quy trình may áo mã hàng QP002
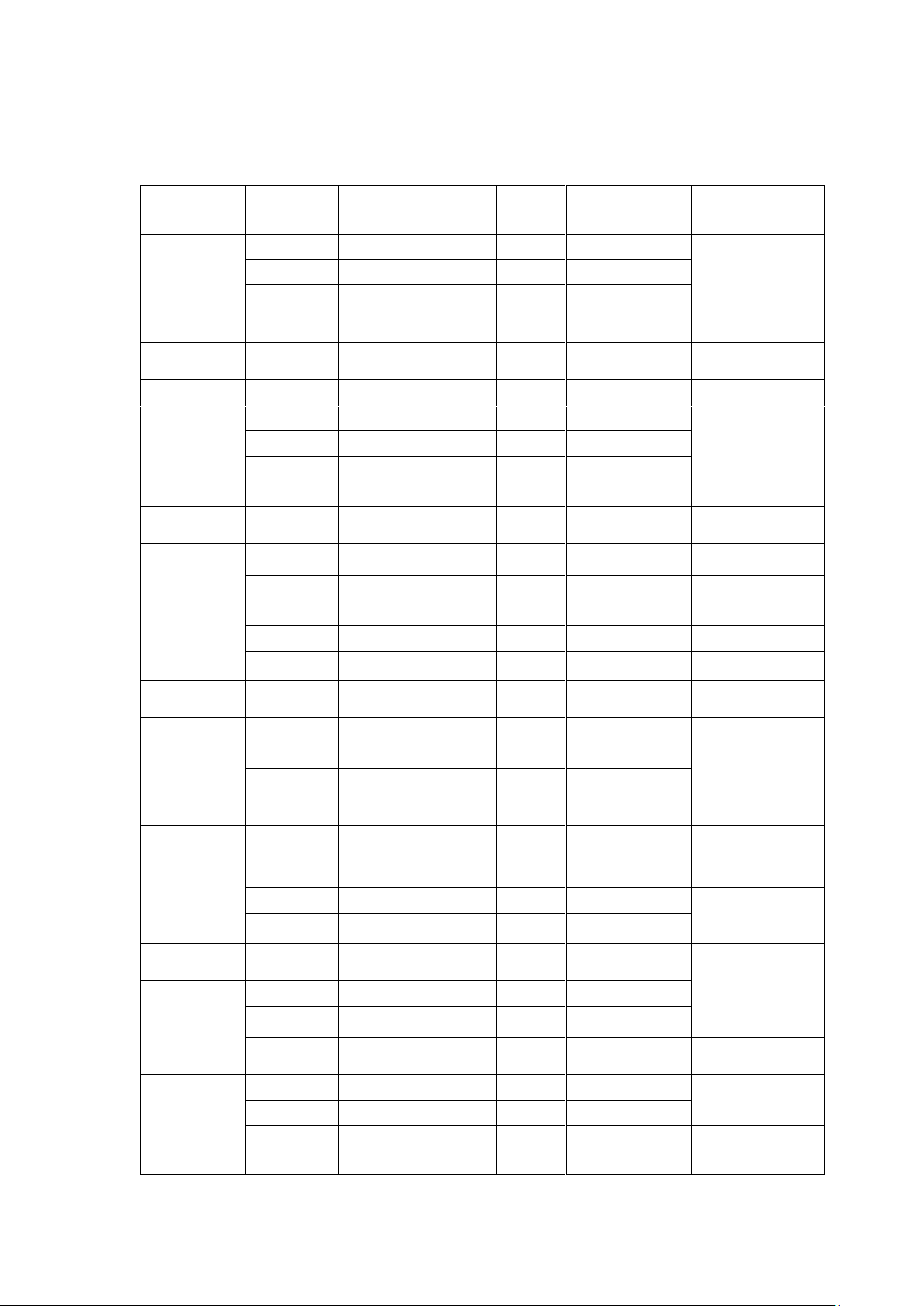
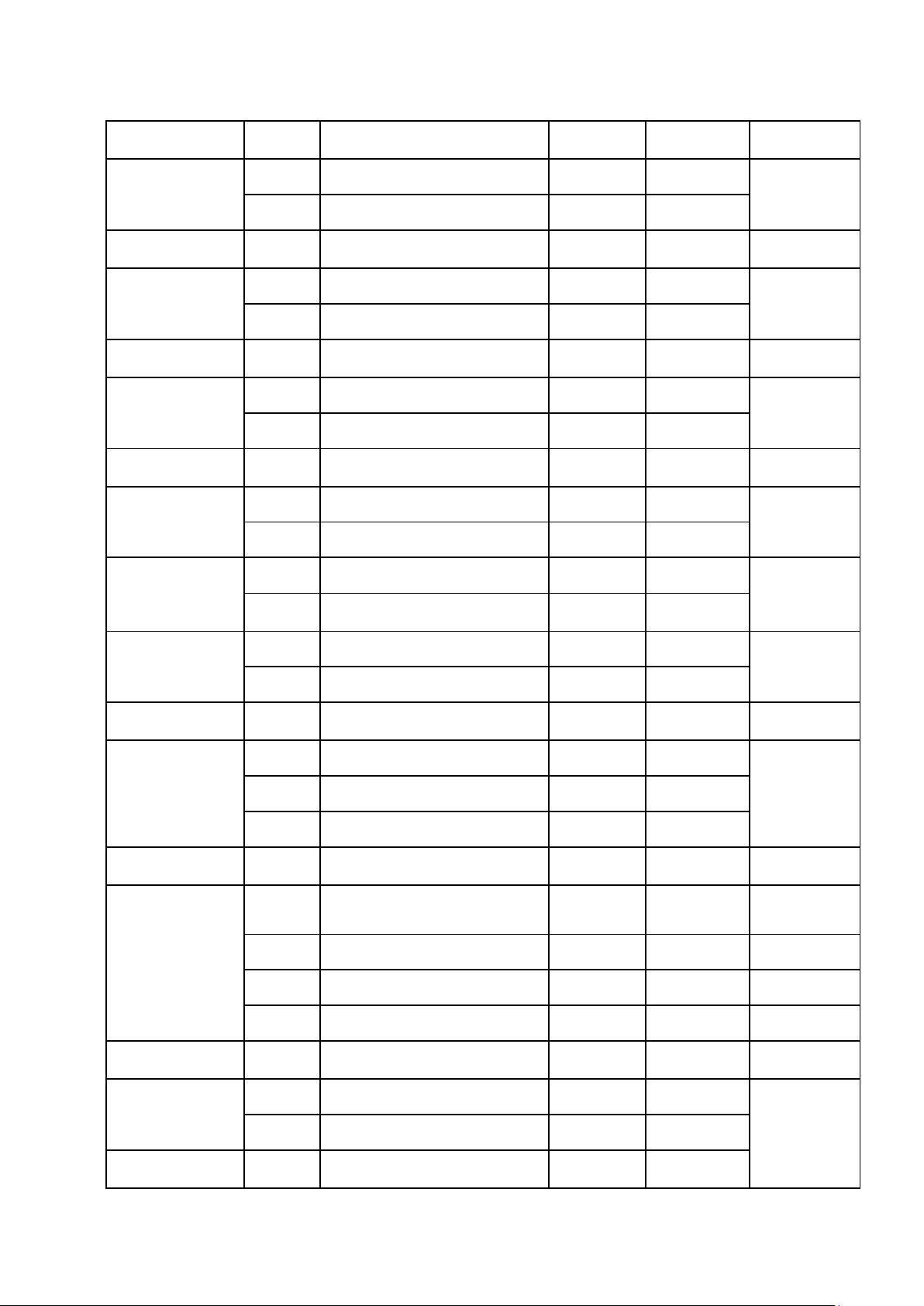
BẢNG QUY TRÌNH MAY ÁO QUỐC PHÒNG Mã hàng: QP001 Khách hàng: Sinh viên ST Thời Tên công đoạn NSCĐ T Thiết bị
Hướng dẫn lắp ráp gian(s) Cụm chi tiết 1 May cá eo(2) 1K 25 1.080 Úp hai mặt phải vải 2 Cắt gọt cá eo(2) Kéo 8 3.375 3 Thủ Lộn cá eo (2) 20 công 1.350 4 Mí cá eo(2) 1K 25 1.080 Đường diễu 0.5cm 5 May cá vai (2) 1K 25 1.080 Úp hai mặt phải vải 6 Cắt gọt cá vai Kéo (2) 8 3.375 7 Thủ Lộn cá vai (2) 10 công 2.700 8 Diễu cá vai (2) 1K 25 1.080 Đường mí 0.1cm 20 lOMoAR cPSD| 41632112 9 Lấy dấu đấu túi Điểm giữa túi ra Phấn (2) 12 2.250 đều hai bên 1.5 cm 10 May đấu túi (2) 1K 30 900 May đường 0.5cm 11 Vắt sổ miệng VS2K4 10 túi (2) 2.700 Ôm bờ miệng túi C 12 May diễu Gấp miệng túi 2cm 1K miệng túi(2) 15 1.800 may 1,5cm 13 Ủi túi(2) Bàn ủi 25 1.080 Đặt rập 14 May nắp túi (2) 1K 30 900 Úp hai mặt phải vải 15 Cắt gọt nắp túi Kéo (2) 6 4.500 16 Thủ Lộn nắp túi (2) 10 công 2.700 17 Diễu nắp túi (2) 1K 20 1.350 Đường diễu 0.5cm 18 May lộn lá cổ 1K (1) 60 450 Úp hai mặt phải vải 19 Cắt gọt lá cổ (1) Kéo 10 2.700 20 Thủ Lộn lá cổ (1) 10 công 2.700 21 Diễu lá cổ (1) 1K 50 540 Đường diễu 0.5cm 434 39.690 Cụm thân trước 22 Vắt sổ nẹp ve VS2K4 Vắt cạnh dài, ôm bờ 25 (2) 1.080 C nẹp ve 21 lOMoAR cPSD| 41632112 Diễu cạnh nẹp Gấp cạnh 1cm, 1K ve (2) 50 540 đường diễu 0.7cm 23 Lấy dấu tra nẹp Phấn ve(2) 10 2.700 24 May nẹp vào 1K thân (2) 70 386 Đường may 1cm 25 Thủ Lộn nẹp ve (2) 10 công 1.080 26 Diễu nẹp ve (2) 1K 50 540 Đường may 0.5cm 27 Lấy dấu đóng -Túi: đầu vai con túi+lấy dấu Phấn 20 1.350 xuống thân 22cm, đóng nắp túi (4) từ nẹp vào 7cm 28 Đóng túi vào -Nắp túi:từ miệng 1K thân (2) 80 338 túi lấy đều lên 2cm 29 Đóng nắp túi 1K vào thân (2) 25 1.080 Đường mí 0.1cm 30 Diễu nắp túi(2) 1K 25 1.080 Đường may 0.3 365 10.174 Đường diễu 0.5 Cụm thân sau 31 Mặt phải thân sau Mí đô vào thân 1K úp với mặt trái đô (1) 30 900 mí 0.1cm 32 Hai mặt phải vải úp Ráp vai con (2) 1K 20 1.350 vào nhau đường may 0,7 22 lOMoAR cPSD| 41632112 Vắt sổ vai con VS2K4 25 (2) 1.080 Ôm bờ vai con C 75 2.115 Cụm tay 33 May cuốn thép 1K tay (4) 60 450 Cuốn thép 0.5cm 34 Diễu bọc bát Gấp 0.7 đường may 1K tay (2) 30 900 0.6 35 May lộn bát tay 1K (2) 40 675 36 Cắt, gọt bát tay Kéo (2) 10 2.700 37 Thủ Lộn bát tay (2) 10 công 2.700 Đường may 0.5cm 38 Ngậm đều 1cm, có xếp li cửa tay sau Diễu bát tay (2) 1K 30 900 cách cạnh thép tay 4.5cm 39 May tròn đều 1cm, điểm giữa cá vai Tra bát tay 1K 100 270 trùng với đường vai con. 40 280 8.595 Cụm lắp ráp 41 Tra tay +cá tay 1K vào thân (2) 90 300 Ôm bờ vòng nách 42 VS2K4 Lấy dấu ba điểm kĩ Vắt sổ tay(1) 35 C 771 thuật 43 Hai mặt phải úp vào Lấy dấu tra cổ Phấn nhau,đường may (1) 10 2.700 0.8cm 44 Đường mí 0.1cm, Tra cổ(1) 1K 150 180 nhãn nằm giữa cổ áo. 23 lOMoAR cPSD| 41632112 45 Mí cổ+ gắn size Ôm bờ sườn, ngã tư 1K (2) 75 360 nách trùng 46 Ngã tư nách xuống Vắt sổ sườn+ VS2K4 17cm, từ đường 95 vắt sổ lai 284 sườn qua thân trước C 3cm 47 May 0.4cm đầu cá Lấy dấu may cá Phấn eo về thân trước, lật eo (2) 10 2.700 lại diễu 0.5cm 48 Gấp lên 2cm may 1,5cm để may mí May lai + chốt 1K lai. Chốt cửa tay cửa tay (1) 75 360 ngay đường làm dấu cuốn thép tay. 49 Khoảng cách con Lấy dấu thùa thùa giống nhau(nẹp Phấn khuy (10) 20 1.350 trái 9,5cm, bát tay 1cm,cá eo 1cm). 50 Máy Thùa khuy (10) 85 thùa 318 51 Đính đúng chỗ làm Lấy dấu đính dấu,14 nút(nẹp phải Phấn 4 nút, bát tay 2 nút, nút (14) 20 1.350 cá vai 2 nút, cá eo 4 nút) 52 Máy Đính nút (14) 85 đính 318 24 lOMoAR cPSD| 41632112 53 Cắt chỉ thành Thủ Cắt sạch chỉ thừa, phẩm + VSCN 50 công 540 tẩy vết bẩn nếu có. (1) 54 Ủi thành phẩm Bàn ủi (1) 40 675 Ủi phẳng sản phẩm 55 Gấp xếp+đóng Thủ 50 gói (1) 540 công 890 12.975 Tổng 2044 73.320
GHI CHÚ: Quy trình này là định mức bấm giờ thực tế mã hàng đang sản xuất,
trong quá trình thực hiện nếu có gì phát sinh thay đổi công nghệ, máy móc thiết
bị hoặc khách hàng điều chỉnh kĩ thuật thì đơn giá sẽ điều chỉnh cho phù hợp tình hình mới.
Tổng thời gian chế tạo sản phẩm: 2044(s)
Nhịp độ sản xuất: 2044/25= 81,76
Năng suất đầu người: 27000 / 2044 ≈ 13 (sản phẩm)
Năng suất chuyền: 25* 13 =325(sản phẩm) Thời
gian sản xuất đơn hàng: 1000 / 325 ≈ 3ngày Số lượng thiết bị:
+ Máy may 1 kim: 1305/81,76≈16 cái
+ Máy vắt sổ 2 kim 4 chỉ: 190/81,76 =2 cái + Máy thùa: 1 cái + Máy đính: 1 cái + Bàn ủi: 1 cái
* Quy trình may quần mã hàng QP002
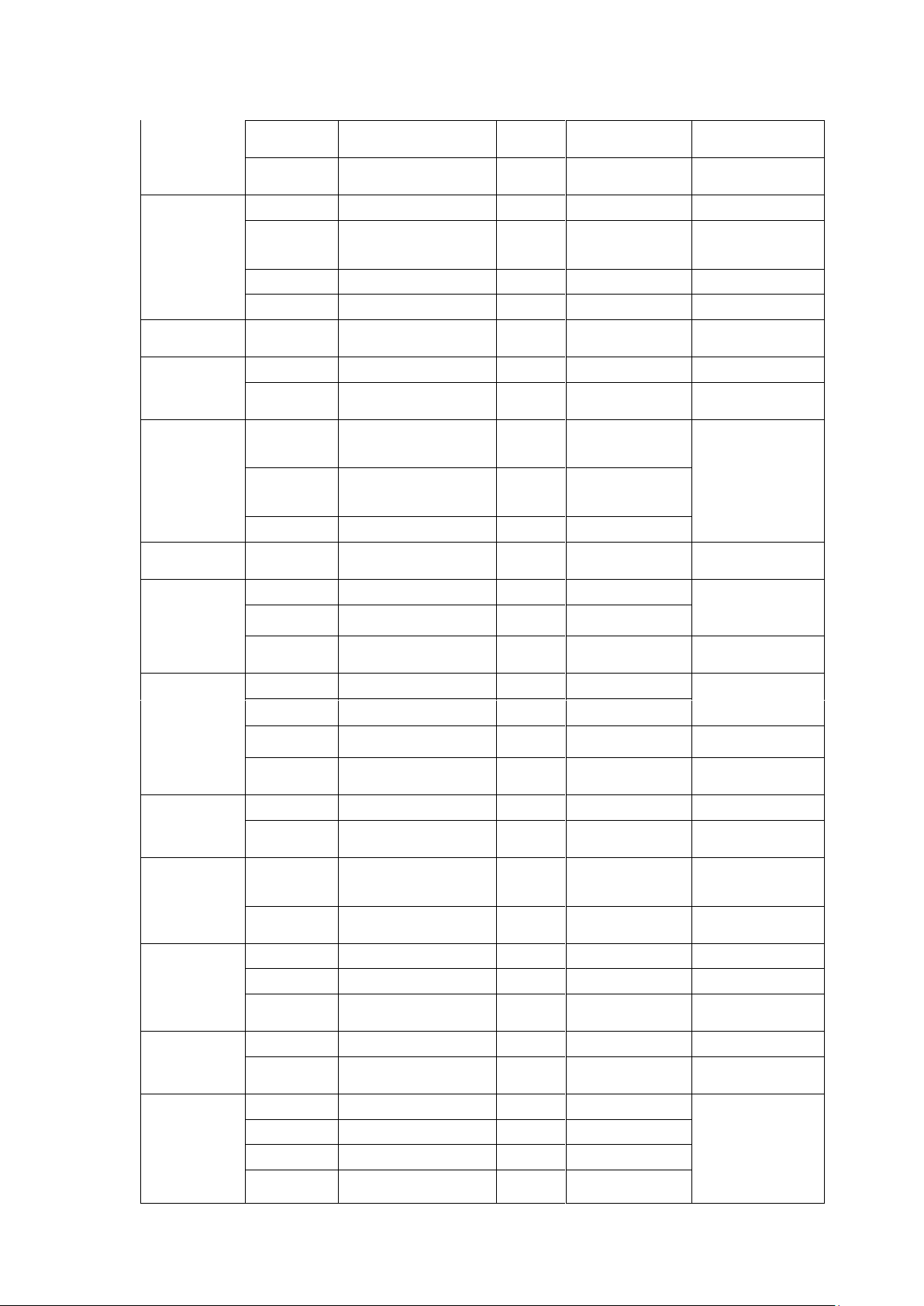
BẢNG QUY TRÌNH MAY QUẦN QUỐC PHÒNG Mã hàng: QP001 Khách hàng: Sinh viên THIẾT THỜI BỊ, STT TÊN CHI TIẾT NSCĐ GIAN(S)
HƯỚNG DẪN LẮP RÁP DỤNG CỤ 25 lOMoAR cPSD| 41632112 Cụm chi tiết
Gấp đôi ba ghết, vắt ôm bờ 1 VS ba ghết đôi(1) 15 VS2K4C 1800 mép vải Ôm bờ cạnh cong của ba 2 VS ba ghết đơn(1) 15 VS2K4C 1800 ghết
Vắt ôm bờ, thân trước trái 3 VS đáy trước(2) 20 VS2K4C 1350 vắt sổ 1/3 cạnh đáy 4 VS đáy sau(2) 20 VS2K4C 1350
Gấp đôi lấy điểm giữa Lấy dấu may thun 5 10
lưng, mà cách điểm giữa 2 lưng(2) Thợ phụ 2700 bên 12cm May thun vào dây 6 25 lưng(2) 1K 1080 May mặt trái vải 7 May nắp túi(2) 15 1K 1800
Hai mặt phải úp vào nhau Thủ
Mí các cạnh để may không 8 Lộn nắp túi(2) 10 2700 công bị ngậm 9 Diễu nắp túi(2) 15 1K 1800 Đường diễu 0,5cm May dây 10 15 passant(1) CD 1800 160 18180 Cụm thân trước May định hình 11 25 miệng túi(2) 1K 1080 Kéo+ 12 Bấm miệng túi(4) 10 2700 thủ công Mí mặt trong 13 20 miệng túi(2) 1K 1350 14 Diễu miệng túi(2) 20 1K 1350 Đúng thông số May chốt miệng túi 15 10 trên+ dưới(4) 1K 2700 Đính bọ miệng túi 16 trên+ miệng túi 25 Máy bọ 1080 dưới(4)
Không bị xì lót túi, không 17 May lót túi(2) 25 1K 1080 sụp mí Thủ 18 Lộn lót túi(2) 10 2700 công 19 Mí lót túi(2) 22 1K 1227 May ba ghết đơn 20 22 vào TT trái(1) 1K 1227 21 Mí ba ghết đơn(1) 10 1K 2700 May dây kéo vào
Đặt thân phải lên dây kéo, 22 30 TT phải(1) 1K 900 diễu 0,3cm 26 lOMoAR cPSD| 41632112 May ba ghết đôi 23 25 vào thân(1) 1K 1080 24 Diễu cửa quần(1) 30 1K 900 Đều và không bị đùng 25 Ráp đáy TT(1) 25 1K 1080 May 2 đáy bằng nhau 26 Chốt ba ghết(2) 10 1K 2700 Đính bọ cửa 27 15 quần(2) Máy bọ 1800 334 27654 Cụm thân sau Lấy dấu miệng Phấn+ 28 25 1080 túi(1) thợ May nắp túi vào 29 15 TS(2) 1K 1800 Nắp túi vuông 30 Diễu nắp túi(2) 15 1K 1800 55 4680 Cum lắp ráp 31 VS dọc quần(2) 100 VS2K5C 270 Ôm bờ dọc quần 32 Mí dọc quần(2) 80 1K 378 Không sụp mí Lấy dấu để may 33 10 dây passant(6) Phấn 2700
Lấy dấu đúng thông số May dây passant 34 25 vào thân(6) 1K 1080 Tra lưng vào 35 170 thân(1) CD 159 Hai đầu lưng bằng nhau 36 May đáy sau(1) 40 1K 675 Hai đáy bằng nhau 37 VS bản lưng(2) 15 VS2K4C 1800 38 Chốt bản lưng(2) 10 1K 2700 Cắt gọt thai đầu 39 12 lưng(2) Kéo 2250
Đầu lưng vuông, dư 0,3cm May hai đầu Đầu lưng vuông, gấp 40 50 lưng(2) 1K 540 đường mí 0,1cm Đính bọ passant 41 30 dưới(6) Máy bọ 900 Chốt cạnh trên 42 24 passant(6) 1K 1125 Đính bọ passant 43 30 trên(6) Máy bọ 900 VS dàng quần+ 44 70 gắn dây khuy(2) VS2K5C 389 Ngã tư đáy trùng nhau 45 VS lai(2) 30 VS2K4C 900 Ôm bờ biên vải Đúng thông số, to bản 46 May lai(2) 40 1K 675 2,5cm và không vặn Lấy dấu thùa
Lấy dấu điểm giữa lưng 47 5 khuy(1) Phấn 5400 trái, cách đầu lưng 1cm 27 lOMoAR cPSD| 41632112 Máy 48 Thùa khuy(1) 10 2700 thùa Lấy dấu đính 49 15 nút(3) Phấn 1800 Máy 50 Đính nút(3) 40 675 đính
Cắt sạch chỉ thừa, tẩy vết 51 Cắt chỉ+ VSCN 30 Kéo 900 bẩn nếu có 52 Ủi thành phẩm 45 Bàn ủi 600 Ủi phẳng sản phẩm Thủ 53 KCS 50 540 công Thủ 54 Gấp xếp đóng gói 20 1350 công 951 31406 Tổng 1500
GHI CHÚ: Quy trình này là định mức bấm giờ thực tế mã hàng đang sản
xuất, trong quá trình thực hiện nếu có gì phát sinh thay đổi công nghệ,
máy móc thiết bị hoặc khách hàng điều chỉnh kĩ thuật thì đơn giá sẽ điều
chỉnh cho phù hợp tình hình mới.
CÁC TÍNH TOÁN DỰA THEO BẢNG QUY TRÌNH
Tổng thời gian chế tạo sản phẩm: 1500s
Nhịp độ sản xuất = 1500/25=60s
Năng suất đầu người = 27000/1500(sp)
Năng suất chuyền = 25*18=450(sp) Thời
gian hoàn thành = 1000/400= 2,5 ngày Số lượng thiết bị: + Máy may 1 kim: 10 cái
+ Máy vắt sổ 2 kim 4 chỉ: 3 cái
+ Máy vắt sổ 2 kim 5 chỉ: 3 cái + Máy đính bọ: 2 cái + Máy chạy lưng: 1 cái + Máy chạy pasant: 1 cái + Máy thùa: 1 cái + Máy đính: 1 cái + Bàn ủi:1 cái 28 lOMoAR cPSD| 41632112
2.3.3 Thiết kế chuyền
BẢNG THIẾT KẾ CHUYỀN MÃ HÀNG ÁO QUỐC PHÒNG Tên công Stt công T/G(s nhân đoạn Tên công đoạn ) Định mức sp Thiết bị 1 .Vy 5 May cá vai 25 325 1K 8 Diễu cá vai 25 325 14 May nắp túi 30 325 6 Cắt gọt cá vai 8 325 Kéo 28.600 1K 2. Thủy 18 May lộn lá cổ 60 325 Kéo+ Thủ 2 Cắt gọt cá eo 8 325 công 7 Lộn cá vai 10 325 15 Cắt gọt nắp túi 6 325 27.300 3.Phúc 23 Diễu cạnh nẹp ve 50 325 1K 9 Lấy dấu đấu túi 12 325 Phấn 19 Cắt gọt lá cổ 10 325 Kéo 20 Lộn lá cổ 10 325 Thủ công 11 Vắt sổ miệng túi 10 100 Vs2k4c 26.650 4. Nguyên 1 May cá eo 25 325 1K 4 Mí cá eo 25 325 10 May đấu túi 30 325 11 Vắt sổ miệng túi 10 10 vs2k4c 27.700 5. Quỳnh 16 Lộn nắp túi 20 325 Thủ công 17 Diễu nắp túi 50 325 21 Diễu lá cổ 10 325 1K 26.000 6.Trân 24 Lấy dấy tra nẹp 10 325 1K 25 May nẹp vào thân 70 325 27.650 7.Ngân 26 Lộn nẹp ve 10 325 38 Cắt gọt bát tay 10 325 Kéo +thủ công May diễu miệng 12 túi 15 325 1K 29 lOMoAR cPSD| 41632112 27 Diễu nẹp ve 50 325 27.625 8.Hùng 13 Ủi định hình túi 25 325 Bàn ủi Lấy dấu đóng túi+ 28 lấy dấu đóng túi 28 325 Phấn 32 Mí đô vào thân 30 325 1K 39 Lộn bát tay 10 325 Thủ công 27.625 9.Anh 29 May túi vào thân 80 325 1K 26.000 10.Đức May nắp túi vào 30 thân 25 325 Diễu cạnh trên 31 nắp túi 25 325 36 Diễu bọc bát tay 30 325 1K 26.000 11.Hồng 33 Ráp vai con 20 325 35 May cuốn thép tay 60 325 1K 26.000 12.Duyên 37 May lộn bát tay 40 325 1K 40 Diễu bát tay 30 325 48 Lấy dấu may cá eo 10 325 Phấn 2.600 13.An 41 Tra bát tay 100 270 1K 27.000 Tra tay+cá tay vào 14.Đức 42 thân 90 300 1K 27.000 46 Mí cổ + gắn size 75 325 1K 54 Cắt chỉ 50 200 Chỉ 26.650 1K 16.Xuân 47 Vắt sổ sườn 95 300 Vs2k4c 28.500 17.My 47 Vắt sổ sườn 95 25 34 Vắt sổ vai con 25 25 43 Vắt sổ tay 35 325 11 Vắt sổ nẹp ve 25 300 Vs2k4c 30 lOMoAR cPSD| 41632112 2630 Tra tay+cá vai vào 18.Linh 42 thân 90 300 1K 54 Cắt chỉ 50 10 Kéo 27.500 19.Thới 45 Tra cổ 150 180 1K 27.000 20.Quỳnh Tra tay + cá vai 42 vào thân 90 35 45 Tra cổ 150 150 1K 25.650 21.Nghĩa 49 May lai 75 325 1K 44 Lấy dấu tra cổ 10 325 Phấn 27.625 22.Tiến 50 Lấy dấu thùa khuy 20 325 52 Lấy dấu đính nút 20 325 Phấn 55 Uỉ thành phẩm 40 325 Bàn ủi 54 Cắt chỉ 50 10 Kéo 26.500 23.Nguyệt 53 Đính nút 85 310 Máy đính 26.350 Máy thùy 24.Uyên 51 Thùa khuy 85 310 khuy 26.350 25.Phương 54 Cắt chỉ 50 105 Kéo 56 Gấp xếp, đóng gói 50 325 Thủ công 51 Thùa khuy 85 15 Máy thùa 53 Đính nút 25 195 Máy đính nút 271.400
BẢNG THIẾT KẾ CHUYỀN MÃ HÀNG QUẦN QUỐC PHÒNG Mã hàng: QP002 Khách hàng: sinh viên Số Thời gian Tên công nhân công Tên công đoạn Định mức (s) Thiết bị đoạn 1 Vắt sổ ba ghết đôi 15 450 1.Xuân 2 Vắt sổ ba ghết đơn 15 450 VS 2K,4C 3 Vắt sổ đáy trước 20 450 31 lOMoAR cPSD| 41632112 4 Vắt sổ đáy sau 20 200 26500(s) 5 Lấy dấu thun lưng 10 450 Phấn 6 May thun vào dây lưng 25 450 2.Thủy 1K 7 May nắp túi 15 450 8 Lộn nắp túi 10 450 Thủ công 27000(s) 9 Diễu nắp túi 15 450 3.Vy 11
May định hình miệng túi 25 450 1K 13 Mí chặn miệng túi 20 450 27000(s) 10 May dây passant 15 450 1K 14 4.Phúc Diễu nắp túi 20 450 Đính bọ miệng túi 16 25 trên+miệng túi dưới 450 Máy bọ 27123(s) 12 Bấm miệng túi 10 450
May chốt miệng túi trên + 15 10 450 5.Thùy miệng túi dưới 17 May lót túi 25 450 29 May nắp túi vào thân sau 15 450 27000(s) 19 Mí lót túi 22 450 6.Hồng 21 Mí ba ghết đơn 10 450 1K 24 Diễu cửa quần 30 450 27000(s) 7.Hùng 23
May ba ghết đôi vào thân 25 450 25 Ráp đáy 25 450
Đính bọ miệng túi trên 15 10 +dưới 450 27000(s) 32 lOMoAR cPSD| 41632112
May ba ghết vào thân trước 20 22 trái 450 8.Đức 30 Diễu nắp túi 15 450 28 Lấy dấu miệng túi 25 380 26150(s) 9.Duyên 32 Mí dọc quần 80 340 1K 26150(s)
May dây kéo vào thân trước 22 30 400 10.Nghĩa phải 1K 26
May ba ghết đôi vào thân 10 450 32 Mí dọc quần 80 110 26300(s) 11.Uyên 11 Vắt sổ dọc quần 100 260 1K 26000(s)
Vắt sổ dàng quần+gắn dây 12.Tiến 44 70 khuy 372 2K,5C 26040(s)
Vắt sổ dàng quần+gắn dây 44 70 178 13.Nguyên khuy VS 2K 5C 31 Vắt sổ dọc quần 100 140 26460(s) 14.Anh 35 Tra lưng vào thân 170 160 CD 27200(s) 15.Ngân 35 Tra lưng vào thân 170 160 CD 27200(s) 35 Tra lưng vào thân 170 130 16.Trân CD+Phấn
Lấy dấu để may dây passant 33 10 vào thân 450 26600(s) 39 Cắt gọt 2 đầu lưng 12 450 17.Linh 36 May đáy sau 40 450 1K+Kéo 38 Chốt bản lưng 10 450 33 lOMoAR cPSD| 41632112 27900(s) 43 Đính bọ passant trên 30 450 18.Thới Đính bọ 41 Đính bọ pasant dưới 30 450 27000(s) 42 Chốt cạnh trên passant 24 450 19.My 1K 46 May lai 40 380 26000(s) 46 May lai 40 88 20.An 1K 40 May hai đài lưng 50 450 26020(s) 37 Vắt sổ bản lưng 15 450 VS 2K 4C 21.Thi 51 Cắt chỉ+VS công nghệp 30 31 +Phấn+kéo 49 Lấy dấu đính nút 15 450 27930(s) 45 Vắt sổ lai 30 450 VS 2K 4C 22.Tiên 51 Cắt chỉ+VS công nghệp 30 419 +kéo 26070(s) 47 Lấy dấu thùa khuy 5 450 Phấn+máy 23.Quỳnh 48 Thùa khuy 10 450 thùa+bàn ủi 52 Uỉ thành phẩm 45 450 2700(s)
May dây kéo vào thân trước 22 30 phải 50 1K 28 Lấy dấu miệng túi 25 124 Phấn 24.Phương 50 Đính nút 40 450 Máy đính 53 KCS 50 110 Thủ công 28100(s) 53 KCS 50 340 25.Nguyệt 54 Gấp xếp + đóng gói 20 450 Thủ công 26000(s)
2.3.4 Thiết kế mặt bằng phân xưởng 34 lOMoAR cPSD| 41632112
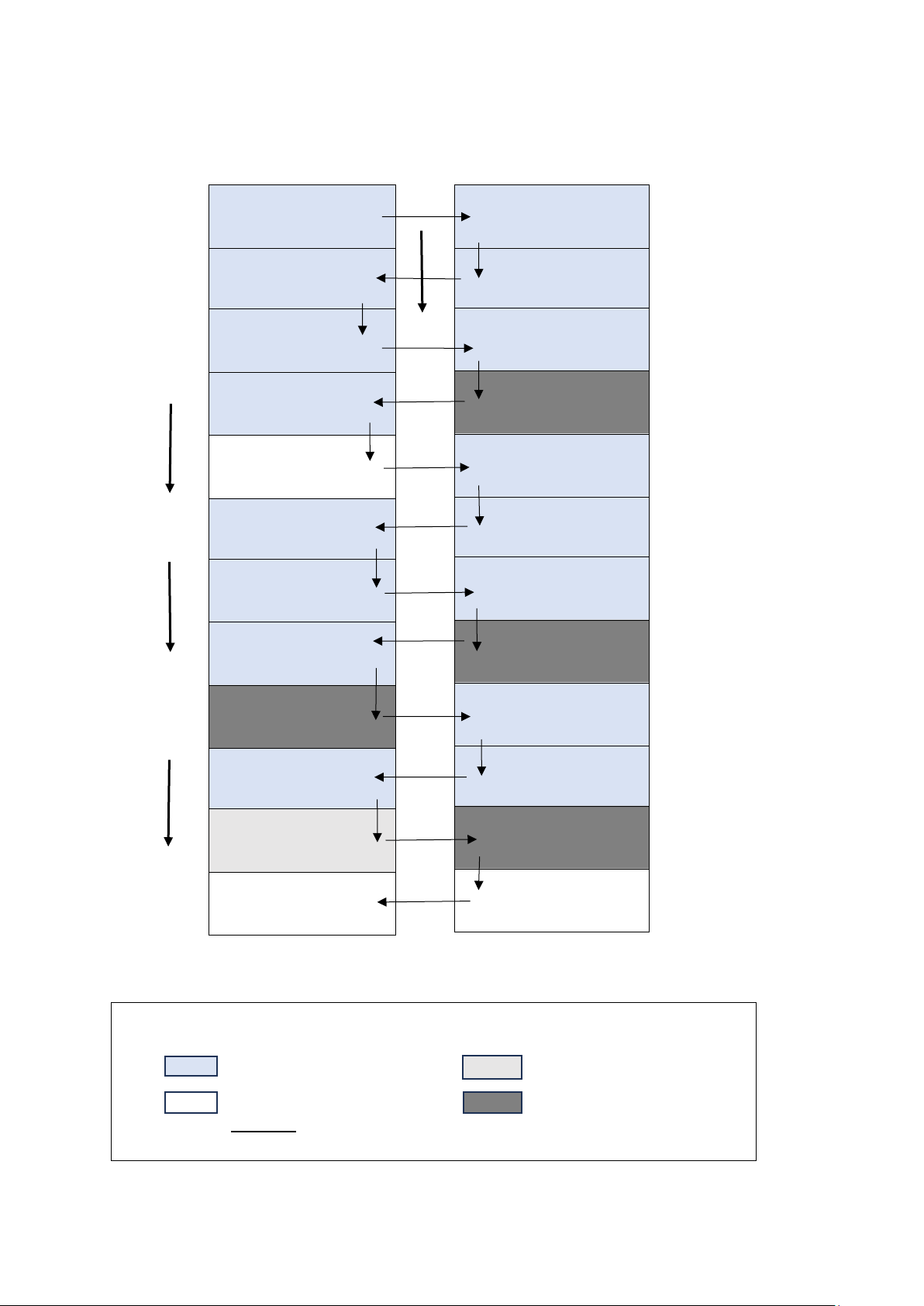
SƠ ĐỒ THIẾT KẾ MẶT BẰNG CHUYỀN ÁO QUỐC PHÒNG
( Bao gồm: 16 máy 1 kim, 2 máy VS2K4C, 1 máy thùa, 1 máy đính) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 KCS Ghi chú: Máy may một kim Ủi
Thủ công Máy vắt sổ, thùa, đính Hướng đi của vải 35 lOMoAR cPSD| 41632112
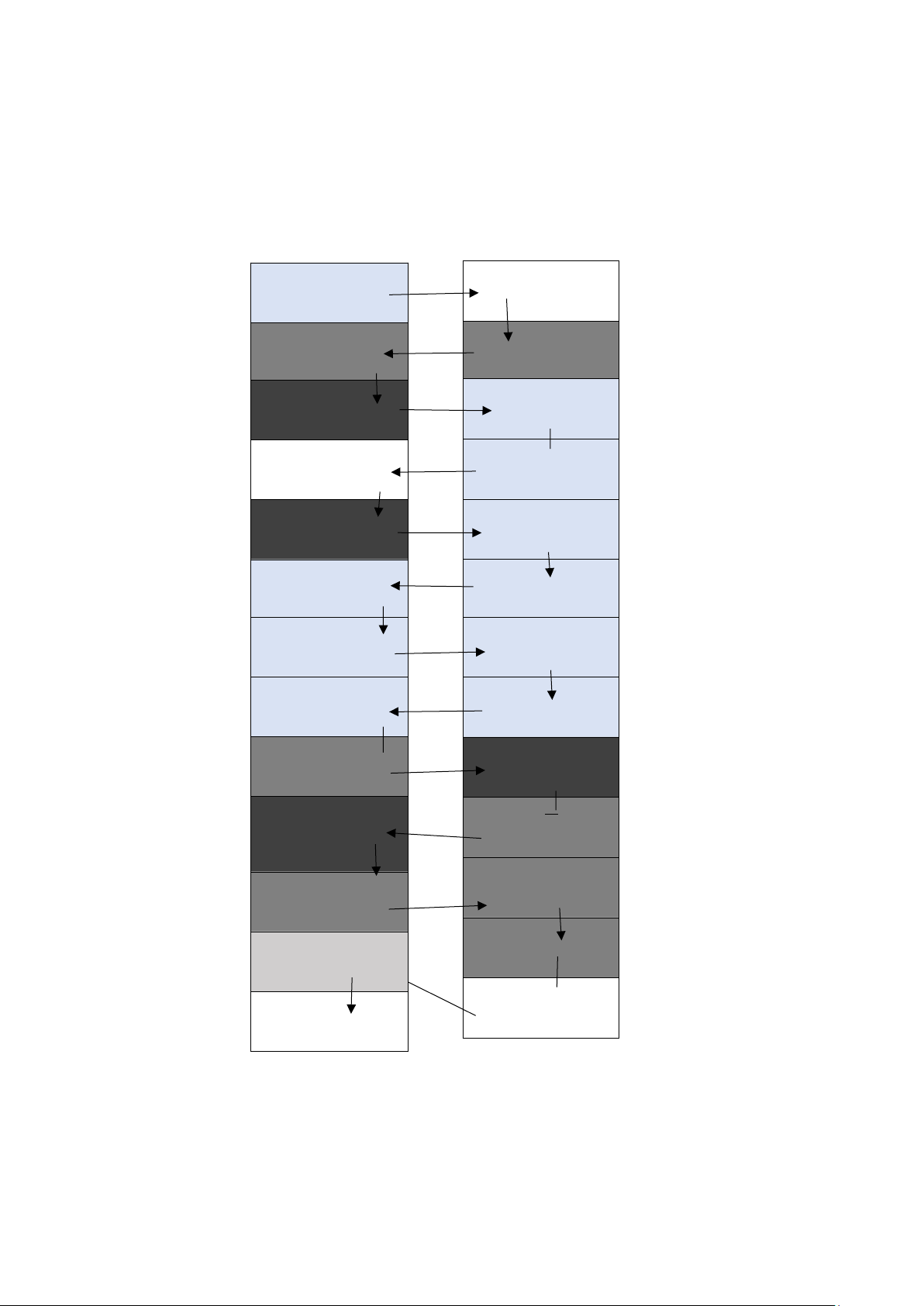
SƠ ĐỒ THIẾT KẾ MẶT BẰNG CHUYỀN QUẦN QUỐC PHÒNG (
Bao gồm: 10 máy 1 kim, 2 máy VS2K4C, 3 máy VS2K5C, 2 máy đính
bọ, 4 máy chuyên dụng, 1 máy thùa, 1 máy đính, 1 bàn ủi) Ngân Tiên Mai Thư Lan Oanh Yến Oanh Phước Huyền Nhi Trân Quỳnh Vi Hân Ánh Như Sơn Phụng Trinh Quỳnh T hư Nguyên Nhi Huy Lan Oanh Gấm KCS Duyên 36 lOMoAR cPSD| 41632112 Ghi chú:
Máy 1 kim Máy thùa, máy đính,VS Máy chuyên dụng Ủi
Thủ công Hướng đi của sản phẩm
CHƯƠNG II: TRIỂN KHAI SẢN XUẤT
Triển khai sản xuất ở khâu cắt
Khi hoàn thành hết các khâu chuẩn bị cho sản xuất sẽ tiến hành sản xuất đơn
hàng, khi có lệnh sản xuất bộ phận kho sẽ cấp phát nguyên phụ liệu cần thiết
cho bộ phận cắt để triển khai sản xuất cho mã hàng. Phiếu cấp nguyên phụ liệu
cho mã hàng #QP002 Tác nghiệp cắt
Nhận bảng cân đối NPL từ khâu cân đối kết hợp với bộ phận sơ đồ của Công ty
để lấy số liệu và order sản xuất để lấy tỷ lệ tác nghiệp.
Dựa vào bảng màu, định mức phụ liệu để cấp phát bán thành phẩm và phụ liệu cho các chuyền may.
BẢNG TÁC NGHIỆP SƠ ĐỒ CẮT
Mã hàng: #QP002 Khách hàng: sinh viên Số lượng:1000 Số Ghi STT Sơ đồ Màu Bàn cắt lớp Số lượng chú M/1 1 1 L/1 50 4 400 M/1 2 1 XL/1 50 3 300 L/1 3 1 XL/1 50 3 300 TỔNG 1000 Ngày...tháng...năm....
Người duyệt Người lập bảng
Tiêu chuẩn cắt – Hoạch tính bàn cắt
Bộ phận cắt sẽ nhận tài liệu từ phòng k礃̀ thuật bao gồm :
+ Bảng hướng dẫn sử dụng nguyên phụ liệu 37 lOMoAR cPSD| 41632112 + Mẫu rập cứng + Sơ đồ + Bảng tác nghiệp
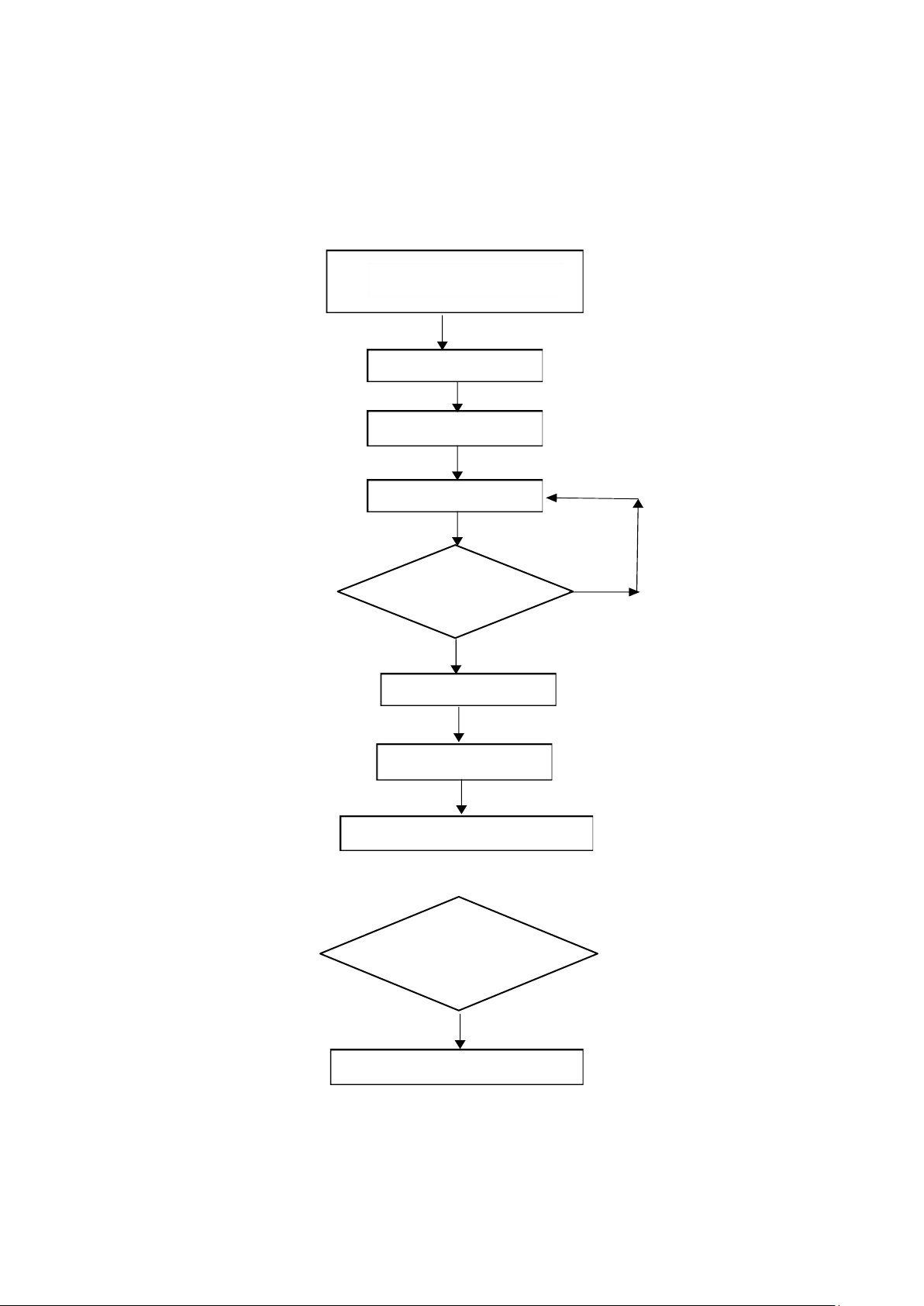
+ Lệnh cấp phát nguyên liệu Chuẩn bị đầu vào Trải NPL Sang sơ đồ Cắt NPL Không đạt Kiểm tra cắt Đánh số Ủi ép Bóc tập – phối kiện Kiểm tra Đạt Nhập kho BTP
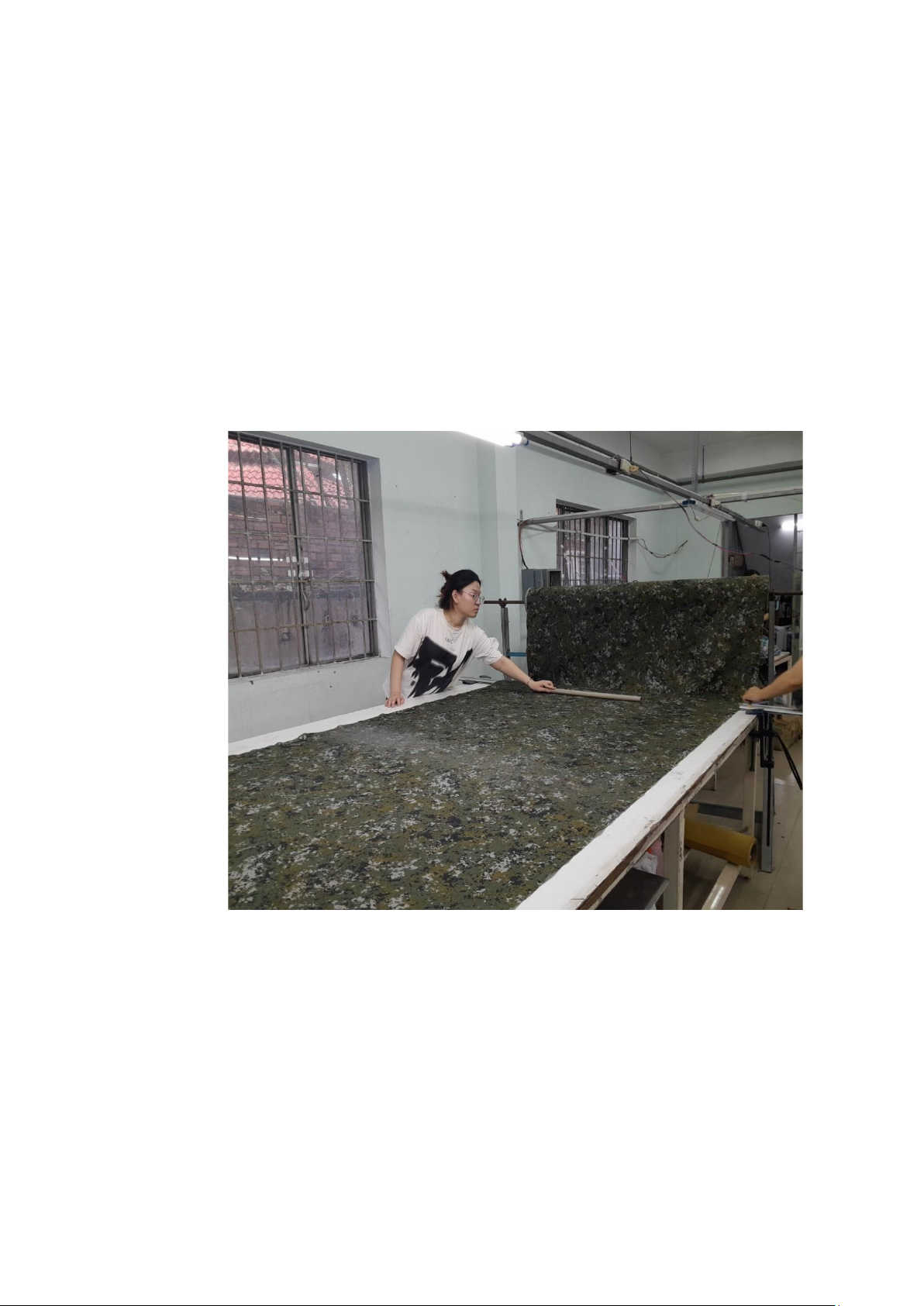
Sơ đồ : quá trình sản xuất tại chuyền cắt 38 lOMoAR cPSD| 41632112 Trải vải:
Trải vải là cách đặt chồng lên nhau nhiều lớp vải tương đương nhau về khổ và
chiều dài trên một bàn cắt, để sang sơ đồ lên bàn vải
Tùy vào mã hàng và loại vải mà ta có: cách trải vải, chiều dài bàn trải, số lớp
vải. Trước khi trải các lớp vải ta trải một lớp giấy mềm trước (để sau khi trải
xong bàn vải ta có thể di chuyển bàn vải dễ dàng và thuận tiện cho việc cắt vải).
Tiến hành trải vải theo phương pháp trải vải cắt đầu bàn có chiều (trải gián đoạn,
trải vải một chiều): các lớp vải đi cùng chiều. Lớp vải cắt xong sẽ được cắt đầu bàn.
Hình 1.1 Trải vải mã hàng QP002 *Tiến
hành sang sơ đồ và tiến hành cắt:
Sang sơ đồ là việc truyền tải thông tin từ sơ đồ lên bàn vải sao cho đảm bảo độ
chính xác, đầy đủ và đảm bảo yêu cầu k礃̀ thuật.
Cắt phá bàn vải bằng máy cắt tay (máy cắt di động).
Cắt thô những chi tiết lớn: kiểm tra sơ bộ trước khi cắt, cắt cùng tập vải. 39 lOMoAR cPSD| 41632112
Cắt tinh để cắt những chi tiết nhỏ cần độ chính xác cao bằng máy cắt vòng (máy cắt cố định). Tiến hành cắt
Đánh số: Đánh số là sử dụng các dụng cụ cần thiết đánh số trên vị trí qui định của chi tiết:
Tránh hiện tường khác màu trên các chi tiết của một sản phẩm.
Kiểm tra số lớp vải đã trải trên một bàn cắt.
Dễ dàng bóc tập và điều động rải chuyền.
Dễ dàng phân biệt được mặt trái, mặt phải của vải trong quá trình may. Dụng cụ
đánh số ở chuyền cắt: Bút chì đối với chi tiết lớn. Ký hiệu đánh số là số thứ tự 1,2,3… 40 lOMoAR cPSD| 41632112 * QUY CÁCH ĐÁNH SỐ
1.4Triển khai sản xuất ở chuyền may -Chuẩn bị tại chuyền 41 lOMoAR cPSD| 41632112
Một dây chuyền sản xuất muốn đạt kết quả cao ,năng suất cũng như chất lượng
tốt thì điều đầu tiên không thể thiếu đó là cở sở hạ tầng cùng năng lực . Để giải
quyết công việc trong chuyền một cách hiệu quả thì yêu cầu nhân viên văn
phòng k礃̀ thuật phải xây dựng lên các văn bản mà trong đó bao gồm các quy
định các yêu cầu cần đạt được cho một mã hàng . Cứ một mã hàng sẽ suyên suốt một văn bản khác nhau .
-Chuẩn bị máy móc ,thiết bị : Hình 1.9 Máy đính bọ
Hình 1.10 Máy cắt Hình 1.11 Bàn ủi
Nhận bán thành phẩm và rải chuyền 42 lOMoAR cPSD| 41632112
Hình 1.12 Nhận bán thành phẩm
* Điều động rải chuyền
- Theo chức năng nhiệp vụ đã được phân công trên từng bộ phận để rải bán
thành phẩm đến nơi sản xuất.
- Thường xuyên theo dõi tiến độ trên từng bộ phận, kịp thời điều phối bán
thành phẩm để không bị ứ hoặc không đủ việc làm.
- Theo dõi, hướng dẫn công nhân thực hiện đúng mọi quy trình, thao tác, kịp
thời ngăn chặn các sai sót, đảm bảo đúng các yêu cầu trên văn bản k礃̀ thuật.
- Điều hành các công việc trên chuyền, đúng theo tiến độ kế hoạch được giao
và giải quyết mọi sự cố phát sinh trong quá trình sản xuất.
Căn cứ kế hoạch giao hàng do phòng kế hoạch giao hàng cung cấp, chuyền
trưởng chuyền hoàn tất lên kế hoạch cho các bộ phận trong chuyền thực hiện theo tiến độ giao hàng.
Quy trình kiểm tra sản phẩm cuối chuyền :
Quá trình kiểm tra ở đây được hiểu rằng kiểm tra về chất lượng kiểm tra về k礃̀
thuật may từng công đoạn .Để sớm phát hiện và xử lý sửa chửa kịp thời Quy
trình kiểm áo quốc phòng: 43 lOMoAR cPSD| 41632112 Bước 1- Đo cổ, kiểm
Bước 2- Kiểm nẹp ve, đầu Bước 3- Kiểm đường Bước 4- Kiểm
diễu lá cổ, tra mí, 2 vai ve,đường diễu ve. may túi có xù chỉ bỏ đường VS vòng con lật về TS,kiểm tra mũi hay không? nách lật về TS, mũi chỉ chốt tay trùng nhau, bát tay, mí diễu bát tay Bước 5- Kiểm tra sườn
Bước 6- kiểm đầu lai nẹp Bước 7- Kiểm đô thân Bước 8- Kiểm áo thân trước, khuy+ lai trái sang lai sau (Mặt trái). sườn áo, nách phải( mặt trái) trước + vai con Bước 9 Kiểm sự đối
Bước 10- Kiểm lai áo nẹp Bước 11- Kiểm mặt
xứng 2 bát tay+2 đường khuy, nút phải theo trình tự. xếp ly+chiều dài 2 bên thép tay Bước 12- Kiểm mặt Bước 13- Kiểm túi thân Bước 14- Kiểm nẹp Bước 15- Kiểm
phải lá cổ. 2 đầu lá cổ+
trái+ nắp túi+ độ che phủ khuy+đầu lai tra đô áp+đường
2 đường bâu cổ+đường của nắp túi mí đô. diễu+ đường mí Bước 16- Kiểm vòng Bước 17- Kiểm túi thân Bước 18- Kiểm nẹp Bước 19- Kiểm nách trái+cá vai+đường
phải+nắp túi+ độ che phủ nút+lai vòng nách
diễu cá vai+sườn áo+cá của nắp túi phải+cá vai+diễu eo cá vai+sườn áo+cá eo Bước 20- Kiểm tra đối
Bước 21- Kiểm đối xứng Bước 22- Kiểm đối xứng nẹp cá vai xứng vai con+lai áo
khuy,nút+kiểm đối xứng túi,nắp túi
Quy trình kiểm quần quốc phòng:
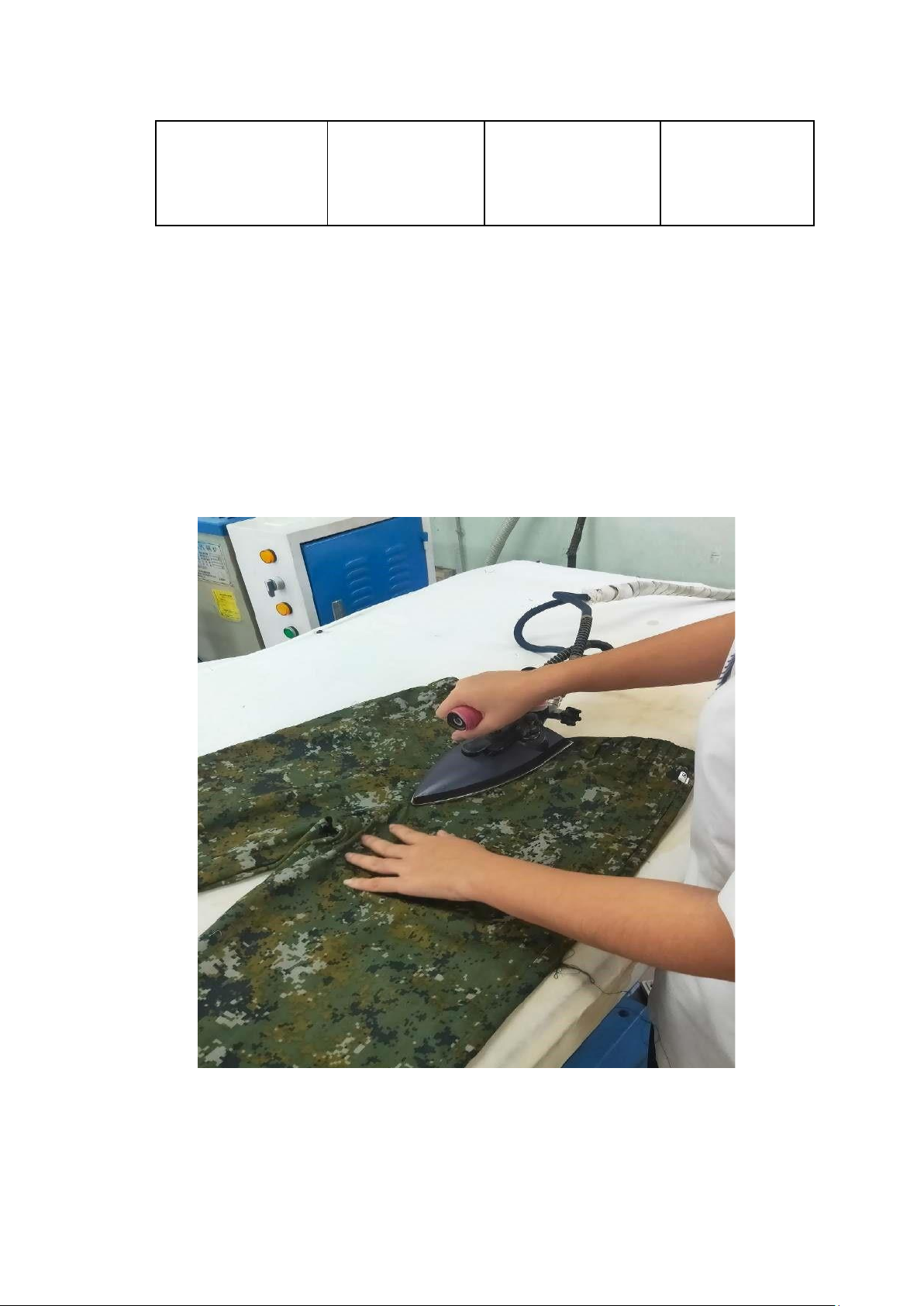
Kiểm tra lưng quần, Kiểm ba ghết đôi. 2 đầu lưng đối Kiểm lót túi Kiểm dọc quần, xứng+đường mí +đường mí lót túi Kiểm lai quần đường VS bảng lưng trái( mặt trái). Kiểm mặt sau,bản Kiểm giàng quần, Kiểm lót túi+đường lưng+đường mí đường VS+ đáy Kiểm lai phải mí lót túi lưng + đường đáy quần quần(mặt trái) kiêm mặt phải Kiểm đường may kiểm giàng kiểm lai phai+dọc TT,cửa quần+ nắp túi giả+dọc quần+đường may quần+đáy quần lưng quần+2 đầu quần+lai( mặt trái) nắp túi giả(mặt trái) lưng+2 đĩa trước Kiểm túi+ đường Kiểm lai TT Kiểm mặt phải diễu miệng túi+ phải+đường mí dọc thân sau,2 đầu đường mí dọc kiểm giàng quần+đường diễu lưng+đường mí quần+ lai TT quần+ngã 4 đáy miệng túi(mặt phải) lưng+4 đĩa TS trái(mặt phải) 44 lOMoAR cPSD| 41632112 Kiểm TS+đáy Kiểm đối xứng (2 sau+nắp túi nắp túi, dài 2 giả+đường diễu nắp miệng túi,2 ống túi quần 1.5Hoàn tất sản phẩm *Ủi thành phẩm
- Mở rộng cổ áo, ủi mặt trái thân sau
- Gấp nẹp khuy vào và ủi
- Gài nút áo lại ủi hai vai trước
- Ủi lai khuy và thân khuy, lai nút và thân nút - Ủi túi
- Lật áo ra sau, ủi thân trước, thân sau và đô
Hình 1.13 Ủi thành phẩm áo quốc phòng Gấp xếp
Các sản phẩm ủi đạt yêu cầu được chuyển qua bộ phận gắn thẻ bài và gấp
xếp, tùy từng mã hàng sẽ có cách gấp xếp khác nhau hoặc theo yêu cầu
của khách hàng. Sản phẩm sẽ được kiểm gắp xếp là kiểm định hình khâu 45 lOMoAR cPSD| 41632112
cuối đảm bảo không được nhăn và định hình theo áo mẫu khách hàng,
size, nhãn…. Sản phẩm đạt yêu cầu sẽ được vô bao, đóng gói 46 lOMoAR cPSD| 41632112
Hình 1.14. Gấp xếp áo quốc phòng 47 lOMoAR cPSD| 41632112
Hình 1.15 Gấp xếp quần quốc phòng *Đóng gói
- Nhận phụ liệu đóng gói.
- Kiểm tra kích cỡ, só lượng có đúng yêu cầu của mã hàng.
- Sản phẩm vào bao phải sạch sẽ không dính bụi vải hoặc đầu chỉ.
- Đầy đủ các loại nhãn keo theo TCKTĐóng thùng
CHƯƠNG III. KẾT LUẬN VÀ KIẾN NGHỊ Kết luận
Với sự phát triển vượt trội của xã hội hiện nay, đặc biệt là sự xuất hiện của
cách mạng công nghiệp 4.0, thế giới đã chứng kiến vô số những đổi mới,
thành tựu nổi bật. Trong đó, ngành dệt may vẫn giữ được vai trò chủ đạo 48 lOMoAR cPSD| 41632112
và được đầu tư để tiếp tục phát triển. Với những đóng góp mang tính bền
vững, vai trò của ngành dệt may luôn được đề cao, đặc biệt là hiệu quả đối với kinh tế.
Sau 10 tuần học hỏi và thực tập tại xưởng TTCNM trường Cao Đẳng Công
Nghệ TPHCM đã giúp em được tiếp xúc thực tế tại xưởng, được biết nhiều
hơn về các loại máy trong xí nghiệp. Được tận tay va chạm với các máy.
Môi trường học tập và làm việc thoải mái. Cảm thấy tay nghề của mình
cứng cáp hơn rất nhiều so với những ngày đầu thực tập, còn bỡ ngỡ, nhút nhát ….
Em xin chân thành cảm ơn các Thầy, Cô và các anh chị ở các bộ phận đã
giúp đỡ em hoàn thành báo cáo này. Kiến nghị
Do còn thiếu nhiều về kinh nghiệm cũng như về thời gian nên báo cáo này
không thể tránh khỏi có những sai sót. Vì vậy, Em rất mong nhận được sự
giúp đỡ, chỉ bảo, đóng góp ý kiến của các thầy cô giáo, các anh chị ở các
bộ phận nghiệp vụ của xưởng để em có thể hoàn thiện tốt hơn. 49