Bài giảng Chương 2: Quản trị công suất môn Quản lí sản xuất | Đại học Bách Khoa Hà Nội
Bài giảng Chương 2: Quản trị công suất môn Quản lí sản xuất | Đại học Bách Khoa Hà Nội. Tài liệu được sưu tầm giúp bạn tham khảo, ôn tập và đạt kết quả cao. Mời bạn đọc đón xem.
Môn: Quản lí sản xuất (EM3417) 18 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.7 K tài liệu
Tác giả:





Preview text:
TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI
VIỆN KINH TẾ VÀ QUẢN LÝ
CHƯƠNG 2: QUẢN TRỊ CÔNG SUẤT EM 3417
PGS. TS. Trần Thị Bích Ngọc
Bộ môn Quản lý Công nghiệp
Email: ngoc.tranthibich@hust.edu.vn
EM 3417 Quản trị sản xuất 1 Các nội dung chính
2.1. Khái niệm về công suất và quản trị công suất
2.2. Phân loại về công suất
2.3. Tính công suất của HTSX
2.4. Các chỉ tiêu đánh giá về sử dụng công suất
2.5. Bài tập thực hành chương
EM 3417 Quản trị sản xuất 2 Mục tiêu chương
• Nắm được khái niệm cơ bản của chương về công suất;
• Vận dụng lý thuyết để giải quyết các bài
tập trắc nghiệm và định lượng của chương;
Tài liệu tham khảo
Các sách về QTSX tiếng Việt và tiếng nước
ngoài; Slides bài giảng của giảng viên;
EM 3417 Quản trị sản xuất 3
2.1. Khái niệm về công suất (Capacity)
Công suất: là khả năng sản xuất của một HTSX (một
máy, dây chuyền, phân xưởng, nhà máy, ngành công
nghiệp) trong một đơn vị thời gian (năm, quý, tháng,
tuần, ngày, ca, giờ, phút…).
Công suất cho biết giới hạn về sản xuất của một hệ
thống sản xuất trong một đơn vị thời gian và trong điều kiện xác định.
Công suất là yếu tố đầu vào cần thiết của bất cứ quá
trình hoạch định sản xuất nào.
E M 3417 Quản trị sản xuất 4 Phương pháp tính công suất Tính theo sản Tính theo giá trị Tính theo yếu phẩm đầu ra đầu ra tố đầu vào
Đơn vị hiện vật theo Đơn
Đơn vị theo các yếu tố đầu
vị giá trị (thể hiện ra của HTSX: cả
đầu vào của HTSX, Chiếc
về chất và lượng sản , tấn, mét, mét phẩm đầu ra) của HTSX:
như: người, giờ công, vuông… VNĐ, USD, EURO… máy, giờ máy, tấn…
EM 3417 Quản trị sản xuất 5
CÁC NỘI DUNG CHÍNH CỦA QUẢN TRỊ CÔNG SUẤT Hoạch định
Kiểm soát sử dụng công suất công suất Hoạch định quy mô sản
- Theo dõi, đánh giá về sử
xuất để đáp ứng nhu cầu dụng công suất;
thị trường và đảm bảo
- Điều chỉnh công suất (khi năng lực cạnh tranh cho
cần) để thực hiện kế hoạch HTSX; sản xuất đã đề ra;
EM 3417 Quản trị sản xuất 6
QUẢN TRỊ CÔNG SUẤT Hoạch định Dài hạn công suất Trung hạn Kiểm soát sử dụng Ngắn công suất hạn
EM 3417 Quản trị sản xuất 7
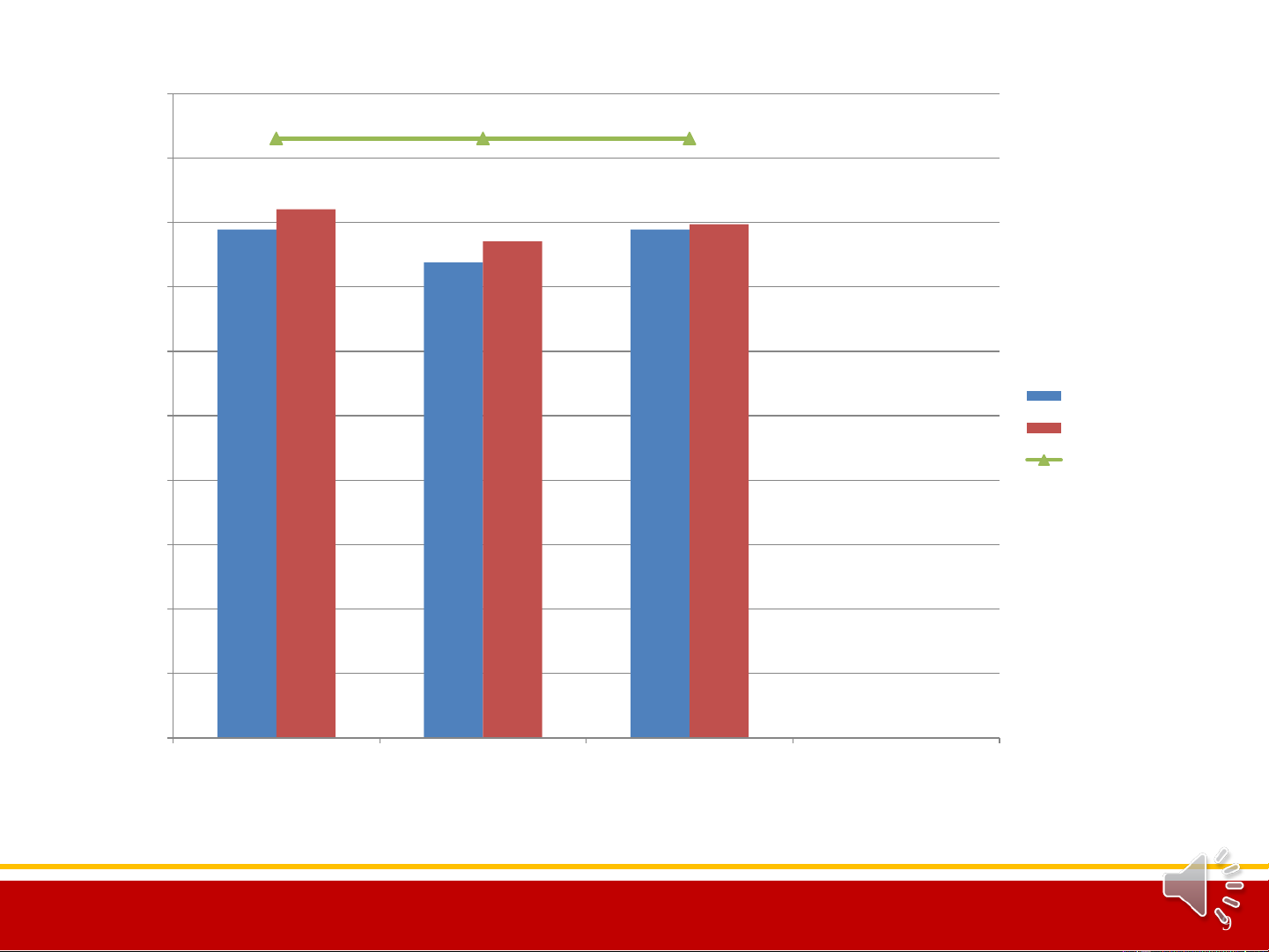
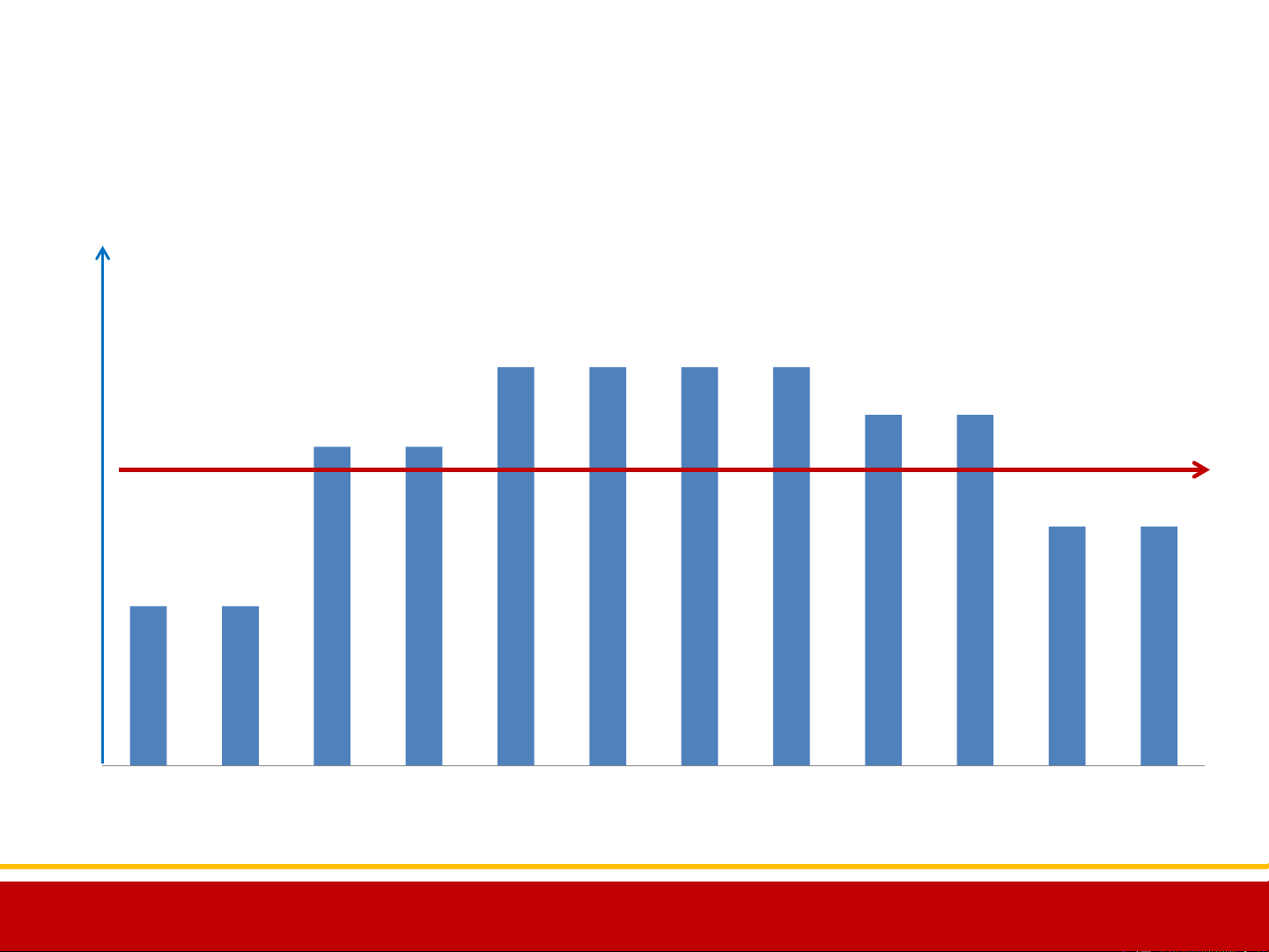
KIỂM SOÁT SỬ DỤNG CÔNG SUẤT 100 93 93 93 90 82.05 78.9 78.9 79.72 80 77.07 73.8 70 60 % Thực tế TGMC 50 % Tỷ lệ sử dụng máy % Mục tiêu TGMC 40 Tỷ lệ thời 30 gian Sử dụng máy 20 Thấp hơn mục tiêu => 10 Xây dựng hành 0 Động khắc 1 2 3
Báo cáo theo dõi tình hình sử dụng công suất máy ép nhựa
3 tháng đầu năm 2020
EM 3417 Quản trị sản xuất 9
2.2. Phân loại về công suất
2.2.1. Theo thời gian Công suất Công suất Công suất bình đầu kỳ cuối kỳ quân trong kỳ Công suất của cả kỳ Công suất của cả kỳ
nhưng tính theo điều nhưng tính theo Công suất bình
kiện cơ sở vật chất
điều kiện cơ sở vật quân trong suốt
sản xuất tại thời
chất sản xuất tại kỳ xem xét điểm đầu kỳ
thời điểm cuối kỳ
EM 3417 Quản trị sản xuất 9 Ký hiệu:
Cs-đk: là công suất đầu kỳ;
Cs-ck: là công suất đầu kỳ;
Cs-tăng: là công suất tăng trong kỳ do đưa thêm máy móc,
thiết bị, nhân công mới vào;
Cs-giảm: là công suất giảm trong kỳ do đưa ra khỏi sản
xuất các máy móc, thiết bị, nhân công
Cs-tckt: là công suất tăng thêm do áp dụng các biện pháp
tổ chức-kỹ thuật, ví dụ: áp dụng các biện pháp tổ chức-kỹ
thuật làm tăng năng suất, ví dụ áp dụng sáng kiến cải tiến
kỹ thuật, cải tiến hình thức lương, thưởng…
𝑪𝑪𝑪𝑪 kỳ: là công suất bình quân kỳ;
Cs-ck = Cs-đk + Cs-tăng - Cs-giảm + Cs-tckt
EM 3417 Quản trị sản xuất 10
Ví dụ 1. về tính công suất bình quân
Sau đây là kế hoạch của phòng công nghệ trong năm 2019 Thời gian
Số máy đang có; Biến động tăng(+); Lý do (đv: máy)
giảm (-); (đv: máy) Đầu năm 100 01.03.2019 + 10 Đưa thêm vào sản xuất 01.05.2019 + 5 Đưa thêm vào sản xuất 01.09.2019 - 3 Đưa đi sửa chữa đến cuối năm 01.11.2019. -7 Đưa đi sửa chữa đến cuối năm
EM 3417 Quản trị sản xuất 11
a) Tính công suất đầu năm?
b) Tính công suất cuối năm?
c) Tính công suất bình quân năm?
d) Nếu 01.12.2019 đưa vào 1 sáng kiến cản
tiến kỹ thuật làm năng suất các máy tăng lên
10 % thì công suất bình quân năm tăng lên
bao nhiêu phần trăm so với trước đây (so sánh với câu c )?
EM 3417 Quản trị sản xuất 12
HƯỚNG DẪN GIẢI VÍ DỤ 1 Số máy 115 115 115 115 112 112 110 110 CS bình quân 105 105 100 100 1 2 3 4 5 6 7 8 9 10 11 12 Tháng
EM 3417 Quản trị sản xuất 13
a) Công suất đầu năm = Số máy đầu năm = 100 (máy);
b) Số máy cuối năm =105 (máy);
c) Số máy trung bình năm theo tính theo phương pháp
bình quân gia quyền theo số tháng sử dụng máy;
Cs bình quân năm = 109,5 (máy);
d) Cs bình quân năm = 110,375 (máy);
Công suất bình quân năm tăng lên 0,92% so với trước; E
M 3417 Quản trị sản xuất 14
2.2.2. Theo không gian Công suất 1 Công suất 1 Công suất 1 Công suất 1 máy (1 chỗ bộ phận SX phân xưởng nhà máy làm việc) PX Phôi PX gia Máy tiện công cơ khí BP Phay PX lắp ráp Bộ phận tiện
Phân xưởng gia công cơ
EM 3417 Quản trị sản xuất 15
2.2.3. Theo năng lực sử dụng công suất
Công suất thiết kế
Công suất hiệu quả
Công suất thực tế (Design capacity) (Effective capacity) (Actual output)
là công suất tối đa
là công suất tối đa là công suất
trong điều kiện thiết trong điều kiện đạt được trong
kế (lý tưởng hoặc lý
thực tế nhất định thực tiễn thuyết);
CS thực tế ≤ CS hiệu quả ≤ CS thiết kế
EM 3417 Quản trị sản xuất 16
2.3. Tính công suất của HTSX Nguyên tắc tính:
1. tính theo khâu nút cổ chai(Bottleneck) - là nơi công suất thấp nhất hệ thống
2. tính từ thấp-> cao theo HTSX (từ 1 chỗ làm việc, 1 máy-> 1
bộ phận sản xuất -> 1 phân xưởng -> 1 nhà máy -> 1 ngành
công nghiệp về 1 sản phẩm sản xuất nào đó…). CS PX1 = CS PX2= CS PX3 = 1200 tấn 900 tấn 1250 tấn
CS chung của dây chuyền = 900 tấn (PX nút cổ chai)
EM 3417 Quản trị sản xuất 17
Các nguồn lực đầu vào: Nhân lực Máy móc Các sản Trung phẩm, dịch vụ Nguyên tâm SX vật đầu liệu ra ….
Nguồn lực đầu vào “nút
cổ chai” sẽ quyết định công suất chung của
Nguyên tắc 1: nút cổ chai trung tâm SX
EM 3417 Quản trị sản xuất 18 BP PHAY BP TIỆN Tính Cs của 1 máy BP MÀI
Tính Cs của một bộ phận
(PX) sản xuất gồm nhiều máy cùng chức năng … Tính Cs của phân xưởng
Nguyên tắc 2: Tính công suất từ mắt xích gồm nhiều bộ phận SX
thấp nhất => cao theo hệ thống sản xuất
EM 3417 Quản trị sản xuất 19
TÍNH CÔNG SUẤT THEO “NÚT CỔ CHAI”- BOTTLENECK
Tính theo các đầu vào-nút cổ chai lần lượt là:
• MÁY MÓC THIẾT BỊ CÔNG NGHỆ; • NHÂN CÔNG; • NGUYÊN VẬT LIỆU;
• MẶT BẰNG, KHÔNG GIAN SẢN XUẤT…
EM 3417 Quản trị sản xuất 20
Tài liệu liên quan:
-

Bài giảng Chương 1: Tổng quan chung về quản trị sản xuất môn Quản lí sản xuất | Đại học Bách Khoa Hà Nội
32 16 -
Bài giảng Chương 3: Chu kỳ sản xuất môn Quản lí sản xuất | Đại học Bách Khoa Hà Nội
31 16 -
Bài giảng Chương 4: Kế hoạch hóa sản xuất môn Quản lí sản xuất | Đại học Bách Khoa Hà Nội
30 15 -
Ngân hàng bài tập Chương 8 môn Quản lý sản xuất | Đại học Bách khoa Hà Nội
364 182