Bài tập lớn Thiết kế cung cấp điện cho Nhà máy Luyện kim mầu môn Hệ thống cung cấp điện | Đại học Bách Khoa Hà Nội
Bài tập lớn Thiết kế cung cấp điện cho Nhà máy Luyện kim mầu môn Hệ thống cung cấp điện | Đại học Bách Khoa Hà Nội. Tài liệu được sưu tầm giúp bạn tham khảo, ôn tập và đạt kết quả cao. Mời bạn đọc đón xem.
Môn: Hệ thống điện 14 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.6 K tài liệu
Tác giả:









Preview text:
TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI
TRƯỜNG ĐIỆN - ĐIỆN TỬ
BÀI TẬP LỚN HỆ THỐNG CUNG CẤP ĐIỆN
THIẾT KẾ CUNG CẤP ĐIỆN CHO NHÀ MÁY LUYỆN KIM MẦU
GVHD: TS. Nguyễn Hồng Nhung
Nhóm 4: Võ Kim Gia Bảo - 20222105
Lê Hoàng Đức – 20222114
Nguyễn Văn Hoàng Long – 20222155 Lê Hải Phong – 20222170
Nguyễn Hữu Tài – 20220009 1
THIẾT KẾ HỆ THỐNG CUNG CẤP ĐIỆN CHO
NHÀ MÁY LUYỆN KIM MÀU I. ĐẦU ĐỀ THIẾT KẾ
Thiết kế cung cấp điện cho nhà máy công nghiệp luyện kim màu II.
CÁC SỐ LIỆU BAN ĐẦU
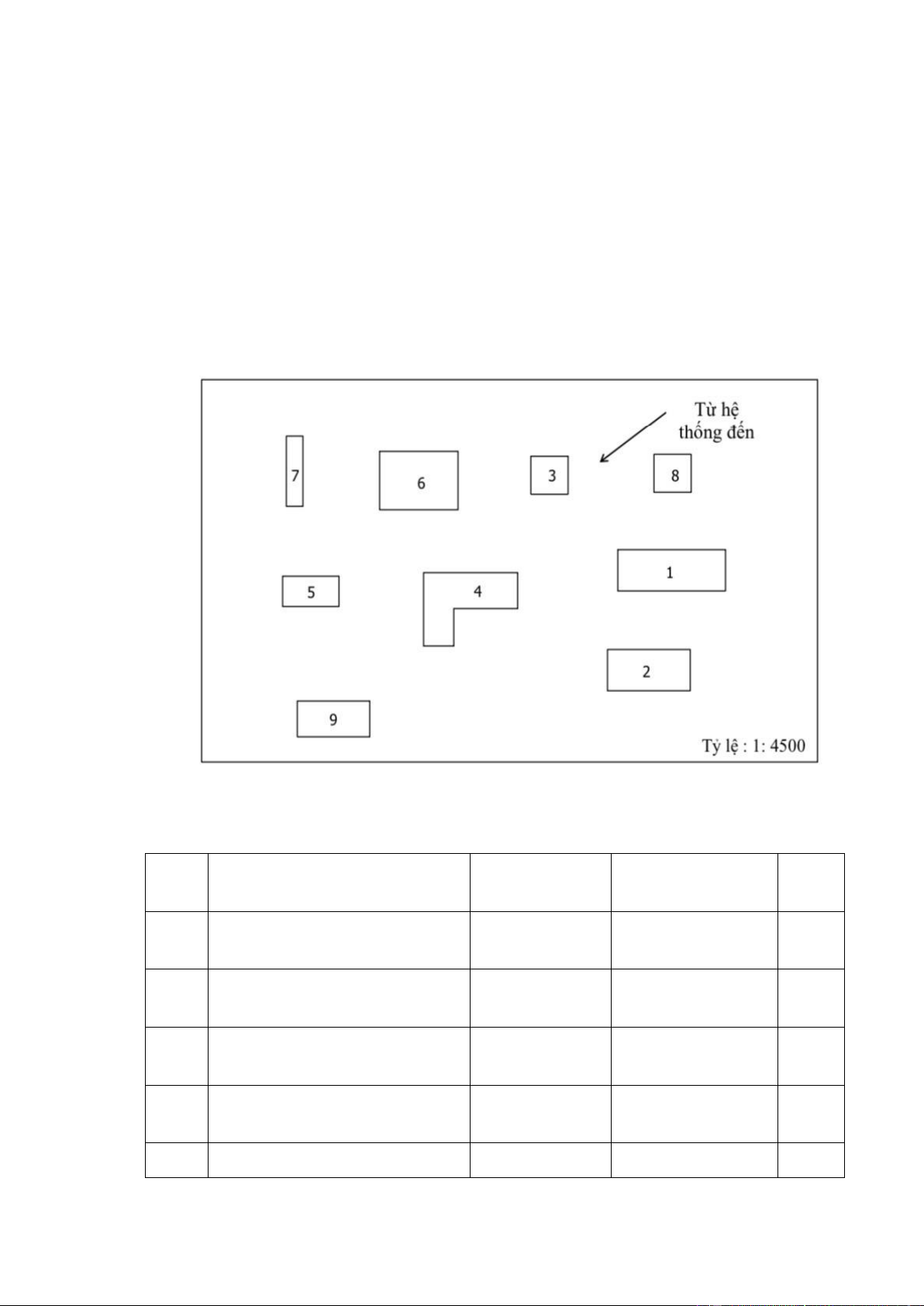
1. Phụ tải nhà máy ( hình 1, bảng 1 )
Hình 1: Sơ đồ mặt bằng của toàn nhà máy STT Tên phân xưởng
Công suất Loại hộ tiêu Knc đặt (KW) thụ 1 Phân xưởng (PX) luyện 3500 I kim 2 PX lò Martin 1800 I 3 PX máy cán phôi tấm 1800 I 4 PX cán nóng 2400 I 5 PX cán nguội 200 I 2 6 PX tôn 2000 I 7 PX sửa chữa cơ khí Theo tính III toán 8 Trạm bơm 800 I 9 Ban quản lý và PTN 400 III
10 Chiếu sáng phân xưởng Theo diện tích
Bảng 1: Phụ tải của nhà máy luyện kim màu
2. Phụ tải điện của phân xưởng sửa chữa cơ khí ( hình 2 ,bảng 2)
3. Điện áp nguồn : Uđm =35KV
4. Dung lượng ngắn mạch về phía hạ áp của trạm biến áp khu vực: 250 MVA
5. Đường dây cung cấp điện cho nhà máy : Dùng dây nhôm
lõi thép (AC) đặt treo trên không
6. Khoảng cách từ nguồn đến nhà máy : 12km
7. Công suất của nguồn điện: vô cùng lớn
8. Nhà máy làm việc 3 ca , Tmax =300( 10+a) ( trong đó : số
thứ tự của sinh viên trong nhóm )
III NỘI DUNG CÁC PHẦN THUYẾT MINH VÀ TÍNH TOÁN
1. Xác định phụ tải tính toán của phân xưởng sửa chữa cơ khí và toán nhà máy
2. Thiết kế mạng điện cao áp cho toàn nhà máy
3. Thiết kế mạng điện hạ áp cho phân xưởng sửa chữa cơ khí.
IV CÁC HÌNH VẼ YÊU CẦU
1. Biểu đồ phụ tải toàn nhà máy 3
2. Các phương án thiết kế mạng điện cho toàn nhà máy
3. Sơ đồ nguyên lý mạng điện cao áp của toàn nhà máy
4. Sơ đồ nguyên lý mạng điện hạ áp của phân xưởng sửa chữa cơ khí
5. Sơ đồ mặt bằng và đi dây của phân xưởng sửa chữa cơ khí. 4
PHẦN I: THIẾT KẾ CAO ÁP CHO NHÀ MÁY LUYỆN KIM MÀU CHƯƠNG I
XÁC ĐỊNH PHỤ TẢI TÍNH TOÁN CỦA PHÂN XƯỞNG SỬA CHỮA
CƠ KHÍ VÀ TOÀN NHÀ MÁY
1.1 Các phương pháp xác định phụ tải tính toán:
Phụ tải tính toán là phụ tải giả thiết lâu dài không đổi, tương
đương với phụ tải thực tế về mặt hiệu quả phát nhiệt hoặc mức độ
huỷ hoại cách điện. Nói cách khác, phụ tải tính toán cũng đốt nóng
thiết bị lên tới nhiệt độ tương tự như phụ tải thực tế gây ra, vì vậy
chọn các thiết bị theo phụ tải tính toán sẽ đảm bảo an toàn thiết bị về mặt phát nóng.
Phụ tải tính toán được sử dụng để lựa chọn và kiểm tra các
thiết bị trong hệ thống cung cấp điện như: máy biến áp, dây dẫn, các
thiết bị đóng cắt, bảo vệ … tính toán tổn thất công suất, tổn thất điện
năng, tổn thất điện áp; lựa chọn dung lượng bù công suất phản
kháng … phụ tải tính toán phụ thuộc vào nhiều yếu tố như: công
suất, số lượng, chế độ làm việc của các thiết bị điện, trình độ và
phương thức vận hành hệ thống … Nếu phụ tải tính toán xác định
được nhỏ hơn phụ tải thực tế thì sẽ làm giảm tuổi thọ của thiết bị
điện, ngược lại nếu phụ tải tính toán xác định được lớn hơn phụ tải
thực tế thì gây ra dư thừa công suất, làm ứ đọng vốn đầu tư, gia tăng
tổn thất… cũng vì vậy đã có nhiều công trình nghiên cứu về phương
pháp xác định phụ tải tính toán, song cho đến nay vẫn chưa có được
phương phương pháp nào thật hoàn thiện. Những phương pháp cho 5
kết quả đủ tin cậy thì lại quá phức tạp, khối lượng tính toán và các
thông tin ban đầu về phụ tải lại quá lớn. Ngược lại những phương
pháp tính đơn giản lại có kết quả có độ chính xác thấp. Sau đây là
một số phương pháp thường dùng để xác định phụ tải tính toán khi
quy hoạch thiết kế hệ thống cung cấp điện:
+ Phương pháp xác định phụ tải tính toán (PTTT) theo
công suất đặt và hệ số nhu cầu: Ptt = knc.Pđ Trong đó :
knc : là hệ số nhu cầu , tra trong sổ tay kĩ thuật .
Pđ : là công suất đặt của thiết bị hoặc nhóm thiết bị ,
trong tính toán có thể lấy gần đúng Pđ Pdđ (kW) .
+ Phương pháp xác định PTTT theo công suất công suất
trung bình và hệ số hình dáng của đồ thị phụ tải : Ptt = khd . Ptb Trong đó :
khd : là hệ số hình dáng của đồ thị phụ tải tra trong sổ tay
kĩ thuật khi biết đồ thị phụ tải .
Ptb : là công suât trung bình của thiết bị hoặc nhóm thiết bị (kW) .
+ Phương pháp xác định PTTT theo công suất trung bình
và độ lệch của đồ thị phụ tải khỏi giá trị trung bình : Ptt = Ptb . Trong đó :
: là độ lệch của đồ thị phụ tải khỏi giá trị trung bình . 6
: là hệ số tán xạ của .
+ Phương pháp xác định PTTT theo công suất trung bình
và hệ số cực đại :
Ptt = kmax.Ptb = kmax.ksd.Pdđ Trong đó :
Pdđ :là công suất danh định của thiết bị hoặc nhóm thiết bị (kW)
kmax: là hệ số cực đại, tra trong sổ tay kĩ thuật theo quan hệ kmax = f(nhq,ksd)
ksd : là hệ số sử dụng tra trong sổ tay kĩ thuật .
nhq: là số thiết bị dùng điện hiệu quả.
+ Phương pháp xác định PTTT theo suất tiêu hao điện
năng cho một đơn vị sản phẩm : 0 a M . Ptt = m T ax Trong đó :
a0: là suất chi phí điện năng cho một đơn vị sản phẩm, kWh/đvsp.
M: là số sản phẩm sản suất trong một năm .
Tmax: là thời gian sử dụng công suất lớn nhất , (h)
+ Phương pháp xác định PTTT theo suất trang bị điện
trên một đơn vị diện tích: Ptt = p0 . F Trong đó : 7
p0 : là suất trang bị điện trên một đơn vị diện tích , (W/m2) .
F : là diện tích bố trí thiết bị , (m2) .
+ Phương pháp tính trực tiếp :
Là phương pháp điều tra phụ tải trực tiếp để xác định PTTT áp
dụng cho hai trường hợp:
- Phụ tải rất đa dạng không thể áp dụng phương pháp nào để
xác định phụ tải tính toán.
- Phụ tải rất giống nhau và lặp đi lặp lại ở các khu vực khác
nhau như phụ tải ở khu chung cư .
+ Xác định phụ tải đỉnh nhọn của nhóm thiết bị:
Theo phương pháp này thì phụ tải đỉnh nhọn của nhóm thiết bị
sẽ xuất hiện khi thiết bị có dòng khởi động lớn nhất mở máy còn các
thiết bị khác trong nhóm đang làm việc bình thường và được tính theo công thức sau:
Iđn = Ikđ max + (Itt - ksd . Iđm max) Trong đó:
Ikđ (max): là dòng khởi động của thiết bị có dòng khởi
động lớn nhất trong nhóm máy.
Itt: là dòng điện tính toán của nhóm máy.
Iđm (max): là dòng định mức của thiết bị đang khởi động.
ksd: là hệ số sử dụng của thiết bị đang khởi động.
Trong các phương pháp trên, 3 phương pháp 4,5,6 dựa trên
kinh nghiệm thiết kế và vận hành để xác định PTTT nên chỉ cho các
kết quả gần đúng tuy nhiên chúng khá đơn giản và tiện lợi. Các 8
phương pháp còn lại được xây dựng trên cơ sở lý thuyết xác suất
thống kê có xét đến nhiều yếu tố do đó có kết quả chính xác hơn,
nhưng khối lượng tính toán hơn và phức tạp.
Trong bài tập dài này với phân xưởng SCCK ta đã biết vị trí,
công suất đặt, và các chế độ làm việc của từng thiết bị trong phân
xưởng nên khi tính toán phụ tải động lực của phân xưởng có thể sử
dụng phương pháp xác định phụ tải tính toán theo công suất trung
bình và hệ số cực đại. Các phân xưởng còn lại do chỉ biết diện tích
và công suất đặt của nó nên để xác định phụ tải động lực của các
phân xưởng này ta áp dụng phương pháp tính toán theo công suất
đặt và hệ số nhu cầu. Phụ tải chiếu sáng của các phân xưởng được
xác định theo phương pháp suất chiếu sáng trên một đơn vị diện tích sản xuất.
1.2 Xác định phụ tải tính toán cho phân xưởng sửa chữa cơ khí:
Vì đã có thông tin chính xác về mặt bằng bố trí máy móc thiết
bị biết được công suất và quá trình công nghệ của từng thiết bị nên
ta xác định phụ tải tính toán theo công suất trung bình và hệ số cực
đại.Theo phương pháp này phụ tải tính toán được xác định như sau:
Ptt = kmax. Ptb = kmax. ksdi.Pđmi Trong đó:
Pđmi: Công suất định mức của thiết bị thứ i trong nhóm.
n: Số thiết bị trong nhóm.
ksd: Hệ số sử dụng, tra trong sổ tay kĩ thuật. 9
kmax: Hệ số cực đại, tra trong sổ tay kĩ thuật theo quan hệ: kmax = f(nhq, ksd)
nhq: Số thiết bị dùng điện hiệu quả.
Số thiết bị dùng điện hiệu quả nhq (số thiết bị quy đổi) là số
thiết bị có cùng công suất, cùng chế độ làm việc gây ra hiệu quả
phát nhiệt (hoặc mức độ phá huỷ cách điện) đối với dây dẫn đúng
bằng số thiết bị thực tế có công suất và chế dộ làm việc khác nhau
gây ra trong quá trình làm việc, nhq được xác định bằng biểu thức thực tế sau: 2 n Ρ dmi i 1 n hq n Ρ 2 dmi i 1 Trong đó
Pđmi: Công suất định của thiết bị thứ i trong nhóm.
n: Số thiết bị trong nhóm.
Việc xác định nhq theo biểu thức lượng trên khá phức tạp nên
có thể xác định nhq theo các phương pháp gần đúng sau: Ρdmmax m Ρdmmin
- Trường hợp: m 3 và ksd 0,4 nhq = n Trong đó 10
Pđmmax: Công suất của thiết bị có công suất định mức lớn nhất trong nhóm
nhq: Công suất của thiết bị có định mức nhỏ nhất trong nhóm
Chú ý: khi xác định nhq có thể bỏ qua các thiết bị có tổng
công suất < 5% tổng công suất của nhóm thiết bị .
- Trưòng hợp: m > 3 và ksd 0,2 n 2 đmi i n 1 n hq đmmax
Khi không áp dụng được các phương pháp trên, việc xác định
nhq phải được xác định theo trình tự : Trước hết tính: * n n 1 n * 1 Trong đó
P1: Tổng công suất của n1 thiết bị
P: Tổng công suất của n thiết bị
Sau khi tính được n* và P* tra theo bảng sổ tay kĩ thuật ta tìm được: n*hq = f(n*, P*)
Từ đó xác định nhq theo công thức : nhq = n*hq.n
Để phân nhóm phụ tải ta dựa vào nguyên tắc sau: 11
+ Các thiết bị trong 1 nhóm phải có vị trí gần nhau trên mặt
bằng (điều này sẽ thuận tiện cho việc đi dây tránh chồng chéo, giảm tổn thất ...).
+ Các thiết bị trong nhóm nên có cùng chế độ làm việc (điều
này sẽ thuận tiện cho việc tính toán và CCĐ sau này ví dụ nếu nhóm
thiết bị có cùng chế độ làm việc, tức có cùng đồ thị phụ tải vậy ta có
thể tra chung được ksd, knc; cosφ; ...).
+ Các thiết bị trong các nhóm nên được phân bổ để tổng công
suất của các nhóm ít chênh lệch nhất (điều này nếu thực hiện được
sẽ tạo ra tính đồng loạt cho các trang thiết bị CCĐ).
+ Ngoài ra số thiết bị trong cùng một nhóm cũng không nên
quá nhiều vì số lộ ra của một tủ động lực cũng bị không chế (thông
thường số lộ ra lớn nhất của các tủ động lực được chế tạo sẵn cũng
không quá 8). Tuy nhiên khi số thiét bị của một nhóm quá nhiều
cũng sẽ làm phức tạp hoá trong vận hành và làm giảm độ tin cậy CCĐ cho từng thiết bị.
Dựa theo nguyên tắc phân nhóm phụ tải điện đã nêu ở trên và
căn cứ vào vị trí, công suất thiết bị bố trí trên mặt bằng phân xưởng
có thể chia các thiết bị trong phân xưởng Sửa chữa cơ khí thành: 4
nhóm phụ tải. Kết quả phân nhóm phụ tải điện được trình bày ở bảng sau:
Bảng 2.1 : Tổng hợp kết quả phân nhóm phụ tải điện TT Tên thiết bị SL Kí Nhãn Pđm (KW) Iđm(A) hiệu máy 1 máy Toàn bộ trên hình 12
BỘ PHẬN SỬA CHỮA CƠ KHÍ NHÓM I 1 Máy tiện ren 2 1 IA62 7 14 2 Máy tiện ren 1 2 1616 4,5 4,5 3 Máy tiện ren 2 3 IE6EM 3,2 6,4 4 Máy phay vạn 1 7 6H81 4,5 4,5 năng 5 Máy bào ngang 1 8 7A35 5,8 5,8 6 Máy mài tròn 1 9 3130 2,8 2,8 vạn năng 7 Máy mài phẳng 1 10 - 4 4 Cộng nhóm 9 24 NHÓM II 1 Máy tiện ren 1 1 IA62 7 7 2 Máy cưa 1 11 872A 2,8 2,8 3 Máy mài hai 1 1 - 2,8 2,8 phía 4 Máy tiện ren 1 11 10 10 Cộng nhóm 4 22,6 NHÓM III 1 Máy tiện ren 1 1 IA62 7 7 2 Máy tiện ren 1 4 10 10 3 Máy khoan 1 5 2A125 2,8 2,8 đứng 4 Máy khoan 1 6 2A150 7 7 đứng 5 Máy cưa 1 11 872A 2,8 2,8 6 Máy mài hai 1 12 - 2,8 2,8 phía Cộng nhóm 6 32,4 NHÓM IV 1 Máy tiện ren 1 2 1616 4,5 4,5 2 Máy tiện ren 2 3 IE6EM 3,2 6,4 13 3 Máy khoan bàn 6 13 HC- 0,65 3,9 12A Cộng nhóm 9 14,8 BỘ PHẬN DỤNG CỤ NHÓM V 1 Máy tiện ren 4 1 IK625 10 40 2 Máy doa ngang 1 4 2614 4,5 4,5 3 Máy giũa 1 26 - 1 1 4 Máy mài sắc 1 27 3A625 2,8 2,8 các dao cắt gọt Cộng nhóm 7 48,3 NHÓM VI 1 Máy phay vạn 2 5 - 7 14 năng 2 Máy phay 1 6 4,5 4,5 ngang 3 Máy phay chép 1 11 64616 3 3 hình 4 Máy bào ngang 2 12 7M36 7 14 5 Máy bào 1 13 MC38 10 10 giường 1 trụ 6 Máy phay chép 1 7 5,62 5,62 hình Cộng nhóm 8 51,12 NHÓM VII 1 Máy doa tọa độ 1 3 2450 4,5 4,5 2 Máy phay đứng 2 8 6H12 7 14 3 Máy phay chép 1 9 642 1 1 hình 4 Máy xọc 2 14 7M430 7 14 5 Máy khoan 1 16 2A125 4,5 4,5 đứng 6 Máy mài tròn 1 18 312M 2,8 2,8 14 vạn năng 7 Máy mài phẳng 1 19 373 10 10 có trục đứng 8 Máy epa thủy 1 21 - 4,5 4,5 lực Cộng nhóm 9 58,3 NHÓM VIII 1 Máy tiện ren 4 2 IK620 10 40 2 Máy phay chép 1 10 6461 0,6 0,6 hình 3 Máy mài tròn 1 17 36151 7 7 4 Máy mài phẳng 1 20 371M 2,8 2,8 có trục cằm 5 Máy khoan bàn 1 22 HC-12 0,65 0,65 6 Máy mài sắc 2 23 - 2,8 5,6 Cộng nhóm 10 56,65
Bảng 1.1 : Phân nhóm phụ tải của phân xưởng sửa chữa cơ khí
1.2.1. Các phương pháp xác định phụ tải tính toán:
- Theo công suất trung bình và hệ số cực đại.
- Theo công suất đặt và hệ số nhu cầu.
Vì đã biết được khá nhiều thông tin về phụ tải, có thể xác định
phụ tải tính toán theo công suất trung bình và hệ số cực đại. Do đó
phụ tải tính toán được xác định như sau: Ptt = kmax.ksd.Pdđi Trong đó :
ksd : là hệ số sử dụng của nhóm thiết bị, tra bảng 15
kmax : là hệ số cực đại, tra bảng theo hai đại lượng ksd và nhq
nhq : là số thiết bị dùng hiệu quả.
Với phân xưởng sửa chữa cơ khí có ksd = 0,14 0,2 và cos = 0,5 0,6 (tra PL1.1)
Nên ta chọn ksd = 0,15 và cos = 0,6.
Khi số lượng thiết bị lớn thì việc xác định phụ tải tính toán
theo công thức trên là khá phức tạp, vì vậy ta có thể tính theo
phương pháp gần đúng với sai số tính toán nằm trong khoảng <10%.
1.2.2. Xác định phụ tải tính toán cho các nhóm phụ tải a. Nhóm I :
Tổng số thiết bị trong nhóm I là : n=8,
Tổng công suất của nhóm 1 là : P =24 KW
Số thiết bị có công suất 1 Pmax là n1 =1; 2
Tổng công suất của số thiết bị có P 1 Pmax là P1=14 KW 2 n 1 n 1 * = 125 , 0 n 8 P*= 1 p 14 583 , 0 p 24
Tra bảng (PL1.4) ta được n*hq= 0,4 nhq=0,4.8=3,2,
Tra bảng PL1.5 với Ksd = 0,15, nhq = 3,2 ta được Kmax= 3
Phụ tải tính toán nhóm 1 là :
Ptt =Kmax . Ksd. P =3.0,15.24=10,8 KW,
Qtt= Ptt.tg = 10,8 .1,33=14,4 KVAr, S Ptt 8 , 10 tt= 18 KVA cos 6 , 0 I Stt 18 tt = = 0273 , 0 KA 3 , 27 A U 3 . 380 3
Tính toán tương tự đối với các nhóm phụ tải còn lại ( ghi trên bảng 1.2) 16
1.2.3 Xác định phụ tải chiếu sáng của toàn phân xưởng
Phụ tải chiếu sáng được tính theo công suất chiếu sáng trên một đơn
Công thức tính : Pcs =p0. F Trong đó :
P0: là suất phụ tải chiếu sáng trên đơn vị diện tích (W/m2)
F : là diện tích cần được chiếu sáng (m2)
Diện tích chiếu sáng toàn phân xưởng F = 410 (m2)
Suất phụ tải chiếu sáng chung cho phân xưởng sửa chữa cơ
khí là p0 =16 (W/m2) (tra PL1.7) vì trong phân xưởng SCCK hệ
thống chiếu sáng sử dụng đèn sợi đốt
Như vậy phụ tải chiếu sáng của toàn phân xưởng là: P
cs =p0 F =15410=6150 W= 6,15 kW Q
cs=Pcs tgcs=0 (đèn sợi đốt coscs=1).
1.2.4 Phụ tải tính toán của toàn phân xưởng sửa chữa cơ khí Ppx=Kdt. 8 Ptti 1
Phụ tải tính toán của toàn phân xưởng: Ppx=
0,8(10,8+11,865+14,58+6,66+18,11+18,79+18,56+21,24) =96,484 KW
Qpx= 0,8(14,4+15,78+19,39+8,86+24,1+25+24,7+28,25) =128,384 KVAr 17
Phụ tải toàn phân xưởng kể cả chiếu sáng Sttpx= (Ppx Pc )^
s 2 Qpx^2 , 96 ( 484 )^ 15 , 6 2 128 3 , 4 ^ 8 2 =164,34 KVA I Sttpx ttpx = 249 7 , A U 3 cos Pttpx px= =0,624 Sttpx TT Tên thiết bị SL KH P(KW) Iđm Ksd Cos/tg nhq Kmax Ptt Qtt Stt 1 Toàn (A) máy bộ NHÓM I 1 Máy 2 1 7 14 0,15 0,6/1,33 tiện ren 2 Máy 1 2 4,5 4,5 0,15 0,6/1,33 tiện ren 3 Máy 2 3 3,2 6,4 0,15 0,6/1,33 tiện ren 4 Máy 1 7 4,5 4,5 0,15 0,6/1,33 phay vạn năng 5 Máy 1 8 5,8 5,8 0,15 0,6/1,33 bào ngang 6 Máy 1 9 2,8 2,8 0,15 0,6/1,33 mài tròn vạn năng 7 Máy 1 10 4 4 0,15 0,6/1,33 mài 18 phẳng Cộng nhóm 9 24 3,2 3 10,8 14,4 18 NHÓM II 1 Máy 1 1 7 7 0.15 0,6/1,33 tiện ren 2 Máy 1 11 2,8 2,8 0,15 0,6/1,33 cưa 3 Máy 1 1 2,8 2,8 0,15 0,6/1,33 mài hai phía 4 Máy 1 11 10 10 0,15 0,6/1,33 tiện ren Cộng 4 22,6 3,28 3,5 11,865 15,78 19,775 nhóm NHÓM III 1 Máy 1 1 7 7 0,15 0,6/1,33 tiện ren 2 Máy 1 4 10 10 0,15 0,6/1,33 tiện ren 3 Máy 1 5 2,8 2,8 0,15 0,6/1,33 khoa n đứng 4 Máy 1 6 7 7 0,15 0,6/1,33 khoa n đứng 5 Máy 1 11 2,8 2,8 0,15 0,6/1,33 cưa 6 Máy 1 12 2,8 2,8 0,15 0,6/1,33 mài hai 19 phía Cộng 6 32,4 4,5 3 14,58 19,39 24,3 nhóm NHÓM IV 1 Máy 1 2 4,5 4,5 0,15 0,6/1,33 tiện ren 2 Máy 2 3 3,2 6,4 0,15 0,6/1,33 tiện ren 3 Máy 6 13 0,65 3,9 0,15 0,6/1,33 khoan bàn Cộng 9 14,8 4,5 3 6,66 8,86 11,1 nhóm BỘ PHẬN DỤNG CỤ NHÓM V 1 Máy 4 1 10 40 0,15 0,6/1,33 tiện ren 2 Máy 1 4 4,5 4,5 0,15 0,6/1,33 doa ngang 3 Máy 1 26 1 1 0,15 0,6/1,33 giũa 4 Máy 1 27 2,8 2,8 0,15 0,6/1,33 mài sắc các dao cắt gọt Cộng 7 48,3 4,75 2,5 18,11 24,1 30,2 nhóm NHÓM VI 1 Máy 2 5 7 14 0,15 0,6/1,33 phay vạn năng 20
Tài liệu liên quan:
-

Quản lý bộ nhớ trong Hệ điều hành - Chương 4 HĐH
56 28 -

Giải Pháp Kỹ Thuật và Quản Lý Công Trình | Môn Hệ thống điện - Đại học Bách Khoa Hà Nội
58 29 -

Hệ thống điện mặt trời áp mái | Môn Hệ thống điện - Đại học Bách Khoa Hà Nội
59 30 -
Báo cáo Phân tích ngắn mạch bằng ETAP môn Hệ thống điện | Trường Đại học Bách Khoa Hà Nội
107 54