Báo cáo thực tập tốt nghiệp công ty TNHH cơ khí và thương mại Nhật Long | Nghành công nghệ chế tạo máy Trường đại học sư phạm kỹ thuật TP. Hồ Chí Minh
Đất nước ta đang trong quá trình công nghiệp hóa, hiện đại hóa phấn đấu đến năm 2020 cơ bản trở thành một nước công nghiệp, vì vậy ngành công nghiệp là một trong những ngành mũi nhọn để phát triển đất nước. Nên công nghệ chế tạo máy phải tiên phong đi đầu để thúc đẩy ngành công nghệ khác phát triển. Tài liệu giúp bạn tham khảo, ôn tập và đạt kết quả cao. Mời bạn đọc đón xem!
Môn: Công nghệ chế tạo máy 19 tài liệu
Trường: Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh 4.4 K tài liệu
Tác giả:





Preview text:
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG
MỤC LỤC
NHẬN XÉT CỦA ĐẠI DIỆN CÔNG TY………………………………………........…3
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN……..……………………………………4
LỜI TỰA ............................................................................................................................. 5
CHƯƠNG 1 ......................................................................................................................... 6
GIỚI THIỆU TỔNG QUÁT VỀ CÔNG TY TNHH CƠ KHÍ VÀ TM NHẬT LONG...... 6 I.
Quá trình hình thành và phát triển của công ty. ......................................................... 6 1.
Giới thiệu chung về công ty. ................................................................................... 6 2.
Lịch sử hình thành và phát triển của công ty. ......................................................... 6 II.
CHỨC NĂNG HOẠT ĐỘNG NHIỆM VỤ CỦA CÔNG TY .................................. 7 1.
Chức năng. .............................................................................................................. 7 2.
Nhiệm vụ. ................................................................................................................ 7 3.
Mục tiêu và định hướng phát triển. ......................................................................... 7 4.
Sản xuất theo quy trình 5S. ..................................................................................... 7 5.
Quy trình sản xuất. .................................................................................................. 8
III. HÌNH THỨC TỔ CHỨC VÀ QUẢN LÝ TẠI CÔNG TY ..................................... 10 1.
Nguồn nhân lực ..................................................................................................... 10 2.
Bộ máy quản lý ..................................................................................................... 10
3.Chức năng phòng ban ..................................................................................................... 11
CHƯƠNG II: ..................................................................................................................... 14
GIỚI THIỆU PHÂN XƯỞNG SẢN XUẤT CHÍNH ....................................................... 14 I.
Sơ đồ mô tả khu vực đặt máy. .................................................................................. 14 II.
Giới thiệu về máy .................................................................................................. 15
CHƯƠNG III:…………………………………………………………………………....16
QUA TRÌNH SẢN XUẤT Ở CÔNG TY………………………………………………...16 I.
Sản xuất trên máy tiện Mazak. ................................................................................. 16 1.
Cấu tạo. ................................................................................................................. 16
NHÓM SV BM CNCTM – KHOA CKM. Trang 1
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG 2.
Chương trình. ........................................................................................................ 19 3.
Trình tự cài đặt máy để gia công. ......................................................................... 20 4.
Các chi tiết gia công trên máy............................................................................... 20 II.
Phay trên máy Mazak FZ. ..................................................................................... 22 1.
Trình tự thao tác trên máy. .................................................................................... 24 2.
Dụng cụ cắt. .......................................................................................................... 26 III.
Nhóm các máy cơ. ................................................................................................ 27 1.
Máy tiện ................................................................................................................ 27 2.
Máy phay............................................................................................................... 28 IV.
Nhuộm đen chi tiết. ............................................................................................... 30 1.
Nguyên lý của nhuộm đen thép. ........................................................................... 30 2.
Phương phap Xử lý bằng hóa chất. ....................................................................... 31 3.
Các bước nhuộm. .................................................................................................. 31 4.
Các hình ảnh cụ thể. ............................................................................................. 31
CHƯƠNG IV ..................................................................................................................... 37
KẾT QUẢ ĐẠT ĐƯỢC TRONG KỲ THỰC TẬP VÀ MỘT SỐ HÌNH ẢNH CỦA
CÔNG TY. ......................................................................................................................... 37
Tóm tắt quá trình làm việc. ...................................................................................... 37 1.
Thời gian làm việc. ............................................................................................... 37 2.
Những công việc đã được tiếp xúc trong quá trình thực tập. ................................ 37 3.
Kết quả đạt được sau quá trình thực tập. .............................................................. 37
LỜI CẢM ƠN .................................................................................................................... 39
NHÓM SV BM CNCTM – KHOA CKM. Trang 2
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG NHẬN XÉT
CỦA ĐẠI DIỆN CÔNG TY
………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
…….………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
…………………………………………………………………………… Điểm đánh giá:
Chữ ký của đại diện công ty.
Điện thoại người quản lý trực tiếp:
NHÓM SV BM CNCTM – KHOA CKM. Trang 3
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG NHẬN XÉT
CỦA GIÁO VIÊN HƯỚNG DẪN
………………………………………………………………………
……………………………………………………………………………
…………………………………………..………………………………
……………………………………………………………………………
……………………………………………………………………………
…..………………………………………………………………………
……………………………………………………………………………
…………………………………………..………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
Chữ ký của giáo viên hướng dẫn.
NHÓM SV BM CNCTM – KHOA CKM. Trang 4
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG
LỜI TỰA
Đất nước ta đang trong quá trình công nghiệp hóa, hiện đại hóa phấn đấu đến năm
2020 cơ bản trở thành một nước công nghiệp, vì vậy ngành công nghiệp là một trong
những ngành mũi nhọn để phát triển đất nước. Nên công nghệ chế tạo máy phải tiên
phong đi đầu để thúc đẩy ngành công nghệ khác phát triển. Muốn như vậy, chúng ta phải
đáp ứng được đội ngủ kỹ sư và công nhân lành nghề phục vụ cho sản xuất.
Trong những năm gần đây cơ khí đã có những bước nhảy vọt đáng kể, đã có nhiều
công ty cơ khi đưa sản phẩm của mình ra quốc tế. Nắm bắt được cơ hội và thách thức đó,
ngành Công Nghệ Chế Tạo Máy là một trong những ngành đào tạo chủ lực của nhiều trường đại ọ
h c, cao đẳng, trung học chuyên nghiệp trong cả nước.
Chúng em là những người tiếp bước cùng với những anh chị đi trước để tiếp tục
xậy dựng nền kỹ thuật nước nhà sánh ngang cùng các cường quốc trong khu vực và trên
thế giới. Ngay từ ngày bước vào giảng đường đại học, chúng em đã ý thức được trách
nhiệm của bản thân là phải phấn đấu học tập tốt .
Cuốn báo cáo này là nhật ký thực tập tại công ty với những nội dung và tính toán
khi trãi nghiệm, nghiên cứu và tìm hiểu thực tế.
Tuy nhiên, do đây là lần đầu chúng em thực tập nên chắc chắn sẽ không tránh khỏi
còn nhiều điểm sai sót. Rất mong nhận được sự góp ý của quý thầy (cô) Trường ĐH Sư
Phạm Kỹ Thuật TP.HCM và quý lãnh đạo Công Ty TNHH Cơ Khí và TM Nhật
Long để em được hoàn chỉnh hơn.
TP.HCM, Ngày 01 tháng 4 năm 2016 Nhóm Sinh Viên Thực Tập
NHÓM SV BM CNCTM – KHOA CKM. Trang 5
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG CHƯƠNG I
GIỚI THIỆU TỔNG QUÁT VỀ CÔNG TY TNHH CƠ KHÍ VÀ
THƯƠNG MẠI NHẬT LONG. I.
Quá trình hình thành và phát triển của công ty. 1.
Giới thiệu chung về công ty.
Tên: CÔNG TY TNHH-THƯƠNG MẠI NHẬT LONG.
Trụ sở tại: Số 43 đường 245, khu phố 5, phường Tân Phú, Quận 9, TP.HCM MST: 0301677821 Đt: (08)73300173 Fax: (08)73300173
2. Lịch sử hình thành và
phát triển của công ty. -
Ban đầu công ty chỉ đơn thuần là một cơ sở gia công cơ khí với nguồn vốn
ban đầu là 18 000 000 đồng. -
Đến năm 1998 luật doanh nghiệp ban hành khuyến khích các doanh nghiệp
đầu tư và mở rộng sản xuất, ạ
t o điều kiện cho các cơ sở kinh doanh nhỏ phát triển. Đó là
tiền đề cho cơ sở gia công cơ khí Nhật Long phát triển thành Công Ty TNHH Cơ
Khí_Nhật Long. -
Công Ty TNHH Cơ Khí_Nhật Long được thành lập theo chứng nhận đăng
ký số 071578 do sở kế hoạch – đầu tư Tp_HCM cấp giấy 26/3/1999. -
Từ khi mới thành lập công ty hoạt động trên cơ sở sản xuất gia công các
loại thiết bị chi tiết cơ khí -
Đến năm 2005 công ty tiếp tục đầu tư trang thiết bị phục vụ sản xuất từ Nga,
Nhật, Trung Quốc… để mở rộng sản xuất, đáp ứng nhu cầu tiêu thụ sản phẩm ngày càng
tang của thị trường như thiết kế sản xuất các chi tiết công ty sữa gạch ngói cao su…. -
Với đường lối đúng đắng chiến lược của công ty ngày càng khẳng định vị
thế của mình trong ngành cơ khí. Doanh thu của công ty không ngừng nâng cao trong những năm qua.
NHÓM SV BM CNCTM – KHOA CKM. Trang 6
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG II.
CHỨC NĂNG HOẠT ĐỘNG NHIỆM VỤ CỦA CÔNG TY
1. Chức năng. -
Chuyên sản xuất gia công các loại máy móc, thiết bị phục vụ cho ngành dệt
may, cao su gạch ngói, xây dựng… các linh kiện cho các công ty sản xuất đã tạo được
uy tín và chất lượng, tính năng vận hành, hiệu quả sử dụng không kém gì so với các loại
sản phẩm cùng loại. Ưu thế công ty để cạnh tranh là sản phẩm có chất lượng, giá thành
hạ kịp thời phục vụ nhu cầu trong nước. -
Bên cạnh việc sản xuất công ty còn thực hiện việc nhập khẩu và cung cấp
thiết bị sản xuất từ Nga, Nhật, Trung Quốc… ngoài ra công ty còn ủy thác sản phẩm máy móc. 2.
Nhiệm vụ. -
Đào tạo nâng cao tay nghề nhân viên. -
Sản xuất kinh doanh đúng ngành nghề đã đăng ký kinh doanh. -
Sản xuất và tổ chức thực hiện kế hoạch sản xuất kinh doanh của công ty đã
đề ra, đăng ký với khách hàng. -
Tuân thủ các chính sách và pháp luật của nhà nước. -
Thực hiện phân phối lao động hợp lý và đúng luật lao động của nhà nước. -
Báo cáo trung thực, nghiêm túc thực hiện đầy đủ nghĩa vụ nộp thuế. 3.
Mục tiêu và định hướng phát triển . -
Giữ vững những thành quả đạt được trong những năm trước và đạt được
những kết quả tốt hơn ở năm sau. -
Nâng cao năng suất lao động và hiểu quả kinh doanh. -
Phấn đấu tiết kiệm mọi mặt để nâng cao thu nhập bình quân của nhân viên. -
Tăng cường sản xuất sản phẩm có chất lượng cao thay thế hàng ngoại nhập,
giá thành hạ phục vụ sản xuất, tiết kiệm cho doanh nghiệp. -
Tích cực thực hiện chiến lược công nghiệp hóa hiện đại hóa đổi mới công
nghệ phát triển nguồn nhân lực, xây dựng hệ thống quản lý chất lượng theo tiêu chuẩn
ISO 9002, làm hành trang vững bước để hội nhập vào thị trường chung của khu vực và thế giới. -
Giữ vững uy tín khách hàng, thường xuyên liên lạc để ký hợp đồng với
khách hàng cũ và mới. -
Thực hiện tốt kế hoạch tài chính của công ty đề ra. 4.
Sản xuất theo quy trình 5S.
4.1 Sàng lọc (Sort): -
Phân loại những thứ cần thiết và không cần thiết. -
Loại bỏ những thứ không cần thiết.
NHÓM SV BM CNCTM – KHOA CKM. Trang 7
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG -
Xác định đúng số lượng đối với những thứ cần thiết.
4.2 Sắp xếp (Systematize): -
Sắp xếp những thứ cần thiết ngăn nắp và có đánh số, ký hiệu, theo thứ
tự,…dễ tìm dễ thấy. -
Sắp xếp đúng vật, đúng chỗ. -
Sắp xếp sao cho vị trí dụng cụ, máy móc, công nhân,…sao cho công việc trôi chảy.
4.3 Sạch sẽ (Sweep): -
Giữ gìn nơi làm việc, thiết bị, dụng cụ luôn sạch sẽ. -
Hạn chế nguồn gây dơ bẩn, bừa bãi. - Lau chùi có ý thức.
4.4 Săn sóc (Sanitize): -
Duy trì kết quả đạt được. -
Liên tục phát triển 3S ( Sort, Systematize, Sweep) mọi lúc mọi nơi.
4.5 Sẵn sàng (Self-disciple): -
Có nghĩa làm tất cả các việc nói trên một cách tự giác, không mệnh lệnh. Quy trình 5S. 5.
Quy trình sản xuất. -
Đặc điểm sản xuất của công ty là chuyên sâu sản xuất gia công các loại máy
móc, thiết bị, chi tiết phục vụ cho các ngành xây dựng, dệt may, gạch ngói…theo đơn đặt
hàng của khách hang nên sản phẩm của công ty rất đa dạng nhiều chủng loại và theo kích
cỡ của khách hàng ,nên các giai đoạn sản xuất không giống nhau. -
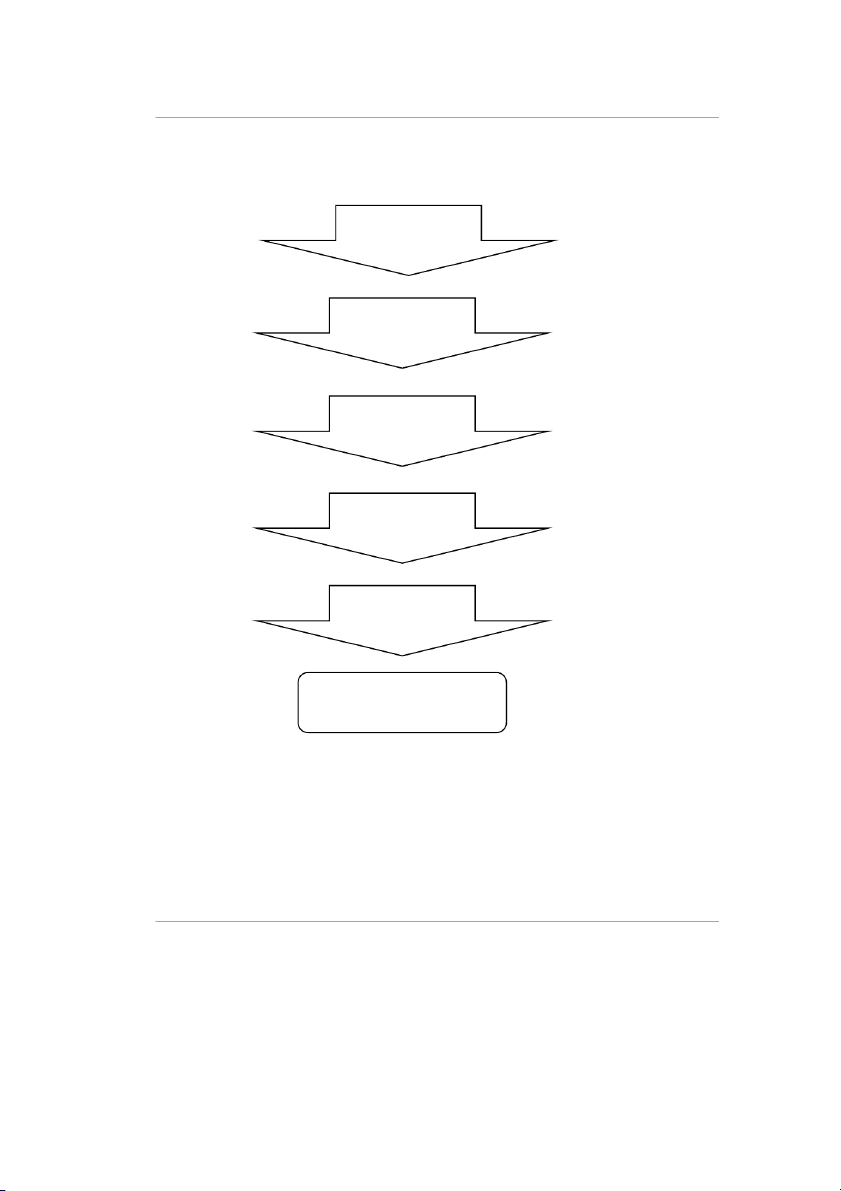
Có thể tóm tắt quy trình sản xuất như sau: Sau khi mua nguyên vật liệu
,nguyên vật liệu được xuất thẳng xuống xưởng để gia công thành chi tiết, công nhân tiến
hành gia công lắp ráp và cho ra sản phẩm.Kiểm tra sản phẩm và chọn ra sản phẩm đạt
tiêu chuẩn. Do đặc điểm của công ty là sản xuất theo đơn đặt hàng nên công ty sẽ tiến
hành giao ngay sản phẩm sau khi đã hoàn thiện xong.
NHÓM SV BM CNCTM – KHOA CKM. Trang 8
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG
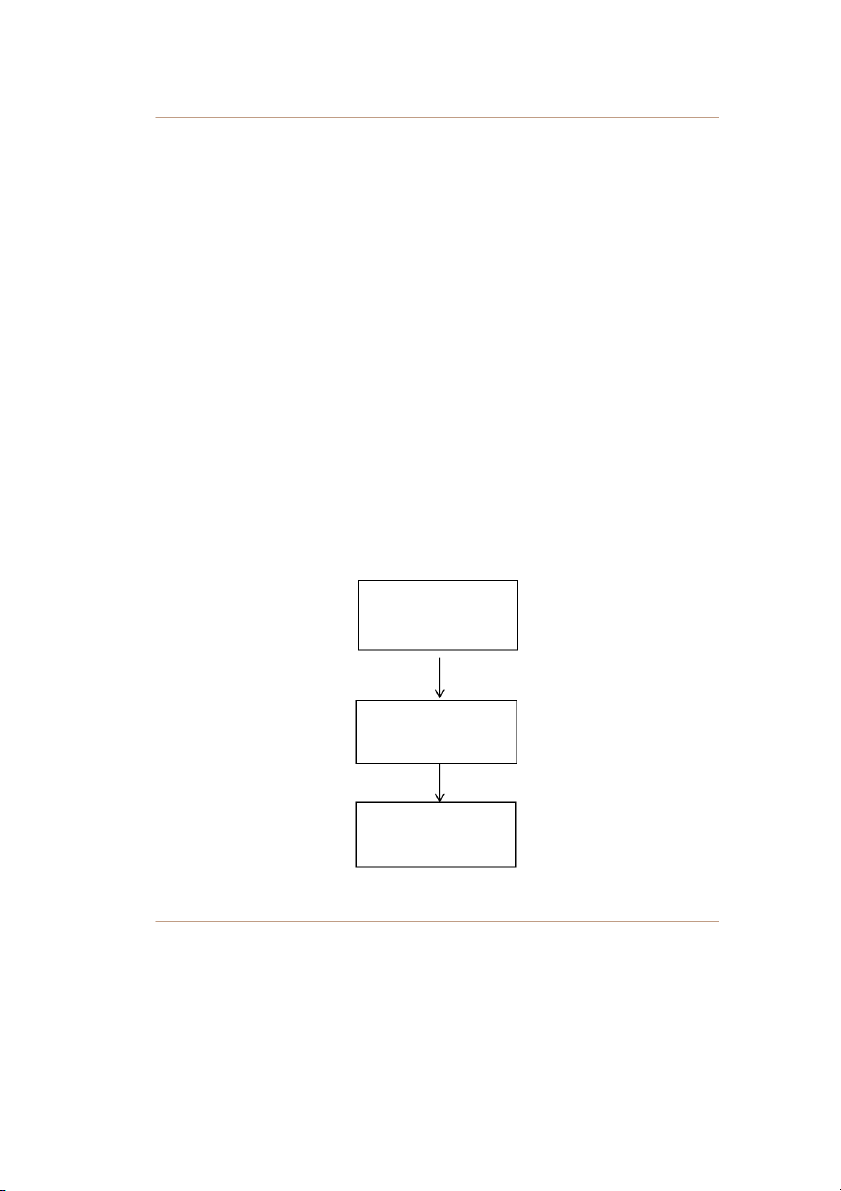
Sơ đồ 1 :Quy trình sản xuất. Phôi Xưởng gia công Lắp ráp Kiểm tra Đóng gói Khách hàng
NHÓM SV BM CNCTM – KHOA CKM. Trang 9
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG
III. HÌNH THỨC TỔ CHỨC VÀ QUẢN LÝ TẠI CÔNG TY. 1.
Nguồn nhân lực. -
Hiện tại nhân viên công ty chính thức gồm có 48 người: + Đại học 12 người + Cao đẳng 3 người + Trung cấp 20 người
+ Dạy nghề ngắn hạn 8 người 2.
Bộ máy quản lý. -
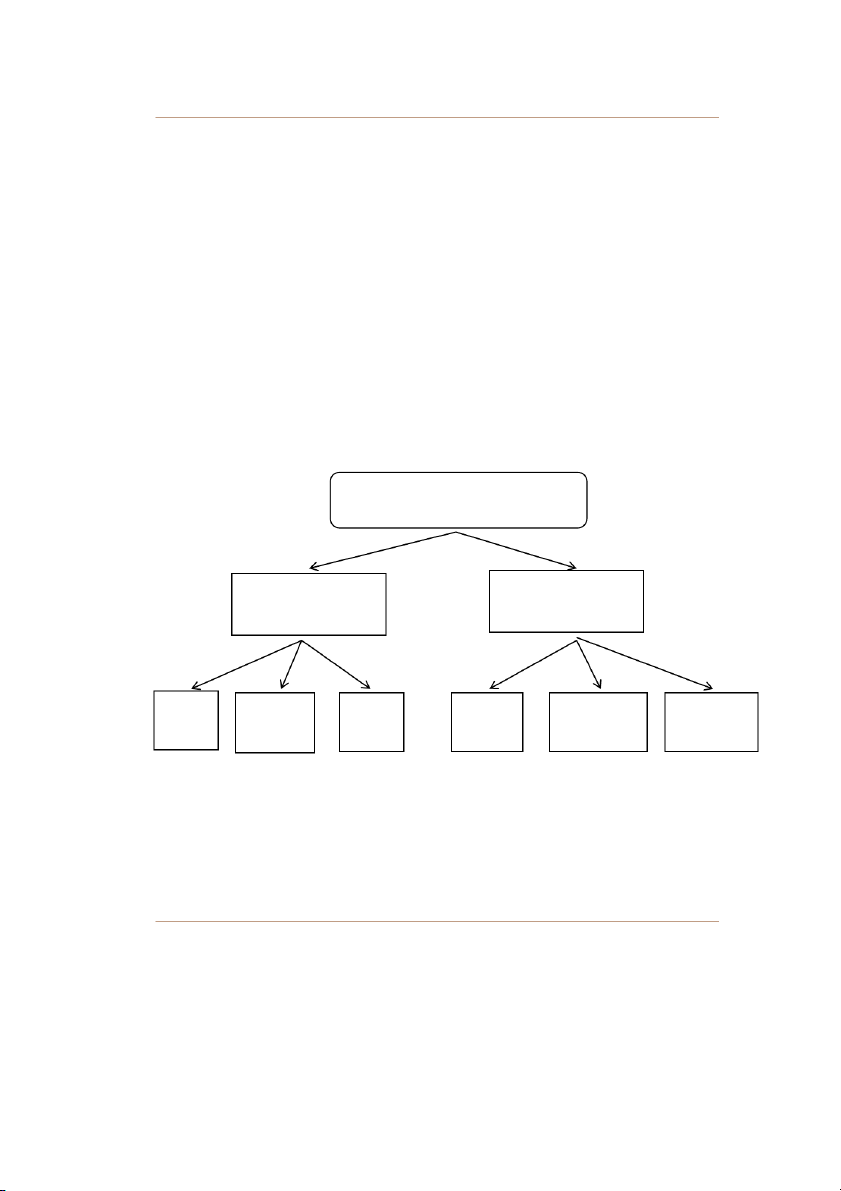
Bộ máy quản lý của công ty trong những năm gần đây hầu như không có gì
thay đổi. Mỗi một nhà quản lý có chức năng khác nhau.
Sơ đồ 2: tổ chức bộ máy
Giám đốc điều hành và đại diện giám đốc Giám đốc sản xuất Giám đốc kinh doanh Phòng Phòng kỹ Phân Phòng Phòng kinh Phòng quản KSC thuật xưởng kế toán doanh trị -
Giám đốc: chịu trách nhiệm nhiệm chung về hoạt động của công ty. -
Phó giám đốc sản xuất: chịu trách nhiệm giám sát quản lý các phòng ban
phục vụ sản xuất gồm các phòng: + Phòng kĩ thuật.
+ Phòng kiểm tra chất lượng.
NHÓM SV BM CNCTM – KHOA CKM. Trang 1 0
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG
+ Phân xưởng sản xuất. -
Phó giám đốc kinh doanh: chịu trách nhiệm giám sát quản lý các phòng ban bao gồm : + Phòng kinh doanh. + Phòng quản trị.
3.Chức năng phòng ban
3.1 Giám đốc điều hành và đại d ệ
i n giám đốc điều hành: chịu trách nhiệm
về tình hình chung công ty - Đối nội:
+ Đề ra các chiến lược phát triển công ty.
+ Đề ra các chi tiêu đặt ra trong mỗi năm.
+ Thiết lập cơ cấu tổng thể của công ty, có tác động về mặt nhân sự ấn định
việc hợp tác đầu tư hoặc tham gia các hiệp hội kinh tế ấn định việc đầu tư mở rộng hoặc
thu hẹp quy mô sản xuất kinh doanh của doanh nghiệp.
+ Phê duyệt tổng quyết toán của công ty.
+ Giao việc và ủy quyền cấp dưới thực hiện.
+ Kiểm soát việc thực hiện đánh giá kết quả đạt được so với mục tiêu và chỉ tiêu đề ra. - Đối ngoại
+ Kí các thư từ văn bản giao dịch với khách hang.
+ Đại diện pháp lý của công ty giao dịch với nước ngoài và công ty pháp luật.
+ Kí cam kết đến tài sản và trách nhiệm của công ty (hợp đồng vay tín dụng,
huy động vay tính dụng, uy động vốn đầu tư, mua bán sang nhượng…).
3.2 Giám đốc sản xuất - Đối nội:
+ Chịu trách nhiệm trong việc hoạch định kế hoạch sản xuất, kỹ thuật kế
hoạch đầu tư kỹ thuật và kế hoạch đầu tư tiến độ sản xuất.
+ Xây dựng chiến lược phát triển các sản phẩm theo định hướng phát triển chung.
+ Trực tiếp chỉ đạo các phòng ban có liên quan đến sản xuất (phòng kỹ
thuật, phòng KCS, phân xưởng).
+ Chịu trách nhiệm trực tiếp truoc giám đốc về kết quả kinh doanh của công
ty (chất lượng, số lượng).
+ Lựa chọn các quy trình công nghệ phù hợp với điều kiện công ty.
NHÓM SV BM CNCTM – KHOA CKM. Trang 1 1
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG
+ Phân bố ấn định tài lực vật tư cho các phòng ban.
+ Được quyết định các biện pháp vượt thẩm quyền trong trường hợp khẩn
cấp ( thiên tai, hỏa hoạn…) và chịu trách nhiệm về quyết định đó. - Đối ngoại:
+ Đại diện công ty giao dịch với các đối tác và ký kết các biên bản thỏa
thuận về mặt sản xuất, cung cấp máy móc thiết bị và chuyển giao công nghệ..
+ Thay mặt giám đốc trả lời các cơ quan truyền thông báo chí, trung tâm
kiểm tra về mặt kỷ thuật sản xuất, chất lượng sản phẩm.
3.2.1 Phòng kỹ thuật -
Tiếp nhận xử lý và tính toán các vấn đề liên quan đến kỹ thuật.
Tạo các mẫu thiết kế cho sản phẩm.
3.2.2 Phân xưởng sản xuất -
Là nơi tập trung trang thiết bị, là nơi trực tiếp sản xuất. -
Công ty gồm 2 xưởng sản xuất chính:
+ Xưởng 1: tập trung phần lớn máy móc trang thiết bị là nơi sản xuất chính.
+ Xưởng 2: là kho vật tư tập trung phôi và các chi tiết đã gia công chờ xuất xưởng. -
Ngoài ra công ty còn 1 lò nhiệt luyện đặt cách trụ sở công ty không xa
Sơ đồ 3: Sơ đồ quản lý xưởng. Quản đốc xưởng Tổ trưởng bộ phận Công nhân
NHÓM SV BM CNCTM – KHOA CKM. Trang 1 2
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG
3.3.1 Phòng quản trị. -
Soạn thảo, tiếp cận và lưu trữ các hồ sơ hành chính của công ty. -
Lập chương trình công tác và thực hiện hành chính. -
Lập dữ kiện kinh phí văn phòng và kế hoạch sửa chữa quản lý, sử dụng có
hiệu quả tài sản, công cụ lao động của công ty.
- Quản trị và bồi đắp và phát triển nguồn nhân lực theo tiềm năng của họ nhằm
đáp ứng các mục tiêu của công ty, đảm bảo chô công ty luôn luôn có một nguồn nhân lực
và một khối thống nhất, đủ về số lượng và chất lượng.
3.3.2 Phòng kinh doanh. -
Lập kế hoạch chiến lược của công ty. -
Nắm bắt thông tin về thị trường mới….để duy trì và tăng tỉ suất lợi nhuận. -
Thực hiện công việc xuất nhập khẩu. -
Thực hiện ghi chép chứng từ ban hành, lập sổ sách báo cáo tài chính. -
Tổ chức công tác kế toán theo dõi hồi thu nợ. -
Theo dõi tính hiệu quả hoạt động mua bán và các nghiệp vụ phát sinh. -
Xây dựng kế hoạch tài chính.
3.3.3 Phòng kế toán. -
Có chức hạch toán kế toán hoạt động sản xuất kinh doanh theo quy định
pháp luật của nhà nước. -
Thực hiện ghi chép chứng từ ban hành, lập sổ sách báo cáo tài chính. -
Tổ chức theo dõi công tác hồi thu nợ. -
Theo dõi tính hiệu quả hoạt động mua bán và các nghiệp vụ phát sinh. -
Xây dựng kế toán tài chính dài hạn cũng như ngắn hạn. -
Tổ chức thanh lí tài sản. -
Xây dựng các phương án huy động vốn, tài sản của công ty. -
Tham gia xây dựng kế hoạch kinh doanh.
NHÓM SV BM CNCTM – KHOA CKM. Trang 1 3
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG CHƯƠNG II
GIỚI THIỆU PHÂN XƯỞNG SẢN XUẤT CHÍNH I.
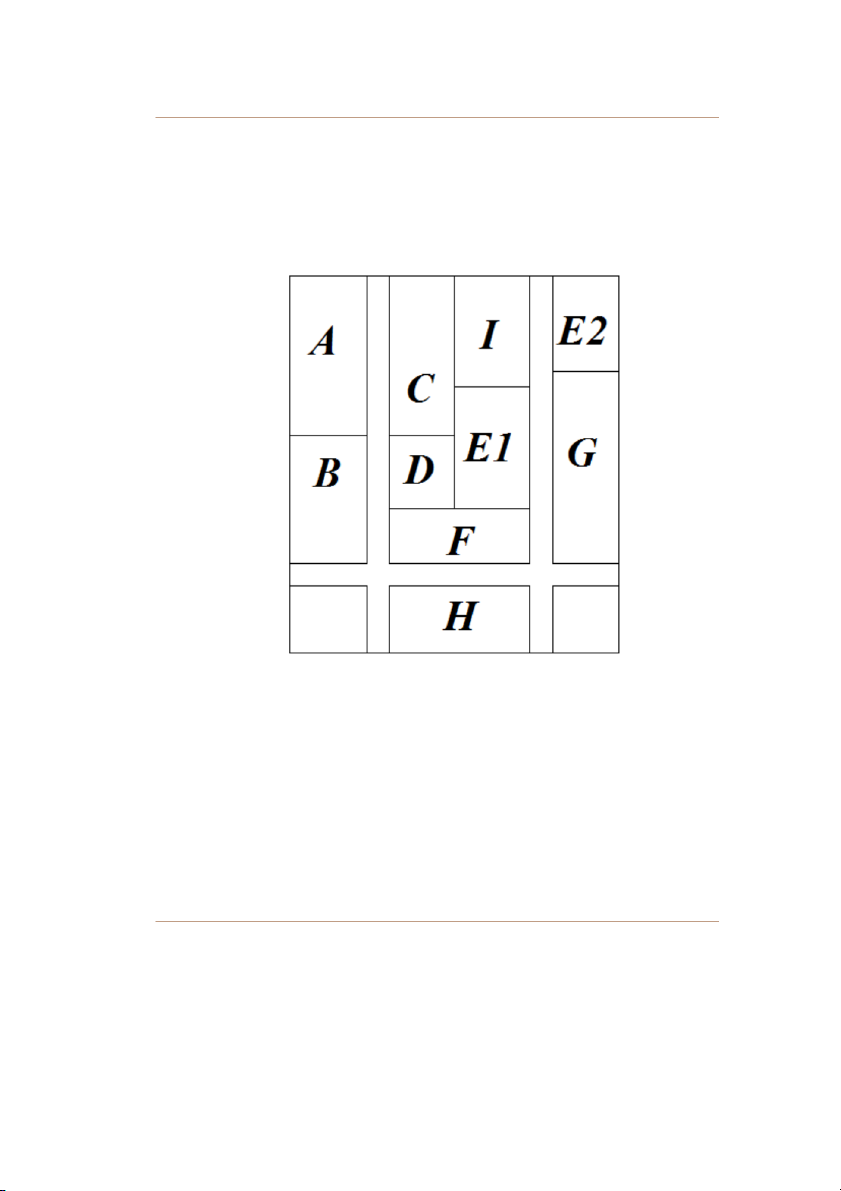
Sơ đồ mô tả khu vực đặt máy. Ghi chú
A: khu vực đặt máy tiện, phay cơ nhỏ…
B: khu vực đặt máy phay CNC.
C: khu vực đặt máy tiện CNC.
D: khu vực đặt máy phay CNC.
E1, E2: khu vực đặt máy tiện cơ lớn.
F: khu vực đặt máy phay lăn răng lớn và nhỏ.
G: Khu vực đặt máy phay CNC lớn và máy Dosan.
H: Khu vực đặt các máy cơ xen kẻ.
I: Khu vực để chi tiết chờ xử lý.
NHÓM SV BM CNCTM – KHOA CKM. Trang 1 4
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG II.
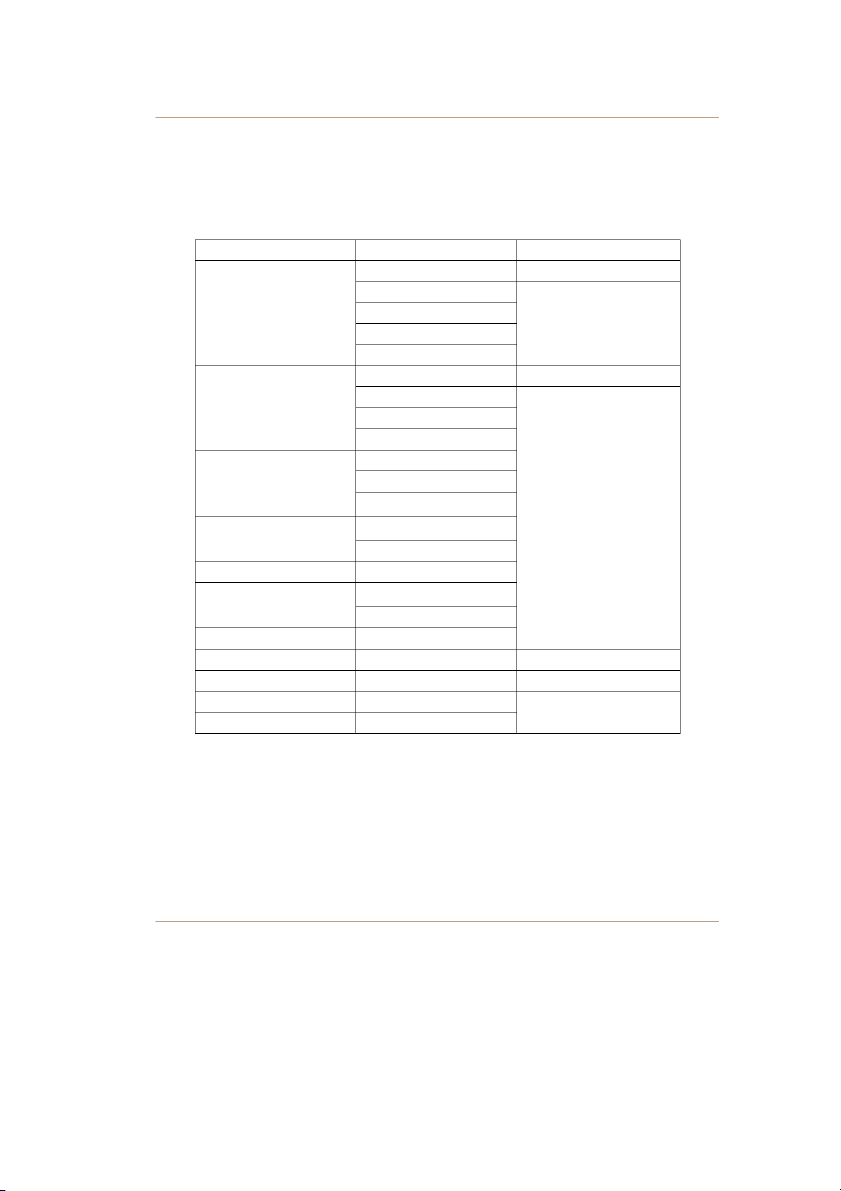
Giới thiệu về máy -
Các loại máy trong công ty chủ yếu nhập từ Nhật, Trung Quốc, Nga, bảng thống
kê các loại máy trong xưởng. LOẠI MÁY TÊN MÁY NƯỚC SẢN XUẤT TIỆN VẠN NĂNG T620 VIỆT NAM FACUMO NHẬT BẢN NAMBA2500 VASINO HACUSAN TIỆN CNC CK6180 TRUNG QUỐC FANUC IKAGAI TAKISAWA PHAY VẠN NĂNG HOWASANGYO VKG1200 ENGSHU NHẬT BẢN PHAY CNC MAKINO FANUC MÀI OKUMA MÀI TOYODA WASINO KHOAN IKEDA PHAY LĂN RĂNG CCP5P150 NGA PEAUTER HÀN QUỐC 53A50 NGA 5K328A
NHÓM SV BM CNCTM – KHOA CKM. Trang 1 5
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG CHƯƠNG III
QUÁ TRÌNH SẢN XUẤT Ở CÔNG TY. I.
Sản xuất trên máy tiện Mazak. 1.
Cấu tạo.
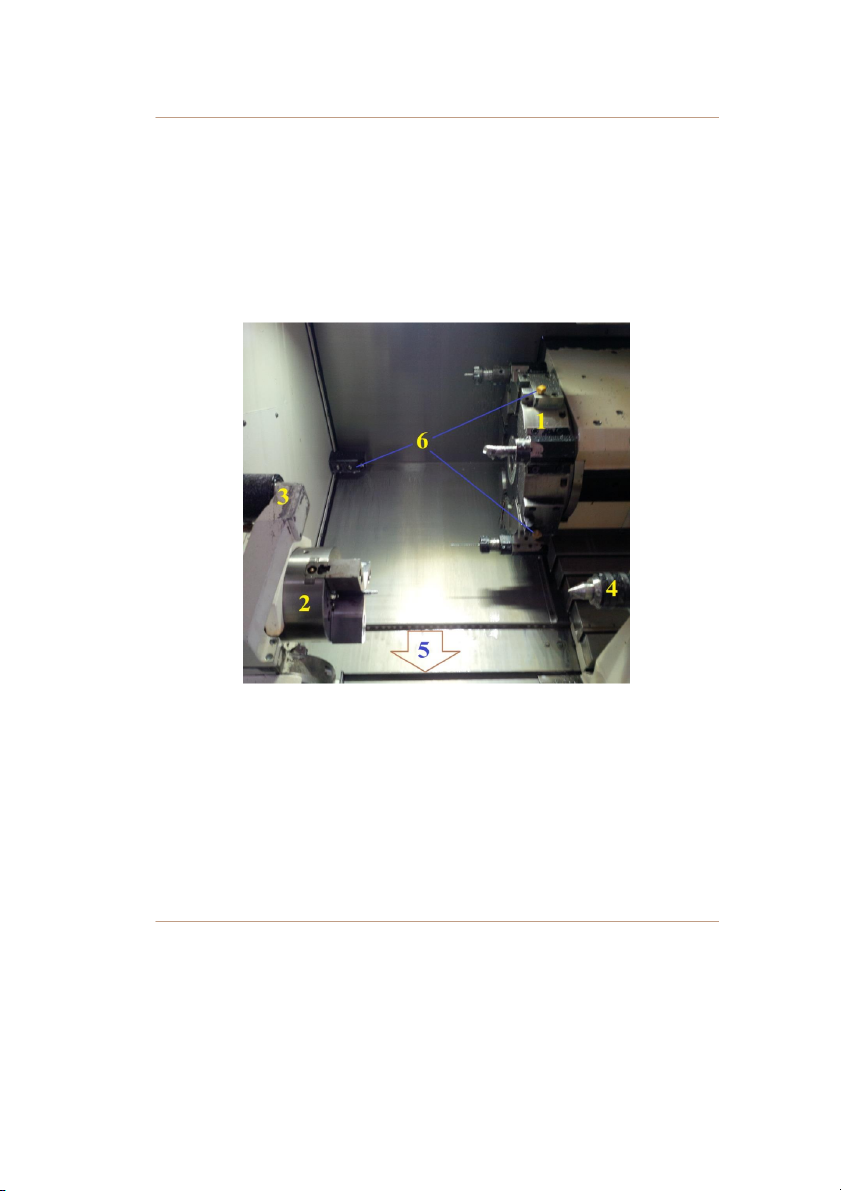
1.1 Buồng máy.
Buồng máy làm việc của máy tiện CNC
- Ụ dao (1) : 8 dao được đánh số từ 1 đến 8.
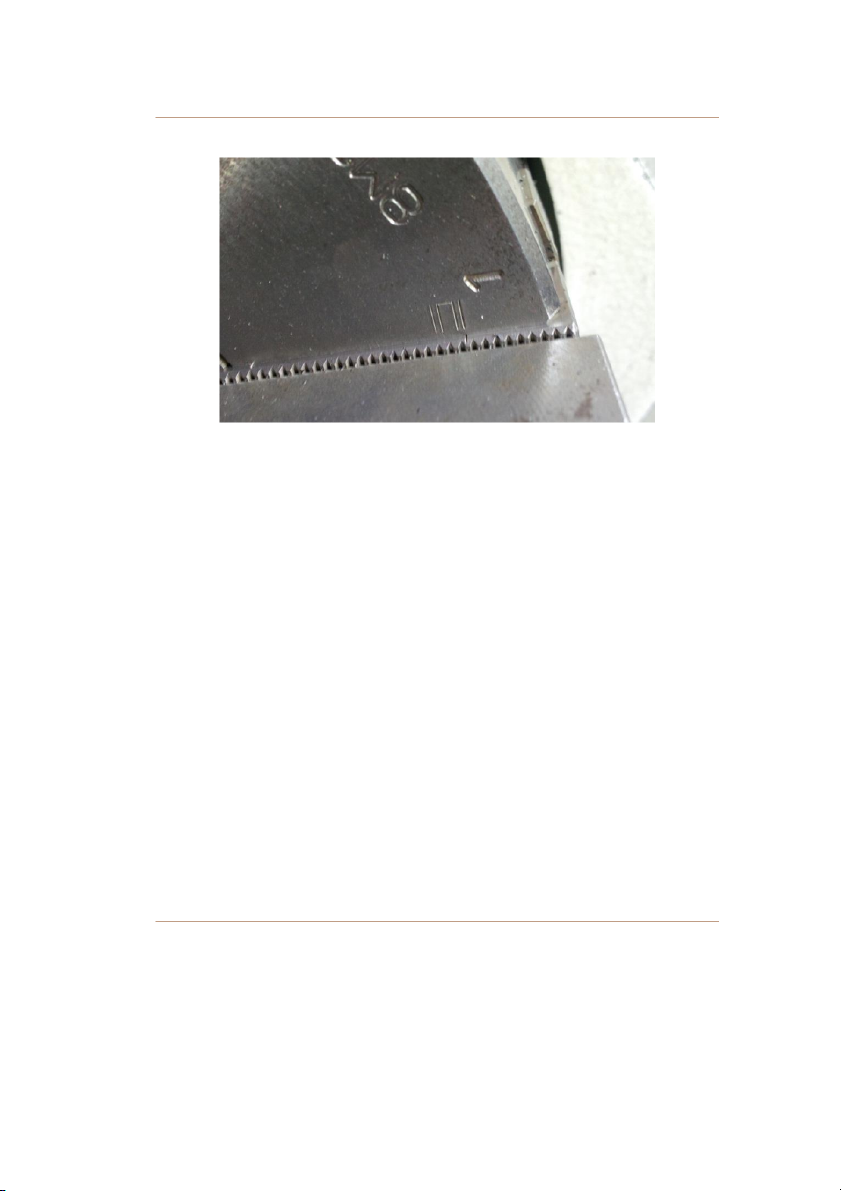
- Mâm cặp (2) : Dùng bàn đạp khí nén để điều khiển. Lực kẹp thích hợp nhất
khi vạch trên mấu kẹp nằm giữa 4 vạch trên than mâm cặp (hình minh họa).
NHÓM SV BM CNCTM – KHOA CKM. Trang 1 6
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG -
Mắt so dao (eye measure) (3): Để cài đặt mũi dao về vị trí (X,Y)=(0,0) sơ bộ. -
Mũi chống tâm (4) : Tăng cứng vững và đồng tâm cho phôi. -
Phễu hứng chi tiết (5) : Lấy chi tiết ra trong nguyên công gia công hàng loạt. -
Làm nguội (6) : Cấp nước làm nguội phôi và dao.
NHÓM SV BM CNCTM – KHOA CKM. Trang 1 7
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG
1.2 Bảng điều khiển. - Bàn phím nhập liệu (1). -
Phím chức năng (2). -
Điều khiển tốc độ vít me (3). -
Đèn báo kẹp khí nén, tốc độ trục chính, chiều quay khi chạy tay (4). -
Di chuyển ụ dao nhanh (5). -
Nút dừng khẩn cấp (6). -
Nút tắt mở máy (7). -
Chiều di chuyển mũi chống tâm (8). -
Di chuyển ụ dao theo các trục (9). -
Quay ụ dao dùng khi thay dao (10).
NHÓM SV BM CNCTM – KHOA CKM. Trang 1 8
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG 2. Chương trình. -
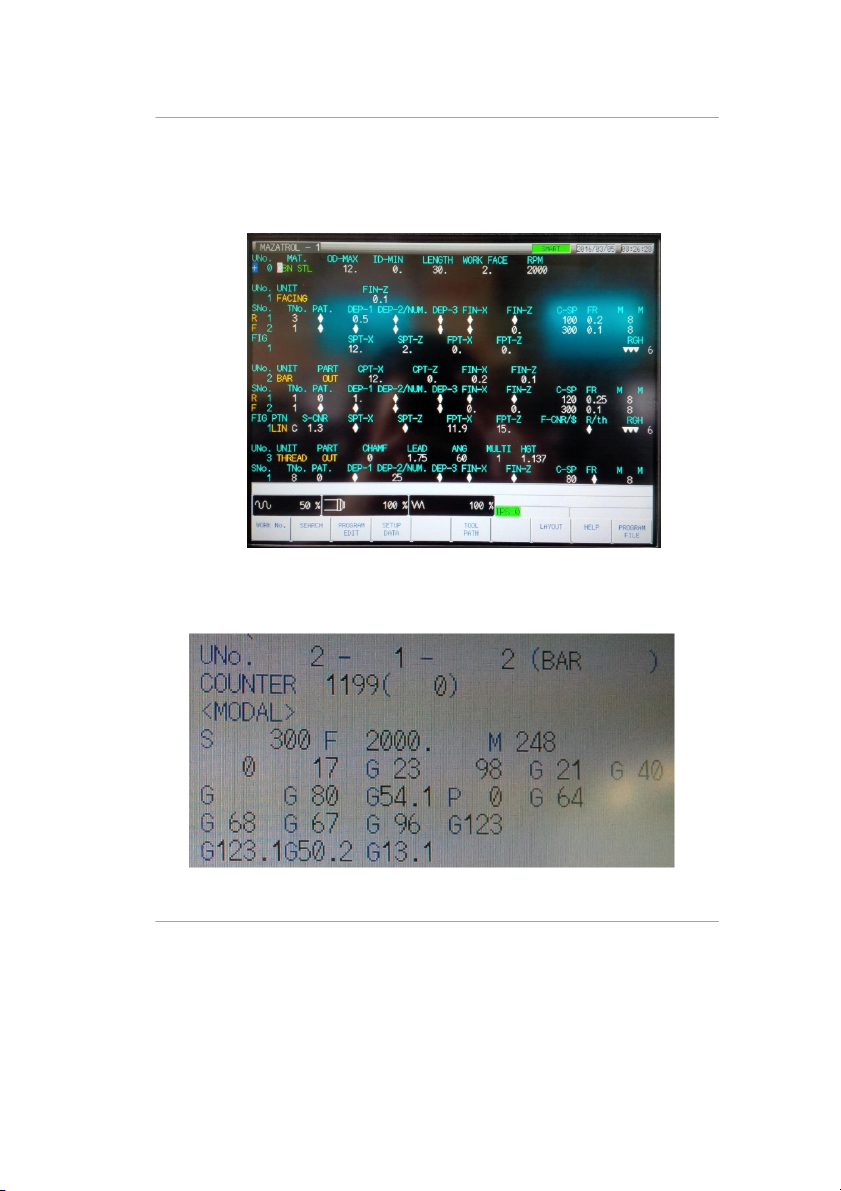
Có thể điều khiển hoạt động của máy bằng: Chương trình mặc định của máy
Mazatrol smart hoặc theo chương trình G-code.
Giao diện viết chương trình mặc định
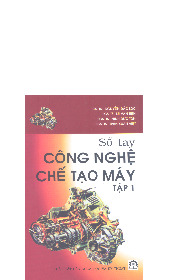
Và 2 chương trình có sự tương quan với nhau (viết chương trình bằng phần
mềm mặc định nhưng khi hoạt động máy vẫn hiễn thị câu lệnh G-code).
Câu lệnh G-Code khi chạy bằng chương trình mặc định.
NHÓM SV BM CNCTM – KHOA CKM. Trang 1 9
THỰC TẬP TN – ĐH SPKT - CKM CTY TNHH C K VÀ TM NHẬT LONG 3.
Trình tự cài đặt máy để gia công. -
Bước 1: Thay mâm cặp thích hợp với chi tiết (có đánh số thứ tự). -
Bước 2: Đặt cử hoặc cài đặt vị trí mũi chống tâm để xác định kích thước phôi theo phương X. -
Bước 3: Chọn dao và gá vào ụ dao (nhớ vị trí dao để truy xuất dao khi viết chương trình). -
Bước 4: Dùng tool eye measure để so dao về vị trí (X,Y)=(0,0). -
Bước 5: Xác định vị trí (X,Y)=(0,0) sơ bộ trên phôi khi chạm dao vào mặt phôi. -
Bước 6: Xác định lại vị trí (X,Y)=(0,0) sau khi vạt mặt . -
Bước 7: Viết chương trình. -
Bước 8: Bắt đầu gia công. 4.
Các chi tiết gia công trên máy.
NHÓM SV BM CNCTM – KHOA CKM. Trang 2 0
Tài liệu liên quan:
-

CODE CIMCO tiện và phay ( ảnh và code ))
7 4 -
Sổ tay Công nghệ chế tạo máy Tập 1 | Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
53 27 -

Đề thi cuối học kỳ 1 năm học 2020-2021 môn Vật liệu học | Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
53 27 -

Đề thi HK1Công nghệ chế tạo máy năm 2024 - 2025 | Trường Đại học Sư phạm kỹ thuật, thành phố Hồ Chí Minh
40 20 -

Đáp án môn cơ sở công nghệ chế tạo máy
20 10