Chương 3: Tính công nghệ trong kết cấu môn Công nghệ chế tạo trong cơ khí | Trường Đại học Thủy Lợi
Tính công nghệ trong kết cấu là tính chất quan trọng của chi tiết máy hay sản phẩm được hiểu là hình dạng, kết cấu sao cho đảm bảo sản xuất là kinh tế nhất mà vẫn thực hiện đầy đủ chức năng của chúng. Tài liệu được sưu tầm gồm 24 trang, giúp các bạn ôn luyện và phục vụ cho việc học tập, đạt kết quả tốt. Mời các bạn đón xem!
Môn: Công nghệ chế tạo trong cơ khí (CNCT) 12 tài liệu
Trường: Trường Đại học Thủy Lợi 566 tài liệu
Tác giả:
Preview text:
lOMoAR cPSD| 45734214 18/07/2023
CÔNG NGHỆ CHẾ TẠO MÁY II
Chương 3 Tính công nghệ
trong kết cấu 1
Chương 3: TÍNH CÔNG NGHỆ TRONG KẾT CẤU
1. Khái Niệm về tính công nghệ trong kết cấu
◼ là tính chất quan trọng của chi tiết máy hay sản
phẩm được hiểu là hình dạng, kết cấu sao cho đảm
bảo sản xuất là kinh tế nhất mà vẫn thực hiện đầy
đủ chức năng của chúng.
◼ Khi nghiên cứu tính công nghệ trong kết cấu phải
dựa trên một số cơ sở nhất định:
Tính công nghệ trong kết cấu phụ thuộc vào tính chất của
loạt sản phẩm, qui mô của sản xuất lOMoAR cPSD| 45734214 18/07/2023 2
Tính công nghệ trong kết cấu phải được nghiên cứu đối
với toàn bộ sản phẩm, không tách rời các chi tiết ra để đánh giá riêng lẻ.
Khi nghiên cứu công nghệ trong kết cấu chúng ta phải
đưa ra và giải quyết triệt để trong từng giai đoạn sản xuất.
Vd: Khâu chế tạo phôi, gia công cơ, lắp ráp …
Tính công nghệ trong kết cấu phải được tính đến đặc
điểm của nơi sản xuất, máy móc, trang bị, nhà xưởng,
cán bộ nhân viên, cán bộ kỹ thuật. 3 lOMoAR cPSD| 45734214 18/07/2023 4
2. Những nhân tố ảnh hưởng tới tính công nghệ trong kết cấu.
◼ Sự đơn giản và hợp lý của kết cấu ◼ Chọn vật liệu ban đầu và cách tạo phôi
◼ Độ chính xác và độ nhám bề mặt gia công
◼ Cách nghi kích thước và chọn dung sai
◼ Khối lượng lao động để sản xuất ra chi tiết và lắp ráp (phụ
thuộc vào hình dáng hình học của chi tiết máy)
◼ Mức độ tiêu chuẩn hoá,điển hình hoá và thống nhất hoá các chi tiết máy
◼ Loại dao cụ và dụng cụ cần thiết cho sản xuất 5
2.1 Sự đơn giản và hợp lý của kết cấu
◼ Sự đơn giản và hợp lý của kết cấu đòi hỏi phải loại trừ tất
cả các thành phần thừa không cần thiết cho chức năng của máy
◼ chọn các yếu tố kết cấu được tạo lên từ hình dạng hình
học đơn giản nhất, đó là mặt phẳng và mặt trụ những bề
mặt này có thể gia công được trên các máy có động học
đơn giản, bằng các dụng cụ tiêu chuẩn thông thường. lOMoAR cPSD| 45734214 18/07/2023 6
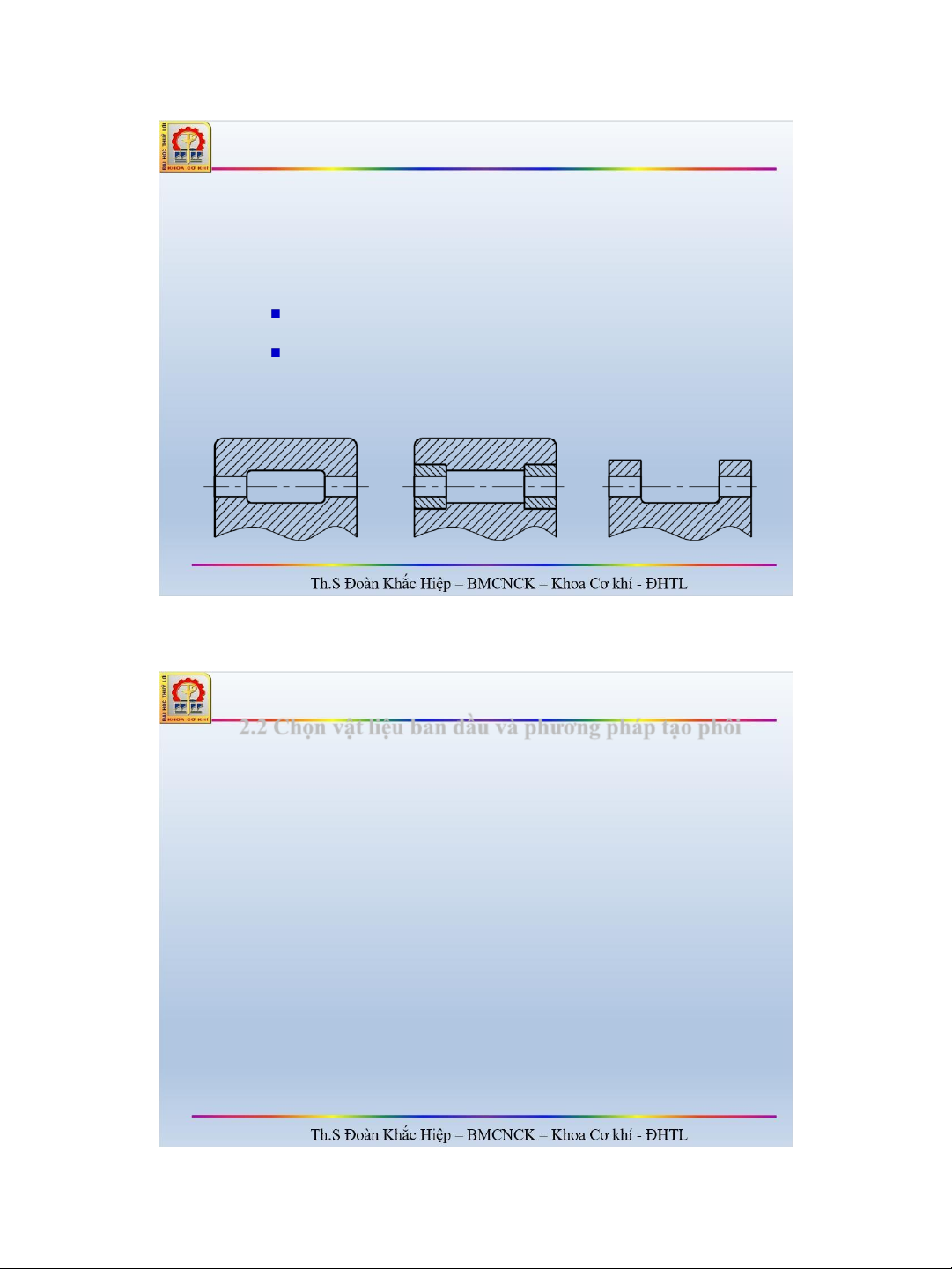
◼ Khi tính toán thiết kế muốn giảm trọng lượng chi tiết
thường có các biện pháp sau:
Tính toán chính xác, dùng hệ số an toàn vừa phải.
Tránh những phần thừa không làm việc hoặc những chỗ
chi tiết kém cứng vững thì dùng gờ vách mỏng để khắc
phục chứ không đúc to cả cục. a b c 7
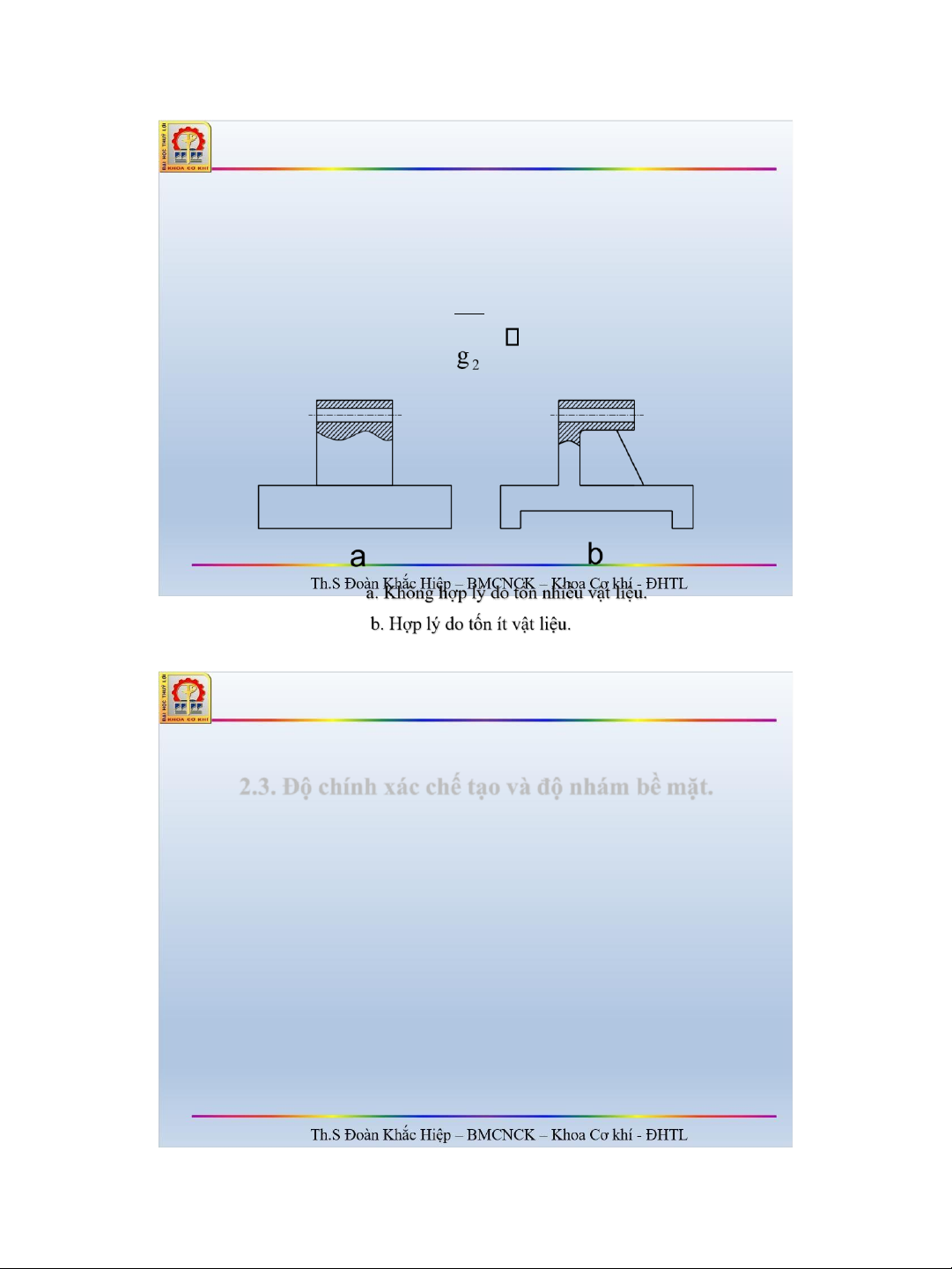
2.2 Chọn vật liệu ban đầu và phương pháp tạo phôi ◼
Các vật liệu phải đảm bảo được điều kiện là khối lượng gia
công là nhỏ nhất ở tất cả các giai đoạn của quá trình sản xuất. ◼
Khi chọn vật liệu phải xuất phát từ quan điểm kinh tế, cần áp
dụng quan điểm tính chất cơ học của vật liệu. Ví dụ như nếu
chọn vật liệu bền hơn thì thường đắt hơn, nhưng nó lại cho
phép giảm được khối lượng và kích thước của sản phẩm. ◼
Đặc biệt là ở các máy cần sử dụng số lượng chủng loại vật
liêu khác nhau là ít nhất. nếu sử dụng nhiều chủng loại vật
liêu khác nhau thì sẽ làm phức tạp quá trình sản xuất ngay cả
ở nguyên công tạo phôi và các nguyên công gia công cắt gọt. lOMoAR cPSD| 45734214 18/07/2023 8 ◼
Cố gắng sử dụng hệ số vật liệu tiến gần đến 1 g1 0,75 η = 9
2.3. Độ chính xác chế tạo và độ nhám bề mặt.
◼ Độ chính xác kích thước và hình dáng càng cao, độ
nhám bề mặt càng nhỏ đòi hỏi phải sử dụng các nguyên
công gia công tinh lần cuối như mài, nghiền, mài khôn
mài siêu tinh. vv… Đó là những nguyên công rất đắt
tiền chi phí sản xuất sẽ tăng.
◼ Với nâng cao độ chính xác và giảm độ nhám bề mặt chi
tiết gia công sẽ làm tăng mạnh khối lương lao động gia công cơ lOMoAR cPSD| 45734214 18/07/2023
◼ kích thước càng chính xác thì khối lượng lao động cũng
càng lớn, có nghĩa là máy trở lên ít tính công nghệ 10
◼ nếu như độ chính xác gia công cho trước được xác định
thấp đi thì sẽ gây khó khăn khi lắp ráp bộ phận hay toàn
máy và làm giảm độ tin cậy cũng như tuổi thọ của chúng.
vậy khi nghiên cứu bản vẽ chế tạo, điều kiện kỹ thuậ
của chi tiết chế tạo, cần phải xác định đầy đủ sự phù
hợp của dung sai và độ nhám bề mặt đối với điều kiện
làm việc trong mối lắp, đối với các yêu cầu của độ
chính xác mối lắp và đối với điều kiện sản xuất. 11
Qua phân tích như trên có thể rút ra những yêu cầu chung
của tính công nghệ đối với độ chính xác gia công và độ
nhẵn bóng bể mặt chi tiết bao gồm những vấn đề sau :
1-Độ chính xác gia công và độ nhẵn bóng bề mặt của chi tiết
cần cho theo khả năng thấp, nhưng phải đủ để thoả mãn
những yêu cầu về sử dụng và độ chính xác lắp ráp. lOMoAR cPSD| 45734214 18/07/2023
2-Những kích thước của những chi tiết tham gia vào thành
phần của chuỗi kích thước lắp ráp của bộ phận hay toàn
máy, cũng như khich thước của các bề mặt lên quan với
các chi tiết khác, cần được cho cùng với dung sai. 12
3-Trị số dung sai cho kích thước đường thẳng hoặc đường
kính, cho hình dạng hình học và vị trí tương đối của các
bề mặt tương quan của chi tiết cần được liên hệ với nhau
và cần được chỉ ra trên bản vẽ chi tiết hoặc ở các điều kiện kỹ thuật.
4-Trị số dung sai cho kích thước đường thẳng hoặc đường
kính, dung sai cho hình dạng hình học và vị trí tương đối
của các bề mặt tương quan của chi tiết cần phải phù hợp
với giá trị độ chính xác kinh tế của phương pháp gia công được chọn. 13
5-Độ chính xác gia công cần được gắn liền với độ nhẵn
bóng bề mặt như thế nào đó để khi gia công chi tiết đến
cuối cùng độ nhẵn bóng được đảm bảo một cách tự lOMoAR cPSD| 45734214 18/07/2023
động, nghĩa là một cách tự động nghĩa là không phải
yêu cầu một cách gia công đặc biệt nào đó tác động
thêm. Thêm vào đó bề mặt gia công cần tương ứng với độ nhám tối ưu. 14
6-Những bề mặt của chi tiết không gây ảnh hưởng đến độ
chính xác lắp ráp không liên quan với các chi tiết khác,
chúng sẽ được gia công với độ chính xác nhỏ và kích
thước của chúng chỉ ra không cần dung sai. Độ chính
xác gia công và độ nhẵn bóng các bề mặt này cần phù
hợp độ với chính xác kinh tế ứng với trường hợp năng
sất cao nhất của phương pháp gia công.) 15
2.4 Ghi kích thước và chọn dung sai. Cách ghi dung sai
◼ Dung sai kích thước có ảnh hưởng đáng kể đến công nghệ chế
tạo một chi tiết cho trước. Dung sai có thể được ký hiệu trên
bản vẽ hoặc bằng giá trị theo ký hiệu cộng (+) trừ (-) hoặc cộng trừ (±) lOMoAR cPSD| 45734214 18/07/2023
Kích thước của chi tiết được xác định từ chuẩn gá đặt (chuẩn công nghệ ).
Hệ thống ghi kích thước cho phép đo chi tiết trên máy khi
gia công và khi kiểm tra lần cuối một cách tin cậy và đơn giản.
Hệ thống nghi kích thước đảm bảo sự liên tục hợp lý gia
công các bề mặt của chi tiết. 16
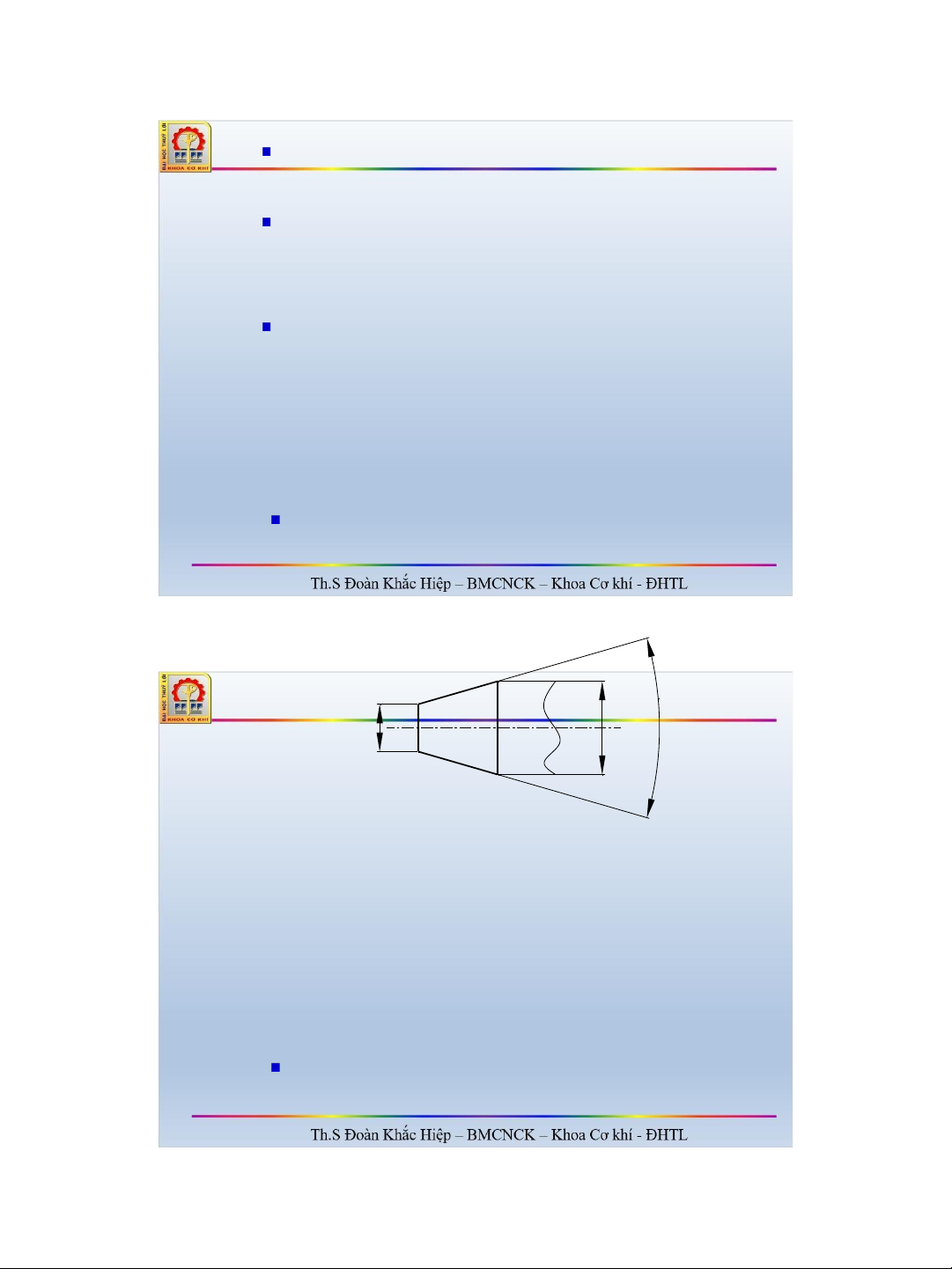
Trên bề mặt côn của chi tiết phải ghi cả hai kích thước:
Đường kính và góc côn. Hệ thống ghi kích thước như
vậy sẽ làm thuận lợi cho việc điều chỉnh máy và đo kiểm chi tiết. 17
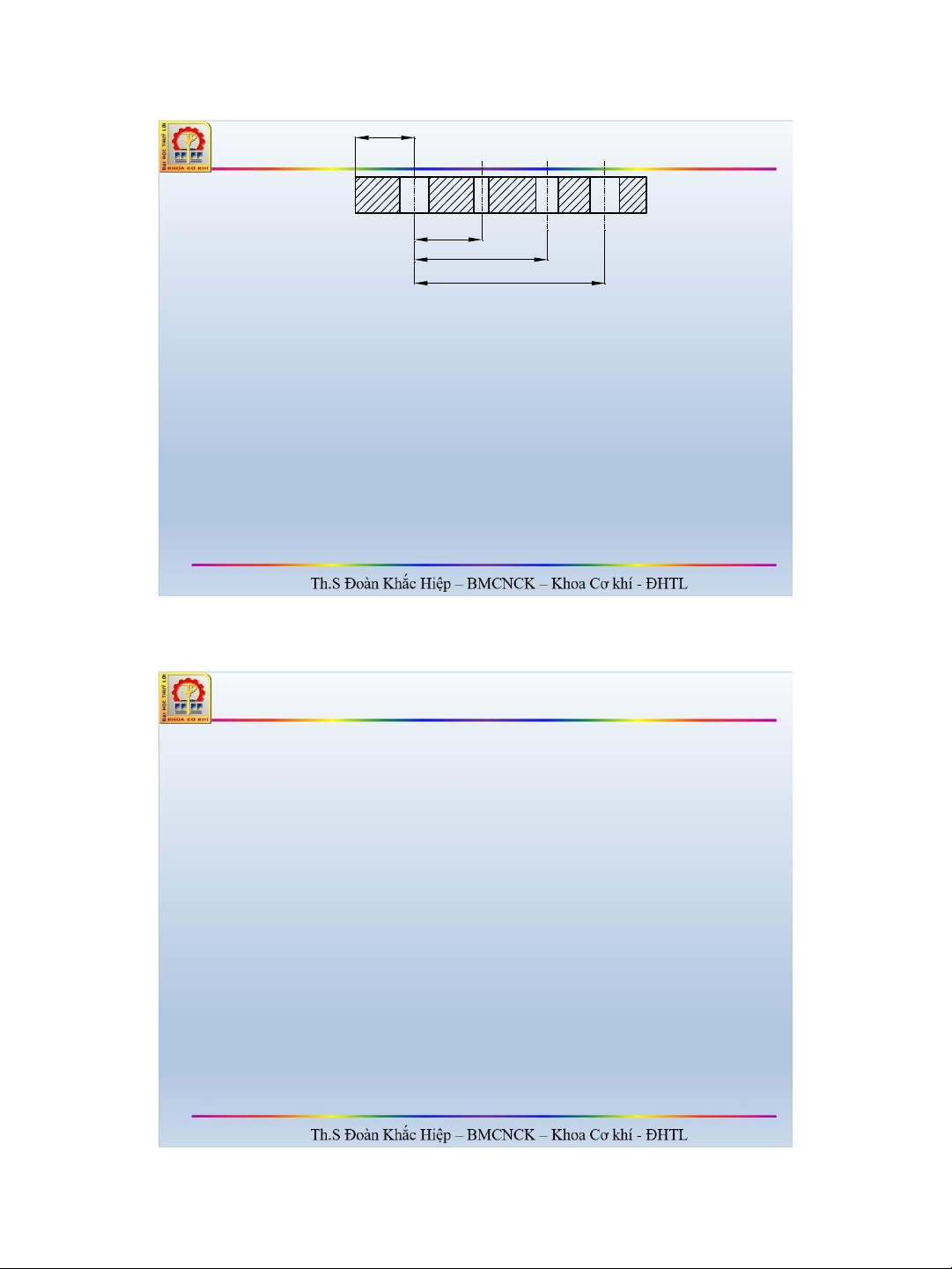
Nếu như có một số lỗ được phân bố trên một hàng thì đối
với tâm tất cả các lỗ kích thước được ghi từ tâm một lỗ
nào đó và cuối cùng là từ tâm lỗ này đến mặt chuẩn. lOMoAR cPSD| 45734214 18/07/2023 18
2.5 Tiêu chuẩn hoá, điển hình hoá và thống nhất hoá chi tiết
◼ Tính công nghệ trong kết cấu của máy được nâng lên
nếu sử dụng số lượng lớn các bộ phận và chi tiết tiêu
chuẩn hoá, điển hình hoá và thống nhất hoá.
◼ Để thực hiện tiêu chuẩn hoá, điển hình hoá và thống
nhất hoá các chi tiết và bộ phận máy trước hết khi thiết
kế hình thành các chi tiết máy từ một số dạng bề mặt
tiêu chuẩn và thống nhất: mặt phẳng, mặt trụ, mặt côn,
mặt ren, mặt răng với những kích thước tiêu chuẩn. 19
◼ Sử dụng quy trình công nghệ điển hình. Hoặc công nghệ nhóm. lOMoAR cPSD| 45734214 18/07/2023 20
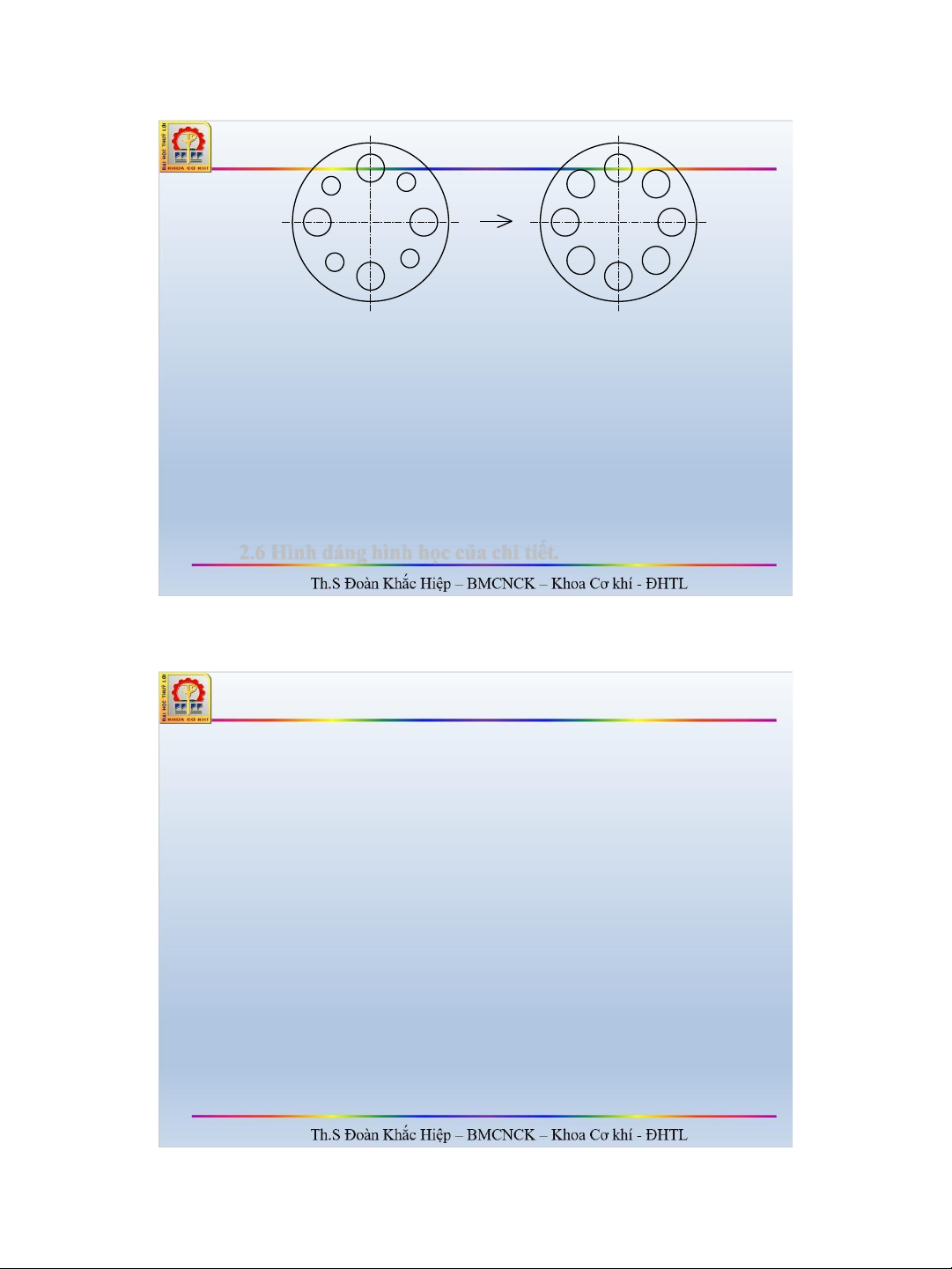
2.6 Hình dáng hình học của chi tiết.
◼ Hình dáng hình học và kích thước của chi tiết cần có
khả năng bảo đảm độ cứng vững đầy đủ để dưới tác
dụng của lực cắt, lực kẹp thì chi tiết biến dạng ít nhất.
◼ Gia công tất cả các bề mặt tương quan với nhau với điều
kiện song song, vuông góc, đồng tâm, vv…cần được
tiến hành với một lần gá đặt chi tiết trên máy. 21 lOMoAR cPSD| 45734214 18/07/2023
◼ Hình dạng hình học của chi tiết cần đơn giản, chi tiết
được gia công dễ dàng. Nếu như yêu cầu này không
thực hiên được thì cần thiết phải tách chi tiết thành một
số yếu tố đơn giản để dễ gia công, sau đó ghép lại bằng
các biện pháp như: hàn, đinh tán, ren …
§õ¬ng chia chi tiÕt ®Ó qu¸ tr×nh gia c«ng ®¬n gi¶n 22
◼ Hình dạng hình học và kích thước của bề mặt gia công
của chi tiết cần phải phù hợp với hình dạng và kích
thước của dụng cụ cắt tiêu chuẩn. Ngoài ra còn phải có
kết cấu phù hợp với dao cắt có năng suất cao hơn. d
Dao phay đĩa cắt năng suất hơn 23 lOMoAR cPSD| 45734214 18/07/2023
◼ Bề mặt gia công và không gia công của chi tiết cần có
sự phân biệt rõ ràng để loại trừ trường hợp gia công vào mặt phôi thô. Ø Ø không hợp lý hợp lý 24 lOMoAR cPSD| 45734214 18/07/2023 ◼
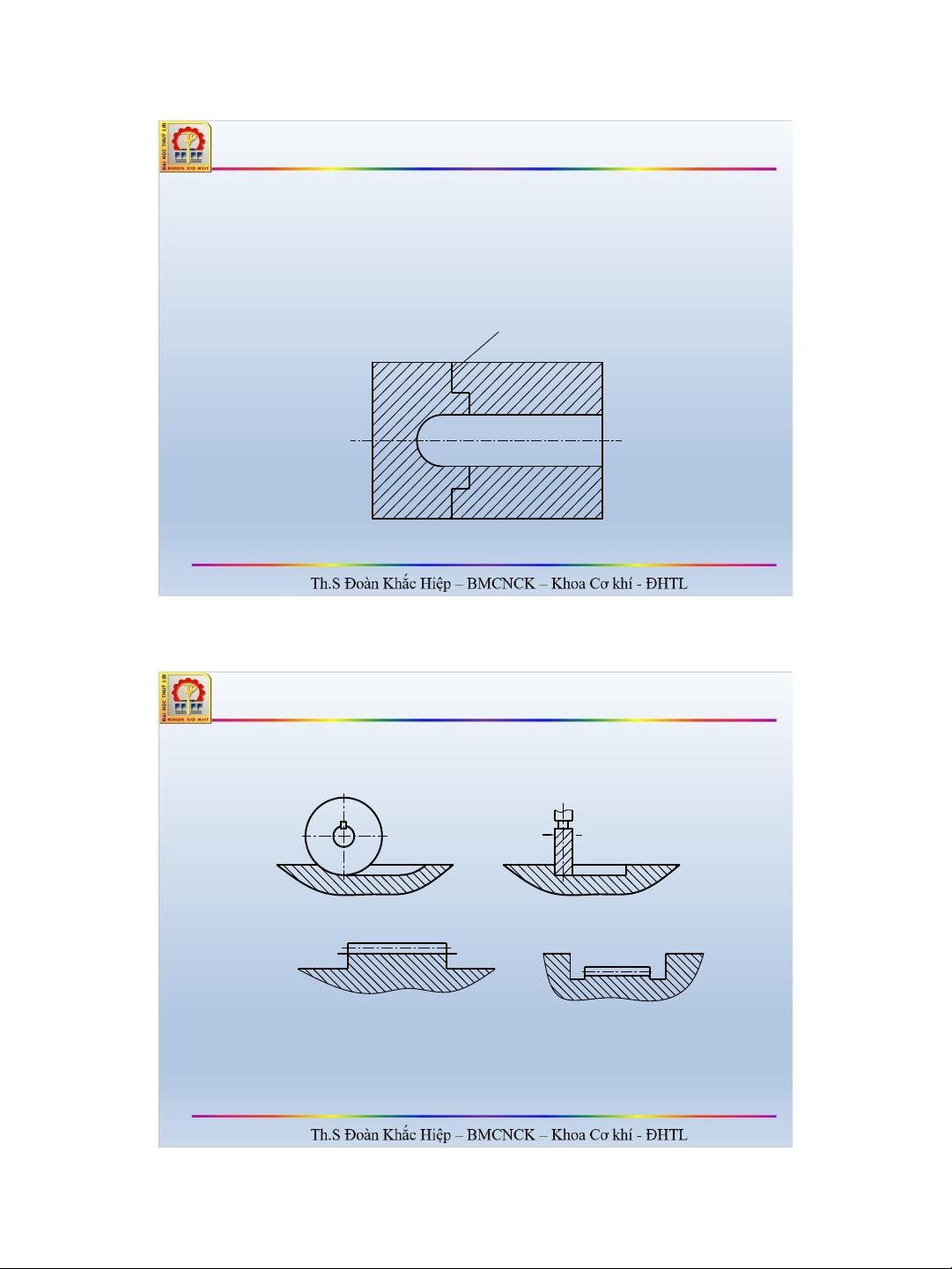
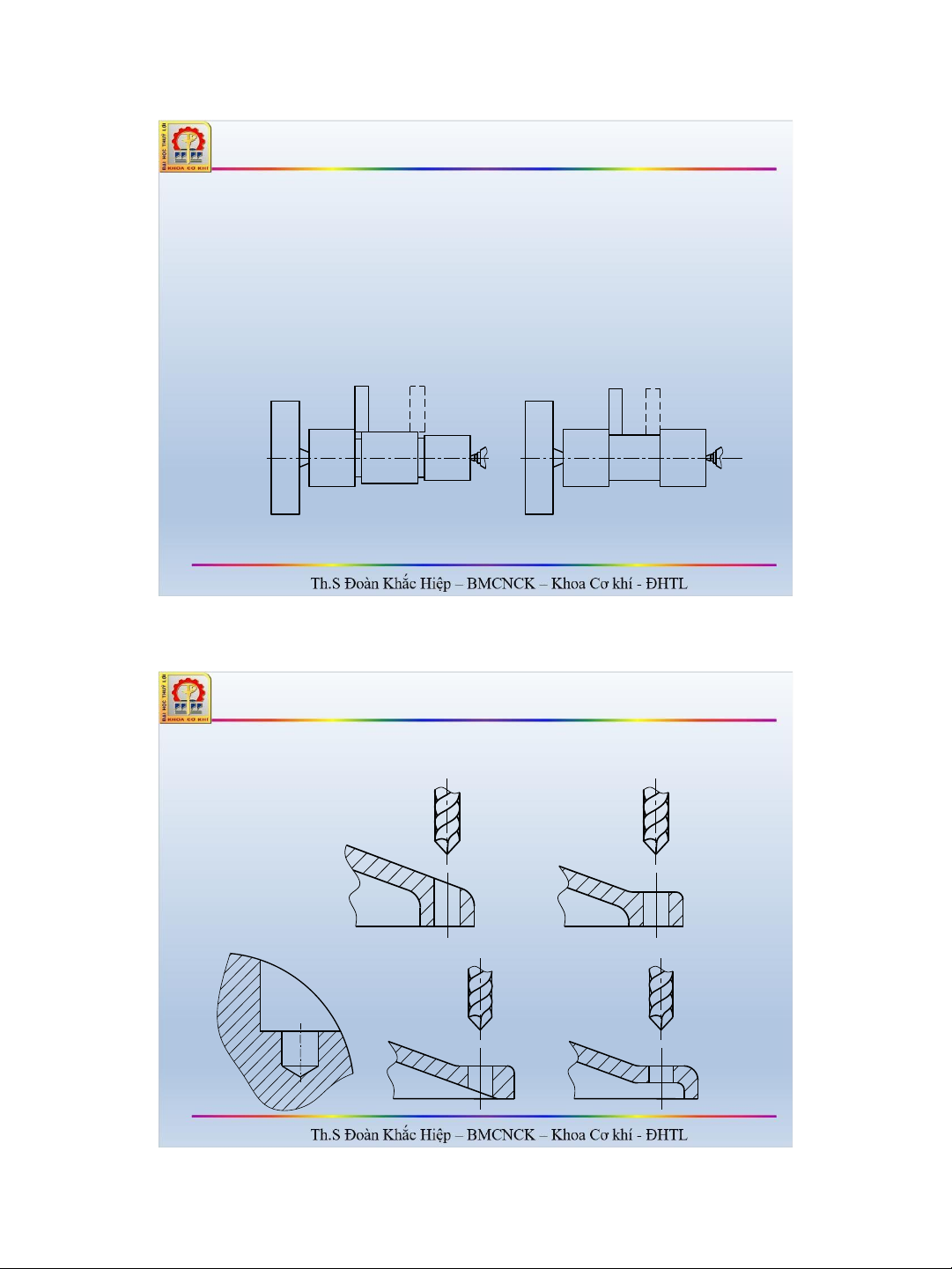
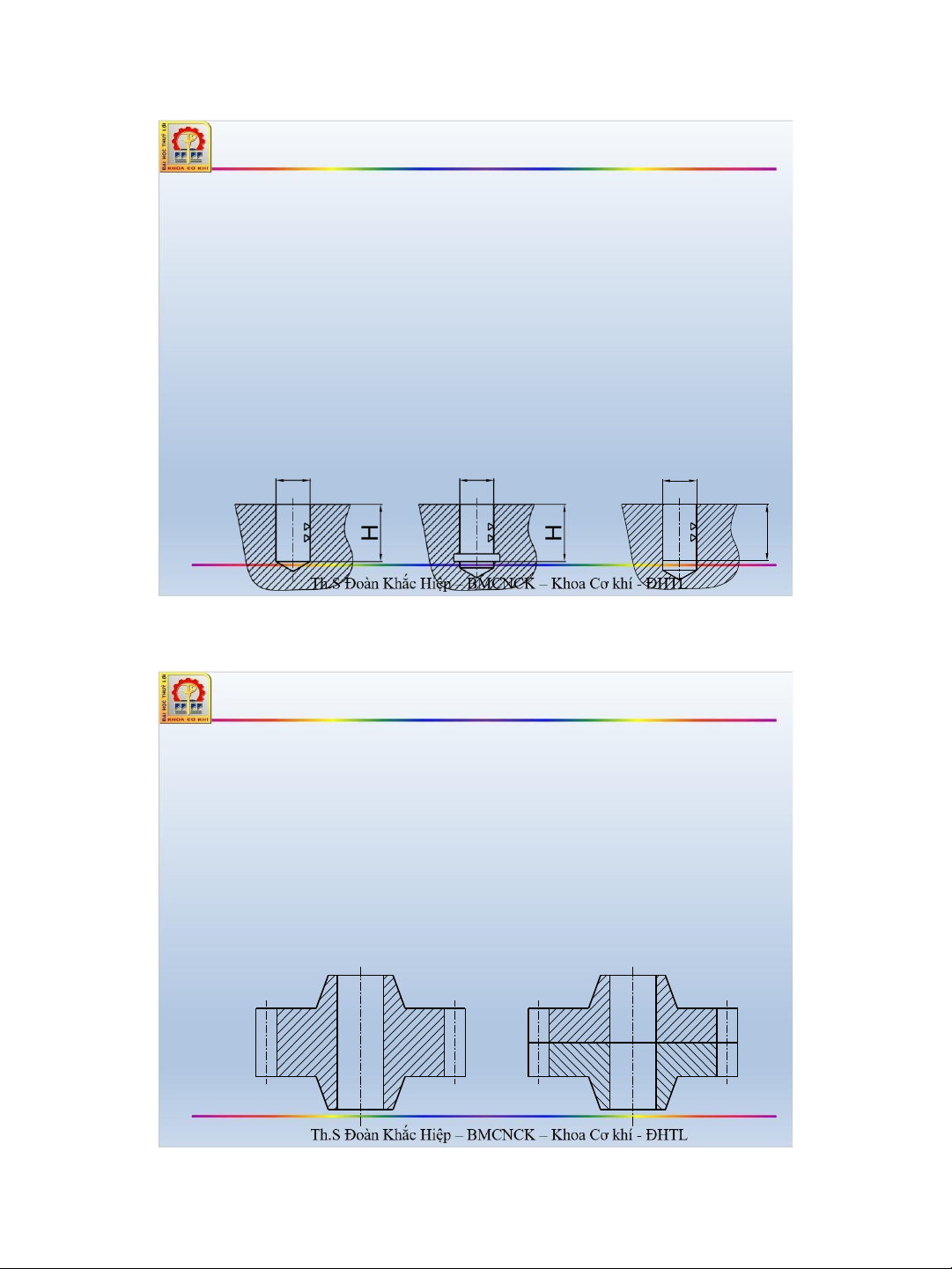
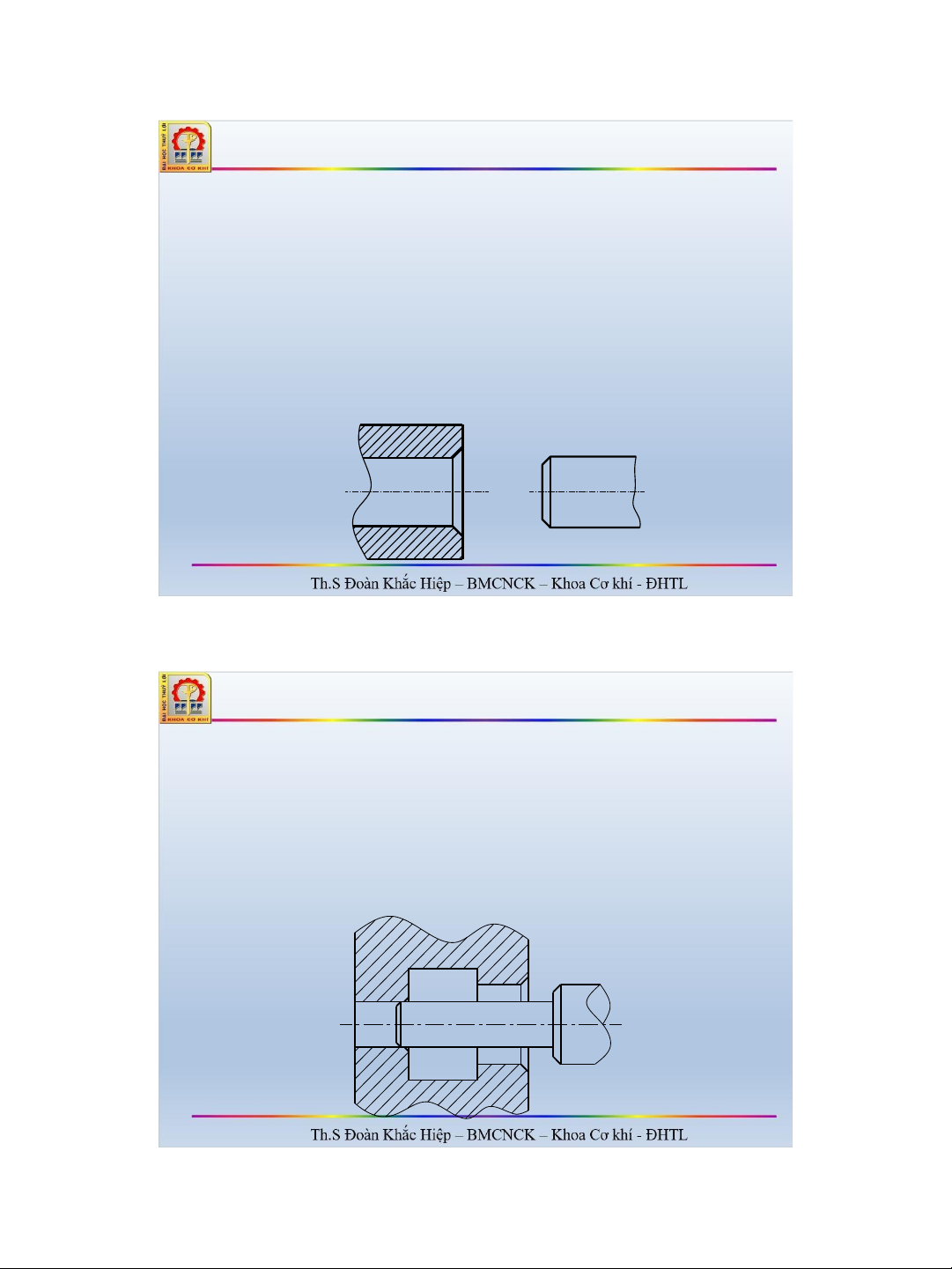
Kết cấu của chi tiết cần có chỗ cho ăn dao vào và thoát
dao ra để thuận lợi cho việc gia công và bảo vệ dụng cụ khỏi bị gãy hợp lý không hợp lý 25 a b c a b lOMoAR cPSD| 45734214 18/07/2023 ◼ 26
a. Không chính xác vì không thể doa trên suốt chiều dài lỗ
tịt. b, c hợp lý vì có chỗ thoát dao. D D D H a b c 27
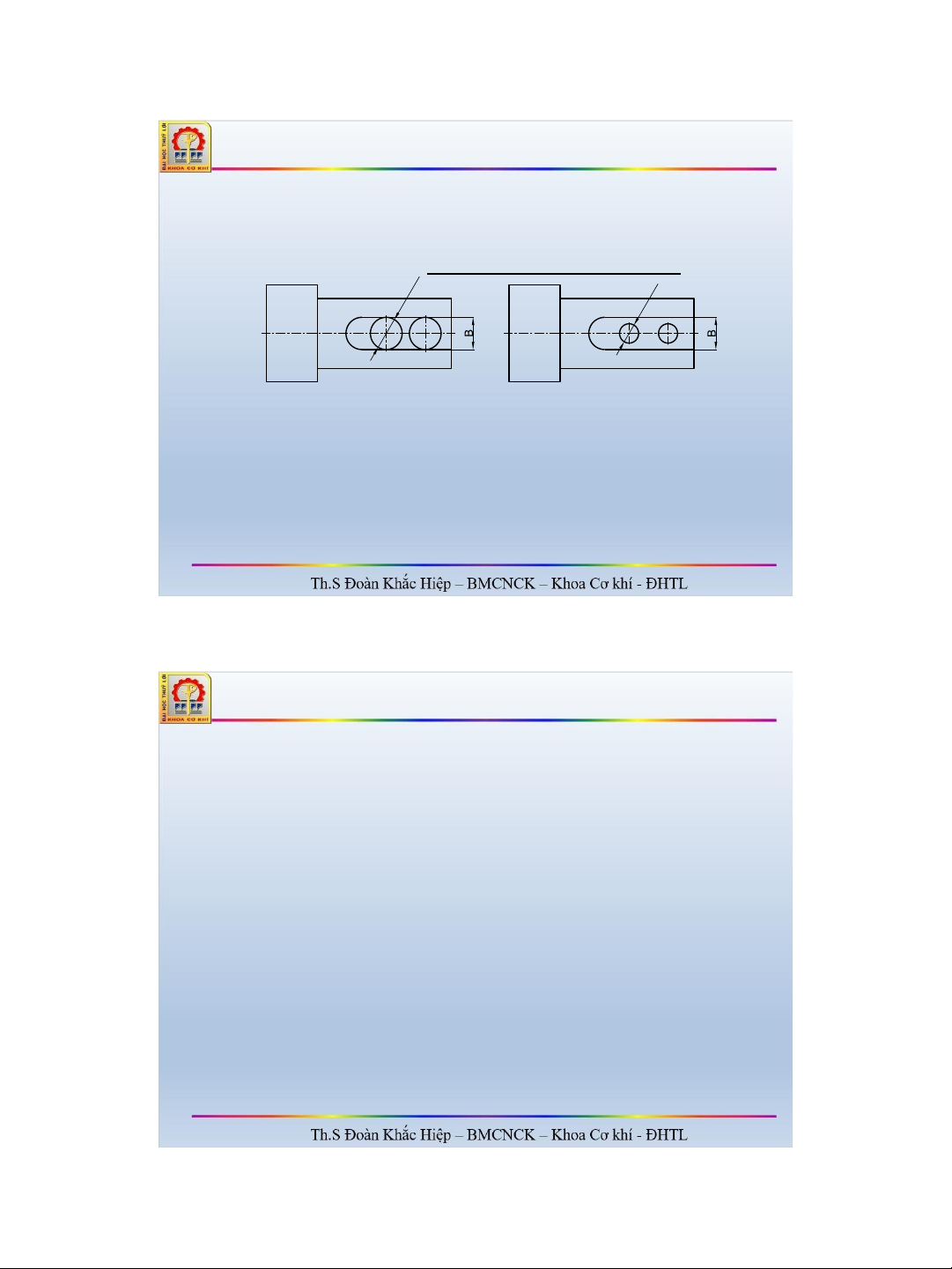
◼ Kết cấu của chi tiết cần lường trước khả năng gá đồng
thời trên máy một số chi tiết để gia công cùng một lúc. a b lOMoAR cPSD| 45734214 18/07/2023 ◼ 28
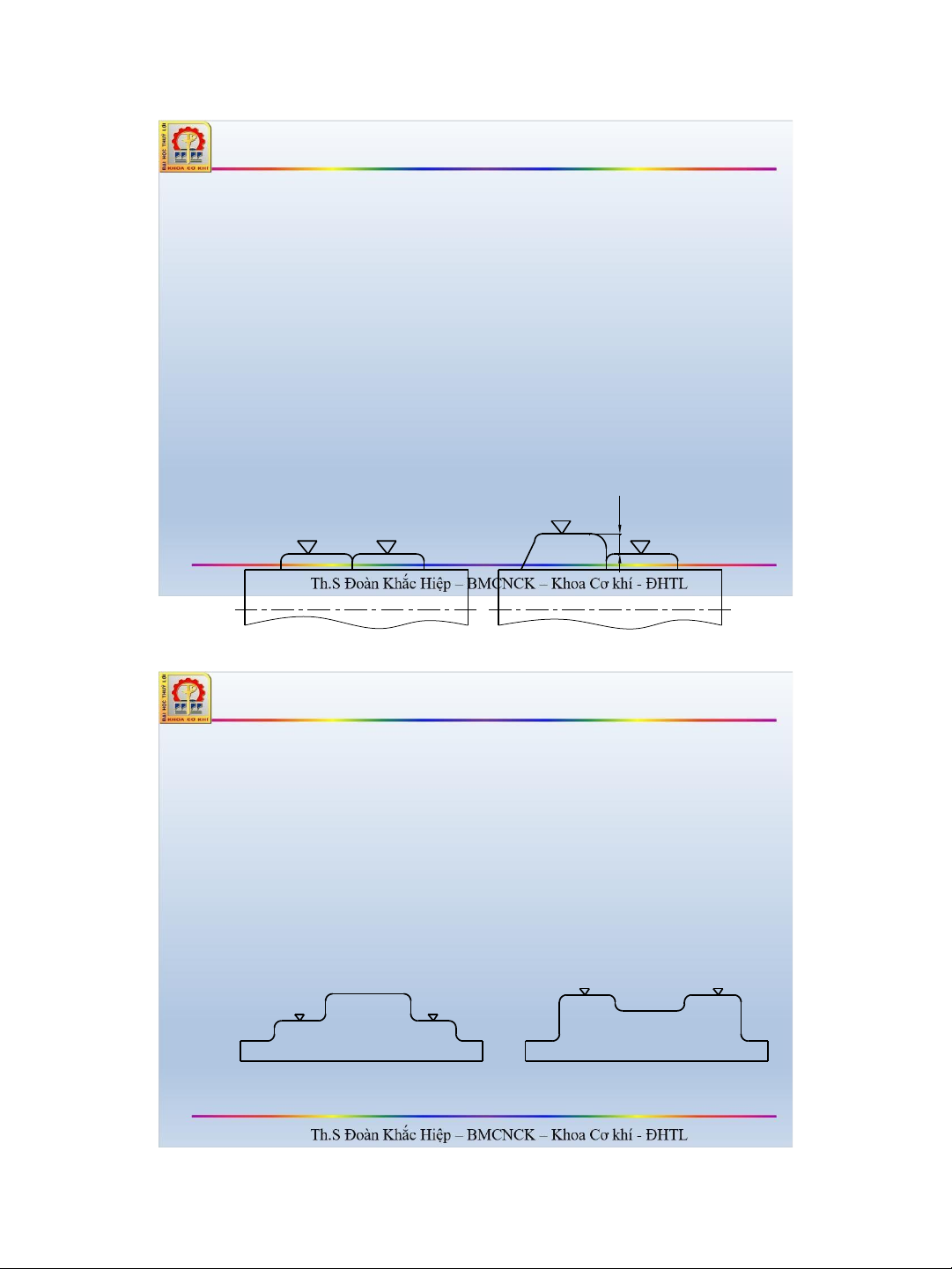
Các mặt phẳng gia công ở cùng một phía trên chi tiết
cần được bố trí trên cùng một mức độ cao để giảm thời
gian gia công nhờ khả năng gia công bằng một hành
trình chạy dao đồng thời một số chi tiết h a b 29 a b lOMoAR cPSD| 45734214 18/07/2023 ◼ 30 lOMoAR cPSD| 45734214 18/07/2023 ◼
Để lắp ráp được dễ dàng, do đó giảm được khối lượng
lao động trong lắp ráp. Các chi tiết được lắp với nhau
cần được vát mép dẫn hướng. Nói chung chỉ cần vát
mép trục hoặc lỗ và tốt hơn cả là vát mép cả trục và lỗ. 31
◼ Không được cho 2 mối lắp thực hiện trong cùng một lúc
hoặc là mối ghép thấy được thì ghép trước còn mối ghép
không thấy được thì ghép sau.
Downloaded by Mai Linh (Vj1@gmail.com) 18 lOMoAR cPSD| 45734214 18/07/2023 ◼ 32
Trong kết cấu phải định trước các mặt chuẩn lắp ráp vì
thế ta mới đảm bảo được đúng vị trí cần láp ráp. 33
3. Tính công nghệ trong kết cấu với quan điểm
sản xuất trên máy CNC
Nguyên tắc về tính công nghệ:
◼ Tận dụng khả năng công nghệ của máy CNC
◼ Tôn trọng nguyên tắc gá đặt dễ dàng vào đồ kẹp chặt tổ hợp
Downloaded by Mai Linh (Vj1@gmail.com) 19 lOMoAR cPSD| 45734214 18/07/2023 ◼
◼ Tôn trọng trang bị dụng cụ tiêu chuẩn của máy CNC
◼ Ghi kích thước hợp lý 34
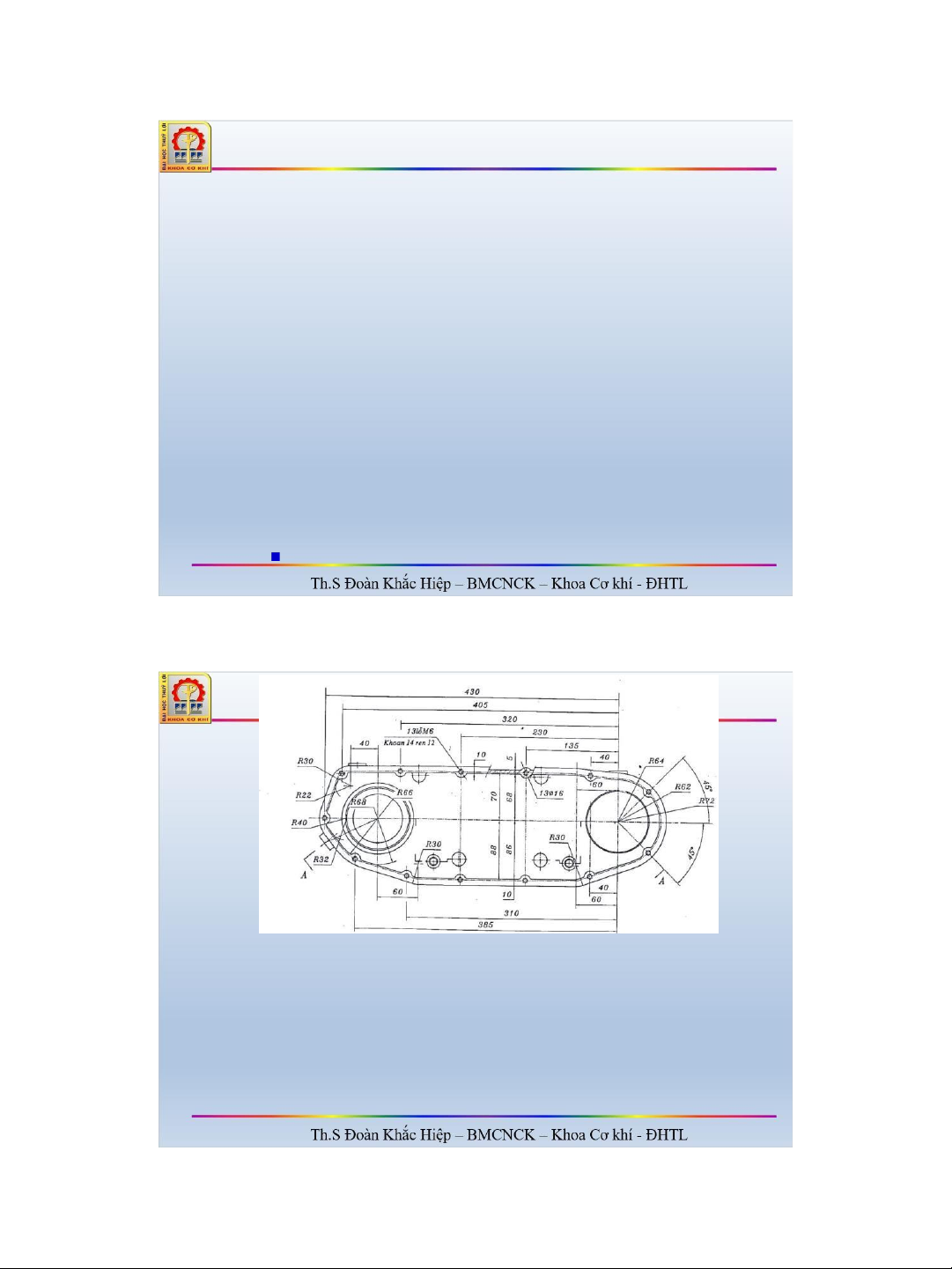
Do khả năng công nghệ của máy CNC rất cao nên có thể
gia công nhiều bề mặt tạo với nhau một góc nào đó trong
1 lần gá do chi tiết được gá trên đồ gá quay tùy thuộc vào
máy 3 trục, 4 trục hay 5 trục. 35
Downloaded by Mai Linh (Vj1@gmail.com) 20
Tài liệu liên quan:
-
Giáo trình Phương pháp số & Matlab môn Kỹ thuật Cơ Điện tử | Trường Đại học Thủy Lợi
23 12 -
Bài giảng về Hệ thống cơ điện tử môn Kỹ thuật Cơ điện tử | Trường Đại học Thủy Lợi
24 12 -

Câu hỏi ôn tập giữa kỳ - Cơ khí - Tải trọng và lực cản môn Công nghệ chế tạo trong cơ khí | Trường Đại học Thủy Lợi
102 51 -
Giáo trình môn Công nghệ chế tạo trong cơ khí | Trường Đại học Thủy Lợi
114 57