Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất môn Quản trị sản xuất | Đại học Huế
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất môn Quản trị sản xuất | Đại học Huế. Tài liệu được sưu tầm giúp bạn tham khảo, ôn tập và đạt kết quả cao. Mời bạn đọc đón xem.
Môn: Quản trị sản xuất (ĐHH) 6 tài liệu
Trường: Đại học Huế 411 tài liệu
Tác giả:







Preview text:
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
QUẢN TRỊ SẢN XUẤT Chương 3
XÁC ĐỊNH ĐỊA ĐIỂM VÀ BỐ TRÍ MẶT BẰNG SẢN XUẤT
3.1. Xác định địa điểm
3.1.1. Tầm quan trọng của việc xác định địa điểm
Khi thành lập doanh nghiệp mới cũng như trong quá trình sản xuất kinh doanh ta
thường phải giải quyết vấn đề chọn địa điểm xây dựng sao cho hợp lý, kinh tế. Địa
điểm nói ở đây có thể là vị trí các nhà máy, xí nghiệp, các kho hàng, đại lý…
Địa điểm của doanh nghiệp có tác động lâu dài đến hoạt động và lợi ích của doanh
nghiệp. Đồng thời nó cũng có ảnh hưởng lâu dài đến cư dân quanh vùng.
Xác định địa điểm của doanh nghiệp hợp lý tạo điều kiện cho doanh nghiệp tiếp xúc
với khách hàng, nâng cao khả năng thu hút khách hàng, thâm nhập và chiếm lĩnh thị
trường mới, thúc đẩy sản xuất kinh doanh phát triển, tăng doanh thu và lợi nhuận.
Xác định địa điểm doanh nghiệp hợp lý còn tạo ra một trong những nguồn lực mũi
nhọn của doanh nghiệp. Nó cho phép doanh nghiệp xác định, lựa chọn những khu vực
có điều kiện tài nguyên và môi trường kinh doanh thuận lợi, khai thác các lợi thế của
môi trường nhằm tận dụng, phát huy tốt nhất tiềm năng bên trong.
Quyết định về địa điểm của doanh nghiệp là một loại quyết định có tính chiến lược.
Nó ảnh hưởng lớn nhất đến định phí và biến phí của sản phẩm cũng như các hoạt
động, giao dịch khác của doanh nghiệp. Xác định địa điểm doanh nghiệp là biện pháp
quan trọng giảm giá thành sản phẩm. Quyết định xác định địa điểm doanh nghiệp ảnh
hưởng mạnh mẽ đến chi phí tác nghiệp, đặc biệt là chi phí vận chuyển nguyên liệu và sản phẩm.
Vì vậy khi chọn địa điểm của doanh nghiệp ta cần tiến hành cẩn thận, có tầm nhìn
xa, xem xét một cách toàn diện có kể đến khả năng phát triển, mở rộng doanh nghiệp
trong tương lai. Cần nêu lên ít nhất hai phương án để tính toán so sánh về mặt kinh tế, kỹ thuật…
Trong mọi trường hợp, địa điểm được chọn cần có sự nhất trí của các cơ quan quy
hoạch và chính quyền địa phương.
3.1.2. Các bước tiến hành chọn địa điểm
Việc quyết định địa điểm doanh nghiệp thường gắn bó chặt chẽ với bản chất của các
lĩnh vực kinh doanh và qui mô doanh nghiệp. Chẳng hạn, các doanh nghiệp qui mô
nhỏ thường phân bố tự do hơn, nhưng các doanh nghiệp lớn cần phải xác định vùng
nguyên liệu, năng lượng và bố trí thành nhiều địa điểm khác nhau.
Việc lựa chọn địa điểm doanh nghiệp, nhất là đối với doanh nghiệp lớn thường tiến hành theo 2 bước:
- Xác định khu vực địa điểm.
- Xác định địa điểm cụ thể.
Tuy nhiên, để có thể quyết định địa điểm đúng đắn, hợp lý cần thực hiện các bước chủ yếu sau: 33
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
QUẢN TRỊ SẢN XUẤT
Bước 1: Xác định mục tiêu, tiêu chuẩn sẽ sử dụng để đánh giá các phương án xác định
địa điểm doanh nghiệp. Vấn đề quan trọng là cùng với việc xác định chỉ tiêu cần
phải xác định rõ các tiêu chuẩn được dùng làm cơ sở đánh giá các phương án xác
định địa điểm. Sau đây là một số chỉ tiêu dùng làm cơ sở để đánh giá, tuy nhiên các
chỉ tiêu này có thể thay đổi tùy thuộc vào mục tiêu của doanh nghiệp:
- Đối với doanh nghiệp công nghiệp: giảm tối thiểu các chi phí.
- Đối với doanh nghiệp dịch vụ: tối đa hoá thu nhập.
- Kho hàng, kho phân phối: giảm thiểu chi phí và tối đa tốc độ giao hàng.
Đạt được các mục tiêu cụ thể nói trên sẽ dẫn đến kết quả cuối cùng là tối đa hoá
lợi nhuận cho doanh nghiệp.
Bước 2: Xác định và phân tích các nhân tố ảnh hưởng đến địa điểm doanh nghiệp.
Việc bố trí doanh nghiệp chịu ảnh hưởng của rất nhiều nhân tố khác nhau như điều
kiện tự nhiên, vị trí địa lý của vùng, các yếu tố kinh tế, xã hội và văn hoá…
Bước 3: Xây dựng những phương án định vị khác nhau, đây là một trong những yêu
cầu chung của quản lý kinh tế, đối với địa điểm doanh nghiệp lại càng quan trọng
hơn. Trong thực tế có rất nhiều phương án để xác định địa điểm doanh nghiệp, mỗi
phương án chính sách đều có mặt tích cực và hạn chế khác nhau. Vì vậy việc xây
dựng nhiều phương án là cơ sở cho việc đánh giá, lựa chọn phương án hợp lý nhất
với những mục tiêu và tiêu chuẩn đã đề ra.
Bước 4: Sau khi xây dựng các phương án xác định địa điểm doanh nghiệp, bước tiếp
theo là tính toán các chỉ tiêu về mặt kinh tế. Lượng hoá các yếu tố có thể, trên cơ sở
đó so sánh hệ thống các chỉ tiêu của từng phương án, tìm ra những phương án có lợi
nhất tính theo các chỉ tiêu đó. Ngoài ra, cần phải đánh giá đầy đủ về mặt định tính
các yếu tố khác dựa trên những chuẩn mực đã đề ra. Trong nhiều trường hợp
phương án được lựa chọn không phải là phương án có chỉ tiêu kinh tế đã lượng hoá
cao nhất, mà là những phương án khả thi và hợp lý có thể thoả mãn được những
mục tiêu chính của doanh nghiệp đề ra.
3.1.3. Các nhân tố ảnh hưởng đến việc chọn địa điểm
a) Các điều kiện tự nhiên
- Địa hình, địa chất, thuỷ văn, khí tượng, tài nguyên, sinh thái.
- Đảm bảo yêu cầu xây dựng công trình bền vững, ổn định, đảm bảo doanh
nghiệp hoạt động bình thường quanh năm.
b) Các điều kiện xã hội
- Tình hình dân số, phong tục tập quán, các chính sách phát triển kinh tế, khả
năng cung cấp lao động và năng suất lao động.
- Các hoạt động kinh tế của địa phương về nông nghiệp, công nghiệp, dịch vụ.
- Cấu trúc hạ tầng kỹ thuật của địa phương: điện, nước, giao thông vận tải, thông
tin liên lạc, giáo dục… 34
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
QUẢN TRỊ SẢN XUẤT
c) Các nhân tố kinh tế
Gần thị trường tiêu thụ
- Doanh nghiệp dịch vụ: cửa hàng, khách sạn, bệnh viện, trung tâm thông tin.
- Doanh nghiệp sản xuất các mặt hàng khó vận chuyển như dễ vỡ, đông lạnh, hoa tươi…
Trong điều kiện phát triển như hiện nay, thị trường tiêu thụ trở thành một nhân tố
quan trọng nhất tác động đến quyết định địa điểm doanh nghiệp. Các doanh nghiệp
thường coi việc bố trí gần nơi tiêu thụ là một bộ phận trong chiến lược cạnh tranh của
mình. Điều này có ý nghĩa đặc biệt quan trọng đối với các doanh nghiệp hoạt động
trong lĩnh lực dịch vụ, doanh nghiệp gần thị trường có lợi thế cạnh tranh. Để xác định
địa điểm đặt doanh nghiệp, cần thu thập, phân tích, xử lý các thông tin thị trường như:
Dung lượng thị trường; cơ cấu và tính chất của nhu cầu; xu hướng phát triển của thị
trường; tính chất và tình hình cạnh tranh; đặc điểm sản phẩm và loại hình kinh doanh...
Gần nguồn nguyên liệu
Nguyên liệu có ảnh hưởng lớn đến quyết định địa điểm doanh nghiệp như:
- Chủng loại, số lượng và qui mô nguồn nguyên liệu. Đối với nhiều loại hình sản
xuất kinh doanh, việc phân bố doanh nghiệp gần nguồn nguyên liệu là đòi hỏi
tất yếu do tính chất của ngành. Chẳng hạn, các ngành khai khoáng luôn chịu sự
ràng buộc chặt chẽ vào địa điểm và qui mô nguồn nguyên liệu sẵn có.
- Chất lượng và đặc điểm của nguyên liệu sử dụng trong quá trình sản xuất kinh
doanh. Một số doanh nghiệp để hoạt động có hiệu quả cần phải đặt gần vùng
nguồn nguyên liệu; một số khác do yêu cầu về phương tiện, khối lượng vận
chuyển và tính chất cồng kềnh, dễ vở, khó vận chuyển, khó bảo quản của
nguyên liệu, đòi hỏi doanh nghiệp phải đặt gần nguồn nguyên liệu như: doanh
nghiệp chế biến nông sản, sản xuất xi măng,...Ngoài ra, các doanh nghiệp sử
dụng nguồn nguyên liệu tươi sống như chế biến lương thực, thực phẩm, mía
đường, dâu tằm tơ…cũng cần bố trí gần nguồn nguyên liệu.
Nhân tố vận chuyển: Chi phí vận chuyển có thể chiếm 25% giá bán.
Gần nguồn nhân công
Thường doanh nghiệp đặt ở đâu thì sử dụng nguồn lao động tại đó là chủ yếu. đặc
điểm của nguồn lao động như khả năng đáp ứng về số lượng, chất lượng lao động,
trình độ chuyên môn, tay nghề ảnh hưởng trực tiếp tới năng suất lao động và kết quả
hoạt động sản xuất kinh doanh của doanh nghiệp sau này.
Nguồn lao động dồi dào, được đào tạo, có trình độ chuyên môn, kỹ năng tay nghề
cao là một trong những yếu tố thu hút sự chú ý của các doanh nghiệp. Có nhiều ngành
cần lao động phổ thông phải được phân bố gần nguồn lao động như những khu dân cư;
nhưng cũng có ngành cần lao động có tay nghề cao, đòi hỏi gần thành phố lớn, gần
trung tâm đào tạo nghiên cứu khoa học.
Chi phí lao động có ý nghĩa đặc biệt quan trọng đối với quyết định địa điểm doanh
nghiệp. Chi phí lao động rẻ rất hấp dẫn các doanh nghiệp, các doanh nghiệp thường
muốn đặt doanh nghiệp mình ở những nơi có chi phí lao động thấp. Tuy nhiên, khi 35
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
QUẢN TRỊ SẢN XUẤT
phân tích ảnh hưởng của chi phí lao động cần phải đi đôi với mức năng suất lao động trung bình của vùng.
Thái độ lao động đối với thời gian, với vấn đề nghỉ việc và di chuyển lao động cũng
tác động rất lớn đến việc chọn vùng và địa điểm phân bố doanh nghiệp. Ở mỗi vùng,
dân cư có thái độ khác nhau về lao động, dựa trên những nền tảng văn hoá khác nhau.
Việc chọn phương án xác định địa điểm doanh nghiệp cần phân tích đầy đủ, thận trọng
sự khác biệt về văn hoá của cộng đồng dân cư mỗi vùng.
3.1.4. Các phương pháp xác định địa điểm
Để ra quyết định lựa chọn địa điểm bố trí doanh nghiệp có thể dùng rất nhiều
phương pháp khác nhau, các phương pháp bao gồm cả phân tích định tính và định
lượng. Trong việc quyết định lựa chọn phương án định vị doanh nghiệp có nhiều yếu
tố mang tính tổng hợp rất khó xác định. Việc lựa chọn cần cân nhắc dựa trên nhiều yếu
tố định tính tổng hợp. Tuy nhiên, một yếu tố cơ bản trong lựa chọn quyết định địa
điểm doanh nghiệp là tạo điều kiện giảm thiểu được chi phí vận hành sản xuất và tiêu
thụ. Những chi phí này có thể định lượng được, do đó phần lớn các kỹ thuật và phương
pháp giới thiệu sau đây được dùng để tính toán và lượng hoá một số chỉ tiêu kinh tế
chủ yếu là chỉ tiêu chi phí của các phương án xác định định điểm doanh nghiệp. Trên
cơ sở đó lựa chọn phương án định vị có tổng chi phí nhỏ nhất.
a) Phương pháp cho điểm có trọng số
Một phương pháp xác định địa điểm doanh nghiệp được lựa chọn tốt nhất khi tính
đến đầy đủ cả hai khía cạnh là phân tích về mặt định lượng và định tính. Trong từng
trường hợp cụ thể có thể ưu tiên định lượng hoặc định tính tuỳ thuộc vào mục tiêu tổng
quát của doanh nghiệp. Phương pháp cho điểm có trọng số vừa cho phép đánh giá
được các phương án về định tính, vừa có khả năng so sánh giữa các phương án về định
lượng. Phương pháp này cho phép kết hợp những đánh giá định tính của các chuyên
gia với lượng hóa một số chỉ tiêu. Tuy nhiên, phương pháp dùng trọng số giản đơn có
phần nghiêng về định tính nhiều hơn. Tiến trình thực hiện phương pháp này bao gồm các bước cơ bản sau:
(1) Xác định các nhân tố ảnh hưởng quan trọng đến địa điểm doanh nghiệp;
(2) Cho trọng số từng nhân tố căn cứ vào mức độ quan trọng của nó;
(3) Cho điểm từng nhân tố theo địa điểm bố trí doanh nghiệp;
(4) Nhân số điểm với trọng số của từng nhân tố;
(5) Tính tổng số điểm cho từng địa điểm;
(6) Lựa chọn địa điểm có tổng số điểm cao nhất.
Ba bước đầu chủ yếu do các chuyên gia thực hiện, kết quả phụ thuộc rất lớn vào
việc xác định, lựa chọn các nhân tố, khả năng đánh giá, cho điểm và trọng số của các
chuyên gia. Vì vậy, đây có thể coi là phương pháp chuyên gia. Phương pháp này rất
nhạy cảm với những ý kiến chủ quan.
Ví dụ 3.1: Một doanh nghiệp cần chọn một địa điểm để xây dựng nhà máy. Qua
nghiên cứu sơ bộ thấy có thể chọn 1 trong 2 địa điểm thuộc 2 tỉnh A và B. Theo các
chuyên gia thì trọng số và điểm số cho các yếu tố của 2 địa điểm này được cho như trong bảng 3.1 sau: 36
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
QUẢN TRỊ SẢN XUẤT
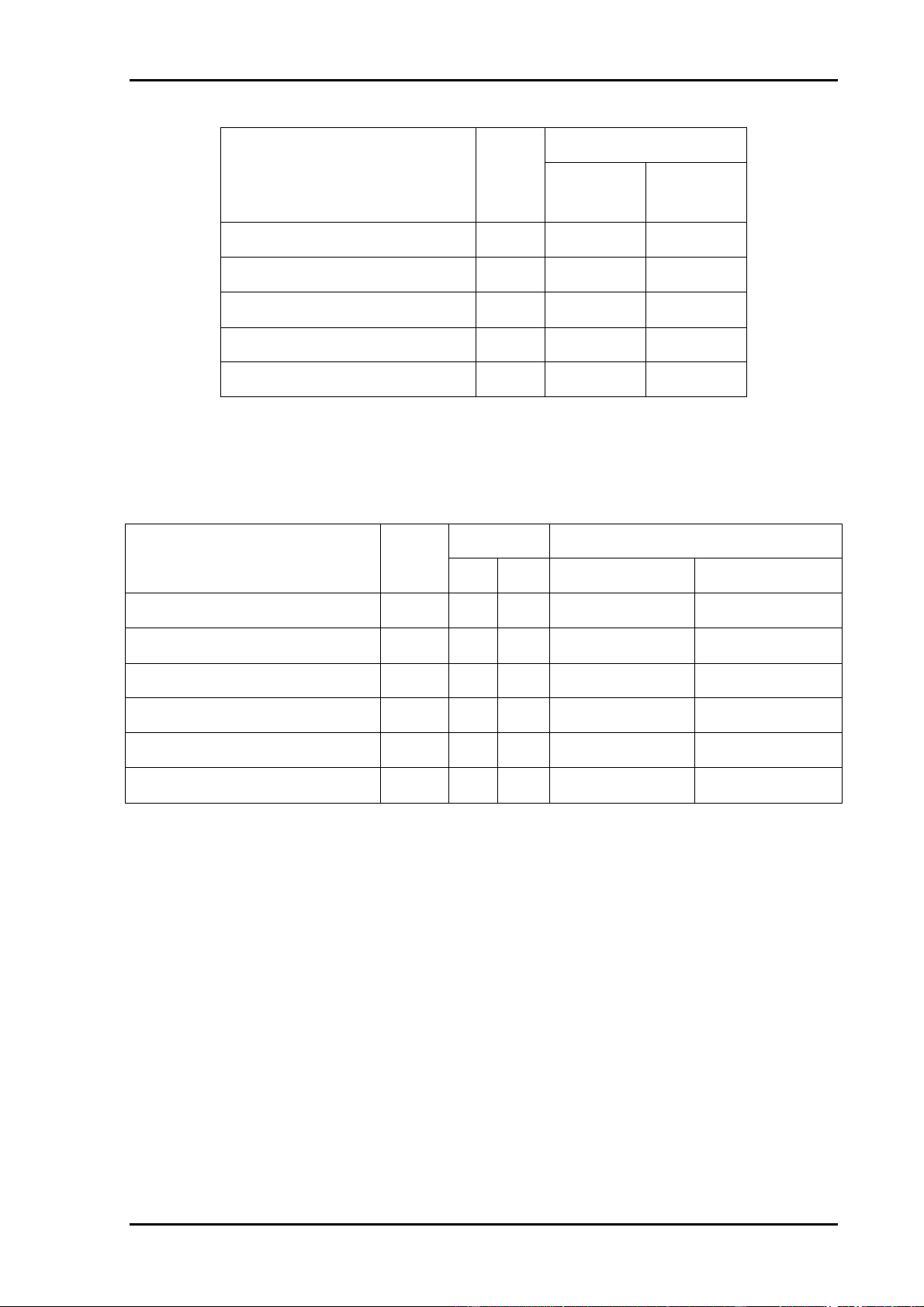
Bảng 3.1: Đánh giá của chuyên gia về các yếu tố lợi thế của 2 địa điểm Điểm số Trọng Yếu tố số Địa điểm Địa điểm A B
Giá nhân công và thái độ 0,25 70 60 Giao thông vận tải 0,05 50 60
Giáo dục, chăm sóc sức khoẻ 0,10 85 80 Cấu trúc thuế 0,39 75 70 Tài nguyên và năng suất 0,21 60 70
Dùng phương pháp cho điểm có trọng số để so sánh hai địa điểm này và cho biết
nên chọn địa điểm nào? Bài giải:
Để giải quyết bài toán này ta cần lập bảng tính như sau: Điểm số
Điểm có trọng số Trọng Yếu tố số A B A B
Giá nhân công và thái độ 0,25 70 60 0,25x70 =17,5 0,25x60 =15 Giao thông vận tải 0,05 50 60 0,05x50 =2,6 0,05x60 =3
Giáo dục, chăm sóc sức khoẻ 0,10 85 80 0,1x85 =8,5 0,1x80 =8 Cấu trúc thuế 0,39 75 70 0,39x75 =29,3 0,39x70 =27,3 Tài nguyên và năng suất 0,21 60 70 0,21x60 =12,6 0,21x70 =14,7 Tổng số 1,00 70,4 68
Qua tính toán chúng ta có thể dễ dàng lựa chọn tỉnh A, vì tỉnh A có tổng số điểm
cao hơn, có nghĩa là có nhiều lợi thế hơn.
b) Phương pháp điểm hòa vốn
Phương trình xác định điểm hoà vốn: y ax (3.1) 1 y bx + c (3.2) 2 Trong đó:
a – giá bán 1 sản phẩm (đ/cái)
b – biến phí cho 1 sản phẩm (đ/cái)
c – định phí tính cho 1 năm (đ/năm)
x – số sản phẩm bán ra trong 1 năm (cái/năm)
Như vậy, việc lựa chọn địa điểm doanh nghiệp chịu ảnh hưởng chủ yếu 2 yếu tố
định phí và biến phí, nên ta dùng phương trình (3.2) để xác định địa điểm. 37
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
QUẢN TRỊ SẢN XUẤT
Ví dụ 3.2: Công ty T&T cần chọn 1 địa điểm để xây dựng nhà máy sản xuất máy
công nghiệp loại nhỏ. Có 3 điểm được đưa ra so sánh là A, B, C. Thông tin về các địa
điểm được cung cấp như trong bảng 3.2 sau:
Bảng 3.2: Định phí và biến phí đơn vị của các địa điểm Địa điểm
Định phí hàng năm
Biến phí 1 sản phẩm A 30.000 USD 75 USD B 60.000 USD 45 USD C 110.000 USD 25 USD
Công ty T&T nên chọn địa điểm nào? Bài giải:
Trường hợp 1: Khi công suất đã được xác định, ví dụ công suất đã xác định bằng 2.000 sản phẩm/năm.
Theo phương trình 3.2 ta có:
y 75 2.000 30.000 180.000 USD A
y 45 2.000 60.000 150.000 USD B
y 25 2.000 110.000 160.000 USD C
Địa điểm B cho tổng chi phí nhỏ nhất. Vậy nhà máy nên đặt tại địa điểm B.
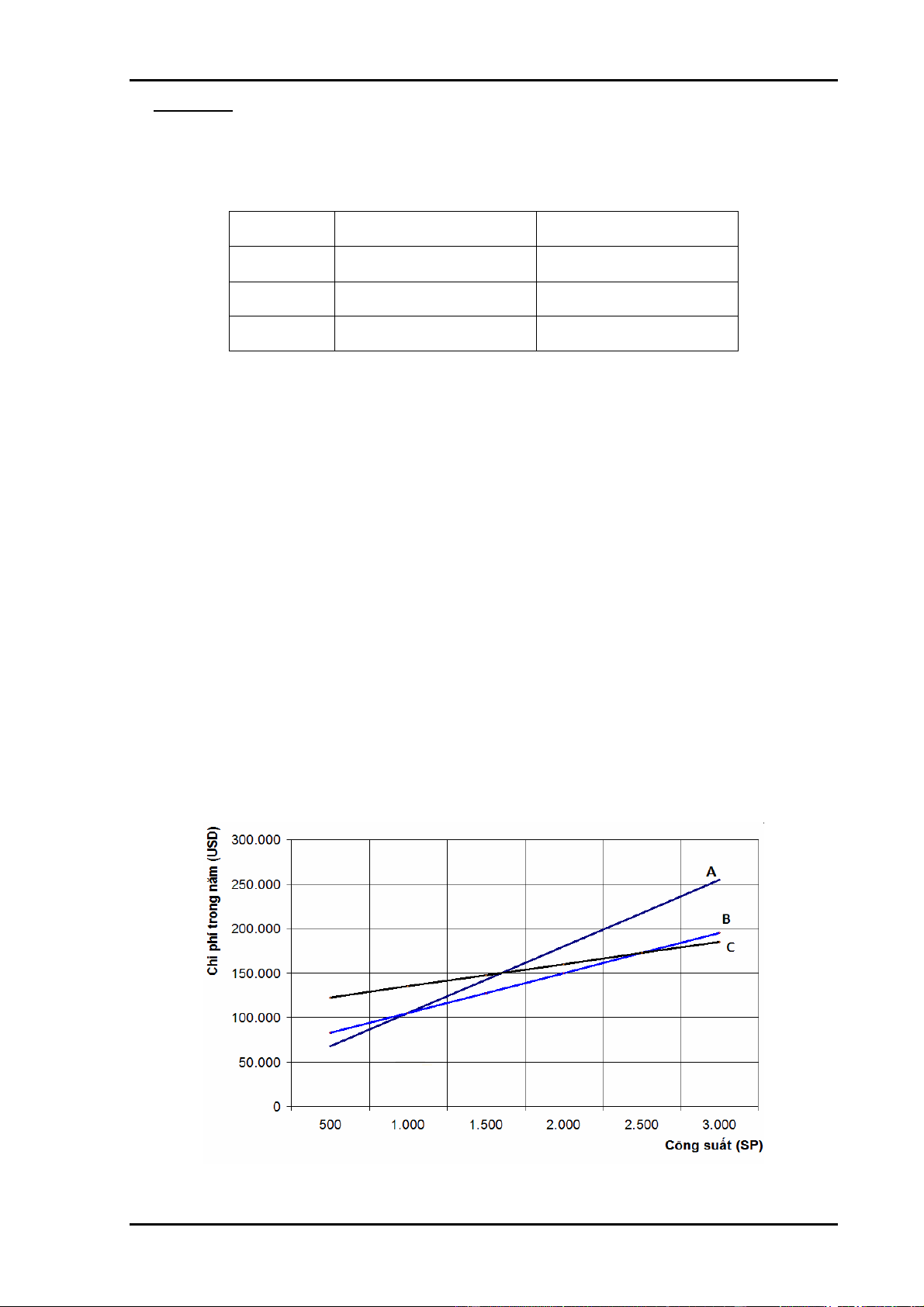
Trường hợp 2: Khi công suất chưa được xác định, vẫn sử dụng phương trình 3.2,
tuy nhiên cho giá trị x biến thiên. Kết quả tính toán được như sau: y 75x 30.000 A y 45x 60.000 B y 25x 110.000 C
Sơ đồ 3.1: Mối quan hệ giữa công suất và chi phí sản xuất tại các địa điểm 38
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
QUẢN TRỊ SẢN XUẤT
Theo biểu đồ trên ta có kết luận như sau:
Khi công suất < 1.000 chọn vị trí A.
Khi 1.000 < công suất < 2.500 chọn vị trí B.
Khi công suất > 2.500 chọn vị trí C.
c) Phương pháp tọa độ 1 chiều 1 L W d i i W (3.3) Trong đó:
L – toạ độ của địa điểm mới (km);
Wi – lượng hàng vận chuyển đến cơ sở thứ i (i = 1, 2, 3,…, n);
di – tọa độ của cơ sở i so với 1 điểm nào đó lấy làm gốc tọa độ;
W – tổng số lượng hàng phải vận chuyển đến tất cả các cơ sở i.
Phương pháp này được áp dụng trong trường hợp các cơ sở i nằm trên 1 trục nào đó.
Ví dụ 3.3: Nhà máy X sản xuất hộp số thuỷ 25 ML dùng cho tàu đánh cá cung cấp
cho các tỉnh dọc ven biển. Để giảm chi phí chuyên chở, nhà máy muốn tìm một địa
điểm dọc trên quốc lộ 1A để lập kho phân phối. Thông tin về các địa điểm được cho trong bảng 3.3 sau:
Bảng 3.3: Khoảng cách và lượng hàng vận chuyển từ nhà máy đến các địa điểm Cơ sở hiện có Cách nhà máy (km)
Lượng vận chuyển (i) (d (w i) i) Phan Thiết 164 210 Phan Rang 310 240 Cam Ranh 355 190 Nha Trang 414 280 Tuy Hoà 537 120 Quy Nhơn 655 120 Quãng Ngãi 826 60 Đà Nẵng 937 220 Tổng cộng W = 1.440
Vậy nhà máy X nên chọn địa điểm nào cho kinh tế nhất? Bài giải:
Áp dụng công thức 3.3 ta có tọa độ cơ sở mới là:
(164 210 310 240 355 190 414 280 ... 937 220) L 479, 67 km 1.440 39
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
QUẢN TRỊ SẢN XUẤT
Vậy kho phân phối nên đặt trong khoảng Nha Trang – Tuy Hoà, nhưng gần về phía Tuy Hòa hơn.
d) Phương pháp tọa độ 2 chiều
Phương pháp này được sử dụng khi các cơ sở cũ không nằm trên một trục mà phân
tán ở nhiều nơi. Giống phương pháp trên, chúng ta cùng xét đến tương quan chuyên chở hàng hoá.
Công thức để tính tọa độ của cơ sở mới như sau: n 1 C d W x ix i W i 1 n 1 Và C d W y iy i W (3.4) i 1 Trong đó:
Cx − Tọa độ x của cơ sở mới;
Cy − Tọa độ y của cơ sở mới;
dix − Tọa độ x của cơ sở i hiện có, lấy theo bản đồ;
diy − Tọa độ y của cơ sở i hiện có, lấy theo bản đồ;
wi − lượng hàng phải vận chuyển đến cơ sở i;
W – Tổng số lượng hàng phải vận chuyển đến tất cả các cơ sở i.
Ví dụ 3.4: Nhà máy thuốc lá có kho phân phối X đặt ở tọa độ lấy theo bản đồ là (59;
40). Kho X này cung cấp hàng cho 6 đại lý A, B, C, D, E và F. Tọa độ và số lượng
hàng cần vận chuyển đến các đại lý được tính trong bảng sau:
Bảng 3.4: Toạ độ và số lượng hàng vận chuyển từ kho X đến các đại lý Cơ sở hiện có Tọa độ (di)
Lượng vận chuyển (i) (x; y) (wi) Đại lý A (58; 54) 100 Đại lý B (60; 40) 400 Đại lý C (22; 76) 200 Đại lý D (69; 52) 300 Đại lý E (39; 14) 300 Đại lý F (84; 14) 100 Tổng cộng W = 1.400
Nhà máy muốn thẩm tra lại xem vị trí của kho X này hiện nay có còn phù hợp nữa hay không? 40
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
QUẢN TRỊ SẢN XUẤT Bài giải:
Áp dụng công thức 3.4, ta tính được tọa độ của kho phân phối mới là:
(58 100 60 400 22 200 69 300 39 300 84 100) C 54 x 1.400
(54 100 40 400 76 200 52 300 14 300 14 100) C 41 y 1.400
Như vậy toạ độ cần có (54; 41) nằm cạnh vị trí của kho hàng X (59; 40) vì thế kho
hàng X vẫn tiếp tục sử dụng được, không cần phải xây dựng kho mới.
e) Phương pháp bài toán vận tải
Trong phương pháp tọa độ 2 chiều đã xét đến khối lượng vận chuyển, nhưng chưa
xét đến chí phí vận chuyển. Chi phí vận chuyển không chỉ phụ thuộc vào khối lượng
vận chuyển mà còn phụ thuộc vào phương thức vận chuyển, chất lượng đường giao
thông, cự ly vận chuyển…
Để xác định cách vận chuyển hàng hoá có lợi nhất từ nhiều điểm sản xuất (cung
cấp) đến nhiều nơi phân phối (thị trường) sao cho có tổng chi phí vận chuyển nhỏ nhất,
ta cần sử dụng phương pháp bài toán vận tải.
Để xây dựng và giải bài toán vận tải cần có các thông tin sau:
Danh sách các đơn vị sản xuất (cung cấp) hàng hóa;
Danh sách các địa điểm tiêu thụ và nhu cầu của từng địa điểm;
Chi phí chuyên chở một đơn vị sản phẩm từ địa điểm cung cấp đến nơi tiêu thụ.
Căn cứ vào các thông tin đó, ta lập ma trận vận tải gồm nguồn phát (nguồn cung),
nguồn thu (địa điểm tiêu thụ) cùng với các số liệu về tổng số lượng cung, lượng tiêu
thụ của từng địa điểm và chi phí vận chuyển 1 đơn vị sản phẩm.
Mô hình và thuật toán giải bài toán vận tải đã được trình bày trong môn Quy hoạch
tuyến tính. Ở đây ta chỉ điểm qua các bước chính của bài toán vận tải, để giải bài toán
vận tải cần thực hiện 3 bước sau:
Bước 1: Tìm giải pháp ban đầu.
Tìm giải pháp ban đầu có thể thực hiện bằng nhiều phương pháp khác nhau. Ở đây
ta chỉ nghiên cứu phương pháp chi phí nhỏ nhất.
Phương pháp này được phát biểu như sau:
Nếu bài toán có lượng cung = cầu thì ta tiến hành giải bình thường, nếu lượng cung
nhỏ hơn cầu và ngược lại thì ta cần lập thêm hàng hoặc cột giả với các ô có chi phí
vận chuyển đơn vị bằng 0, sau đó tiến hành giải như bình thường;
Phân phát hàng tối đa vào ô có chi phí nhỏ nhất (nếu có nhiều ô như vậy thì chọn ô bất kỳ trong số đó);
Sau khi (hàng) cung hoặc (cột) cầu đã thoả mãn thì ta thu gọn bảng vận tải bằng cách
bỏ bớt hàng cung hoặc cột cầu đó đi (chỉ bỏ một trong hai thứ hoặc hàng hoặc cột);
Tiếp tục lập lại hai bước trên đây cho tới khi lượng hàng được phân phối hết vào các ô.
Nếu chưa đủ m+n–1 ô chọn thì ta bổ sung thêm một số “ô chọn 0” cho đủ m+n–1
ô chọn. (Trong đó, m là số hàng, n là số cột của ma trận bài toán vận tải). 41
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
QUẢN TRỊ SẢN XUẤT
Bước 2: Kiểm tra tính tối ưu của giải pháp ban đầu.
Để kiểm tra tính tối ưu ta dùng phương pháp thế vị. Phương pháp này được thực hiện như sau:
Lập trình các ô chọn theo công thức: u v c i j ij
(chỉ với các ô chọn, tức ô có x 0 ) ij
Sau đó ta cho một u hay v bất kỳ bằng 0 rồi suy ra các u và v khác. i j i j
Kiểm tra các ô loại (ô có x = 0) theo công thức: u v c ij ij i j ij
Nếu mọi 0 , ta được phương án tối ưu. ij
Nhưng nếu có, dù chỉ một 0 , thì phương án chưa tối ưu. ij
Bước 3: Cải tiến để tìm phương án tối ưu.
Để tìm phương án mới ta vẽ một chu trình kín bằng các đường ngang hoặc đường nằm
dọc chỉ rẽ góc ở các ô chọn, tức là giữa 1 ô loại không đạt (ô có 0 ) với 1 số ô chọn. ij
Bắt đầu từ ô loại không đạt (nếu có nhiều hơn 1 ô loại không đạt có 0 thì ta chọn ô ij
loại không đạt có 0 max), ta đánh dấu cộng (+) tiếp theo đánh dấu trừ (-), (+), (-) … ij trên các góc vuông.
Chọn trong các ô có dấu (-) một số min (lượng điều chỉnh), lấy số min đó cộng vào
lượng hàng ở ô có dấu (+); lấy lượng hàng trong các ô có dấu (-) trừ đi số min đó.
Sau khi thực hiện các bước trên ta có phương án mới. Để kiểm tra phương án mới
này xem đã tối ưu chưa, ta lại phải tiếp tục kiểm tra của các ô loại trong phương án ij
mới này. Và cứ tiếp tục như vậy cho tới khi nào tìm được phương án tối ưu thì thôi.
Vì bài toán vận tải là dạng bài toán luôn luôn có phương án tối ưu, do đó chắc chắn
sau một số hữu hạn bước thực hiện, ta sẽ tìm được phương án tối ưu cho giá trị hàm mục tiêu là min.
Ví dụ 3.5: Công ty Thiên Hương hiện có 2 nhà máy đặt tại Hà Nội và Thanh Hóa.
Sản phẩm chủ yếu được cấp cho các đại lý nằm ở Móng Cái và Vinh. Do nhu cầu thị
trường ngày càng tăng, công ty quyết định lập thêm 1 nhà máy thứ 3. Dự kiến có thể
đặt ở Hải Phòng và Nam Định. Chi phí sản xuất và chi phí vận chuyển từ các nhà máy
đến các đại lý cho theo bảng 3.5 dưới đây:
Bảng 3.5: Thông tin về các nhà máy và đại lý
Chi phí vận chuyển Chi phí Công suất (tr.đ/tấn) Nhà máy sản xuất (tấn/ngày) (tr.đ/tấn) Móng Cái Vinh Hà Nội 5,3 1,7 1,8 6 Hiện có Thanh Hóa 5,2 3,8 1,0 9 Hải Phòng 5,0 0,9 2,0 5 Dự kiến Nam Định 4,8 1,8 1,2 5 Nhu cầu (T/ngày) 8 12 20
Theo anh (chị), nhà máy mới nên đặt ở đâu? 42
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
QUẢN TRỊ SẢN XUẤT Bài giải:
Để giúp công ty Thiên Hương xác định được vị trí đặt nhà máy mới, ta lập và giải 2
bài toán vận tải. Sau đó so sánh và chọn ra phương án nào có tổng chi phí thấp nhất.
BÀI TOÁN THỨ NHẤT: Vị trí đặt ở Hải Phòng
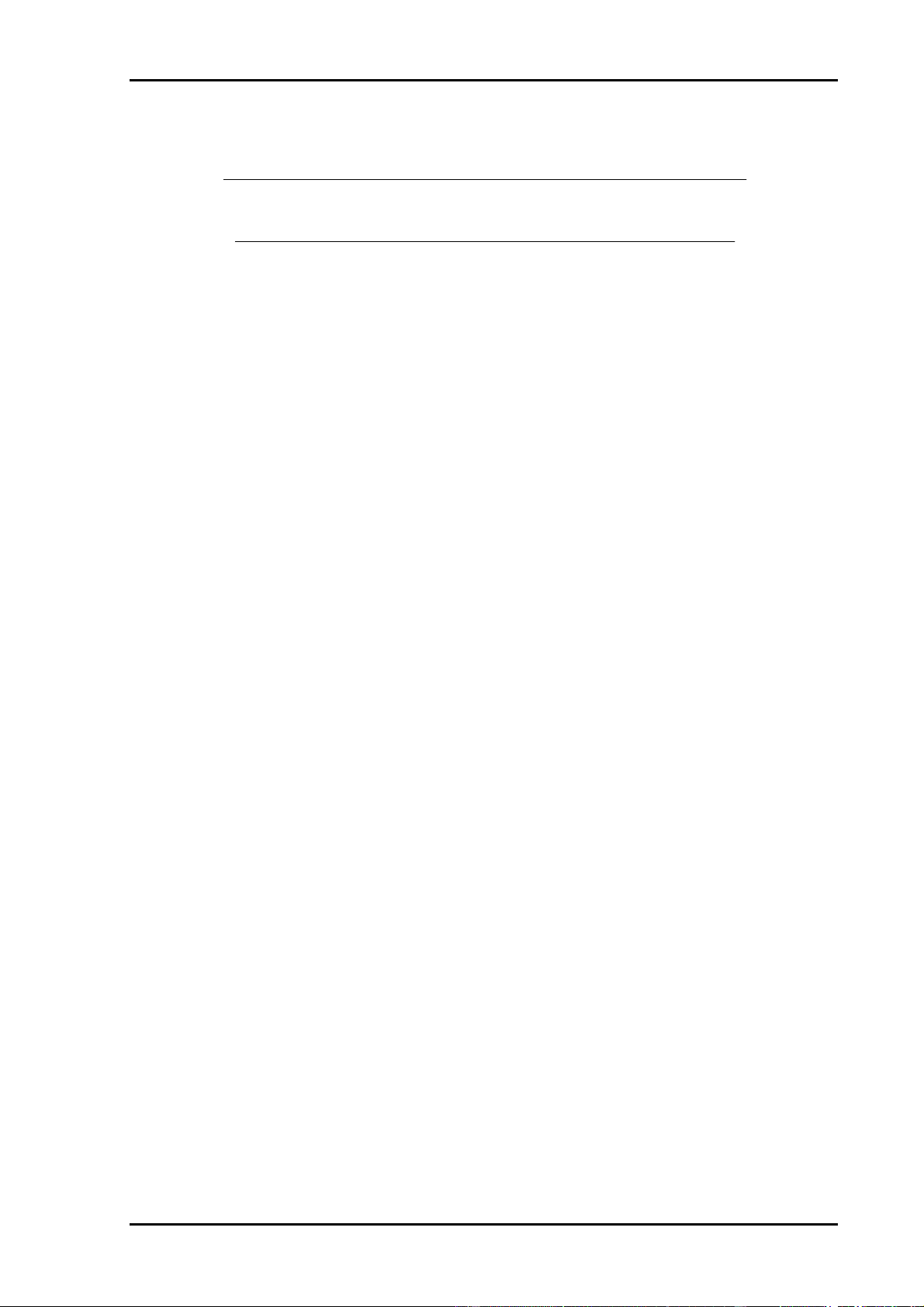
Bước 1: Tìm giải pháp ban đầu v1 v2 Móng Cái Vinh Công suất 7 7,1 Hà Nội 3 3 6 u 1 9 6,2 Thanh Hóa 9 9 u 2 5,9 7 Hải Phòng 5 5 u 3 Nhu cầu 8 12 20
Bước 2: Kiểm tra tính tối ưu của giải pháp ban đầu
Lập trình các ô chọn theo công thức: u v c , ta có: i j ij u1 + v1 = 7 u1 + v2 = 7,1 u2 + v2 = 6,2 u3 + v1 = 5,9
Cho u 0 ta tính được các giá trị u và v khác như sau: 1 i j u1 + v1 = 7 v1 = 7 u1 + v2 = 7,1 v2 = 7,1
u2 + v2 = 6,2 u2 = 6,2 – 7,1= – 0,9
u3 + v1 = 5,9 u3 = 5,9 – 7 = – 1,1
Sau khi đã tính được các u và v ta kiểm tra các ô loại ( x = 0) theo công thức: i j ij u v c ; ij i j ij
Nếu mọi 0 , ta được phương án tối ưu. ij
Nhưng nếu có dù chỉ một 0 thì phương án chưa tối ưu, ta tiến hành cải tiến ij phương án như sau:
u v c 0,9 7 9 2 , 9 0 21 2 1 21 u v c
1,1 7,1 7 1 0 32 3 2 32
Ta thấy mọi 0 , nên phương án là tối ưu. ij
Vậy tổng chi phí (TC1) = 3 7 3 7,1 9 6, 2 55,9 127,6 triệu đồng/ngày
BÀI TOÁN THỨ HAI: Vị trí đặt ở Nam Định
Bước 1: Tìm giải pháp ban đầu 43
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
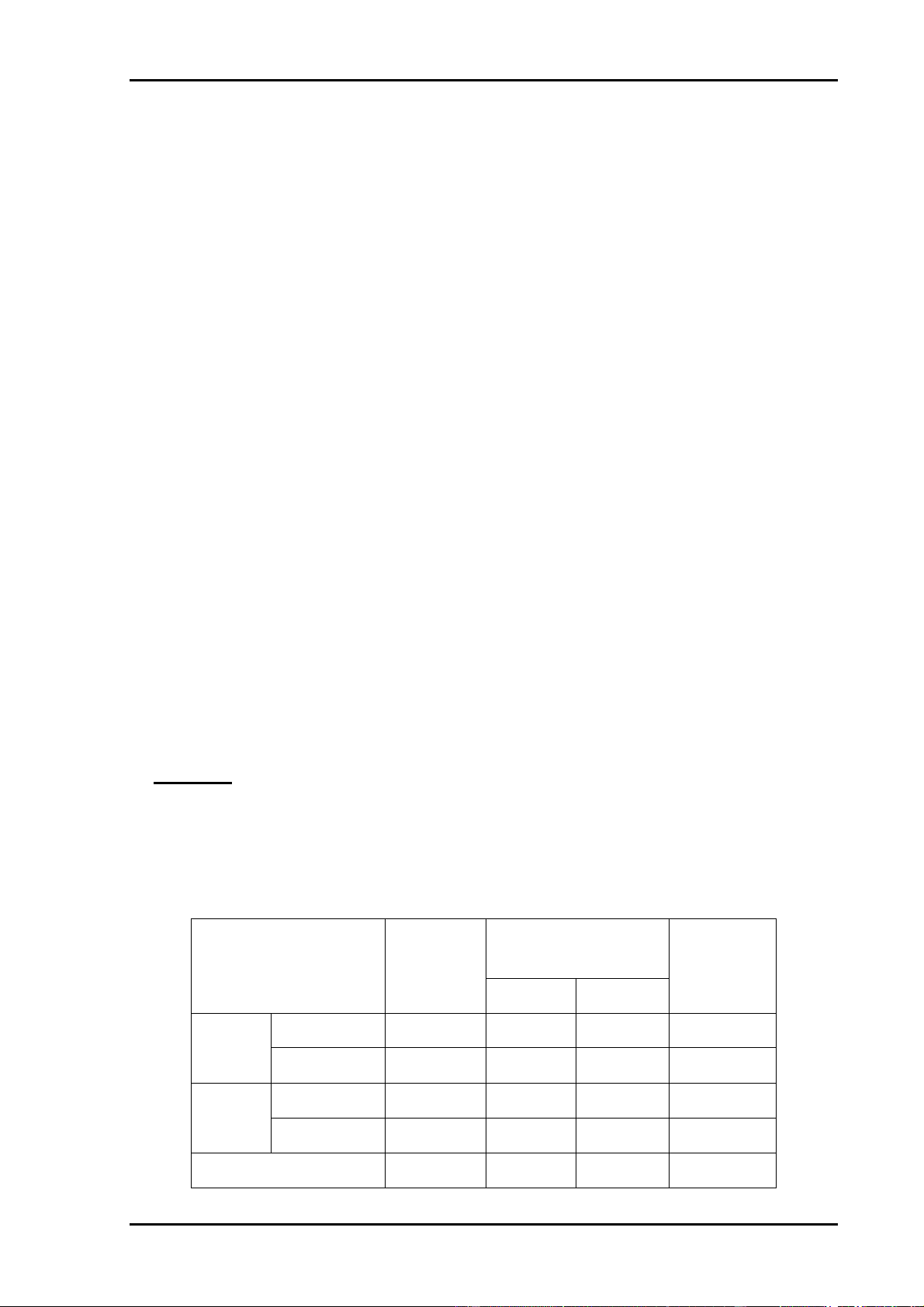
QUẢN TRỊ SẢN XUẤT v1 v2 Móng Cái Vinh Công suất 7 7,1 Hà Nội 6 6 u 1 9 6,2 Thanh Hóa 2 7 9 u 2 6,6 6 Nam Định 5 5 u 3 Nhu cầu 8 12 20
Bước 2: Kiểm tra tính tối ưu của giải pháp ban đầu
Lập trình các ô chọn theo công thức: u v c , ta có: i j ij u 1 + v1 = 7 u 2 + v1 = 9 u 2 + v2 = 6, 2 u 3 + v2 = 6
Cho u 0 ta tính được các giá trị u và v khác như sau: 1 i j v1 = 7; u2 = 2; v2 = 4, 2; u 3 = 1, 8.
Kiểm tra các ô loại, tính cho các ô loại (ô chưa chọn). ij
u v c 0 4, 2 7,1 2 , 9 0 12 1 2 12
u v c 1,8 7 6, 6 2, 2 0 31 3 1 31
Vì 0 nên phương án chưa tối ưu. Do đó ta phải chuyển sang bước 3 để tìm 31 phương án tối ưu.
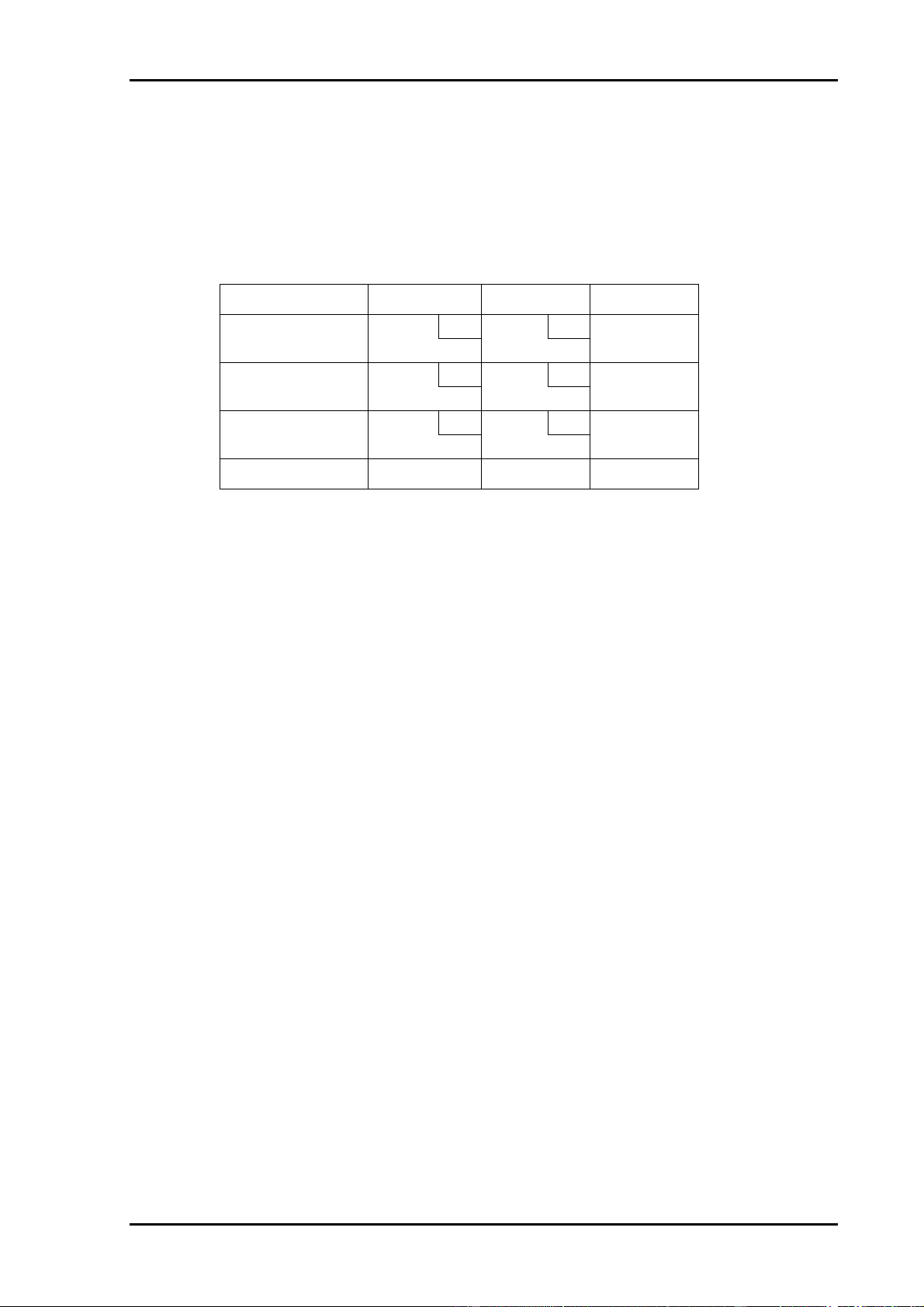
Bước 3: Cải tiến để tìm phương án tối ưu.
Từ ô (3;1) có 0 ta vẽ 1 chu trình kín bằng các đường ngang, dọc và chỉ vẽ ở 31
các ô chọn, lần lượt đánh dấu bắt đầu từ ô loại không đạt đánh dấu (+), tiếp theo là các
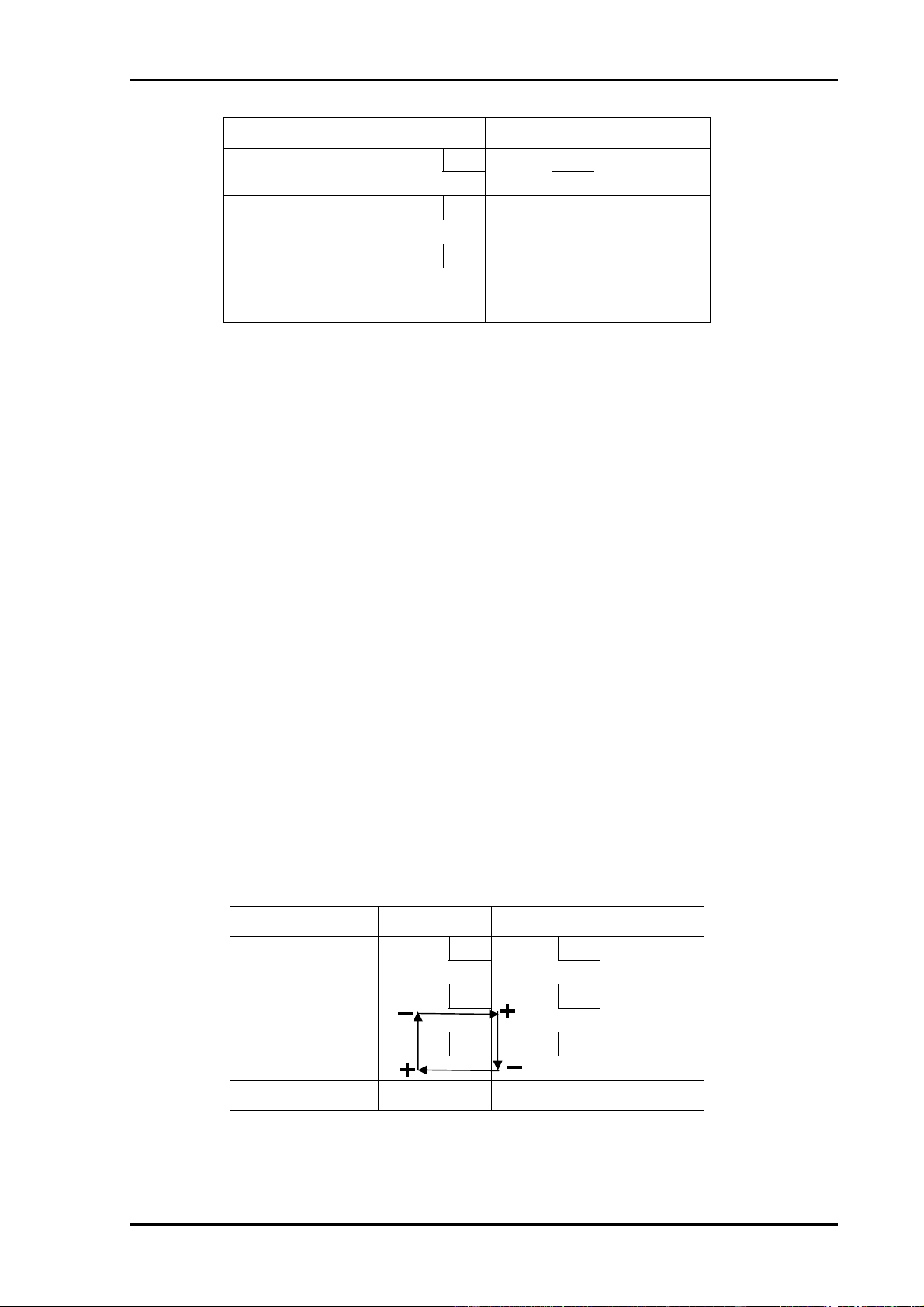
dấu (-), (+), (-), (+) … ta được bảng sau: v1 v2 Móng Cái Vinh Công suất 7 7,1 Hà Nội 6 6 u 1 9 6,2 Thanh Hóa 2 7 9 u 2 6,6 6 Nam Định 5 5 u 3 Nhu cầu 8 12 20
Sau khi lấy các số ở ô có dấu (-) trừ đi lượng điều chỉnh (số min trong các ô có dấu
trừ là 2) và các số ở ô có dấu (+) cộng với lượng điều chỉnh ta có phương án mới trong bảng sau: 44
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
QUẢN TRỊ SẢN XUẤT v1 v2 Móng Cái Vinh Công suất 7 7,1 Hà Nội 6 6 u 1 9 6,2 Thanh Hóa 9 9 u 2 6,6 6 Nam Định 2 3 5 u 3 Nhu cầu 8 12 20
Tiếp tục lập trình các ô chọn theo công thức: u v c , ta có: i j ij u1 + v1 = 7 ; u2 + v2 = 6,2 u3 + v1 = 6,6 ; u3 + v2 = 6
Cho u 0 ta tính được các giá trị u và v khác như sau: 1 i j
v1 = 7; u3 = – 0,4; v2 = 6,4; u2 = – 0,2.
Kiểm tra các ô loại để thử lại phương án: u v c
0 6, 4 7 ,1 0, 7 0 1 2 1 2 1 2 u v c
0 , 2 7 9 2 , 2 0 2 1 2 1 2 1 Vì mọi 0 ij nên phương án tối ưu.
Vậy tổng chi phí (TC2) = 6 7 9 6, 2 2 6, 6 3 6 129 triệu đồng/ngày
So sánh (TC1) với (TC2) ta thấy: TC1 < TC2 , vì vậy ta nên chọn địa điểm mới là Hải
Phòng để xây nhà máy. Phương án vị trí ở Hải Phòng sẽ tiết kiệm hơn ở Nam Định là
1,4 triệu đồng/ngày (nếu 1 năm làm việc 300 ngày thì sẽ tiết kiệm được 420 triệu đồng/năm).
3.2. Bố trí mặt bằng sản xuất
3.2.1. Tầm quan trọng của bố trí mặt bằng sản xuất
Bố trí mặt bằng là sự sắp xếp các loại máy móc, vật dụng, khu vực sản xuất của
công nhân, khu vực phục vụ khách hàng, khu vực chứa nguyên vật liệu, lối đi, văn
phòng làm việc, phòng nghỉ, phòng ăn....Trong hoạch định qui trình sản xuất, chúng ta
lựa chọn hay thiết kế sản xuất cùng với thiết kế sản phẩm và tiến hành đưa công nghệ
mới vào vận hành. Thông qua mặt bằng, người ta tiến hành sắp xếp các qui trình ở
trong và xung quanh nhà máy, không gian cần thiết cho sự vận hành các qui trình này
và các công việc phụ trợ khác.
Việc bố trí mặt bằng nên kết hợp chặt chẽ với chiến lược tác nghiệp nhằm đảm bảo
ưu tiên cạnh tranh. Vì vậy cần chú ý đến các yếu tố như hạ giá thành sản phẩm, phân
phối nhanh chóng và kịp thời, chất lượng sản phẩm, dịch vụ cao và linh hoạt về loại
sản phẩm, sản lượng...
Bố trí sản xuất trong doanh nghiệp có ý nghĩa rất quan trọng, nó vừa ảnh hưởng trực
tiếp đến hoạt động hàng ngày, lại vừa có tác động lâu dài trong quá trình phát triển sản
xuất kinh doanh của các doanh nghiệp. Cụ thể: 45
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
QUẢN TRỊ SẢN XUẤT
Bố trí đúng sẽ tạo ra năng suất, chất lượng cao hơn, nhịp độ sản xuất nhanh hơn,
tận dụng và huy động tối đa các nguồn lực vật chất vào sản xuất nhằm thực hiện
những mục tiêu kinh doanh của doanh nghiệp.
Bố trí sản xuất ảnh hưởng trực tiếp, mạnh mẽ đến chi phí và hiệu quả hoạt động
sản xuất kinh doanh của các doanh nghiệp.
Trong nhiều trường hợp, sự thay đổi bố trí sản xuất sẽ dẫn đến những vấn đề tâm
lý không tốt, gây ảnh hưởng xấu đến năng suất lao động.
Hoạt động bố trí sản xuất đòi hỏi sự nỗ lực, đầu tư rất lớn về sức lực và tài chính.
Đây là một vấn đề dài hạn nếu sai lầm sẽ khó khắc phục hoặc rất tốn kém.
3.2.2. Các dạng bố trí mặt bằng sản xuất cơ bản
Có nhiều cách bố trí mặt bằng sản xuất khác nhau, dưới đây chúng ta sẽ lần lượt
khảo sát từng cách bố trí: theo sản phẩm, theo công nghệ, theo vị trí cố định và kiểu bố trí kết hợp.
a) Bố trí theo sản phẩm
Theo cách bố trí này thì các thiết bị trong một dây chuyền sản xuất được bố trí theo
một chuỗi các nguyên công cần thiết để thực hiện sản phẩm. Bố trí theo sản phẩm
thường được sử dụng khi dòng sản phẩm hay dịch vụ yêu cầu có quy mô sản xuất lớn
và nhanh. Vì vậy, dạng này đòi hỏi sản phẩm hay dịch vụ phải được tiêu chuẩn hóa
cao, tức là quá trình chế tạo phải tiêu chuẩn hóa cao.
Công việc sẽ được chia ra thành hàng loạt các nhiệm vụ được tiêu chuẩn hóa. Do đó
cho phép chuyên môn hóa cả về nhân sự và thiết bị. Chỉ có một hoặc rất ít các sản
phẩm rất giống nhau nên dễ sắp xếp bố trí mặt bằng tương ứng với yêu cầu công nghệ
của sản phẩm hay dịch vụ.
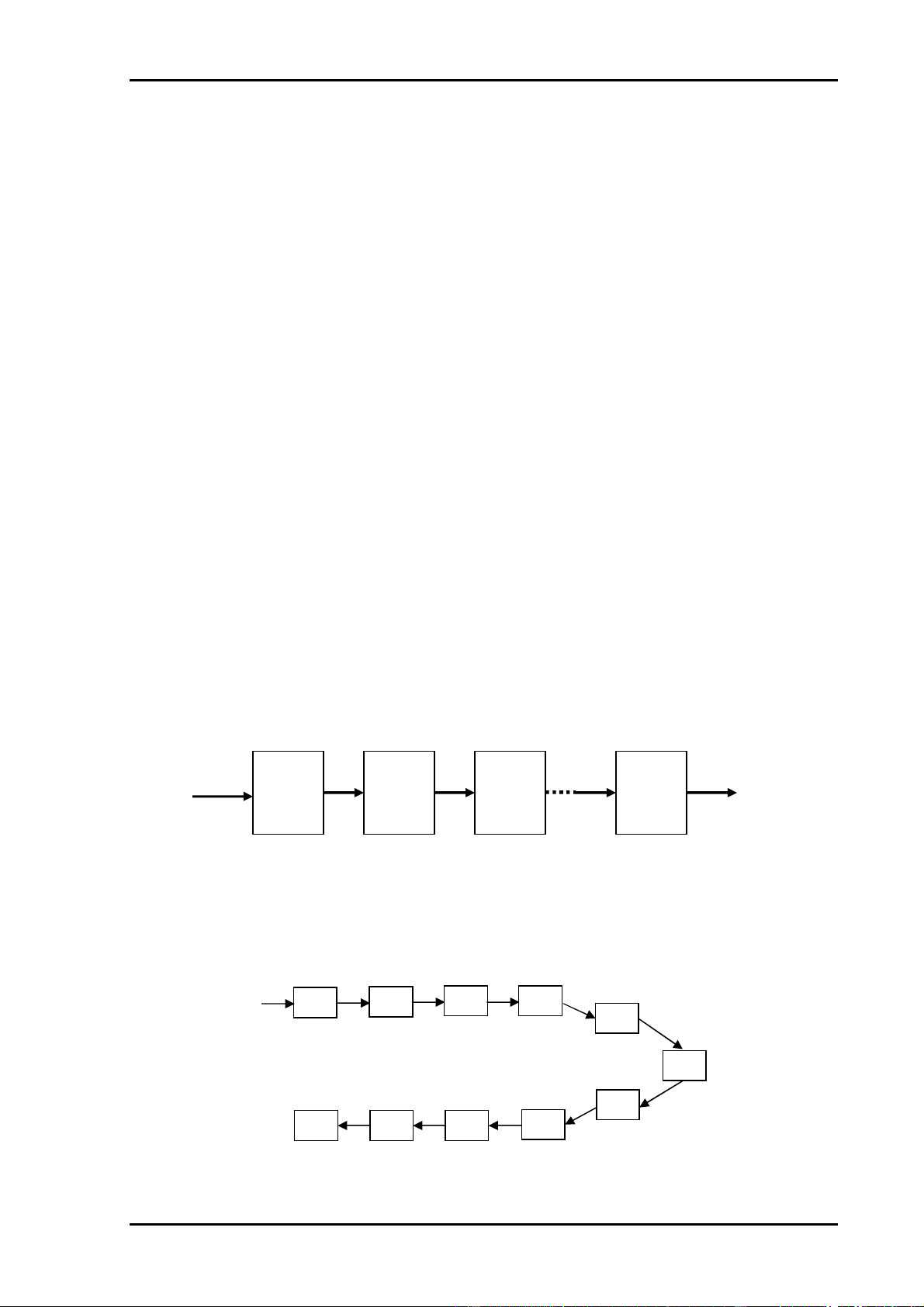
Dây chuyền có thể được bố trí theo đường thẳng hoặc có dạng chữ U, L, W, M... Nơi Nơi Nơi Nơi Nguyên Sản phẩm làm làm làm làm liệu việc 1 việc 2 việc 3 việc n hoàn chỉnh
Sơ đồ 3.2: Sơ đồ dây chuyền sản xuất bố trí theo đường thẳng
Loại hình dây chuyền hình chữ U có nhiều ưu điểm hơn so với dây chuyền đường
thẳng. Đó là những ưu điểm về khả năng di chuyển của công nhân và máy móc trong
quá trình sản xuất, độ dài nơi làm việc, chi phí vận chuyển, sự hợp tác và tính linh hoạt
trong quá trình thực hiện các nhiệm vụ sản xuất. 1 2 3 4 5 6 7 11 10 9 8
Sơ đồ 3.3: Sơ đồ dây chuyền sản xuất bố trí theo hình chữ U 46
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
QUẢN TRỊ SẢN XUẤT
Bố trí sản xuất theo sản phẩm có những ưu, nhược điểm sau: Ưu điểm:
Tốc độ sản xuất sản phẩm nhanh;
Chi phí đơn vị sản phẩm thấp;
Chuyên môn hóa lao động, giảm chi phí và thời gian đào tạo; tăng năng suất;
Việc di chuyển của nguyên liệu và sản phẩm được dễ dàng;
Mức độ sử dụng thiết bị và lao động cao;
Hình thành thói quen, kinh nghiệm và có lịch trình sản xuất ổn định;
Dễ dàng trong hạch toán, kiểm tra chất lượng, dự trữ và khả năng kiểm soát hoạt động sản xuất cao. Nhược điểm:
Hệ thống sản xuất không linh hoạt với những thay đổi về khối lượng, chủng loại
sản phẩm, thiết kế sản phẩm;
Hệ thống sản xuất có thể bị gián đoạn khi có một công đoạn bị trục trặc;
Chi phí bảo dưỡng, duy trì máy móc thiết bị lớn;
Không áp dụng được chế độ khuyến khích tăng năng suất lao động cá nhân.
b) Bố trí theo quá trình
Bố trí theo quá trình hay còn gọi là bố trí theo chức năng (functional layouts) sẽ gộp
các thiết bị tương tự nhau thành các khu vực gia công (work centers) theo quá trình
hay chức năng mà máy đó thực hiện.
Ví dụ, tất cả các máy mài được tập trung thành 1 khu vực, các máy tiện được tập
trung thành 1 khu vực gia công khác và các máy nghiền thành 1 khu vực khác nữa,…
Bố trí theo quá trình được sử dụng phổ biến trong môi trường phi sản xuất như bệnh
viện, trường học, ngân hàng, cửa hàng sửa chữa xe hơi, thư viện, cửa hàng áo quần. Đặc điểm: Gián đoạn;
Thực hiện một chuỗi các công việc khác nhau (còn gọi là “cửa hàng công việc” – job shop);
Có năng suất tương đối thấp;
Các sản phẩm khác nhau sẽ có những yêu cầu gia công khác nhau, và các thiết
bị được sử dụng cho mục đích chung nên công nhân trong các khu vực thường phải có kỹ năng cao.
Bố trí sản xuất theo quá trình có những ưu, nhược điểm sau: Ưu điểm:
Hệ thống có thể đảm bảo cho các nhu cầu gia công khác nhau;
Khi một thiết bị hư hỏng, hệ thống vẫn có thể hoạt động;
Các thiết bị dùng cho mục đích chung nên thường rẻ hơn các thiết bị chuyên
dùng, dễ dàng bảo trì hơn và chi phí bảo trì cũng rẻ hơn;
Có thể kích thích công nhân phát triển. 47
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
QUẢN TRỊ SẢN XUẤT Nhược điểm:
Chi phí hàng tồn kho các sản phẩm dở dang cao;
Mức độ sử dụng các thiết bị thấp;
Chi phí cho vận chuyển hàng cao do sử dụng không hiệu quả;
Mức độ phức tạp của công việc sẽ làm giảm tầm kiểm soát và vì vậy chi phí kiểm soát sẽ tăng lên;
Do cần phải chú ý đặc biệt tới từng sản phẩm hay dịch vụ và do sản lượng thấp nên chi phí cũng cao hơn;
Yêu cầu công nhân có kỹ năng cao nên chi phí huấn luyện cũng cao hơn.
c) Bố trí theo vị trí cố định
Bố trí theo vị trí cố định là dạng bố trí, trong đó các sản phẩm hay công trình cố
định tại một chỗ không thể di chuyển được. Do các sản phẩm thường rất nặng, cồng
kềnh hoặc dễ vỡ nên công nhân, thiết bị, vật tư được mang đến vị trí sản xuất. Bố trí
theo vị trí cố định được sử dụng trong nhiều công trình xây dựng lớn (nhà cao ốc, nhà
máy năng lượng, đập nước), chế tạo tàu thủy, chế tạo máy bay. Mức độ sử dụng thiết
bị cho cách bố trí theo vị trí cố định là thấp, và thường các thiết bị được thuê mướn
hoặc ký hợp đồng phụ vì chúng được sử dụng chỉ trong thời đoạn mà thôi. Công nhân
đòi hỏi có kỹ năng rất cao để có thể thực hiện các nhiệm vụ chuyên biệt. Lương của
các công nhân này cũng cao hơn mức lương trung bình. Xem xét điểm hòa vốn của bố
trí theo vị trí cố định, chi phí cố định có thể tương đối thấp (do công ty chỉ thuê mướn
thiết bị), nhưng chi phí biến đổi sẽ cao (do lương công nhân, chi phí thuê mướn và di chuyển thiết bị cao).
Trong thực tế, chúng ta thường gặp nhiều tổ chức phi sản xuất cũng sử dụng loại bố
trí mặt bằng cố định vị trí này trong công việc dịch vụ của mình chẳng hạn như: xe cứu
hỏa, xe cảnh sát, xe cứu thương mang người và thiết bị đến tận nơi để phục vụ, hoặc là
các dịch vụ sửa chữa nhà cửa, sơn quét vôi, kẻ vạch trên đường giao thông...
Mục tiêu của nhà sản xuất là tối thiểu hóa khối lượng vận chuyển. Các nhà thầu Công nhân Máy móc thiết bị Nguyên vật liệu
Sơ đồ 3.4: Bố trí cố định vị trí Ưu điểm:
Hạn chế tới mức tối đa việc di chuyển đối tượng chế tạo, nhờ đó mà giảm thiểu
hư hỏng đối với sản phẩm và chi phí vận chuyển;
Do sản phẩm không phải dịch chuyển từ phân xưởng này sang phân xưởng khác,
nên việc phân công lao động được liên tục, không phải đào tạo lại thợ một khi
thay đổi một hoạt động mới. 48
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
QUẢN TRỊ SẢN XUẤT Nhược điểm:
Do cũng với một số lượng công nhân nhất định mà lại có thể làm nhiều công
việc khác nhau, nên ta cần thợ có kỹ năng và đa năng, loại thợ này khó tìm và hưởng lương cao;
Vận chuyển công nhân, máy móc thiết bị đến nơi làm việc có thể tốn kém nhiều chi phí;
Mức sử dụng máy móc thiết bị thấp vì thiết bị có thể để một vài ngày sau mới dùng đến.
d) Bố trí hỗn hợp
Ba loại hình bố trí sản xuất nêu trên là những kiểu tổ chức kinh điển thuần tuý về mặt
lý luận. Trong thực tế thường sử dụng các hình thức bố trí hỗn hợp với sự kết hợp các
loại hình trên ở những mức độ và dưới dạng khác nhau. Các kiểu bố trí hỗn hợp này
phát huy những ưu điểm đồng thời hạn chế những nhược điểm của từng loại hình bố trí
trên. Do đó chúng được dùng phổ biến hơn và trong nhiều trường hợp người ta cố gắng
thiết kế phương án kết hợp tốt nhất ứng với từng lĩnh vực sản xuất kinh doanh cụ thể. Lý
tưởng là lựa chọn được hệ thống bố trí vừa linh hoạt vừa có chi phí sản xuất thấp.
Ví dụ, cách bố trí cơ bản trong siêu thị là bố trí theo công nghệ, tuy nhiên, đa số các
thiết bị vận chuyển như băng tải dạng thanh lăn trong phòng chứa hàng và băng tải
dạng cao su tại quầy tính tiền. Trong bệnh viện cũng sử dụng cơ bản dạng bố trí theo
công nghệ, mặc dù việc chăm sóc bệnh nhân là theo phương án bố trí cố định trong đó
các y tá, bác sĩ, thuốc men và trang thiết bị đặc biệt được mang tới bệnh nhân.
3.2.3. Thiết kế bố trí sản xuất trong doanh nghiệp
Để bố trí mặt bằng sản xuất người ta lần lượt sắp xếp thử máy móc, bàn ghế và các
thiết bị khác ở nhiều vị trí khác nhau sau đó lựa chọn phương có dòng di chuyển vật
liệu và công nhân từ nơi này qua nơi khác là nhỏ nhất. Phương pháp này thường hữu
dụng khi ta bố trí máy móc và phương tiện sản xuất vào một phòng, tòa nhà có sẵn và
ta biết được rõ ràng hình ảnh mặt bằng đó.
a) Thiết kế bố trí theo sản phẩm
Cân bằng dây chuyền sản xuất là mục tiêu trung tâm của bố trí mặt bằng theo sản
phẩm. Các yếu tố như thiết kế sản phẩm, nhu cầu thị trường đối với sản phẩm ảnh
hưởng quyết định cuối cùng đến qui trình công nghệ và năng lực sản xuất. Ngoài ra,
người ta cũng xác định số lượng công nhân, máy móc vận hành bằng tay hay tự động
và các công cụ khác cần thiết để sản xuất.
Cân bằng dây chuyền sản xuất: Là phân tích dây chuyền sản xuất, phân chia
những công việc được thực hiện theo từng khu vực sản xuất, mỗi khu vực sản xuất
đảm nhiệm một nhiệm vụ giống nhau, tập hợp nhóm khu vực sản xuất đồng nhất này
thành trung tâm sản xuất. Mục tiêu của phân tích dây chuyền sản xuất là xác định bao
nhiêu khu vực sản xuất cần phải có và nhiệm vụ nào được giao cho từng khu vực. Vì
thế, số lượng công nhân và máy móc thiết bị được giảm thiểu nhưng vẫn đảm bào khối
lượng sản phẩm sản xuất theo yêu cầu.
Trong cân bằng dây chuyền sản xuất, người ta cố gắng phân công công việc cho các
khu vực sản xuất sao cho ít có thời gian rỗi nhất. Điều này có nghĩa là công việc tại 49
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
QUẢN TRỊ SẢN XUẤT
mỗi khu vực sản xuất càng gần với chu kỳ càng tốt nhưng không được vượt quá thời gian đó.
Trong thực tế cân bằng dây chuyền sản xuất là vấn đề phức tạp và khó khăn. Có rất
nhiều phương án bố trí khác nhau và rất hiếm có phương án tốt hơn tất cả các phương
án khác. Mặt khác, khi bố trí phải đảm bảo các yêu cầu về trình tự các công việc, yêu
cầu của công nghệ. Vì vậy, người ta có thể dùng máy tính xác định phương án tối ưu
về một số chỉ tiêu định lượng nhưng không thể tối ưu khi kết hợp các yêu cầu định tính
khác. Do đó, phương pháp trực quan thử đúng sai được áp dụng rộng rãi và phổ biến
nhất vì cách tính đơn giản mặc dù nó không cho giải pháp tối ưu. Mục đích của
phương pháp này là loại bớt khối lượng các phương án cần xem xét, lựa chọn trong số
các phương án khả thi một phương án hợp lý thoả mãn những mục tiêu yêu cầu của doanh nghiệp.
Phương pháp trực quan thử đúng sai sử dụng trong cân bằng dây chuyền sản xuất
bao gồm các bước cụ thể sau:
(1) Xác định các nhiệm vụ phải thực hiện để hoàn thành một sản phẩm riêng biệt.
(2) Xác định trình tự công việc phải thực hiện.
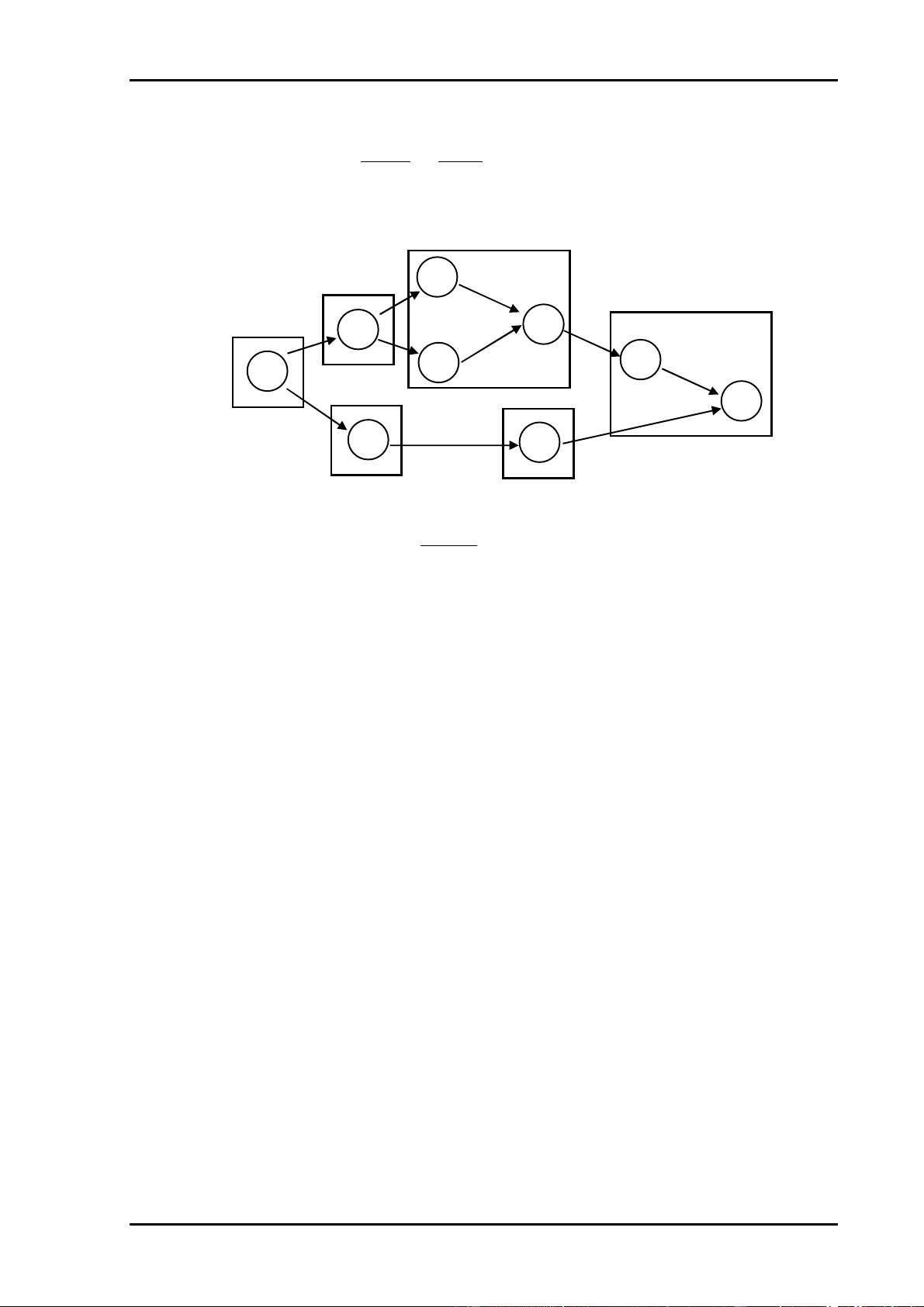
(3) Vẽ sơ đồ trình tự các công việc (vòng tròn tượng trưng cho công việc, các mũi tên
cho biết trình tự trước sau của công việc).
(4) Ước lượng thời gian thực hiện các công việc.
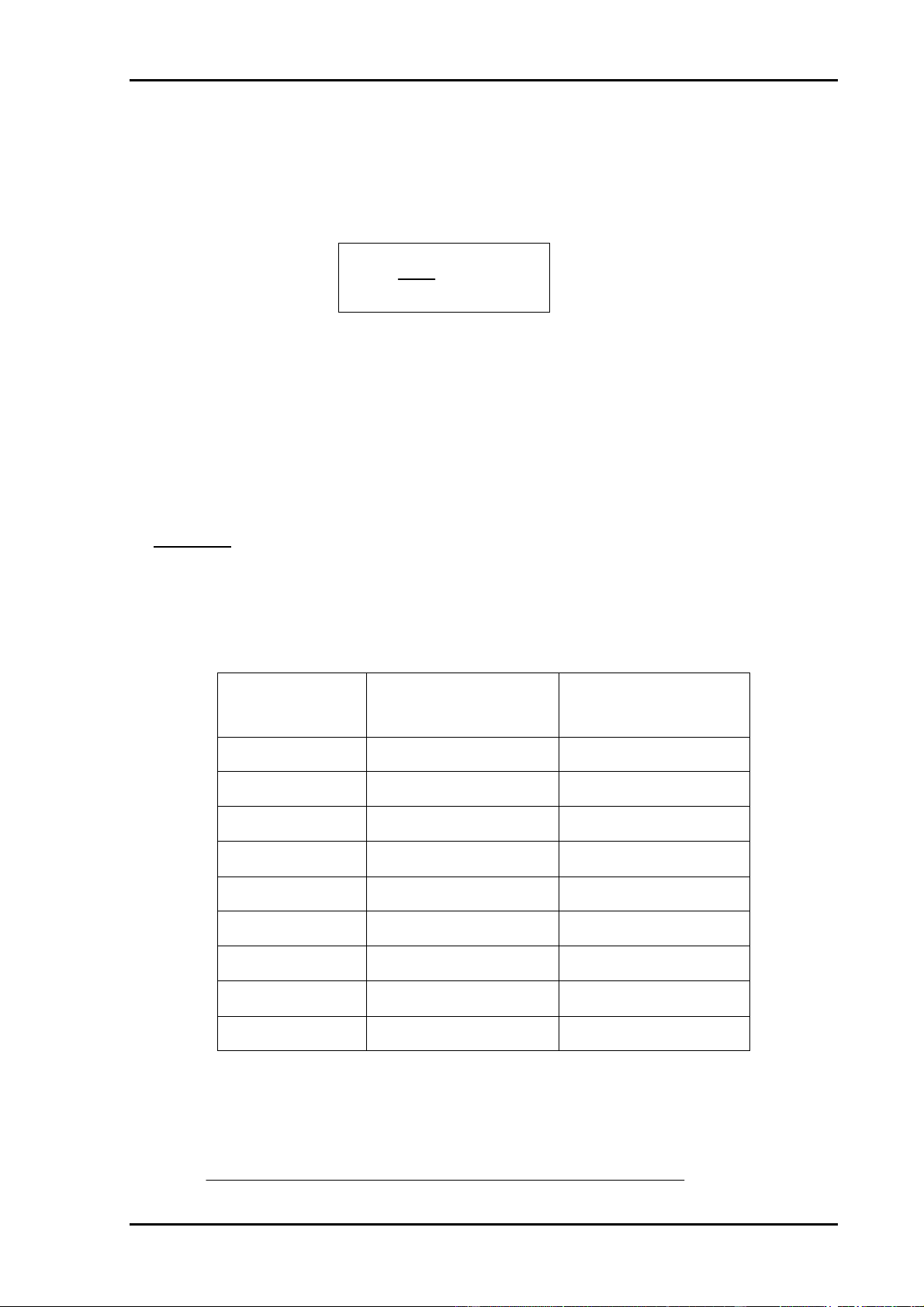
(5) Tính toán thời gian chu kỳ (TCK) theo công thức 3.5: TSX
Thời gian làm việc thực tế trong kỳ (3.5) T = CK = d
Số sản phẩm cần SX trong kỳ
(6) Tính toán số khu vực sản xuất tối thiểu (Nmin) theo công thức 3.6 như sau: Ttg
Tổng thời gian thực hiện tất cả các công việc Nmin= = (3.6) Tck Thời gian chu kỳ
(7) Bố trí các khu vực sản xuất theo nguyên tắc:
+ Công việc nào có thời gian bằng hoặc xấp xỉ thời gian chu kỳ, bố trí riêng 1 khu vực.
+ Công việc nào có thời gian < thời gian chu kỳ và có liên hệ với nhau về mặt công
nghệ, ghép thành 1 khu vực sao cho tổng thời gian của chúng bằng hoặc xấp xỉ thời gian chu kỳ.
+ Công việc nào có thời gian > thời gian chu kỳ, giải quyết bằng 2 cách:
Phân chia công việc đó thành các công việc bộ phận có thời gian bằng hoặc xấp xỉ thời gian chu kỳ.
Bố trí nhiều máy đồng thời thực hiện công việc đó, thời gian thực hiện sẽ bằng
ước số của máy bố trí.
(8) Tính hiệu quả sử dụng dây chuyền (máy móc, thiết bị hoặc công lao động) Hiệu quả
Tổng thời gian thực hiện tất cả các công việc = x 100 (E) (3.7)
Thời gian chu kỳ số khu vực sản xuất thực tế 50
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
QUẢN TRỊ SẢN XUẤT
Nếu có nhiều phương án bố trí số lượng khu vực làm việc, việc lựa chọn phương án
tốt nhất có thể dựa vào chỉ tiêu E. Phương án nào có E tốt nhất (lớn nhất) sẽ là phương án tối ưu.
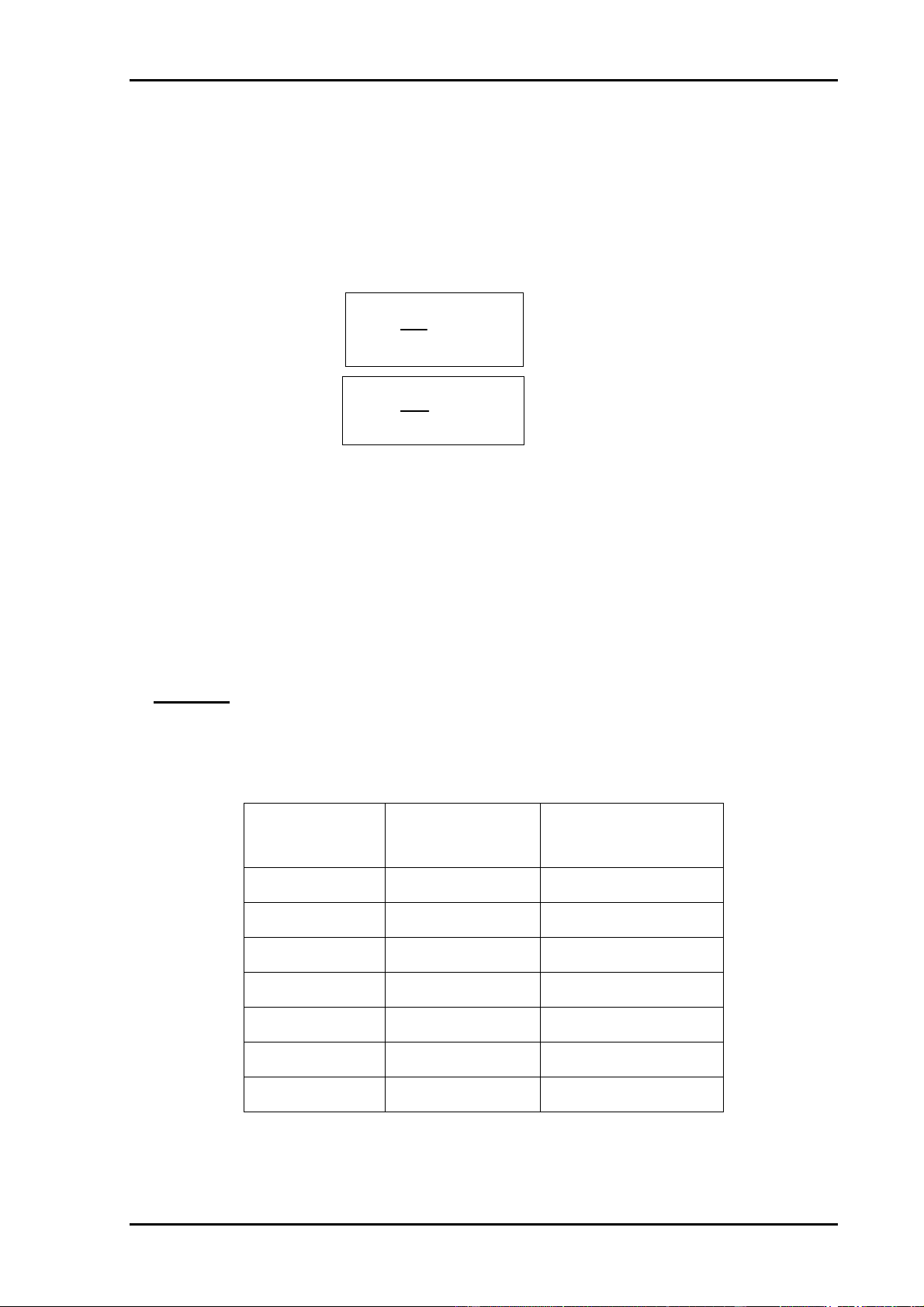
Ví dụ 3.6: Thời gian để lắp ráp hoàn thành sản phẩm X là 66 phút. Các công việc
có thời gian và thứ tự thực hiện theo bảng 3.6 sau:
Bảng 3.6: Thời gian và thứ tự thực hiện các công việc Công việc
Thời gian (phút)
Thứ tự thực hiện A 10 - B 11 Sau A C 5 Sau B D 4 Sau B E 12 Sau A F 3 Sau C, D G 7 Sau F H 11 Sau E I 3 Sau G, H 66 Cho biết:
Công suất yêu cầu: 40 sản phẩm/ngày;
Thời gian làm việc: 8 giờ/ngày.
Hãy bố trí mặt bằng để lắp ráp 40 sản phẩm X trong ngày. Bài giải:
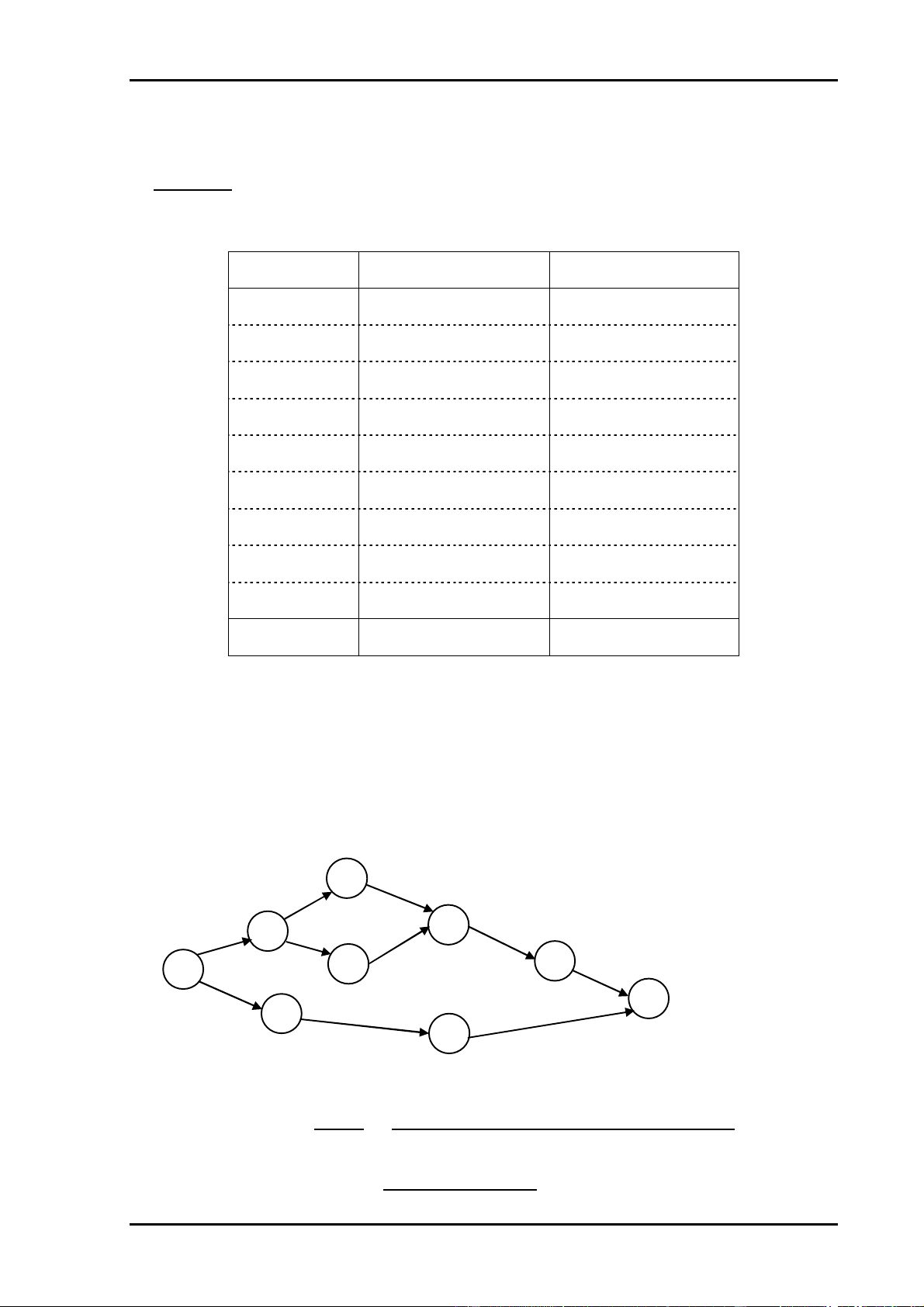
Bước 1: Vẽ sơ đồ trình tự các công việc C B F A D G I E H
Bước 2: Xác định thời gian chu kỳ sản xuất theo công thức 3.5: T
Thời gian làm việc thực tế trong ngày SX TCK = = d
Số sản phẩm cần SX trong ngày 8 giờ x 60 phút TCK = = 12 phút 40 51
Chương 3: Xác định địa điểm & bố trí mặt bằng sản xuất
QUẢN TRỊ SẢN XUẤT
Bước 3: Xác định số khu vực sản xuất tối thiểu (Nmin) theo công thức 3.6: T tg 66 Nmin = = = 5,5 6 khu vực T 12 CK
Bước 4: Bố trí các khu vực làm việc: C B F G A D I E H
Bước 5: Xác định hiệu quả của dây chuyền theo công thức 3.7: 66 E 1 00 9 1,7% 12 6
b) Thiết kế bố trí sản xuất theo quá trình
Một trong những ưu điểm của bố trí theo quá trình là khả năng thoả mãn được rất
nhiều những đòi hỏi khác nhau về chế biến. Khách hàng hoặc nguyên liệu trong hệ
thống sản xuất này đòi hỏi xử lý chế biến theo thứ tự khác nhau dẫn đến có nhiều đường
di chuyển khác nhau trong hệ thống. Do có rất nhiều đường đi khác nhau của sản phẩm
hoặc khách hàng nên trong loại hình bố trí này đầu tiên cần chú ý và xem xét tính chất
của đầu ra. Có hai loại đầu ra là hướng theo sản phẩm và hướng theo khách hàng. Nếu
đầu ra hướng theo sản phẩm thì phải tìm con đường chuyển động của nguyên liệu, bán
thành phẩm là ngắn nhất giữa các nơi làm việc. Đối với hệ thống hướng theo khách
hàng, cần tìm phương án có khoảng cách di chuyển giữa các nơi làm việc của khách
hàng là ngắn nhất. Trong cả hai trường hợp, chi phí vận tải hoặc chi phí thời gian là vấn
đề quan trọng. Vì vậy, một trong những mục tiêu là bố trí theo quá trình tối thiểu hoá
khoảng cách hoặc chi phí vận chuyển nguyên liệu, bán thành phẩm trong phân xưởng.
Điều này thường được thực hiện bằng việc phân bố các bộ phận có những công việc liên
quan với nhau nhiều thì luồng công việc càng gần nhau càng tốt.
Để tiến hành thiết kế theo quá trình, cần phải thu thập phân tích những thông tin chủ yếu sau:
Mục đích của bố trí sản xuất mà doanh nghiệp đặt ra;
Danh mục, vị trí, độ lớn của các bộ phận, các nơi làm việc và nhà xưởng cần được bố trí;
Xác định mối quan hệ giữa các bộ phận. Đây là các mối quan hệ về công nghệ như
sự phù hợp, tính tương thích và trình tự tiến hành;
Luồng công việc dự kiến trong tương lai giữa các nơi làm việc;
Khoảng cách giữa các vị trí và chi phí trên một đơn vị khoảng cách để di chuyển
sản phẩm giữa các bộ phận; 52
Tài liệu liên quan:
-

Chương 4: Hoạch định tổng hợp môn Quản trị sản xuất | Đại học Huế
17 9 -

Chương 2: Dự báo trong quản trị sản xuất môn Quản trị sản xuất | Đại học Huế
15 8 -

Chương 1: Giới thiệu về quản trị sản xuất môn Quản trị sản xuất | Đại học Huế
14 7 -

Đề cương lý thuyết QTSX - lý thuyết Môn Quản trị sản xuất | Trường Đại học Huế
84 42