Đáp án môn cơ sở công nghệ chế tạo máy 2018-2019
Đáp án môn cơ sở công nghệ chế tạo máy 2018-2019. Tài liệu được tổng hợp và sưu tầm. Mời các bạn tham khảo
Môn: Công nghệ chế tạo máy 19 tài liệu
Trường: Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh 4.4 K tài liệu
Tác giả:
Preview text:
ĐÁP ÁN: CƠ SỞ CÔNG NGHỆ CHẾ TẠO MÁY
Mã môn học: FMMT330825 HK1 – 2018 - 2019 CÂU NỘI DUNG ĐIỂM
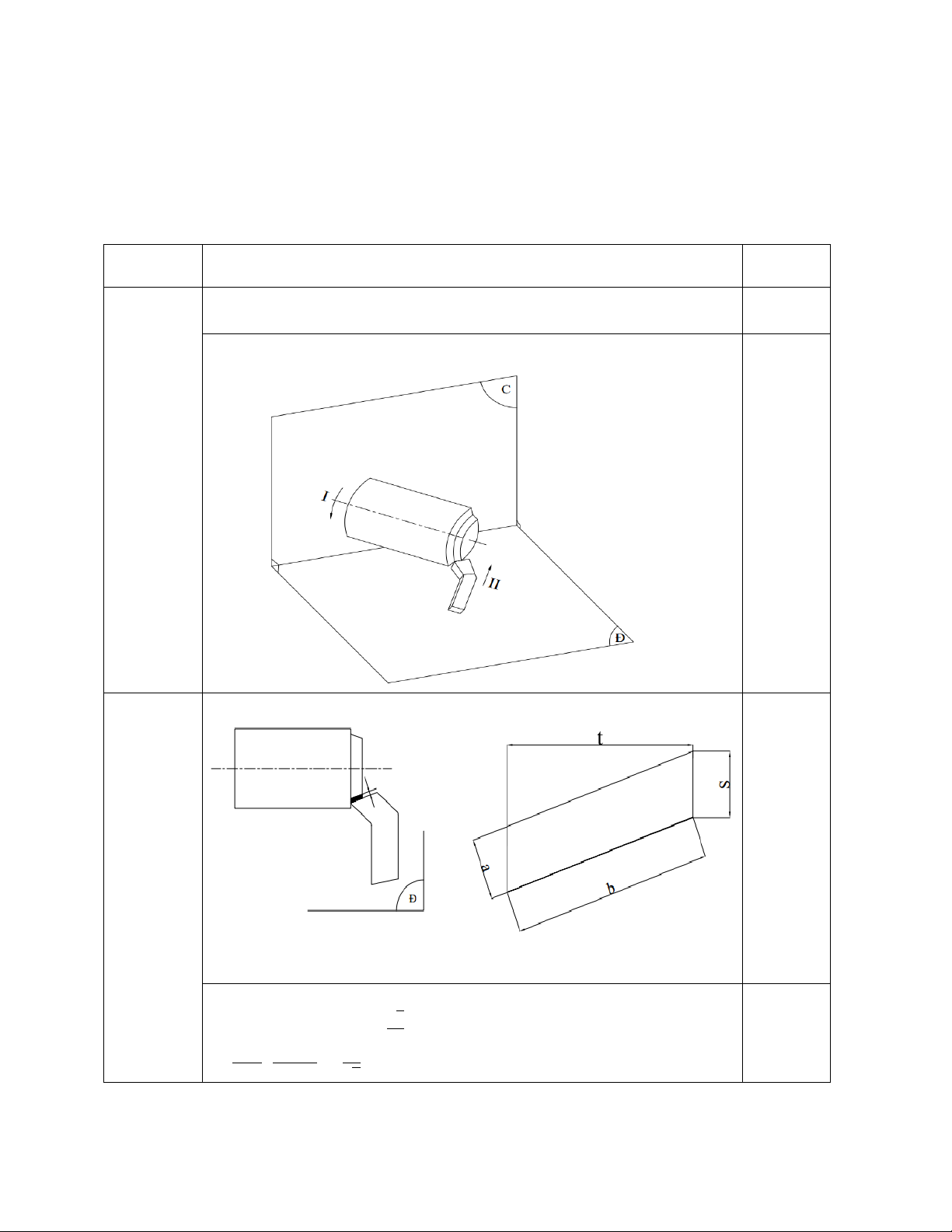
1a) Mũi tên I: chuyển động cắt chính; kí hiệu: n ( vòng/phút) 0,5đ 1
Mũi tên II: chuyển động chạy dao; kí hiệu: S (mm/vòng) 0,5đ (2 điểm) 1b) 0,5đ 0,5đ
2a) Tiết diện của lớp cắt: 2 (2 điểm) 0,5đ 0,5đ a: bề dày lớp cắt b: bề rộng lớp cắt 2b) Ta có: 0,5đ
a= S.sinµ= 1.sin45°= √ =0,7(mm) b= = = =7,14(mm) 0,5đ √
1. Độ chính xác gia công là mức độ giống nhau về hình 3
học, tính chất cơ lý của bề mặt đang tạo hình (gia công) 0,5đ (1,5điểm)
so với bề mặt chi tiết trên bản vẽ thiết kế….
2. Các tiêu chí đánh giá độ chính xác gia công:
- Độ chính xác về kích thước: + Dung sai δ + Độ bóng (Ra,Rz) 0,5đ
- Độ chính xác về vị trí tương quan,
- Độ chính xác về hình dáng hình học,
- Tính chất cơ lý bề mặt gia công….. 0,5đ
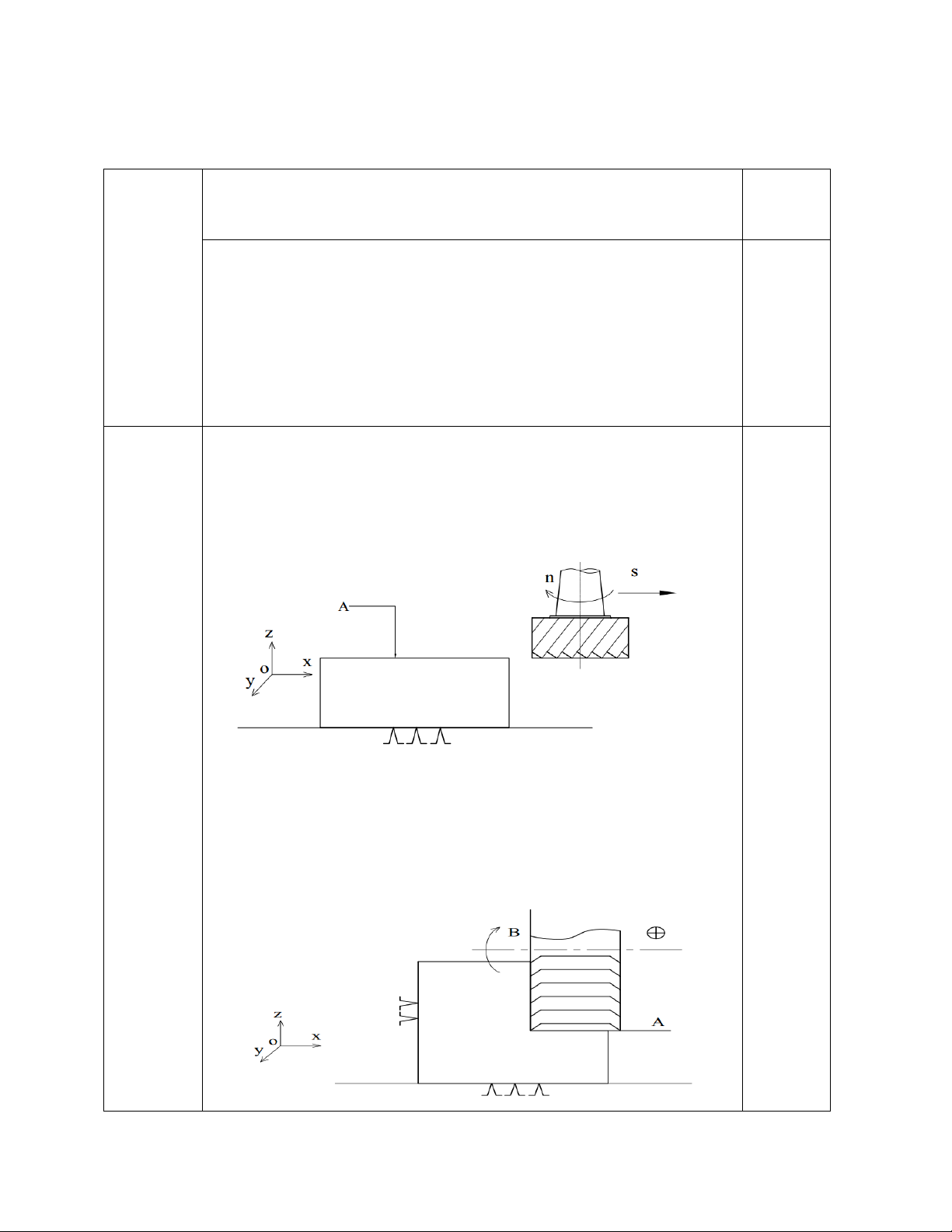
4a) MP(XOY) khống chế 3 bậc tự do: ⃡ ; ̂ ; ̂ ; 0,5đ 4
MP(YOZ) khống chế 2 bậc tự do: ⃡ ; ̂ ; (2 điểm) 0,5đ
MP(XOY) khống chế 1 bậc tự do: ⃡ ;
4b) TH1: Khống chế 3 bậc tự do 0,5đ
Gia công bề mặt A cần không chế tối thiểu 3 bậc tự do: ⃡ ; ̂ ; ̂
TH2: Khống chế 5 bậc tự do Gia công hai mặt phẳng A,B đồng
thời cần khống chế 5 bậc tự do: ⃡ ; ̂ ; ̂ ; ⃡ ; ̂ 0,5đ 5 (2,5điểm)
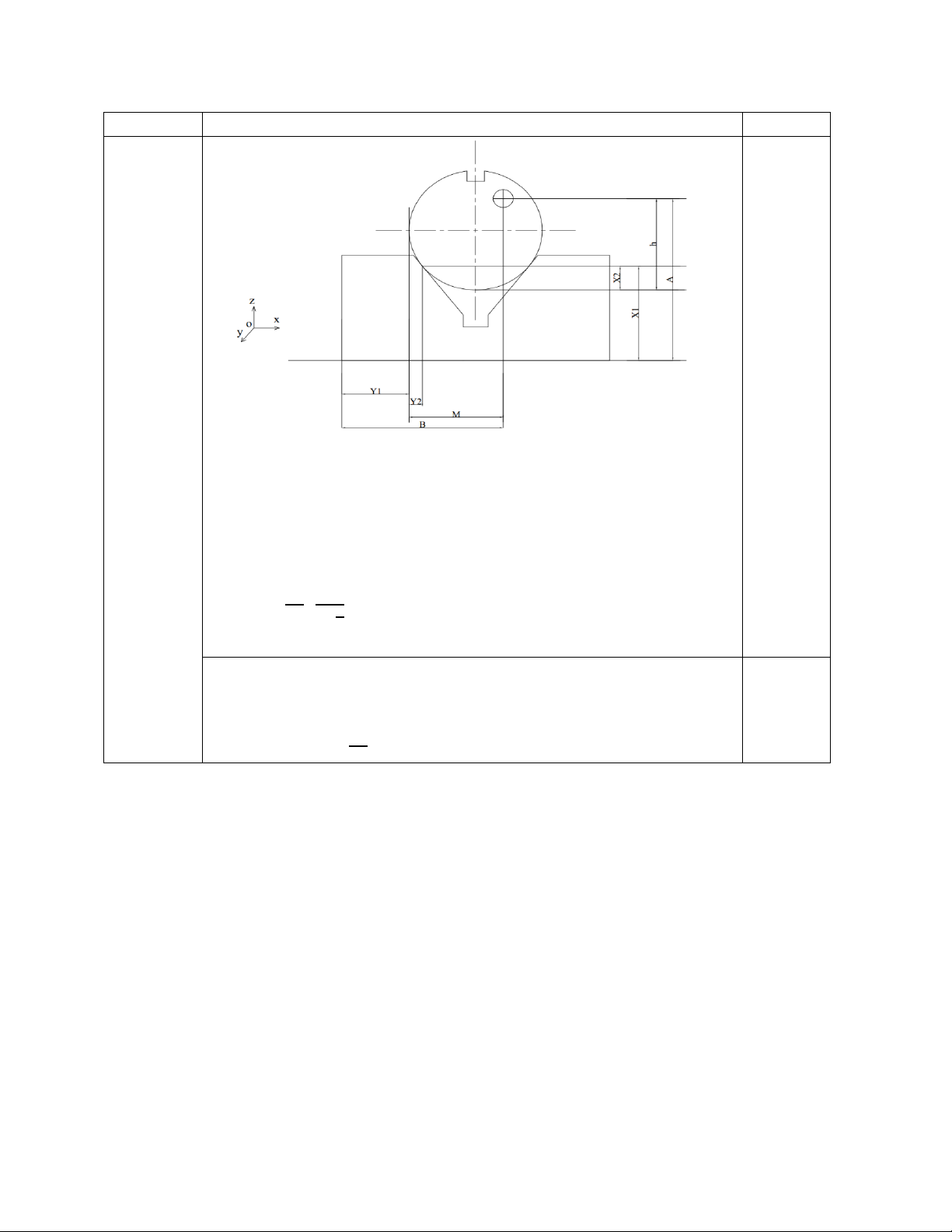
a. Gia công d cần hạn chế 5 bậc tự do: ⃡ ; ̂ ; ̂ 0,5đ ⃡ ; ̂ Tính ε c(h) Phương t 0,5đ rình chuối: A+X 2 = h + X1 →h=A + X 2 – X1 0,5đ →εc(h)= -1) b. Tính εc(M) Phương trình chuối: B + Y 0,5đ 2 = M + Y1 →M= B + Y2 - Y1 → ε 0,5đ c(M)=
Tài liệu liên quan:
-

CODE CIMCO tiện và phay ( ảnh và code ))
6 3 -
Sổ tay Công nghệ chế tạo máy Tập 1 | Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
52 26 -

Đề thi cuối học kỳ 1 năm học 2020-2021 môn Vật liệu học | Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
52 26 -

Đề thi HK1Công nghệ chế tạo máy năm 2024 - 2025 | Trường Đại học Sư phạm kỹ thuật, thành phố Hồ Chí Minh
39 20 -

Đáp án môn cơ sở công nghệ chế tạo máy
19 10