Đồ án môn Bộ điều khiển khả trình và tự động hóa đề tài "Thiết kế hệ thống phân loại sản phẩm theo màu sắc"
Đồ án môn Bộ điều khiển khả trình và tự động hóa đề tài "Thiết kế hệ thống phân loại sản phẩm theo màu sắc" của Đại học Xây dựng Hà Nội với những kiến thức và thông tin bổ ích giúp sinh viên tham khảo, ôn luyện và phục vụ nhu cầu học tập của mình cụ thể là có định hướng ôn tập, nắm vững kiến thức môn học và làm bài tốt trong những bài kiểm tra, bài tiểu luận, bài tập kết thúc học phần, từ đó học tập tốt và có kết quả cao cũng như có thể vận dụng tốt những kiến thức mình đã học vào thực tiễn cuộc sống. Mời bạn đọc đón xem!
Môn: Bộ điều khiển khả trình và tự động hóa 2 tài liệu
Trường: Trường Đại học Xây Dựng Hà Nội 540 tài liệu
Tác giả:








Preview text:
lOMoARcPSD| 38777299
BỘ MÔN CƠ SỞ KỸ THUẬT CƠ KHÍ
ĐỒ ÁN BỘ ĐIỀU KHIỂN KHẢ TRÌNH VÀ TỰ ĐỘNG HÓA
Thiết Kế Hệ Thống Phân Loại Sản Phẩm Theo Màu Sắc
Thực Hiện: NGÔ MINH QUANG MSV:165665 LỚP: 65MEC1
HƯỚNG DẪN: PHÓ BẢO BÌNH
CHƯƠNG 1: Tổng quan về hệ thống phân loại sản phẩm..................3
1.1 Các hệ thống phân loại sản phẩm phổ biến.................................................................3
1.2 Đề xuất phương án thiết kế...........................................................................................6 lOMoARcPSD| 38777299
Chương 2: Lựa chọn thiết bị cho hệ thống.........................................8
2.1.1 Giới thiệu về PLC........................................................................................................8
2.1.2 Lựa chọn PLC...........................................................................................................10
2.1.3 sơ đồ đấu nối.............................................................................................................11
2.2 Xi lanh...........................................................................................................................11
2.2.1 Lựa chọn xi lanh........................................................................................................11
2.2.2 Thông số của xi lanh.................................................................................................12
2.3. Cảm biến màu..............................................................................................................12
2.3.1 Lựa chọn cảm biến màu...........................................................................................12
2.4 Cảm biến từ..................................................................................................................13
2.4.1 Lựa chọn cảm biến từ...............................................................................................13
2.4.2 Thông số kỹ thuật......................................................................................................13
2.5. Cảm biến vật................................................................................................................14
2.5.1 Lựa chọn cảm biến vật.............................................................................................14
2.5.2 Thông số kỹ thuật......................................................................................................14
2.6. Nút ấn khởi động.........................................................................................................15
2.6.1 Lựa chọn nút bấm.....................................................................................................15
2.6.2 Thông số kỹ thuật......................................................................................................15
2.7 Van điện từ khí nén......................................................................................................16
2.7.1 Lựa chọn van điện từ................................................................................................16
2.7.2 Thông số kỹ thuật....................................................................................................16
Chương 3: Thiết kế hệ thống điều khiển...........................................17
3.1 Xây dựng cấu trúc chung của hệ thống..........................................................................17
3.2 phân cổng vào ra............................................................................................................18
3.3 chương trình...................................................................................................................19
CHƯƠNG 1: TỔNG QUAN HỆ THỐNG PHÂN LOẠI SẢN PHẨM
1.1 Các hệ thống phân loại sản phẩm phổ biến
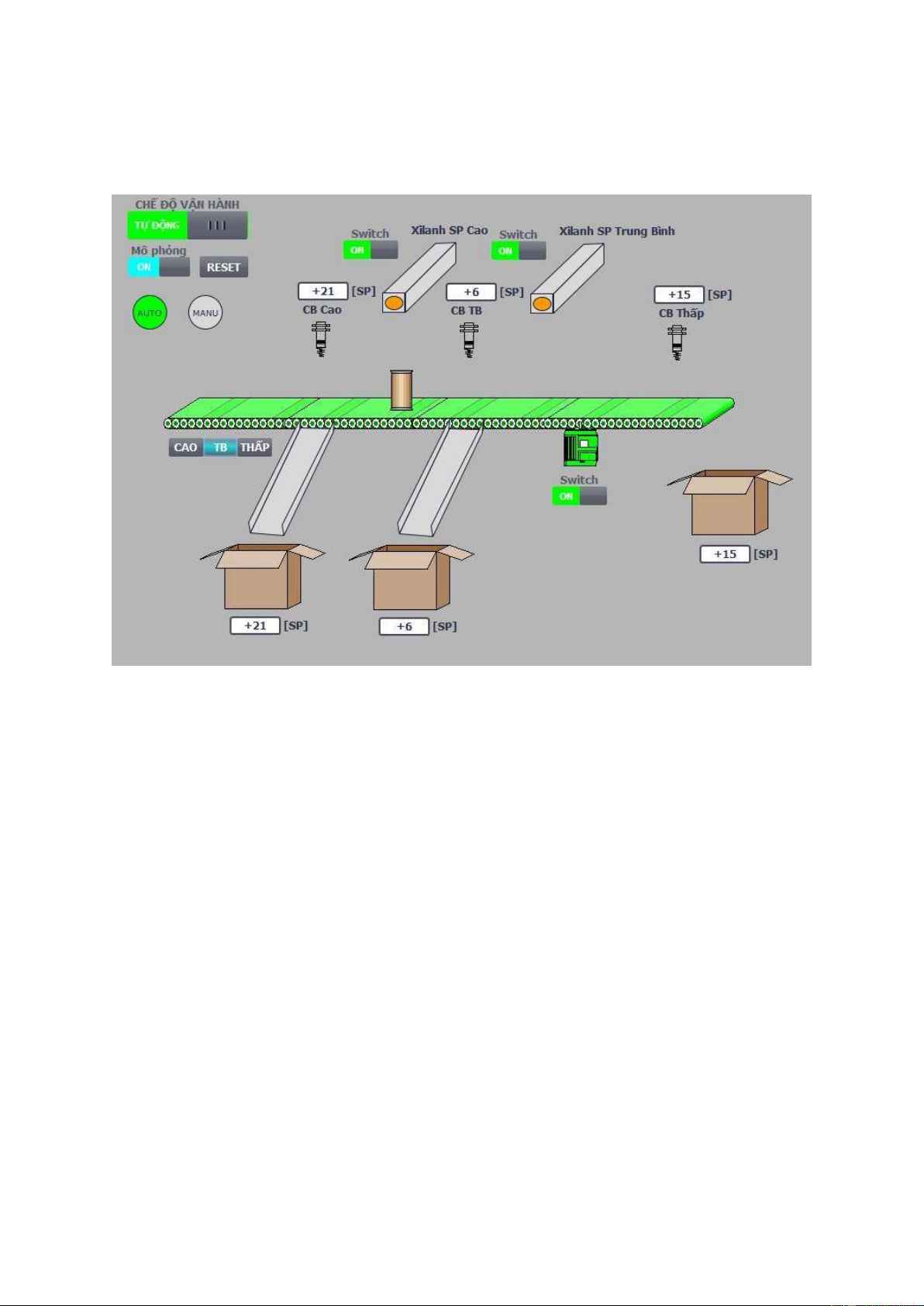
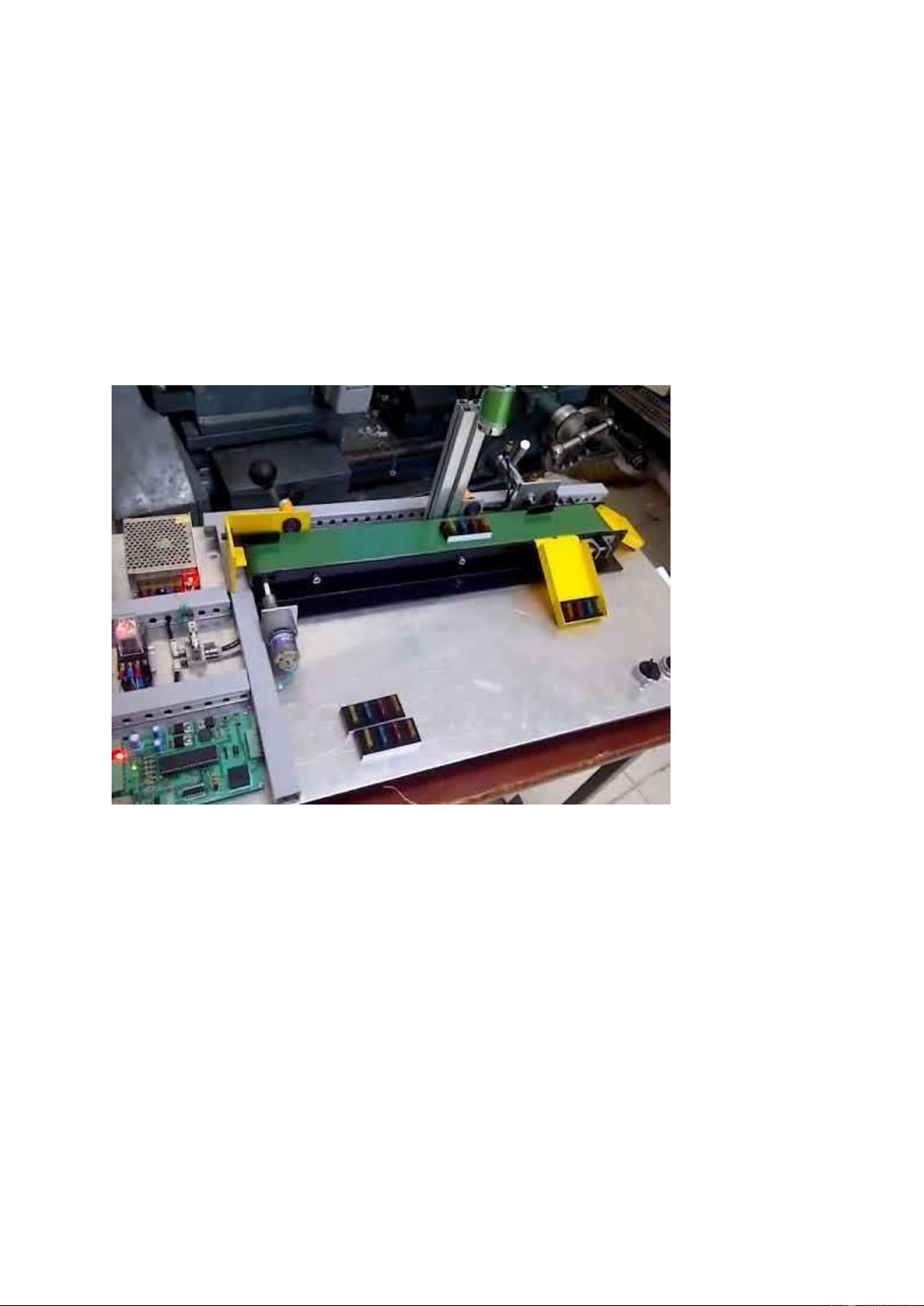
1.1.1 Phân loại sản phẩm theo màu sắc
Mô hình hệ thống phân loại sản phẩm theo màu sắc lOMoARcPSD| 38777299 Cấu tạo:
Hệ thống phân loại sản phẩm theo màu sắc có cấu tạo chính gồm: - Một băng chuyền. -
Một động cơ điện một chiều để kéo băng chuyền. -
Cảm biến nhận biết màu sắc. -
Ba xylanh piston để phân loại sản phẩm. -
Bộ PLC dùng để xử lý tín hiệu. - Các van đảo chiều. - Các rơ le trung gian. -
Bộ phận giá đỡ cơ khí cho toàn bộ hệ thống. - Nút nhấn. • Nguyên lý hoạt động:
Khi nhấn nút Start, điện áp một chiều cấp cho động cơ điện một chiều hoạt động,
truyền chuyển động cho băng chuyền thông qua dây đai. Xylanh piston sẽ đẩy sản
phẩm đến cảm biến nhận biết sản phẩm có màu sắc khác nhau. Khi sản phẩm đi
qua, cảm biến nhận biết và gửi tín hiệu về bộ PLC xử lý sau đó PLC đưa ra tín hiệu
tác động điều khiển piston đẩy từng sản phẩm có màu sắc khác nhau vào nơi chứa riêng biệt. • Ứng dụng:
Hệ thống phân loại sản phẩm theo màu sắc được ứng dụng rất nhiều trong các dây
chuyền sản xuất Gạch, Ngói, Đá Granite, trong các dây chuyền phân loại các sản
phẩm nhựa hay trong chế biến Nông sản (như Cà Phê, Gạo)… Hệ thống sẽ giúp
nhà sản xuất tốn ít nhân công lao động và giảm thiểu thời gian làm việc, nâng cao năng suất lao động. lOMoARcPSD| 38777299
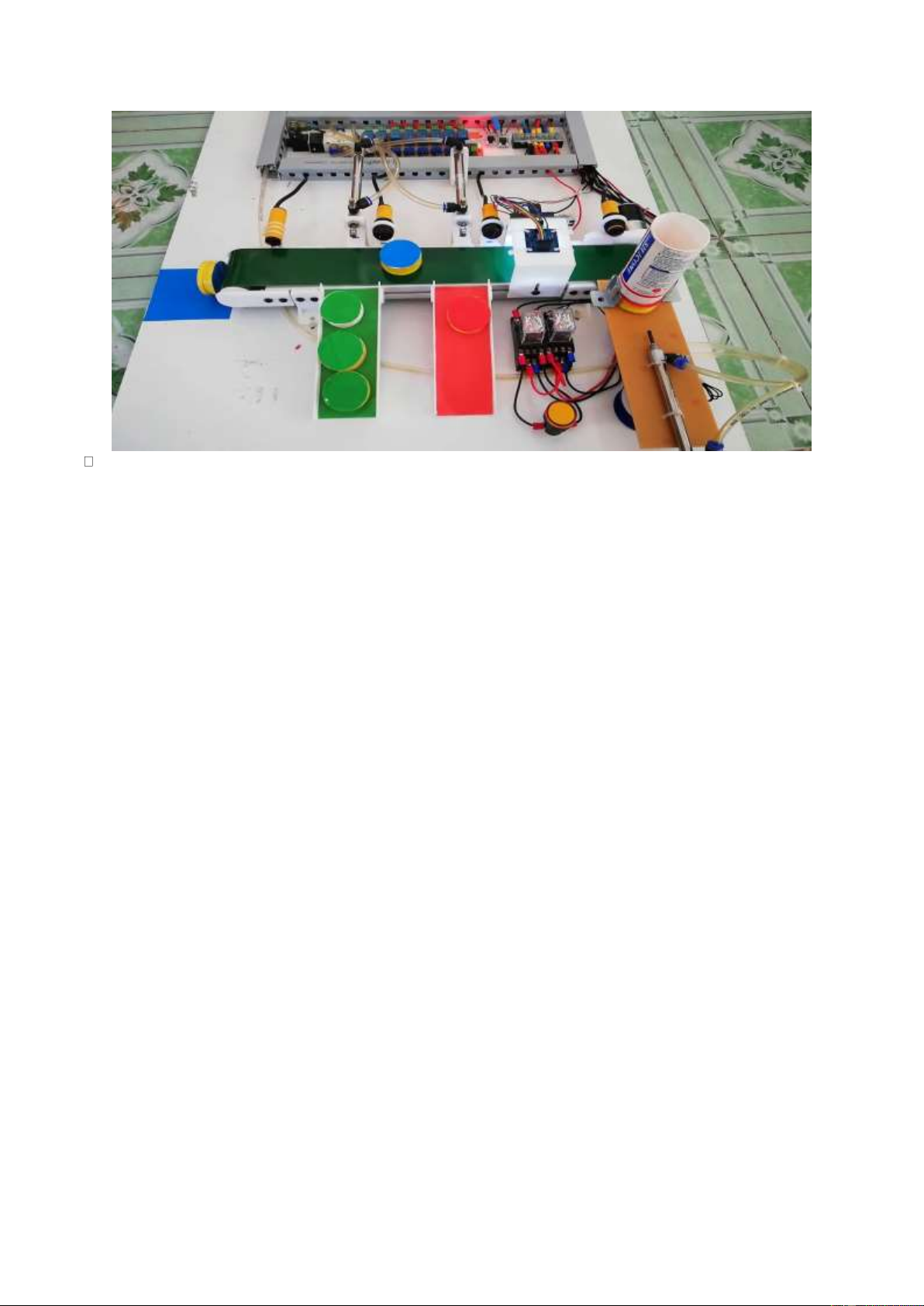
1.1.2 Phân loại sản phẩm theo chiều cao
Hệ thống phân loại sản phẩm theo chiều cao Cấu tạo: - Hai băng chuyền. -
Hai động cơ điện một chiều để kéo băng chuyền. -
Ba cảm biến nhận biết chiều cao. -
Hai xylanh piston để phân loại sản phẩm. -
Bộ PLC dùng để xử lý tín hiệu. - Hai van đảo chiều. - Các rơ le trung gian. -
Bộ phận giá đỡ cơ khí cho toàn bộ hệ thống. - Nút nhấn. • Nguyên lý hoạt động:
Khi nhấn nút Start, điện áp một chiều cấp cho động cơ điện một chiều thứ nhất hoạt
động, truyền chuyển động cho băng chuyền thứ nhất thông qua dây đai. Trên băng
chuyền này sẽ thiết kế những cảm biến nhận biết sản phẩm có chiều cao khác nhau.
Khi sản phẩm đi qua, cảm biến nhận biết và gửi tín hiệu về bộ PLC xử lý sau đó
PLC đưa ra tín hiệu về van đảo chiều tác động điều khiển piston đẩy sản phẩm cao
và trung bình vào khay chứa tương ứng, sản phẩm thấp sẽ được đi đến hết băng
chuyền và được phân loại vào hộp chứa nằm trên băng chuyền thứ hai. Sau đó lOMoARcPSD| 38777299
động cơ một chiều thứ hai truyền chuyển động cho băng chuyền thứ hai vận chuyển
hộp chứa sản phẩm thấp về vị trí tương ứng. • Ứng dụng:
Hệ thống phân loại sản phẩm theo chiều cao được ứng dụng rất nhiều trong các ngành công nghiệp: -
Ứng dụng trong các dây chuyền sản xuất Gạch, Ngói. -
Ứng dụng trong các ngành công nghiệp thực phẩm như bánh kẹo, hoa quả... -
Ứng dụng trong công nghiệp sản xuất bia, nước giải khát.
1.1.3 Phân loại sản phẩm theo hình dạng • Cấu tạo: - Một băng chuyền. -
Một động cơ điện một chiều để kéo băng chuyền. -
Hai động cơ bước gạt sản phẩm để phân loại. -
Cảm biến thị giác Camera (Nhận dạng vật thể qua Camera). -
Bộ PLC dùng để xử lý tín hiệu. - Các rơ le trung gian. -
Bộ phận giá đỡ cơ khí cho toàn bộ hệ thống.- Nút nhấn. • Nguyên lý hoạt động:
Khi nhấn nút Start, điện áp một chiều cấp cho động cơ điện một chiều hoạt động,
truyền chuyển động cho băng chuyền thông qua dây đai. Trên băng chuyền sẽ thiết lOMoARcPSD| 38777299
kế cảm biến thị giác Camera nhận dạng sản phẩm. Khi sản phẩm đi qua, Cảm biến
thị giác nhận biết và gửi tín hiệu về bộ PLC xử lý sau đó PLC đưa ra tín hiệu điều
khiển động cơ bước gạt từng sản phẩm có hình dạng khác nhau vào nơi chứa riêng biệt. • Ứng dụng:
Hệ thống phân loại sản phẩm theo hình dạng được ứng dụng trong rất nhiều ngành công nghiệp:
- Ứng dụng trong công nghiệp kiểm tra và phân loại sản phẩm có hình dáng khác
nhau như: Gạch, Ngói, thực phẩm tiêu dùng… - Ứng dụng trong kiểm tra và
phân loại Nông Sản. - Ứng dụng kết hợp với Robot thông minh.
Như vậy, ngoài ba loại hệ thống phân loại sản phẩm trên, chúng ta còn thấy có hệ
thống phân loại sản phẩm khác theo đặc tính của sản phẩm. Ví dụ như phân loại
sản phẩm theo trọng lượng, kích thước... Hầu hết cấu tạo và nguyên lý hoạt động
của chúng khá tương tự nhau, chỉ khác nhau ở bộ phận đẩy sản phẩm phân loại (có
thể là xylanh piston hoặc động cơ bước) và bộ phận nhận dạng sản phẩm (có thể là
các loại cảm biến như màu sắc, cảm biến quang thu phát, cảm biến phát hiện kim
loại, hay camera phát hiện hình dạng vật thể).
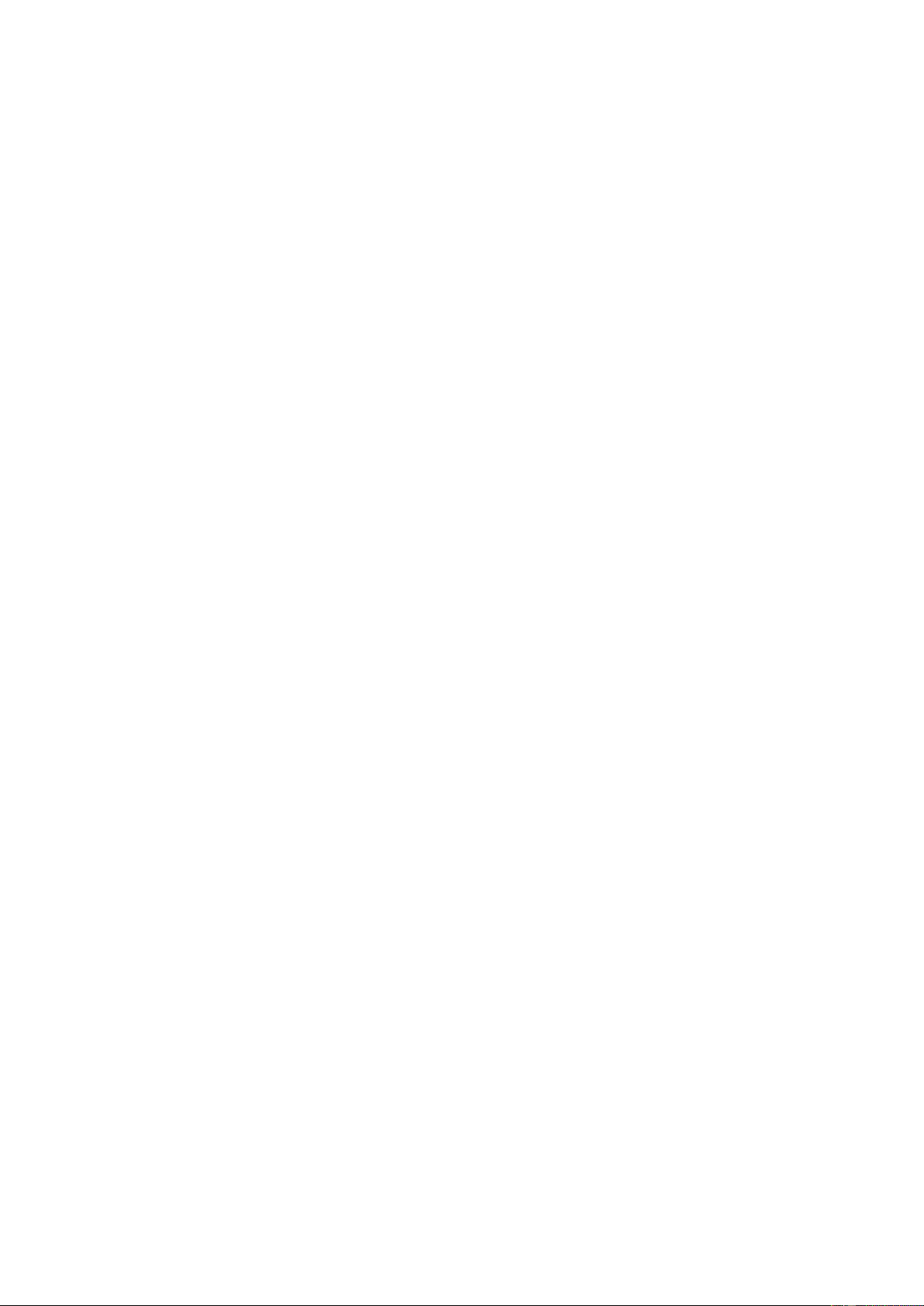
1.2 Đề xuất phương án thiết kế
Vì sản phầm cần phân loại chỉ có 2 màu cơ bản nên để có thể phân loại một cách
đơn giản và phù hợp nhất sẽ dung hệ thống phân loại sản phẩm theo màu sắc • Cấu tạo:
Hệ thống phân loại sản phẩm theo màu sắc có cấu tạo chính gồm: -
Cảm biến nhận biết màu sắc. -
Hai xylanh piston để, đẩy và phân loại sản phẩm. -
Bộ PLC dùng để xử lý tín hiệu. - Các van đảo chiều. - Các rơ le trung gian. -
Cảm biến quang- Nút nhấn. • Nguyên lý hoạt động:
Khi nhấn nút Start, gửi tín hiệu về bộ PLC xử lý sau đố PLC đưa ra tín hiệu tác động
van đảo chiều điều khiển xi lanh 1 đẩy sản phẩm sang cảm biến màu, nếu màu đỏ xi
lanh 2 đứng yên nếu màu xanh xi lanh 2 di chuyển đẩy sản phẩm sang vị trí khác.
Sau khi sản phẩm đi qua cảm biến vật sẽ quay về chu trình điều khiển xi lanh 1 lOMoARcPSD| 38777299
Chương 2: lựa chọn thiết bị cho hệ thống
2.1.1 Giới thiệu về PLC
PLC (viết tắt của Programmable Logic Controller) là thiết bị cho phép lập trình thực
hiện các thuật toán điều khiển logic. Bộ lập trình PLC nhận tác động các sự kiện bên
ngoài thông qua ngõ vào (input) và thực hiện hoạt động thông qua ngõ ra (output).
PLC hoạt động theo phương thức quét các trạng thái trên đầu ra và đầu vào. Khi có
sự thay đổi bất kỳ từ ngõ vào, dựa theo logic chương trình ngõ ra tương ứng sẽ thay đổi. lOMoARcPSD| 38777299
Ngôn ngữ lập trình PLC phổ biến hiện nay là Ladder, Step Ladder, STL. Tuy nhiên,
mỗi hãng sản xuất sẽ có các ngôn ngữ lập trình riêng. Các hãng sản xuất PLC phổ
biến hiện nay gồm: Siemens, Mitsubishi, Rockwell, INVT, Delta
Nguyên lý hoạt động của PLC
Một hệ thống sản xuất có khả năng tự khởi động, kiểm soát, xử lý và dừng một quá
trình theo yêu cầu hoặc đo đếm các giá trị đã đạt được xác định nhằm đạt kết quả
tốt nhất ở sản phẩm đầu ra thì được gọi là Hệ thống điều khiển.
Trong kỹ thuật tự động, các bộ điều khiển chia làm 2 loại:
• Điều khiển nối cứng.
• Điều khiển logic khả trình.
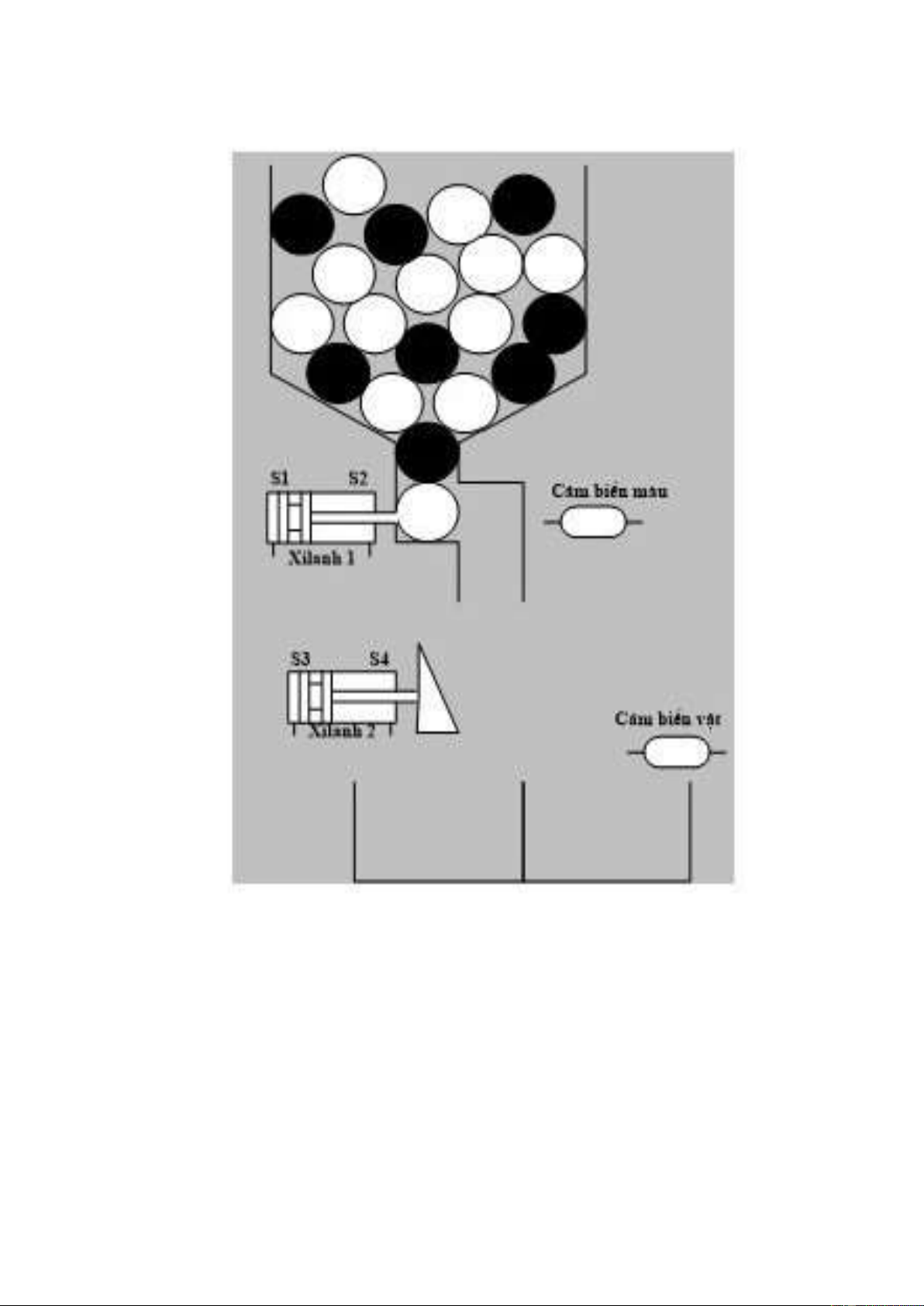
Một hệ thống điều khiển bất kỳ được tạo thành từ các thành phần sau: • Khối vào.
• Khối xử lý-điều khiển. • Khối ra. Khối vào:
Khối có nhiệm vụ chuyển đổi các đại lượng vật lý thành các tín hiệu điện, các bộ
chuyển đổi có thể là: nút nhấn, cảm biến …và tùy theo bộ chuyển đổi mà tín hiệu ra
khỏi khối vào có thể ON/OFF hoặc dạng liên tục(analog). Khối xử lý:
Khối có nhiệm vụ xử lý thông tin từ khối vào để tạo những tín hiệu ra đáp ứng yêu cầu điều khiển. Khối ra: lOMoARcPSD| 38777299
Tín hiệu ra là kết quả của quá trình xử lý của hệ thống điều khiển. Các tín hiệu này
được sử dụng tạo ra những hoạt động đáp ứng cho các thiết bị ở ngõ ra. Các ngõ ra
là: động cơ điện, xy lanh, solenoid, van, role…
Ưu điểm và nhược điểm của PLC Ưu điểm:
Bộ điều khiển PLC chống nhiễu tốt, đáng tin cậy trong môi trường công nghiệp, đáp
ứng các giải thuật phức tạp, độ chính xác cao, gọn nhẹ, lắp đặt dễ dàng, thay thế
hoàn toàn mạch điều khiển relay thông thường, dễ dàng đáp ứng mọi yêu cầu điều
khiển, hỗ trợ các chuẩn mạng truyền thông công nghiệp, tạo sự kết nối và trao đổi
dữ liệu giữa các thiết bị trong và ngoài nhà máy đáp ứng tiêu chuẩn công nghiệp 4.0. Nhược điểm:
Giá thành cao: Chi phí sản phẩm cao hơn so với chi phí mạch relay thông thường,
chi phí phần mềm lập trình tùy thuộc vào hãng sản xuất. Người sử dụng cần có kiến
thức căn bản về lập trình PLC.
Vai trò của PLC trong hệ thống tự động hóa
Cuộc cách mạng công nghiệp 4.0 đang đặt ra thách thức không nhỏ đối với các
doanh nghiệp. Trong dây chuyền sản xuất của doanh nghiệp, PLC không đơn thuần
là thiết bị điều khiển đáp ứng về logic và tốc độ mà còn về truyền thông, trao đổi dữ
liệu giữa các thiết bị điều khiển khác, tạo nên một mạng lưới khép kín. 2.1.2 Lựa chọn PLC Tên sản phẩm PLC FX3U-32MR/ES-A Dòng sản phẩm FX3U Series Số đầu I/O 32 Nguồn cấp 100 → 240 Vac Kiểu đầu ra Relay Số đầu ra 16 lOMoARcPSD| 38777299 Số đầu vào 16 Kiểu đầu vào Sink/Source Điện áp đầu ra 24V DC ±10% Kiểu lắp đặt DIN Rail Thời gian đáp ứng 0.065 μs Dung lượng chương trình 64000 Steps Ngôn ngữ lập trình Ladder Logic
Nhiệt độ hoạt động tối đa +55°C Bộ nhớ 64000 Steps Giao diện lập trình Computer, HMI
Nhiệt độ hoạt động tối thiểu 0 ° C Kiểu kết nối USB, RS232C, RS485 Cáp kết nối FX-USB-AW, USB-SC09-FX Phần mềm sử dụng GX-Works 2 Điện năng tiêu thụ 35 W
2.1.3 sơ đồ đấu nối 2.2 Xi lanh 2.2.1 Lựa chọn xi lanh
Xi lanh khí nén loại nhỏ SMC CDJ2D, Nhật Bản lOMoARcPSD| 38777299
2.2.2 Thông số của xi lanh Đường kính 16mm Hành trình xi lanh 150mm
Áp suất hoạt động lớn nhất 0.7MPa Áp suất nhỏ nhất 0.05MPa Nhiệt độ -10 đến 70 độ C Áp suất phá hủy xi lanh 1MPa Tốc độ piston 50 – 750mm/s Tác động
2 tác động đẩy và rút Đường kính 16mm Hành trình xi lanh 150mm
Áp suất hoạt động lớn nhất 0.7MPa Áp suất nhỏ nhất 0.05MPa Nhiệt độ -10 đến 70 độ C Áp suất phá hủy xi lanh 1MPa Tốc độ piston 50 – 750mm/s Tác động
2 tác động đẩy và rút 2.3. Cảm biến màu
2.3.1 Lựa chọn cảm biến màu
Module Cảm Biến Màu OMRON TCS3200 lOMoARcPSD| 38777299
2.3.2 Thông tin kỹ thuật:
Khoảng cách phát hiện: 5mm đến 1m
Nguồn cấp: 12 đến 24 VDC ±10%, dòng điện tiêu thụ khoảng 25mA
Đầu ra tín hiệu: NPN hoặc PNP, NO hoặc NC (sự lựa chọn phụ thuộc vào mô hình cụ thể) Tần số đáp ứng: 1 kHz
Kiểu kết nối: Dây cáp, loại đầu nối M8 hoặc M12 (sự lựa chọn phụ thuộc vào mô hình cụ thể)
Chức năng bảo vệ: Ngắn mạch đầu vào, ngược cực, chống nhiễu điện từ
Nhiệt độ hoạt động: -25 đến 55 độ C
Độ ẩm hoạt động: 35 đến 85% RH
Kích thước: 20.4mm x 32.2mm x 12.4mm 2.4 Cảm biến từ
2.4.1 Lựa chọn cảm biến từ
CẢM BIẾN TỪ XYLANH CS1-F lOMoARcPSD| 38777299
2.4.2 Thông số kỹ thuật
Điện áp định mức: 10-30V DC
Dòng điện tiêu thụ: 6 mA max. Tần số đáp ứng: 500Hz
Loại đầu ra: NPN, NO (Normally Open)
Điện trở tải: 300 mA max. Độ bảo vệ: IP67
Nhiệt độ làm việc: -25 độ C đến 70 độ C
Kích thước: 13.4 mm x 6.8 mm x 26.5 mm
Xuất xứ: AIRTAC ( Đài Loan)
2.5. Cảm biến vật
2.5.1 Lựa chọn cảm biến vật
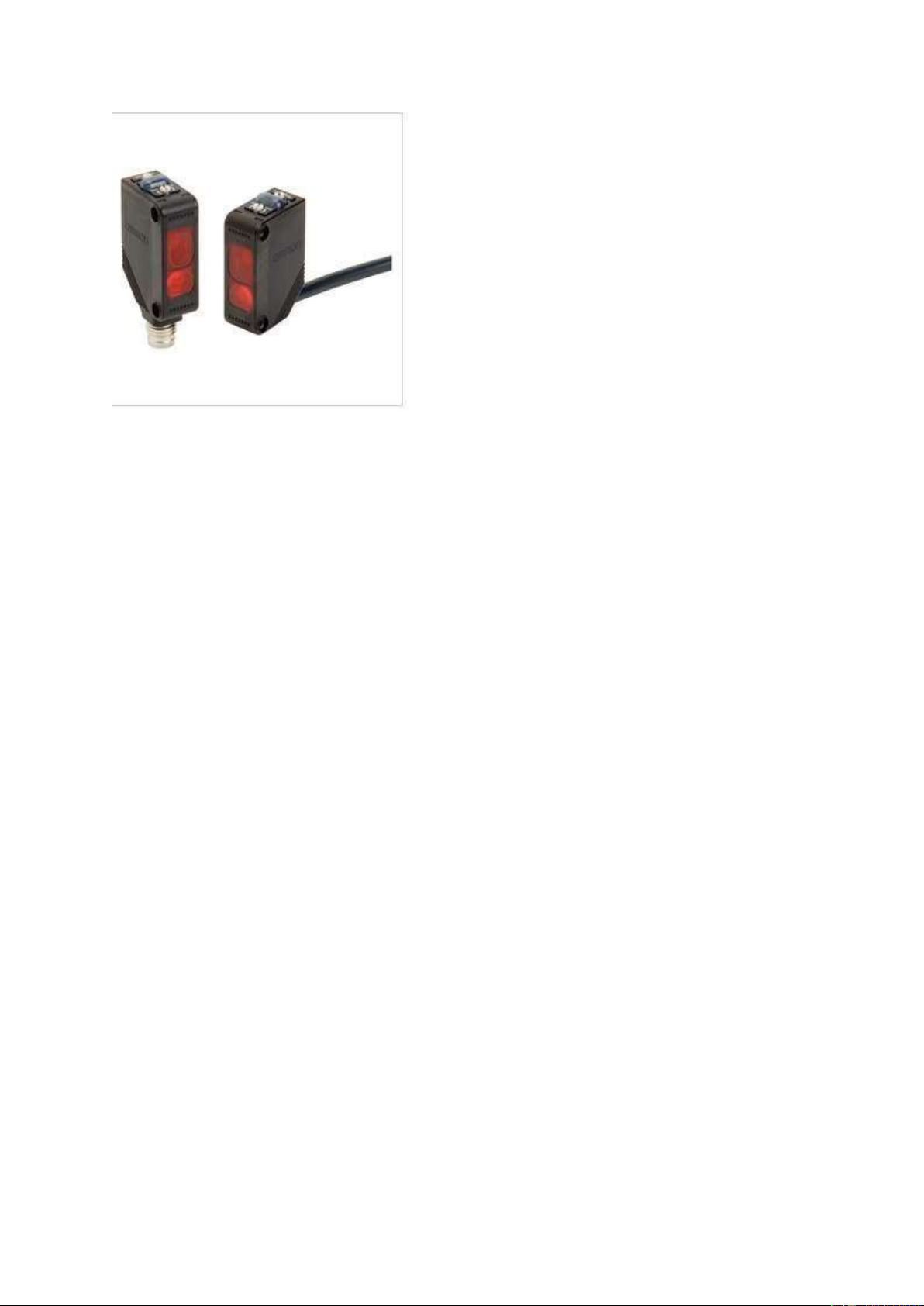
Cảm biến quang Omron E3Z-T81, Nhật Bản
2.5.2 Thông số kỹ thuật
Loại cảm biến: Cảm biến quang phát hiện khoảng cách
Nguyên lý hoạt động: Phản xạ ánh sáng
Khoảng cách phát hiện: 2cm đến 10cm lOMoARcPSD| 38777299
Nguồn điện: 12 đến 24V DC
Dòng điện tiêu thụ: 25mA max.
Đầu ra tín hiệu: NPN/PNP
Nhiệt độ hoạt động: -25 đến 55 độ C
Tiêu chuẩn bảo vệ: IP67 (chống bụi và nước) Vật liệu vỏ: Nhựa ABS lOMoARcPSD| 38777299
2.6. Nút ấn khởi động
2.6.1 Lựa chọn nút bấm
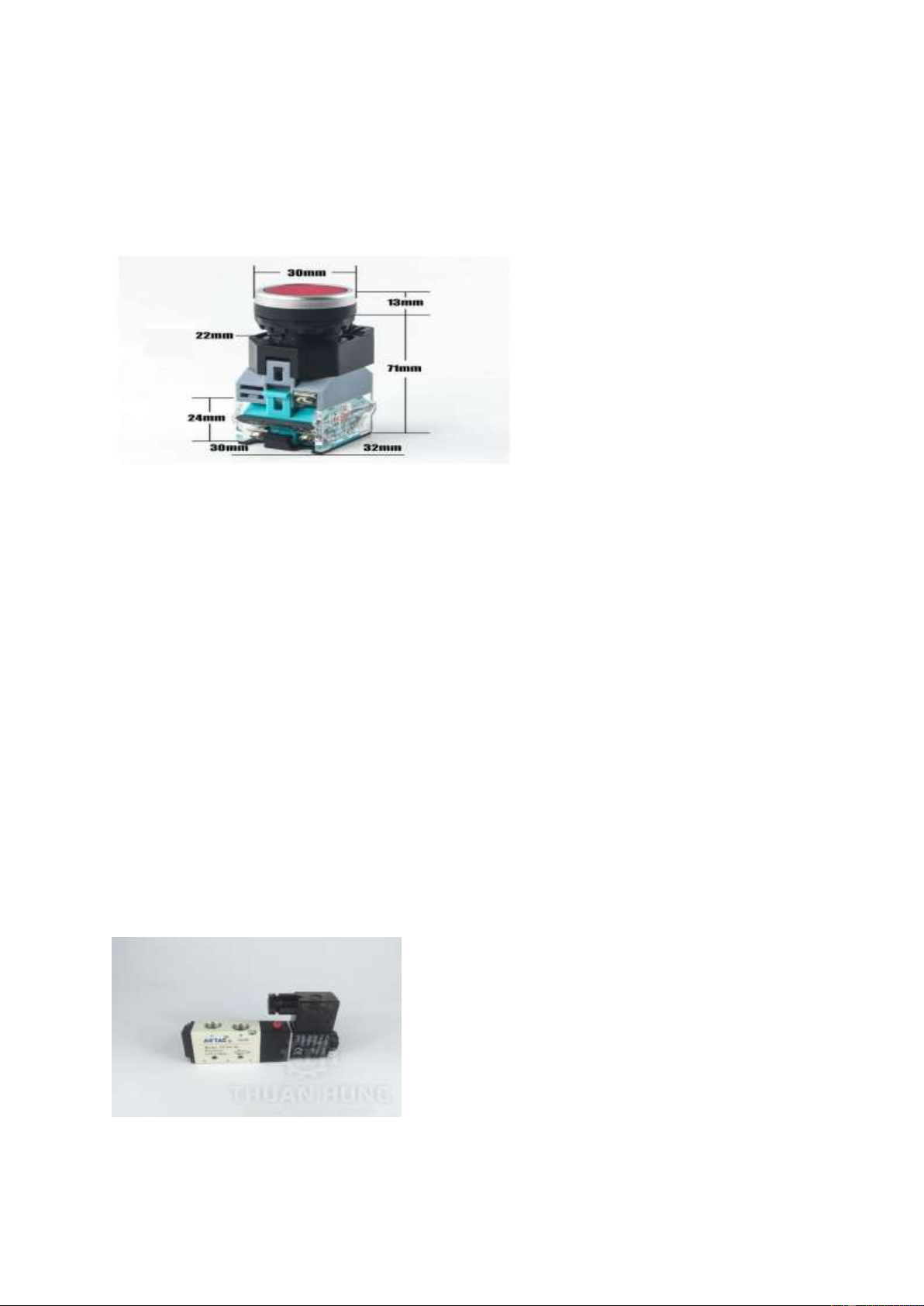
Nút nhấn giữ LA38-11 22mm, Schneider Electric
2.6.2 Thông số kỹ thuật Điện áp: 250 VAC Dòng điện: 10 A
Cách điện điện áp: 2.5 KV
Tuổi thọ cơ học: 500,000 lần nhấn
Nhiệt độ làm việc: -25 độ C đến 55 độ C
Chất liệu vỏ: Hợp kim kẽm và nhựa ABS
Đường kính lỗ lắp: 22 mm
2.7 Van điện từ khí nén
2.7.1 Lựa chọn van điện từ
Van điện từ khí nén Airtac 4V210-08
2.7.2 Thông số kỹ thuật
Kích thước cổng: 1/4''.(ren 13) lOMoARcPSD| 38777299
Kích thước cổng xả: 1/8" (ren 9.6)
Áp suất hoạt động: 0.15 - 0.8 MPa
Loại van hơi 5 cửa 2 vị trí. (1 đầu coil điện)
Hãng sản xuất: AIRTAC - Taiwan
Nhiệt độ hoạt động: -20~70oC Điện áp: 24v
Chương 3: Thiết kế hệ thống điều khiển lOMoARcPSD| 38777299
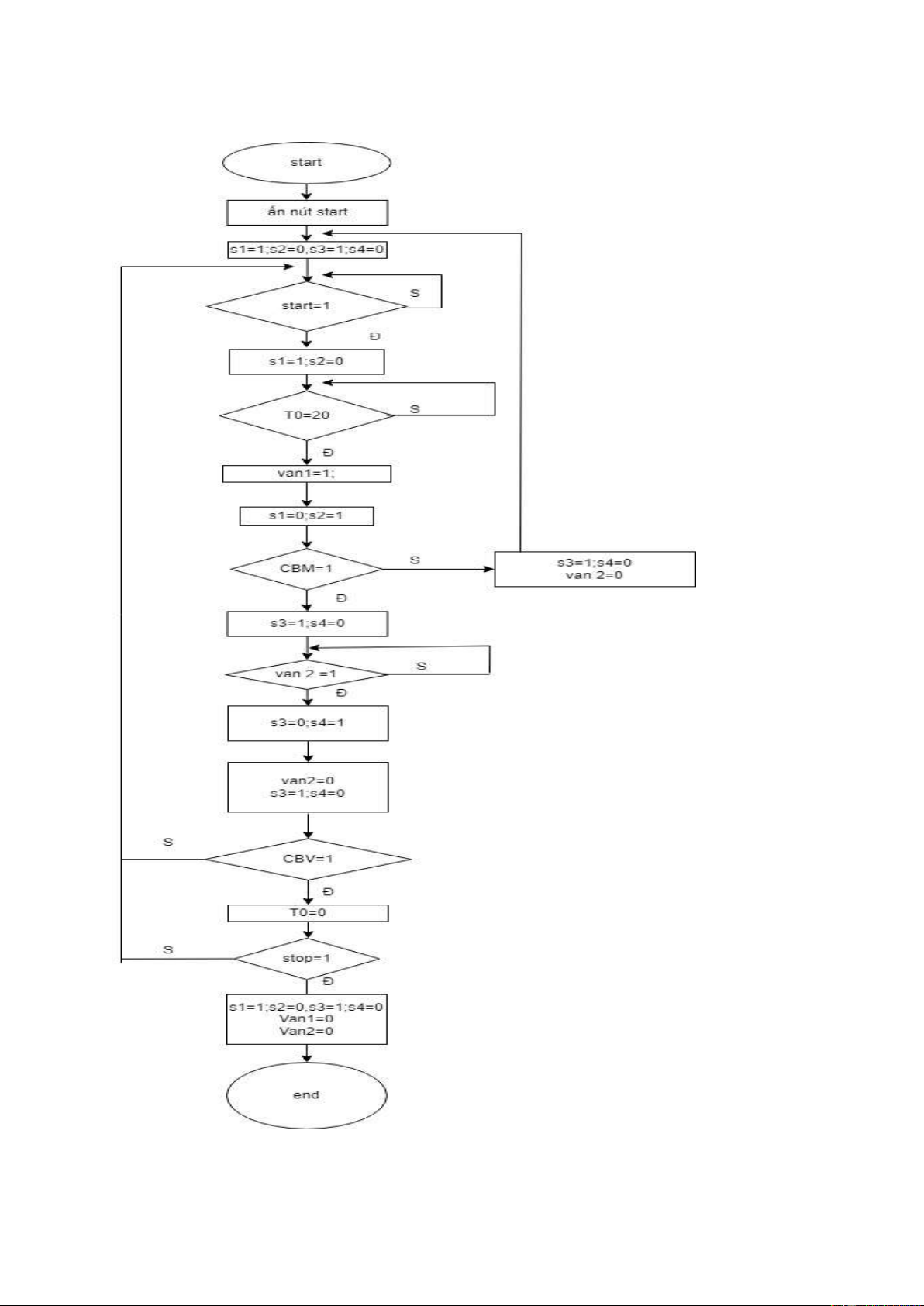
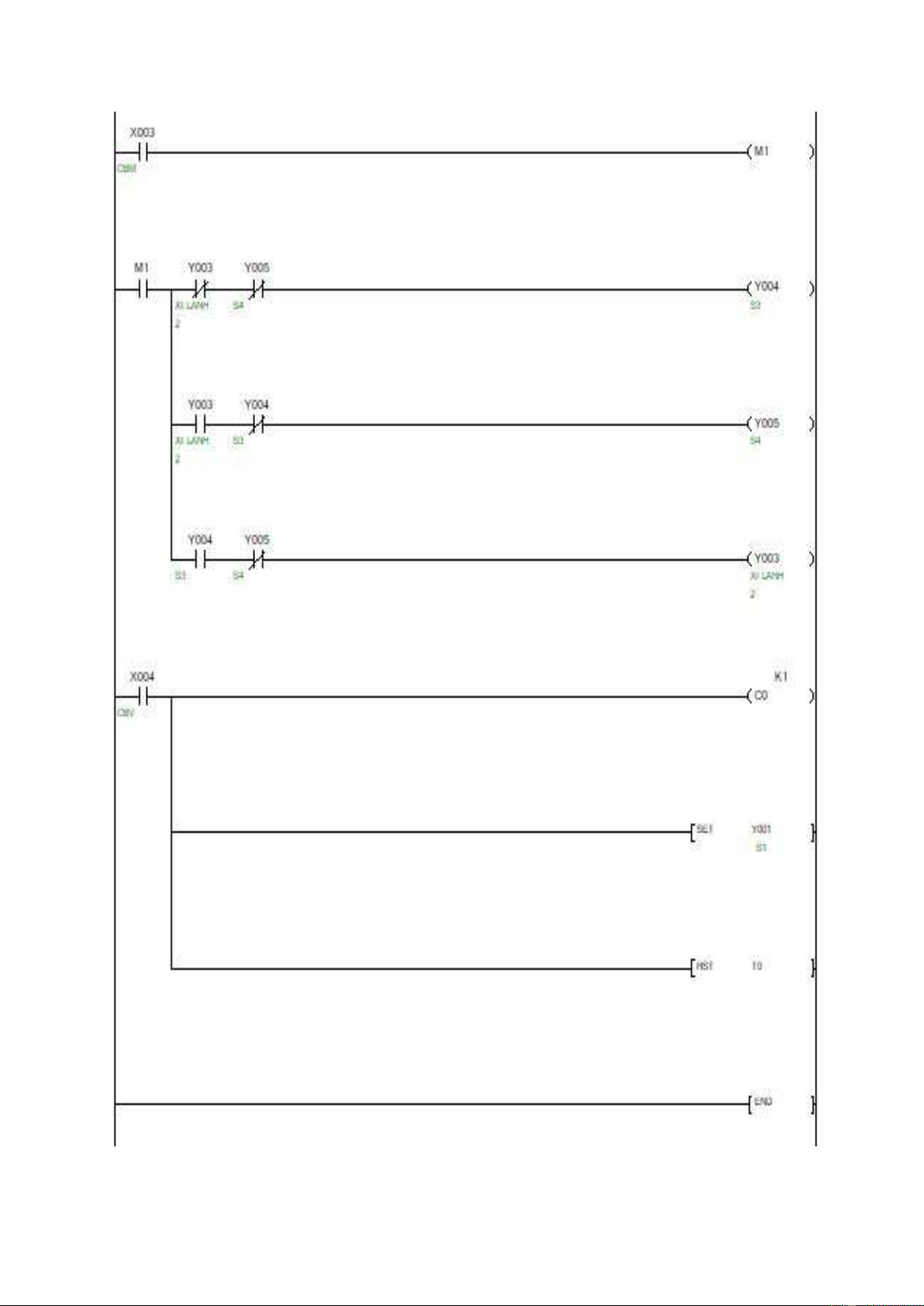
3.1 Xây dựng cấu trúc chung của hệ thống 3.2 phân cổng vào ra Đầu vào: lOMoARcPSD| 38777299
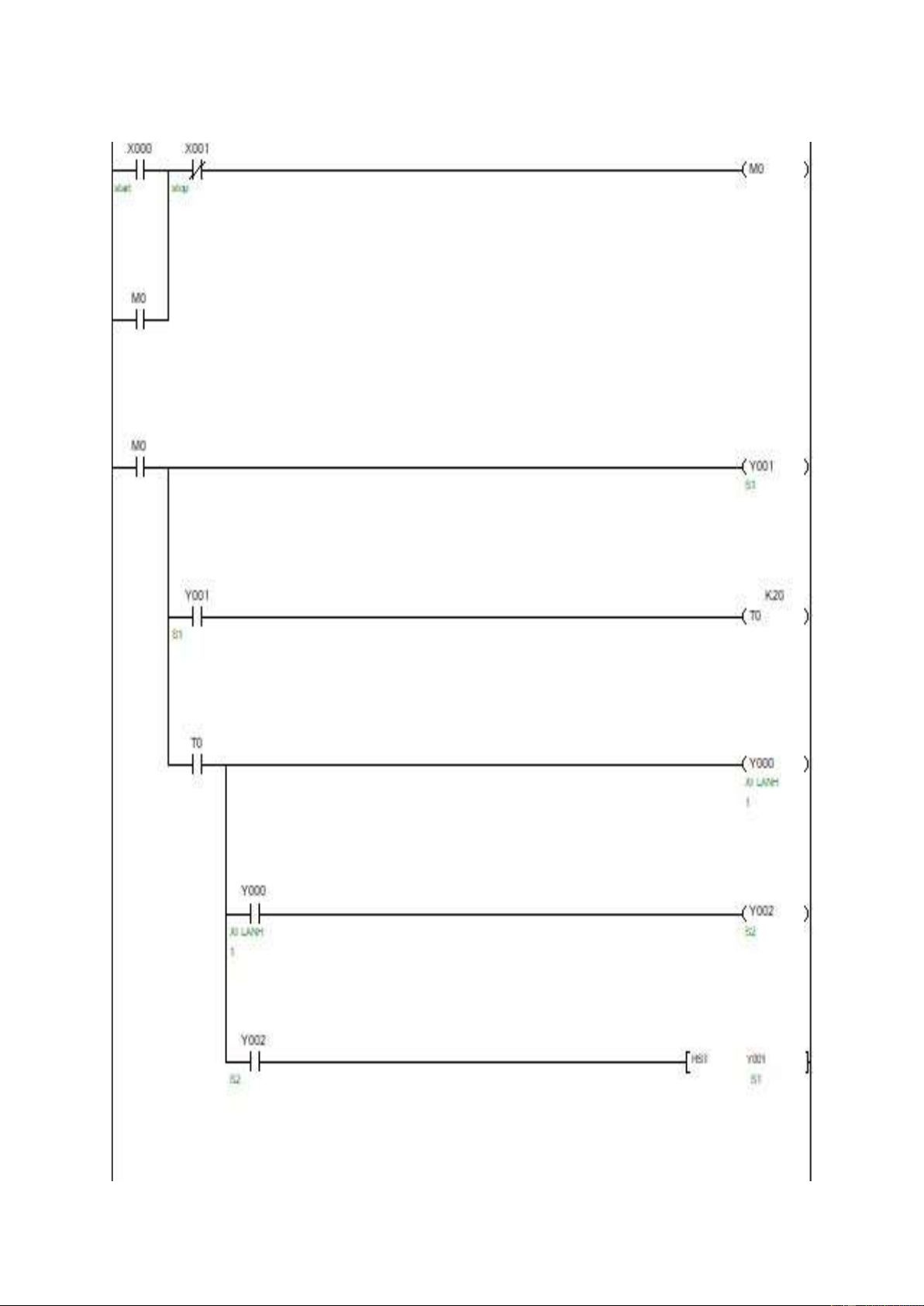
• nút start: X0 nút stop: X1 • cảm biến vật: X4
• cảm biến màu: X3 Đầu ra: • van xi lanh 1: Y0
• cảm biến hành trình S1: Y1
• cảm biến hành trình S2: Y2 • van xi lanh 2: Y3
• cảm biến hành trình S3: Y4
• cảm biến hành trình S4: Y5 lOMoARcPSD| 38777299 3.3 chương trình lOMoARcPSD| 38777299