Giáo trình môn Công nghệ in Flexo | Trường Cao đẳng Công nghệ Tây Nguyên
Giáo trình môn Công nghệ in Flexo | Trường Cao đẳng Công nghệ Tây Nguyên. Tài liệu được biên soạn dưới dạng file PDF gồm 90 trang, giúp bạn tham khảo, ôn tập và đạt kết quả cao trong kì thi sắp tới. Mời bạn đọc đón xem!
Môn: Công nghệ in Flexo 2 tài liệu
Trường: Trường Cao đẳng Công nghệ Tây Nguyên 36 tài liệu
Tác giả:









































































Preview text:
lOMoAR cPSD| 41632112
TRƯỜNG CAO ĐẲNG CÔNG NGHỆP IN KHOA CÔNG NGHỆ IN GIÁO TRÌNH CÔNG NGHỆ IN FLEXO HÀ NỘI - 2019 1 lOMoAR cPSD| 41632112 MỤC LỤC MỞ ĐẦU
1. Mục tiêu của môn học 2. Đối tượng môn học 3. Nội dung môn học 4. Tài liệu học tập
Chương I: PHƯƠNG PHÁP FLEXO
I. KHÁI NIỆM VỀ PHƯƠNG PHÁP IN FLEXO
1. Lịch sử hình thành và phát triển 2. Nguyên lý in flexo 3. Bản in (khuôn in) flexo 4. Các loại bản in flexo
5. Công nghệ chế tạo khuôn in dùng tấm photopolymer
II. KHẢ NĂNG IN PHỤC CHẾ VÀ PHẠM VI ỨNG DỤNG CỦA IN FLEXO
1. Khả năng in phục chế
2. Ưu, nhược điểm của in flexo
3. Các ứng dụng của in flexo
Chương II: MÁY IN FLEXO
I. NGUYÊN LÝ CẤU TẠO VÀ HOẠT ĐỘNG CỦA MÁY IN FLEXO 1. Nguyên lý cấu tạo 2. Nguyên lý hoạt động
II. MỘT SỐ BỘ PHẬN CHÍNH CỦA MÁY IN FLEXO 1. Bộ phận cấp mực 2. Lô anilox 3. Bộ phận ống bản in 4. Bộ phận ống ép in
5. Bộ phận nạp, căng băng vật liệu
6. Bộ phận dẫn băng giấy và điều chỉnh tay kê 7. Bộ phận sấy khô
8. Hệ thống cuộn lại và gia công sau in (Rewind equipmest)
Chương III: CÔNG NGHỆ IN FLEXO (8 tiết)
I. QUÁ TRÌNH SAO TRUYỀN HÌNH ẢNH KHI IN
1. Quá trình tạo ra tờ in trên máy in 2 lOMoAR cPSD| 41632112 2. Quá trình lăn ép in
II. MỘT SỐ YẾU TỐ CƠ BẢN LIÊN QUAN TỚI SỰ TẠO RA HÌNH ẢNH
1. Áp lực in và quá trình truyền mực
2. Sức căng bề mặt và quá trình nhận mực khi in
3. Lượng mực và chất lượng mực truyền lên bản inIII. CÔNG NGHỆ SẢN XUẤT IN FLEXO 1. Khái niệm 2. Công việc chuẩn bị 3. Công nghệ in flexo
4. Tiêu chuẩn của tờ in
5. Kiểm tra chất lượng hình ảnh khi in
Chương IV: MỰC IN FLEXO
I. THÀNH PHẦN CẤU TẠO CỦA MỰC 1. Chất mang màu 2. Chất liên kết 3. Dung môi 4. Phụ gia 5. Chất làm khô
II. ĐẶC ĐIỂM, TÍNH CHẤT CỦA MỰC IN FLEXO 1. Đặc điểm 2. Tính chất của mực
III. CÁC LOẠI MỰC IN FLEXO 1. Mực dung môi 2. Mực nước 3. Mực UV (ultra-violet)
IV. MÔI TRƯỜNG TRONG IN FLEXO
1. Đánh giá các chất thải chính của công nghiệp in
2. Biện pháp giảm thiểu chất thải MỞ ĐẦU
1. Mục tiêu của môn học:
Cung cấp cho học sinh hiểu về quá trình in, máy và thiết bị; nguyên liệu dùng cho
sản xuất in và quy trình công nghệ của công đoạn in sản phẩm của một số phương pháp In Flexo.
2. Đối tượng môn học
- Máy in, nguyên liệu in và công nghê in flexo 3 lOMoAR cPSD| 41632112
3. Nội dung môn học - Phương pháp in flexo - Máy in flexo - Công nghệ in flexo - Mực in flexo
4. Tài liệu học tập - Giáo trình - Tài liệu tham khảo
FLEXOGRAPHY - (PRINCIPLES AND PRACTICES) – Frank N. Siconolfi -
Foundation of Fflexographic Technical Association 4 lOMoAR cPSD| 41632112
Chương I: PHƯƠNG PHÁP FLEXO
I. KHÁI NIỆM VỀ PHƯƠNG PHÁP IN FLEXO
Mục tiêu: Học sinh hiểu biết về các khái niệm cơ bản và phạm vi ứng dụng của in flexo Nội dung chương
1. Lịch sử hình thành và phát triển
- Phương pháp in flexo (Flexography - thường được viết tắt là flexo) là một dạng
của quá trình in cao sử dụng bản in dạng mềm.
- Về cơ bản nó là một phiên bản hiện đại của in typo (letterpress) có thể được sử
dụng để in trên hầu như bất kỳ loại chất nền, bao gồm cả nhựa, màng kim loại, giấy bóng kính và giấy.
- Năm 1890, máy in flexo được cấp bằng sáng chế đầu tiên ở Liverpool, Anh bởi Bibby, Baron và Sons.
- Vào đầu những năm 1900, các máy in của châu Âu sử dụng các tấm bản cao su và
mực in là thuốc nhuộm có gốc anilin. Điều này đã dẫn đến nó được gọi là in “aniline".
- Vào đầu thế kỷ 20, kỹ thuật in này đã được sử dụng rộng rãi trong bao bì thực phẩm
ở Hoa Kỳ. Sau đó, do mực anilin có thể gây độc hại cho con người nên không được
sử dụng nữa, tuy nhiên, nó vẫn được gọi là in anilin.
- Đến năm 1952 hội nghị quốc tế gọi là in flexo (flexography).
- Lô mang mực đã tiếp tục được gọi là "anilox" mặc dù các loại mực nhuộm anilin
không còn được sử dụng cho flexography. Các loại mực hiện nay là chất lỏng và
khô nhanh chóng và thường xuyên dùng mực gốc nước
2. Nguyên lý in flexo
Hình 1: Bản in và đơn vị in của phương pháp in flexo -
Flexo là một phương pháp in trực tiếp hoặc gián tiếp (trong thực tế chủ yếu in
trực tiếp) trong đó mực của hình ảnh in trên bản truyền trực tiếp lên bề mặt vật liệu in. 5 lOMoAR cPSD| 41632112 -
Trong hệ thống truyền mực có một lô đặc biệt được gọi là "lô anilox", dùng
định lượng mực in để truyền lên bản, sau đó được truyền sang vật liệu. Cái tên
"anilox" có nguồn gốc từ mực đã được sử dụng cho quá trình in cho đến ngày nay.
3. Bản in (khuôn in) flexo
3.1. Cấu trúc của bản in flexo
Hình 2: Cấu trúc bản in flexo
Bản in flexo có cấu trúc gồm:
- Phần tử in (Image area) cao hơn
- Phần tử không in còn gọi là pần tử trắng (Image area) thấp hơn. - - Vách của phần tử in
Độ cao của phần tử in Độ dầy của bản
Bản in flexo thường làm từ cao su và photopolymer và phải được đo chính xác độ
dầy và độ cứng bằng thiết bị đo chuyên dụng. - - Đế bản 6 lOMoAR cPSD| 41632112
Hình 3: Bản in photopolymer và đo độ dầy bản
3.2. Đặc điểm của bản in flexo
- Khuôn in (bản in) Flexo thuộc nhóm in cao, chúng có phần tử in cùng nằm trên
một mặt phẳng và nằm cao hơn phần tử không in. Phần tử không in (phần tử trắng)
nằm thấp hơn, mức độ thấp hơn phụ thuộc vào cách in và chế tạo khuôn in. - Hình
ảnh trên khuôn ngược với tờ in và cùng chiều với tờ in nếu in gián tiếp.
- Độ dày của bản từ 0,8 đến 8 mm, độ cứng của bản từ 40 đến 75 shore A. Độ cao
của phần tử in so với phần tử không in là 10 đến 20% tại vùng chữ, tại vùng nền
và gạch sọc bằng 20% độ dầy của bản.
- Các tấm bản in flexo được làm bằng cao su hoặc nhựa photopolymer có thể được
chế tạo bằng phương pháp quang hóa, CTP hoặc khắc laser, sau đó được gắn lên
ống in nhờ băng keo 2 mặt.
- Việc lựa chọn khuôn in (độ dày, độ cứng, số lớp) phụ thuộc vào vật liệu in (giấy, carton hay màng).
- Mặt sau của bản, trong trường hợp bản photopolymer, là một màng polyester có
chiều dầy ổn định. Nó cũng có thể là kim loại như với nhiều bản in báo và bản gắn
vào ống (xi-lanh) từ tính.
- Bản cao su, với một số ngoại lệ, có phần đế không ổn định.
- Tổng độ dày của bản in được xác định bởi các khoảng cách/ không gian giữa các
ống (xi lanh) và đường chiều cao của bánh răng khi chuyển động để truyền hình
ảnh sang vật liệu (đường tròn phân đội).
- Trong chế bản in flexo còn một vấn đề cần chú ý là lựa chọn góc tram cho phù hợp
để tránh hiện tượng moire’ do tương tác với góc tram và tần số của lô anilox - Tấm
bản flexo có thể được tạo ra với quá trình chế bản analog và digital.
- Một số đặc điểm của một số loại bản flexo:
+Loại bản mỏng có độ dầy bản in từ 0,025 và 0,045 inch, và được dùng phổ
biến nhất trong các máy in báo và nhãn băng hẹp;
+Loại bản trung bình có độ dầy từ 0,067 đến 0,125 inch. Đang được dùng rất
phổ biến ở hầu hết các cơ sở in công nghiệp;
+Với ngoại lệ khi in cactông sóng, nó vẫn thường thấy các bản trung bình từ 0,150 đến 0,250 inch;
+Xu hướng gần như tất cả các ứng dụng in flexo là các bản mỏng, để giữ độ
phân giải tốt hơn và in với dot gain ít hơn.
3.3. Một số sự khác biệt trên khuôn in Flexo
Sự sai số về kích thước của hình ảnh khi in 7 lOMoAR cPSD| 41632112
Bản in Flexo được làm từ các tấm cao su hoặc polyme mềm có độ dày khá lớn,
thay đổi tuỳ theo vật liệu. Khi chế tạo khuôn in thì khuôn in ở dạng phẳng nhưng
khi in chúng được dán lên một ống tròn (ống bản) từ đó dẫn đến việc sai số về độ
dài hình ảnh theo chiều uốn cong, hình ảnh ở dạng uốn cong trên bản sẽ dài hơn so
với khuôn ở dạng nằm phẳng nên khi in hình ảnh sẽ dài hơn so với bản in. - Độ dài ra tính theo công thức A= −[2 ( −0.1)]
Trong đó : A độ dài tăng thêm khi cuộn lại
L chu vi của ống bản
T chiều dầy của bản khi lên khuôn (độ dày bản + độ dày vật liệu lót)
- Để khắc phục hiện tượng này khi làm phim âm bản cho chế khuôn in flexo, người
ta phải rút ngắn hình ảnh lại theo công thức sau : % giảm = 100%
Trong đó : K hệ số phụ thuộc vào độ dày của bản
R= 2 r (r: bán kính ống + độ dày vật liệu bọc lót)
Hệ số K lấy trong bảng tính sẵn Độ dày bản Hệ số K (mm) Độ dày bản Hệ số K (mm) mm ( ) ( mm ) 0.7 3.9 2.8 17.0 1.7 9.8 3.1 19.1 2.0 11.9 3.9 23.9 2.2 13.5 4.7 29.0 2.5 15.1 6.3 39 2.7 16.2 Ví dụ
: Bán kính ống bản là 500 mm, độ dày bản là 2 mm, không lót Thì R = 2π r = 2*3.14*(500+2) = 3152.6 100% = 0.37% % giảm
Một số đặc tính khác của in Flexo so với phương pháp in Offset
- Độ đen khi in bằng các điểm T’ram 8 lOMoAR cPSD| 41632112 Tông (Tone) Độ đen (D) % T’ram hình ảnh offset flexo Trắng 0.0 5 2 1 / 4 0.4 32 20 1 / 2 0.9 60 45 3 / 4 1.7 80 70 Đen 3.0 95 95
- Cân bằng xám trong in flexo Tông % dot T ( one ) C M Y Trắng 3 2 2 1 / 4 20 14 12 1 / 2 45 32 30 3 / 4 70 58 56 Đen 95 85 85
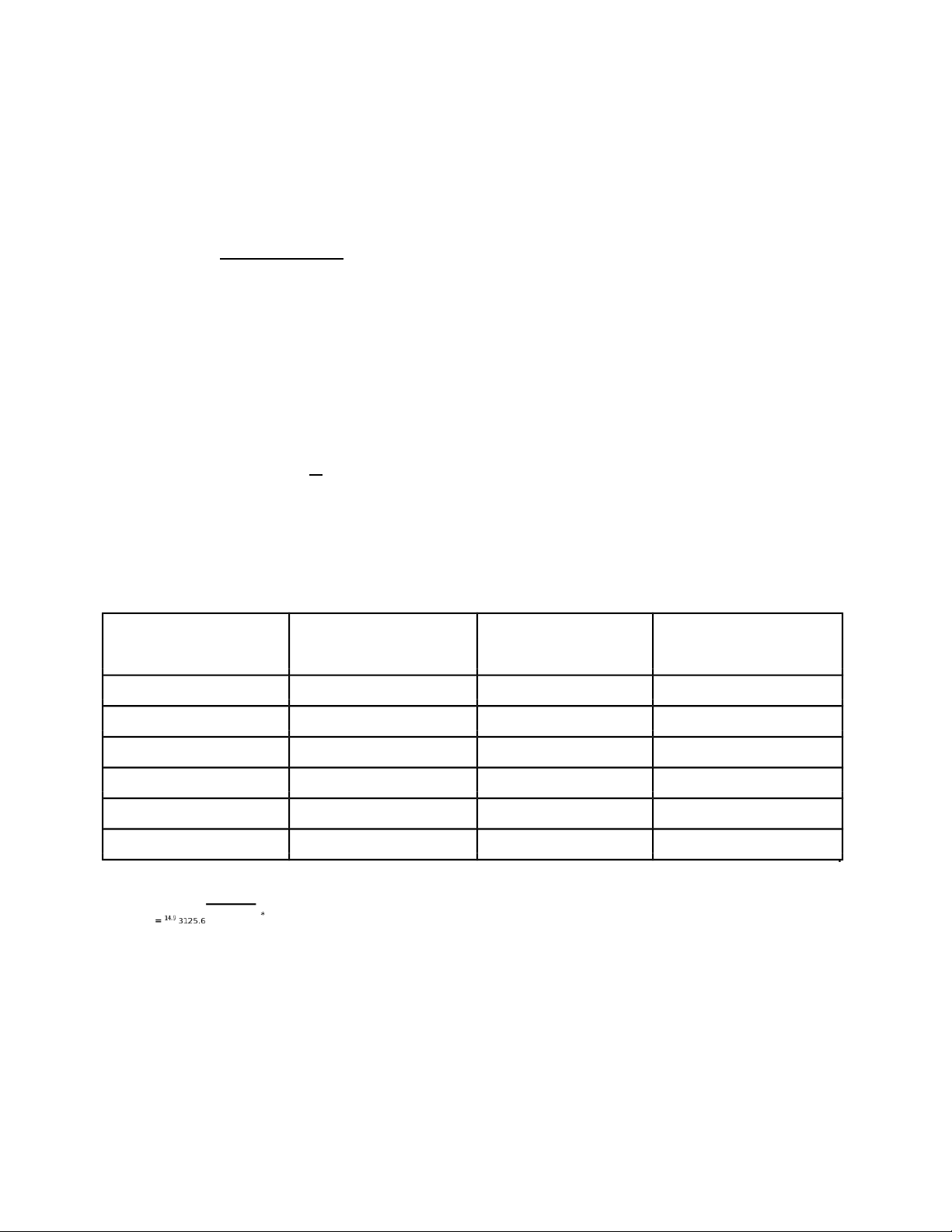
- Dot gain của phương pháp in flexo lớn hơn của in offset
(Dot gain là sự nở điểm t’ram bắt buộc khi in)
Khi in bao giờ điểm T’ram cũng lớn hơn trên bản nên đường đặc tuyến in của nó có
hướng cong lên, để khắc phục hiện tượng này khi làm phim chế bản người ta đã
giảm theo độ tăng tông in sao cho khi in đường in là đường thẳng ở giữa, khi đó hình
ảnh trên tờ in trung thực với mẫu.
Hình 4: Dot gain và đường bù dot gain khi làm phim
- Góc t’ram của các màu đơn sắc trong chế bản in flexo 9 lOMoAR cPSD| 41632112
Khi in ảnh nhiều mầu thì góc quay T’ram của các màu cùng khác in offset. Nó lớn hơn hoặc nhỏ hơn offset 7.5 o. Màu In offset In flexo + 7.50 0 - 7.5 Magenta 0 0 0 45 52.5 37.5 Black 0 0 0 75 82.5 87.5 Cyan 0 0 0 105 112.5 97.5 Yelow 0 0 0 90 97.5 82.5
4 . Các loại bản in flexo
4.1. Bản in flexo bằng cao su -
Một loại tương tự như bản in typo là một bản đế kim loại là bản cao su lưu
hóa đế kim loại. Bản như vậy, một số chúng sử dụng trên máy in offset, đã đục lỗ
định vị cho các lắp đặt chính xác vào ống bản. Bản này có xu hướng được dễ dàng
hơn để gắn kết và chính xác hơn so với các loại loại bản dán đế truyền thống. -
Một số loại bản dùng lại được sản xuất trên ống hình trụ bằng kim loại có thể
tháo rời hoặc lắp vào ống bản. -
Bản từ tính có bề mặt cao su áp dụng cho một bản đế từ tính, cho phép các
bản được gắn trên ống bản bằng từ tính, cho phép dễ dàng lắp đặt và di chuyển, cũng
như điều chỉnh chồng màu. -
Một thay thế đặc biệt cho các loại bản flexo là một ống thiết kế, là một ông
bản in hình trụ có chứa một lớp cao su. Các khu vực hình ảnh được khắc trực tiếp
trên cao su bao phủ trên ống, thường được sử dụng laser. Chúng được sử dụng chủ
yếu là khi in liền mạch là cần thiết, chẳng hạn như đối với gói quà , giấy an ninh, vv
4.2. Bản in flexo bằng Photopolymer
Photopolymer dùng cho in flexo sản xuất bản in có sẵn trong dạng lỏng hoặc dạng
tấm, với những dạng photopolymer tấm ngày càng trở nên phổ biến hơn. Bản
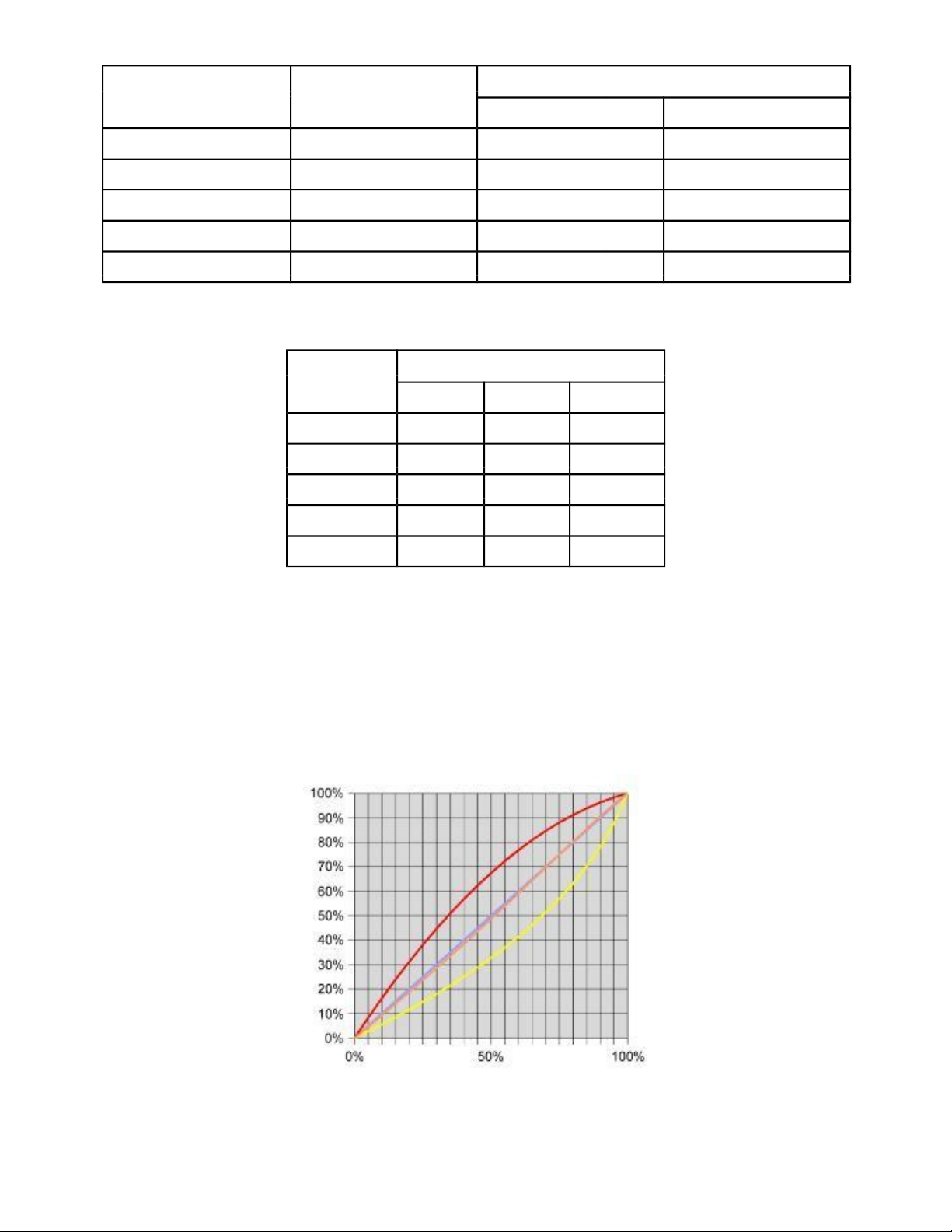
photopolymer một lớp -
Bản một lớp bao gồm một lớp nhẹ (photopolymer không qua xử lý) được che
phủ bởi một lớp màng bảo vệ. Một lớp tách biệt cho phép loại bỏ màng dễ dàng.
Lớp polyester bảo vệ trên mặt sau của bản để ổn định các tấm không được xử lý. -
Tấm một lớp được sản xuất ở độ dày từ 0.76mm (ví dụ, in trên túi nhựa, màng
mỏng, và các sản phẩm các tông tốt) đến 6.35 mm (ví dụ, cho các tông dạng sóng
và túi xách nặng làm từ giấy và màng). 10 lOMoAR cPSD| 41632112 -
Bản có t’ram lên đến 60 dòng / cm (150 lpi) có thể đạt được với bản dày dưới
3,2 mm. Các vùng tông hình ảnh có thể đạt được là khoảng 2- 95%. Bản dày hơn
(khoảng 4-5 mm) rất thích hợp cho các tần số t’ram lên đến 24 dòng / cm (60 lpi)
với một phạm vi tông khoảng 3-90%
Hình 5: Cấu tạo bản photopolymer một lớp
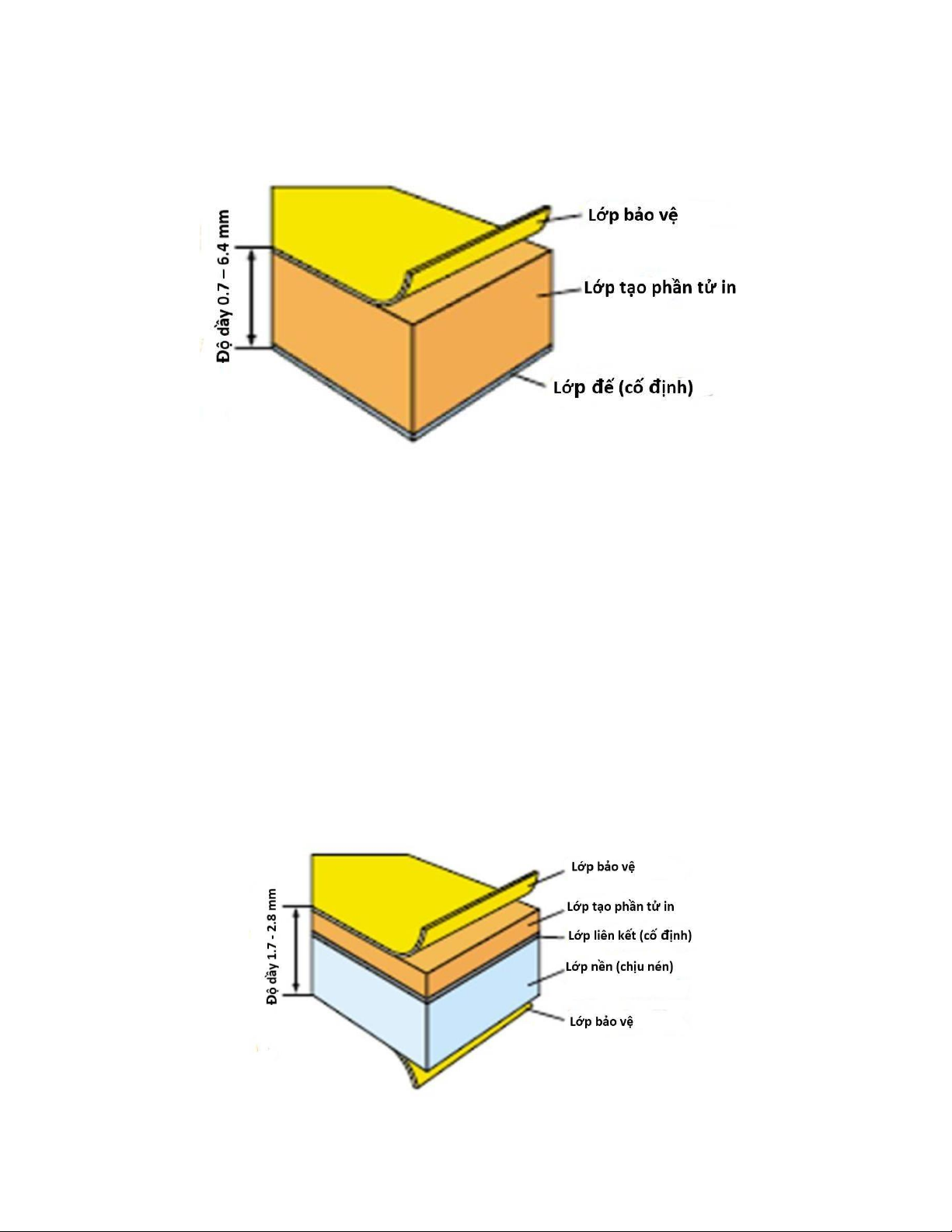
Bản photopolymer tấm nhiều lớp -
Bản tấm photopolymer nhiều lớp in hình ảnh tầng thứ chất lượng cao. Trong
cấu trúc của chúng kết hợp các nguyên tắc của tấm lớp mỏng tương đối cứng với lớp đế chịu nén. -
Các lớp cơ sở của chính nó tạo thành một lớp đế chịu nén cho các lớp cao
(phần tử in) và do đó hấp thụ biến dạng trong quá trình in; tuy nhiên, hình ảnh cao vẫn còn cố định. -
Màng ổn định đảm bảo rằng hầu như không có mở rộng theo chiều dọc xảy ra
như là kết quả của việc uốn cong trong lắp bản của tấm phẳng trên ống in. - Việc cải
thiện so sánh về chất lượng in cũng đang đạt được khi tấm đơn lớp mỏng với màng
di động chịu nén bị dán vào ống bản.
Hình 6: Cấu tạo bản photopolymer nhiều lớp 11 lOMoAR cPSD| 41632112
5. Công nghệ chế tạo khuôn in dùng tấm photopolymer
5.1. Công nghệ CTF
Công nghệ chế tạo khuôn flexo dùng tấm vạt liệu photopolymer gồm các bước làm chính:
- Phơi phía sau bằng tia UV-A (λ=360n.m) để đóng rắn vật liệu làm đế bản
- Phơi phía trước qua phim âm bản bằng tia UV-A (λ=360n.m) để đóng rắn vật liệu tại các phần tử in
- Hiện hình bằng nước hoặc bằng dung môi hữu cơ (Butanol và Percloetylen) để tẩy
bỏ lớp photopolymer không bị đóng rắn tại phần tử không in
- Sấy khô bản khoảng 2 giờ
- Chiếu tia UV-c(λ=254 n.m) để hoàn thiện bản.
- Độ cứng của bản từ 40- 75 (shore A)
5.2. Công nghệ C.T.P
Cấu tạo bản CTP
Bản photopolymer dùng trong công nghệ CTP gồm: Lớp bảo vệ phía trên cùng; Lớp
hấp thụ năng lượng laser màu đen; Lớp photopolymer tạo phần tử in và Lớp đế. Độ
dầy của bản từ 0.8 – 2.8 mm
Hình 7: Cấu tạo bản photopolymer dùng trong CTP
Công nghệ chế bản CTP
Chế bản flexo dùng công nghệ CTP có nhiều cách khác nhau tuy theo cấu tạo của
từng loại bản. Ví dụ, loại bản dùng khá phổ biến gồm các bước công nghệ cơ bản sau: -
Chùm laser chiếu lên bản tại chỗ phần tử in, tại đó làm phá vỡ lớp nhậy laser phủ trên bề mặt -
Dùng tia UV chiếu lên bản cả mặt trước và sau, tại phía trước, lớp
photopolymer tại phầm tử in bị đóng rắn (vì không có lớp bảo vệ), tại phía sau đóng rắn toàn bộ. 12 lOMoAR cPSD| 41632112 -
Hiện hình, khi đó, lớp photopolymer không bị tia UV chiếu tới sẽ tan ra, chỉ
còn lại lớp đóng rắn và là phần tử in
Hình 8: Các bước công nghệ chế bản flexo bằng công nghệ CTP
II. KHẢ NĂNG IN PHỤC CHẾ VÀ PHẠM VI ỨNG DỤNG CỦA IN FLEXO
1. Khả năng in phục chế
- Khả năng in: in flexo có thể in đợc rất nhiều vật liệu khác nhau như: giấy, các
tông sóng, màng mỏng polymer, màng kim loại (metaliza) … -
Loại T’ram sử dụng 85-150 lpi.
- Loại T’ram thường dùng cho in flexo là : 85; 100; 110; 120; 130;150,lpi.
- In flexo khó phục chế tất cả các tông mầu.
- Không đạt được tầng thứ như các phơng pháp in khác;
- Mép phần tử in không đều
2. Ưu, nhược điểm của in flexo Ưu điểm
- In ở tốc độ rất cao
- Rất lý tưởng cho việc chạy dài
- Quá trình in ít tốn kém
- Linh hoạt trong sử dụng vật liệu in ( In trên nhiều loại vật liệu nền)
- Quá trình chế bản đơn giản, dễ ràng;
- Xử lý tất cả các thao tác in, phủ vecni, cán màng và cắt bế trong một lần duy nhất
- Tiêu hao sử dụng tương đối thấp
- Quá trình được tự động hóa từ in đến gia công sau in trên cùng một thiết bị; - Thiết
bị sử dụng đòi hỏi ít chi phí bảo trì
- Thuận lợi trong việc phối hợp giữa màu phối hợp (CMYK) và màu pha (spot) 13 lOMoAR cPSD| 41632112
Pantone trên các máy in nhiều màu
- Hình ảnh là đường sắc nét
- Khả năng in chồng màu tốt, ngay cả vật liệu in mỏng trên máy in dạng CI
- Mực in chủ yếu dùng loại gốc nước thân thiện môi trường, và mực UV dùng đèn
LED có mức tiêu thụ năng lượng thấp Nhược điểm
- Tăng chi phí do nhu cầu về chất lượng cao đối với lô anilox.
- Hạn chế trong thiết kế bao bì (Vì có vết nối trên ống bản)
- Một số hạn chế chất lượng in (khó giải quyết tốt với lớp mực trong in nền; Dot gain
lớn; khó đồng nhất trong sản xuất ...)
- Chi phí của các tấm bản in flexo là cao, nhưng khi chúng được xử dụng, bảo quản
đúng cách, chúng sẽ bền với hàng triệu lượt in.
- Phải mất vài giờ để thiết lập các công việc phức tạp như in, phủ véc ni, ghép màng và cắt bế.
- Một lượng lớn vật liệu in (chất nền) bị mất để thiết lập công việc, có khả năng lãng
phí vật liệu đắt tiền.
- Nếu thay đổi phiên bản là cần thiết, chúng sẽ tốn thời gian để thực hiện.
3. Các ứng dụng của in flexo
Flexo có một lợi thế so với in offset ở chỗ nó có thể sử dụng nhiều loại mực, nhất
là mực nước, mực này tốt hơn mực gốc dầu trong việc in trên nhiều loại vật liệu
khác nhau như nhựa, giấy bạc, màng acetate, giấy nâu (gi y kraft)ấ và các vật
liệu khác dùng trong bao bì. Các sản phẩm tiêu biểu được in flexo bao gồm hộp
cactông sóng, bao bì mềm bao gồm túi bán lẻ và mua sắm, túi và bao đựng thực
phẩm, hộp sữa và đồ uống, nhựa dẻo, nhãn tự dính, cốc và hộp đựng dùng một lần,
phong bì và giấy dán tường.
Trong những năm gần đây, cũng đã có xu hướng in trên các tấm ép mỏng, trong đó
hai hoặc nhiều vật liệu được liên kết với nhau để tạo ra vật liệu mới có các tính
chất khác với một trong hai vật liệu gốc. Một số tờ báo bây giờ tránh việc in offset
phổ biến hơn có lợi cho flexo. Mực in Flexo, giống như mực được sử dụng trong
ống đồng và không giống như mực được sử dụng trong in offset, thường có độ
nhớt thấp. Điều này cho phép sấy khô nhanh hơn và do đó, sản xuất nhanh hơn,
dẫn đến chi phí thấp hơn.
Tốc độ in flexo lên tới 750 mét/ phút hiện có thể đạt được với máy in cao cấp công
nghệ hiện đại. In Flexo được sử dụng rộng rãi trong ngành công nghiệp chuyển đổi
để in các vật liệu nhựa để đóng gói và các mục đích sử dụng khác. Để đạt hiệu quả 14 lOMoAR cPSD| 41632112
tối đa, máy in flexo tạo ra các cuộn vật liệu lớn sau đó chia cắt xuống kích thước
hoàn thiện của chúng trên các máy chia cuộn.
- Ứng dụng phổ biến khác được in với flexography bao gồm giấy gói quà, giấy dán
tường, tạp chí, tờ quảng cáo trong báo, sách bìa mềm, danh bạ điện thoại, và các phom mẫu kinh doanh.
Chương II: MÁY IN FLEXO
I. NGUYÊN LÝ CẤU TẠO VÀ HOẠT ĐỘNG CỦA MÁY IN FLEXO
Mục tiêu: Học sinh hiểu biết về nguyên lý cấu tạo, hoạt động của in flexo, đồng thời
biết cấu tạo, hoạt động và công việc lắp đặt, căn chỉnh một số bộ phận cơ bản của máy in flexo.
1. Nguyên lý cấu tạo
Hình 9: Các bộ phận cơ bản của máy in flexo -
Máy in flexo có rất nhiều loại khác nhau, chúng được phân bietj bởi các tiêu
chí khác nhau, theo cách đưa vật liệu in vào in sẽ có máy in tời rời và máy in giấy
cuộn; theo chiều rộng của khổ tờ in sẽ có máy in khổ hẹp và khổ rộng.v.v. -
Nhìn chung các máy in flexo có các phần cơ bản: Bộ phận nạp vật liệu in; Bộ
phận in; Bộ phận sấy khô và Bộ phận gia công sau in, ra phản phẩm. Nguyên lý
cấu tạo của đơn vị in 15 lOMoAR cPSD| 41632112
Hình 10: Nguyên lý cấu tạo của đơn vị (cụm) incủa máy in flexo -
Một đơn vị in của máy in flexo gồm: Hệ thống chứa mực; lô anilox; ống bản
in; ống ép in. Các máy in flexo có nhiều hệ thống cấp mực khác nhau, với lô anilox
là cốt lõi. Từ hệ thống cấp mực này người ta phân loại máy in flexo thành hai dạng chính là:
+ Dạng 3 ống gồm: ống bản, lô anilox, lô máng mực;
+ Dạng 2 ống gồm: ống bản, lô anilox, trên lô anilox có dao gạt mực.
a) Hệ thống cấp mực hai lô: lô máng mực và lô anilox
Hình 11: Loại cấp mực 2 lô
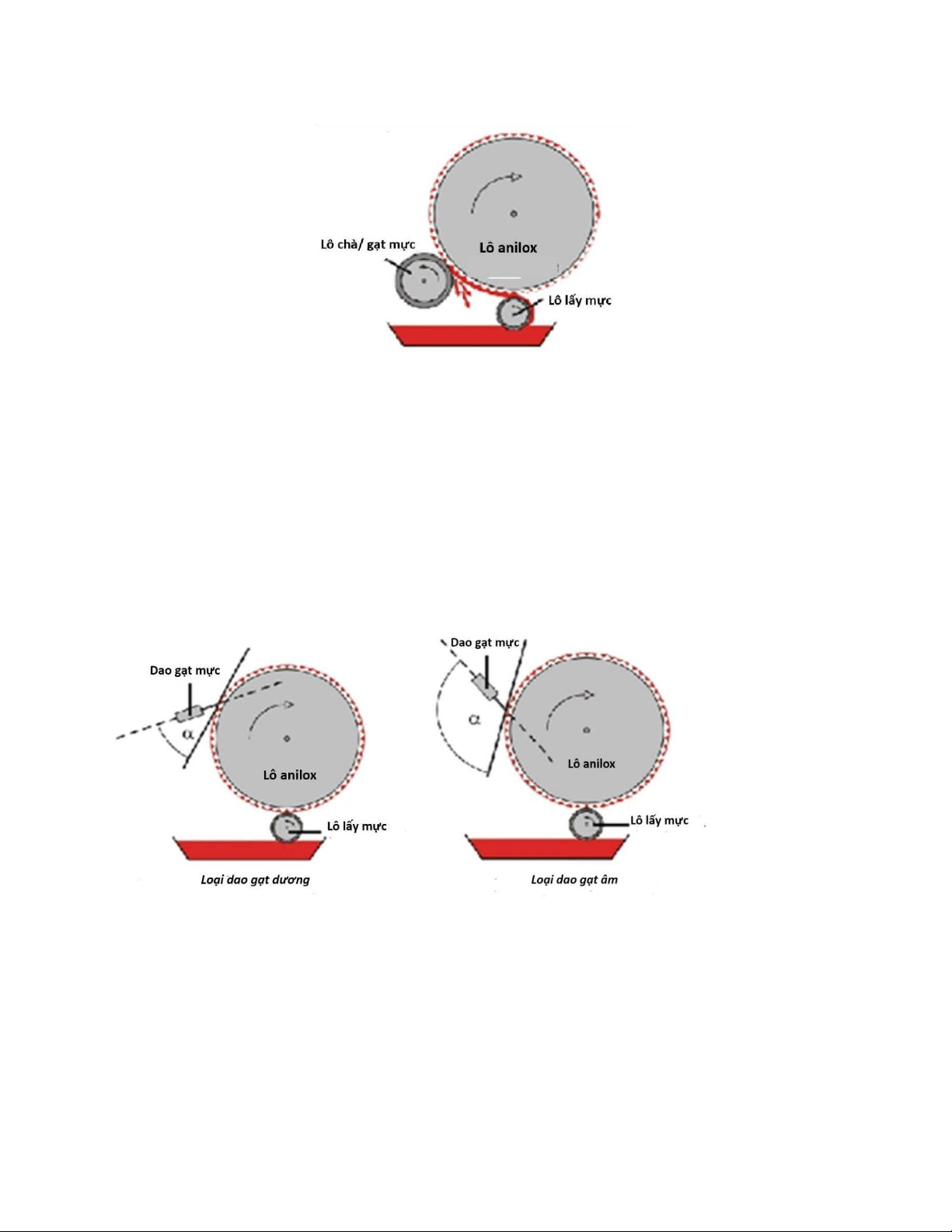
b) Hệ thống cấp mực một lô loại máng mực hở: lô anilox và dao gạt mực
Hình 12: Loại cấp mực 1 lô máng hở 16 lOMoAR cPSD| 41632112
c) Hệ thống cấp mực một lô loại hộp mực kín: lô anilox và dao gạt mực
Hình 13: Loại cấp mực 1 lô máng kín
- Các máy in đều có bộ phận chính sau: hệ thống mực; cụm ép in; hệ thống nạp
giấy và vận chuyển giấy, dẫn và căng băng giấy; hệ thống nhận và gia công tờ in; +
Hệ thống mực: Bộ phận chộn và bơm mực tuần hoàn; Thùng chứa mực; Lô máng
mực; Lô anilox, có nhiều loại với các lỗ chứa mực khác nhau; Dao gạt mực + Cụm
in: Bộ phận này gồm:
Ống bản in, có nhiều loại với các đường kính khác nhau. Ống bản có thể tháo ra
và lắp lên máy sau mỗi lần in một loại sản phẩm;
Ống ép in: Ống có các đường kính khác nhau, tuỳ theo đặc điểm của từng loại máy
+ Hệ thống nạp vật liêu: Bao gồm: lắp cuộn vật liệu và dẫn, điều chỉnh vị trí, độ căng
của băng vật liệu khi in
+ Hệ thống nhận sản phẩm: Hệ thống này nhận vật liệu đã in xong và gia công thành
sản phẩm tuỳ theo từng loại máy và sản phẩm in
+ Hệ thống sấy khô mực: Sau mỗi màu in, bộ phận sấy sẻ làm khô mực bằng hơi
nóng hoặc tia UV tuỳ theo loại mực dùng
+ Hệ thống kiểm tra : hệ thống này dùng khi kiểm tra hình ảnh khi in trực tiếp hoặc gián tiếp.
2. Nguyên lý hoạt động
- Khi in mực được truyền từ máng lên lô anilox, lô máng mực quay ngược chiều
hoặc không đồng tốc với lô anilox (loại 3 ống) hoặc dao gạt mực sẽ gạt hết mực
trên bề mặt lô anilox chỉ còn lại mực ở những lỗ chứa mực (cell) trên lô. - Tiếp đó
mực được chuyền từ lô anilox sang bản và chuyền từ bản sang giấy in.
- Sau khi in xong một màu, tờ in được chuyển tới bộ phận làm khô để làm khô mực.
- Tiếp đó, chuyển sang màu in tiếp theo.
- Cuối cùng chuyển sang bộ phận nhận hoặc gia công sản phẩm. 17 lOMoAR cPSD| 41632112 3. Các loại máy in
Các máy in giấy cuộn có thể được chia thành ba loại chính: xếp chồng, đường thẳng, và ống in trung tâm
Dạng máy xếp chồng (Stack Press) -
Các máy in dạng xếp chồng có các đơn vị in riêng biệt xếp chồng lên nhau
theo chiều dọc và mỗi đơn vị in có ống in riêng của mình. Đây là loại đầu tiên của
máy in flexo khi nó xuất hiện. -
Loại máy này khó khăn để giữ chồng màu khi in nhiều màu trên chất co dãn,
thậm chí với các điều khiển sức căng của băng vật liệu. -
Nó là thích hợp nhất cho vật liệu nặng hơn, chẳng hạn như các sản phẩm giấy
dày, nó thường dùng cho những ứng dụng không yêu cầu cao về chồng màu.
Hình 14: Máy in flexo dạng xép chồng
Dạng đường thẳng (In-Line Press) -
Giống như dạng máy xếp chồng, máy dạng in-line có các đơn vị in riêng biệt
cho mỗi màu in và mỗi đơn vị có ống in riêng, nhưng chúng được sắp xếp theo cấu
hình ngang giống như một máy in offset cuộn. -
Do khoảng cách giữa các đơn vị in, có thể xảy ra các vấn đề in chồng màu.
Thiết bị kiểm soát độ căng băng giấy được sử dụng trên máy in để giữ chồng màu giữa các màu. -
Các máy in khổ rộng hơn được sử dụng để in các mặt hàng lớn như thùng
carton sóng và loại chiều rộng nhỏ hơn được sử dụng để in nhãn, nhạy cảm với tốc độ cao. 18 lOMoAR cPSD| 41632112
Hình 15: Máy in flexo dạng đường thẳng
Dạng chung ống in (Common Impression Cylinder Press – CI) -
Thay vì các đơn vị in độc lập với những đơn vị khác nhau, chúng có tất cả
đơn vị in xếp xung quanh một ống in chung. -
Vật liệu không kéo dài khi chúng di chuyển xung quanh ống in, máy in
dạng ống chung là một lựa chọn tốt cho việc in trên các vật liệu mỏng như nhựa
mỏng. - Hạn chế duy nhất của máy in CIC là chúng chỉ có thể in trên một mặt của vật liệu.
Hình 16: Máy in flexo dạng CI
II. MỘT SỐ BỘ PHẬN CHÍNH CỦA MÁY IN FLEXO
Các bộ phận chính của máy in flexo
- Bộ phận cấp mực: Bộ phận điều chỉnh độ nhớt và bơm mực tuần hoàn; Thùng chứa
mực; Lô máng mực; Lô anilox; Dao gạt mực
- Bộ phận ống bản in: Ống dán bản, có nhiều loại với các đường kính khác nhau.
Ông bản có thể tháo ra và lắp lên máy sau mỗi lần in một loại sản phẩm
- Bộ phận ống ép in: Ống có các đường kính xác định, tuỳ theo đặc điểm của từng loại máy
- Bộ phận nạp vật liệu: Nạp vật liệu gồm lắp cuộn vật liệu và dẫn, điều chỉnh vị trí 19 lOMoAR cPSD| 41632112
(chồng màu), điều chỉnh độ căng của băng vật liệu khi in
- Bộ phận sấy khô mực: Sau mỗi màu in, bộ phận sấy làm khô mực bằng hơi nóng
hoặc tia UV, IR tuỳ theo loại mực dùng;
- Bộ phận kiểm tra hình ảnh khi in: Hệ thống này lắp sau đăn vị vị cuối cùng để
kiểm tra, đánh giá chất lượng hình ảnh khi in
- Bộ phận gia công, nhận sản phẩm: Hệ thống này nhận vật liệu đã in xong và gia
công thành sản phẩm tuỳ theo tùng loại máy và sản phẩm in
1. Bộ phận cấp mực
1.1. Chức năng
- Dự trữ lượng mực phù hợp đủ cung cấp cho hệ thống chuyền mực khi in
- Chuyền lượng mực cố định trong suốt quá trình in 1 sản phẩm
- In Flexo có thể được phân biệt với các quá trình in khác bởi hệ thống mực đặc biệt của nó.
- Lô định lượng mực được gọi là lô anilox, nó chỉ ra chính xác của độ dày lớp mực.
Nó quyết định đến sự thống nhất, và đồng đều.
- Sự phát triển của lô anilox tiếp tục là trung tâm của quá trình cải tiến.
- Ngày nay in flexo là cạnh tranh với tất cả các quy trình in khác, phần lớn là do các
công nghệ lô anilox hiện đại 1.2. Cấu tạo hệ thống truyền mực
a) Hệ thống định lượng hai lô (Two-roll ink metering system)
- Hệ thống tiêu chuẩn cũ được gọi là "hệ thống hai lô".
- Lô anilox nhận mực từ lô máng mực được nằm trong máng mực lỏng.
- Các lô máng mực được điều khiển chuyển động liên quan chặt chẽ với lô anilox.
Các lô máng mực quay chậm hơn so với các anilox, tạo ra một chuyển động trượt
để lau lớp mực trên bề mặt lô anilox. Điều này làm cho hầu hết mực trên bề mặt
quay trở lại vào máng mực, chỉ để lại mực in bên trong các ô chứa trên lô anilox.
- Mực trong các ô sau đó được chuyển giao cho bản in khi chúng tiếp xúc.
- Trong hệ thống hai lô, hiệu quả của các hành động lau (gạt) bị ảnh hưởng bởi
độcứng của các lô cao su máng mực. Một độ cứng cao hơn như 80 (shore A) lau
bề mặt nền của lô anilox hiệu quả hơn so với một lô mềm mại với độ cứng 50. - Sự
khác biệt về tốc độ của hai lô (lô máng mực thường quay với tốc độ chậm hơn so
với các lô anilox) gây ra một tác dụng tẩy sạch bề mặt của lô anilox.
- Mục đích là để đảm bảo rằng chỉ có mực được lưu trữ trong các ô chứa khắc trên
bề mặt các lô anilox được chuyển giao cho bản in.
- Sự khác biệt về tốc độ cũng giúp loại bỏ một vấn đề trong in flexo gọi pinholing
cơ học (đôi khi còn được gọi là hiện tượng bóng ma). 20 lOMoAR cPSD| 41632112
*/ Hệ thống mực hai lô biến đổi với dao gạt mực (Modified two-roll
with a doctor blade ink metering system)
- Hệ thống thứ hai là một biến đổi của hệ thống hai lô với một lưỡi dao gạt mực.
Các lô cao su máng mực được đặt phía sau để nó cung cấp mực cho lô anilox.
- Các lưỡi gạt mực được đặt ở một góc độ ngược lại với hướng quay của anilox.Dao
gạt này chỉ với áp lực đủ để xóa sạch các khu vực bề mặt sạch hết mực. Điều này
tạo ra việc lau sạch hơn so với hệ thống hai lô.
*/ Hệ thống dùng một lô chà:
- Lô chà có lõi bằng kim loại hoặc vật liệu nhân tạo, lớp vỏ bọc có tính đàn hồi,mềm
chà ép vào bề mặt lô anilox, lượng mực trên bề mặt lô anilox sẽ được gạt lại, trừ
mực nằm trong các lỗ nhỏ (cell) mực này sẽ được tryền lên bản in và sau đó là vật liệu in.
- Ưu điểm: nhờ có lớp bọc đàn hồi nên có khả năng sử dụng lô anilox bằng kim loại,
không cần dùng lô anilox bằng gốm.
- Nhược điểm: Ở tốc độ chậm, lô chà sẽ hút bớt phần mực từ các lỗ nhỏ chứa mựcvà
do đó sẽ thiếu mực lên bản in. Ở tốc độ cao lô chà chịu một moment uốn cong 21 lOMoAR cPSD| 41632112
và do đó lượng mực ở các lỗ chứa trên lô anilox sẽ không đồng nhất, dẫn đến sự gia
tăng tầng thứ rất lớn
Hình 17: Hệ thống cấp mực với lô chà
*/ Hệ thống dao gạt:
Hệ thống này sử dụng dao gạt mực (doctor blade), chúng được phân loại dựa trên
góc dao gạt, gọi là dương khi góc dao <90° và gọi là âm khi góc dao >900. Góc dao
dương có nhược điểm là sự gia tăng tầng thứ ở tốc độ máy cao (nhưng nhỏ hơn ở
dạng lô chà). Trái lại ở hệ thống góc dao lớn hơn 90° (âm) không xuất hiện sự gia
tăng tầng thứ. Ngoài ra, đây là hệ thống dao “lộ thiên”, do đó nhược điểm khác của
nó là dung môi mực in bay hơi nhanh
Hình 18: Hệ thống cấp mực dao gạt góc dương và âm
b) Hệ thống định lượng mực dùng hộp dao gạt (Chambered doctor blade ink
metering system)
- Hệ thống lưỡi dao trong ngăn hộp phổ biến trong các dạng máy in gần đây.
- Máng mực được thay thế bằng một hộp kín/ gắn với các lô anilox. Trên một mặt
của hộp có một lưỡi gạt ngược góc thực hiện các chức năng định lượng. 21 lOMoAR cPSD| 41632112
- Phía bên kia của hộp được bịt kín bởi một lưỡi ngăn chặn, giữ mực không bị rò rỉ ra khỏi hộp.
- Hai đầu của hộp được làm kín bằng vật liệu đệm kín.
- Mực được bơm vào hộp và thường được trả lại bởi trọng lực đến các thùng đựng nước thải mực.
- Hệ thống định lượng mực dùng hộp dao giữ mực kím theo mọi lúc, làm giảm sự
mất mát của các chất bay hơi và duy trì mực trong tình trạng ổn định và sạch sẽ -
Hệ thống này thường được sử dụng trên máy in tốc độ cao, và được phổ biến do hệ
thống mực không tiếp xúc với không khí, độ nhớt mực có thể được kiểm soát chặt chẽ.
Hình 19: Hệ thống cấp mực dùng dao hộp kín
1.3. Hệ thống tuần hoàn mực in
Hình 20: Hệ thống cấp mực tuần hoàn và điều chỉnh độ nhớt mực in
Downloaded by Bùi Th? Ly (buithily0401@gmail.com)
Nguyên lý hoạt động máy điều khiển độ nhớt mực in
- Máy điều khiển độ nhớt ghi nhận sự thay đổi độ nhớt mực in bằng bộ cảm biến tải
trọng mực in tác động lên màng bơm của bơm màng bên trong máy.
- Dung môi bay hơi làm giá trị độ nhớt mực in thay đổi tải trọng mực tác động lên
màng bơm. Khi đó, bơm màng sẽ hoạt động chậm lại. Bộ cảm biến tải trọng sẽ ghi
nhận sự thay đổi độ nhớt này và tự động châm một lượng dung môi vào hỗn hợp
mực để độ nhớt mực in về giá trị cài đặt ban đầu.
- Máy cũng sẽ ghi nhận sự thay đổi độ nhớt và điều chỉnh lượng dung môi cấp vào
để dung dịch mực in đạt được giá trị độ nhớt như ban đầu cài đặt. Toàn bộ quá trình
được kiểm soát tự động, độ nhớt của mực in sẽ ổn định. Tính năng nổi bật máy
điều khiển độ nhớt
- Tiết kiệm chi phí vận hành;
- Tự động châm dung môi điều chỉnh độ nhớt mực in ổn định trong suốt quá trình;
- Tiết kiệm khoảng 30% lượng dung môi sử dụng;
- Nhận diện sự thay đổi độ nhớt của mực in bằng xung bơm màng bên trong máy -
Thiết bị thực hiện được các chức năng: tuần hoàn mực, đo độ nhớt, điều chỉnh độ nhớt
- Dễ dàng vệ sinh máy chỉ bằng khoảng 2 lít dung môi trong vài phút. 2. Lô anilox
Định lượng mực in . Trong mỗi quá trình in phải có một phương pháp để đo số lượng
của mực in. Người ta phải kiểm soát độ dày màng mực để sử dụng số lượng ít nhất
mực yêu cầu đúng mật độ/ độ đen và tính đồng nhất trên nền vật liệu in.Trong in
flexo lô anilox làm nhiệm vụ này
2.1. Chức năng
- Định lượng mực nhất định theo yêu cầu của sản phẩm
- Chuyền lượng mực cố định lên bản in trong mỗi chu kỳ in
- Lô Anilox có thể xem là thành phần cốt lõi trong hệ thống truyền mực, trên bề mặt
trục anilox là các lỗ nhỏ (Cell) chứa mực, thể tích mực in sẽ được tính theo đơn vị [cm³/m²] hoặc [ml/m²].
- Khi cần thay đổi lượng mực truyền lên bản thì phải thay lô khác.
- Một máy in thường có một bộ lô anilox các cỡ khác nhau.
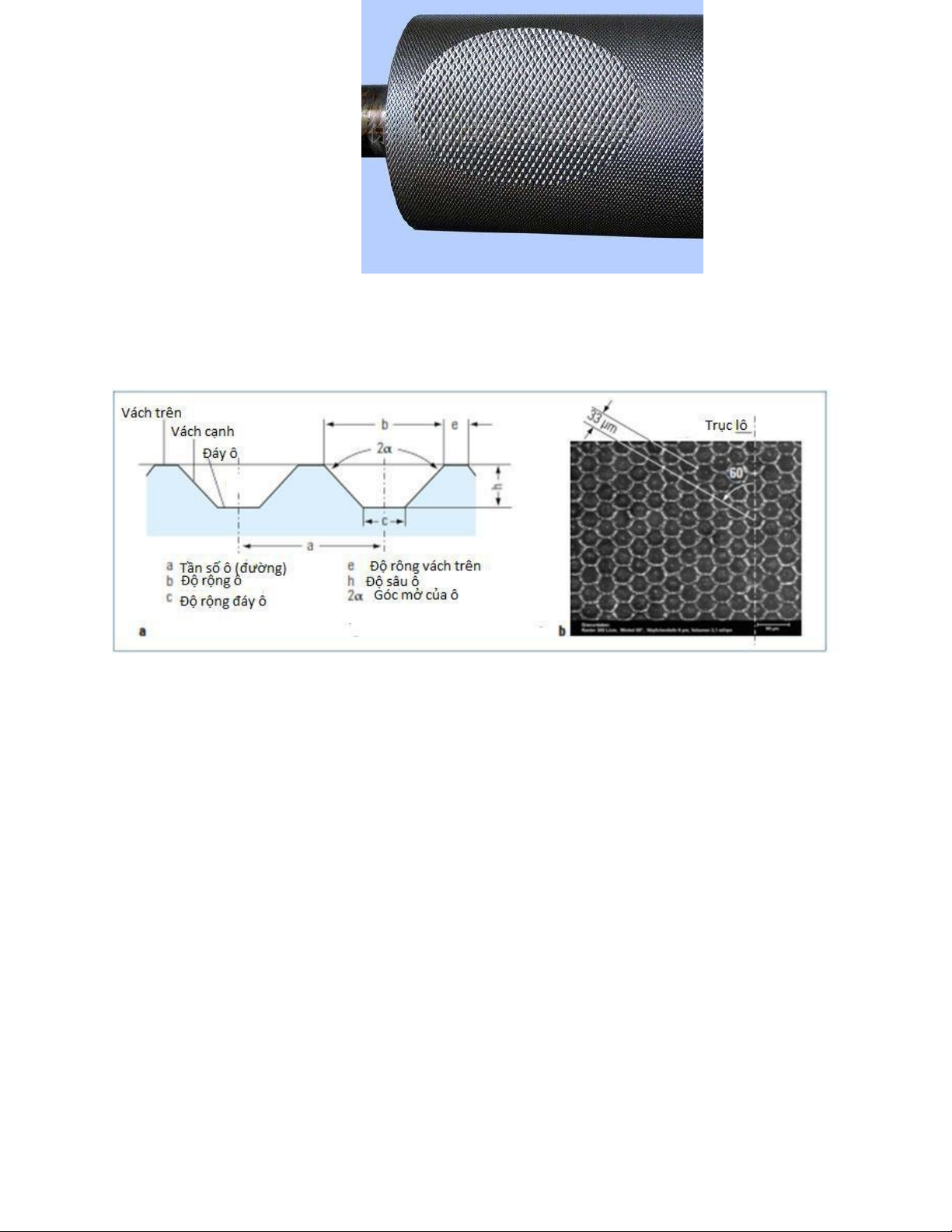
2.2. Cấu tạo của lô anilox:
- Các lô anilox là một ống hình trụ bằng kim loại có lỗ sâu (cell) giống nhau. Bề mặt
lô anilox được mạ crôm hoặc phủ gốm. 22 lOMoAR cPSD| 41632112 lOMoAR cPSD| 41632112 Hình 21: Lô anilox
- Các lỗ nhỏ trên lô có thể là hình tháp, tháp cụt, hình nón…, xếp theo góc 30o, 45o,
60o. Số lỗ từ 80 – 2000 lỗ/inch.
Hình 22: Cấu trúc các ô (cell) trên lô anilox
- Trên bề mặt của lô anilox được bao phủ bởi các ô chứa nhỏ, tất cả chúng cách đều
nhau và cùng một chiều sâu và hình dạng.
- Các ô chứa được quy định bởi số lượng các ô trên inch theo đường thẳng và độ sâu
của ô, hoặc khối lượng của nó.
- Ô chứa lô anilox thường được mô tả như là mịn hoặc loại thô, tùy thuộc vào số
lượng ô. Một lô có 200 ô trên mỗi inch là khá thô, một với 400-500 ô trên mỗi inch
là trung bình, và một có hơn 700-800 ô trên mỗi inch được xem là tốt.
- Chỉ riêng số lượng ô chứa không phản ánh tất cả những gì cần biết về khả năng
phân phối mực của cuộn anilox.
Hình 23 cho thấy ô cho biết về năng lực phân phối mực in của các lô anilox. 23
Hình 23: Một lô anilox 360 dòng có ô sâu (phía trên) có thể mang nhiều mực hơn so với cuộn
200 dòng thô (dưới) với các ô rất nông.
Một lô anilox 360 đường với một ô chứa sâu có thể mang khối lượng mực hơn một
lô thô 200 đường với ô chứa nông. Vì vậy, khi xác định một lô anilox người ta phải
luôn xác định các ô chứa trên mỗi inch hoặc số lượng ô, và một trong hai độ sâu ô
hoặc khối lượng/ thể tích.
Hình 24: Lô anilox với ô chứa (cell) gồm hai thông số kỹ thuật khác nhau: chiều
sâu và độ mở của các ô chứa (cell). 24 lOMoAR cPSD| 41632112
- Các thông số chính để mô tả 1 lô anilox: Đường kính, độ dài lô; Hình dạng miệng
lỗ (tứ giác, lục giác); Góc của đường lỗ (giống như góc t’ram): góc 45°, 30° hoặc
60°; Mật độ (số đường/ cm); Độ sâu của lỗ; Thể tích chứa mực của lỗ. 25 lOMoAR cPSD| 41632112
- Lô anilox với các ô (cell) gồm hai thông số kỹ thuật cơ bản: chiều sâu và độ mở của các ô chứa (cell).
- Các thông số kỹ thuật của các ô chứa trong lô anilox xác định khả năng của nó cho
các ứng dụng cụ thể. Ví dụ, một lô anilox với 200 ô chứa trên mỗi inch, có chiều
sâu 30-35 micron, sẽ mang theo một giá trị 7,5 BCM (tỷ micron khối mỗi inch vuông).
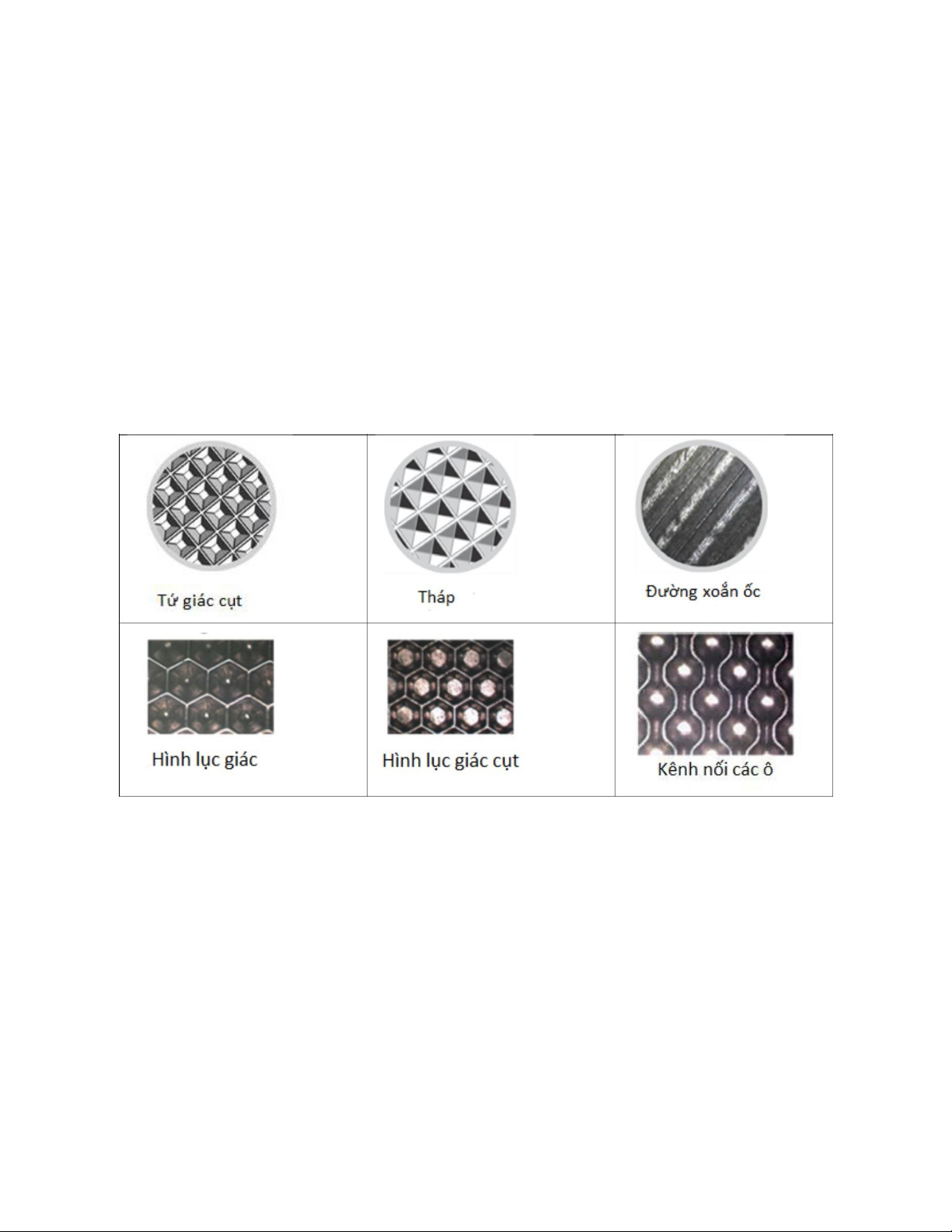
2.3. Các dạng cơ bản của ô chứa trên lô anilox
Lô Anilox được khắc với ô chứa nhỏ bé, chúng thường có hình dạng kim tự tháp
ngược. Các lô anilox có kích thước khác nhau với hình dạng khác nhau của ô chứa.
Hình dạng cơ bản của ô chứa (cell) lô anilox là: hình tháp (pyramid) và hình tháp
cụt (quad); hình lục giác (hexagonal) hoặc lục giác cụt (quad hex); hình xoắn ốc
(trihelical line); hình kênh dẫn (channelox).
Hình 25: Các loại hình dạng ô (cell) trên lô anilox
Dạng hình kim tự tháp. Lô Anilox với ô chứa hình kim tự tháp đảo ngược được
khuyên dùng cho tất cả các loại mực in flexo cũng như phủ vecni.
Dạng hình tứ giác cụt. Lô Anilox với các ô chứa hình tứ giác cụt có khối lượng của
mực in nhiều hơn so với các ô hình kim tự tháp ngược. Những ô này thường được
sử dụng với lưỡi dao góc ngược.
Dạng hình lục giác và lục giác cụt: Loại này có đặc điểm giống như hình tứ giác,
tuy nhiên loại lục giác trên cùng một diện tích chứa được nhiều ô hơn.
Dạng hình xoắn ốc. Loại lô hình dạng xoắn ốc được sử dụng để áp dụng phủ keo có
độ nhớt cao. Đây là loại lô anilox có thể được sử dụng có hoặc không có dao gạt góc ngược. 26 lOMoAR cPSD| 41632112
Dạng hình kênh nối: Loại lô này các ô có thể có các hình dạng khác nhau, chỉ khác
trên bề mặt giữa các ô có các rãnh (chanel) nối các ô với nhau nhằm mục đích tạo
thuận lợi cho mực vào và ra tại các ô trong lúc in.
2.4. Một số thống số cơ bản của lô anilox
Số lượng ô chứa (Cell Count) -
Số lượng ô (cell) trên một inch của đường thẳng theo góc khắc, ký hiệu: lpi
(line per inch). Số lượng ô hoặc tần số ô đề cập đến số lượng ô trên mỗi inch, số này
được đo dọc theo góc khắc (vì đó là nơi các ô xếp hàng gần nhất với nhau). -
Đại lượng số ô trên centimet (lpc) được sử dụng ở Châu Âu, số ô trên inch
(lpi) được sử dụng ở Bắc Mỹ. -
Số lượng ô chứa bằng 180 (lpi) là rất nhỏ, chỉ được dùng trong phủ bóng hoặc
in hình ảnh mà vật liệu kém chất lượng và không phải là một ưu tiên. -
Số ô chứa bằng 360 (lpi), từng được coi là tốt, bây giờ là loại lô trung bình
được sử dụng tốt trong công việc in trên giấy và các-tông thấm hút. -
Ngày nay số lượng ô chứa bằng 700 (lpi) trở lên, thường được sử dụng cho
hình ảnh chất lượng rất cao trên vật liệu có bề mặt mịn, không thấm hút. -
Điều này giải thích tầm quan trọng của bề mặt vật liệu in trong việc lựa chọn
một lô anilox. Tuy nhiên, hình ảnh cũng rất quan trọng trong việc xác định số lượng
ô chứa. Số lượng ô càng nhiều, việc mang mực càng ít.
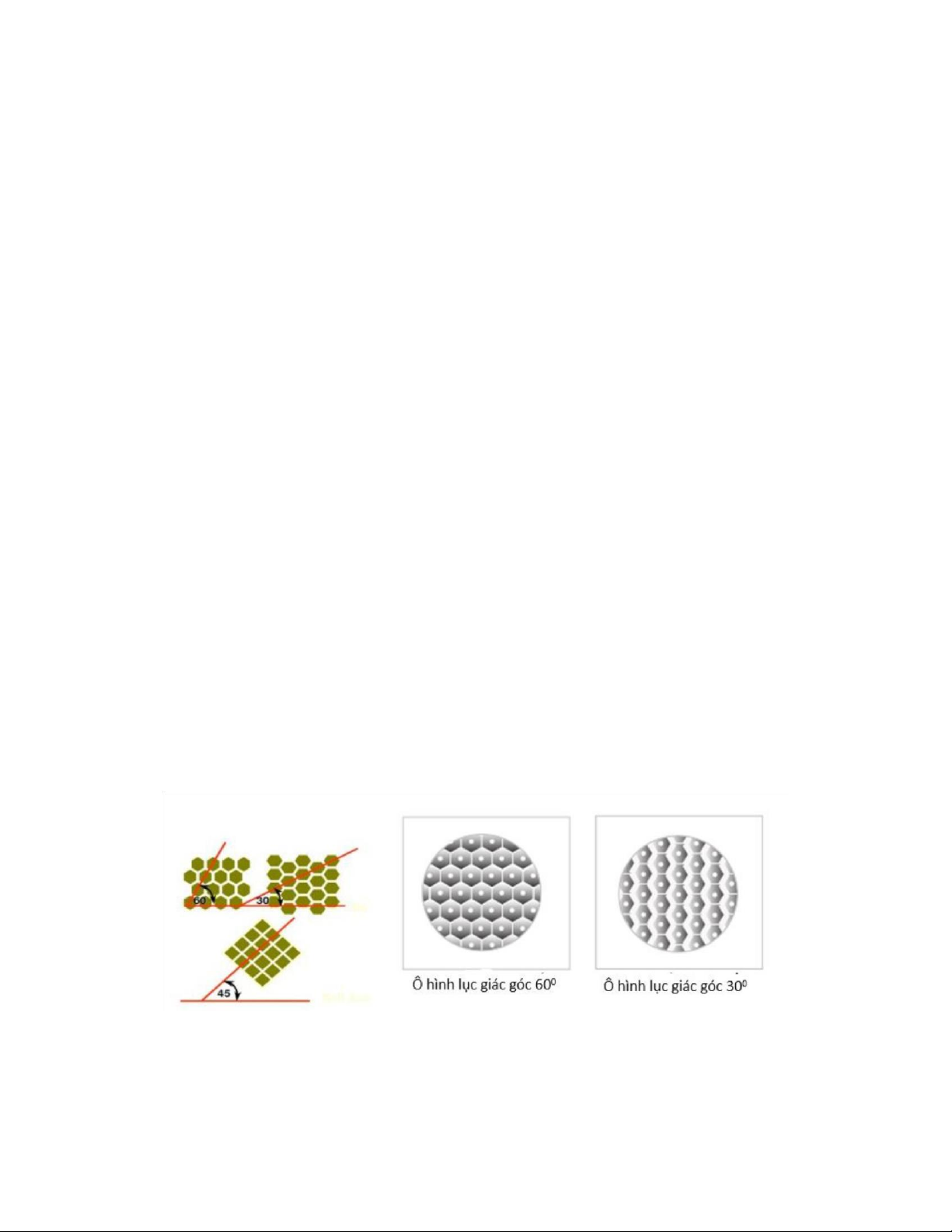
Góc của các ô chứa (Cell angle) -
Góc của các ô cũng có thể được kiểm soát. Trong khi truyền thống các ô là
góc 45° hoặc 60° so với trục của lô. Góc 60° tốt hơn trong việc tránh moire với các
góc t’ram hình ảnh truyền thống vì nó không rơi/ trùng với các góc độ hình ảnh
mong muốn nhất là 45°. Hiện nay lô mới nhất được làm với góc ô chứa 60
Hình 27: Góc của các ô (cell) trên lô anilox -
Khi tính số ô cho mỗi inch vuông cần phải chú ý tới góc của các ô trên lô. Có
hai cách tính để xác định số lượng ô (cell)/ mỗi inch vuông của một lô: cho cấu hình
loại ô có góc 45° và cho cả hai loại góc 60° hoặc 30°. 27 lOMoAR cPSD| 41632112 1)
Loại cấu hình ô góc 45°: (Tần số đường (lpi)) X (Tần số đường (lpi)) = Số ô
(Cells) trên mỗi Inch vuông. Ví dụ: Đối với tần số đường 500 dòng, lô anilox 45°
thì số ô như sau 500 x 500 = 250.000 ô / inch vuông. 2)
Loại cấu hình góc 60° và 30°: {(Tần số đường (lpi)) X (Tần số đường (lpi))}
X 1,15 = Số ô cho mỗi inch vuông. Ví dụ: Đối với tần số 500 dòng, lô 60° hoặc 30°
thì sô ô như sau (500 X 500) x 1,15 = 287,500 ô / Inch vuông.
- Có những quy tắc ảnh hưởng để xác định số lượng ô chứa lô anilox so với tần số
t’ram của hình ảnh trên bản in. Phổ biến nhất là yêu cầu số ô chứa (cell) trên lô
anilox nhiều hơn từ 3,5 đến 4,5 lần so với tần số t’ram của hình ảnh trên bản in.
Điều này là để ngăn chặn hiện tượng moire trên lô anilox, do một hình ảnh xấu gây
ra bởi t’ram của hình ảnh tương tác với các tần số ô trên lô anilox.
Độ sâu của ô chứa (cell deph) -
Độ sâu của ô chứa là các đặc điểm kỹ thuật tiếp theo và cũng quan trọng như số lượng ô chứa. -
Hai thông số kỹ thuật xác định khối lượng ô chứa, nó xác định về mật độ/ độ
đen trong một ứng dụng nhất định. -
Khi xác định một lô anilox ta chỉ cần xác định số lượng ô chứa và khối lượng
để thực hiện công việc còn chiều sâu ô chứa để lại cho các nhà cung cấp lô anilox lo.
Hình 28: Ba lô anilox với số lượng ô chứa tương tự có thể có khối lượng rất khác nhau, tùy
thuộc vào độ sâu của ô chứa -
Khi xác định một lô anilox cần xác định số lượng ô chứa và khối lượng để
thực hiện công việc. Các lô anilox với số lượng ô chứa tương tự có thể có khối lượng
rất khác nhau, tùy thuộc vào độ sâu của ô chứa -
Người ta thấy rằng lô anilox cần phải đảm bảo tỷ số chiều sâu/ độ mở ô (D/O)
là từ 23% tới 33% để cho mực vào và ra khỏi ô chứa một cách thuận lợi. -
Nếu tỷ số này lớn hơn (khoảng 35 %), nơi có độ sâu ô lớn hơn có thể xảy ra
hiện tượng: Mực bị tắc do mực khô sau một thời gian sử dụng; Khó làm sạch lô; Hệ
số truyển mực kém; Tạo ra các vách ngăn gồ ghề. -
Nếu tỷ số này nhỏ hơn 23%: Khó giữ được sự ổ định của lô anilox với các
thông số xác định trước. 28 lOMoAR cPSD| 41632112 Độ sâu (cell depth) (B)
Tỷ số D/O (%) = ------------------------- ------ x 100 Độ mở (cell open) (A)
Hình 29: Tỷ số độ sâu/độ mở các ô (cell) trên lô anilox
Khối lượng hay giá trị ô chứa (cell volume): -
Khối lượng/giá trị là lượng mực in trên mỗi inch vuông diện tích ô (cell). Ký
hiệu là BCM - micron trên mỗi inch vuông (Billion Cubic Micron per square inch).
- Mỗi một ô chứa mực (cell) trên lô anilox có giá trị nhất định, tùy thuộc vào hình
dạng, độ rộng, độ sâu của ô chứa. Giá trị này được tính trên một vùng có diện tích 1
inch vuông (in2) hay 1 m2 của bề mặt lô anilox. -
Đơn vị đo của kích thước ô chứa là microm (µ) (1 µ = 10 – 4cm) và giá trị
tương ứng của ô chứa là µ3. Giá trị lô anilox được xác định bằng 1 tỷ (109) thể tích
micron3 trong 1 inch vuông (in 2) hay một mét vuông (m2) trên bề mặt của lô anilox
và được ký hiệu là: BCM/ in2 (billion cubic microm). Trong hệ mét giá trị được tính
bằng cm3/ m2. Giá trị chuyển đổi giữa 2 đơn vị như sau: 1 BCM/in2
=1.549 cm3/m2 và 1 cm3 / m2 = 0.646 BCM/ in2 -
Khối lượng/ giá trị ô chứa (cell) là khả năng mang mực của một ô chứa nhân
với số ô trong một inch hoặc mét vuông trên bề mặt lô. -
Đơn vị đo lường chung ở Bắc Mỹ là BCM / in2 là tỷ micron khối trên mỗi
inch vuông (billion cubic microns per square inch). Ở Châu Âu, đơn vị sử dụng phổ
biến hơn là cm3/ m2 cetimet khối trên met vuông (cubic centimeters per square meter). -
Khối lượng ô (cell) xác định lượng lớp mực trong từng ô. Khối lượng/ giá trị
của ô chứa là thông số cơ bản nhất khi dùng để lựa chọn lô anilox trên thực tế trong quá trình in flexo.
Hình 30: Giá trị các ô (cell) trên lô anilox khác nhau 29 lOMoAR cPSD| 41632112
Trên lô anilox mỗi một tần số ô đều có giá trị mang mực ở một khoảng nhất định từ
giá trị thấp đến giá trị cao của nó, điều này liên qua đến tỷ số giữa độ sâu và độ rộng của ô chứa mực
Giá trị ô chứa lô anilox
Giá trị ô chứa lô anilox
Giá trị ô chứa lô anilox (Anilox cell volumes) (Anilox cell volumes) (Anilox cell volumes)
Tần số Giá trị Giá trị Tần số Giá trị Giá trị Tần số Giá trị Giá trị ô thấp cao ô thấp cao ô thấp cao (lpi) (BCM) (BCM) (lpi) (BCM) (BCM) (lpi) (BCM) (BCM) 120 11 .00 16.00 300 4.30 7.50 900 1.30 3.00 140 9.00 14.00 360 3.70 6.50 1000 1.10 2.20 160 7.00 13.00 400 3.30 6.00 1200 1.00 2.00 180 6.00 11 .00 440 2.80 5.50 1400 0.90 1.90 200 5.50 1 0.50 500 2.70 5.20 1600 0.80 1.50 220 5.00 10.00 550 2.50 5.00 1800 0.70 1.20 240 4.50 9.50 600 2.30 4.50 2000 0.60 0.90 260 4.50 8.50 700 2.00 4.00 280 4.40 8.00 800 1.50 3.50
2.5. Lựa chọn lô anilox phù hợp
Khi chọn lô anilox phù hợp với điều kiện thực tế in cần căn cứ vào các yếu tố: 1)
Vật liệu. Nếu chỉ có một loại vật liệu được in thì sự lựa chọn dễ dàng. Nhiều
loại lô anilox được sử dụng cho một loạt các vật liệu khác nhau. Điều này đòi hỏi
các lô anilox cung cấp mực ít nhất cần thiết để đạt được mật độ và tính đồng nhất
của nền mực trên hầu hết các vật liệu thấm hút. 2)
Chi phí/ giá thành cho lô anilox. Người ta có thể phải giải quyết chỉ một hoặc
hai bộ lô cho tất cả các nhu cầu của mình. Vì vậy, ngay cả khi in một loạt các vật
liệu và các loại hình ảnh, một sự thỏa hiệp cần phải tìm ra lý do kinh tế 3)
Thời gian. Máy in flexo hiện đại nói chung cung cấp cho những thay đổi nhanh
chóng của các lô anilox; Tuy nhiên, hầu hết các máy in sử dụng ngày nay không nên
trang bị. Một lần nữa, một sự thỏa hiệp là cần thiết 4)
Hình ảnh. Nó được phổ biến cho khách hàng hoặc thiết kế để xác định hình
ảnh với t’ram tốt trên vật liệu có bề mặt không lý tưởng. Vì hầu hết các công việc
pha trộn ảnh t’ram với nền bệt, kịch bản này xuất hiện vấn đề. Trong trường hợp này
các anilox có thể sẽ được lựa chọn để đạt được đầy đủ mật độ nền và sự đồng đều
trong khi cung cấp mực nhiều hơn cần thiết đối với ảnh t’ram; một thỏa hiệp chung. 5)
Năng suất. Trong khi có rất nhiều ảnh hưởng đến năng suất, trong đó có sấy
khô. Sấy khô phụ thuộc nhiều vào sự hấp thụ vào giấy. Các vật liệu cũng thường
nhám hơn so với lý tưởng nên độ nhớt (lỏng của mực) phải thấp hơn, lỏng hơn, và 30 lOMoAR cPSD| 41632112
do đó khối lượng/giá trị của lô anilox cao hơn để mang lại đủ số lượng pigment cho
mật độ và tính đồng nhất.
Lựa chọn lô anilox cho một số vật liệu in và hình ảnh in.
- Từng loại vật liệu này đều có đặc tính riêng về độ hút mực và độ khô, các thợ in
cần nhận biết được. Lô anilox cùng một số lượng ô chứa (cell) và dung lượng không
thể dùng để in cùng một hình ảnh trên các loại vật liệu này. Vật liệu in
Số lượng ô chứa Dungtích
Số lượng ô chứa Dung tích ( lpi ) ( BCM ) ( lpi ) ( BCM ) Nền bệt 180 9.5 220 7.5 Dòng kẻ 200 8.3 250 7.0 Ảnh t’ram 250 7.0 360 4.5 Giấy thấm hút
Vật liệu không thấm hút
- Mỗi loại hình ảnh in cần phải có loại lô anilox phù hợp Ứng dụng
Tần số đường lô anilox
Giá trị lô anilox thích thích hợp (lpi) hợp (BCM)
Đường kẻ dầy và nền bệt 180- 330 9 - 4 Đường kẻ và chữ 200- 400 8 - 3 Các hình nét nhỏ 360- 500 3.6 - 2.8 ( Vignettes ) In màu t’ram CMYK 500- 1200 2.8 - 0.9
Bảng: Các tần số và giá trị của lô anilox khi in các loại hình ảnh khác nhau
- Nếu in ảnh t’ram thì phải cần cân nhắc là phải biết được loại t’ram trên bản in để
chọn đúng lô ainlox đủ mịn để truyền chính xác lượng mực cho từng điểm ảnh.
Trong một số quan điểm về tỷ suất giữa số lượng ô chứa đối với công nghệ in ảnh
t’ram thì nổi bật nhất là quan điểm cho rằng tỷ lệ đó là số lượng ô chứa trên lô
anilox phải gấp từ 4 lần trở lên so với lưới t’ram trên bản in.
Lựa chọn lô anilox cho một số máy in và vật liệu in -
Việc lựa chọn lô anilox tốt nhất để dùng cho việc in flexo có thể phức tạp tuy
nhiên việc nắm bắt được một số ít các chi tiết sẽ làm cho công việc này dễ dàng hơn nhiều. 31 lOMoAR cPSD| 41632112 -
Trước hết, là việc có nhiều loại máy in flexo trong nhiều ngành công nghiệp
và mỗi một kiểu loại đều in được một loạt các vật liệu. -
Các máy in cuộn khổ rộng dùng để in trên màng mỏng, giấy hoặc lá kim loại.
- Các loại máy in cuộn khổ hẹp in trên chất hấp thụ hoặc phối liệu mạ chất crôm bóng. -
Từng loại vật liệu này đều có đặc tính riêng về độ hút mực và độ khô mà các
nhà máy in cần nhận thấy. -
Cùng một số lượng ô chứa (cell) và dung lượng không thể dùng để in cùng
một hình trên từng loại vật liệu này. -
Các loại máy in màng mỏng khổ rộng có thể dùng lô anilox 220 dòng với
dung tích chứa mực 7.7 BCM/in² để in chất rắn khổ rộng, trong khi đó loại máy in
hộp nếp gấp có thể dùng loại lô anilox 180 dòng với dung tích chứa mực 9,5 BCM/
in² để in cùng hình ảnh trên hộp bao gói hàng. -
Với các vật liệu khác nhau này và với yêu cầu khác nhau về hình in, các nhà
máy in flexo cần hỏi ý kiến tư vấn các nhà cung cấp để chọn được đúng chủng loại
lô anilox phù hợp với nhu cầu. -
Lý tưởng nhất của công nghệ in flexo là in với loại màng mỏng, mực càng
mỏng càng tốt, trong khi vẫn giữ được tỷ trọng màu và vận hành máy với tốc độ
nhanh nhất có thể. Việc này chỉ có thể thực hiện được bằng cách sử dụng loại mực
có cường độ cao và nhanh khô và loại lô anilox mịn có dung tích chứa nhỏ. Lưu ý
rằng đối với nhu cầu này đã có một số chỉ dẫn để lựa chọn khi mua lô anilox.
2.6. Rửa lô anilox
Các phương pháp làm sạch -
Các phương pháp làm sạch các lô anilox truyền thống đều liên quan đến việc
loại bỏ mực từ các ô chứa của lô bằng lực - cho dù là lực vật lý, âm thanh hay hóa
học. - Hiện nay còn phương pháp phủ một màng mỏng lên bề mặt lô nhằm ngăn cản
sự bám dính của các thành phần mực in lên các ô chứa (cell) làm bề mặt chúng luôn
sạch, không phải làm sạch lô
Hình 31: Các phương pháp rửa lô anilox 32 lOMoAR cPSD| 41632112 -
Làm sạch bằng phun hay thổi (Blasting). Phương pháp làm sạch này có thể
được thực hiện bằng cách phun với áp suất cao các chất: baking soda, hạt nhựa, băng
khô hoặc một số chất khác. -
Làm sạch bằng siêu âm (Ultmsonic). Phương pháp siêu âm là dùng năng
lượng âm thanh tạo ra khoảng trống rất nhỏ (cavitation) khi được đưa vào một chất
lỏng. Các cavitation là do sự chênh lệch áp suất, nó cung cấp hành động làm sạch của quá trình này. -
Làm sạch bằng hóa chất. Phương pháp này được sử dụng rất phổ biến từ các
ứng dụng công nghiệp và phi công nghiệp. -
Làm sạch bằng laser. Phương pháp này sử dụng năng lượng laser làm bay hơi
chất bẩn, từ đó làm sạch các ô nhỏ trên lô anilox. -
Làm sạch bằng bàn chải (Brushes). Bàn chải thép không gỉ nên được sử dụng
với các chất tẩy rửa hóa học trên lô anilox phủ gốm, bàn chải bằng đồng thau nên
được sử dụng cho các lô mạ chrome. Phương pháp làm Ưu điểm Nhược điểm Ghi chú sạch
Phương pháp vật lý Phun soda Làm sạch các ô
Có thể làm hỏng Yêu cầu bao kín (Baking soda blast) (cell) tốt
vách/ thành của ô khu vực phun;
(cell) nơi có tần số Có thể để lại cặn đường lớn hơn 600 lpi Phun bột plastic
An toàn và hiệu Có thể làm hỏng Yêu cầu bao kín (Plastic bean blast) quả; vách/ thành của ô khu vực phun Có thể dùng lại (cell) nơi có tần số
được đường lớn hơn 600 lpi Phun băng khô Hủy bỏ mực
Sự thay đổi nhiệt độ Không có ghi chú (Dry ice blast) khô;
có thể làm nứt lớp gì tại thời điểm Biến mất hoàn
gốm trên bề mặt này toàn
Phun nước áp suất Đánh bật cặn
Có thể đẩy mực in Yêu cầu bao kín cao mực dư vào sâu hơn khu vực phun và (High water pressure) chất tẩy rửa có độ kiềm cao
Hệ thống siêu âm Các đơn vị mới
Có thể gây rạn nứt, Yêu cầu chất làm (Ultrasonic systems)
hơn làm sạch tốt dẫn đến ăn mòn sạch hóa học, hơn; thường có độ 33
Downloaded by Bùi Th? Ly (buithily0401@gmail.com) lOMoAR cPSD| 41632112 Thời gian tối đa kiềm cao 5 phút Phương pháp hóa học Kiềm mạnh Nói chung là
Ăn mòn nhôm và Nhiều sản phẩm pH = 12 - 14 chất làm sạch kim loại khác có sẵn; Có thể (Highly alkaline) hiệu quả gây ra bỏng nghiêm trọng
Kiềm trung bình Nói chung là
Loại bỏ các chất Có thể cho một ý pH =10-12 chất làm sạch
mang màu thức sai lầm về (Mildly alkaline) yếu (pigment) ra nhưng làm sạch để lại các chất khác của mực
Axit mạnh Làm sạch bằng
Không an toàn để Chưa có sản pH= 1-3 cách phản ứng làm việc; Có ăn mòn phẩm thương mại (Very acid)
với các thành các thành của các ô nào được biết đến phần mực (cell)
2.7 Bảo dưỡng khi sử dụng lô anilox -
Do các yêu cầu về in ngày càng tăng nên các ô chứa trên trục lô trở nên mịn
hơn và nông hơn vì thế mực bị khô nhanh hơn. -
Bất kể loại lô anilox nào được sử dụng, thì đối với loại lô khắc bằng tia laser
hoặc loại lô mạ crôm thô cần phải tiến hành làm sạch càng thường xuyên càng tốt. -
Lô anilox phải được quét bằng loại chổi đặc thù với dung dịch tẩy quy định. Dùng
loại chổi lông loại mềm để làm sạch loại lô anilox mạ crôm còn đối với loại lô anilox
bọc gốm khắc bằng laser thì phải dùng loại chổi có lông mịn bằng thép không gỉ. -
Phải cẩn trọng chọn đúng loại dung dịch tẩy rửa. Các cơ sở dùng máy in flexo
phải xin ý kiến tư vấn của các nhà cung cấp mực lẫn nhà cung cấp lô để có đúng loại dung dịch tẩy rửa. -
Việc sử dụng loại dung dịch tẩy rửa có độ pH cao hoặc xút (NaOH) sẽ không
được nhà cung cấp lô bảo hành. -
Lô anilox cần được làm sạch càng thường xuyên càng tốt, chí ít không được
ít hơn 1 lần trong ngày hoặc mỗi ca một lần làm sạch.
Phải tuân thủ chương trình làm sạch lô mỗi khi máy dừng chờ. -
Nếu lô anilox bị tắc mực thì phải tiến hành phương pháp làm sạch như rửa bằng
phun áp lực hoặc làm sạch bằng phương pháp siêu âm. 34 lOMoAR cPSD| 41632112 - -
Phải làm sạch khi mực còn đang ướt và đang trong trạng thái dung dịch. -
Chương trình bảo dưỡng cần phải được triển khai và thảo luận với nhà cung cấp lô
để đảm bảo được hiệu quả cũng như tuổi thọ tối đa của lô anilox. -
Nếu sử dụng phương pháp làm sạch bằng áp suất thì cần phải triển khai chương
trình đào tạo nhân viên vận hành. -
Việc làm sạch lô anilox là điều cần thiết đối với tuổi thọ của lô, nên cần được thảo
luận kỹ lưỡng và được xác nhận của nhà cung cấp lô về biện pháp và hệ thống thiết bị làm sạch. -
Bất kể kiểu lô nào cũng không được để mực bị khô trong ô chứa. Vật tư làm sạch
phải do nhà cung cấp mực chỉ định. -
Loại mực có gốc nước phải được rửa ngay, có thể dùng hỗn hợp sau: 10% - 20%
kiềm (không có ammonia); 60% - 70% nước; 20% dung môi (cồn propyl hoặc chất
dẫn xuất propyl khác). Quá mức kiềm và amin có thể làm rỗ các lô mạ crôm, do đó không nên sử dụng. -
Sau khi làm sạch xong phải để cho kiệt nước nếu không sẽ gây sự cố trong các đợt
nạp mực tiếp theo trong lô đó. -
Nhiều loại mực không tương đồng với nhau, do vậy khi chuyển đổi loại mực để in
sản phẩm khác phải làm sạch lô anilox.
2.8. Cách tính sự truyền mực qua lô anilox
Khi in, giá trị lượng mực không bao giờ truyền hết từ ô chứa lên bản in, nên giá trị
truyền mực thực của giá trị lô nhỏ hơn giá trị tính toán. Để xem xét khả năng truyền
mực thực tế người ta thường dùng giá trị phần trăm giữa chúng gọi là hệ số truyền
mực. Hệ số này phụ thuộc vào: loại lô anilox, mực in, bề mặt in và điều kiện in.
1) Cách xác định độ dày màng mực.
Để xác định được độ dày màng mực phải biết các thông số sau: - 2
Giá trị lô anilox = 6.0 BCM / in -
Hệ số truyền mực = 80% - lOMoAR cPSD| 41632112
Độ đặc của mực in = 25% 36 lOMoAR cPSD| 41632112 -
Từ hệ số truyền mực xác định giá trị lô anilox = (Hệ số truyền mực) x (giá trị lô
anilox) = 0.8 x 6.0 = 4.8 BCM / in2 35 lOMoAR cPSD| 41632112
Đổi giá trị BCM sang đơn vị thể tích microm (nhân với 109 )
4.8 BCM / in2 x 109 = 4.8 x 109 µ3 / in2 -
Tính độ dày lớp mực khi còn ướt: Chia
giá trị mực/ in2 cho diện tích µ/ in2 µ = 7.44 4.8 109µ3/ 2 6.45 108µ2/ 2
(2.54 x10 4µm x 2.54 x10 4µm = 6.45 x 108 µ2 / in2) Từ
% độ đặc của mực tính độ dày lớp mực khi khô.
(% độ đặc x độ dày mực ướt) = 25% x 7.44 µ = 0.25 x 7.44 µ = 1.86 µ
2) Cách tính giá trị (volume) truyền mực và xác định hệ số truyền mực.
Để tính phải biết hoặc đo chính xác: -
Trọng lượng của mực in khi ướt - Giá trị lô anilox - Tỷ trọng mực (khối
lượng riêng) Ví dụ : Tính hệ số truyền mực khi biết : -
Trọng lượng của nước khi ướt = 79.28 mg/ 16 in2 - 2
Giá trị lô anilox = 6.0 BCM / in - 3
Tỷ trọng mực = 0.46 g/cm - 2 2
Đổi in ra cm : nhân giá trị qui đổi (2.54 cm x 2.54 cm = 6.4516 cm2)
Theo đầu bài ta có: 6.4516 cm2 / in2 x 16 in2 = 103.2256 cm2 - 2
Xác định độ dày lớp mực ướt (chia trọng lượng mực / cm cho tỷ trọng mực) - Tìm lượng mực trên 1 cm2 79.28 mg 103.225c m2 = 7.68 x10-4g/cm2 -
Xác đ nh đ dày c a l p m cị ộ ủ ớ ự 7.68 104g/ 2 lOMoAR cPSD| 41632112 - = 8 10 – 4cm = 8µ 0.96 / 3 -
Tìm giá trị truyền mực:
nhân độ dày lớp mực với
giá trị chuyển đổi µ2 / in2.
8.0µ x (2.54)2 x 108µ2 / in2 = 5.16 x 109 µ3 / in2 = 5.16 BCM / in2 - Xác
định hệ số truyền mực: chia giá trị truyền mực cho giá trị lô anilox. 5.16 /i 2 100 = 0.86 100 = 86% 6.0 /i 2
3. Bộ phận ống bản in
3.1. Chức năng
- Dán tấm bản in tạo khuôn in
- Tạo lực ép in để chuyền hình ảnh sang vật liệu 3 6 lOMoAR cPSD| 41632112 -
Tạo lực ép kéo băng vật liệu vận chuyển 3.2. Cấu tạo
Ống bản in là một ống hình trụ tròn đều bằng hợp kim và có trục ống được liên kết
với hệ thống chuyển động chung của máy in bằng các bánh răng. Trên bề mặt ống
có thể có các đường thẳng dùng để định vị tấm bản in khi dán bản, đồng thời có dải
băng, nam chẩm, dây đai… dùng để giữ tấm bản in.
Một máy in thường có nhiều ống bản với các đường kính khác nhau để phù hợp với
các sản phẩm có kích thước khác nhau. Ống bản không được gắn cố định trên máy
in, mà được tháo lắp trong quá trình chuẩn bị in các sản phẩm khác nhau. Giống như
trong bất kỳ đơn vị mực và in của phương pháp in nào, tốc độ bề mặt của ống và lô
tiếp xúc là một xem xét quan trọng trong in flexo. Các lô anilox, ống bản và ống ép
in đều được kết hợp với nhau để đảm bảo rằng tất cả chúng đều quay cùng tốc độ.
Bất kỳ sự khác biệt về tốc độ bề mặt của ba thành phần này có thể gây ra vết bẩn.
Một khía cạnh quan trọng của ống bản là đảm bảo rằng nó chính xác song song với
ống ép in. Một cách để kiểm tra điều này là bằng cách chèn các dải giấy bóng kính
giữa lô anilox và các khu vực hình ảnh của tấm bản tại các điểm khác nhau dọc theo
vùng tiếp xúc (nip), hạ ống bản xuống ống ép in (trạng thái ép in) và kéo từng cái ra.
Mỗi dải sẽ có thể được kéo ra với cùng một lực. Như với các ống bản in offset, độ
đồng tâm của ống bản in flexo là rất quan trọng.
Ống bản trong máy in flexo thường có hai dạng chủ yếu là dạng ống liền và dạng ống rời
Dạng ống liền
Ống bản liền (Integral) là đắt nhất và, có lẽ là chính xác nhất và chắc chắn hơn về
tuổi thọ của chúng. Các ống liền một khối được thực hiện cho một chiều dài lặp lại
duy nhất (chu vi), và có sự chồng màu chính xác.
Hình 32: Ống bản dạng ống liền
Dạng ống rời
Loại ống này có trục ống và thân ống tách rời nhau và có thể tháo, lắp khi sử dung.
Một trục ống có thể lắp chung với nhiều loại thân ống khác nhau. 37 lOMoAR cPSD| 41632112 -
Hệ thống ống bản có thể tháo lắp bao gồm một trục hoặc trục gá, thân ống bằng
kim loại gia công tinh sảo đến độ dài lặp lại cụ thể.
- Những ống thép hoặc nhôm được dùng cho các công việc cụ thể, và các bánh răng
tương ứng và vòng bi được cài đặt tại thời điểm lắp. Vì vậy chỉ có một sự cài đặt
(yêu cầu) các trục với vòng bi chính xác và bánh răng đầu trục là cần thiết cho một
loạt các độ dài lặp lại trên máy in. Hệ thống này là cách tiếp cận chủ đạo trong các ứng dụng in băng hẹp.
Hình33: Ống bản dạng trách rời
3.3. Dán tấm bản lên ống bản
- Bất kể các loại bản và ống bản in, việc chồng màu và in hình ảnh được xác định bởi giai đoạn này.
- Toàn bộ tính chính xác của hình ảnh được xác định bởi chế bản, đặc biệt là dán tấm bản.
- Máy in có ốc chồng màu phía bên (ngang – theo hướng ngang) và phía đầu (dọctheo hướng quay).
- Có những công cụ để thực hiện bước này chính xác và hiệu quả.
- Tất cả quá trình sản xuất cần phải nhận thức được khả năng xử lý được sử dụng
trong công việc khi thực hiện trên thực tế của người thợ.
- Hiện nay có rất nhiều cách để lắp ráp hệ thống này, và cách tiếp cận mới đang được
phát triển. Tuy nhiên, các nguyên tắc cơ bản, các giá trị không đổi và điều kiện tiên
quyết để có thể hiểu các phương pháp tiếp cận mới nhất.
Một số nguyên tắc cơ bản khi lên khuôn/ dán bản flexo -
Quá trình lắp đặt/ dán tấm bản chỉ đơn giản là vị trí chính xác của tấm bản trên trục x và y. lOMoAR cPSD| 41632112 - -
Nếu các tấm được gắn hoàn toàn vuông, điều chỉnh chạy dài (in sản lượng)
cho phép máy in chồng màu dễ dàng khi in. 38
Không giống như máy in offset, máy in flexo với tấm bản gắn trực tiếp trên ống
bản không có cho phép điều chỉnh góc độ. -
Chúng phải được gắn kết vuông hoàn hảo. Trong trường hợp uốn lại và một
vài trường hợp ngoại lệ khác, nơi tấm được gắn kết với tờ mang, thì điều chỉnh góc độ là có thể.
Hình trên: Tấm bản không song song với đường tâm ống
Hình giữa: Tấm bản song song đường tâm ống
Hình dưới: Nhiều tấm vuông góc với đường tâm ống; tấm đặt chéo để ngăn chặn sự
bật lên khi tấm ép in và tắt ép in
Hình 34 : Các dạng dán tấm bản lên ống
Cách chọn ống bản khi in
- Đường kính của các bánh răng là khoảng cách giữa các răng tiếp xúc nhau trên
răng (vòng tròn phân độ (pitch diameter)) hoặc là khoảng cách từ mỗi điểm giống nhau trên răng.
- Có hai phương pháp đo bánh răng: chu vi và đường kính.
- Số răng trên inhce của chu vi bánh răng được dùng để mô tả chu vi đường tròn
phân độ hoặc độ dài in.
- Phần lớn các máy in flecxo đều sử dụng loại bánh răng có bước răng 0,50 cm hoặc
¼ inche, nghĩa là mỗi một răng tương đương với độ dài in là 0,50 cm. Khi cần in
độ dài hình ảnh một vùng là bao nhiêu ta chỉ cần lấy số đó chia cho 0,50 cm là tìm
được ống có số răng tương ứng. 39 lOMoAR cPSD| 41632112 -
- Độ dài hình ảnh = đường kính đường tròn phân độ = số răng X khoảng cách giữ các răng gần nhau
Độ dài in = chu vi đường tròn phân độ = D* π = D*3.14 lOMoAR cPSD| 41632112 Số 62 4.934” 15.500” răng Đường Độ dài Ghi kính in 63 5.014”
15.750” chú: 1 inche ” = 2.54 cm ĐTPT 64 5.093”
-Ngày nay phần nhiều máy 16.000”
in sử dụng loại bánh răng có
số răng là: 10 răng/ inhce.
Chiều dài chu vi đường tròn
kể cả các nước sử dụng hệ 65 5.173” 16.250” mét. 66 5.252”
- Khi sản phẩm cần in hoặc gia
16.500” công ở 2 máy in khác nhau
thì loại bánh răng của 2 máy
phải phù hợp với nhau để
quá trình in không thay đổi về vận tốc dài, nếu chúng được in một cách liên tục.
- Nếu chúng in không liên tục cùng nhau thì không cần thiết các bánh răng phải
giống nhau. Khi đó thiết bị in hoặc gia công thứ 2 dùng tế bào quang điện để điều
khiển tay kê và chồng màu.
- Khi lựa chọn máy in và kiểu răng của các ống cần phải căn cứ vào đặc điểm của
những sản phẩm chính sao cho chúng phù hợp với đường kính tiếp xúc hoặc độ dài in của các ống.
- Một số máy in được chế tạo với bánh răng kép, khi đó có thể in bằng 1 trong 2 hệ
thống vòng tròn tiếp xúc là ¼ inche hay 10 răng/inhce.
Hình 35: Dán tấm bản lên ống bản lOMoAR cPSD| 41632112 40
4. Bộ phận ống ép in
4.1. Chức năng -
Trên máy in flexo, một ống ép in hình trụ được sử dụng như một lớp nền/đế
cứng cho vật liệu in khi tiếp xúc với ống bản. -
Ống in có tác dụng tạo ra lực ép in lên ống bản khi in để truyền mực từ bản in sang vật liệu in -
Ống in cũng cùng với ống bản tạo lực căng cho băng vật liệu và vận chuyển vật liệu
4.2. Cấu tạo
- Ống ép in là một ống bằng kim loại có kích thước tùy theo từng loại máy in
- Ống ép in trong in flexo mịn và có độ bóng cao, và tốc độ quay của nó phải giống
như ống bản và lô anilox, nếu không có thể làm nhòe (rê nét) và các lỗi in khác khi in
- Cũng như các ống và lô khác, độ tròn đồng đều của ống ép in là rất quan trọng.
- Ống ép in phải song song với ống bản.
- Ống ép in có loại có bánh răng đã động theo ống bản và có loại không có bánh răng
dẫn động mà chuyển động theo ma sát vào ống bản
- Tất cả các ống khác nhau và lô khác phải được đặt song song với nó, để đảm bảo
áp suất in đồng đều ở giữa vùng tiếp xúc (nip) ống ép in và ống bản in
- Nhiều máy in flexo (đặc biệt là máy ép nhiều màu) sử dụng ống ép in chung (CI),
ống ép in đường kính lớn được bao quanh bởi hai đến sáu ống bản in. Chất nền
được mang theo xung quanh ống ép in nơi nó tiếp xúc với từng đơn vị in theo trình
tự, sẽ đặt các màu liên tiếp về cơ bản một lần.
- Một số máy in flexo thay thế ống ép in bằng một thanh (bar) ép in (còn được gọi
là thanh tympan). Trong một số trường hợp, vật liệu (chất nền) xốp được in, qua
đó mực thấm và thu thập trên ống ép in. Mực tích tụ sau đó có thể ảnh hưởng đến
chất lượng in hoặc làm hỏng tấm bản. Những lần ép mà mực xuyên qua có khả
năng là đáng kể, sử dụng một thanh thép đầu có đường kính nhỏ làm chỗ dựa vững
chắc cho vật liệu (đế). Vì thanh ép in không quay, nó liên tục bị lau sạch bởi chất
nền chuyển động. Trong một số cấu hình thanh ép in, một thanh rỗng được làm mát
bằng nước hoặc các phương tiện khác để ngăn chặn sự tích tụ nhiệt và do đó sự giãn nở của kim loại. 42 lOMoAR cPSD| 41632112
5. Bộ phận nạp, căng băng vật liệu
5.1. Bộ phận nạp vật liệu (giấy) in -
Máy in flexo cũng giống như các loại máy in khác bộ phận vào giấy (vật liệu
in) có thể là từng tờ một (máy in tờ rời - sheetfed), có thể là cả cuộn giống với băng
giấy (vật liệu) liên tục (máy in giấy cuộn - web).
-Bộ phận vào giấy cuộn của máy in flexo cũng có nguyên lý cấu tạo, hoạt động cơ
bản giống các phương pháp in khác. -
Đối với máy in tờ rời dùng in trên cac- tông sóng thì hệ thống vào giấy có cấu
tạo khác, khi đó từng tấm vật liệu được lấy từ tờ dưới cùng của chồng vật liệu để đưa vào trạm in.
Loại vào giấy dạng đơn (Single position unwind)
- Chủ yếu là loại vào giấy từng cuộn một khi thay cuộn giấy bằng tay có loại có
thêm cánh tay thủy lực để đưa cuộn giấy thuận tiện hơn. - Loại này khi thay
cuộn giấy phải dừng quá trình in.
Loại vào giấy lên tục (flying – splice unwind)
- Loại này trên giá lắp cuộn giấy có thể lắp được 2 hoặc 3 cuộn. Loại này có cấu tạo
phức tạp, tự động thay giấy khi hết cuộn giấy.
- Loại này khi thay cuộn giấy không phải dừng máy in.
- Yêu cầu của bộ vào giấy là phải đáp ứng được các đòi hỏi của quá trình in đặt ra
như tốc độ in, sự tăng, giảm tốc độ in trong lúc in, quá trình lăn ép in truyền hình
ảnh ổn định về tay kê, độ căng của băng giấy… Ngoài ra nó còn phải làm việc ổn
định với các điều kiện khác nhau, các loại vật liệu khác nhau, với các cỡ khác nhau
và sự thay đổi cuộn giấy khi in.
- Bộ phận vào giấy thường gồm các bộ phận chính như: giá đỡ cuộn giấy, hệ thống
thay giấy tự động, hệ thống căng băng giấy, hệ thống dẫn băng giấy…
5.2. Hệ thống căng băng vật liệu (unwind tension systems)
Hệ thống điều chỉnh độ căng băng vật liệu bằng cơ.
- Nhìn chung có 2 dạng cơ bản của hệ thống điều khiển độ căng băng giấy. Mỗi một
loại có thể sử dụng thiết bị nhạy cảm độ căng.
- Điều khiển độ căng phổ biến nhất là thiết bị phanh sử dụng hơi, điện. Loại khác sử
dụng cả 2 hơi và điện hoặc thủy lực.
- Điều khiển độ căng của băng giấy là rất quan trọng trong quá trình in, nếu không
ổn định thì in không chính xác, băng giấy có thể bị đứt.
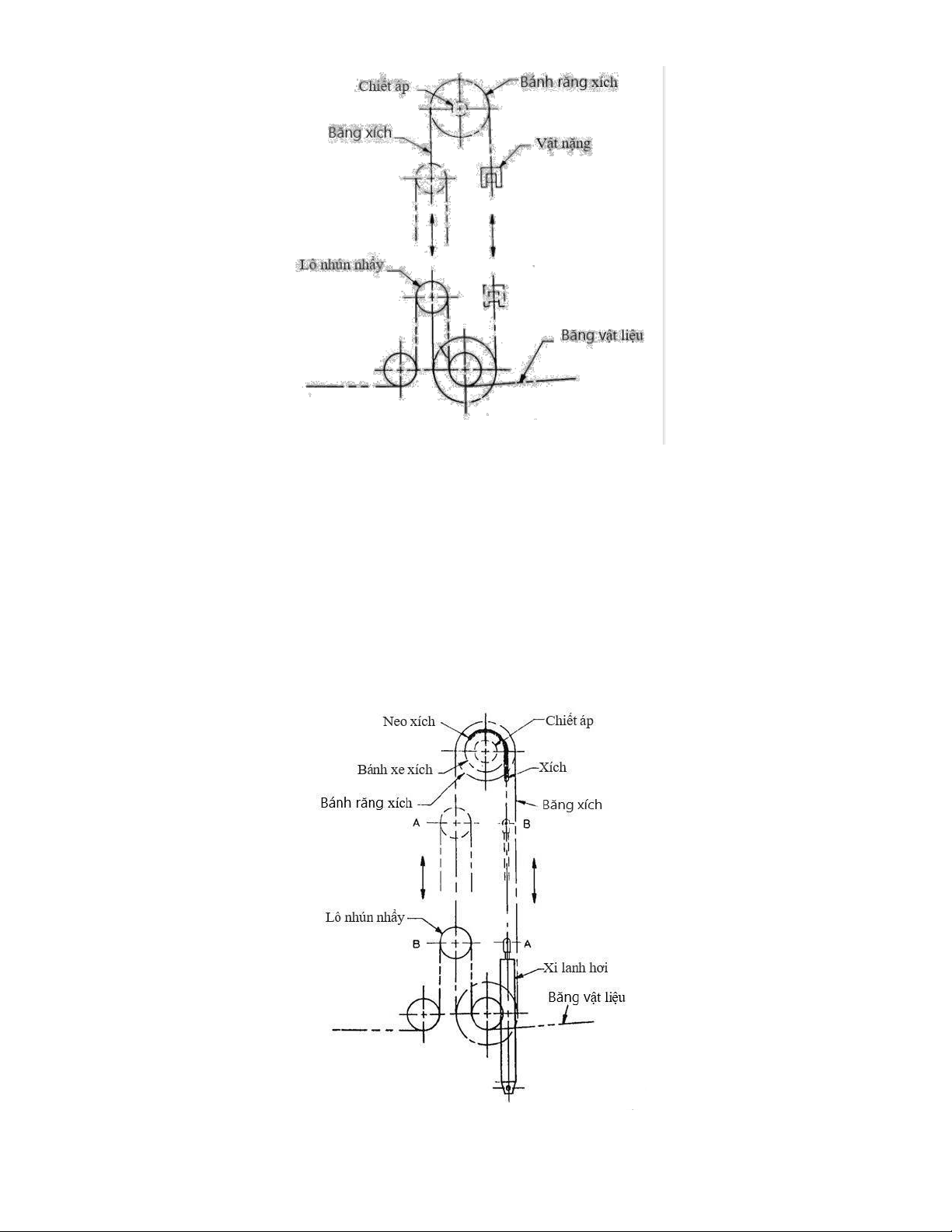
- Thiết bị cảm nhận và điều chỉnh độ căng bằng lô nhún nhẩy dùng trọng lượng 43 lOMoAR cPSD| 41632112
Hình 36: Hệ thống lô nhún nhẩy trọng lượng
- Nguyên lý hoạt động của loại này: Khi đang hoạt động ở độ căng nhất định, vị trí
lô nhún nhẩy và vật nặng ở vị trí cân bằng. Nếu băng vật liệu bị trùng, khi đó lực
nén lên lô nhún nhảy nhỏ, vật nặng sẽ di chuyển xuống và kéo lô nhún nhảy lên
phía trên và làm căng băng giấy để đạt cân bằng mới với độ căng không đổi.
Trường hợp ngược lại, nếu lự căng băng vật liệu quá lớn thì lô nhún nhẩy di
chuyển xuống thấp, vật nặng di chuyển lên trên tạo cân bằng mới. - Thiết bị
cảm nhận và điều chỉnh độ căng bằng lô nhẩy dùng pit tông hơi
Hình 37: Hệ thống lô nhún nhẩy dùng pit tông hơi 44 lOMoAR cPSD| 41632112
- Nguyên lý hoạt động của dạng này giống với loại trên, chúng chỉ khác ở trên sử
trọng lượng của vật nặng để cân bằng lực căng của băng vật liệu, còn trường hợp
này dụng lực nén của pit – tông hơi.
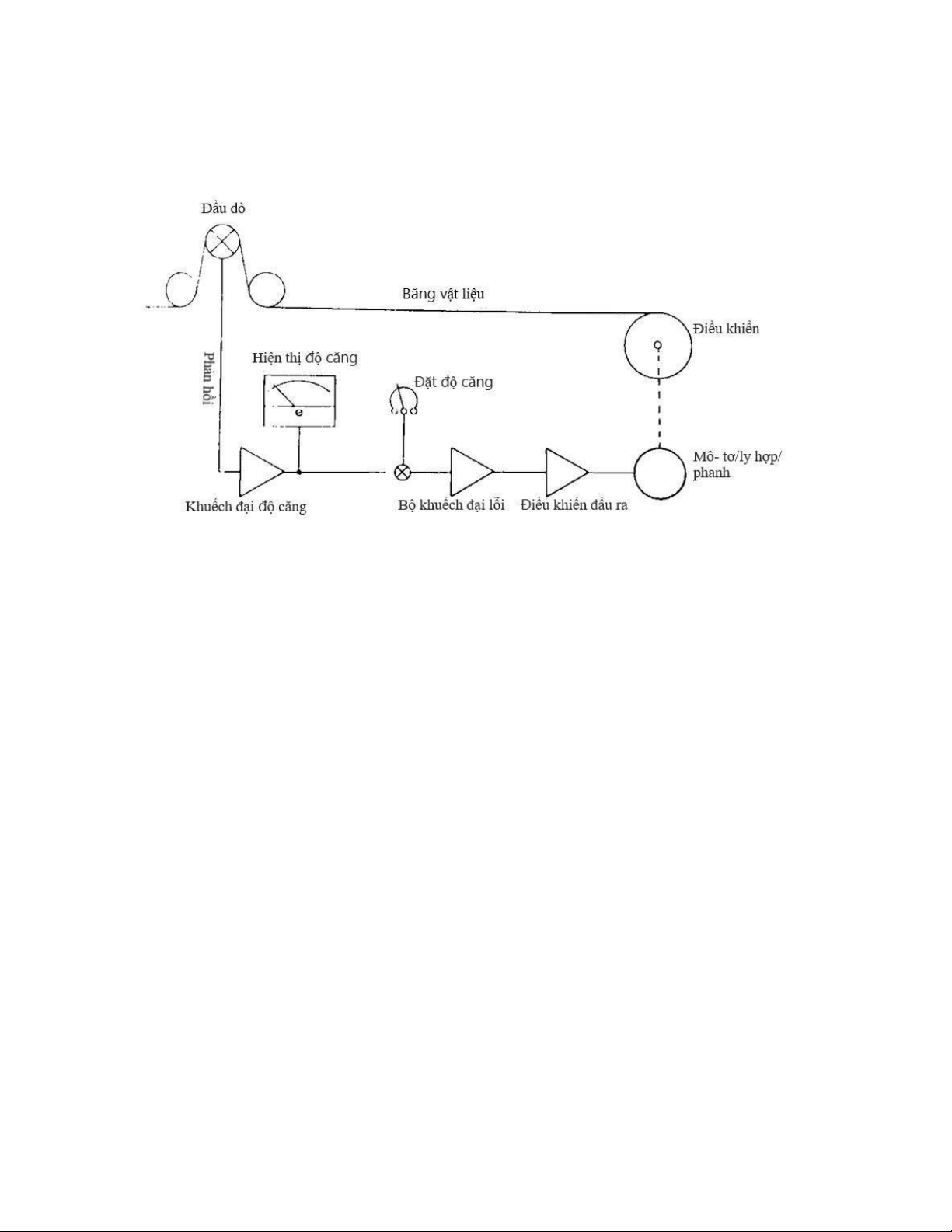
Hệ thống điều chỉnh độ căng băng vật liệu bằng điện tử.
Hình 38: Hệ thống điều chỉnh độ căng băng giấy tự độngbằng điện tử
- Nguyên lý hoạt động: Đầu cảm biến (đầu dò) tiếp xúc với băng vật liệu cảm nhận
độ căng, truyền về bộ khuếch đại độ căng và hiện thị độ căng trên màn hình hiện thị,
đồng thời đưa đến bộ phận khuếch đại lỗi nếu nó sai lệch với độ căng đã cài đặt
trước. Tín hiệu lỗi được chuyển tới bộ phận điều khiển đầu ra và đến hệ thống mô
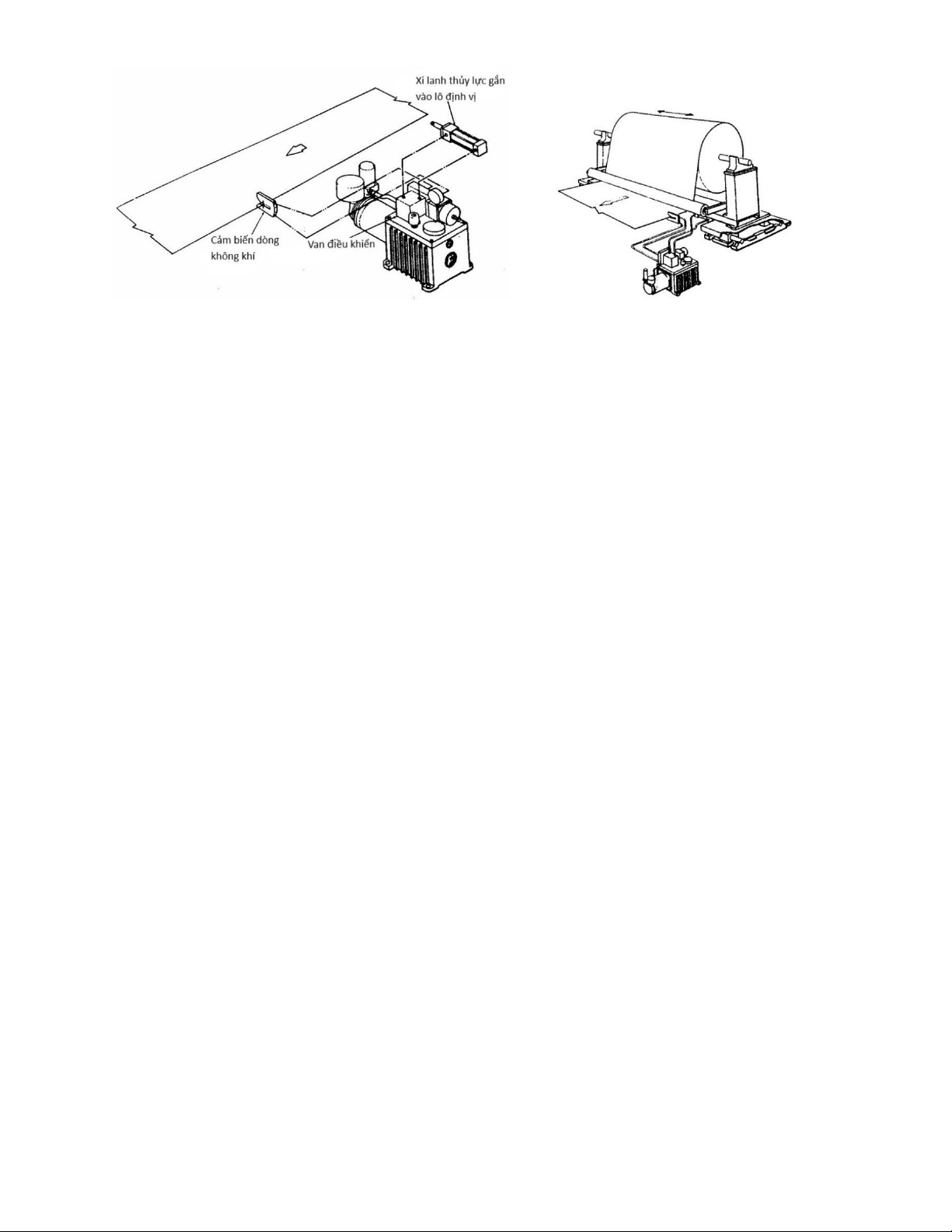
tơ để điều khiển độ căng của băng vật liệu. 6. Bộ phận dẫn băng giấy và điều chỉnh tay kê
6.1. Bộ phận dẫn băng giấy/ vật liệu theo chiều ngang -
Dẫn băng giấy là việc rất quan trọng trong quá trình in giấy cuộn. Nó đảm bảo
cho băng giấy đi vào bộ phận ép in một cách chính xác, ổn định để đảm bảo cho việc
in đúng vị trí và chồng màu chính xác. -
Hệ thống dẫn băng giấy được đặt ở vị trí cuộn giấy vào trước lúc in và cuộn băng sản phẩm lại. -
Dẫn băng giấy là quá trình dùng một đầu cảm nhận tiếp xúc với mép băng
giấy khi chuyển động và thông qua hệ thống điều khiển để duy trì nó chuyển động
ổn định ở vị trí đã xác định trước, phù hợp với tốc độ in và loại vật liệu in. -
Dẫn băng giấy có nhiều loại khác nhau như kiểm soát một mép, kiểm soát cả
2 mép và kiểm soát giữa băng giấy. 45 lOMoAR cPSD| 41632112
Hình 39: Hệ thống dẫn băng giấy vào -
Hệ thống dẫn băng giấy thường bao gồm: đầu cảm nhận tiếp xúc với mép
băng giấy, hệ thống mạch điện khép kín và hệ thống bơm thủy lực điều khiển các lô
dẫn giấy. Bộ phận tế bào quang điện thường được áp dụng cho một số trường hợp
đòi hỏi chồng màu một cách chính xác. -
Dẫn băng giấy trung tâm được sử dụng trong tình trạng băng giấy rộng, thay
đổi trong lúc hoạt động. Loại này có thể làm việc tốt thông qua bộ cảm nhận đúng
vị trí. Cấu tạo của hệ thống dẫn trung tâm phức tạp hơn hệ thống dẫn giấy mép băng giấy. -
Hệ thống dẫn băng giấy hoạt động theo vòng khép kín. Khi vị trí của đầu cảm
nhận báo sai, thông tin này được đưa đến hệ thống điều khiển, nó sẽ điều khiển xả
hơi để chuyền tín hiệu thấp tới mức cao, hệ thống bơm thủy lực sẽ kéo ra để dẫn trục quay.
Hệ thống dẫn băng giấy cuộn vào và tở ra
*/ Loại di chuyển cuộn: Một đầu cảm nhận đọc băng giấy, tín hiệu thu được đưa về
thiết bị xử lý để điều khiển hệ thống cơ học chuyển động sang trái/ phải để đưa cả
cuộn giấy chuyển động theo phù hợp với băng giấy
*/ Loại di chuyển hệ thống lô đỡ băng giấy: Một đầu cảm nhận đọc băng giấy, tín
hiệu thu được đưa vào thiết bị xử lý để điều khiển hệ thống cơ học chuyển động sang
trái/ phải để đưa băng giấy chuyển động bù lại sự sai lệch 46 lOMoAR cPSD| 41632112
Hình 40: Hệ thống dẫn băng giấy ra
6.2. Điều chỉnh chồng màu (tay kê) theo chiều dọc băng giấy -
Thay đổi thông số độ dài L: Phương pháp này đơn giản hơn phương pháp thay
đổi góc quay. Nguyên tắc dựa vào sự thay đổi độ dài băng vật liệu giữa các cụm in.
Quá trình thực hiện sẽ dịch chuyển trục về phía này hay phía kia làm thay đổi quãng
đường của băng vật liệu giữa 2 cụm liền kề và khắc phục sự sai lệch chồng màu đã có. -
Thay đổi thông số φ: Loại điều chỉnh này áp dụng cho loại máy có cấu trúc
dạng xếp chồng và vệ tinh có khoảng các cụm in ngắn. Nguyên tắc thay đổi là thay
đổi vị trí pha φ của ống khuôn in. Loại này cho phép thực hiện điều chỉnh chồng
màu khi máy đang chạy với việc điều chỉnh tay.
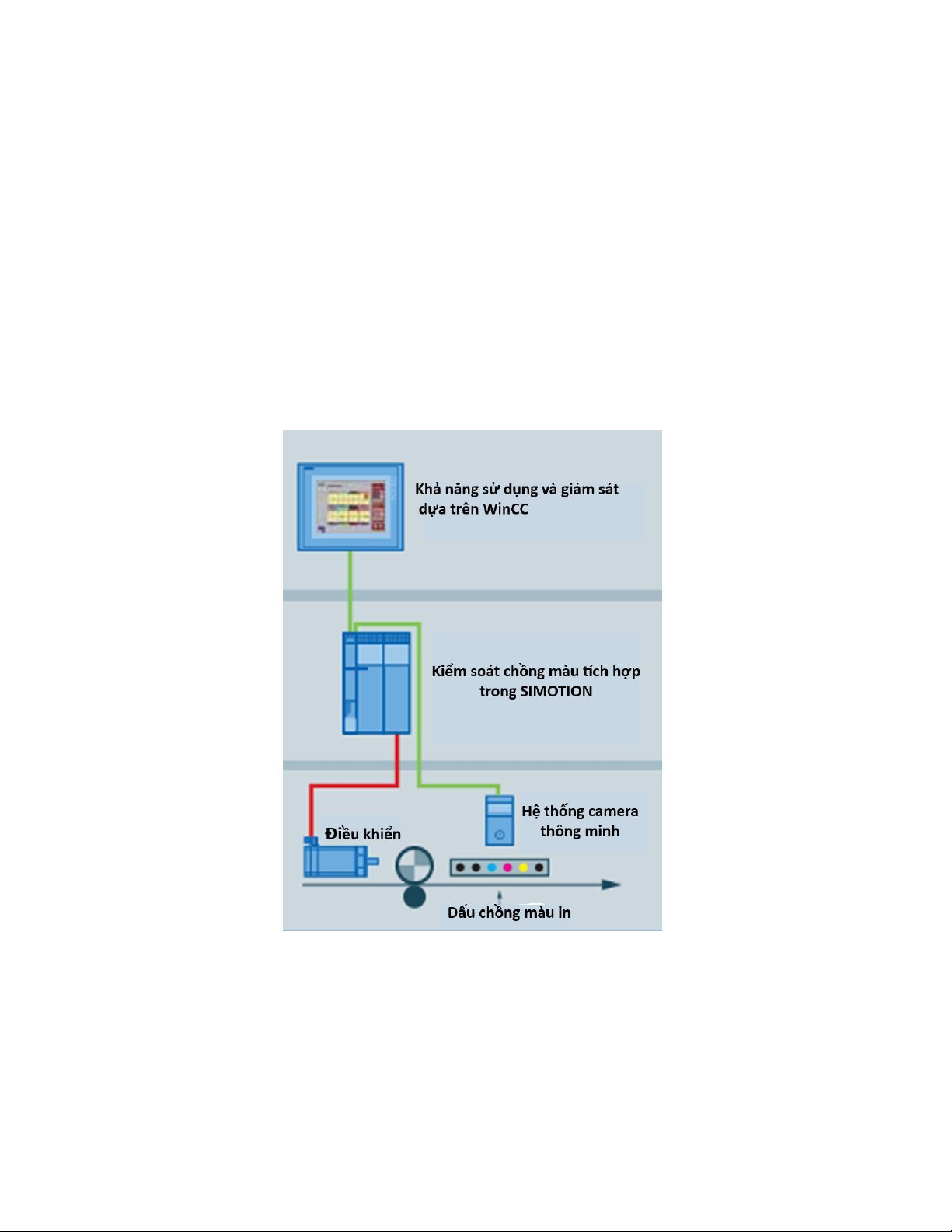
6.3. Kiểm soát chồng mầu tích hợp SIMOTION
- Kiểm soát chồng mầu tích hợp là hệ thống chồng màu mới, nó kiểm soát chồng
màu cho in chất lượng cao, giảm số lần làm trong chuẩn bị in và giảm chi phí vật
liệu. Siemens là bộ tiêu chuẩn mới trong lĩnh vực này. Chúng kết hợp công nghệ
máy ảnh thông minh với các đơn vị kiểm soát SIMOTION và giai đoạn thiết lập
cho truyền dữ liệu nhanh chóng và ít phần cứng. Các quá trình dữ liệu cho thuật
toán điều khiển thanh ghi được sử dụng trực tiếp từ ổ đĩa và kiểm soát các tín hiệu
điều khiển được bàn giao cho các ổ đĩa thông qua giao diện nội bộ mà không có
bất kỳ sự chậm trễ (thời gian thực).
- Việc kiểm soát chồng màu phù hợp cho tất cả các loại phương pháp in. Nó có thể
hoàn toàn thích nghi với bất kỳ yêu cầu đặc biệt, nhờ vào các chương trình linh
hoạt của SIMOTION. Một ví dụ cho điều này là chồng màu động (dynamic register
decoupling - DRD), được phát triển cho máy in ống đồng và làm tăng sự ổn định
của chồng màu, đặc biệt là trong công nghệ in với một số lượng lớn các đơn vị in.
- Hoạt động và trực quan của việc kiểm soát chồng màu được xử lý bởi hệ thống
HMI với WinCC linh hoạt. Việc kiểm soát chồng màu có thể được theo dõi bởi
màn hình và điều hành bởi bảng điều khiển của mỗi máy. Hình ảnh trực tiếp từ máy 47 lOMoAR cPSD| 41632112
ảnh cho phép người dùng điều chỉnh và giám sát các dấu in tại nơi khó khăn về
điều kiện ánh sáng, vật liệu và dấu chỉ dẫn (ốc). Điểm nổi bật
- Kiểm soát chồng màu được tích hợp vào hệ thống điều khiển động, vì vậy không
cần thiết tủ điều khiển bổ sung
- Kiểm soát động cao (tốt)
- Để sử dụng trong in giấy cuộn của phương pháp in ống đồng, flexo, offset và in lưới
- Hoạt động của kiểm soát chồng màu có thể được tích hợp vào bảng điều khiển máy hiện tại
- Điều chỉnh kích thước dấu in và hình dạng dấu in
- Các thông số cho các sản phẩm đặc biệt có thể được lưu giữ và nhớ lại
Hình 41: Hệ thống điều chỉnh chồng màu tự động SIMOTION
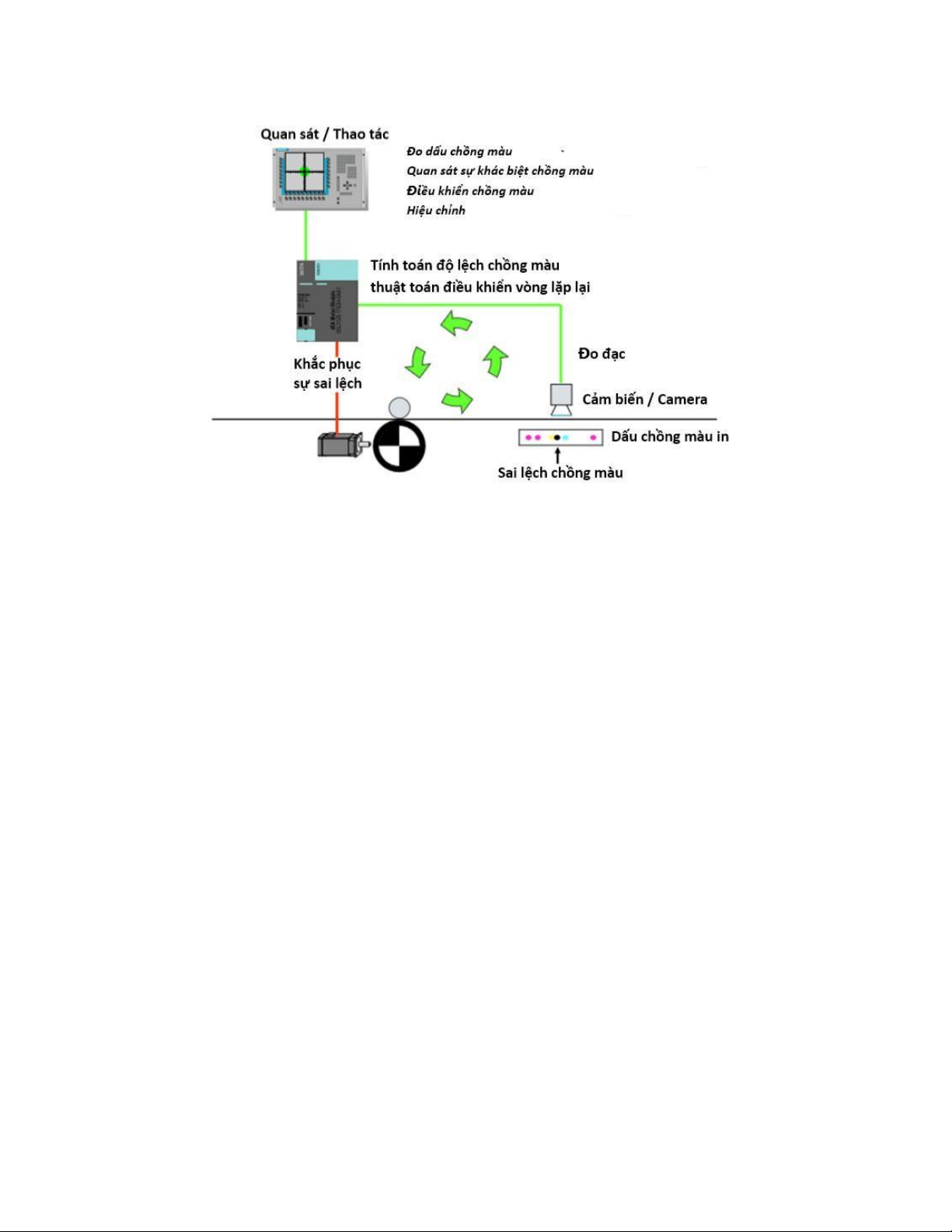
6.4. Điều chỉnh chồng màu tự động trên bàn điều khiển
Hệ thống điều chỉnh chồng màu tự động trên bàn điều khiển: -
Tại bàn điều khiển, người thợ: đo dấu chồng màu; quan sát sự khác biệt chông
màu; điều khiển chồng màu; hiệu chỉnh chính xác -
Tại băng vật liệu: Camera chụp dấu ốc chồng màu trên tờ in; đo đạc; chuyển dữ liệu về trung tâm 48 lOMoAR cPSD| 41632112 -
Tại hệ thống điều chỉnh tự động: Dùng thuật toán xử lý tính toán độ lệch chồng
màu và điều khiển mô tơ bằng các lệnh khắc phục sự sai lệch chồng màu.
Hình 42: Hệ thống bàn điều chỉnh chồng màu
7. Bộ phận sấy khô
Đặc điểm chung của hệ thống sấy khô
Việc làm khô mực trên bất kỳ chất nền nào về cơ bản là quá trình cố gắng loại bỏ
các dung môi khỏi mực. Sấy khô đòi hỏi một thiết bị sấy sau cùng để loại bỏ dung
môi còn lại khỏi tất cả các màu trước khi băng vật liệu (web) có thể được cuộn vào
cuộn hoặc gia công sau in. Phần sấy cũng có thể yêu cầu giữa các đơn vị in trên máy
in nhiều màu để cho phép in chồng màu.
Việc loại bỏ dung môi (sấy khô) có thể được thực hiện theo nhiều cách, thiết bị sấy
không khí nóng là phổ biến nhất. Tuy nhiên phương pháp làm khô mang tính cách
mạng đang được nghiên cứu. Loại thiết bị sấy phổ biến nhất là hệ thống không khí nóng cưỡng bức.
Trên các hệ thống sấy trước đó, người ta thường sử dụng một nguồn nhiệt để làm
nóng không khí cung cấp, một quạt để thổi và cung cấp không khí cho cả lò sấy giữa
các màu và lò sấy cuối cùng, và một quạt hút để xả khí dung môi từ cả hai: lò giữa
các màu và lò sấy cuối cùng.
Ngày nay, hệ thống sấy kép thường được sử dụng. Có một đầu đốt, điều khiển và
cung cấp quạt riêng cho cả giữa các màu và phần sấy lò cuối cùng. Ưu điểm của hệ
thống sấy kép trở nên rõ ràng khi in được thực hiện trên vật liệu giấy bóng kính. Sau
khi sấy ban đầu tại trạm màu, lò cuối cùng phải thực hiện chức năng bổ sung là cung
cấp độ bám mực bằng cách trộn mực vào lớp phủ giấy bóng kính. Điều này có thể
được thực hiện dễ dàng trong các hệ thống kép bằng cách tăng nhiệt lò. 49 lOMoAR cPSD| 41632112
Nhiều máy in kết hợp các phương pháp sấy khác nhau. Ví dụ, trong các khu vực
nhiệt độ và vận tốc khác nhau có thể được kết hợp. Ngoài ra, các nguồn nhiệt khác
nhau có thể được kết hợp cho các ứng dụng sấy khác nhau.
Ở giữa các thiết bị sấy tồn tại không khí nóng và vị trí của các thiết bị sấy trong
không gian rất nhỏ giữa các đơn vị in màu sẽ dẫn đến không khí ấm được thổi vào
các lô mực và ống bản. Sấy mực sớm sẽ can thiệp nghiêm trọng vào việc truyền mực
và in hình ảnh của chúng lên vật liệu (web)
Bộ phận làm nóng bên trong máy sấy
Hình 43: Công nghệ sấy với lò nhiệt trung tâm
Máy sấy tốc độ cao của một số nhà sản xuất có một bộ phận làm nóng bên trong máy
sấy thay vì trong máy in. Lợi thế là khi bạn bắt đầu quá trình in, bộ phận làm nóng
đã làm nóng máy sấy, điều đó có nghĩa là bạn có thể bắt đầu sấy ngay lập tức. Với
các loại máy sấy khác (có bộ phận làm nóng trong máy in), rất nhiều vật liệu nền sẽ
đi qua máy in trong khi máy sấy vẫn lạnh. Trên các vật liệu nhạy cảm với nhiệt độ
như lá mỏng dễ co lại (shrink foil), điều này có thể là thảm họa.
Máy in flexo truyền thống có ba định dạng: xếp thẳng, xếp chồng và ống in trung
tâm (CI). In hình ảnh chất lượng cao trên màng mỏng web rộng cho bao bì thực
phẩm theo truyền thống được liên kết với máy in flexo ống in trung tâm lớn. Một
số máy in và bộ chuyển đổi đã sửa đổi hoặc loại bỏ máy sấy và thay thế chúng bằng
các thiết bị làm khô (bảo dưỡng) UV hoặc EB để duy trì sự linh hoạt trong hoạt động của chúng (Hình 44). 50 lOMoAR cPSD| 41632112
Hình 44. Hệ thống sấy với in Flexo thông thường và in Flexo EB
Đây là một ứng dụng in ướt trên ướt không có sấy liên trạm (giữa các trạm). Một số
nhà cung cấp cung cấp một công nghệ với bảo dưỡng (làm khô) EB, và những nhà
cung cấp khác đang cung cấp các công nghệ có và không có sấy liên trạm.
Điều chỉnh bộ phận sấy
Theo thiết kế các loại mực in flexo có gốc dung môi được khô bằng hiện
tượng bay hơi. Mực được tráng thành một lớp mỏng trên chất nền và sau đó được
không khí nóng thổi vào. Cả sức nóng bổ sung vào không khí làm khô mực và về lý
thuyết làm giảm lượng dung môi chứa trong mực.
Có một sự khác biệt lớn về việc sấy khô mực giữa vật tư bao gói và gói kiện
đã in với mức thấp các dung môi chứa trong đó. Không khí nóng mà không có đủ
tốc độ sẽ có ít tác dụng cải thiện các điều kiện này và do vậy sẽ không có hiệu quả
trong việc sấy khô mực. Dòng khí có tốc độ cao tuy nhiên có đủ năng lượng để thổi
qua lớp vùng biên và tiếp tục chu trình sấy một cách có hiệu quả.
Các nhà sản xuất máy sấy nhấn mạnh tới ba vấn đề trên chỉ là: Thời gian,
nhiệt độ và luồng thổi (dòng chảy). Tính hiệu quả của lò sấy có thể đo được bằng
thời gian sẵn có để sấy. Việc sử dụng chính xác thời gian là điều thiết yếu để gia tốc
việc bay hơi của các dung môi từ mực và cuối cùng dòng khí thổi có hiệu quả có thể
khắc phục được ảnh hưởng bất lợi của lớp vùng biên.
Việc sấy khô các loại mực in có gốc nước rất giống chu trình sấy khô các loại
mực có gốc dung môi chỉ khác là khó hơn, do hơi nước là một thành phần tiêu biểu
có trong môi trường không khí.
8. Hệ thống cuộn lại và gia công sau in (Rewind equipmest) -
Các máy in có hệ thống ra tờ in khác nhau, tùy thuộc vào cấu trúc của nó và
loại sản phẩm mà nó in. 51 lOMoAR cPSD| 41632112 -
Nhiều máy in cuốn đơn vị ra sản phẩm chỉ gồm bộ phận cuộn lại, loại này chủ
yếu dùng cho sản phẩm là bao bì được được vào bao trên máy tự động. -
Có loại sau khi in người ta lắp các bộ phận cắt, bế hộp, gấp lồng, dán... kèm
theo để ra được sản phẩm cuối cùng. -
Yêu cầu của của hệ thống cuộn sản phẩm là quá trình cuộn phải ổn định trong
các điều kiện in nhanh, chậm, tăng hoặc giảm tốc độ, đồng thời cuộn sản phẩm phải
chặt, đều, mép sản phẩm thẳng, hình ảnh trên tờ in không được sây sước, các sản
phẩm không được nhăn rách, sờn, không làm đứt sản phẩm. -
Thiết bị cuộn băng sản phẩm thường có 2 loại cơ bản là cuộn trục và cuộn bề
mặt có loại dùng hỗn hợp hai loại trên.
8.1. Cuộn bề mặt (supface winders)
- Loại này sử dụng lô di chuyển bề mặt để chuyển việc quay tròn do lực ma sát tiếp
xúc với đường tròn lô cuốn.
- Thông thường có 2 dạng phổ biến của loại cuốn bề mặt trong công nghiệp,
*/ loại lô cuốn trục đúp. Là phổ biến nhất, nó sử dụng 2 lô có đường kính bằng nhau
để điều khiển băng giấy, sự cuốn lại luôn luôn được điều khiển với tốc độ thay đổi
để đạt được độ căng cơ bản. Bình thường một lô được điều khiển tăng nhẹ để đáp
ứng được tốc độ bề mặt khác nhau làm tăng độ chặt của lô sản phẩm.
- Các ống cuộn giấy có thể được làm các rãnh để giảm việc nhăn giấy và thêm độ
cứng cho cuộn sản phẩm. Trong khi cuộn lại trục của cuộn giấy có thể chuyển động
lên trên để phù hợp với việc tăng đường kính của cuộn sản phẩm.
*/ Loại thứ 2 là ống cuộn đơn.
- Sử dụng một ống cuốn và cuộn giấy chuyển động ngay khi cuộn lại (đường kính
tăng). Áp lực thủy lực dạng hơi luôn được duy trì một cách đều đặn áp lực giữa lô
sản phẩm và ống cuộn. Áp lực này có thể được thay đổi để cung cấp cho các cuộn
khác nhau được cuốn chặt. Trên cuộn sản phẩm có lô nén, tỳ lên phía trên của cuộn
sản phẩm dưới áp lực của hệ thống thủy lực hoặc hơi. Nó tạo áp lực giữa cuộn sản phẩm và ống cuốn.
- Lô cuốn hai ống có thể cuốn bên trong hoặc ngoài sản phẩm.
- Một trong các ưu điểm chính của thiết bị cuộn bề mặt là cuộn sản phẩm thu được
rất chặt và các cuộn sản phẩm giống nhau, công suất cuộn lại nhỏ hơn
8.2. Cuộn trục ống (center winders)
- Cuộn loại dạng trục ống là quay di chuyển thông qua lõi trục. Cuốn theo trục ống
phổ biến là dạng trục đơn. Lõi trục được điều khiển bằng điện cơ hay thủy lực để
thay đổi tốc độ làm thay đổi độ chặt của cuộn sản phẩm.
- Cuộn giấy dạng trục cuốn cũng có loại đơn và loại đúp.
- Loại đơn khi thay cuộn giấy phải ngừng in. Còn loại đúp khi thay cuộn giấy không phải ngừng in. 52 lOMoAR cPSD| 41632112
- Việc điều khiển mép băng giấy trên hệ thống giấy cuốn lại rất quan trọng vì nó làm
cho cuộn giấy thẳng mép.
- Việc điều khiển này có thể sử dụng 2 dạng là: dẫn băng giấy độc lập trong lúc cuộn
lại hai là thay đổi cạnh cuốn để “theo đuổi” mép của băng giấy.
- Ngày nay có thể dùng hệ thống quét băng giấy để kiểm tra việc cuộn băng giấy dẫn
băng giấy độc lập được thông qua bảng điều khiển.
8.3. Hệ thống căng băng giấy cuộn lại (rewind tesion systems) -
Hệ thống này đảm bảo cho băng giấy cuộn lại ổn định, mép giấy thẳng, cuộn
giấy chặt, không bị rách, bị đứt giấy trong lúc in. Đồng thời duy trì chính xác in về tay kê và chồng màu. -
Hệ thống này phải có khả năng nhanh chóng, chính xác theo gia tốc và giảm
tốc của máy in. Bù đắp được sự thay đổi đường kính của cuộn giấy. -
Khi áp dụng cho hệ thống thay cuộn sản phẩm tự động thì phải có khả năng
kết nối ở tốc độ cao. -
Ngoài ra hệ thống còn phải có khuôn rộng phù hợp với băng giấy rộng hẹp,
mềm cứng khác nhau của vật liệu kể cả đã đục lỗ. -
Có 2 dạng điều khiển độ căng là độ căng không đổi và độ căng thay đổi theo
sự thay đổi của đường kính lô sản phẩm. -
Độ căng cuộn lại phụ thuộc vào các yếu tố như: tốc độ dài băng giấy (tốc độ
in), độ căng của lõi lô giấy, độ rộng băng giấy, Taper (độ căng lõi, độ căng lô đầy),
đường kính lõi lô và đường kính lô đầy.
8.4. Hệ thống dẫn băng giấy cuộn và lấy ra -
Loại di chuyển cuộn giấy: Một đầu cảm nhận đọc băng giấy, tín hiệu thu
được đưa về thiết bị xử lý để điều khiển hệ thống cơ học chuyển động sang trái/
phải để đưa cả cuộn giấy chuyển động theo phù hợp với băng giấy. 53 lOMoAR cPSD| 41632112 -
Loại di chuyển hệ thống lô đỡ băng giấy: Một đầu cảm nhận đọc băng giấy,
tín hiệu thu được đưa vào thiết bị xử lý để điều khiển hệ thống cơ học chuyển động
sang trái/ phải để đưa băng giấy chuyển động bù lại sự sai lệch.
8.5. Bộ phận gia công sau in
Trong in flexo thường được gắn theo các thiết bị gia công sau in, các thiết bị này rất
khác nhau tùy theo đặc điểm của từng loại sản phẩm cần in. Thiết bị đi theo máy in
flexo có thể là: cuộn lại; ghép màng; chia cuộn; cắt định hình (cắt bế); dán v.v.
Tuy nhiên, phức tạp nhất và phổ biến nhất là hệ thống cắt bế sản phẩm. Có một số
loại quy trình cắt bế được sử dụng ngày nay, bao gồm cắt bế phẳng (flatbed die), cắt
bế laser và cắt bế quay (rotary die cutting). Nói chung, tên quá trình chỉ ra đặc điểm
của nó: cắt bế phẳng sử dụng khuôn dập và ép phẳng, laser liên quan đến việc sử
dụng máy cắt laser tốc độ cao, và sử dụng khuôn quay hình trụ và máy ép quay. Các
yêu cầu và thông số kỹ thuật được yêu cầu bởi một ứng dụng cắt bế cụ thể, ví dụ,
vật liệu, kích cỡ, dung sai, chi phí, thời gian quay vòng, v.v ... là cơ sở để xác định
loại quy trình cắt bế phù hợp nhất để sử dụng cho nó. Tuy nhiên, mỗi loại đều có
những ưu điểm và nhược điểm liên quan đến sản xuất
Cắt bế (cắt định hình) quay (Rotary die cutting)
Cắt bế quay là một loại cắt bế sử dụng khuôn hình trụ được thiết kế tùy chỉnh gắn
vào máy ép quay để chuyển đổi vật liệu. Vật liệu, thường ở dạng cuộn hoặc dạng
tấm riêng lẻ được đưa vào trạm cắt bế của máy in, trong đó có một ống cắt và một
ống đe (đỡ) cứng quay theo hướng ngược nhau dọc theo trục ngang của chúng.
Khuôn cắt quay có thể hoán đổi cho nhau, có thể là khuôn dập mềm hoặc rắn, đóng
vai trò là công cụ thực hiện thao tác cắt thực tế, trong khi ống đe (đỡ) đóng vai trò
là bề mặt mà khuôn cắt thực hiện. Khi băng (web) được đưa qua trạm giữa ống khuôn
cắt bế và ống đe, lưỡi dao cắt bế sẽ nén băng vật liệu vào ống đe cho đến khi lưỡi
dao bế xuyên qua vật liệu. Hành động này tạo ra các vết cắt, tạo khe hoặc đục lỗ
mong muốn. Sau đó, băng vật liệu được cuộn lại trên một trục chính hoặc tách thành các phần riêng biệt.
Hình 45: Nguyên lý cắt bế quay 53 lOMoAR cPSD| 41632112
Khuôn cắt định hình được sử dụng trong cắt bế quay là khuôn dập rắn, khuôn có thể
điều chỉnh hoặc dụng cụ tấm từ tính. Các khuôn khắc có dung sai cao hơn nhiều và
được gia công từ một thanh thép đặc thường được làm từ thép công cụ. Khuôn có
thể điều chỉnh có lưỡi dao có thể tháo rời có thể dễ dàng thay thế bằng các lưỡi khác,
do bị mòn hoặc để cắt một vật liệu khác, trong khi dụng cụ tấm từ tính có một hình
trụ có nam châm đặt trong đó, và một tấm kim loại khắc được gắn hoặc quấn quanh
xi lanh cơ sở giữ nó bằng lực của nam châm.
Hình 46: Các loại khuôn cắt bế
Để quá trình cắt bế quay hoạt động trơn tru và ở công suất tối ưu, cần xem xét một
số yếu tố, chẳng hạn như cấu hình và cài đặt của máy cắt bế quay, vật liệu được cắt
và các đặc tính của nó, cũng như loại khuôn cắt quay sử dụng.
Hình 47: Nguyên lý hoạt động của hệ thống cắt bế quay 54 lOMoAR cPSD| 41632112
Hình 48: Máy cắt bế quay thực hiện nhiều thao tác trong dây chuyền, bao gồm cắt bế
(die cutting), rạch /mổ (slitting) ra và tua lại (rewinding) 55
Chương 4: CÔNG NGHỆ IN FLEXO
Mục tiêu: Học sinh biết về công nghệ in trên các máy in flexo, đồng thời biết thực
hiện các công việc từ chuẩn bị và làm các việc trong sản xuất ra sản phẩm trên máy in flexo.
I. QUÁ TRÌNH SAO TRUYỀN HÌNH ẢNH KHI IN
Để tạo ra tờ in có các hình ảnh, chữ bằng máy in được chia thành 2 giai đoạn khác
nhau: 1) truyền mực sang vật liệu dưới dạng các hình ảnh, chữ; 2) Quá trình khô và
bám lớp mực trên vật liệu.
1. Quá trình tạo ra tờ in trên máy in
1.1. Quá trình tạo ra hình ảnh -
Để tạo ra được tờ in có những hình ảnh, chữ như mong muốn thì phải truyền
lênbề mặt vật liệu mang hình ảnh vật liệu một lớp mực có mật độ quang học khác
với bề mặt vật liệu, sự khác nhau về mật độ quang học của mực và vật liệu (độ tương
phản) càng nhiều thì hình ảnh nhìn càng rõ. lOMoAR cPSD| 41632112 -
Quá trình truyền lớp mực lên bề mặt vật liệu này gọi là quá trình tạo ra hình
ảnh hoặc là quá trình in. -
Để truyền lớp mực lên bề mặt vật liệu tạo thành tờ in thì quá trình truyền mực
đó phải thỏa mãn các điều kiện sau:
+ Độ dày lớp mực phải đủ lớn để phủ kín hết bề mặt vật liệu hoặc độ dày định trước.
+ Hình dạng của lớp mực phải đúng theo bản mẫu hoặc yêu cầu định trước.
+ Vị trí hình ảnh trên tờ in phải đúng theo yêu cầu và không thay đổi trong suốt
quá trình in một sản phẩm
+ Lớp mực phải được bám chắc và khô trên bề mặt vật liệu
+ Quá trình truyền lớp mực để tạo hình ảnh từ khuôn in sang giấy có thể được
truyền trực tiếp, có thể được truyền gián tiếp qua một ống chung gian.
+ Quá trình truyền hình ảnh của máy in flexo chủ yếu là ở trạng thái động nghĩa
là hình ảnh được truyền trong khi các ống, băng giấy đều chuyển động, và dạng
truyền trực tiếp/ gián tiếp từ bề mặt này tới bề mặt khác theo chiều quay của ống
+ Mỗi một vòng quay của ống bản trong máy in flexo có thể tạo ra được một
tờ in hoặc nhiều tờ in tùy theo khuôn khổ của tờ in và chu vi của ống bản.
1.2. Quá trình tạo ra tờ in -
Một quá trình tạo ra tờ in bao gồm những giai đoạn khác nhau nhưng chúng
đềuđược chia thành 2 việc độc lập nhau là: truyền mực từ máng mực lên lô anilox,
sau đó mới truyền từ lô anilox lên các phần tử in trên bản. 56 lOMoAR cPSD| 41632112 -
Đồng thời quá trình đưa băng giấy hoặc vật liệu in vào vị trí giữa ống bản và ống
in, tại đó sẽ xảy ra quá trình truyền hình ảnh từ khuôn in lên giấy nhờ áp lực in để tạo thành tờ in. -
Tiếp đó tờ in được sấy khô để sang cụm in kế tiếp để in màu tiếp theo. Khi in
hết các màu nó sẽ chuyển đến bộ phận sấy khô cuối cùng rồi qua hệ thống gia công sau in hoặc cuộn lại. -
Đối với phương pháp in flexo có nhiều dạng máy khác nhau, nên trong một
vòng quay của ống bản có thể in được một hoặc nhiều sản phẩm giống nhau, tùy
từng sản phẩm và ống bản. 2. Quá trình lăn ép in -
Quá trình lăn ép in trong in flexo là mặt cong ép lên mặt cong khi các ống này chuyển động quay tròn. -
Để truyền hình ảnh chính xác về hình dạng từ ống bản sang tờ in, khi chúng
đều chuyển động thì vận tốc dài tại chỗ tiếp xúc phải bằng nhau, nghĩa là vận tốc
tương đối giữa chúng phải bằng không (Vk = Vg). Trong máy in người ta thiết kế
máy để làm được điều đó, trong quá trình in người thợ phải căn cứ vào từng loại
máy in để điều chỉnh độ dầy bọc ống bản phù hợp. -
Vận tốc dài Vt = ω.R. Do đó nếu máy in được thiết kế đạng ống bản và ống in
có bán kính bằng nhau, thì kiểu răng, số răng trên bánh răng tiếp xúc của chúng đều
giống nhau để đảm bảo vận tốc góc (ω) chúng bằng nhau. -
Trong các máy in, các đơn vị in phần lớn là các ống tròn được chuyển động
nhờ các bánh răng gắn kết với nhau để đảm bảo chúng chuyện động cùng nhau trong
quá trình in. Muốn vận tốc dài tại các điểm tiếp xúc bằng nhau thì chúng phải nằm
trên đường tròn phân độ (pitch circle) của bánh răng. -
Như vậy, khi dán tấm bản lên ống bản thì độ dầy tổng cộng của bản và vật
liệu lót, dán phía dưới phải nằm trên đường tròn phân độ của bánh răng ống lOMoAR cPSD| 41632112 -
Hình49 :Truyền hình ảnh trên đường tròn phân độ
Ngoài ra trong in flexo bản in thường khá dầy và có thể dùng các bản có độ dầy
khác nhau, nên quá trình in có sự sai số nhất định đó là kích thước của hình ảnh, theo
chiều quay của ống. Độ dài thêm này phụ thuộc vào chiều dày của bản, kích thước của ống bản.
Độ dài ra tính theo công thức A= L−[2π(T−0.1)] L
Trong đó: A độ dài tăng thêm khi cuộn lại L chu vi của ống bản
T chiều dầy của bản khi lên khuôn (độ dày bản + độ dày vật liệu lót) -
Để khắc phục hiện tượng này khi làm phim âm bản cho chế khuôn in flexo,
người ta phải rút ngắn hình ảnh lại theo công thức sau: % giảm = KR ∗ 100%
Trong đó : K hệ số phụ thuộc vào độ dày của bản
R= 2π r (r: bán kính ống + độ dày vật liệu bọc lót)
Hệ số K lấy trong bảng tính sẵn Độ dày bản K (mm) Độ dày bản K (mm) mm ( ) ( mm ) 0.7 3.9 2.8 17.0 1.7 9.8 3.1 19.1 2.0 11.9 3.9 23.9 2.2 13.5 4.7 29.0 2.5 15.1 6.3 39 2.7 16.2
Ví dụ : Bán kính ống bản là 500 mm, độ dày bản là 2 mm, không lót Thì
R = 2π r = 2*3.14*(500+2) = 3152.6 % giảm .6 ∗100% = 0.37%
II. MỘT SỐ YẾU TỐ CƠ BẢN LIÊN QUAN TỚI SỰ TẠO RA HÌNH ẢNH
1. Áp lực in và quá trình truyền mực
1.1. Tác dụng và các dạng tạo áp lực in: -
Áp lực in để truyền lớp mực sang giấy in để tạo thành các hình ảnh trên tờ in
nếu không có áp lực in thì không thể truyền mực được 59 lOMoAR cPSD| 41632112 - 58
Áp lực in bao gồm: áp lực giữa ống bản với lô anilox và ống bản với ống ép in.
Tìm sự cân bằng áp lực thích hợp có thể khó khăn. Áp lực quá lớn có thể gây ra lỗi
in flexo như tăng điểm (dot) quá mức và tạo vòng quầng (halo), trong khi quá ít áp
lực có thể gây ra lỗi mất điểm (dot) in. -
Các dạng tạo áp lực in. Phần lớn trong các phương pháp in để tạo áp lực đều
dùng lực ép của các bề mặt lên nhau trong đó có một bề mặt cứng không lún và một
bề mặt mềm có khả năng lún và đàn hồi. Đối với in flexo thì áp lực in được tạo ra
do lực ép của ống in có bề mặt cứng lên bề mặt khuôn in có bề mặt mềm và có khả năng đàn hồi. -
Áp lực in để tạo ra hình ảnh trong in flexo thường tạo ra bởi dùng mặt cong
ép lên mặt cong do đó lực ép in được phân bố trên một dải (nip) chạy dọc theo đường
sinh của các ống tại chỗ tiếp xúc.
2.2. Ảnh hưởng của áp lực đến chất lượng truyền hình ảnh
- In Flexo là một quá trình nhạy cảm với áp lực
- Bản và mực tốt nhưng nếu không đạt được áp lực vừa đủ để chuyển mực đều thì
sản phẩm in vẫn không hoàn toàn đạt yêu cầu.
- Áp lực truyền in phải vừa đủ để truyền lượng mực theo yêu cầu, nhìn chung in
flexo trên những vật liệu có bề mặt phẳng và lượng mực truyền mỏng nên áp lực in không lớn lắm.
- Nếu áp lực quá nhỏ thì lượng mực truyền sang tờ in không đủ làm cho hình ảnh
nhạt hoặc không đều do hình ảnh lên chưa hết.
- Nếu áp lực quá lớn làm cho hình ảnh truyền sang tờ in bị tòe nét, mất độ chính xác
của hình ảnh, hình ảnh không sắc, mực không đều. Ngoài ra làm cho bản phần tử
in trên bản bị mòn nhanh.
- Điều chỉnh áp lực in. Để điều chỉnh áp lực in người ta điều chỉnh vị trí của ống bản
với lô anilox và ống bản với ống in.Thực chất là điều khiển khoảng cách giữa các
ống. Tất cả các máy in đều có vị trí ép in và nhả ép in khi không in.
- Nhiều chuyên gia in khuyên nên bắt đầu điều căn chỉnh lực ép in với màu cuối
cùng được đặt và làm việc trở lại màu đầu tiên trên máy in. Bằng cách này, máy in
có thể thấy ngay các điều chỉnh của chúng, phân tích chúng và thực hiện các điều
chỉnh bổ sung nếu cần thiết. lOMoAR cPSD| 41632112 -
2. Sức căng bề mặt và quá trình nhận mực khi in
2.1. Sức căng bề mặt của vật liệu in
Trong công nghệ in việc truyền mực lên bề mặt vật liệu in là điều quan trọng nhất
có tính quyết định, điều này lại được quyết định bởi sức căng bề mặt của vật liệu in
với mực in. Mực muốn bám lên bề mặt vật liệu thì trước hết mực đó phải có khả 61 lOMoAR cPSD| 41632112
năng thấm ướt tốt lên bề mặt vật liệu, nó liên quan đến sức căng bề mặt vật liệu và
mực. Mực phải làm ướt bề mặt vật liệu hoàn toàn: để cho mực ướt trên vật liệu thì
mực phải có trị số sức căng bề mặt thấp hơn vật liệu. Sức căng bề mặt được quy định
là DIN, theo quy chiếu trị số DIN của các vật liệu cần nằm trong khoảng từ 36s –
42s thông thường là từ 38 đến 40. Mực in flexo có thể khác nhau nhưng khi trị số
DIN của mực thấp hơn 36 thì mực sẽ thấm ướt. Chế hóa điện từ bề mặt vật liệu in flexo
Chế hóa bề mặt là một phần trước khi in, đảm bảo đúng và đầy đủ độ bám dính mực
và thường có thể làm cho quá trình in hiệu quả hơn. Một số vật liệu là không thể in,
trừ khi họ đã trải qua xử lý bề mặt. Chất có ái lực thấp cho các loại mực in (sức căng
bề mặt thấp) có thể được sửa đổi để cải thiện khả năng in của chúng. - Hóa trị/ Xử
lý điện tích ( corona treatment ). Phương pháp phổ biến nhất hiện nay là xử lý điện
tích (corona), điều này làm tăng khả năng in bằng cách áp dụng một điện áp cao,
điện tích tần số cao cho các băng vật liệu. Vật liệu được xử lý bởi các nhà sản xuất
cho khả năng in cuối cùng có thể dừng độ điều trị của chúng đến khi in thành công
Máy in băng rộng của túi nhựa và màng laminates thường có xử lý điện trường
(corona) trên phần nạp vật liệu của máy in, cho phép họ nâng cao sức căng bề mặt
(dyne) ngay lập tức trước khi in. Những xử lý, không chỉ làm tăng diện tích bề mặt,
mà còn đốt đi chất trơn trượt và bụi, mà còn cải thiện chuyển mực và độ bám dính.
Xử lý bề mặt thường được sử dụng trong in ấn và quá trình chuyển đổi khác để làm
thay đổi các đặc tính bề mặt của vật liệu. Quá trình điều trị có thể được thiết kế để
cải thiện tính chất thấm ướt của vật liệu, trong đó ảnh hưởng quá trình mực và keo
sẽ chảy ra trên bề mặt của vật liệu. Phương pháp điều trị cũng có thể được sử dụng
để tăng cường sự gắn kết giữa các bề mặt và các vật liệu sử dụng hoặc loại bỏ tĩnh
điện đã tích lũy trên bề mặt vật liệu. Công nghệ xử lý bề mặt đóng một vai trò quan
trọng trong việc chuẩn bị các bề mặt của nhiều loại vật liệu thường được sử dụng
bao bì (giấy, nhựa, màng, vv) cho các bước xử lý tiếp theo.
Hầu hết các vật liệu bằng màng Polyme có trị số DIN thấp hơn 36. Trong trường hợp
này thì phương pháp phổ biến nhất là tăng mức DIN của chất nền bằng cách dùng
biện pháp xử lý tích điện bề mặt. Biện pháp xử lý tích điện là nạp điện để ôxit hoá
bề mặt in nhằm tăng trị số DIN. Xử lý này cũng có tác dụng đốt cháy các tạp chất
bề mặt như các chất dẻo bám vào bề mặt. Thuật ngữ "đốt cháy" ở đây chỉ là ước
định. Bề mặt thực ra không bị cháy mà được xử lý bằng cách loại bỏ các chất ô
nhiễm bề mặt. Kết quả cuối cùng là có một chất nền có trị số DIN cao. Phải cẩn
trọng khi tiến hành xử lý điện hoa.
Khi trị số DIN của chất nền không đủ cao, thì vấn đề phổ biến nhất là gây rỗ
châm kim. Khi kiểm tra vật liệu in bằng kính hiển vi thấy rõ các lỗ châm kim tại các
khu vực được in càng xử lý kém thì các lỗ châm kim càng tồi tệ. Các vấn đề khác về 62 lOMoAR cPSD| 41632112
công suất in và độ kết dính sẽ phát sinh khi sức căng bề mặt của mực đối với vật liệu không đúng.
2.2. Sức căng bề mặt của các loại mực in gốc nước
Hầu hết các dung môi có các trị số DIN 20s hoặc 30s, khi phối hợp với các
chất nhựa, bột màu và các phụ gia thì mực dung môi thành phẩm sẽ thường có trị số
DIN trung bình là 30s. Do vậy vật liệu nào có trị số DIN cao hơn 30s hoặc thấp hơn
40s sẽ được thấm ướt. Trị số DIN của nước nằm trong khoảng 72.8
Chất nhựa nhũ tương (emulsion) dùng trong thành phần mực hoà tan trong
nước có trị số DIN thấp khi thêm nước vào thì sức căng bề mặt được tăng. Nhằm tạo
cho các loại mực có được một mức DIN phù hợp người ta đã bổ sung vào các lượng
nhỏ của dung môi cần thông dụng vào chất có hoạt tính bề mặt. Chất có hoạt tính bề
mặt là một danh từ chung chỉ nhiều loại phụ gia có trên thị trường. Một danh từ khác
của chất có hoạt tính bề mặt là "chất làm ẩm".
Thuật ngữ "mực có gốc nước" không có nghĩa là "không có dung môi".
Thông thường sẽ có các lượng nhỏ của các chất dễ bay hơi (volatiles) được thêm vào
để hạ thấp trị số DIN và để tăng công suất in. Các công ty mực luôn tìm tòi để chế
tạo ra các loại mực có VOC bằng không và có thể chế được tuy nhiên chúng lại có
khả năng in ấn kém và thường có các thuộc tính chịu đựng kém. Việc bổ sung thêm
các loại hoá chất này giúp cho mực được thấm ướt trên chất nền thường bằng cách hạ thấp trị số DIN.
3. Lượng mực và chất lượng mực truyền lên bản in
3.1. Điều chỉnh lượng mực truyền lên bản in
- Việc điều chỉnh được thực hiện bởi một lô xoay bọc cao su hoặc bởi dao gạt.
Mực trong các ô chứa nhỏ sau đó sẽ được truyền tới bản in và tới vật liệu.
- Điều quan trọng là phải hiểu rằng chức năng chính yếu của lô anilox là để đo lường
và điều chỉnh lượng của mực tới bản in.
- Lượng hay dung lượng mực in được quyết định bởi số lượng và kích cỡ của các ô
chứa nhỏ được khắc trên lô anilox và phương pháp hiệu chỉnh hay phương pháp
gạt trên mặt lô. Hiện tại có 3 phương pháp hiệu chỉnh được sử dụng. Phương
pháp điều chỉnh mực bằng lô máng mực
- Phương pháp cổ nhất và thông dụng nhất được sử dụng trong công nghiệp là hệ
thống hai con lăn. Hệ thống này dùng một lô được bọc bằng cao su hay chất dẻo
đàn hồi. Được chuyển động bởi một hệ thống truyền tải riêng và quay với vận tốc
không đổi thông thường chậm hơn nhiều so với lô anilox. Các lô anilox phải được
giữ đúng vận tốc dài bề mặt như ống bản in nhằm đạt được độ truyền mực mịn tới
bản in. Việc này thường được hoàn thiện qua một bộ truyền chuyển động bánh 63 lOMoAR cPSD| 41632112
răng từ ống ép in tới ống bản in, và ống bản in này lại tải lô anilox để đảm bảo cho
tất cả đều giữ được tốc độ như tốc độ bề mặt.
Lô anilox quay với tốc độ khác biệt với lô máng mực. Sự khác biệt vòng quay giữa
hai lô này tuỳ thuộc vào tốc độ vận hành máy in. Tỷ lệ này nằm trong khoảng cứ 3
vòng quay của lô anilox thì có một vòng quay của lô máng mực bọc cao su. Mức tỷ
lệ cao với tỷ lệ 10/1 hoặc 12/1
Vòng quay của lô máng mực sẽ có tác dụng như thao tác chùi mực, do vậy sẽ hiệu
chỉnh được một lớp mực đều trên trên bề mặt của lô anilox. Điều quan trọng là độ
cứng của lớp màng bảo vệ lô máng mực phải tương thích với tổng các ô nhỏ được khắc trên lô aninox.
Nếu lớp màng này quá mềm thì khi tiếp xúc, màng sẽ có tiết diện lớn hơn và quá
nhiều mực in sẽ tràn tới bề mặt của lô anilox. Khi xảy ra điều này thợ vận hành máy
in phải tiến hành thêm các hiệu chỉnh cạnh máy in tại nấc này. Lực nén quá mức trên
lô aninox của lô máng mực sẽ làm cho mài mòn đối với cả hai lô và trong các trường
hợp nghiêm trọng có thể gây cong hoặc bẻ gẫy cổ trục lô bằng thép.
Lưỡi dao gạt góc ngược (âm)
- Một số loại máy in được bổ sung thêm lưỡi gạt góc ngược vào hệ thống hai lô đạt
được sự điều tiết tốt hơn đối với việc truyền dẫn lớp mực trên một diện rộng hơn của
các tốc độ vận hành. Khi sử dụng hệ thống lưỡi gạt góc ngược nơi lô máng mực
truyền dẫn mực sang lô aninox thì điều quan trọng là không được đặt lô máng mực
tiếp xúc với lô anilox. Phải giữ được khe hở ít nhất là 0,002mm trong quá trình máy
in vận hành. Các khe hở nhỏ hơn giữa lô máng mực và lô anilox có thể không cho
được độ dày lớp màng mực đủ để bôi trơn cánh gạt hiệu chỉnh làm cho chóng mòn
cả lưỡi dao gạt lẫn lô anilox.
Các lưỡi gạt góc ngược chủ yếu được sử dụng không có lô máng mực bọc cao su.
Trong hệ thống này bề mặt của lô anilox được ngậm mực hoặc bằng cách một phần
được ngâm vào bình chứa mực hoặc qua một hệ thống bơm mực. Rất nhiều các loại
mực máy in flexo đã được thiết kế với hệ thống lưỡi gạt hiệu chỉnh đảo góc đơn
chiếc. Lưỡi gạt hiệu chỉnh phải tiếp xúc với bề mặt của lô anilox với một góc 300 so
với điểm tiếp tuyến dung sai cho phép ±20. Tại góc này lưỡi gạt cắt bỏ hoặc nạo
lượng mực dư từ bề mặt của lô anilox chỉ để lại lượng mực ở trong các ô nhỏ để
truyền tới bản in. Hệ thống lưỡi gạt đảo góc cho phép có được độ dày của lớp mực
chính xác để truyền tới bản in theo các tốc độ vận hành, mà không cần phải 64 lOMoAR cPSD| 41632112
tiến hành hiệu chỉnh cạnh máy in. Việc cài đặt áp lực cho lưỡi gạt hiệu chỉnh góc
ngược cần được giữ ổn định với mức ổn định tối thiêủ để truyền lớp màng mực
mỏng một cách đồng đều.
Điều chỉnh mực trong hệ thống dao gạt buồng
Hệ thống điều chỉnh buồng dao gạt là một hệ thống mới nhất được sử dụng trong
công nghiệp in flexo. Buồng dao gạt này gồm hai lưỡi gạt. Một cái là lưỡi gạt góc
ngược làm chức năng hiệu chỉnh lượng mực thực tế từ lô anilox còn cái khác là lưỡi
chặn để giữ mực trong buồng chứa. Hai lưỡi gạt được cài đặt sẵn tại các góc riêng
để hiệu chỉnh mực chuẩn xác được gắn chặt vào tấm phía sau taọ thành một hộp ba
cạnh. Khi sử dụng bộ này vào lô anilox thì buồng lưỡi gạt được định hình giữa lô
anilox và cấu kiện ba cạnh này. Các cạnh của lô anilox được bịt bởi các tấm bằng
nỉ, cao su, hoặc bằng các nguyên liệu nhựa. Cơ cấu bịt cạnh này có thể theo nguyên
lý lò so nén hoặc nén áp. Khi mực được bơm vào buồng nó sẽ được nạp áp.
Hệ thống buồng gạt hiệu chỉnh giúp cho việc giảm sự bay hơi dung môi hoặc nước
từ mực in giữ cho các tính lưu biến của mực được kiểm soát. Một yếu tố đặc thù
trong việc vận hành hệ thống buồng gạt điều chỉnh là các cài đặt về áp lực phải được
ổn định theo chỉ định của nhà chế tạo thiết bị. Một vài trong số các bộ này có các bộ
điều khiển nạp áp không khí còn các loại khác lại có các bộ điều khiển bằng tay với
bộ vít được lắp sẵn được dùng bảo vệ hoặc chống quá áp. Không được hiệu chỉnh
các chốt này. Cài đặt quá áp có thể làm hỏng lô anilox trong một thời gian rất ngắn.
Chú ý: Khi tiếp xúc với các lưỡi gạt hiệu chỉnh để tiến hành vệ sinh hay lắp ráp phải
tuân thủ các cảnh báo an toàn. Bất kể lưỡi gạt được làm bằng các loại nào thì các
lưỡi đó cũng rất sắc và có thể gây thương tích nếu bất cẩn. Các lưỡi gạt bằng thép
thường có độ dày từ 0,004mm đến 0,009mm nên có thể coi như dao cạo.
3.2. Căn chỉnh hệ thống chứa mực trong in flexo
Khay chứa mực được thiết kế chuẩn là loại chứa được một lượng mực tối thiểu. Điều
này là để giảm một lượng mực hồi của máy in phải tái sử dụng khi tiến hành một
đợt in mới. Ngoài ra việc giữ được ổn định một lượng mực tối thiểu trong xitec còn
có tác dụng làm cho sự cân bằng dung môi được kiểm định tốt hơn.
Xitec mực cũng cần phải có độ tuần hoàn tốt qua toàn bộ bàn in. Điều này sẽ giảm
xu thế mực bám bẩn vào bản. Đặc biệt quan trọng là khi sử dụng các chất màu kim
loại và cũng đối với các loại mực trong suốt không có độ tán sắc cao.
Xitec mực cần được che để tránh thất thoát dung môi khi máy chạy. Điều này không
chỉ tiết kiệm được tiền bạc bằng việc giảm lượng dung môi pha chế cần thiết 63
mà còn giữ được độ cân bằng dung môi trong mực ổn định hơn dẫn tới kết quả in rõ ràng hơn. lOMoAR cPSD| 41632112
3.3. Lọc mực in khi in
Khi mực được chế tạo đã được lọc khi rót vào thùng vận chuyển. Sau khi mực
được cho vào các xitec có thể bị ô nhiễm bởi hàng loạt các yếu tố. Nếu in trên
giấy chủ yếu bị ô nhiễm bởi các bột giấy.
Bất kể vật liệu được in nào thì luôn có thể xảy ra hiện tượng bị ô nhiễm. Để loại bỏ
hiện tưọng ô nhiễm này cần dùng các bộ lọc đặt cạnh máy in. Điều này tránh cho
việc lô anilox bị tắc hoặc in bẩn.
Bất kỳ loại mực nào trước đó đã dùng trên máy in trước khi đưa vào sử dụng lại đều phải được lọc.
Mực sạch là điều tuyệt đối cần thiết đối với chất lượng cao của sản phẩm in.
Với các loại máy in có cánh gạt hiện nay chất cặn bẩn có thể bị đóng cứng
dưới cánh gạt và gây hỏng lô anilox.
III. CÔNG NGHỆ SẢN XUẤT IN FLEXO 1. Khái niệm -
Đây là các bước làm trên máy in flexo để tạo ra sản phẩm từ đầu đến cuối.
Các bước công việc này nhiều hay ít đơn giản hay phức tạp phụ thuộc vào loại
máy in và đặc điểm của sản phẩm cần in. -
Các công việc có thể được chia thành các giai đoạn: Chuẩn bị in, In và Kết
thúc in. Những công việc này có thể do một số người cùng làm trong quá trình sản xuất. -
Khi nhiều người cùng làm nên phân công nhiệm vụ, trách nhiệm của từng
người phù hợp với khả năng của họ. -
Trong khi làm việc phải phối hợp với nhau tốt để đảm bảo công việc nhanh
chính xác và an toàn. 2. Công việc chuẩn bị
2.1. Chuẩn bị sản xuất
1) Xem phiếu sản xuất để biết công việc cần làm, thời gian làm, xem sổ bàn giao ca
để biết tình trạng của máy in và các công việc cần làm tiếp theo.
2) Căn cứ vào phiếu sản xuất để xuất vật tư như giấy, vật liệu in (về chủng loại, số
lượng), mực in và các dung môi pha (loại mực, dung môi, số lượng, đơn pha
chế…) và một số vật tư khác liên quan đến công việc cần làm.
3) Chuẩn bị loại lô anilox phù hợp với sản phẩm hoặc mực cần in.
4) Chuẩn bị ống bản có cỡ phù hợp với công việc cần in.
5) Nhận bản in và kiểm tra bản về kích thước, độ dày, độ cứng, chất lượng phần tử
in và không in. Cắt bản theo yêu cầu và làm sạch bản. 6) Chuẩn bị vật liệu và
dụng cụ dán khuôn lên ống bản.
7) Chuẩn bị vật liệu cán láng theo yêu cầu của sản phẩm. (nếu có) 66 lOMoAR cPSD| 41632112
8) Kiểm tra sơ bộ máy in và làm công tác bảo dưỡng trước khi in, cho máy vận
hành thử để kiểm tra toàn bộ hệ thống máy từ đầu đến cuối.
2.2. Chuẩn bị máy in
- Kiểm tra toàn bộ máy và các thiết bị đi kèm
- Tra dầu mỡ và các vị trí theo quy định
- Cho máy vận hành thử để kiểm tra toàn bộ
Cài đặt thông số máy in
Ghi nhật ký công việc được tiến hành là một công cụ quan trọng đối với các vấn đề
phải xử lý sau này. Phải ghi vào nhật ký các giữ liệu số, các cài đặt máy in, điều kiện
trạng thái mực in, thông tin về vật liệu in, các điều kiện về xưởng in. Công nghệ in
bao gồm hàng loạt các yếu tố khác nhau như vật liệu in, chủng loại và tuổi thọ của
máy in, công suất sấy, tốc độ máy in, các chủng loại mực, hỗn hợp dung môi, thời
gian trong năm và các điều kiện xưởng in. Có thể ghi tài liệu cho từng đợt in, theo
mỗi chủng loại công việc. Thậm chí nếu có thể tra cứu lại thông tin này nếu sau này xẩy ra sự cố.
2.3. Chọn lô anilox
- Chọn loại lô anilox phù hợp với loại vật liệu và sản phẩm cần in
2.4. Chọn ống bản và dán bản
Đây là quá trình dán các miếng bản là cao su hoặc photopolymer lên ống bản, tại
những vị trí cố định phù hợp với từng loại sản phẩm.
- Chọn loại ống bản có đường kính phù hợp với loại sản phẩm cần in
- Khi lên khuôn có thể dán từng miếng bản chứa các hình ảnh, chữ rời rạc, có thểdán
cả miếng lớn quanh ống bản, tùy thuộc vào loại máy in và cách chế tạo bản in. Quá
trình dán bản lên ống bản đòi hỏi phải chính xác, nhất là sản phẩm in nhiều màu.
- Thông thường người ta dùng keo dán hoặc băng dính 2 mặt để dán. Loại keo
hoặcbăng dính này phải đảm bảo giữ bản chắc và cố định trên ống trong suốt quá trình in.
- Việc dán bản lên ống khuôn có thể có thể được tiến hành bởi thiết bị dán bản và
kiểm tra bằng hệ thống màn hình.
- Nói chung có nhiều cách dán khác nhau tùy thuộc vào thiết bị và kinh nghiệm củangười thợ.
2.5. Chuẩn bị mực in
- Pha màu mực theo yêu cầu (nếu cần thiết)
- Pha dung môi vào mực để đạt độ nhớt theo yêu cầu
Hệ thống bơm mực
Hiện nay có nhiều chủng loại bơm mực, nhưng những loại bơm ly tâm. Loại bơm
ly tâm được sử dụng rộng rãi ngày nay, nó vận hành tốt đối với các đợt in dài và ít 67 lOMoAR cPSD| 41632112
cần bảo dưỡng có tác dụng tuần hoàn mực tốt. Bất kể việc sử dụng loại bơm nào
cũng cần phải tuân theo các chỉ định sau: Bơm phải thiết kế bằng các loại vật tư
tương đồng với các thành phần của mực; Nếu sử dụng loại mực có gốc nước thì điều
quan trọng bơm đó phải là loại chống gỉ; Nếu dùng loại mực có gốc dung môi thì
bơm phải có các bộ phận chịu được dung môi mực các loại.
Ống mềm hồi mực phải được ngâm vào trong xitec mực càng thấp càng tốt, có nghĩa
là luôn ở dưới bề mặt mực. Điều này tránh được hiện tượng gây bọt trong bơm mực.
Mặc dầu đây là điều quan trọng đối với các loại mực gốc nước nó cũng rất có ích
đối với các loại mực gốc dung môi. Bơm phải truyền được dòng mực theo yêu cầu
với giải rộng về độ nhớt tầm đẩy và tốc độ và lưu ý rằng bơm càng phổ dụng càng
tốt. Nó phải là loại dễ vệ sinh và không có các bề mặt bên trong lưu giữ mực khô.
Hệ thống đẩy mực phải có chế độ tự xả khi bơm được ngắt nếu không cặn mực sẽ
tăng và gây khó khăn hơn cho việc vệ sinh.
Mực in flexo có xu thế bị lắng khi để trong hộp chứa do vậy cần hoà trộn các phụ
gia dung môi một cách kỹ lưỡng và nhanh chóng trước khi được tuần hoàn tới bản
in. Nếu dùng loại bơm pistông, bơm vít, bơm nhu động hay bơm màng cần bổ sung
thêm bộ khuấy nhỏ. Đầu nhận của bơm cần phải chạm tới gần như sát đáy của bình
chứa mực để hút các chất nặng hơn và có được công suất đẩy tối đa tại điểm cuối hành trình.
Máng/ khay chứa mực
Khay chứa mực được thiết kế chuẩn là loại chứa được một lượng mực tối thiểu. Điều
này là để giảm một lượng mực hồi của máy in phải tái sử dụng khi tiến hành một
đợt in mới. Ngoài ra việc giữ được ổn định một lượng mực tối thiểu trong xitec còn
có tác dụng làm cho sự cân bằng dung môi được kiểm định tốt hơn. Khay mực cũng
cần phải có độ tuần hoàn tốt qua toàn bộ bản in. Điều này sẽ giảm xu thế mực bám
bẩn vào bản. Đặc biệt quan trọng là khi sử dụng các chất màu kim loại và cũng đối
với các loại mực trong suốt không có độ tán sắc cao. Khay mực cần được che để
tránh thất thoát dung môi khi máy chạy. Điều này không chỉ tiết kiệm được tiền bạc
bằng việc giảm lượng dung môi pha chế cần thiết mà còn giữ được độ cân bằng dung
môi trong mực ổn định hơn dẫn tới kết quả in rõ ràng hơn.
Khi in mực phải được lọc trước khi rót vào thùng vận chuyển. Bất kể vật liệu được
in nào thì luôn có thể xảy ra hiện tượng bị ô nhiễm. Để loại bỏ hiện tưọng ô nhiễm
này cần dùng các bộ lọc đặt cạnh máy in. Điều này tránh cho việc lô bị tắc hoặc in
bẩn. Mực sạch là điều tuyệt đối cần thiết đối với chất lượng cao của sản phẩm in.
Với các loại máy in có dao gạt hiện nay chất cặn bẩn có thể bị đóng cứng dưới dao
gạt và gây hỏng lô anilox. 68 lOMoAR cPSD| 41632112
3. Công nghệ in flexo 3.1. Các bước làm
Tùy thuộc từng loại máy in và sản phẩm in, các công việc có thể khác nhau về chi tiết.
1) Lấy cuộn sản phẩm đã in trước ra khỏi máy, sau đó đặt lõi cuốn mới vào cho
công việc tiếp theo. Nếu là in sản phẩm được gia công sau in ngay trên máy thì
lắp và điều chỉnh hệ thống công tác đi theo phù hợp với từng loại sản phẩm cần in và cách in.
2) Lắp cuộn giấy hoặc vật liệu vừa in lên hệ thống lắp cuộn và làm các công việc
khác tùy thuộc từng loại máy và cách in.
3) Lấy mực cũ ra (nếu in mực khác) rửa sạch hệ thống chứa và bơm mực.
4) Chọn lô anilox phù hợp. Đặt lô anilox vào vị trí (nếu thay hoặc tháo ra rửa).
5) Thay ống bản: bỏ ống bản cũ ra và đặt ống bản mới vào đúng vị trí (có thể dùng
thiết bị nâng chuyên dụng). Khi đặt ống bản vào cần đánh dấu vị trí tiếp xúc của
các răng trên ống để tạo thuận loại cho việc điều chỉnh tay kê.
6) Kiểm tra áp lực giữa lô anilox – bản và ống bản - ống in, để đặt áp lực phù hợp
với loại sản phẩm in. Khi đặt áp lực in thì chúng phải ở vị trí ép in. Kiểm tra 2
đầu và giữa ống.Trước hết đặt áp lực giữa ống bản với lô anilox và ống bản với ống in.
7) Đưa mực vào máng chứa mực hoặc thùng chứa mực (mực trước khi đưa vào in
phải đảm bảo pha đúng màu và độ nhớt đã định trước)
8) Đặt chế độ sấy khô mực theo yêu cầu (nhiệt độ sấy, tốc độ gió, cường độ chiếu UV...)
9) Lấy tay kê: cho máy chạy chậm để điều chỉnh tay kê chính xác, với sản phẩm in
nhiều màu thì phải chồng chính xác.
10) Kiểm tra tờ in và ký bông in
11) Cho máy chạy ra sản phẩm để điều chỉnh các hệ thống làm việc sau in và hệ
thống sấy khô, cán, láng màng, cắt bế, dán, cuốn sản phẩm…
12) Kiểm tra toàn bộ công việc lần nữa và lấy sản phẩm mẫu để ký ký bông lần 2.
Tăng dần tốc độ in lên tốc độ dự tính. Điều chỉnh tất cả các bộ phận cho đồng
bộ, chính xác, ổn định.
13) Khi tất cả các công việc đã hoàn chỉnh, tờ sản phẩm đã được người có trách
nhiệm ký duyệt, thì tiến hành chạy sản lượng.
14) In sản lượng với tốc độ đã định trước, thường xuyên theo dõi máy chạy và kiểm
tra chất lượng tờ in trực tiếp trên máy hoặc qua hệ thống kiểm tra chất lượng.
Điều chỉnh kịp thời những sai lệch khi in để đạt chất lượng tờ in tốt nhất: kiểm 69 lOMoAR cPSD| 41632112
tra lượng mực truyền, độ căng của băng giấy, tay kê, chồng màu, độ khô của
mực, chất lượng cắt bế, gấp, dán...
15) Khi in hết số lượng dừng máy kiểm tra sơ bộ chất lượng và lấy sản phẩm ra để
chuẩn bị cho quá trình sản xuất tiếp theo.
3.2. Một số yếu tố ảnh hưởng tới chất lượng
in. - Dạng máy in
- Hệ thống cung cấp mực gồm: Tần số và cỡ của lô anilox; Hệ thống lô máng mực, dao gạt mực.
- Loại mực in: loại màu, Cường độ màu, Độ sạch mầu, Độ nhớt của mực, Độ bám
và tốc độ khô của mực.
- Vật liệu nhận hình ảnh: vật liệu nhận hình ảnh phải phù hợp với loại mực, phương
pháp làm khô, làm lạnh tờ in, tốc độ in.
- Bản in: sự đồng đều về độ dầy, độ cứng, độ phẳng của phần tử in, loại t’ram,
chấtlượng phần tử in, kích thước ổn định, độ bền vững cao, khả năng nhận và
truyền mực, mức độ chính xác và ổn định khi dán bản.
- Điều kiện in: quá trình lăn ép in, sao truyền hình ảnh, áp lực in, tốc độ in, khí hậu.
- Độ căng và chuyển động chính xác, ổn định của băng vật liệu.
- Người thợ in và môi trường sản xuất, điều kiện xung quanh.
3.3. Các yếu tố ảnh hưởng cần được kiểm
tra là: - Chất liệu và độ dày, độ cứng của bản
in - Độ nhớt của mực, sự bay hơi của dung môi - Độ đậm của mực
- Số ô chứa của lô anilox - Áp lực in - Áp lực dao gạt - Tốc độ in - Nhiệt độ sấy
4. Tiêu chuẩn của tờ in
- Tiêu chuẩn về hình học: Tất cả các hình ảnh trên tờ in phải có hình dạng theo bản
mẫu, hoặc yêu cầu của bản mẫu, kích thước của hình ảnh phải đúng với yêu cầu bản mẫu.
- Tiêu chuẩn vị trí: Tất cả các hình ảnh trên tờ in phải nằm đúng vị trí, theo yêu cầu
của maket và các vị trí này phải thống nhất cho tất cả các tờ in của một sản phẩm.
- Tiêu chuẩn về hình ảnh:
+ Tông màu (độ đậm nhạt) của hình ảnh phải đúng như bản mẫu. 70 lOMoAR cPSD| 41632112
+ Hình ảnh chồng màu phải chính xác
+ Hình ảnh phải đầy đủ, không thừa , thiếu +
Các nét hình ảnh, chữ phải sắc nét.
- Tiêu chuẩn về màu sắc:
+ Màu sắc của sản phẩm phải giống mẫu hoặc yêu cầu của bản mẫu.
+ Màu của tờ in của một loại sản phẩm phải giống nhau.
- Các tiêu chuẩn khác:
+ Vị trí của các hình ảnh phải phù hợp với cách gia công tờ in để tạo thành sản phẩm.
+ Lớp mực trên tờ in phải khô và bám chắc lên bề mặt vật liệu, hình ảnh không
được dính sang tờ in khác.
+ Tờ in không được nhăn, rách, bẩn
+ Cuộn sản phẩm phải thẳng, chặt
5. Kiểm tra chất lượng hình ảnh khi in
- Để kiểm tra chất lượng tờ in người ta căn cứ vào loại tờ in.
- Nếu in tờ rời thì lấy tờ in ra kiểm tra trực tiếp bằng mắt hoặc bằng thiết bị đo mật
độ quang học của mực trên tờ in.
- Nếu in giấy cuộn, thì sử dụng thiết bị kiểm tra trên máy bằng màn hình hiện thị
trên máy in; hoặc hệ thống gương phản chiếu được gắn trên máy bằng mắt quan
sát tờ in khi nó đang chuyển động trên máy.
Hình 50: Một số thiết bị kiểm tra chất lượng sản phẩm khi in
IV. MỘT SỐ SAI HỎNG THƯỜNG GẬP TRONG IN FLEXO
In Flexo là một công nghệ in được sử dụng khá phổ biến trong sản xuất bao bì mềm
và được khá nhiều nhà in sử dụng. Trong quá trình vận hành sản xuất chắc chắn sẽ 71 lOMoAR cPSD| 41632112
không thể tránh được các lỗi phát sinh, nhất là trong quá trình in. Sau đây là các lỗi
khi in thường gặp, nguyên nhân và cách khắc phục . T Lỗi in Nguyên nhân Cách khắc phục T 1
Mực in bị dính 1.Mực in không khô trên bề
1.Kiểm tra tỉ lệ dung môi bộ phận (blocking) mặt vật liệu
sấy,dùng dung môi có độ bay hơi nhanh
Là sự dính giữa 2.Dung môi phủ trên mực in 2.Giảm độ dày lớp mực: giảm độ nhớt, lớp mực in và bề 3.Lô thu cuộn quá nóng
kiểm tra bộ phận sấy mặt vật liệu 4.Áp
lực tại cuộn thu quá lớn 3.Giảm nhiệt độ sấy: Lắp lô lạnh (phải không mong 5.Xử lý carona được thực hiện giảm ít nhất 5 0C) muốn.Thường
trên cả hai mặt và thường xảy 4.Giảm áp lực cuộn thu
gây ra bởi áp lực ra khi quá trình xử lý này lại 5.Giảm áp lực khi quấn cuộn: Dùng tác hoặc
nhiệt độ được thực hiện với các thông nhân chống dính trong mực.Dùng đúng thay đổi số khác nhau màng
6.Chất làm dẻo gây ra hiện
6.Giảm áp lực khi quấn cuộn: Dùng tác
tượng chuyển dịch (ví dụ màng nhân chống dính. Dùng pigment ít dịch vinyl) chuyển 7.Dư ẩm trên vật liệu
7.Tăng nhiệt độ tại lô làm lạnh
8.Khối lượng của vật liệu quá
8.Giảm chiều cao cuộn vật liệu lớn (đầu ra) 2
Mực in bị lem 1.Thiết lập áp lực in chưa phù
1.Cài đặt lại áp lực in tại biên hợp
2.Làm sạch bản : Dùng dung môi ít bay (feathering)
2.Mực in khô trên khuôn in
hơi hơn, chắc chắn rằng nắp máng mực Đường biên tái
đã đóng (đối với hệ mực kín)
tạo không tốt, bị 3.Cài đặt thông số tại trục
3.Cài đặt thông số về áp lực, khoảng nhòe. anolox chưa đúng
cách giữa các trục trong hệ thống cấp Các vệt xuất mực. hiện quanh
4.Độ nhớt của mực in không 4.Chỉnh đúng độ nhớt: Đóng nắp hệ đường biên
kiểm soát tốt thống cấp mực.
thông thường do 5.Dung môi không giữ ổn định
5.Ổn định lại thành phần mực in mực
in không 6.Các vết dơ, bụi trên bề mặt 6.Lau bản: Giảm độ nhớt nhằm giảm độ phù hợp
vật liệu in bị bám lên khuôn in
dính: sử dụng thiết bị làm sạch máy in (nếu có) 7.Khuôn in chưa tốt 7.Làm lại khuôn in
8.Do hiện tượng tĩnh điện
8.Dùng thiết bị chống tĩnh điện.Giảm độ nhớt mực in.Lau bản 72 lOMoAR cPSD| 41632112 3 Mực in có bọt
1.Dung môi không giữ ổn định
1.Dung môi dạng ester nhằm bù
lại khí (foaming) 2.Độ PH hoặc độ nhớt không lượng mực hòa lẫn Có quá nhiều giữ ổn định
2.Chỉnh lại độ PH, giảm độ nhớt, thêm bọt tại máng
lượng nhỏ chất chống tạo bọt mực, tại hệ
3.Tỉ lệ các lô 1:1 tại hệ thống 3.Giảm
đường kính lô máng mực. thống bơm mực cấp mực
4.Bơm mực có điều bất
4.Giảm vận tốc bơm mực: Chỉnh chiều thường. cao đặt máy bơm
5.Bộ phận bơm mực và ống
5.Đảm bảo lượng mực đủ tại
dẫn mực hòa tan quá nhiều bọt máng.Nâng cao chiều cao của mực khí. trong máng.
6.Thiếu thành phần chống tạo 6.Thêm chất chống tạo bọt bọt trong công thức mực in
7.Mực in kém phẩm chất trong
7.Thay mực in mới đạt chất lượng. khi lưu khô
4 Mực in bị lốm 1.Mực in quá yếu hoặc độ nhớt
1.Thay mực mới hoặc làm nhạt màu đốm (mottled quá thấp
nhưng không làm thay đổi độ nhớt print)
2.Bề mặt bản in không đồng
2.Tăng áp lực giữa khuôn in và ống ép Lỗi in : Lớp đều
tăng độ nhớt, tăng chiều dày lớp mực, mực in không dùng bản mềm hơn.
đều: dẫn tới hiện 3.Có lớp màng bám trên bề mặt 3.Rửa bản với dung môi
mạnh.Làm lại tượng xuất hiện
bản trong quá trình làm bản. bản các đốm (như là
4.Có đốm dơ hoặc lỗ nhỏ trên 4.Ống ép in phải được làm sạch cẩn vỏ trái cam) ống ép in
thận khỏi mực in và các vật lạ hoặc sọc
5.Bề mặt vật liệu in không
5.Dùng bản và băng keo 2 mặt mềm đồng đều
hơn, kiểm tra lại mức độ xử lý bề mặt màng
6.Mực in không thấm ướt bề 6.Đảm bảo công thức pha mực mặt vật
liệu in đúng.Thay hệ mực, liên hệ với các nhà cung cấp mực , màng….
7.Mực in tạo thành dạng ô, lưới
7.Thay mực mới do dư thừa chất chống tạo bọt. 8.Bản bám vật thể lạ
8.Lau sạch bản, kiểm tra xem bộ phận
lọc mực có hoạt động tốt, kiểm tra xem
dung môi có làm hư hại bản in. 9.Trục anilox bị mòn
9.Kiểm tra trục anilox có bị mài mòn
dẫn đến vách ngăn bị to ra, thay trục
anilox có độ phân giải cao hơn. 5 Mực in tràn,
1.Pigment có dính bụi 1.Sử dụng pigment có độ phân tán cao, phần tử in
bị to bảo đảm rằng thiết bị bơm có ống dẫn nét mực sạch sẽ. (filling in)
2.Bị dơ có các vật lạ 2.Giống 1 73 lOMoAR cPSD| 41632112 Thừa mực in
3.Chữ, các chi tiết hoặc t’ram 3.Kiểm tra tính phù hợp của chữ các chi trên hoặc xung
chọn chưa phù hợp tiết hoặc t’ram cho in flexo quanh mép phần 4.Cân bằng dung môi trong
4.Thay mực in đúng công thức tử in, đặc biệt tại mực in
không ổn định những chi tiết
5.Khuôn in chế tạo bị lỗi
5.Kiểm tra lại hình dạng và
độ sâu phần nhỏ (hoặc chữ tử in: Nếu bản in quá mềm nên thay bản t’ram) có độ cứng cao hơn.
6.Cài đặt thông số tại vị trí tiếp
6.Tăng áp lực tại lô máng hoặc dao gạt
xúc khuôn in và ống ép không mực của các hệ thống cấp mực tương đúng ứng.
7.Mực in bị dính bám từ đơn vị
7.Kiểm tra lại tốc độ bay hơi của dung in trước đó
môi, kiểm tra bộ phận sấy.
8.Độ nhớt mực in cao 8.Kiểm tra độ nhớt , kiểm tra sự lựa chọn trục lô
anilox cho phù hợp. 9.Độ nhớt hoặc độ PH kiểm 9.Kiểm tra độ nhớt và độ PH chắc rằng soát chưa tốt nắp máng mực đã đóng
10.Độ cứng của lô máng mực 10.Sử dụng lô máng mực có độ cứng quá thấp. cao hơn. 6 Mực in truyền
1.Mực in phủ lớp dầu liên kết
1.Thêm mực mới hoặc pha lại cho đến kém quá mỏng
khi đạt được độ nhớt cần. Tăng độ phân (bad ink giải trục anilox,
giảm thể tích chứa mực transfer) của anilox.Thay mực nếu cần. Mực in bám
2.Xảy ra hiện tượng tách lớp 2.Thay dung môi phù hợp dính quá nhiều mực in do dung môi trộn hoặc từng mảng không đều. lên bề mặt sản
3.Mực in khô trên khuôn in
3.Dùng ít dung môi lại. Xem lỗi in phẩm “mực khô quá nhanh”
4.Vật liệu in không nhận mực 4.Kiểm tra loại mực in dùng cho vật in. liệu chuyên dùng. 5.Lực ép in quá nhỏ 5.Tăng lực ép in. 6.Trục anilox chọn sai
6.Kiểm tra sự phù hợp của anilox.Kiểm
tra sự mài mòn trục anilox 7 In mất chi tiết
1.Độ sâu phần tử in không quá
1.Kiểm tra các thông số của bản in (skip out) nông Mực in truyền
2.Khuôn in làm bản quá xấu
2.Kiểm tra lại trục ép in. quá kém lên vật 3.Lực ép quá thấp
3.Kiểm tra lại lực ép tại trục anilox và
liệu, đôi khi mất 4.Các trục tại đơn vị in không tại ống ép in
chi tiết một phần được siết chặt. 4.Siết lại các trục hoặc từng mảng
5.Khuôn in bị nảy , xóc.
5.Kiểm tra lại độ đồng tâm của trục
khuôn in; độ chính xác của ổ trục, bánh răng
6.Máy in không được đặt trên 6.Chỉnh sửa lại vị trí của các phần đế nền phẳng của đơn vị in. 74 lOMoAR cPSD| 41632112
8 Mực in lem 1.Màu in trước chưa kịp khô 1.Tăng tốc độ khô của mực; dùng dung (bleeding)
khi in màu in thứ hai môi có tốc độ bay hơi nhanh hơn.Giảm Máy in sau ép
độ dày lớp mực.Tăng độ phân giải trục quá mạnh lên anilox
màu in trước và 2.Giảm lực ép in khi in mực thứ nhất do màu thứ nhất 2.Khuôn in ép quá
mạnh khi in 3.Không sử dụng loại mực in có chất chưa kịp khô màu thứ nhất
màu để hấp thụ chất làm dẻo đó
3.Chất màu có thể hấp thụ một số chất làm dẻo Platic
4.Màu thứ hai không in được 4.Khắc phục bởi vì :
- độ nhớt thấp - Tăng độ nhớt mực thứ hai hơn mực đầu - Mực in khô quá nhanh
- Sử dụng dung môi với tốc độ bay hơi
thấp hơn.Giảm cung cấp nhiệt lượng lên bản.Tăng tốc độ in. - Mực in có độ PH quá thấp
- Chỉnh độ PH cho phù hợp hoặc quá cao
- Bề mặt vật liệu quá dễ bám - Thay vật liệu in.Giảm độ dày lớp mực mực in
in.Tăng tốc độ khô mực
- Mực in không tương thích với
- Hỏi nhà cung cấp mực cách sử dụng mực in thứ nhất phụ gia 9 Tăng diện tích
1.Độ phân giải của trục anilox
1.Tăng độ phân giải trục anilox
nhưng tiếp điểm t’ram quá thấp
vẫn đảm bảo được màu in (dot gain)
2.Độ dày bản quá lớn hoặc do
2.Giảm độ dày bản: kiểm tra lượng bản bị yếu dung môi phủ lên bản
3.Băng keo dán không phù hợp 3.Thay băng keo.Kiểm tra sự tồn tại của
bọt khí, bụi dưới băng keo 4.Áp lực in lớn
4.Giảm áp lực in tối thiểu
5.Hệ thống cấp mực chất lượng
5.Sử dụng hệ thống cấp mực dạng kín thấp
6.Các bộ phận đơn vị in bị mài 6.Kiểm tra và thay thế những ổ trục, mòn
bánh răng, trục …phù hợp
7.Ống ép in hoặc ống mang 7.Làm sạch ống ép in , ống bản bản bị dơ 75 lOMoAR cPSD| 41632112
Chương 5: MỰC IN FLEXO
Mục tiêu: Học sinh biết về thành phần cấu tạo, tính chất, đặc điểm của các loại mực in flexo
I. THÀNH PHẦN CẤU TẠO CỦA MỰC
1. Chất mang màu (Colorant) -
Chất mang màu là chất tạo ra màu sắc cho mực in, nó gồm có hạt màu
(pigment) và thuốc nhuộm. -
Thuốc nhuộm sử dụng trong mực flexo gồm những chất sau: Spirit - chứa
tổng hợp các hợp chất của kim loại; Axit; Cationic. Thuốc nhuộm thường được sử
dụng để in trên giấy không nhạy với nước, nhựa, plastic và dung môi. -
Pigment là những hạt màu có kích thước rất nhỏ (khoảng 0.5µm) được phân
tán đồng đều trong môi trường chất liên kết. Ngoài ý nghĩa quyết định đối với các
đặc tính màu của mực thì pigment cũng có vai trò đáng kể trong các tính chất quan
trọng của mực như độ bền màu, bền ánh sáng, hóa học, độ chảy. Để lựa chọn pigment
phù hợp chế tạo mực in, nhà sản xuất phải quan tâm đến một số đặc tính cụ thể của pigment
2. Chất liên kết/ mang tải (Vehicles)
- Các chất quan trọng trong thành phần liên kết của mực flexo.
- Để lựa chọn thành phần hợp chất liên kết đúng nhất ta phải quan tâm đến những tính chất sau:
+ Khả năng hòa tan: dung môi phải hòa tan nhựa nhưng không được tương tác
hoặc làm hại đến bản in hoặc bề mặt vật liệu. Các nhà cung cấp mực in quan tâm
đến bản chất khi lựa chọn chất liên kết.
+ Sự kết dính: sự kết dính của nhựa tới bề mặt vật liệu là rất quan trọng (mang
tính sống còn). Phụ thuộc vào sức căng bề mặt và bị ảnh hưởng bởi nhựa và dung môi.
+ Sự phân tán pigment tốt: các pigment phải được phủ trên bề mặt và giữ nó riêng rẽ.
+ Độ bóng, độ bền liên kết, khả năng chống mài mòn. Đây là đặc tính tăng chất
lượng của hình ảnh in trong quá trình sử dụng sản phẩm
3. Dung môi (Solvents) -
Là chất lỏng có thể hòa tan chất khác và được sử dụng trong mực để hòa tan
nhựa. Chúng là chất hữu cơ có phân tử lương nhỏ hơn nhựa. Khi lựa chọn dung môi
cho mực phải xem xét nhiều yếu tố nhưng quan trọng nhất là cực tính của
dung môi và chất hòa tan.Thường dung môi có cực hòa tan tốt hơn chất phân cực và
dung môi không cực hòa tan tốt chất không phân cực. 76 lOMoAR cPSD| 41632112 -
Là chất quan trọng nhất để điều chỉnh độ loãng, độ nhớt của mực. Không có
độ nhớt hoàn hảo hoặc tốc độ khô hoàn hảo. Nó biến đổi phụ thuộc vào tốc độ máy
in, lô anilox, thiết bị sấy khô, thứ tự in màu…. -
Dung môi có vai trò quan trọng với tốc độ bay hơi của mực. Ngoài ra các tính
chất khác của dung môi điểm cháy, tính độc , mùi vị….là yếu tố quan trọng quyết định sự lựa chọn.
Một số loại dung môi dùng pha mực in flexo in trên các vật liệu khác nhau:
- Các dung môi sau được sử dụng chủ yếu trong in flexo: 1) Ethyl acetate, 2) Alcohol,
3) Nước (cồn thường được thêm vào để thúc đẩy tốt hơn bám dính vào bề mặt). Các
sắc tố (Pigments) chủ yếu được sử dụng là chất nhuộm màu. Các loại mực gốc
nước (nước như một dung môi) được sử dụng trong in bao bì. Đối với việc in
nhãn nhãn mực UV được sử dụng nhiều nhất
- Vật liệu Polyetylen (PE) dùng dung môi: Etylen alchol 90% và n-propylacetate 10%
- Vật liệu Polypropylen (PP) và Vật liệu Polyester (PET ) dùng dung môi:
Ethanol80% và n-propylacetate 20%
4. Phụ gia (Additives)
Chất phụ gia thường được sử dụng trong mực in flexo là Plastic, chúng có điểm sôi
cao, độ bay hơi thấp dùng với mục đích tăng độ đàn hồi cho màng mực khỏi giòn và
điều chỉnh độ kết dính với bề mặt vật liệu. Các phân tử plastic thâm nhập vào giữa
chuỗi phân tử dài của nhựa và bôi trơn cho chuỗi polyme tự do dịch chuyển. Dù hầu
hết plastic là chất lỏng, nhớt, điểm sôi cao như butyl phtalat (1710C),
triolylphosphat(2160C) nhưng chúng có thể là rắn. Plastic được sử dụng trong mực ống đồng và flexo.
5. Chất làm khô -
Quá trình oxy hóa của mực được điều khiển bằng một lượng muối nhỏ của
một số kim loại được giới hạn như Co,Mg,Pb.Tác nhân của những muối này là chất
làm khô có vai trò xúc tác và làm giảm thời gian khô của mực. -
Chất làm khô được sử dụng ở 2 dạng là chất khô lỏng và chất khô nhão.Thông
dụng hơn là chất khô lỏng là muối của axit hữu cơ như: Coban lioleat, chì napthanat.
Chất khô nhão là muối vô cơ nghiền nhỏ như chì và magie borat tạo ra từ dầu lanh.
Loại này có lợi khi quá trình khô cần được điều khiển chậm và cẩn thận khi in chồng
màu. Chất khô lỏng có xu hướng dùng khi in một màu, chất này chiếm từ 0.5-4%
trong mực. Không cần nồng độ quá cao sẽ lãng phí so với vai trò của nó.
II. ĐẶC ĐIỂM, TÍNH CHẤT CỦA MỰC INFLEXO 77 lOMoAR cPSD| 41632112
1. Đặc điểm
- Mực in flexo rất giống với mực in ống đồng về độ nhớt, chúng có trong khoảng độ
nhớt 0,05-0,5 Pa·s và tạo thành một lớp mực lên đến khoảng 1 μm
- Việc thiết lập độ nhớt mực là đặc biệt quan trọng để đạt được chất lượng in tốt.
- Yêu cầu của mực: không bám mực trên các cạnh của phần tử in, độ dày mực đủ
tốt, chia tách mực và làm đầy các ô chứa (cell) trên lô anilox tốt.
- Số lượng sắc tố (pigment) khác nhau của mực in là rất cao với mực in flexo, dẫn
đến việc sử dụng rộng rãi.
- Cũng như trong in ống đồng, loại dung môi cũng đóng một vai trò quan trọng trong
việc in flexo. Dung môi được làm bay hơi sau khi chuyển sang vật liệu thông qua
việc áp dụng nhiệt. Việc sấy trung gian phải diễn ra với việc in màu, vì việc in ướt
chồng ướt sẽ dẫn đến sự chuyển mực in sang đơn vị in tiếp theo.
2. Tính chất của mực
Tính thủy động lực học
- Là nghiên cứu về sự chảy của chất lỏng. Khác với độ nhớt, tính chất thủy động lực
học là quan trọng cho đặc tính in tốt.
Độ dính -
Độ dính là khả năng đẩy được tác động bằng một lực kết dính vật liệu tạo
thành từ 2 bề mặt phân tách. Trong chất lỏng, độ dính phụ thuộc vào độ nhớt và tỷ
số nhựa/pigment trong mực và trong bản thân nhựa. -
Độ dính phải đủ để đạt được sự truyền tốt nhất của mực từ lô anilox tới bản
và tới vật liệu. Độ dính quá cao là nguyên nhân của việc đóng vón và bụ mực, gây rách giấy.
Độ bền -
Để mực có độ bền cao thì màng mực in phải mỏng và đều, đây là yếu tố cần
thiết đem lại sự bền màu và tính chất màng mực như mong muốn. -
Muốn đạt được điều này thì chất liên kết phải có độ nhớt thấp kết hợp với
pigment có nồng độ cao. Điều kiện khác là sự phân tán của pigment phải rất tốt.
Tính quang học 76 -
Tính chất màu sắc, độ bóng: Màu sắc ảng hưởng bởi lực màu, cường độ màu
và độ bền mà các yếu tố này lại phụ thuộc vào đặc tính pigment: nồng độ, loại , kích
cỡ... Độ bóng của mực ảnh hưởng cả pigment và chất liên kết. -
Độ trong, độ đục của mực: Thể hiện khả năng phản xạ lại ánh sáng của mực
khi được chiếu sáng. Nó phụ thuộc vào chất liên kết và phụ gia trong mực. lOMoAR cPSD| 41632112 -
Khả năng phủ của mực: Liên quan đến hàm lượng pigment, cường độ, độ mịn
hạt. Độ phủ là số đo lượng mực trên một đơn vị diện tích cần để tạo ra một cường
độ nào đó của màu sắc. Lượng mực ít độ phủ cao.
III. CÁC LOẠI MỰC IN FLEXO 1. Mực dung môi
- Là mực cơ bản đã có từ lâu. Mực gốc dung môi dung cho in flexo cũng gồm các
hạt màu và chất liên kết. Trong chất liên kết có nhựa, dung môi là 2 thành phần
chính. Mực dung môi cơ bản là có công thức tương tự nhau nhưng tùy theo vật liệu
in mà nó có thể thay đổi thành phần cho phù hợp
2. Mực nước -
Mực nước là một công nghệ tương đối mới được áp dụng cho nhiều phương
pháp in (in lõm, in cao, in phẳng) với thị trường sản phẩm đa dạng mang tính chất
khác biệt nhau. Do đó khó có thể đưa ra một công thức chung cho tất cả các loại mực nước. -
Mỗi loại sản phẩm, một phương pháp in lại có những yêu cầu riêng đối với
các tính chất của mực. Tuy nhiên về nguyên tắc thì mực nước cũng gồm 3 thành
phần chính giống như khác loại mực khác tức là gồm có hạt màu, chất liên kết và phụ gia.
Thành phần của mực nước
Các loại mực và lớp phủ dựa trên nước dựa trên chất kết dính là casein hoặc nhũ
tương polymer hoặc dựa trên các polyme hòa tan kiềm tạo thành màng khi sấy. Nếu
polymer hòa tan kiềm được hòa tan với amoniac, nó sẽ trở nên không hòa tan khi amoniac bay hơi.
Nói chung, các loại mực gốc nước khá tương đương trong chế phẩm với các loại
mực gốc dung môi; công thức mực điển hình như dưới 49
- Chất tạo màu (12 - 20%)
- Chất liên kết (10 - 25%) - Dung môi (1,0 - 5,0%) - Phụ gia (1,0 - 7,0%)
- Và phần trăm còn lại của thể tích là nước.
Các chất màu có thể là các pigment hoặc thuốc nhuộm, chất liên kết bao gồm một
hoặc nhiều loại nhựa hòa tan trong nước và các chất phụ gia có thể là các chất biến
tính khác nhau như sáp, chất chống tạo bọt và chất chống trượt.
3. Mực UV (ultra-violet) 79 lOMoAR cPSD| 41632112
Thành phần cấu tạo của mực UV
- Thành phần cấu tạo của mực UV tương đối khác với loại mực thông thường, mực
này được sấy khô/ xử lý bằng tia UV nên đòi hỏi mực này phải có chứa hai thành phần đặc biệt:
1) Chất kết dính (Oligomers), nó là chất liên kết và có thể là hợp chất acrylate (R-
O-CO-CH=CH2) như: acrylated urethane; epoxy acrylated; và monome acrylat);
2) Chất khơi mào/ khởi xướng (Photoinitiators) chúng có thể là xeton thơm hoặc
este, acetophenones, các dẫẫn xuẫất benzoic ho c ketals benzyặ l. Ch c năng c a nó nh là m t chẫất băất ta UV, hẫpấứ
ủ ư ộ th năng lụ ượng c a các photon ánh sáng UV- và kếất qu là t phát phẫn h y c a các chẫất kh i xủ ả ự ủ ủ ở ướng
thành các m nh có ho t tnh cao đả ạ ược g i là gốấc t do. Nh ng m nh v băất đẫầuọ ự ữ ả ỡ m t chuốẫi trùng h p v i
tốấc đ l n, dẫẫn đếnấộ ợ ớ ộ ớ m t quá trình polyme hóa làm rănấ màng m c. Tùy theo các phộ ự ương th c in đứ ược
s d ng, lo i m c UV seẫ có cácử ụ ạ ự chẫất c th khác nhau, tuy nhiến, chúng đếầu đụ ể ược hình thành t các thành phẫnầ sau:ừ Hàm lượng Thành phần Chức năng chính (Component) (Principal functions) (Content) Oligomers 40 - 50%
Chất quyết định các tính chủ yếu của mực (ổn (Chất kết dính)
định in, tính năng in, sức đề kháng, vv) Pigments 15 – 20%
Chất tạo màu sắc cho mực và đạt được độ bền (Chất màu) màu yêu cầu Monomers 5 – 20%
Chất cho phép điều chỉnh độ nhớt được. Chúng (Chất liên kết)
ảnh hưởng đến tính chất cuối cùng của màng mực Photoinitiators 5 – 12%
Thành phần nhạy cảm bức xạ tia cực tím, khơi (Chất nhậy sáng)
mào phản ứng polyme hóa của màng mực
Additives 1 – 8% Các chất có ảnh hưởng đến tính chất cụ thể, (Chất phụ gia)
chẳng hạn như lưu biến, độ bám dính, đề kháng, vv
- Loại mực UV gồm một hỗn hợp của hợp chất phản ứng monome, oligomer,
pigment và chất đặc biệt cần thiết trong mực UV là chất nhậy sáng photoinitiator. 78
- Ánh sáng cực tím được hấp thụ bởi các photoinitiator, chuyển đổi năng lượng ánh
sáng thành năng lượng hóa học và gây ra sự trùng hợp của hỗn hợp monome/
oligomer thành một màng mực khô.
- Các Oligomer cho tính chất tạo màng cơ sở của mực.
- Cấu trúc hóa học cốt lõi của các oligomer tạo ra các đặc tính như độ cứng, tính linh
hoạt, dẻo dai, bám dính, thấm ướt chất màu, khả năng tương thích mực/ nước, tốc độ xử lý, vv. lOMoAR cPSD| 41632112
Quá trình khô của mực in
- Quá trình khô (còn gọi là xử lý - curing) hóa học bằng tia UV là quá trình lớp mực
trên tờ in sau khi in được làm khô lại dưới tác dụng của tia UV. Ngay sau khi phản
ứng được kích hoạt bởi các tia UV, lớp chất lỏng "liên kết ngang" với nhau tạo một
màng rắn trong thời gian rất ngắn.
Hình 51: Hai quá trình khô: lý tính do xử lý bởi nhiệt và khô hóa tính do xử lý bởi tia UV
Cơ chế xử lý (khô) của mực UV
Quá trình xử lý (làm khô) của loại mực UV về cơ bản là khác so với các loại mực
dung môi và nước. Hóa chất trong các loại mực phản ứng để tạo thành polyme rắn
khi tiếp xúc với ánh sáng cực tím. Ba loại hợp chất rất cần thiết để cho một phản ứng
như vậy xảy ra: monome, oligomer, và photoinitiators. Monome là đơn vị phân tử
riêng biệt có thể kết hợp để tạo thành cấu trúc lớn hơn được gọi là polyme. Oligomer
là các polyme nhỏ có thể được kết hợp thêm để tạo thành polyme lớn hơn. Một
photoinitator sử dụng ánh sáng tia cực tím để kích hoạt một phản ứng hóa học xảy
ra. Photoinitiators thường xeton thơm, và monome và oligomer là acrylate dựa trên
thường được sử dụng loại mực.
Trong xử lý gốc tự do, các photoinitiator mảnh vỡ vào các gốc tự do phản ứng với
sự hiện diện của ánh sáng cực tím. Các gốc tự do phản ứng với monome và 81 lOMoAR cPSD| 41632112
oligomer, mà liên kết với nhau để tạo thành một polymer liên kết các mực với nhau.
Phản ứng được minh họa dưới đây. Các photoinitiator (được chỉ định bởiCOR) phản
ứng với sự tác động của ánh sáng tia cực tím để tạo thành một gốc (• R) tự do. Các
gốc tự do này sau đó phản ứng với một monome acrylic (hoặc oligomer) để các
thành phần monomer / oligomer với các hợp chất tương tự để tạo thành một polymer.
IV. MÔI TRƯỜNG TRONG IN FLEXO
1. Đánh giá các chất thải chính của công nghiệp in
Bất kỳ một phương pháp in nào, từ in lưới, in typo, in flexo, in ống đồng hay in
offset đều có chất độc hại thải ra môi trường. Tuy nhiên nếu đánh giá theo quy trình
công nghệ sản xuất in (trước in-chế bản, in và gia công sau in) thì việc gây ô nhiễm
chính là do các chất thải độc hại tập trung ở công đoạn chế bản và công đoạn in. Xét
về tổng thể, ô nhiễm môi trường do công nghiệp sản xuất in có nhiều dạng: ô nhiễm
do tiếng ồn, ô nhiễm không khí do các dung môi của mực in, hồ dán, xăng dầu mỡ,
ô nhiễm do các chất thải rắn như bản in, giấy in cũng rất lớn. Thực tế đã có nhiều
công nghệ rất hiệu quả được áp dụng cho xử lý khí ô nhiễm bằng hệ thống hút lọc
không khí kết hợp với hấp thụ, hấp phụ. Các chất thải rắn đã được thu gom, tái chế
hoặc chuyển sang các dạng nguyên, nhiên liệu khác bằng các công nghệ thông dụng
và hiệu quả. Tuy nhiên nguồn gây ô nhiễm chủ yếu lại là nước thải của công nghiệp
in ở nước ta là rất lớn nhưng lại chưa được các cơ sở sản xuất in quan tâm giải quyết
và cũng ít các công trình khoa học nghiên cứu trong lĩnh vưc này do quy mô nhỏ lẻ
và phân tán của các xí nghiệp in. Chỉ xét về nước thải, công đoạn chế bản chất gây
ô nhiễm bởi các hóa chất sử dụng để hiện tráng phim và bản (kể cả bản kim loại và
bản photopolymer), các dung dich axit hoặc kiềm, các hóa chất định hình, hãm…là
khá nghiêm trọng. Do nước thải của công đoạn này tương đối it nên giải pháp chung
được đưa ra là phải tập trung nước thải này vào những thiết bị chứa riêng biệt sau
đó đem di xử lý. Tuy nhiên công việc này cũng chỉ được thực hiện ở một số công ty,
xí nghiệp in có quy mô lớn, còn đa số là thải trực tiếp vào hệ thống nước thải chung.
Nước thải ở công đoạn in ô nhiễm chủ yếu do mực in và các dung dịch tẩy rửa của
quá trình vệ sinh rửa ống cao su, bản. Tùy thuộc vào các phương pháp in khác nhau
mà nước thải của quá trình này cũng chứa các hóa chất độc hại khác nhau. Mực in
sử dụng cho các phương pháp in litho, in lưới, in flexo và in ống đồng thì trong thành
phần nước thải sẽ có một số hóa chất gây ô nhiễm chính như: Crom, bari, chì và các
dung dịch tẩy rửa như trichloroethylene, methylene cloride, 1.1.1-trichloroethane, 82 lOMoAR cPSD| 41632112
carbon tetrachloride, 1.1.2- trichloroethane, chlorobenzene, xylene, acetone,
metanol, methyl ethyl ketone (MEK), toluene, carbon disulfide, benzene.
2. Biện pháp giảm chất thải -
Hiện nay ở nước ta vấn đề ô nhiễm môi trường do nước thải của ngành công
nghiệp in cũng đã đến mức báo động song vẫn chưa được quan tâm đúng mức. Do
đó, việc khảo sát, nghiên cứu để đánh giá mức độ ô nhiễm và có các giải pháp công
nghệ xử lý tại chỗ là hết sức cần thiết. -
Việc giảm thiểu nước thải, phân loại và thu gom riêng biệt nước thải của phân
xưởng chế bản, phân xưởng in là hết sức cần thiết để áp dụng công nghệ xử lý phù
hợp, hiệu quả và kinh tế./. 83 lOMoAR cPSD| 41632112
TÀI LIỆU THAM KHẢO
[1]. FLEXOGRAPHY – PRINCIPLES AND PRACTICES (Fourth Edition) –
Foundation of Flexographic Technical Association [2]. Basic Flexographic Trainging Manual 84