Hướng dẫn thực hiện đồ án môn học Công nghệ chế tạo máy | Trường Đại học Sư phạm Kỹ Thuật Thành phố Hồ Chí Minh
Hướng dẫn thực hiện đồ án môn học Công nghệ chế tạo máy | Trường Đại học Sư phạm Kỹ Thuật Thành phố Hồ Chí Minh. Tài liệu được sưu tầm giúp bạn tham khảo, ôn tập và đạt kết quả cao. Mời bạn đọc đón xem.
Môn: Công nghệ chế tạo máy 22 tài liệu
Trường: Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh 4.4 K tài liệu
Tác giả:
Preview text:
lOMoARcPSD|32342811
Đồ án môn học Cnctm - hướng dẫn đồ án
công nghệ chế tạo máy (Trường Đại học Sư phạm Kỹ Thuật Thành phố Hồ Chí Minh) Scan to open on Studeersnel
Studocu is not sponsored or endorsed by any college or university
Downloaded by Khoa Dinh (Khoanguyen9663@gmail.com) lOMoARcPSD|32342811
HƯỚNG DẪN THỰC HIỆN ĐỒ ÁN MÔN HỌC
Cần phải đọc kỷ phần hướng dẫn trên trang UTEx trước khi bắt tay vào làm Về thuyết minh:
Hình thức: Tập thuyết minh dày khoảng 40 45 trang đánh máy theo qui định.
+ Kiểm tra format, font chữ thống nhất Times New Roman, cỡ chữ 13. Dùng
font chữ in đậm cho tiêu đề, cỡ Font 14.
+ Đầy đủ các nội dung theo yêu cầu, bố trí theo đúng thứ tự các phần, mỗi
phần phải qua trang mới.
+ Sửa tất cả lỗi chính tả, cách dùng từ (mở Tự điển để kiểm tra), lỗi đánh máy, khoảng trắng …
+ Hình ảnh phải rõ nét, không bị mờ, bị méo, các con số phải đọc rõ …
+ Hình ảnh, bảng biểu phải nằm gọn trong một trang giấy
Nội dung: Thuyết minh gồm các phần như theo qui định.
Các lỗi thường gặp về TM:
1. Tài liệu tham khảo
2. Nghiên cứu chi tiết gia công: Chức năng làm việc, tính công nghệ của kết cấu…
Phần này còn quá sơ sài. SV có nhiệm vụ xem xét, nghiên cứu chi tiết và đề xuất
chức năng làm việc. Những bề mặt nào của chi tiết là những bề mặt làm việc chủ
yếu? Những kích thước nào là quan trọng cần đảm bảo chính xác? Trên cơ sở đó,
trình bày rõ tại sao có dung sai và nhám bề mặt như thế?
3. Chọn phôi và pp tạo phôi
Cần có Bản vẽ khuôn đúc, bản vẽ khuôn đúc, bản vẽ mẫu đúc trong thuyết minh.
Sau khi sửa trong phần bản vẽ, cần copy lại vào thuyết minh. Hình ảnh phải rõ nét,
không bị mờ, bị méo, các con số phải đọc rõ …(các hình này không cần khung tên). 1
Downloaded by Khoa Dinh (Khoanguyen9663@gmail.com) lOMoARcPSD|32342811
4. Thiết kế qui trình công nghệ gia công chi tiết
Phải lập 2 phương án và so sánh cụ thể ưu khuyết điểm của từng phương án để
chọn phương án tối ưu (ở đây nói quá sơ sài, chưa thấy ưu khuyết điểm của từng
phương án về độ chính xác, năng suất, về chuẩn định vị thống nhất…)
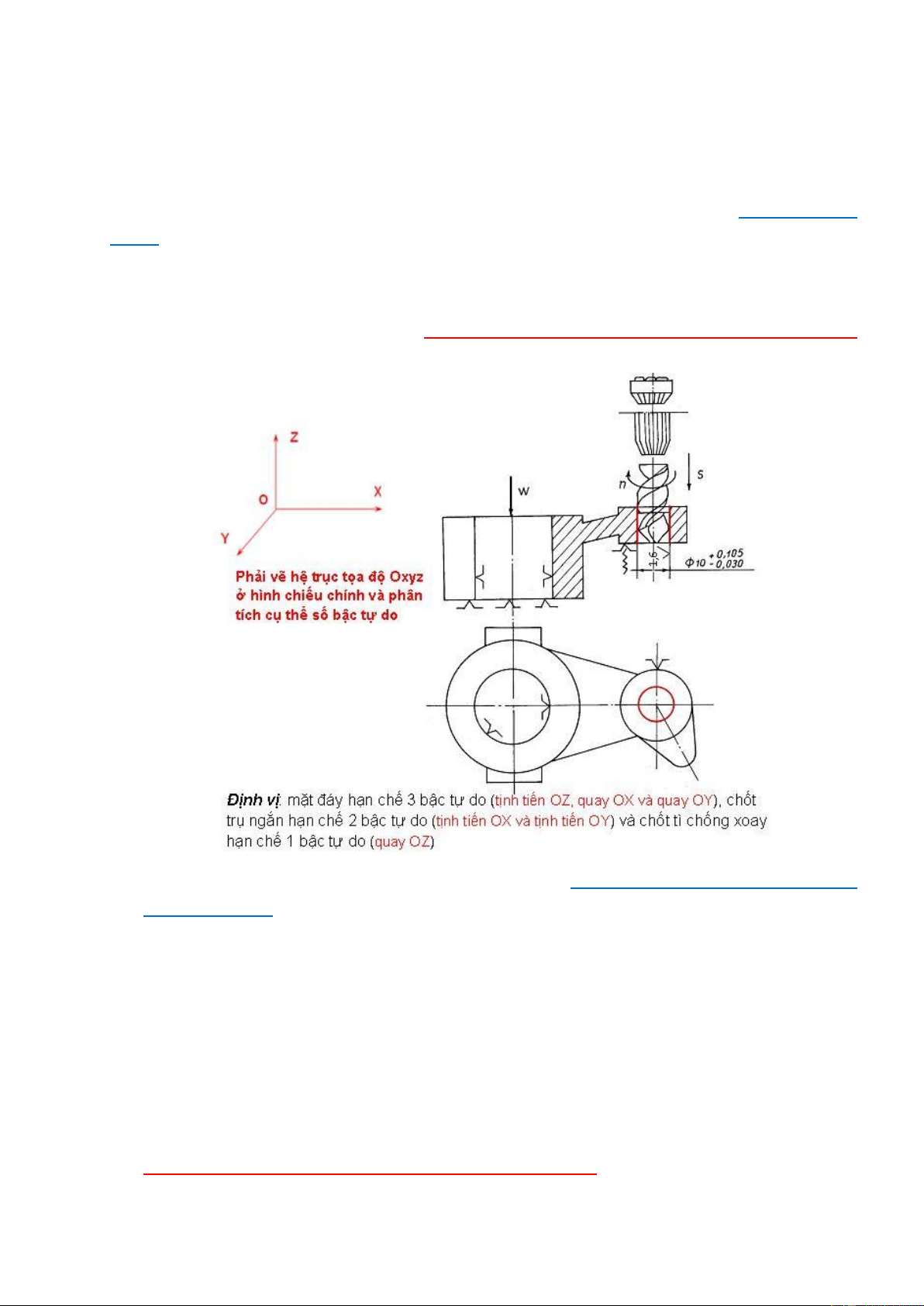
Trong mỗi NC, phải vẽ 2 hình chiếu. Phải vẽ hệ trục tọa độ Oxyz ở hình chiếu
chính và phân tích cụ thể số bậc tự do. Ví dụ: mặt phẳng hạn chế 3 bậc nào? Tịnh
tiến theo phương nào, quay theo phương nào? (không nói chung chung hạn chế 6 bậc).
Hình chiếu chính là hình thể hiện hướng nhìn của công nhân vào máy và chi tiết
trên máy khi đang gia công chi tiết.
– Sai cơ bản trong việc lập Qui trình công nghệ: từ NC 2 trở đi phải dùng chuẩn
tinh để định vị, nghĩa là bề mặt đã g/c trong NC 1 phải được chọn làm chuẩn
định vị để gia công mặt khác.
– Các NC sau đó, cố gắng sử dụng càng nhiều các bề mặt tinh (đã gia công ở
NC trước đó) để định vị càng tốt. Đây cũng là một trong những nguyên tắc bố
trí thứ tự gia công các bề mặt. Bề mặt gia công ở NC trước là nhằm định vị cho NC tiếp theo.
– Cố gắng sử dụng chuẩn tinh thống nhất.
– Không vẽ lượng dư trong Sơ đồ nguyên công (cả trong thuyết minh và bản vẽ),
gạch một đường màu đỏ để thể hiện mặt gia công. 2
Downloaded by Khoa Dinh (Khoanguyen9663@gmail.com) lOMoARcPSD|32342811
– Chỉ vẽ 1 dao vì máy chỉ có 1 trục chính, nhưng cần gạch màu đỏ vào các bề
mặt để cho biết các bề mặt cần gia công trong NC (một NC có thể có nhiều
bước, gia công các bề mặt khác nhau.
– Phải ghi kích thước đạt được sau gia công, nhám bề mặt.
– Lực kẹp W bố trí không hợp lý vì lực kẹp W phải hướng vào mặt định vị nhiều bậc tự do.
– Phải vẽ đúng trạng thái thật của chi tiết khi gia công trong từng nguyên công. Ở
các NC đầu, chi tiết có thể chưa có ren, chưa có rãnh hoặc các lỗ nhỏ …
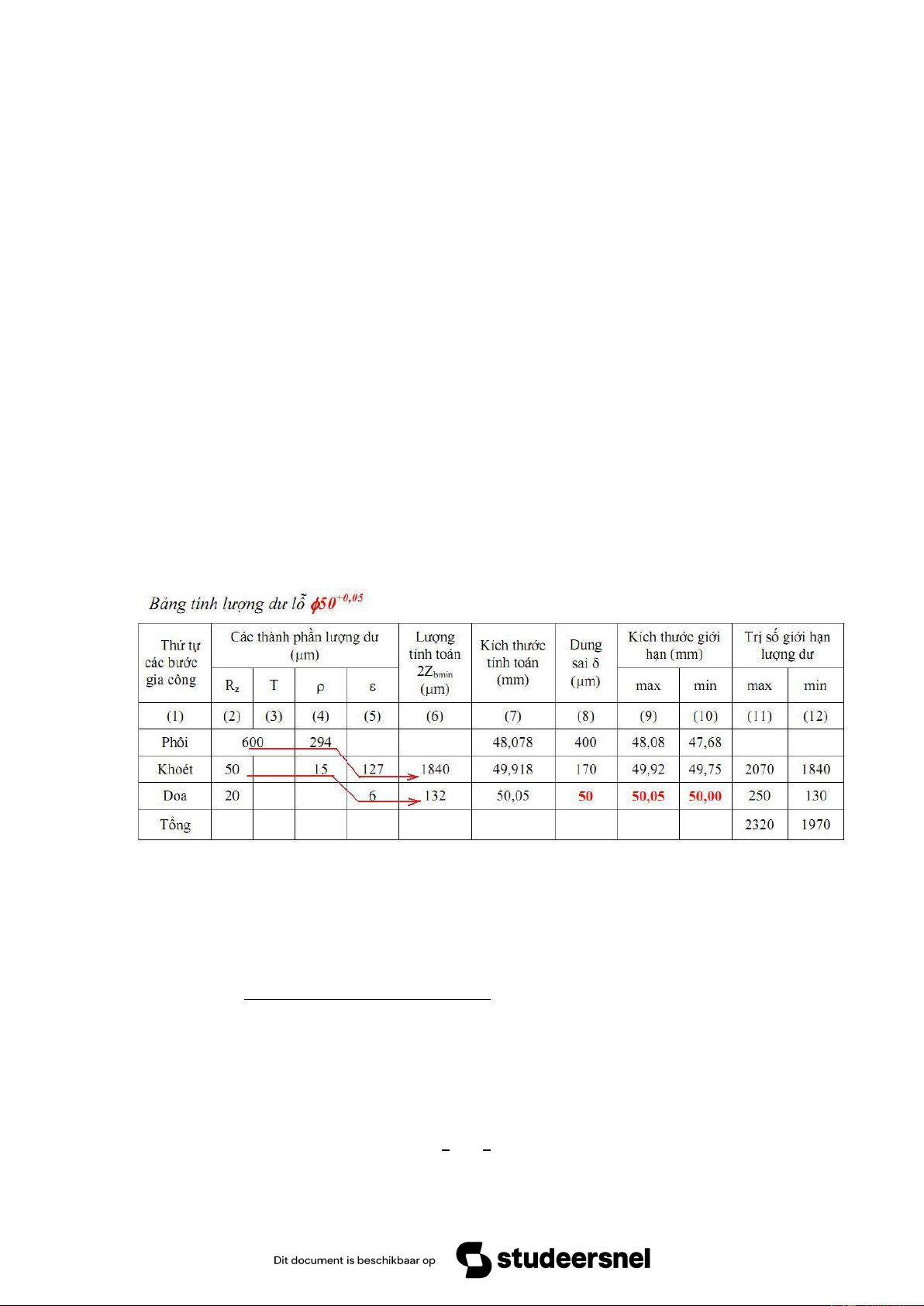
5. Tính lượng dư cho một bề mặt được chỉ định
– Ô đầu tiên của b không có giá trị nên bỏ trống vì phôi không có sai số gá đặt.
– Các giá trị của cột “Lượng dư tính toán 2Z “
bmin hoặc Zbmin được tính theo hướng dẫn của mũi tên đỏ.
– Ghi dung sai, kích thước lớn nhất và nhỏ nhất theo bản vẽ chi tiết gia công (ở
bước gia công cuối cùng).
6. Thiết kế đồ gá a. Tính sai số gá đặt.
Sai số chế tạo được tính theo công thức sau: 𝘀 2 2 2 2
𝑐𝑡 = 𝘀𝑔đ 2 − [𝘀𝑐 + 𝘀𝑘 + 𝘀𝑚 +𝘀 đ𝑐] Trong đó:
+ 𝘀𝑐𝑡 : Sai số cho phép chế tạo đồ gá. 1 1
+ 𝘀𝑔đ : Sai số gá đặt, 𝘀𝑔đ = ( ÷ )𝛿 3 2 + 𝘀𝑐: Sai số chuẩn. 3
Downloaded by Khoa Dinh (Khoanguyen9663@gmail.com) lOMoARcPSD|32342811
+ 𝘀𝑘: Sai số kẹp chặt.
+ 𝘀𝑚 : Sai số mòn của đồ gá.
+ 𝘀đ𝑐: Sai số điều chỉnh đồ gá.
– Sai số chuẩn c = 0 nếu chuẩn định vị trùng với gốc kích thước.
– Có sai số chuẩn nếu dùng chốt trụ định vị vào lỗ nên có sự dịch chuyển do khe
hở giữa lỗ và chốt trụ. Cần chọn kiểu lắp có độ hở cho lắp ghép giữa lỗ và các
chốt định vị. Sau đó, tra bảng tính ra độ hở lớn nhất, lượng quay lớn nhất của
chi tiết do khe hở (nếu định vị bằng chốt trụ và chốt trám).
– Có sai số chuẩn nếu dùng bề mặt trụ ngoài để định vị vào khối V và gia công lỗ
(sai số chuẩn phụ thuộc vào DS đường kính ngoài khi đúc, không phải là dung sai của lỗ gia công).
– Sai số kẹp chặt k = 0 nếu phương của lực kẹp W vuông góc với kích thước thực hiện.
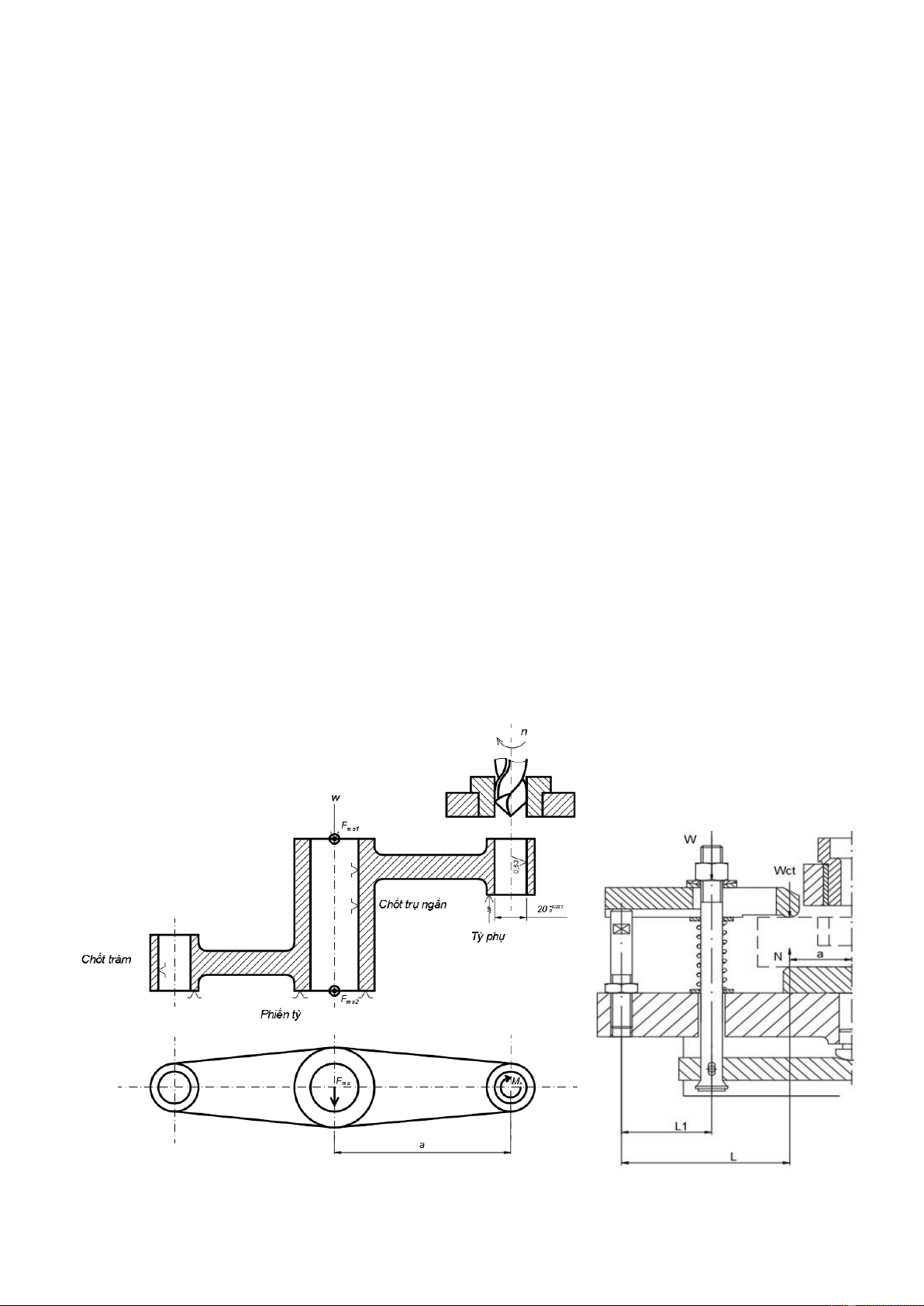
– Phải nói rõ kích thước gia công là kích thước nào trên bản vẽ? Theo bản vẽ, dung sai là bao nhiêu? b. Tính lực kẹp Wct .
– Để tính lực kẹp W , cần vẽ sơ đồ lực ct
(2 hình chiếu) bao gồm lực cắt và
moment cắt, lực kẹp W , lực ma sát ct
Fms …. Sau đó, viết phương trình cân bằng
lực hoặc phương trình cân bằng moment rồi mới suy ra công thức tính cần thiết
W . Cuối cùng mới tính lực tác dụng ct
W lên bulong và chọn đường kính bulong phù hợp. 4
Downloaded by Khoa Dinh (Khoanguyen9663@gmail.com) lOMoARcPSD|32342811
Về bản vẽ: 1 bản vẽ lắp của đồ gá A1 và 9 bản vẽ A3 được đóng thành tập có bìa theo mẫu
Các lỗi thường gặp về bản vẽ: Bản vẽ chi tiết:
1. Khung tên, cỡ chữ của các bản vẽ: tuyệt đối theo qui định
2. Thể hiện đầy đủ kết cấu của chi tiết (cả những cái mà trên bản vẽ lắp chưa
thể hiện rõ như mép vát, rãnh thoát dao, góc lượn…).
3. Chú ý kiểm tra đường nét: nét đậm và nét mảnh (bật Lineweight để kiểm tra).
Dùng đường liền mảnh cho tất cả các nét lượn.
4. Không để các đường nét chồng chéo, chạm vào nhau và cắt vào các
con số chỉ kích thước.
5. Nên chọn tỉ lệ 1:1 hoặc chọn tỉ lệ sao cho phân bố hết diện tích của tờ giấy.
6. Cần có mặt cắt riêng phần ra ngoài tại chỗ có kết cấu nhỏ, dùng tỉ lệ phóng
lớn lên. Ghi ký hiệu mặt cắt và tỉ lệ theo yêu cầu của Vẽ kỹ thuật.
7. Ghi thiếu kích thước rất nhiều. Thiếu kích thước các cung lượn r, thiếu chiều sâu lỗ ren …
8. Trên bản vẽ chi tiết, chỉ quan tâm đến DS của các KT quan trọng, không ghi
DS cho tất cả các KT. DS kích thước quan trọng của nó được xác định từ
kiểu lắp trên bản vẽ lắp. Đó cũng chính là mục đích của việc cho kiểu lắp trên
bản vẽ lắp. Với các KT không quan trọng khác, ta đã có ghi trong YCKT, lấy
theo cấp chính xác 13 hay 14.
9. Các kích thước không quan trọng, không cần dung sai quá nhỏ, khó chế tạo.
DS sẽ được lấy theo cấp chính xác 13 (hoặc 14) như trong YCKT của chi tiết
10. Ghi dung sai các kích thước quan trọng không đúng. Từ kiểu lắp đã chọn
trong bản vẽ lắp, tra sách DS để có kích thước và dung sai.
11. Ghi YCKT của chi tiết sai. Sai lệch hình dạng và vị trí như độ tròn, độ trụ, độ
song song, độ vuông góc, độ đảo … đã thể hiện bằng ký hiệu trên bản vẽ rồi.
Ghi ký hiệu sai lệch hình dạng và vị trí.
12. Chọn nhám bề mặt phải tương ứng với mức độ chính xác của kích thước. Bề
mặt quan trọng phải dùng Ra để đánh giá. Bề mặt không quan trọng chỉ cần dùng RZ để đánh giá.
13. Thiếu nhám các bề mặt còn lại chưa có ký hiệu trên bản vẽ (phải ghi chung ở
góc trên bên phải của bản vẽ).
14. Thiếu nhám bề mặt lỗ ren. Chọn nhám lỗ ren không hợp lý vì lỗ ren không
quan trọng, chỉ cần khoan và ta rô. 5
Downloaded by Khoa Dinh (Khoanguyen9663@gmail.com) lOMoARcPSD|32342811
Bản vẽ lắp đồ gá:
1. Khung tên, cỡ chữ của các bản vẽ: tuyệt đối theo qui định. Dùng thống
nhất Font chữ kỹ thuật theo qui định.
2. Có 3 hình chiếu, thể hiện đầy đủ các kết cấu. 3. Nên chọn tỉ lệ 1:1.
4. Gọt bớt đồ gá cho càng nhỏ gọn càng tốt.
5. Chú ý kiểm tra đường nét: nét đậm và nét mảnh (bật Lineweight để kiểm tra).
Dùng đường liền mảnh cho tất cả các nét lượn.
6. Cần chọn Bề dày nét đậm và nét mảnh phù hợp để khi in có thể phân biệt các nét đậm gần nhau.
7. Chỉnh scale của đường nét để khi in ra đảm bảo đường tâm là nét chấm
gạch (không phải là đường liền mảnh).
8. Không để các đường nét chồng chéo, chạm vào nhau và cắt vào các
con số chỉ kích thước.
9. Phải đánh số chi tiết đầy đủ và lập bảng kê chi tiết theo qui định Vẽ KT, phải
bố trí thẳng hàng theo thứ tự từ trái qua phải.
10. Ghi kiểu lắp cho các kích thước lắp ghép.
11. Ghi kích thước bao của của đồ gá.
12. Ghi Yêu cầu kỹ thuật của đồ gá.
13. Cần có mặt cắt riêng phần ra ngoài tại vị trí lắp bánh răng vào trục để có thể
thể hiện các kiểu lắp của then với rãnh then trên trục và then với rãnh then
trên lỗ của bánh răng (dùng hệ thống trục). Có thể dùng tỉ lệ phóng lớn.
14. Cùng một chi tiết nên mặt cắt phải gạch giống nhau. Chiều của mặt cắt trong
hai chi tiết khác nhau phải khác nhau.
15. Thiếu mặt cắt, thiếu đường tâm.
16. Mặt không gia công cắt gọt nên có cung cong r sau khi đúc. Mặt có gia công
nên không thể còn cung cong r.
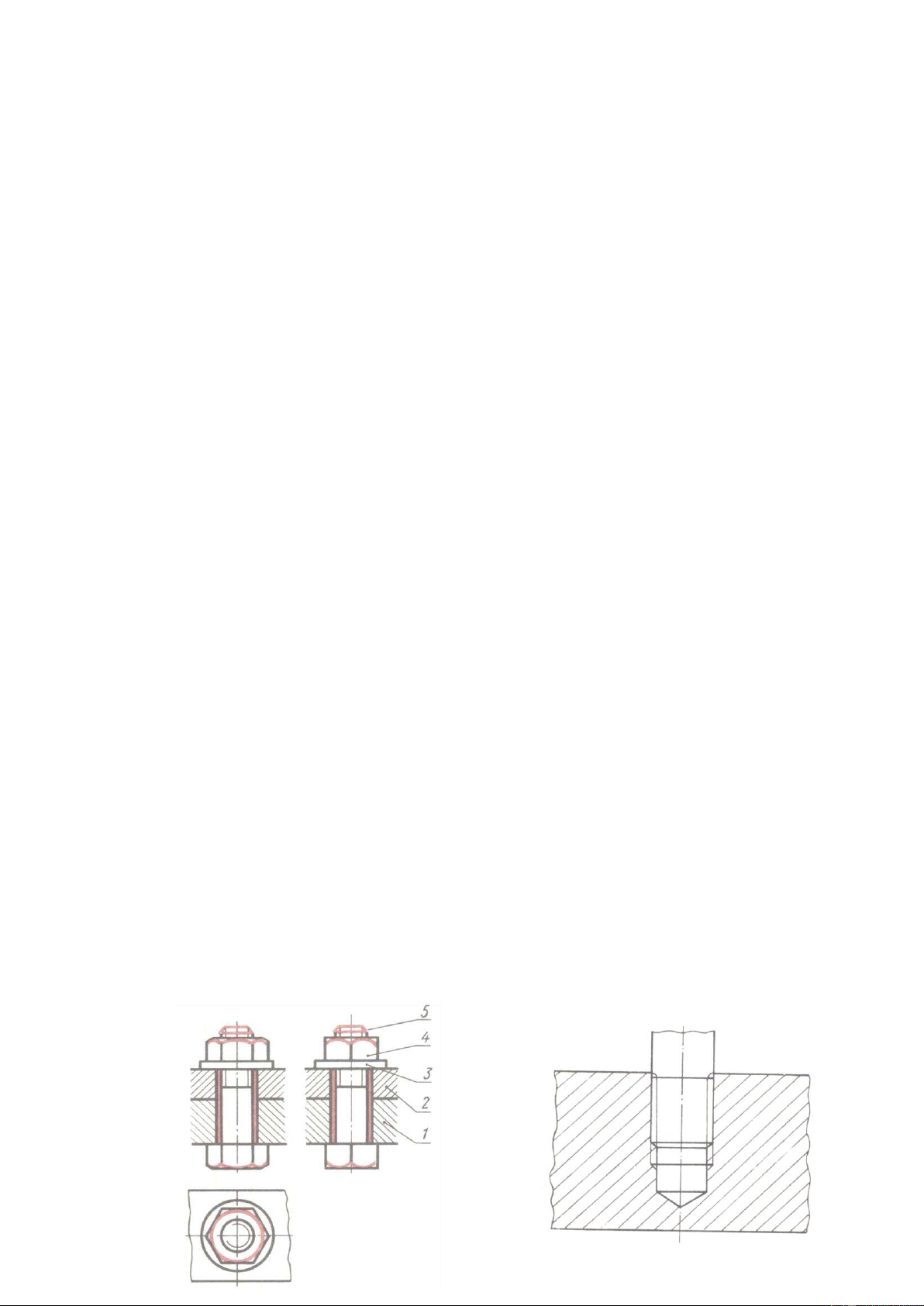
17. Vẽ lắp ghép ren sai, vẽ đai ốc sai, vẽ bu long sai, … 6
Downloaded by Khoa Dinh (Khoanguyen9663@gmail.com) lOMoARcPSD|32342811
Bản vẽ sơ đồ nguyên công:
1. Trong các bản vẽ A3, chi tiết được vẽ bình thường (không trong
suốt, không vẽ bằng nét đứt).
2. Phải vẽ chi tiết ở trạng thái thật qua từng NC.
3. Cần vẽ 2 hoặc 3 hình chiếu, hình cắt riêng phần để thể hiện rõ cơ
cấu định vị và cơ cấu kẹp
4. Trên bản vẽ A3, phải ghi kích thước đạt được sau g/c, nhám bề mặt.
5. Với bản vẽ A3 sơ đồ NC, phải vẽ càng lớn càng tốt, không còn chỗ trống
(không qui định tỉ lệ).
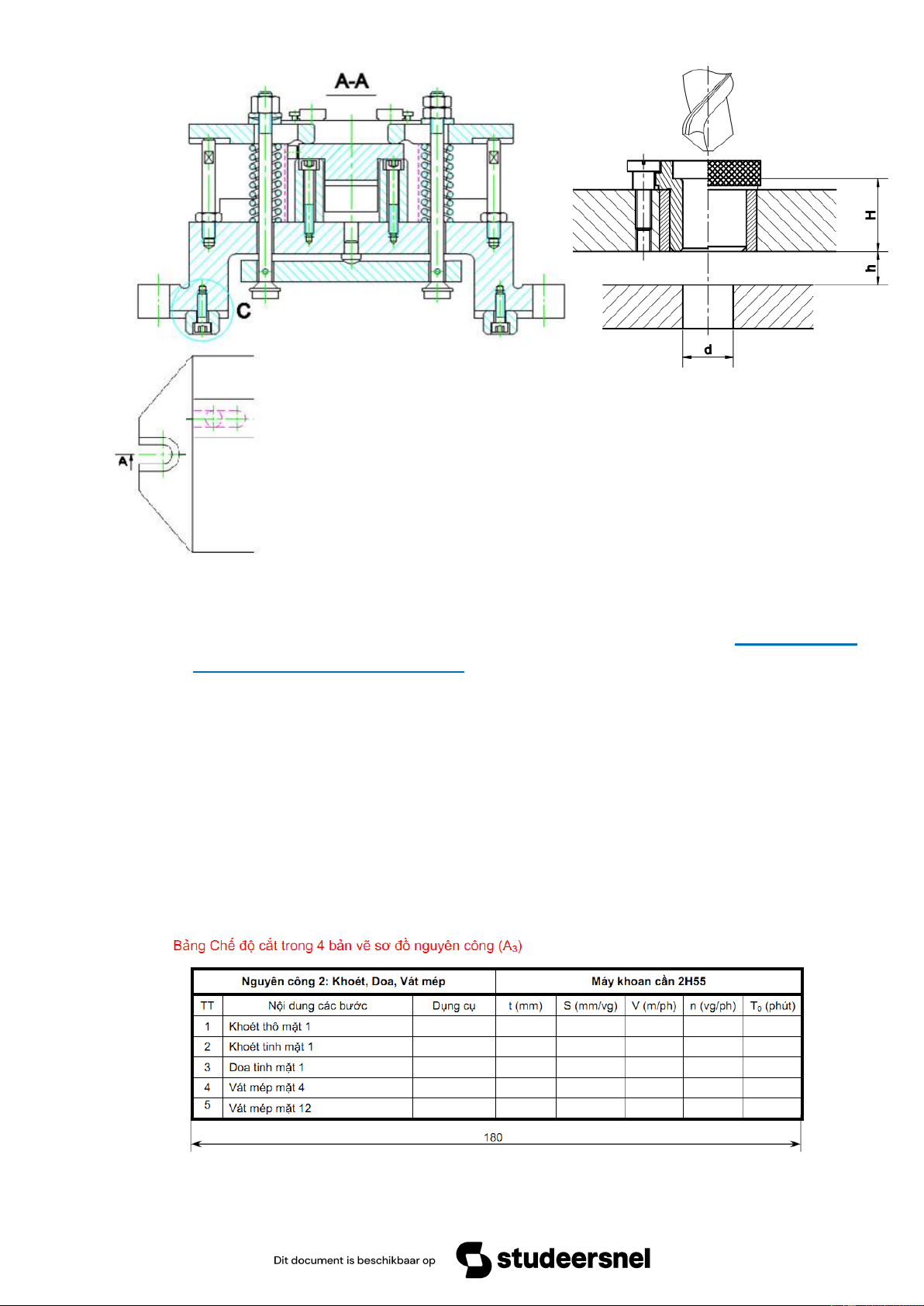
6. Bảng Chế độ cắt trong Sơ đồ NC. 7
Downloaded by Khoa Dinh (Khoanguyen9663@gmail.com)