jjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjj
ooo
Môn: Kinh tế chính trị Mác - Lênin 339 tài liệu
Trường: Trường Đại học Sư Phạm Hà Nội 3.7 K tài liệu
Tác giả:











Preview text:
lOMoARcPSD|7835589
Bài tập lớn Cơ khí đại cương
Cơ khí đại cương (Trường Đại học Bách khoa Hà Nội)
Studocu is not sponsored or endorsed by any college or university
Downloaded by Nam Van (vnam12238@gmail.com) lOMoARcPSD|7835589
BÀI TẬP LỚN CƠ KHÍ ĐẠI CƯƠNG Mã HP: ME2030
ĐỀ 13: TÌM HIỂU SẢN PHẨM MẶT BÍCH
Sinh viên thực hiện: Nguyễn Duy Hoàng MSSV: 20205949 Mã Lớp: 129357
Giảng viên hướng dẫn: PGS.TS Vũ Huy Lân Mục Lục
ĐỀ 13: TÌM HIỂU SẢN PHẨM MẶT BÍCH..............................................................................1
CHƯƠNG I: GIỚI THIỆU CHUNG VỀ SẢN PHẨM..............................................................2
1. MẶT BÍCH LÀ GÌ?...................................................................................................................2
2.PHÂN LOẠI...............................................................................................................................2
2.1. Tiêu chuẩn lắp ráp..........................................................................................................3
2.2. Phân loại theo vật liệu cấu tạo.......................................................................................3
2.3. Phân loại theo chức năng, vị trí sử dụng......................................................................3
2.4. Phân loại dựa vào áp lực đường ống.............................................................................4
2.5. Một số loại mặt bích thông dụng....................................................................................4
3. SẢN PHẨM MẶT BÍCH HÀN CỔ DÀI: .......................................................................................5
3.1. Khái niệm:.......................................................................................................................5
3.2. Đặc điểm:........................................................................................................................6
3.3. Ứng dụng:.......................................................................................................................6
3.4. Lựa chọn sản phẩm thiết kế: mặt bích cổ hàn dài dùng cho ống dẫn khí trong công
nghiệp dầu- khí......................................................................................................................6
CHƯƠNG II: PHÂN TÍCH SẢN PHẨM....................................................................................7
1.TÌM HIỂU CHỨC NĂNG LÀM VIỆC CỦA SẢN PHẨM.................................................................7
2.VẬT LIỆU CHẾ TẠO CHI TIẾT GIA CÔNG.................................................................................7
2.1. Cơ tính của vật liệu.........................................................................................................9
Downloaded by Nam Van (vnam12238@gmail.com) lOMoARcPSD|7835589
2.2. Thành phần hóa học của vật liệu cơ bản......................................................................9
CHƯƠNG III: QUY TRÌNH CÔNG NGHỆ CHẾ TẠO.........................................................10
1.CÁC CÔNG NGHỆ ĐÚC............................................................................................................10
1.1. Công nghệ đúc trong khuôn cát...................................................................................10
1.2. Các công nghệ đúc đặc biệt..........................................................................................10
2.CHI TIẾT MẶT BÍCH...............................................................................................................12
2.1. Lựa chọn phương pháp chế tạo phôi...........................................................................12
2.2. Quy trình công nghệ chế tạo chi tiết............................................................................12
3. CHI TIẾT PHẦN ỐNG.............................................................................................................15
3.1. Lựa chọn phương pháp chế tạo phôi...........................................................................15
3.2. Quy trình công nghệ chế tạo chi tiết............................................................................15
4. HOÀN THÀNH SẢN PHẨM MẶT BÍCH....................................................................................18
CHƯƠNG IV: PHƯƠNG PHÁP XỬ LÝ NHIỆT.....................................................................19
CHƯƠNG V: KẾT LUẬN...........................................................................................................20
CHƯƠNG I: GIỚI THIỆU CHUNG VỀ SẢN PHẨM 1. Mặt Bích là gì?
Mặt bích là một sản phẩm cơ khí, là khối hình tròn hoặc vuông được chế tạo phổ
biến từ phôi thép carbon hoặc phôi thép không rỉ (ngày nay mặt bích còn được chế
tạo từ vật liệu đồng hoặc nhựa). Mặt bích là phụ kiện kết nối ống, máy bơm, van,
và các phụ kiện đường ống khác với nhau thông qua mối liên kết bu lông trên thân
để tạo thành một hệ thống đường ống dẫn công nghiệp. Hiện tại mặt bích đã trở
thành một thiết bị, chi tiết không thể thay thế trong quá trình thi công các công
trình, nhà máy có sử dụng đường ống. 2.Phân loại
Mặt bích có nhiều loại với cấu tạo khác nhau từ kiểu lắp đặt, nguyên vật liệu
cấu tạo nên, chuẩn lắp rát, áp lực chịu được hay chức năng sử dụng của nó. Dưới
đây là các kiểu phân loại mặt bích phổ biến nhất hiện nay:
Downloaded by Nam Van (vnam12238@gmail.com) lOMoARcPSD|7835589
2.1. Tiêu chuẩn lắp ráp
Để thuận tiện trong quá trình lắp đặt, người ta đã sử dụng một số tiêu chuẩn lắp đặt
nhất định để việc lắp đặt mặt bích trở nên đơn giản hơn mà không phải mất công
trong quá trình đo đạc, tính toán. Dưới đây là các tiêu chuẩn đã được công nhận và sử dụng rộng rãi –Tiêu chuẩn Anh (BS) –Mặt bích BS –Tiêu chuẩn Mỹ (ANSI) –Mặt bích ANSI –Tiêu chuẩn (JIS) –Mặt bích JIS –Tiêu chuẩn Đức (DIN)
Các tiêu chuẩn này đã được các viện hàn lâm công nhận và được sử dụng thông
hành trên toàn thế giới.
2.2. Phân loại theo vật liệu cấu tạo
Tùy theo môi trường sử dụng cũng như áp lực đường ống mà ta sử dụng các loại
bích có cấu tạo từ các vật liệu khác nhau mà cụ thể là các vật liệu dưới đây:
–Bích Inox: Loại bích này thường được sử dụng cho môi trường có độ ăn mòn cao,
môi trường hóa chất hay làm việc trong môi trường có nhiệt độ cao...
–Bích thép: Đây là loại bích được sử dụng phổ biến nhất trên thị trường hiện nay
do có tính đa dụng và giá thành khá rẻ.
–Bích nhựa: Loại bích này được sử dụng trong môi trường nước sạch, cấp nước tuy
nhiên có một số lại được sử dụng trong cả môi trường hóa chất chất.
–Bích đồng: Bích này được chế tạo từ vật liêu đồng và được sử dụng chủ yếu trong
môi trường axit, có độ ăn mòn cao...
2.3. Phân loại theo chức năng, vị trí sử dụng
Downloaded by Nam Van (vnam12238@gmail.com) lOMoARcPSD|7835589
Tùy theo chức năng sử dụng, vị trí sử dụng của mặt bích chúng ta có một số loại mặt bích như sau:
- Mặt bích rỗng: Dùng để lắp trên đường ống, kết nối đường ống với các chi tiết.
- Mặt bích đặc: Dùng để hàn bịt kín đường ống, ngăn lưu chất đi qua vị trí của mặt bích.
- Mặt bích hàn cổ: Welding Neck flange là loại mặt bích có cổ và cổ được hàn với
đầu ống hoặc phụ kiện fitting bằng phương pháp hàn vát mép (butt weld – hàn chữ
V). Được sử dụng phổ biến trong ngành công nghiệp dầu khí và hóa chất.
- Mặt bích bọc đúc: là loại mặt bích gắn kết với đường ống bằng duy nhất một mối
ghép hàn ở một phía, thường được sử dụng cho đường ống có kích thước nhỏ áp lực cao.
-Mặt bích hàn trượt: Slip-on flange là loại mặt bích gắn kết với đường ống bằng
cách hàn cả mặt ngoài và mặt trong mặt bích.
-Mặt bích ren: Threaded flange là loại mặt bích gắn kết với đường ống bằng mối
ghép ren (mặt bích là ren trong còn ống là ren ngoài).
2.4. Phân loại dựa vào áp lực đường ống
Tùy thuộc vào các công trình hay các hệ thống đường ống khác nhau mà ta có các
hệ thống áp lực khác nhau. Chính vì thế, cũng có các loại mặt bích khác nhau dựa
trên áp lực của hệ thống đ ờ
ƣ ng ống chẳng hạn như một số loại bích chịu áp lực dưới đây: –Bích 5k –Bích 10k –Bích 16k –Bích 20k
2.5. Một số loại mặt bích thông dụng
Downloaded by Nam Van (vnam12238@gmail.com) lOMoARcPSD|7835589
3. Sản phẩm mặt bích hàn cổ dài: 3.1. Khái niệm:
Là dạng mặt bích có cấu tạo một phần trung tâm ống thon dài có thể được hàn
bằng một đường ống, phần đường ống có kích thước dài ra ngoài giúp mở rộng và
Downloaded by Nam Van (vnam12238@gmail.com) lOMoARcPSD|7835589
độ hoạt động cho từng loại đường ống. Mặt bích thường được đúc dạng nguyên
khối với phần cổ dài để hàn trực tiếp vào đường ống hoặc liên kết ống với mặt bích
tiêu chuẩn bằng mối hàn. 3.2. Đặc điểm:
+ Tất cả các mặt bích tiêu chuẩn bao gồm BS, ANSI, DIN, JIS10K các lỗ bulong
luôn là bội số của 4, tùy theo tiêu chuẩn mặt bích và kích thước mặt bích sẽ có các
giá trị tương đương là: 4,8,12,16,20,…
+ Đây là dòng phụ kiện được sử dụng rộng rãi nhất trong các loại mặt bích vì có
thể kết nối dễ dàng, phù hợp với hầu hết các đường ống.
+ Loại bích này được sử dụng trong các ứng dụng áp suất cao và nhiệt độ cao. Việc
hàn chết với đường ống sẽ giúp cho việc vận chuyển lưu thông các dòng chất
không xảy ra ma sát hay giảm áp suất dòng chảy khi đi qua phần kết nối. Tính
năng nổi bật nhưng giá thành của dòng mặt bích cổ hàn có phần cao hơn so với các loại mặt bích khác. 3.3. Ứng dụng:
Trong thực tế, mặt bích cổ hàn dài thường được sử dụng trên tàu, cột hoặc
thùng. Những loại mặt bích này cũng có sẵn trong các loại thùng nặng (HB) và loại
thùng bằng nhau (E). Vì những đặc điểm dễdàng lắp đặt, vận hành, điều chỉnh và
bảo dưỡng nên mặt bích được ứng dụng rộng rãi trong các lĩnh vực công nghiệp:
đường ống cấp thoát nước, xí nghiệp, nhà máy, công trình xây dựng tòa nhà cao
tầng, lĩnh vực dầu khí, hóa chất, khí nén, ...
-Mặt bích là phụ kiện kết nối ống, máy bơm, van, và các phụ kiện đường ống khác
với nhau thông qua mối liên kết bu lông trên thân đểtạo thành một hệ thống đường ống dẫn công nghiệp.
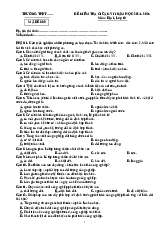
3.4. Lựa chọn sản phẩm thiết kế: mặt bích cổ hàn dài dùng cho ống dẫn khí
trong công nghiệp dầu- khí.
Downloaded by Nam Van (vnam12238@gmail.com) lOMoARcPSD|7835589
+ Đường kính bên ngoài mặt bích: 200mm
+ Đường kính vòng tròn bulong:165mm
+ Đường kính ngoài ống: 112mm
+ Đường kính trong ống: 100mm
+ Đường kính lỗ bulong: 19mm + Độ dày mặt bích: 16mm
+ Chiều cao mặt bích: 150mm + Số lỗ bulong: 8
CHƯƠNG II: PHÂN TÍCH SẢN PHẨM
1.Tìm hiểu chức năng làm việc của sản phẩm
Mặt bích hàn cổ dài được sử dụng trong các đường ống của ngành hóa dầu, dầu
khí, đây là bộ phận không thể thay thế của các ngành công nghiệp hóa chất. Mặt
bích là bộ phận kết nối các đường ống, liên kết các đường ống cho sự di chuyển
của dầu, khí bên trong. Giúp tiết kiệm chi phí và đơn giản cho hệ thống ống dẫn.
2.Vật liệu chế tạo chi tiết gia công
Ngành công nghiệp dầu- khí có những tiêu chí nhất định trong việc sử dụng
nguyên vật liệu bởi chúng ảnh hưởng trực tiếp đến năng suất, khả năng chế biến
Downloaded by Nam Van (vnam12238@gmail.com) lOMoARcPSD|7835589
dầu- khí của cả một bộ máy vận hành. Vì vậy thép không gỉ được lựa chọn làm vật
liệu của các máy móc, thiết bị, công cụ sản xuất trong chế biến dầu thô, các sản
phẩm hóa dầu và nhiên liệu khí đốt. Vượt trội hơn các loại thép khác, thép không
gỉ có những ưu thế giúp nó trở thành vật liệu “vàng” cho ngành này.
-Thép không gỉ là một loại thép hợp kim đặc biệt, có các nguyên tố Cr và Ni, trong
đó phầm trăm Cr ,có khả năng chống lại môi trường ăn mòn. Thép không gỉ có khả
năng chống ăn mòn trong môi trường nước, không khí và trong môi trường có
nhiệt độ cao. Thép không gỉ có thể duy trì những đặc tính vốn có của nó ở tất cả
các nhiệt độ khác nhau. Thông thường, các giàn khoan nằm giữa biển, chịu nhiệt
độ và môi trường muối biển khắc nghiệt, các nhà máy chế biến luôn trong tình
trạng vận hành công suất lớn, chỉ có thép không gỉ mới có thể đáp ứng được những
yêu cầu khó khăn đó nhằm đảm bảo cho tiến trình công việc được thuận lợi, sản phẩm đạt chất lượng.
-Trong ngành công nghiệp dầu- khí, chắc chắn có sử dụng những hóa chất đặc biệt
như axit, các chất độc hại hoặc dễ cháy nổ. Thép không gỉ giúp đảm bảo cho các
ống dẫn truyền tách khỏi các tác nhân nguy hiểm này.
-Dù ở điểm đóng băng hay bị nóng chảy, thép không gỉ là loại vật liệu duy nhất giữ
được cấu trúc vốn có của nó.
-Nhờ khả năng tạo hình và tính linh hoạt của mình, độ bền và dẻo…thép không gỉ
giúp bảo vệ sản phẩm khỏi những va chạm. Nó cũng giúp cho việc tạo ra nhiều
công cụ, dụng cụ, thiết bị phục vụ cho chế biến dầu khí trong sự phát triển ngày
càng đa dạng của công nghệ dầu khí.
-Các ống dẫn bằng thép không gỉ sẽ có bề mặt láng mịn, dễ vệ sinh và bảo trì nhằm
hạn chế tối đa ô nhiễm và lây lan vi khuẩn. Việc dễ dàng vệ sinh và bảo trì còn
giúp sản phẩm tránh hư hỏng, sử dụng được lâu hơn.
-Tuổi thọ của thép không gỉ là một trong những ưu điểm giúp cho chúng chiếm vị
trí quan trọng trong ngành công nghiệp dầu- khí bởi nó vừa góp phần tạo ra kinh
tế, vừa tiết kiệm đáng kể chi phí phát sinh.
=> Lựa chọn thép không gỉ 15Cr25Ti.
Downloaded by Nam Van (vnam12238@gmail.com) lOMoARcPSD|7835589
2.1. Cơ tính của vật liệu
Cơ tính của thép không gỉ 15Cr25Ti theo tiêu chuẩn TCVN 2735-78 được cho trong bảng 1.1
Bảng 1.1: Cơ tính của thép không gỉ 15Cr25Ti Mác thép Chỉ tiêu cơ tính Nhiệt độ làm việc Độ bền kéo Giới hạn Độ dãn dài Độ thắt Độ dai va Kg lực/ chảy Kg
tương đối % tương đối% đập Kg lực/ lực/ Không nhỏ hơn 15Cr25Ti 45 30 20 45 - 20300
2.2. Thành phần hóa học của vật liệu cơ bản
Thành phần hóa học của thép không gỉ 15Cr25Ti theo tiêu chuẩn TCVN 2735-78 được cho trong bảng 1.2
Bảng 1.2: Thành phần hóa học thép không gỉ 15Cr25Ti Mác thép Thành phần hóa học % C Si Mn Cr Ti S P Không Chống lớn hơn ăn mòn
Downloaded by Nam Van (vnam12238@gmail.com) lOMoARcPSD|7835589 15Cr25Ti 0,15 1,00 0,80 2427 5.C*0,80 0,025 0,035
CHƯƠNG III: QUY TRÌNH CÔNG NGHỆ CHẾ TẠO
Trong sản xuất có rất nhiều phương pháp chế tạo phôi khác nhau, tuỳ từng điều
kiện cụ thể của từng dạng sản xuất và điều kiện sản xuất của từng nhà máy mà ta
có phương pháp tạo phôi khác nhau. Điều cần chú ý khi chọn phôi là phôi phải có
hình dáng gần giống như chi tiết cần gia công, như vậy sẽ giảm được các bước
công nghệ, nguyên công cần thiết và lượng dư gia công không cần thiết. Từ đó sẽ
giảm được chi phí ban đầu giảm giá thành sản phẩm sau này. Có rất nhiều cách chế
tạo phôi khác nhau như phôi thép thanh, phôi đúc, phôi thép cán, phôi dập, phôi rèn.
Do chúng ta chế tạo sản phẩm mặt bích hàn cổ dài, có hình dạng đơn giản và thuộc
dạng sản phẩm chế tạo hàng loạt nên phương pháp phù hợp nhất là phương pháp đúc.
1.Các công nghệ đúc
1.1. Công nghệ đúc trong khuôn cát
Đúc trong khuôn cát là dạng đúc phổ biến. Khuôn cát là loại khuôn đúc một lần
(chỉ rót một lần rồi phá khuôn). Vật đúc tạo hình trong khuôn cát có độ chính xác
thấp, độ bóng bề mặt kém, lượng dư gia công lớn, nhưng khuôn cát có ưu điểm là
tạo ra vật đúc có kết cấu phức tạp, khối lượng lớn và giá thành khuôn thấp.
1.2. Các công nghệ đúc đặc biệt
a, Đúc trong khuôn kim loại
Phương pháp này cơ bản giống đúc trong khuôn cát, nhưng có những đặc điểm
riêng. Tốc độ kết tinh lớn nên cơ tính của vật đúc tốt. Độ nhẵn bề mặt và độ chính
xác của lòng khuôn cao, nên chất lượng vật đúc tốt. Tuổi thọ của khuôn kim loại
cao. Ngoài ra còn tiết kiệm được thời gian làm khuôn nên nâng cao năng suất và
Downloaded by Nam Van (vnam12238@gmail.com) lOMoARcPSD|7835589
giảm được giá thành. Tuy nhiên phương pháp này không đúc được vật đúc quá
phức tạp, thành mòng và lớn. Vật đúc dễ bị nứt, không có tính lún và thoát khí. b, Đúc áp lực
Phương pháp này có thể đúc được vật phức tạp, thành mỏng (15mm), đúc được các
loại lỗ có kích thước nhỏ. Độ bóng và độ chính xác gia công cao. Cơ tính vật đúc
cao nhờ mật độ vật đúc lớn. Ngoài ra năng suất đạt được cao. Phương pháp này
thường dùng để đúc các kim loại màu, pít tông ô tô, xe máy hay cánh tỏa nhiệt.
Tuy nhiên đúc áp lực không dùng được lõi cát và khuôn chóng bị mài mòn do dòng
chảy áp lực của hợp kim ở nhiệt độ cao. c, Đúc li tâm
Đúc được các vật tròn rỗng mà không cần lõi nên tiết kiệm đươc vật liệu và công
làm lõi đúc. Vật đúc có tổ chức kim loại nhỏ mịn chặt không tồn tại rỗ sỉ khi có độ
ngót nhưng khuôn đúc cần có độ bền cao do phải làm việc ở nhiêt độ cao và lực ép
của kim loại lớn, độ chính xác của lỗ thấp chất lượng bề mặt lỗ kém. Phương pháp
đúc li tâm đứng có thể đúc được các vật có chiều cao nhỏ và đường kính lớn.
Phương pháp đúc li tâm nằm có thể đúc được các vật có đường kính nhỏ và chiều dày mỏng.
d, Đúc trong khuôn mẫu chảy
Phương pháp này đúc được các vật đúc có độ chính xác cao, không cần chế tạo lõi
riêng. Độ nhẵn đảm bảo do bề mặt lòng khuôn nhẵn. Nhưng năng suất không cóa
do quy trình đúc dài. Được dùng để đúc các kim loại quý như vàng, bạc,..
e, Đúc trong khuôn vỏ mỏng
Đây là quá trình đúc trong khuôn cát đặc biệt, có thể đúc được những vật có độ
chính xác cao. Đúc được các kim loại đen như gang, thép C, thép hợp kim. Nhưng
quy trình đúc dài và giá thành cao. f, Đúc liên tục
Thích hợp với các vật đúc dài, đúc các tấm kim loại cho cán, vật đúc không có độ
co, rỗ sỉ, ít bị thiên tích.
Downloaded by Nam Van (vnam12238@gmail.com) lOMoARcPSD|7835589
2.Chi tiết mặt bích
2.1. Lựa chọn phương pháp chế tạo phôi
Lựa chọn phương pháp đúc bằng khuôn kim loại
-Sản phẩm mặt bích cần chế tạo có các đặc điểm như có hình dạng đơn giản, làm
việc trong môi trường đường ống dẫn khí nên độ chính xác không cần quá cao, là
dạng sản phẩm chế tạo hàng loạt, chịu được nhiệt độ cao, chịu được va đập.
-Đúc bằng khuôn kim loại cho ta sản phẩm đúc có độ chính xác và độ bóng cao hơn so với khuôn cát.
-Có khối lượng riêng cao nên tổ chức vật đúc tốt chất lượng bề mặt cao, tính lún hầu như không có.
-Không hút nước và bền nên vật đúc ít rỗ khí, ít nứt và các khuyết tật khác.
-Dễ cơ khí hoá, tự động hoá, linh động trong sản xuất cho năng xuất tương đối cao.
-Giảm hao phí kim loại cho hệthống rót vì không cần hệ thống rót lớn.
-Đơn giản hoá quá trình đổkhuôn và làm sạch vật đúc.
Chính vì vậy, lựa chọn phương pháp đúc bằng khuôn kim loại là phương pháp hợp lý.
2.2. Quá trình công nghệ chế tạo
Sơ đồ QTCN thứ tự các nguyên công như sau Nguyên công 4 Nguyên công 1 Nguyên công 2 Nguyễn công 3 Kiểm tra Chuẩn bị phôi Khoan lỗ Mài, lãm nhẵn
*Nguyên công 1: Chuẩn bị phôi
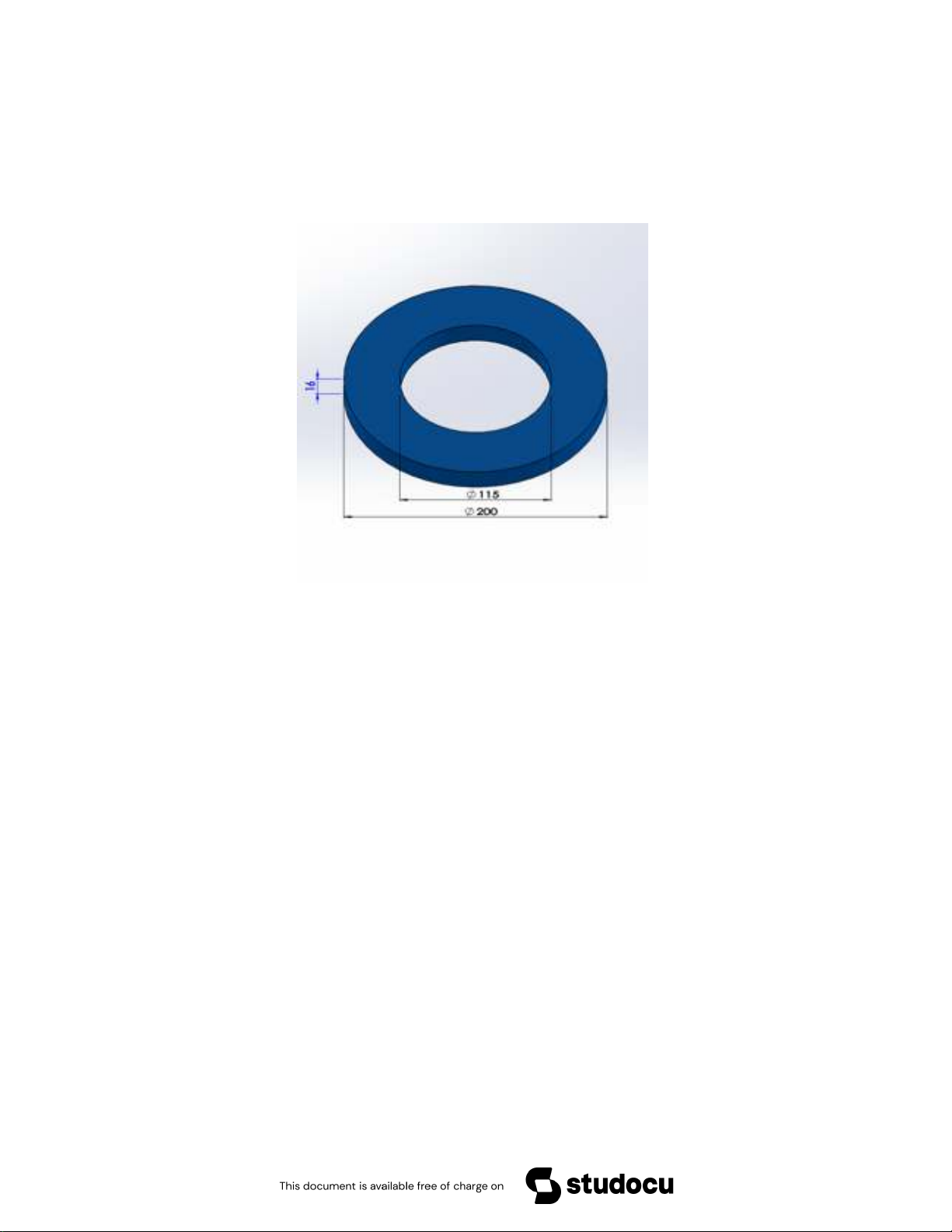
- Chọn phôi: phôi đúc dày 16 mm
Kích thước phôi theo tiêu chuẩn: +đường kính ngoài 200 mm
Downloaded by Nam Van (vnam12238@gmail.com) lOMoARcPSD|7835589 +đường kính trong 115 mm +cao 16 mm
-Thông số kỹ thuật của chi tiết: *Nguyên công 2: Khoan lỗ
Chọn máy khoan với các thông số kỹ thuật dưới đây:
Downloaded by Nam Van (vnam12238@gmail.com) lOMoARcPSD|7835589
Khoan 8 lỗ như hình vẽ trên *Nguyên công 3: Mài
Sau khi khoan lỗ xong ta tiến hành mài chi tiết để đam bảo làm nhẵn và phẳng ở
bề mặt các lỗ đã khoan. Đảm bảo độ chính xác khi sử dụng bulong và đai ốc. Bề
mặt chi tiết có mối hàn với phần ống cần làm nhẵn bề mặt. Để mài lại ta chọn máy
mài góc 170 – 2500 watt do hãng Karess sản xuất. Máy mài 2500 WSB-230
Downloaded by Nam Van (vnam12238@gmail.com) lOMoARcPSD|7835589 *Nguyên công 4: Kiểm tra
Ta kiểm tra lại vị trí các chi tiết như trên bản vẽ, sau đó dùng giấy ráp đánh bóng
chi tiết. Chi tiết sau khi gia công cần đạt được Ra=0,63 ở bề mặt phần đã được mài.
Các lỗ khoan cần đạt Rz=20 và các bề mặt khác đạt được Rz=80.
3. Chi tiết phần ống
3.1. Lựa chọn phương pháp chế tạo phôi
Sử dụng phương pháp đúc li tâm với trục quay nằm ngang
-Phôi đúc có đặc điểm thành mỏng, có chiều dài tương đối, đường kính ống nhỏ.
-Tiết liệu được vật liệu và công làm lõi.
-Bề mặt sản phẩm có độ chính xác không cao, chất lượng bề mặt lỗ kém.
3.2. Quy trình công nghệ chế tạo chi tiết
Sơ đồ thứ tự các nguyên công như sau: Nguyên công 1 Nguyên công 2 Nguyên công 3
Chuẩn bị phôi, cắt phôi Mài Kiểm tra
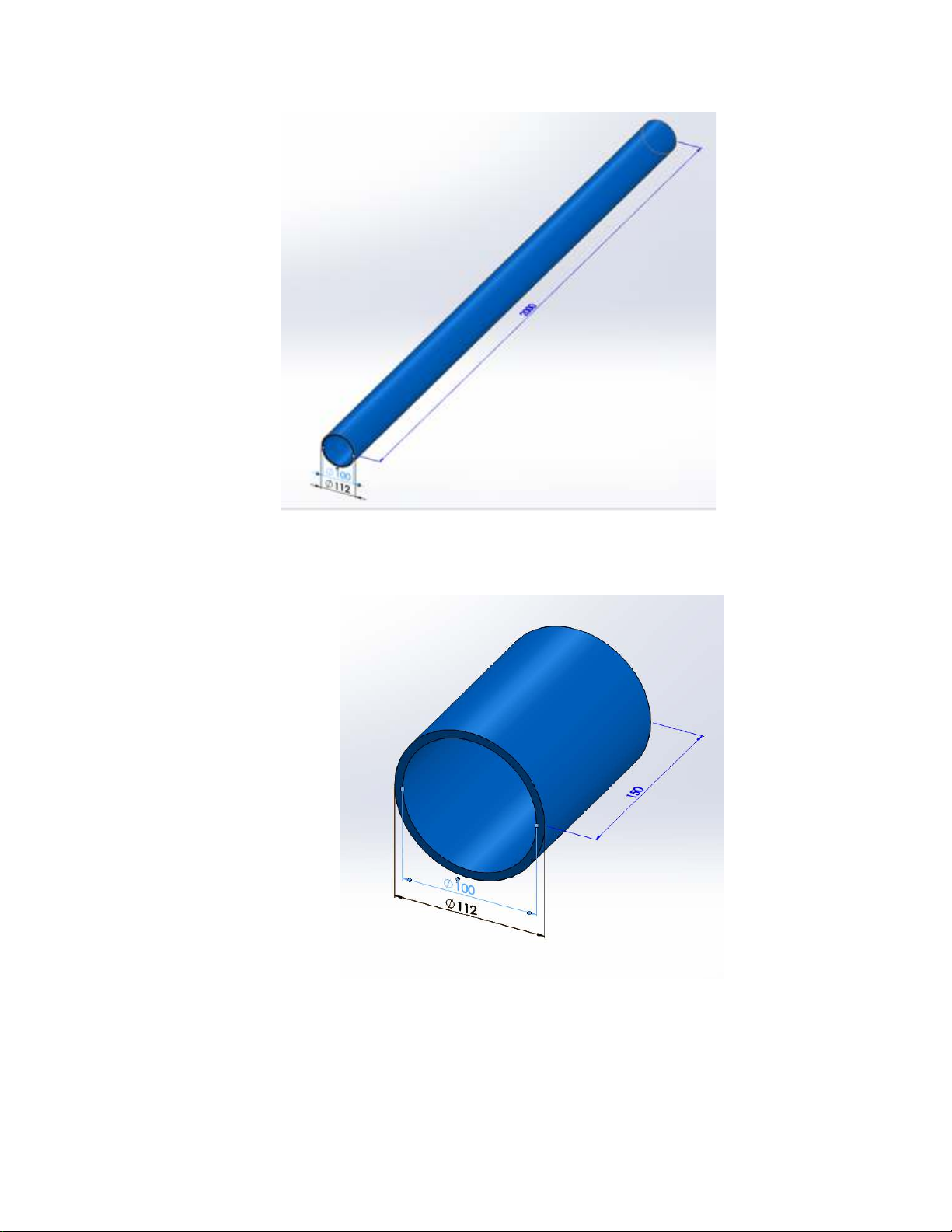
*Nguyên công 1: Chuẩn bị phôi và cắt phôi
- Chuẩn bị: phôi ống đúc dài từ 2m-3m. Đường kính ngoài đường ống cần thiết kế
nhỏ hơn đường kính trong mặt bích khoảng 1-2mm.
Kích thước theo tiêu chuẩn: +đường kính trong 100 mm
+đường kính ngoài 112 mm
-Kích thước phôi như trong hình vẽ:
Downloaded by Nam Van (vnam12238@gmail.com) lOMoARcPSD|7835589 -Kích thước chi tiết:
Ta sử dụng máy cắt ống xoay tròn nhập khẩu từ Nhật bản. Các thông số đã có ở
trên. Sử dụng lưỡi dao cắt inox. Vết cắt cần đảm bảo độ chính xác.
Downloaded by Nam Van (vnam12238@gmail.com) lOMoARcPSD|7835589 *Nguyên công 3: Mài
Sau khi cắt ống xong ta tiến hành mài chi tiết để đam bảo làm nhẵn và phẳng ở bề
mặt vết cắt. Để mài lại ta chọn máy mài góc 170 – 2500 watt do hãng Karess sản xuất Máy mài 2500 WSB-230 *Nguyên công 4: Kiểm tra
Sau khi thực hiện các công đoạn trên, ta tiến hành kiểm tra lại thông số chi tiết theo
bản thiết kế để đảm bảo tính chính xác. Chi tiết sau khi gia công cần đảm bảo đạt
được Ra= 0,63 tại các bề mặt được mài. Các bề mặt còn lại đạt được
Downloaded by Nam Van (vnam12238@gmail.com) lOMoARcPSD|7835589 Ra= 80.
4. Hoàn thành sản phẩm mặt bích
Quy trình hoàn thành sản phẩm Nguyên công 1 Nguyên công 2 Hàn Kiểm tra
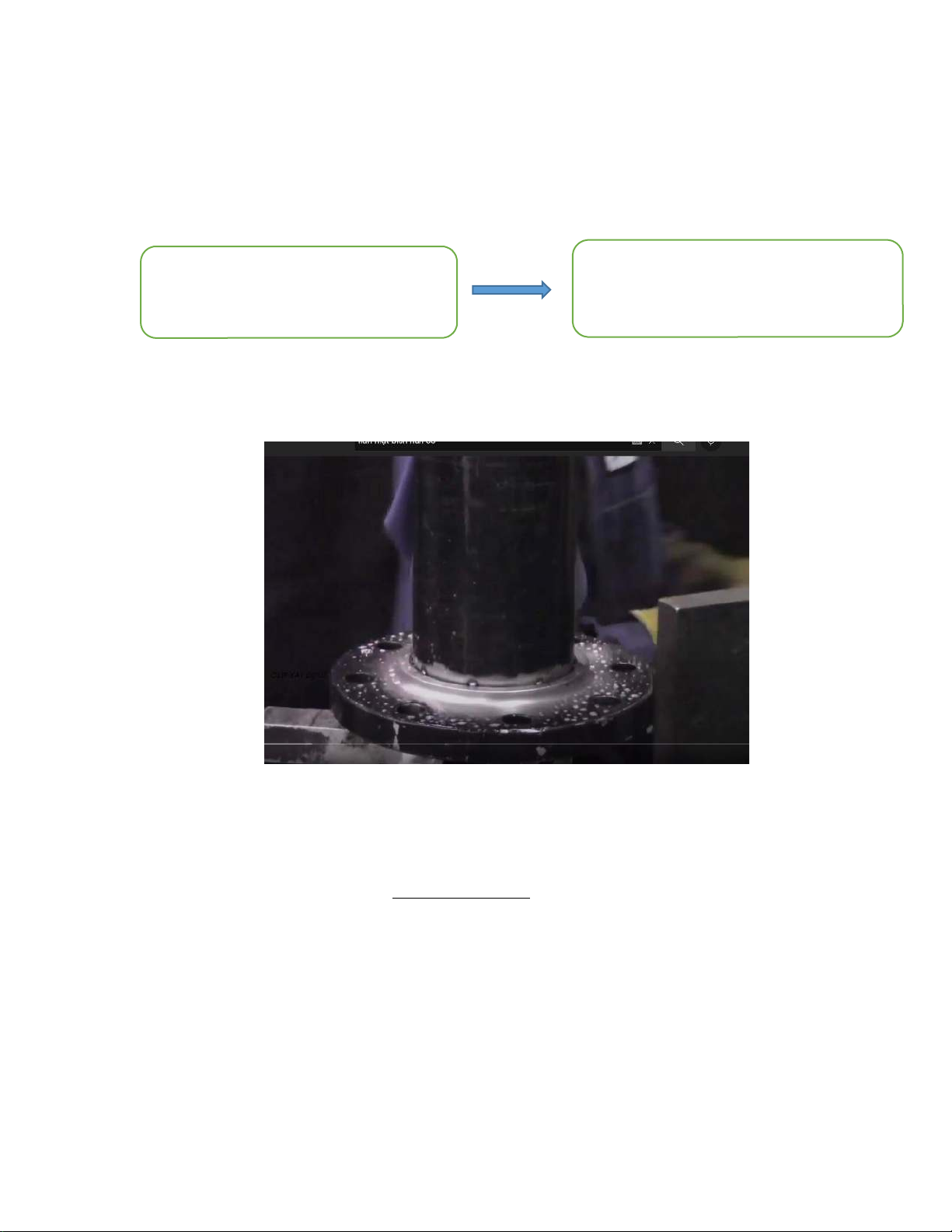
-Cố định mặt bích và ống: Đặt mặt bích lên trên cao, vừa tầm tay hàn. Đặt ống vào
bên trong mặt bích như hình dưới.
-Hàn chấm để cố định, khoảng 4 điểm. Hàn bên ngoài trước rồi mới hàn bên trong.
Sử dụng máy hàn Mig Riland NBC-251GF. Lưu ý khi hàn bên trong miệng ống
và mặt bích, không nên hàn cho mối hàn quá to và dày, nếu lồi ra ngoài mặt bích sẽ
mất công mài lại, mà nếu mài không kĩ thì cho ron vào sẽ rất khó. Nếu mối hàn bên
trong có nhiều ba via nên dùng máy mài khuôn để làm mịn lại đường mài, sẽ giúp
lắp ron vào dễ hơn. Đối với mối hàn ngoài, có thể tiến hành hàn 2 lớp để đảm bảo chắc chắn.
Downloaded by Nam Van (vnam12238@gmail.com) lOMoARcPSD|7835589
Máy hàn Mig Riland NBC-251GF *Nguyên công 2: Kiểm tra
- Sau khi tiến hành hàn mặt bích và ống, ta tiến hành kiểm tra sản phẩm. Đảm bảo
các thông số sản phẩm chính xác. Kiểm tra liên kết mỗi hàn đủ chắc chắn và không
có khuyết tật. Tiến hành mài mối chấm hàn nếu quá to.
CHƯƠNG IV: PHƯƠNG PHÁP XỬ LÝ NHIỆT
-Sản phẩm mặt bích được sử dụng trong các đường ống dẫn dầu khí, cần chịu được
sự ăn mòn hóa học từ các loại khí đốt và dầu, các loại axit, chịu được nhiệt độ cao
trong quá trình làm việc. Mặt bích không cần phải chịu những áp lực do va đập
nhưng cần chịu áp lực từ chất lỏng và khí trong đường ống.
-Các chi tiết phần đáy mặt bích và phần ống trước khi gia công cần phải xử lý
nhiệt. Để đáp ứng được yêu cầu và tính chất của công việc, chúng ta chỉ cần sử
dụng phương pháp ủ hoàn toàn, nung các chi tiết nhiệt độ từ 730770. Sau đó ủ
trong lò một thời gian rồi làm nguội trong không khí. Phương pháp này giúp thép
giảm độ cứng, tăng tính dẻo và làm nhỏ hạt, giúp khử ứng xuất dư trong quá trình gia công.
Downloaded by Nam Van (vnam12238@gmail.com)