kaizen event - quality management
bài báo về Kaizen event
Môn: Kinh tế đầu tư 247 tài liệu
Trường: Trường Đại học Kinh Tế Quốc Dân 8.7 K tài liệu
Tác giả:







Preview text:
International Journal of Productivity and Performance Management
Kaizen event approach: a case study in the packaging industry
Brian Vo, Elif Kongar, Manuel F. Suárez Barraza, Article information: To cite this document:
Brian Vo, Elif Kongar, Manuel F. Suárez Barraza, (2019) "Kaizen event approach: a case study in
the packaging industry", International Journal of Productivity and Performance Management, https://
doi.org/10.1108/IJPPM-07-2018-0282
Permanent link to this document:
https://doi.org/10.1108/IJPPM-07-2018-0282
Downloaded on: 15 June 2019, At: 02:12 (PT)
References: this document contains references to 87 other documents.
To copy this document: permissions@emeraldinsight.com
The fulltext of this document has been downloaded 11 times since 2019*
Access to this document was granted through an Emerald subscription provided by emerald- srm:365702 [] For Authors
If you would like to write for this, or any other Emerald publication, then please use our Emerald
for Authors service information about how to choose which publication to write for and submission
guidelines are available for all. Please visit www.emeraldinsight.com/authors for more information.
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT)
About Emerald www.emeraldinsight.com
Emerald is a global publisher linking research and practice to the benefit of society. The company
manages a portfolio of more than 290 journals and over 2,350 books and book series volumes, as
well as providing an extensive range of online products and additional customer resources and services.
Emerald is both COUNTER 4 and TRANSFER compliant. The organization is a partner of the
Committee on Publication Ethics (COPE) and also works with Portico and the LOCKSS initiative for digital archive preservation.
*Related content and download information correct at time of download.
The current issue and full text archive of this journal is available on Emerald Insight at:
www.emeraldinsight.com/1741-0401.htm Kaizen event approach: a case Kaizen event approach
study in the packaging industry Brian Vo and Elif Kongar
Department of Technology Management,
University of Bridgeport, Bridgeport, Connecticut, USA, and Manuel F. Suárez Barraza Received 31 July 2018
International Business Management Department, Revised 6 November 2018
Universidad de las Américas Puebla (UDLAP), Puebla, Mexico 15 January 2019 Accepted 12 February 2019 Abstract
Purpose – The purpose of this paper is twofold: first, a case study on the application of lean production
principles in a manufacturing facility is presented to demonstrate the impact of frequent and systematic use
of a Kaizen event on quality and delivery performance. Second, the detailed description and analysis of the
Kaizen event and its impact are provided, including a comprehensive analysis of the role of Kaizen events on
employee participation and motivation.
Design/methodology/approach – The study utilizes a Kaizen event’s case study data with the help of
various waste detection and elimination tools and techniques. Changes in overall productivity along with
potential long-term improvements in the delivery process are also analyzed and documented.
Findings – Pre- and post-quality measures are provided to demonstrate the results of the event on the
production quality and on the performance of the overall manufacturing processes. Qualitative findings
regarding performance measurements and the impact on the employees are reported.
Research limitations/implications – The Kaizen team applied analytical techniques to one manufacturing
site in North America of a company that has a manufacturing presence in 20 different countries.
Originality/value – Kaizen studies involving packaging operations are quite limited. This study fills this
gap by detailing the Kaizen event implementation in a packaging delivery and dispensing systems
manufacturer for the cosmetic industry. The implementation of this Kaizen event is detailed along with the
data and techniques utilized for process improvement. The study also reports findings regarding the impact
of the Kaizen event on employee participation.
Keywords Lean production, Kaizen, Consumer-packaging industry Paper type Case study 1. Background
Today the US consumer-packaging sector, similar to other manufacturing industries, is
facing significant challenges. The pressure to attain excellence in production efficiencies is
one of the major reasons why today
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT)
’s businesses are challenged and need to be positioned
to retain high levels of competitiveness. The task of delivering high quality products into
the marketplace, at a fast rate and with lower operational costs, is the primary goal for
such businesses. From an industry standpoint, manufacturing firms must meet FDA
regulatory compliance requirements, in an era of rapid change and global competition,
while sustaining their cost and efficiency levels. This notion serves as motivation for such
companies to seek process, production, labor and material alternatives in order to remain
competitive. To stay ahead of the competition, consumer-packaging manufacturers must
have a focused concentration not only on increasing productivity, efficiency and
effectiveness, but also on reducing the overall operational cost. Superior value is still the
sine qua non, a crucial determinant of the local and global competitiveness (Bobrowski,
2000). Given today’s increasing competition, only the organizations that are effective in
reducing or eliminating waste, minimizing defects, reducing lead times, continuously International Journal of
improving quality and enhancing overall customer satisfaction while undergoing cultural Productivity and Performance Management
transformation will survive in the marketplace (Bilgen and Şen, 2012). Given the need for © Emerald Publishing Limited 1741-0401
high quality products and services, companies are adopting various process improvement DOI 10.1108/IJPPM-07-2018-0282 IJPPM
approaches such as lean manufacturing and Six Sigma at an increasing pace. Among
these operational tools, lean manufacturing is viewed as the most versatile process, aimed
at reducing the number of resources while providing higher levels of quality in products
and services (Womack et al., 1990). 2. Introduction
Consumer-packaged goods manufacturers have been facing many challenges, including slow
growth, volatile commodity costs, regulatory risk and the expanding role of government. The
company where one of authors of this study is employed has recently encountered the problems listed below: •
decreasing customer satisfaction resulting in the highest decline in sales; •
declining supply chain performance caused by several missed target delivery dates; •
increasing commodity costs due to rising costs of raw materials; •
decreasing productivity as a result of frequent, unexpected downtimes and machine breakdowns; and •
declining finished product first-pass yield resulting in the lowest ever recorded levels.
In order to address the issues stated above, the company officials decided to apply Kaizen,
as it is one of the most efficient ways to improve the quality of operations while increasing
the overall employee participation. This study details the steps and the outcomes of the
Kaizen event which might be useful to consumer-packaged goods and other manufacturing
industries in improving their own operations. In addition, employee participation data
resulting from the Kaizen event can help decision makers gain better understanding of
continuing improvement efforts in the workplace.
As indicated by Sikkel et al. (1999), real-life case studies are important to bridge the gap
between academic skills and knowledge attained by students (Sikkel et al., 1999). The best
practices for implementing successful Kaizen events benefit not only practitioners but also
educators. Although it is difficult to quantify its value, this case study is useful in
understanding lean manufacturing systems and the value of employee engagement. The
Kaizen event reported in this study demonstrates how to achieve predetermined business
goals while providing real data and information regarding lean management tools and their
hands-on applications. The purpose of this research is to provide an exploratory study to
develop and apply the Kaizen event approach to packaging industry. More specifically, the
main questions the study sought to answer were:
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT)
RQ1. How is the Kaizen event applied in packaging industry?
We formulated two sub-questions in our inquiry:
RQ1a. What is the impact of frequent and systematic use of a Kaizen event on the
quality and delivery performance of packaging organization?
RQ1b. What is the role of Kaizen events on employee participation and motivation?
The paper is organized as follows: Section 3 provides an overview of the related literature on
Kaizen events, their definitions and impacts. Section 4 outlines the research methodology
utilized in this paper. Section 5 provides a detailed description of the case study conducted
at a US based manufacturing company. Section 6 discusses the manufacturing process of a
dispensing pump system and elaborates on the application of lean and Kaizen
methodologies. Section 7 reports on the results and provides insights based on these
findings. Section 8 reveals the results of surveys. Section 9 discusses regarding
the sustainability of the continuous improvement (CI) program while Section 10 lists all the
lessons learned from the Kaizen events. Section 11 concludes the study and provides a Kaizen event
discussion on the implications of this research. Limitations of the study and approach
recommendations for future research directions are given in Section 12. 3. Literature review
The following literature review summarizes the body of knowledge relevant to quality
improvement efforts and their impact on both manufacturing processes and employee
commitment and participation. To this end, studies focusing on lean manufacturing philosophy
in addition to commonly applied tools and methodologies are systematically examined.
In the three decades since its introduction, various definitions of Kaizen have emerged. In his
seminal book, Kaizen, the Key to Japanese Competitive Advantage, Masaaki Imai (1986a) coined
the term Kaizen, defining the concept as, “a means to continuously improve personal life, home
life, social life and work life. In the work area, Kaizen means continually improving for each
of the employees of the companies (managers and workers alike), at all times of work”
(Imai, 1986a, b, p. 5). The roots of Kaizen may be traced back to the Samurai era of the thirteenth
and fourteenth centuries in medieval Japan’s Bushido code (Sawada, 1995). For Newitt (1996),
Kaizen is defined as the derivation of two Japanese ideograms (Kanjis): KAI (改) – change and
ZEN (善) – virtuous, benevolent, to improve; when combined, the terms indicate: “the change to
improve” or “the principle of continuous improvement” (Lillrank and Kano, 1989).
According to the Association of Human Relations of Japan (1992), the Japanese word
Kaizen symbolizes the problems and struggles of each day, and the way in which people
(employees) face them. Kaizen is characterized by the Japanese culture of work, interwoven
with the philosophies of Buddhism, Confucianism, Taoism and Shintoism (Macpherson
et al., 2015). Therefore, Kaizen has also been seen as an ethical force internal to each worker,
who is able to solve problems voluntarily on a day-to-day basis, fully convinced of its merit
(Styhre, 2001). To sum up, Kaizen begins to be visualized as a “philosophy of life” which can
cover the personal, family, social and of course, the work side (Imai, 1986a, b; Gondhalekar
et al., 1995; Suárez-Barraza, 2007).
Lean, from a business organization viewpoint, is considered to be a long-term
philosophy, adopted by businesses in an effort to create value not only for customers but
also for the economy and society in general. This is achieved by reducing operational costs
via improving quality and increasing the speed of product delivery by continually
eliminating areas of waste (Houborg, 2010). The lean production system (a.k.a. Toyota
Production System) is a world renowned production system developed and practiced by
Toyota for the past several decades which empowers employees to enhance their work
atmosphere ( Jiang et al., 2004). Lean is founded on the idea of Kaizen, a Japanese word for CI
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT)
based on the philosophy of small, steady and incremental steps (Neese and Kong, 2007).
As defined by Farris et al. (2009), a Kaizen event is “a focused and structured
improvement project, using a dedicated cross-functional team to improve a target work area,
with specific goals in an accelerated timeframe” (Farris et al., 2009, p. 42). Kaizen events,
using lean manufacturing as the primary instrument, allow implementation of a quality
improvement project in a relatively shorter period of time with a direct focus on a specific
part of the business. Kaizen events are gaining in popularity since they provide decision
makers with a systematic and holistic project environment (Marin-Garcia et al., 2009).
Through Kaizen events, employees gain the ability to engage in solving on-going issues that
plague the workplace by identifying quality concerns, process gaps and waste areas
resulting from manufacturing operations. This key process requires active involvement of
all participants at all levels of an organization (Kumar et al., 2018), allowing employees to
provide their expert opinions on reducing waste, improving the utilization of labor,
managing material, inventory, space, time and cost. Employees are also expected to engage
in safety-oriented discussions with a focus on quality and productivity (Imai, 1986a, b). IJPPM
Kaizen events typically consist of a small group of five to ten employees from all
business levels, representing various functions within the organization, all of whom are
impacted by the project in focus ( Jin and Doolen, 2014). The team typically works
collaboratively for up to five days, identifying improvement opportunities while making
executive decisions toward improving the selected business area or process (Sheridan, 1997).
Since the beginning of their implementation, Kaizen events have had positive impacts on
both business processes and on human resources (Glover et al., 2011). Similar to business
process improvements, the impact of Kaizen events on the employees must also be measured
and evaluated during the study. However, Kaizen event evaluations are heavily reliant on
quantitative analysis that aims at measuring, analyzing and evaluating the operational
performance of organizational activities. These systematic evaluation procedures often
exclude employee commitment as a factor since small CI efforts are rarely considered as the
antecedent process affecting employee performance (Doolen et al., 2008).
Relevant literature offers some research on efforts to relate Kaizen and employee
well-being and satisfaction to continuous quality improvement (Von Thiele Schwarz et al.,
2017). The studies that aim at measuring the impact of Kaizen events on both operations
and employees, however, are very limited. The field also offers opportunities for research
examining the impact of Kaizen event at different stages of its implementation ( Jasna Auer
and Antoncic, 2011). Limited related literature provides examples of such efforts where
employee satisfaction is measured with questions taken and adapted from the previous
body of knowledge (Porter and Lawler, 1968; Churchill et al., 1974; Hackman and Oldham,
1974; Teas et al., 1979; Oliver and Brief, 1983). Emphasizing the importance of the topic,
Mazzocato et al. (2016) argued that staff participation in Kaizen activities could be affected
by various factors such as staff composition, turnover rates and organizational ability in
implementing the suggested ideas. There is common consensus in these previous studies
suggesting the utilization of the following four dimensions for employee satisfaction:
general satisfaction (working hours, conditions of work and reputation); employee
relationships (relationships with co-workers) (Avery et al., 2007); remuneration, benefits and
organizational culture (salary, remuneration in the form of benefits and praise, promotion,
education, job stability, organizational climate and culture) ( Jasna Auer and Antoncic, 2011);
and employee loyalty (Monsen and Wayne Boss, 2009). With these factors in mind, this
study measures employee participation and commitment via a questionnaire designed for
this specific purpose, with interview questions taken and adapted from previous related
research ( Jurburg et al., 2016, 2017; Del Río-Rama et al., 2017).
In this regard, one of the most relevant studies has been proposed by Farris et al. (2009).
In their study, the authors collected and analyzed Kaizen event data from six manufacturing
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT)
organizations. The findings were then utilized to establish guidelines for industry (Farris
et al., 2009). This work, in addition to determining significant predictors of Kaizen
capabilities, also emphasized the importance of better understanding of the relationship
between the input and process variables and their impact on human resources.
Similarly, Van Aken et al. (2010) emphasized the increasing utilization of Kaizen events in
organizations where change and continual improvement are in the forefront of the business.
Their research focused on a support unit of Belgian armed forces revealing the employment
of various systematic performance analysis methods during Kaizen event planning. The
authors stated the importance of determining the most influential analysis methods to
further increase their impact on the overall performance (Van Aken et al., 2010).
Glover et al. (2014) presented the results of an extensive literature review and stressed
the importance of applying Kaizen events in a wider variety of settings and organizations
(Glover et al., 2014). Suárez-Barraza et al. (2016), emphasizing the importance of the insight
gained through Muda, identified and analyzed Kaizen training course data obtained from
Mexican organizations. That study included 28 small and medium enterprises and
revealed that affinity diagram or TKJ was an efficient tool to detect and uncover Muda Kaizen event
(Suárez-Barraza et al., 2016). approach
Muda is a Japanese term first introduced by Taiichi Ohno which describes futility,
uselessness and waste (Suárez-Barraza et al., 2016). Muda consists of seven types: defects,
overproduction, transportation, waiting, inventory, motion and processing (Sternberg et al.,
2013). Given the broadness associated with the outlined waste factors, elimination of waste
becomes a challenging task since identification of non-value added activities has proven to
be a complicated process (Ghosh, 2013). The eighth form of waste which was added at a later
time is underutilized people (skills, talent and knowledge). There are a wide range of
methodologies that aim at eliminating waste and improving the efficiency of operations in
focus. Out of these, root cause analysis (RCA) is a method that embodies several effective
tools which help systematically identify root causes of undesired deviations from the
efficient practices. Advocating for stepwise procedures to determine the root causes of
issues, Kocakülâh et al. (2008) state that variations in the processes are likely to increase
waste resulting in potential quality related issues. In order to prevent this, the authors
suggest a standard work instruction mindset which would achieve accurate quality results
and improve productivity, cycle time and delivery (Džubáková and Kopták, 2017), while
reducing the overall cost (Kocakülâh et al., 2008).
In a similar work, Samuel Jebaraj et al. (2013) discussed the single-minute exchange die
(SMED) method, which helped reduce setup and changeover time that would otherwise be
lost due to unneeded motion during those times. The purpose of SMED was to address
non-value adding processing steps while reducing set-up time, in most cases from hours to
only minutes (Samuel Jebaraj et al., 2013).
According to Mannon (2014), visual system is a technique that offers visual cues to the
manufacturing floor technician. In addition, there is a suggestion board in a central location
where employees have the opportunity to post their suggestions toward striving for
improvements in the work area. The board serves as a visual tool used by the management
during daily informational meetings (Mannon, 2014) and includes standardized documents
including the 5 S checklist, A3 sheet, and data regarding related procedures (Tezel et al., 2016).
Bayo-Moriones et al. (2010) discussed the 5 S method. The 5 S technique aims
at reducing waste while improving productivity and quality by keeping the work
area orderly; with the use of visual cues to achieve persistent operational results
(Bayo-Moriones et al., 2010). Additionally, common Kaizen tools which have been used by
practitioners are the 5 whys (why did the problem occur?), 5 S (sort, shine, standardize, set
in order and sustain) and Fishbone Diagram or 6 Ms (man, machine, method, material,
measurement and mother nature or environment). The 5-why analysis tool helps identify
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT)
the root cause of the problem (Braglia et al., 2017). Our particular study chose 6 Ms (used
in manufacturing) since multiple processes affect the outcome and the defect occurs in a series of process steps.
The following provides the list of authors who have studied Kaizen along with the
industrial sector in focus (Glover et al., 2011, 2014): •
Campos et al. (2016) – metalmechanical industry; •
Doolen et al. (2008) – electronic manufacturing; •
Foreman and Vargas (1999) – aerospace; •
Gao and Low (2013) – construction; •
Howell (2011) – ceramic industry; •
Hughes (2010) – building products; •
James et al. (2012) – home construction; IJPPM •
Kleinsasser (2003) – university; •
Kirchner (2010) – products finishing; •
Marin-Garcia et al. (2009) – automotive; •
Slipka (2012) – consumer goods; •
Smith et al. (2010) – healthcare; •
Suárez-Barraza et al. (2009) – public service; •
Suárez-Barraza et al. (2013) – quality of life; •
Wittenberg (1994) – assembly automation; •
Wilcox and Morton (2006) – cooling systems; and •
Zanin et al. (2011) – hospital emergency.
Kaizen event related literature has recently seen a significant growth owing to its increased
utilization as an effective process improvement tool. The literature review indicates that
real-life quality improvement case studies are useful in providing guidelines to
manufacturing and production professionals. The review further indicates that
understanding the long-term impact of Kaizen events on organizational success requires
careful investigation of related activities and their impact on employee commitment in
addition to sustainable operational outcomes. With these motivations, this study aims to
analyze the impact of Kaizen events on operations, using the data obtained from a
packaging delivery and dispensing system provider to the cosmetic industry. In addition to
demonstrating the use of various Kaizen tools, the effect on employee participation is also
investigated. Findings from the implementation of Kaizen events along with the collected
data are also reported and elaborated on. The study highlights the importance of
implementing formal standardized controls in conjunction with additional methods such as
a Gemba or Waste walk to better control and manage production settings.
To date, Kaizen events have been successfully implemented in both manufacturing and
service industries as well as private and public sectors with remarkable results.
Consequently, the number of publications in the Kaizen area saw a significant growth
worldwide. However, the literature lacks studies focusing on the US consumer-packaging
manufacturing industry. Furthermore, Glover et al. (2014) points out that there has been
little quantitative empirical research fully examining the impact of multiple problem-solving
tools and techniques on Kaizen events (Glover et al., 2014). This research aims to fill these
gaps in the empirical research using quantitative and qualitative indicators with a focus on
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT)
CI in the consumer-packaging operations.
Imai (1986a, b) distinguishes two kinds of change in any organization. Innovation is
mainly based on technology while Kaizen focuses on people and problem solving. With
innovation, developing a new technology is the main goal, while with Kaizen, developing
people and improving processes become the primary goals. Kaizen is incremental and low
cost. On the other hand, innovation (Kayrio) implies a radical technological and financial
investment. Recent literature argues that Kaizen events can incorporate both incremental
improvement such as Kaizen and radical improvement like innovation. Prashar (2014) states
that process redesign in the manufacturing lines helps promote organizational changes in
long distance transport. Suárez-Barraza and Ramis-Pujol (2010) also combine Kaizen teams
that use process redesign methodology with innovation approach in order to reduce cycle
time in human resource service process. Macpherson et al. (2018) identified how Kaizen
shifts from one generation to another; Kaizen shifts through the change in responsibility of
employees and changes in the understanding and practice that create sustained business
excellence and innovative approach.
Recently, some authors have criticized the implementation of Kaizen in the USA, in Kaizen event
Europe and in Japan. One major criticism is that Kaizen is considered to be a tool for 1960s approach
and 1970s, lacking the required impact on the operational processes in the twenty-first
century. Additionally, it is also argued that the application of Kaizen does not ensure the
engagement of people with the company and its implementation has very little impact on the
quality of life (Macpherson et al., 2015; Carnerud et al., 2018). 4. Research methodology
The method adopted for this research was a case study analysis (Yin, 2003). The purpose
of this type of methodological design is to build theory from case studies (Eisenhardt,
1989). Thus, the theory is constructed through understanding the key questions of “How”
and “Why.” In this study, these questions refer to how and why this manufacturing
company worked to achieve the sustained application of lean thinking over a number of
years (Van de Ven and Poole, 1995) on operational management (Voss et al., 2002). Given
the nature of the methodology and the research questions posed, the case of a packaging
firm was chosen. The firm has been operating since 1930 and it was selected following the
theoretical sample criteria outlined by Ritchie and Lewis (2003). This case offered a
suitable platform for contributing to theoretical understanding and development of lean
principles. It is worth noting that the importance of this kind of sample selection lies not in
the number of cases but in the in-depth analysis of each case (Pettigrew, 1997, p. 342).
Accordingly, such a case should lead one to create robust theories given that the emerging
propositions are linked to a wide range of empirical evidence gathered (Eisenhardt and Graebner, 2007). 4.1 Company characteristics
The company under consideration is a leader in the global packaging and dispensing
industry. The organization was founded over half a century ago and is publicly held. It
provides consumers with state-of-the art packaging materials in the beauty, health, personal
care, home care, food, medical and prescription drug segments. A Kaizen event at such a
highly diverse company is applicable to many different manufacturing firms. The global
nature of the company, which maintains over 80 production and assembly facilities in
20 countries, renders it useful as a basis of comparison to many other manufacturers. Taken
as a whole, this company is particularly well-suited as a model for modern implementation
of Kaizen and lean manufacturing.
The president and chief executive officer seek to grow this publicly traded company into
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT)
a leading global supplier of innovative packaging dispensing solutions while increasing its
shareholder value. To achieve this, the company has recently invested in manufacturing
technologies and has developed a robust CI program. Kaizen program management is one of
the five pillars listed in the global CI program that is part of the company quality policy.
Moreover, communication regarding the Kaizen program has been passed at internal
meetings and training programs to encourage participants from all levels of the
organization. A goal for the number of Kaizen ideas submitted monthly has been set for
each site globally and has become a permanent part of the year-end performance reviews. 4.2 Data collection
The Kaizen event in this case study was led by one of the authors who facilitated the efforts
and worked closely with the academic professional who had conducted visits to the
manufacturing plant once a month for 12 months. The facilitator was responsible for the
agenda, event preparation and analysis of all findings. The researcher was always
accompanied by one or more of the leaders of the Kaizen project at the manufacturers. IJPPM
To ensure data consistency, three data-gathering methods were used: (1) direct observation; (2) document analysis; and
(3) semi-structured interviews (Yin, 1994).
The researcher attended the Kaizen event full-time to closely observe the process. Personal
observations of the second researcher took place during at least a dozen visits to the
company. The purpose of these visits was to observe the workplace where a Kaizen event
was taking place or had been applied. In this phase, before and after photos were taken of
the Kaizen efforts (Imai, 1997). One of the main observations made during these visits
concerned the mechanics of the Kaizen events. It was possible to observe the application of
quality tools at the time that the Kaizen projects were being carried out. It was also
possible to observe the planning of the Kaizen events with the personnel responsible for
coordinating the efforts. A key aspect was that the researcher was present at all times in the Gemba, the workplace.
During these visits, documentary materials regarding the implementation of Kaizen were
subsequently collected for analysis. These materials include training handbooks, websites,
catalogs, in-house articles, forms, record sheets, improvement projects, result sheets and
standard operation sheets. Finally, in order to increase the reliability of this research, an
interview protocol and a case study database were created (Pettigrew, 1997). Given that
high-ranking interviewees tend to be more reliable sources than their subordinates (Philips,
1981), the main contacts of the case study included a senior executive and the Kaizen
program manager. Vice presidents, directors, managers and supervisors of manufacturing,
quality, engineering and operational excellence were interviewed in addition to the
employees who were directly involved in the Kaizen implementation. These employees had
specialized expertise in the manufacturing processes involved. A total of 34 interviews were
conducted in strict compliance with the research protocol while allowing some flexibility
regarding certain answers important to the subject (Table I). Transcriptions of each
interview were made at least 48 hours later, in-person or via phone. Transcriptions were No. Position of interviewee Department Total 1 VP manufacturing Manufacturing 1 2 VP operational excellence Continuous Improvement 1 3 Site director Manufacturing 1
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT) 4 Director of engineering Engineering 1 5
Director of operational excellence Continuous improvement 1 6 Director of quality assurance Quality 1 7 Director EH&S Safety 1 8 Director of human resource HR 1 9
Advanced planning quality manager Quality 1 10 Production manager Manufacturing 2 11 Production supervisor Manufacturing 3 12 Product engineer Engineering 2 13 Maintenance supervisor Maintenance 1 14 Quality engineer Quality 2 15 Metrology technician Quality 1 16 Quality system administrator Quality 1 17 Quality technician Quality 5 18 Assembly technician Manufacturing 12 Table I. 19 Material handler Manufacturing 8 Profile of interviewees 20 Mechanic Maintenance 6
exhaustive in terms of clarity and data saturation since any confusion arising during the Kaizen event
analysis process was clarified directly with the contact person. approach 4.3 Data analysis
The data analysis aimed to ensure construct validity at all times through the utilization of
multiple sources of evidence and to establish a planned data collection chain. In order to
increase the quality of the study, Yin’s (1994, pp. 32-38) strategies were employed to address
the concerns of construct validity, external validity and reliability. Construct validity was
ensured by following the procedures of multiple informants and intermediate reviews by the
company. During the analysis of the data and following each significant finding, periodic
reviews were conducted with the leader of the Kaizen events and other employees directly
involved in the improvements investigated in this paper. Similarly, following the completion
of the case, the results of the improvement were shown graphically; the draft of the same
was shared at least twice with the senior executive manager who was in charge of the
overall improvement project. Finally, in this phase of construct validity, the results were
compared with the Kaizen literature and Kaizen events to check the comparative constructs
of similar studies in other parts of the world. Using these criteria, critical factors of success,
enhancers and inhibitors of Kaizen events were corroborated or discarded.
Internal validity was addressed by matching the proposed patterns to the empirical data.
Reliability was addressed by using an explicated case study protocol and by building an
electronic case study database of the findings of all three data collection methods. The
electronic database showed a comparison of both the qualitative methods (direct
observation, documents and interviews) and the results obtained through the survey.
Therefore, the authors were able to validate the results iteratively as the comparisons of
each method of data gathering were made during the construction of the database.
In addition to the case study instrument, an employee questionnaire was also utilized in
order to collect and analyze the qualitative feedback of the participants following the
completion of the Kaizen event. The questionnaire was designed based on literature that
focused on factors contributing to successful implementation of Kaizen and on experience
gained through past events. The questionnaire involved a total of 25 questions (Table AI,
Employee Kaizen Questionnaire) with three main categories: methodology/training,
empowerment and job satisfaction/usefulness. The questionnaire required answers based
on a Likert-type scale, consisting of five different levels, namely, strongly disagree, disagree,
neutral, agree and strongly agree (Arnold et al., 1967). The plant where the survey was
carried out at and where the Kaizen event took place that has approximately 220 employees.
The 52 respondents to this survey included employees who had been active participants in
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT)
several previous Kaizen events. They were randomly selected from cross-functional areas in
the company and included site directors, managers, supervisors, engineers, assembly
technicians, material handlers and quality technicians. The questionnaire was administered
following the Kaizen event, with final project results considered as part of the review prior to
the assessment of the survey feedback.
5. Introduction to the packaging industry
The dispensing pump system manufacturer has been in business for over 50 years. The
company is a leader in the global dispensing systems industry with approximately 15,000
employees worldwide and a manufacturing presence in 20 countries with over 80 production
and assembly facilities. The company name remains undisclosed for confidentiality
purposes. The business, valued for its ability to envision, design and engineer dispensing
devices, has significant influence within the global consumer market. The company, which
considers itself a leader in the packaging and dispensing industry, provides consumers with
state-of-the art packaging materials in the beauty, health, personal care, home care, food, IJPPM
medical and prescription drug segments, making them a highly diverse organization. The
organization differentiates itself with a corporate culture that promotes teamwork and
challenges employees to continuously improve, while encouraging them to take initiative
and pursue new challenges in business growth and development in the packaging arena.
The company frequently partners with other organizations in packaging quality
improvement projects that result in the development of new devices, systems and processes.
The Kaizen event in this case study was undertaken at a manufacturing facility in North
America. This plant is part of a global business specializing in dispensing systems for home
and personal care. The plant’s revenue comes from home and personal care with a 60 and
40 percent share, respectively. The plant operates three 8-h shifts per day, five days per
week and has approximately 220 employees including office staff and production workers.
About 75 high speed automated assembly machines are custom designed and built to
specific product requirements, including continuous motion, rotary index and linear index
machine. These machines can assemble plastic and metal components ranging from 80 to 500 parts per minute (PPM).
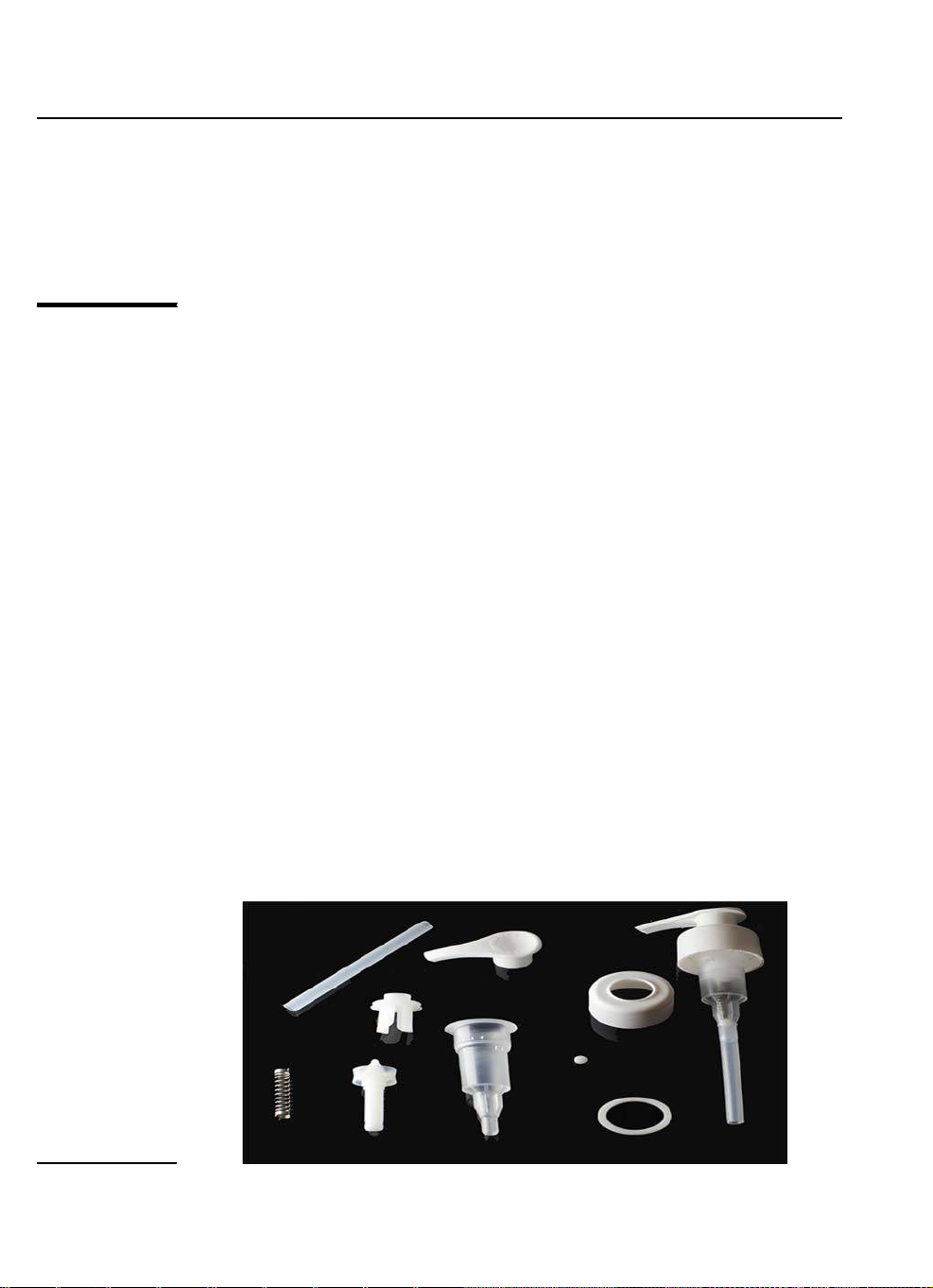
A dispensing pump is typically comprised of the following major components: actuator,
closure, gasket, dip tube and cartridge which contains the stem, piston, spring and ball as seen
in Figure 1. The assembly machine described in this case study is an electrical and pneumatic
powered apparatus assembles of lotion pumps. The machine consists of two rotary tables
driven by electronic motors. The first table rotates with a continuous motion and performs the
assembly as well as controlling the operations of cartridge, fixture and gasket. The second
table is an indexed rotary table moving with an intermittent motion to perform the assembly
and the remaining components, including actuator and dip tube. High speed robots pick
finished pumps from the infeed conveyor belt and place them into waiting cartons.
The plant has recently faced many challenges, including poor performance, unplanned
downtimes due to machine breakdowns, late deliveries and numerous customer complaints,
which resulted in high numbers of returned products and significant potential customer loss
due to poor product quality. Senior executives of the plant recommended that a Kaizen event
be conducted to improve the machine output via a specific assembly process. Prior to the
event, the Kaizen team collected and analyzed 2016 historical machine downtime data for
one of the manufacturing cells in the plant. The Kaizen event focused on improving
production output, eliminating waste and reducing unexpected machine downtime.
The plant took an initial step to train all staff and floor personnel on lean principles. The
senior management level also received an overview of Lean training, including a leadership
commitment to lean implementation and how to integrate this concept into the organization’s business strategy.
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT) Actuator Dip tube Closure Stem Ball Figure 1. Major components of Spring the dispensing pump Piston Pump Gasket Housing
6. Case study: description of the Kaizen event Kaizen event
This section discusses the manufacturing process of a dispensing pump system, elaborating approach
on the application of lean principles and Kaizen methodology to improve overall productivity
and quality. In order to achieve this, company officials created a cross-functional team for the
Kaizen event consisting of individuals responsible for various departments and functions in the organization.
The company administration is dedicated to continuous process improvement and has
shown significant improvements in various business areas as a result of related lean
manufacturing activities. The Kaizen team made use of various lean manufacturing tools
such as 5 S, SMED, visual factory, standardized work and RCA brainstorming. As part of
the improvement efforts, overall machine effectiveness was also calculated based on online
real-time data regarding machine availability, performance and quality. The Kaizen team
was formed to identify problem areas, as well as opportunities for improvements employing
both the 6 M tool (material, manpower, machine, method, measurement and mother nature)
and statistical analysis. Using quantitative data, the team calculated baseline readings for
downtime and production output using Pareto and Line Charts. After determining the best
course of actions and implementing the required improvements, the team utilized the
resulting data to perform a pre- and post-Kaizen comparison. Controlled and standardized
documents were then generated to maintain these results while also assuring that these
guidelines became permanent parts of future practice for continued reference and potential
improvement. The data captured was reviewed on 30-, 60-, and 90-day schedules. Although
the Kaizen follow-up typically specified a maximum of 90-day schedule, the data were
collected and analyzed for up to one year.
The Kaizen workshop agenda used in this study is outlined in Table II. As indicated by
the table, there are various stages in this event including the initial orientation and review,
brainstorming and business prioritization. Additional events involve the proposal of future
states according to the baseline data, followed by the execution of the action plan toward an
identified improvement. A report that dives into results with a summary of the overall Day 1 current Day 2 brainstorm
Day 3 develop future Day 4 make Day 5 report and state and prioritize state improvements celebrate Kick-off Brainstorm ideas Future state design Implement Finalize future state meeting Analyze current Try to make improvements Complete Kaizen complete lean state improvements Test out new process form training Root cause
Simulate new process Make an adjustment as Complete training
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT) Review Kaizen analysis (RCA) Implement needed on standard work charter
Prioritize solutions improvements and Calculate actual benefits instruction and Identify the
make an adjustment if and savings SOP customer necessary Final presentation Lunch Celebrate Gemba walk Continue Implement Create standard work
Review current brainstorm ideas improvements instruction state Continue root
Test out new process Revise standard Review data cause analysis
Make adjustments as operation procedure collection and Track progress necessary (SOP) and control plan if historical data, Day 2 summary Day 3 summary and applicable etc. and report out report out Prepare final team Establish Day 3 objective Day 4 objective presentation current state Conduct several dry runs Day 1 summary Day 4 summary and and report out report out Table II. Day 2 objective Day 5 objective Kaizen event schedule IJPPM
outcome is then generated. In most cases, based on the input received from the members of
each respective business group, the desired outcome is achieved. In cases where there is no
consensus on the project’s success, additional projects are initiated as a response. The
Kaizen workshop agenda was derived from the company where one of the authors of this
study is currently employed as an advanced quality planning manager. This individual
has been instrumental in the creation of the agenda and has led many successful Kaizen
events within the organization for the past six years.
The first step in developing an effective CI strategy involves identification of
opportunities in specific problem areas following a thorough process review. A few of the
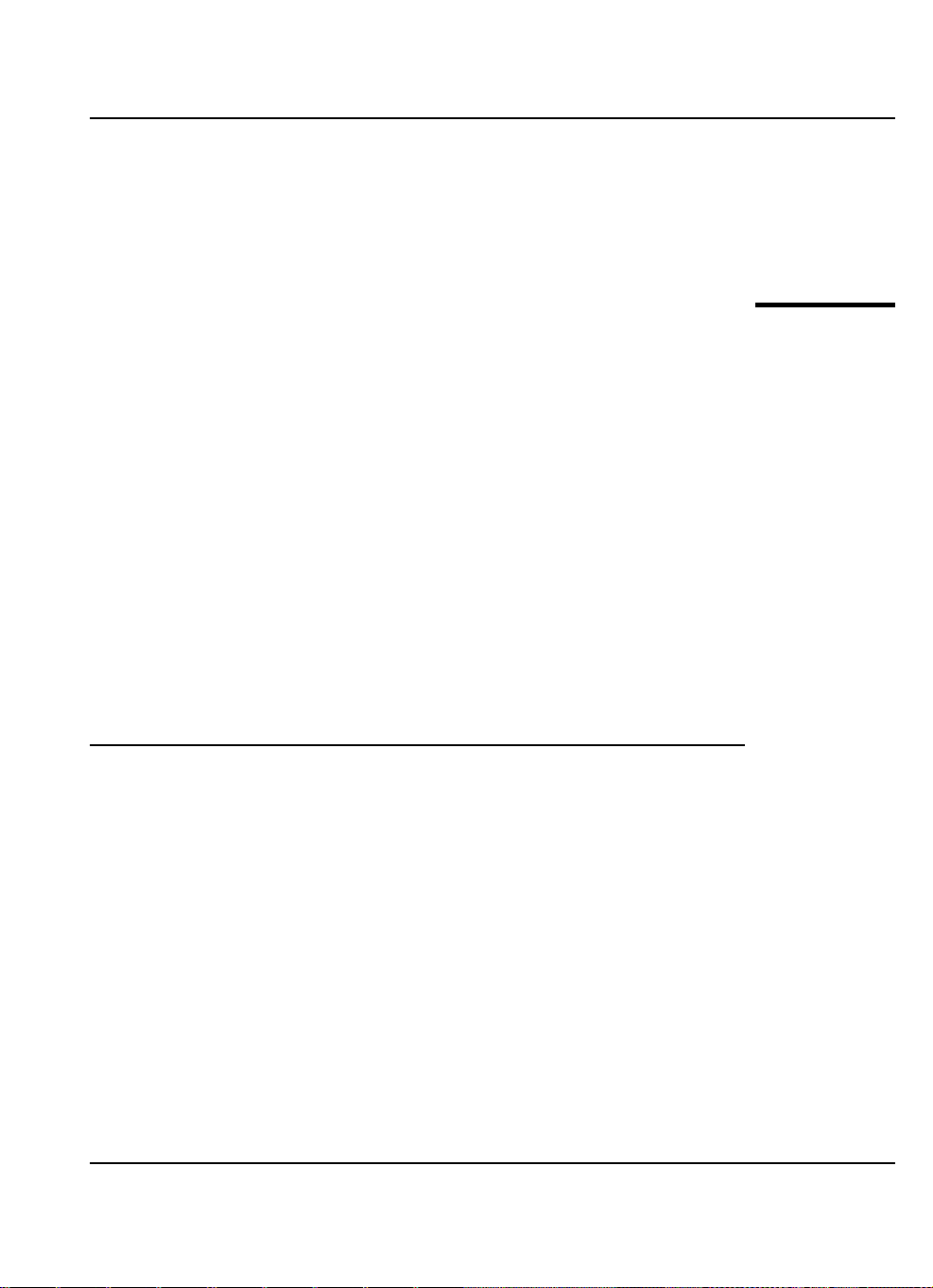
quality tools used to accomplish this task during the Kaizen event are indicated in Table III. 6.1 Cell layout
The continuous motion assembly line produces 300 PPM. The line consists of five major
elements: a feed system for the actuator component; a feed system for the fixture component; a
feed system for the module subassembly; a feed system for the dip tube component; and
a rotating turret. The machine can assemble various families of different types of pumps with
a quick changeover tool kit. The cell layout is provided in Plate 1. 6.2 Historical data analysis
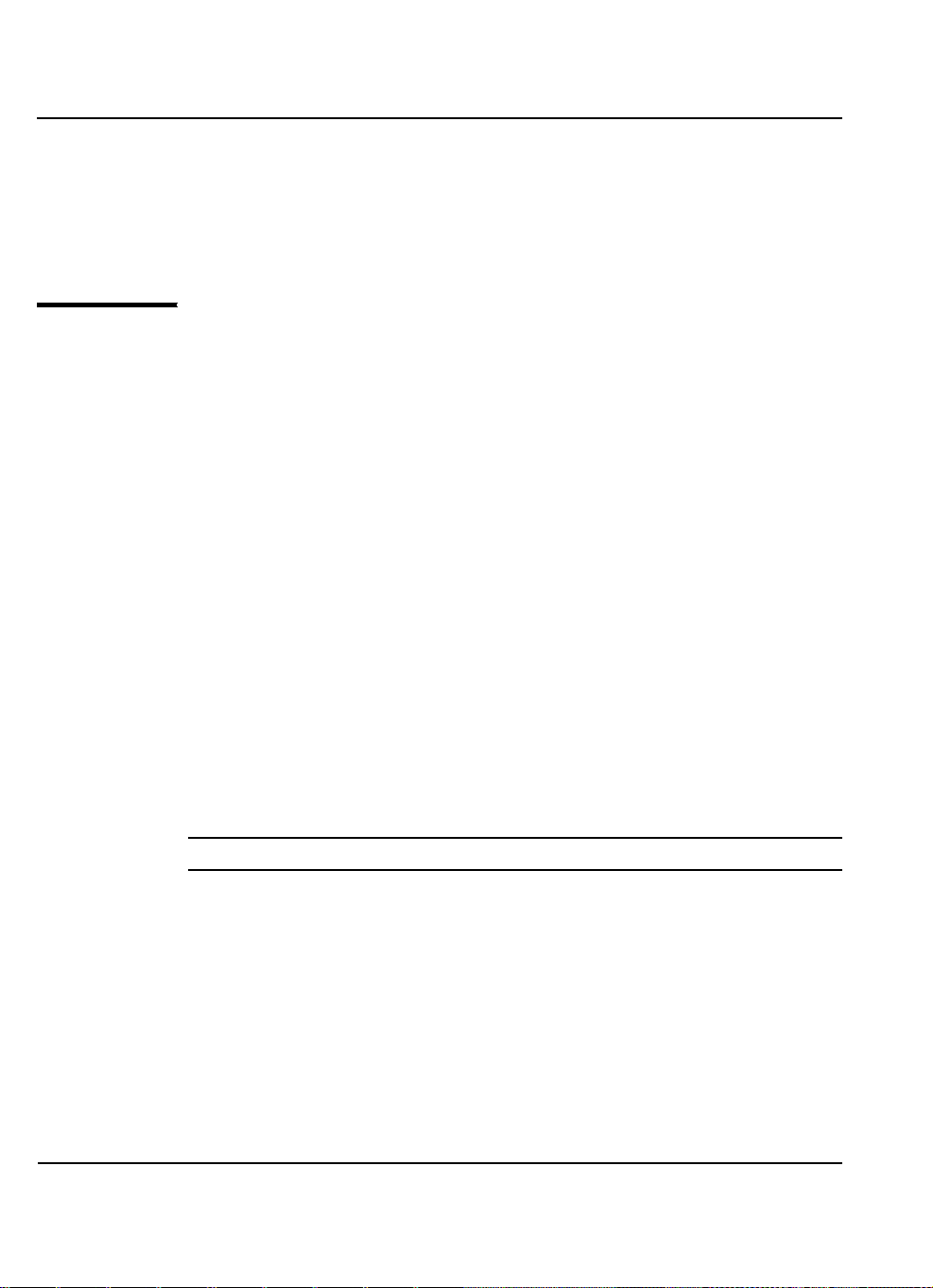
In order to establish a baseline to systematically track planned improvements, the Kaizen
team worked over a four-month period collecting start-up data prior to the formal Kaizen
event kick-off. During this period, the team finalized most of the measurement criteria and
had a chance to refine the categories. The resulting nine major downtime categories are
depicted in a Pareto chart in Figure 2.
Production capacity data was also collected and analyzed as follows:
Potential production time: 3,000 h (125 days × 24 h).
Changeover time: 375 h (150 C/Os @ avg. 2.5 h).
Downtime for major repair: – 366 h (per maint. labor report).
Downtime for PM: 125 h (1 h per day).
Downtime minor issues: 320 h (per operator log).
Realized production availability: 1,814 h (60 percent of capacity). Quality tool Methods for data collection Methods for analysis
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT) Cell layout
Flow chart of the process including Visual observation to detect excessive machine layout complexity Historical data analysis
Production capacity and downtime
Minitab software for data analysis by components are collected Brainstorming Group knowledge experience
Meetings between team members and the opportunities (affinity subject matter expert (SME) diagram) Standardization of work Work instruction (WI)
Visual/analytical/quantitative comparison
Standard operation procedure (SOP) of visual observations against SOP’s Single-minute exchange Set-up activities
Documentation and timing of each activity die (SMED) Set-up instructions via stopwatch and/or videotape Overall machine Calculation is used including
Data collection from production runs effectiveness (OME) availability, performance and Table III. Kaizen metrics: quality
quality tools, data and Root cause analysis Process history
Problem solving to uncover the root cause analysis of issues utilizing 5 whys Kaizen event approach Plate 1. Cell layout 80 25% 70 20% 60 50 15% 40 wntime (hours) 10% 30 Do 20 5% 10 0 0% Figure 2. Dip Tube Actuator Mechanical Change over Waiting on Electrical Robot Quality Module issues: issues: issues: issues: warehouse: issues: issues: issues: issues: Downtime categories Hours 71 50 46 38 35 31 26 18 5 (time and percentage) Percentage 22 16 14 12 11 10 8 6 2
6.3 Brainstorming opportunities (Affinity diagram)
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT)
After the historical data analysis, the team then focused on various improvement
opportunities via brainstorming using Post-it® notes for documentation. The ideas provided
by each individual were then collected and grouped to be compatible with the guidelines
provided by Suárez-Barraza et al. (2016). A total of 30 prospects were spawned during the
event. These individual thoughts were documented, sorted and posted, and then positioned
onto a 6 M format for review. The team reviewed the created 6 M (man, machine, method,
measurement, materials and mother nature), taking time to revise the individual ideas
previously collected for each task area. This process led to the elimination of duplicate
thoughts while also allowing the expansion of original ideas if needed. The quoted relevant
set of collected ideas derived from the exercise is as follows: (1) Materials: •
Develop a procedure to eliminate over-filling component hoppers in attempt to reduce manual unloading. •
Investigate composition of “dust” contaminate in order to determine origin. IJPPM •
Identify opportunity to move some typically small volume jobs to another work center. •
investigate the supply chain incoming/receiving inspection. (2) Manpower (people): •
Develop employee training matrix (cross-functional training). (3) Machines: •
Kit tooling warranted for next job in advance of change-over/start-up procedure. •
Develop work instruction to aid operator in tube load process. A closure redesign
for transfer station to ease the change-over process. •
Investigate alternative rubber gripper material/geometry. •
Investigate adding air knife cleaning station in module feeder track. •
Develop additional guards for the feeder bowls, as a means of preventing parts from getting under bowls. •
Add Plexi-glass door to side of the feeder bowl base to facilitate removal of parts. •
Move transfer station rails storage to transfer station. •
Investigate elimination of cardboard sheet in finished product box. •
Investigate elimination of plastic bag in finished product box. •
Develop work assist tool to compress fixture springs in order to ease the module removal process. •
Investigate reducing the size of opening at the bottom of dip tube hopper in an effort to reduce jams. •
Investigate adding vibrator to dip tube hopper to support tube orientation. •
Widen gap between box guides in packing station to prevent jams. (4) Methods: •
Identify change-over activities that operators and material handlers perform in
an effort to reduce mechanic work load and lead times. •
Develop instructions for changeovers that contain the appropriate visual aids.
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT) •
Color code tools in order to reduce set-up errors. •
Develop procedure for operators to replace rubber grippers. •
Add quick-change levers where possible to eliminate need for additional maintenance tools. •
Investigate means to ensure pucks do not dislodge from the tracks. •
Develop procedure for cleaning grippers in dip tube insertion station. •
Review standards for production reporting for assembly technicians. •
Develop standards for work center sanitization. (5) Measurements: •
Develop matrix that identifies the correct tooling needed for each product type. •
Review communications surrounding tasks, production activity and quality issues.
(6) Mother nature (environment): Kaizen event •
Develop procedures and testing methods for microbial contamination. approach •
Establish microbial control limits.
Following the brainstorming activity, the team was charged with the task of identifying
the top 5 opportunities that should be pursued further. The remaining opportunities were
recorded to be considered after the Kaizen event.
The five opportunities that were selected for planned improvements during the Kaizen event are as follows:
(1) create a color codification for tooling in attempt to reduce set-up errors;
(2) develop standard instructions for changeovers with inclusion of a visual aid;
(3) implement downtime tracker displaying the status of machine in real time;
(4) add quick changeover levers to eliminate the need for manual tightening; and
(5) develop visual management in improving the effectiveness of communication and reaction.
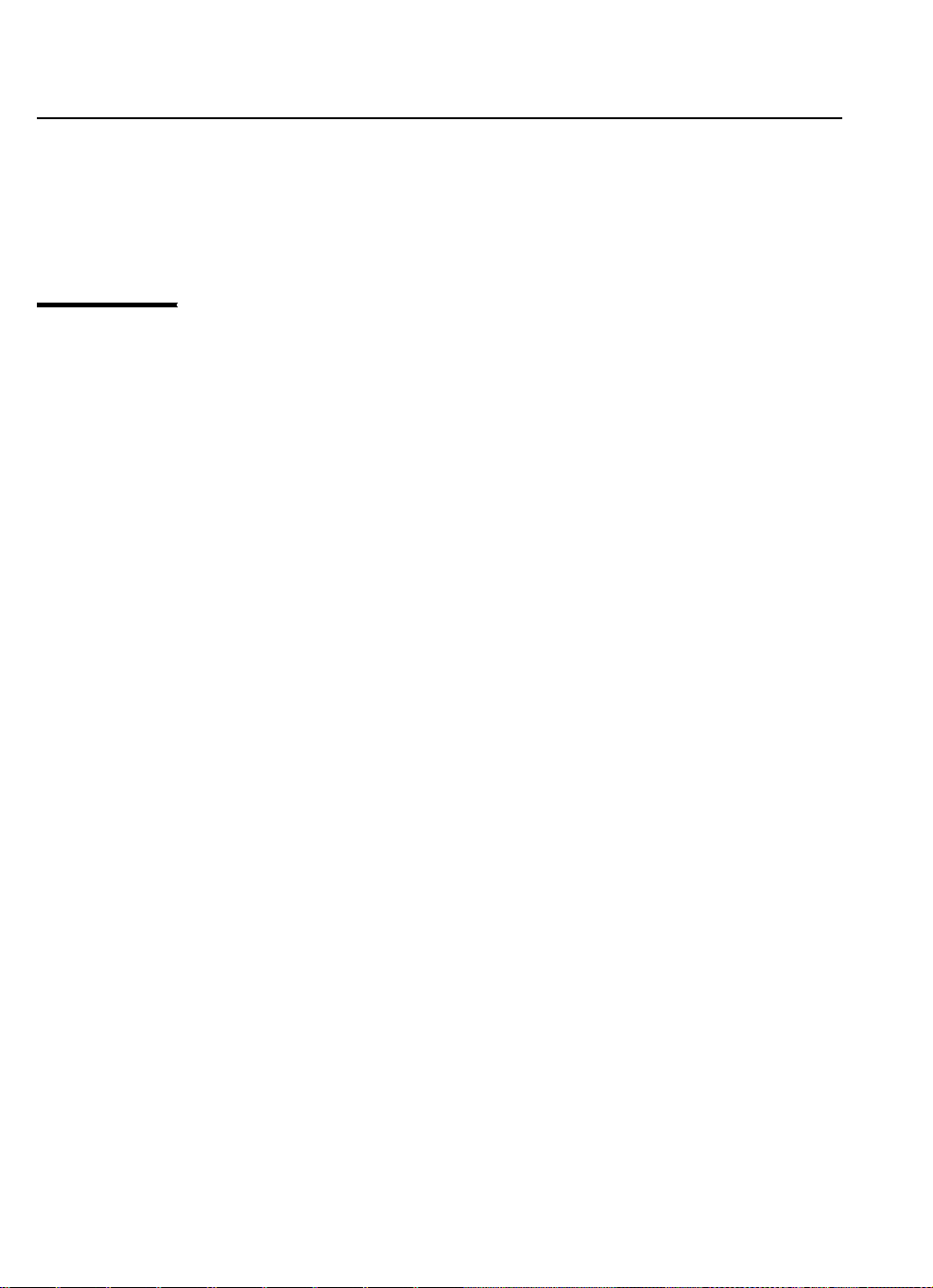
Kaizen 1: tooling color code. Every metric tool in this cell makes use of color coding for tool
identification. The team utilized paint to color the tooling (Figure 3). The three colors used
were: red, green and blue. To denote the color and tool set-up, the nest tooling is painted red
for size 10/1200, green for 48/2000 and blue for 48/1200. A color code was added to the nest
to identify the correct product and to provide ease in the identification of the tooling
installed on the machine. The color code allowed for instantaneous recognition when the
operator selected materials from the tool box. This process reduced lead times each time a
change-over set-up was performed allowing the team to realize a true reduction in time
required to complete the set-up, thereby leading to an increase in productivity.
Kaizen 2: standardized changeover worksheet. Standardization is an important concept in
lean manufacturing. Standardized work allows one to create an intelligent work flow that
is easily repeatable, further facilitating a CI process. Here, each setup process step is timed
and recorded as part of the procedure. Standardized operational procedures are created to
support implementation of the planned improvement. Operators and mechanics are trained
on the new procedure to ensure that they are able to complete their tasks with consistency
and work according to the standard processes within the allotted time for each set-up
step. Standard changeover worksheets are stored nearby the assembly machine.
The operators, mechanics and technicians in this case no longer had to work based on
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT)
recall or tribal knowledge, but were now able refer to a written protocol that depicts the
process steps required for the completion of the task. This standardized document also
allowed new employees to be formally trained and to take on necessary tasks with ease. BEFORE KAIZEN AFTER KAIZEN NO COLOR COLOR CODE Figure 3. Tooling color code IJPPM
Process standardization offered consistent training results even for newly hired personnel
who were not familiar with the overall process.
Kaizen 3: downtime and efficiency monitor. Production downtime was detected as a
major issue given that time lost to delay could never be regained (Figure 4). Previously, the
data associated with machine downtime events were manually recorded by the operator
with the help of a logbook. The process, however, has resulted in poor accuracy and delayed
data collection since recording was done well after the incident occurred. Using a machine
monitoring system, the operator became able to promptly scan the downtime reason codes and proceed with other tasks.
The hierarchy of downtime categories is comprised of component problems, waiting, in
progress and others. Detailed reports may be run to identify downtime losses, downtime
trends, as well as short and long stoppages. This information is used to identify major issues during weekly review.
Kaizen 4: quick changeover. Quick changeover, also known as SMED, is a lean
manufacturing technique designed to improve the efficiency of manufacturing operations.
This specific technique is utilized to reduce the overall time during changeovers. In an
effort to address time constraints, various tightened bolts were replaced by quick-change
levers eliminating the need for additional maintenance tools (Figure 5). Another example
to consider is the use of locating pins, guides and fixtures to eliminate the need for machine adjustment.
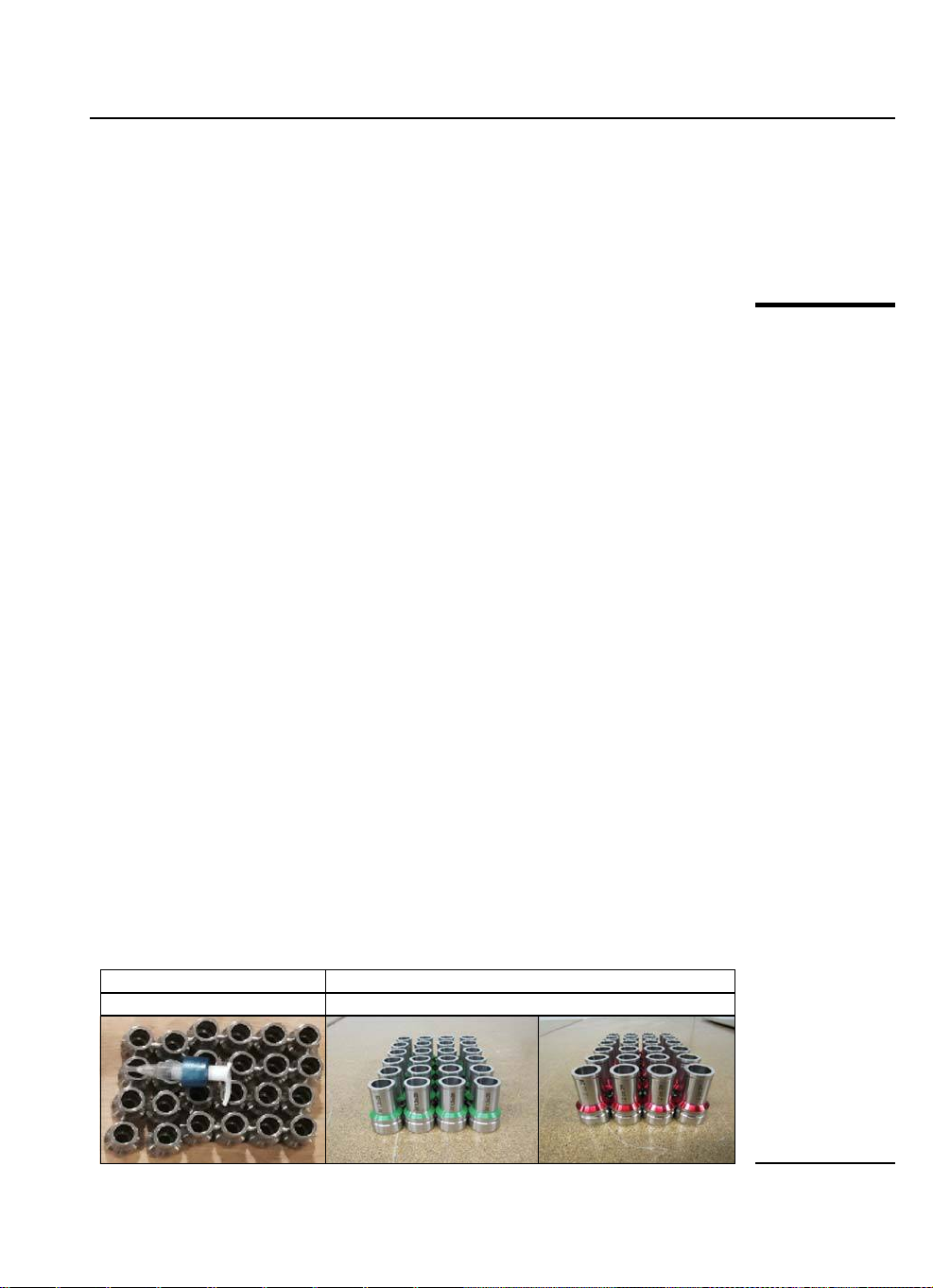
Kaizen 5: visual management. A key communication tool in a lean workplace
environment is visual management. There are several types of visual management tools
that are used to communicate information regarding CI efforts, including vital measurement
displays and point of use tools. During this application, the team selected simple
green/yellow/red indicators to identify the areas and associated inventory levels (Figure 6).
The color of the indicator was used as a visual cue warranting a possible action since it
changes as indicated by the inventory position displayed on the table located below. BEFORE KAIZEN AFTER KAIZEN DOWNTIME TRACKING DOWNTIME REASON CODES DOWNTIME
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT) Figure 4. Downtime tracking BEFORE KAIZEN AFTER KAIZEN WRENCH QUICK RELEASE Figure 5. Quick changeover tooling
Green indicates that there is no action is necessary. Yellow indicates that replenishment Kaizen event
might begin and Red signals that the system inventory levels are low requiring an action to approach quickly refill inventory.
7. Contributions and new insights
Kaizen events employing various lean methodologies are becoming more common in
businesses, a trend proportional to the increasing need for efficiency improvements required
to remain competitive. The purpose of a Kaizen event is to propose and carry out change
and then to verify that the change in the work environment is directed toward a common
goal. The goal can be an incremental process improvement or a long-term improvement that
leads to major streamlining or financial benefit. This change may be within the
manufacturing process, or even within business processes external to the manufacturing
floor that support the business. From this Kaizen event, the team identified approximately
30 opportunities and problem areas in a short period of time, all of which have the potential
to improve machine output significantly. Due to time constraints, the team selected five of
the most pressing issues to work on during the event. The concerted efforts put forth by
respective team members assured completion of the tasks in a reasonable period of time.
Upon completion of the event, the Kaizen team shared with management the implemented
actions and improvements at a closing meeting. There were tangible results realized
following the improvements put in place for the machine, with benefits far exceeding what
was initially anticipated by the Kaizen team. The results are shown in Table IV.
The team also shared additional benefits resulting from its Kaizen activities and listed the following improvements: • reduced customer complaints; •
improved communication between shifts; •
increased team involvement; and •
empowered employees to make changes in the processes. BEFORE KAIZEN AFTER KAIZEN DIP STATION GREEN/YELLOW/RED QUANTITY REQUIREMENTS INDICATOR
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT) Figure 6. Visual Indicator Pre-Kaizen average Post-Kaizen average Gain (%) Parts per day 110,000 206,000 87 Change nests 5 min 2 min 60 Change transfer station 50 min 30 min 40 Table IV. Change over 2 h 1 h 50 Pre- and post-Kaizen Downtime 9 h 3 h 65 results IJPPM
At the end of the Kaizen event, the team had improved productivity by 87 percent, with little
or no capital investment. In addition, the Kaizen team began to group the opportunities based
on the potential for improvements and the length of time necessary for implementation; i.e.
30 days, 60 days or 90 days. Building on the momentum and motivation of the Kaizen event,
new teams were formed that started to make significant changes. The teams included
cross-functional personnel with sufficient technical and process-related knowledge. These
teams developed schedules for implementing changes and identified lean tools that were applicable to each project.
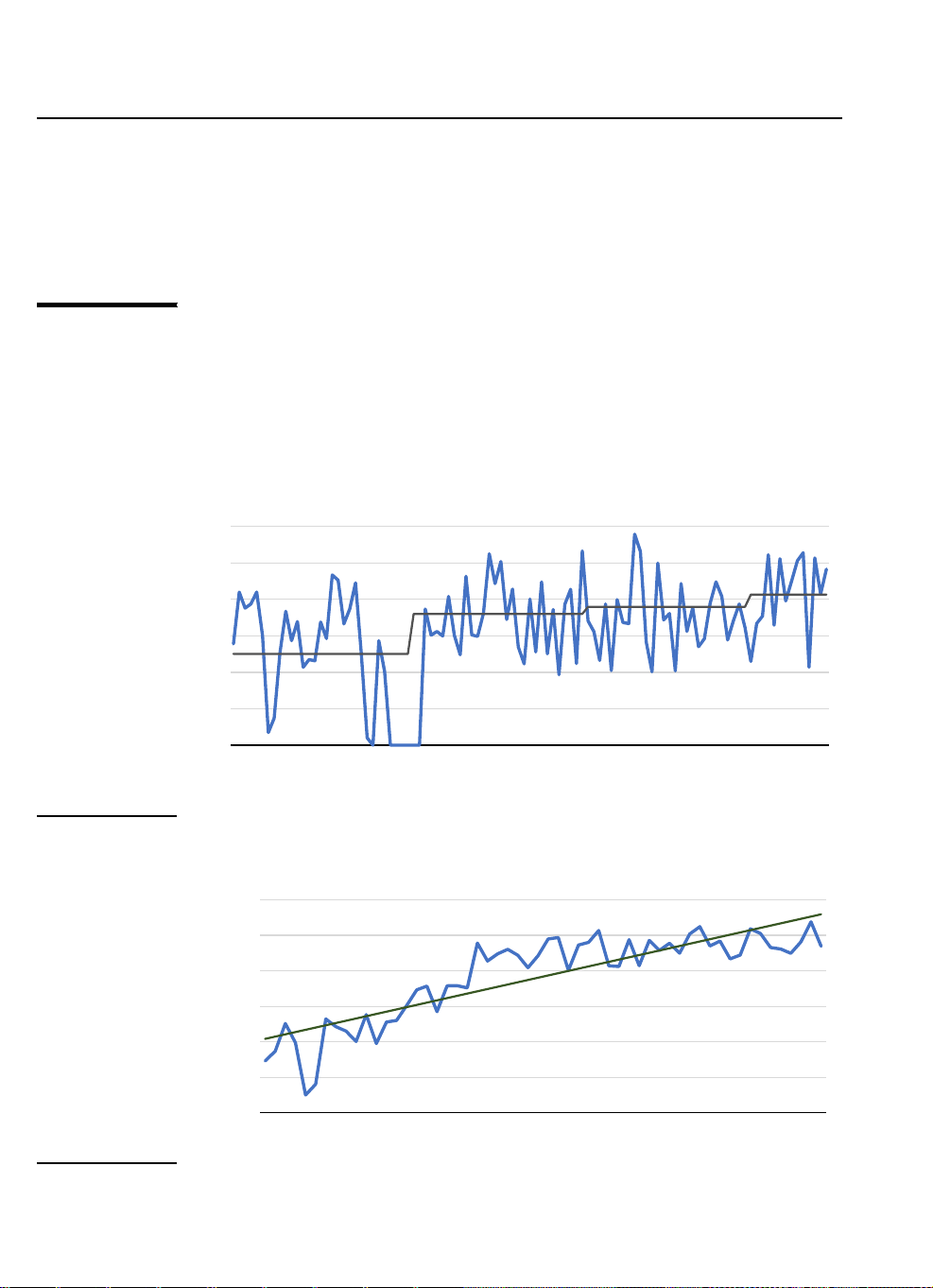
Figure 7 presents the graphical analysis of daily output. Following a 30-, 60-, 90-day
approach of the data review, the results indicated a steady increase in productivity based on
the output over time. The results showed the impact of the Kaizen event, including a review
of the problem areas, causes under study and an action assignment to address problematic
areas in the production setting using a team approach.
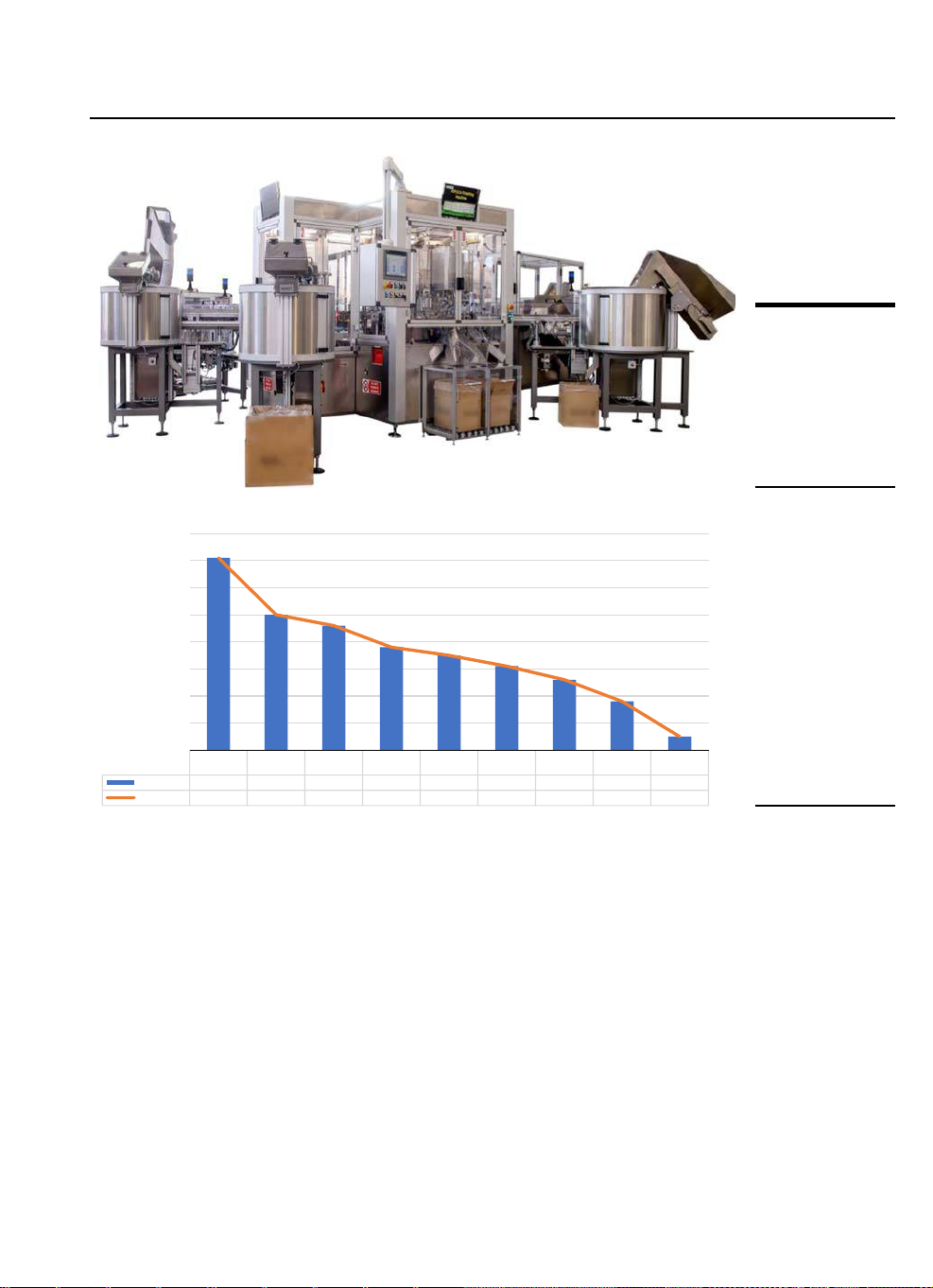
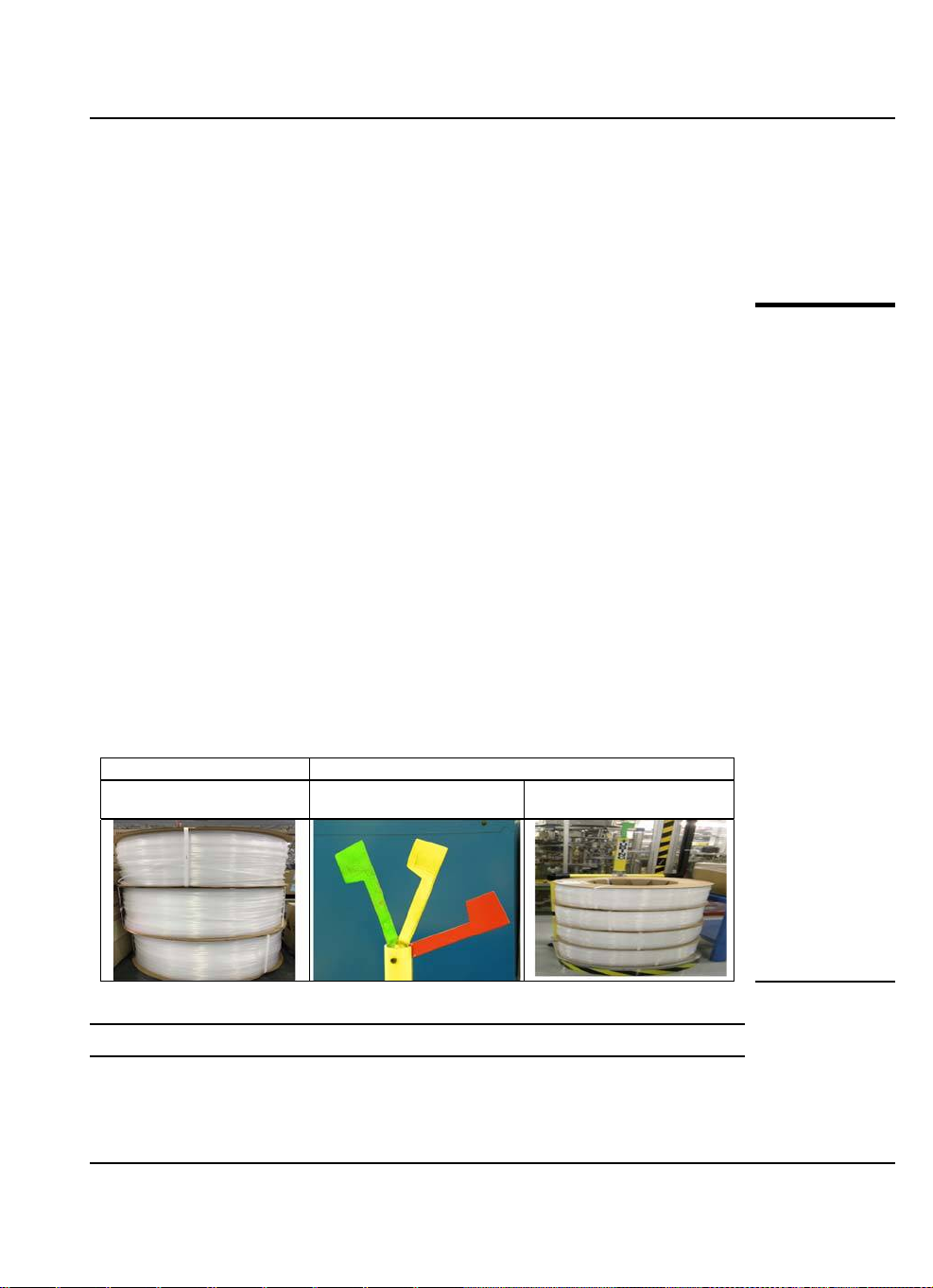
Figure 8 shows the weekly machine output data obtained from the business intelligence
reporting for a year following the completion of the Kaizen event. As observed in the figure,
the Kaizen event was relatively successful in sustaining its initial improvement results. DAILY OUTPUT 300,000 250,000 200,000 150,000 100,000 50,000 – Figure 7. Production output 30-, y 2, 2017 y 4, 2017 y 6, 2017 y 8, 2017 y 1, 2017 y 3, 2017 y 5, 2017 y 7, 2017 y 9, 2017 60-, 90-day post ar ar ar ar y 10, 2017 y 12, 2017 y 14, 2017 y 16, 2017 y 18, 2017 y 20, 2017 y 22, 2017 y 24, 2017 y 26, 2017 y 28, 2017 y 30, 2017 y 11, 2017 y 13, 2017 y 15, 2017 y 17, 2017 y 19, 2017 y 21, 2017 y 23, 2017 y 23, 2017 y 27, 2017 u u u u ar ar ar ar ar ar ar ar ar ar ar uar uar uar uar uar n n n n u u u u u u u u u u u uar uar uar uar uar uar uar uar uar Kaizen a a a a n n n n n n n n n n n br March 1, 2017 March 3, 2017 March 5, 2017 March 7, 2017 March 9, 2017 J J J J a a a a a a a a a a a ebr ebr e ebr ebr br br br March 11, 2017 March 13, 2017 J J J J J J J J J J J F F F F F e ebr e ebr ebr ebr ebr ebr e December 1, 2016 December 3, 2016 December 5, 2016 December 7, 2016 December 9, 2016 F F F F F F F F F December 11, 2016 December 13, 2016 December 15, 2016 December 17, 2016 December 19, 2016 December 21, 2016 December 23, 2016 December 25, 2016 December 27, 2016 December 29, 2016 December 31, 2016
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT) WEEKLY OUTPUT 3,000,000 2,500,000 2,000,000 1,500,000 1,000,000 500,000 Figure 8. – Production output one-year post Kaizen Week 2 Week 4 Week 6 Week 8 Week 48 Week 50 Week 52 Week 10 Week 12 Week 14 Week 16 Week 18 Week 20 Week 22 Week 24 Week 26 Week 28 Week 30 Week 32 Week 34 Week 36 Week 38 Week 40 Week 42 Week 44 Week 46 Week 48 Week 50
Specifically, the overall productivity of the machine has improved by 150 percent over a Kaizen event
one-year period starting from the completion of the Kaizen event. Note that week number 52 approach
showed low output as the company observed a mandatory holiday shutdown. 8. Impact after Kaizen
Following the Kaizen events, participants were surveyed via a questionnaire.
Questionnaires were generated based on the feedback of the participants after the events.
One of the authors of this case study was actively engaged in numerous Kaizen activities
and projects and had the opportunity to observe and collect useful information.
Methodology/training, employee empowerment and job satisfaction emerged as the focus of
the events. The main purpose of the questionnaire was to capture respondents’ feedback
regarding the Kaizen approach in the workplace and to assess how the method was
perceived in terms of contributing to the goals of streamlining processes and reducing
wastes that caused inefficiency in operations and loss of profit.
The survey questions were based on the tools utilized during this team approach, as well
as the intended expectations assuming that these tools were used properly. Surveys were
distributed to employees who contributed to at least one of the Kaizen events and who had
training regarding the utilization of project tools. The Likert-based scale used in the
questionnaire included a range of responses from strongly disagree, disagree, neutral,
agree, to strongly agree. A numerical scale from 1 to 5, where 1 correlates with strongly
disagree and 5 correlates with strongly agree, was then used for statistical analysis. The
survey covered training areas and methods used, specifically focusing on the ease of learning
these tools and applying them toward a positive business goal. The survey also included
questions that sought to measure the levels of employee empowerment and job satisfaction. 8.1 Methodology/training
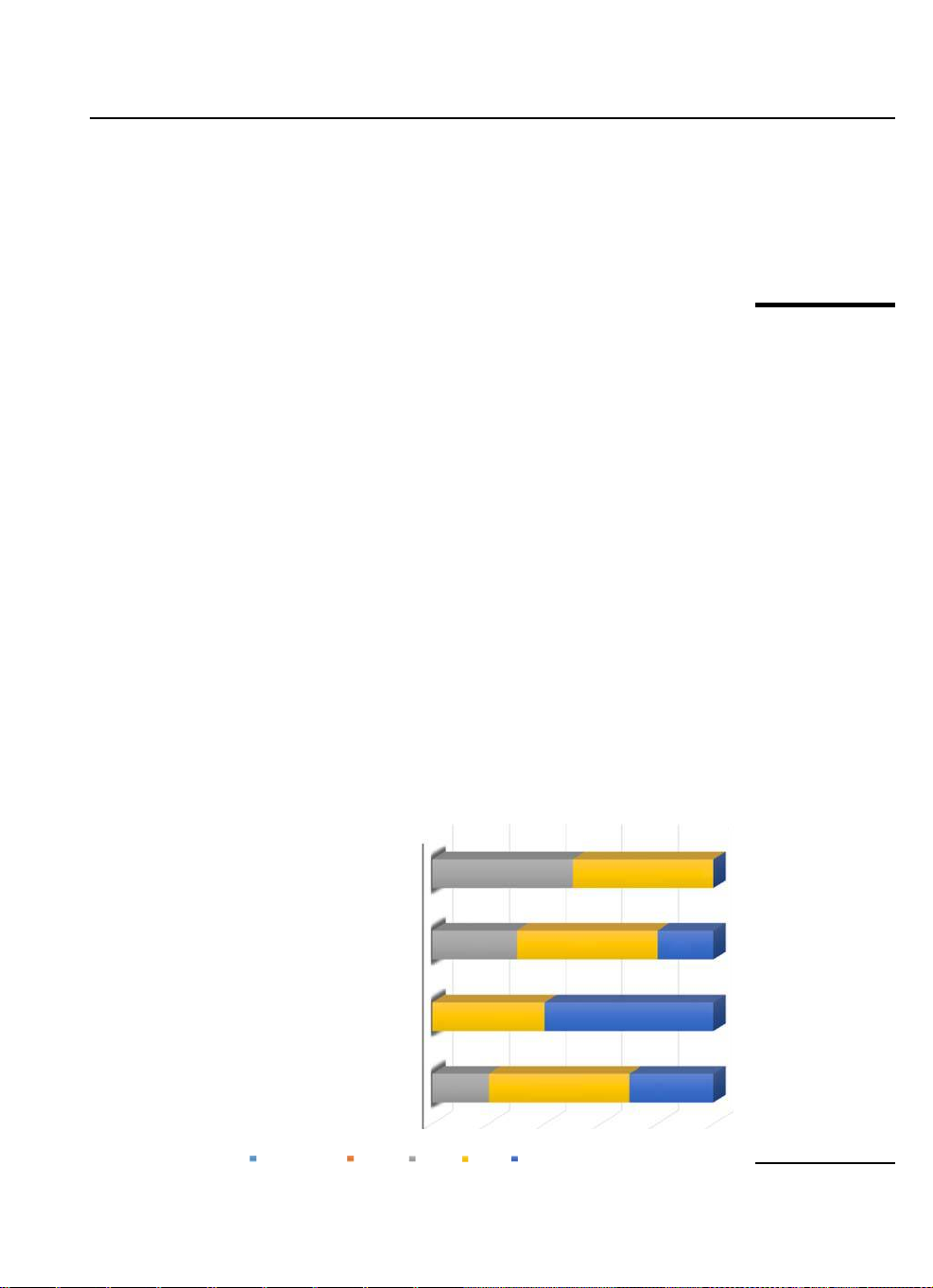
Based on the methodology/training results in Figure 9 and on the review of the respondent
data (showing 50 percent or higher in strongly agree and agree for each item), the responses
indicate that problem-solving techniques, methods and training from the Kaizen event had a
positive impact on productivity. None of the respondents selected disagree. One plausible
Methodology/Training: Key Questions
Training is provided to equip the employees with the necessary
Downloaded by American University of Beirut At 02:12 15 June 2019 (PT) 50% 50% 0%
skills before continuous improvement action assignment
Management supports the Kaizen activities 30% 50% 20%
Problem-solving techniques and methodology must be utilized in 0% 40% 60%
order to effectively solve problems
Employees have the understanding that Kaizen tools may be used to 20% 50% 30%
support continuous improvement activities Figure 9. Methodology/training 0% 20% 40% 60% 80% 100% results Strongly disagree Disagree Neutral Agree Strongly Agree



{kind=link}