Khuyết Tật và Giải Pháp Khi Thực Hiện Phun Ép - Nêu Cách Khắc Phục | Môn Thiết kế, chế tạo khuôn mẫu - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
Trong quá trình gia công sản phẩm trên hệ thống máy ép phun, sản phẩm có thể gặp phải những khuyết tật. Tài liệu được sưu tầm gồm 52 trang, giúp bạn ôn tập tốt hơn. Mời các bạn đón xem.
Môn: Thiết kế, chế tạo khuôn mẫu 10 tài liệu
Trường: Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh 4.4 K tài liệu
Tác giả:

Preview text:
lOMoAR cPSD| 58794847
CÁC KHUYẾT TẬT VÀ CÁCH KHẮC PHỤC KHI PHUN ÉP
Mục tiêu: Giới thiệu về lỗi sản phẩm khi ép phun và đề nghị hướng khắc phục
Sau khi học xong chương này, người học có khả năng:
1) Giải thích ược nguyên nhân các lỗi khi ép phun.
2) Đưa ra biện pháp khắc phục cơ bản
Trong quá trình gia công sản phẩm trên hệ thống máy ép phun, sản phẩm có
thể gặp phải những khuyết tật. Mỗi khuyết tật có thể có nhiều nguyên nhân khác
nhau, do đó, có nhiều hướng khắc phục khác nhau. Dưới đây là những hướng dẫn
điều chỉnh chủ yếu cho quá trình công nghệ ép phun khi sản phẩm có khuyết tật
cho các loại nhựa nhiệt dẻo.
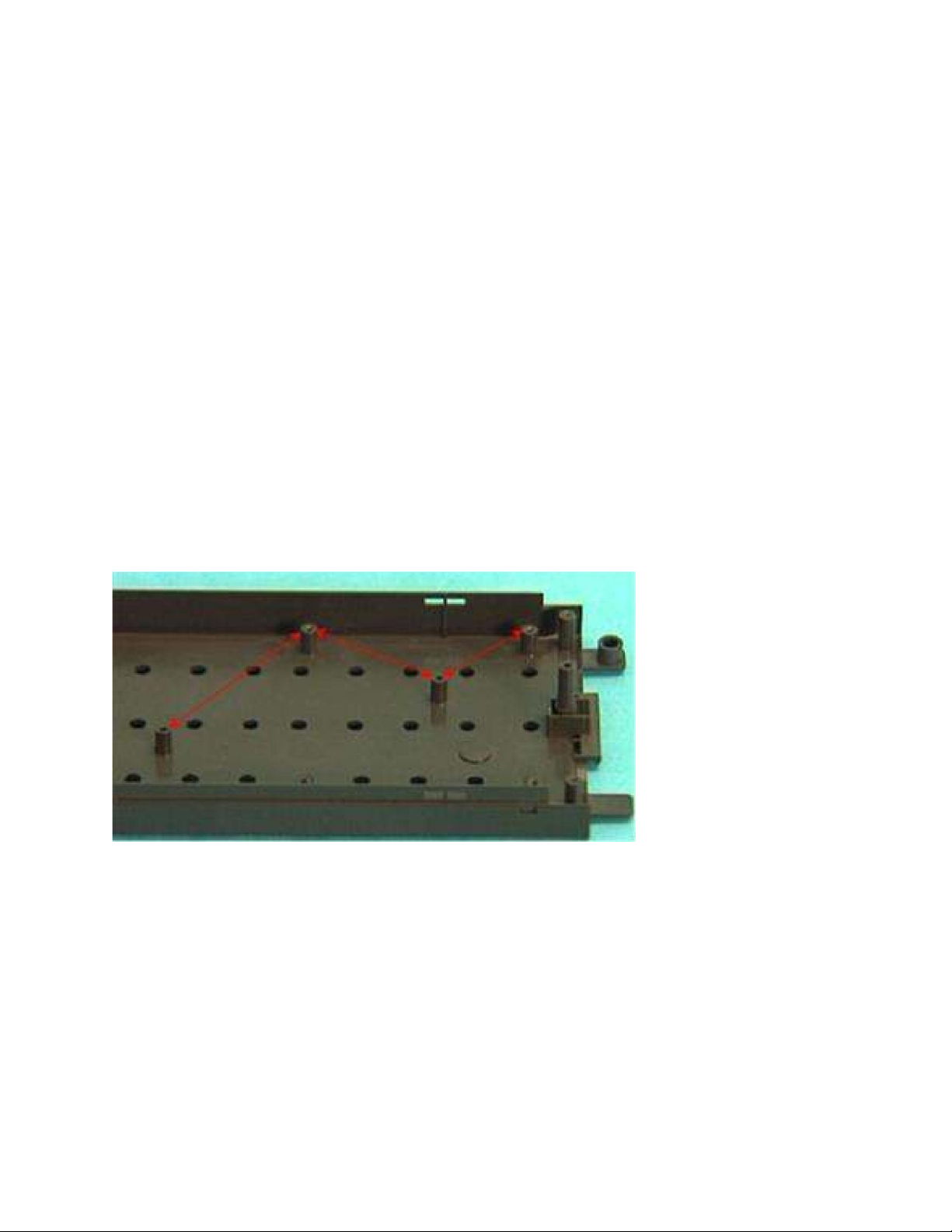
16.1. Sản phẩm bị sai lệch kích thước lắp ghép
Hình 16.1. Sản phẩm bị sai lệch kích thước [1]
16.1.1. Đặt vấn đề
Ưu điểm của việc sản xuất sản phẩm bằng công nghệ ép phun là sản xuất
được sản phẩm có thành mỏng, gân, vấu lồi… chỉ trong 1 công đoạn. Nhược điểm
của công nghệ này là kích thước sản phẩm phụ thuộc vào:
- Loại nhựa và chất phụ gia
- Độ co rút của sản phẩm ép - Thông số ép phun lOMoAR cPSD| 58794847
Sự sai hỏng của sản phẩm có thể bị gây ra do thiết lập thông số ép không phù
hợp, khuôn thiết kế kém, kỹ thuật sản xuất, sản phẩm thành quá mỏng v.v. Vấn đề
này có thể giải quyết bằng cách tăng nhiệt độ bộ phận gia nhiệt nhựa (barrel),
khuôn, tăng áp suất phun và độ chảy lỏng của vật liệu.
Phân loại co ngót:
- Độ co ngót trong chu kỳ ép.
- Độ ngót sau khi sản phẩm lấy ra khỏi khuôn.
- Độ ngót toàn bộ bằng tổng 2 loại co ngót trên.
16.1.2. Giải quyết vấn đề
Các loại sai lệch kích thước:
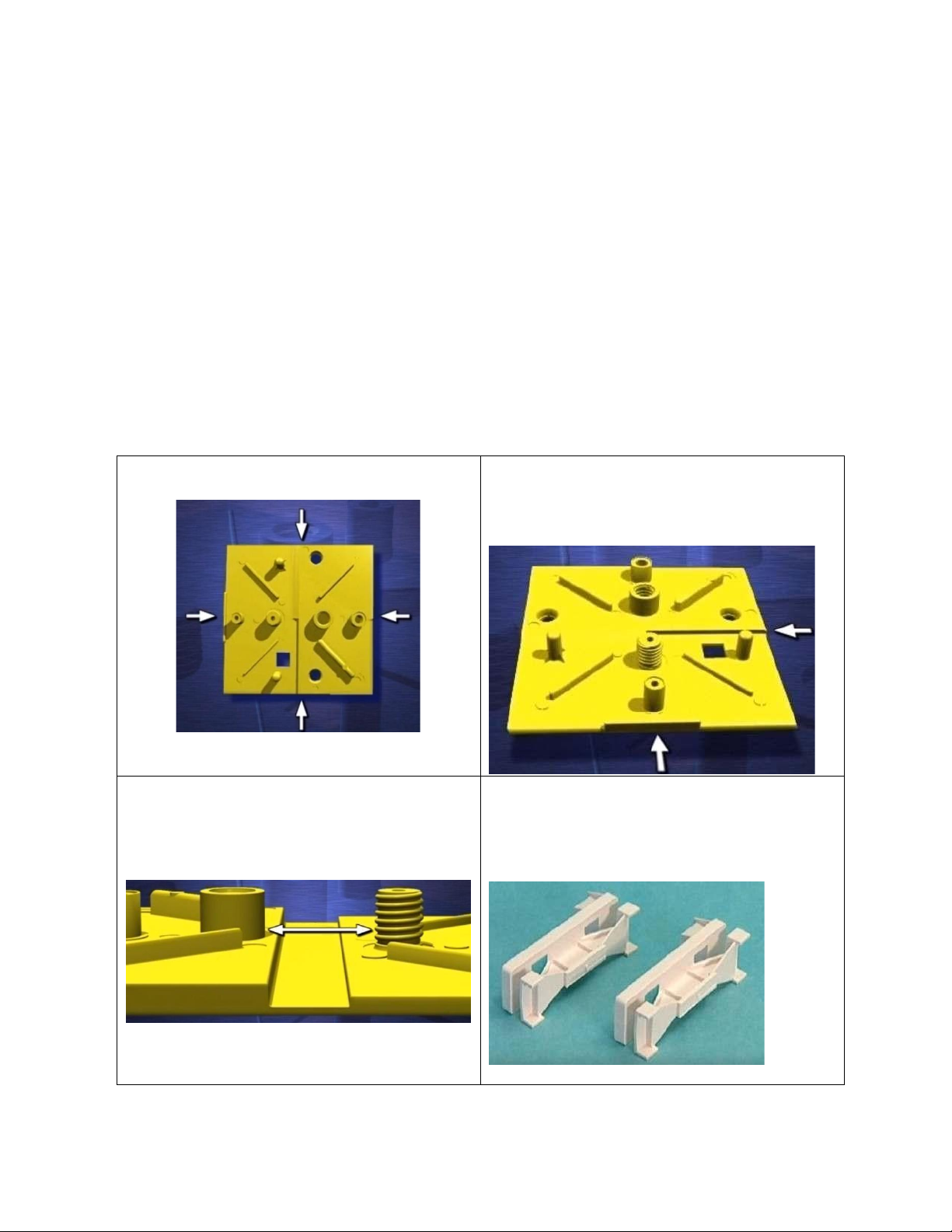
Kích thước tổng không chính xác
Kích thước chiều dài hoặc chiều rộng không chính xác
Kích thước giữa các lỗ hoặc vấu lồi Kích thước của sản phẩm ở lòng khuôn không chính xác
này so với kích thước của sản phẩm ở
lòng khuôn khác không giống nhau lOMoAR cPSD| 58794847
Điều này là do vật liệu nhựa thay ổi trạng thái từ trạng thái rắn qua trạng thái
lỏng và sau đó, vật liệu nhựa lại chuyển về trạng thái rắn, nên có sự thay đổi về thể
tích, dẫn đến sự co rút của sản phẩm nhựa.
Điều này do ứng suất nội giữa các phân tử nhựa gây nên, có 2 nguyên nhân cơ bản:
+ Ứng suất định hướng phân tử giữa các phân tử nhựa
+ Độ lớn của ứng suất giữa các phân tử nhựa
Sự định hướng của các phân tử nhựa phụ thuộc vào:
+ Tốc độ phun nhựa vào khuôn
+ Tốc độ làm nguội
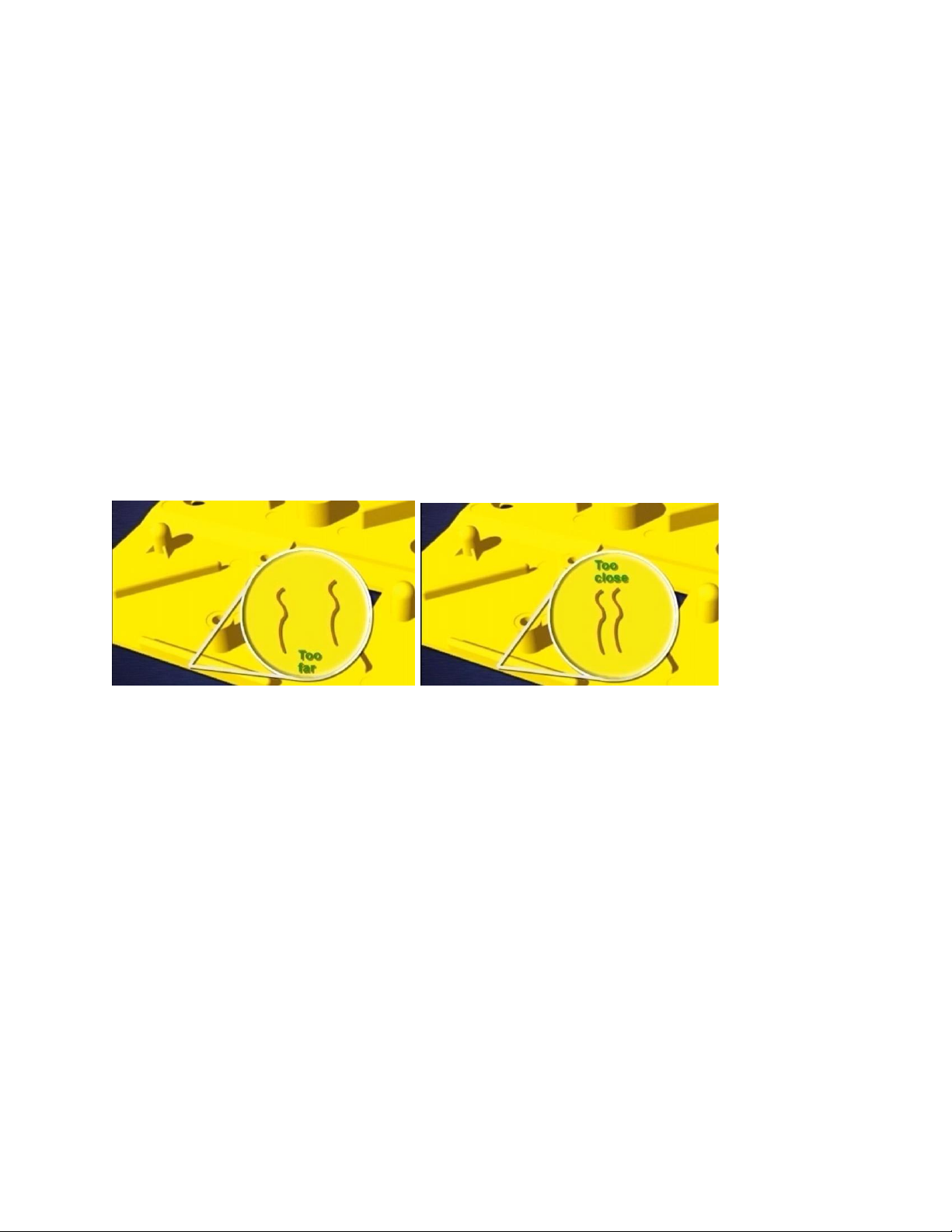
Ứng suất sinh ra do các phân tử nhựa quá xa hoặc quá gần nhau:
Hình 16.2. Các phân tử nhựa quá xa hoặc quá gần nhau [1]
Nhựa ược gia nhiệt khi nhựa ược tải xuống bộ phận gia nhiệt, dưới tác dụng
của nhiệt ộ, nhựa giãn nở làm cho các phân tử nhựa xa nhau. Ngược lại, khi nhựa
ược ép phun vào khuôn, dưới tác dụng của áp suất phun, nhựa bị nén lại làm cho
các phân tử nhựa gần nhau.
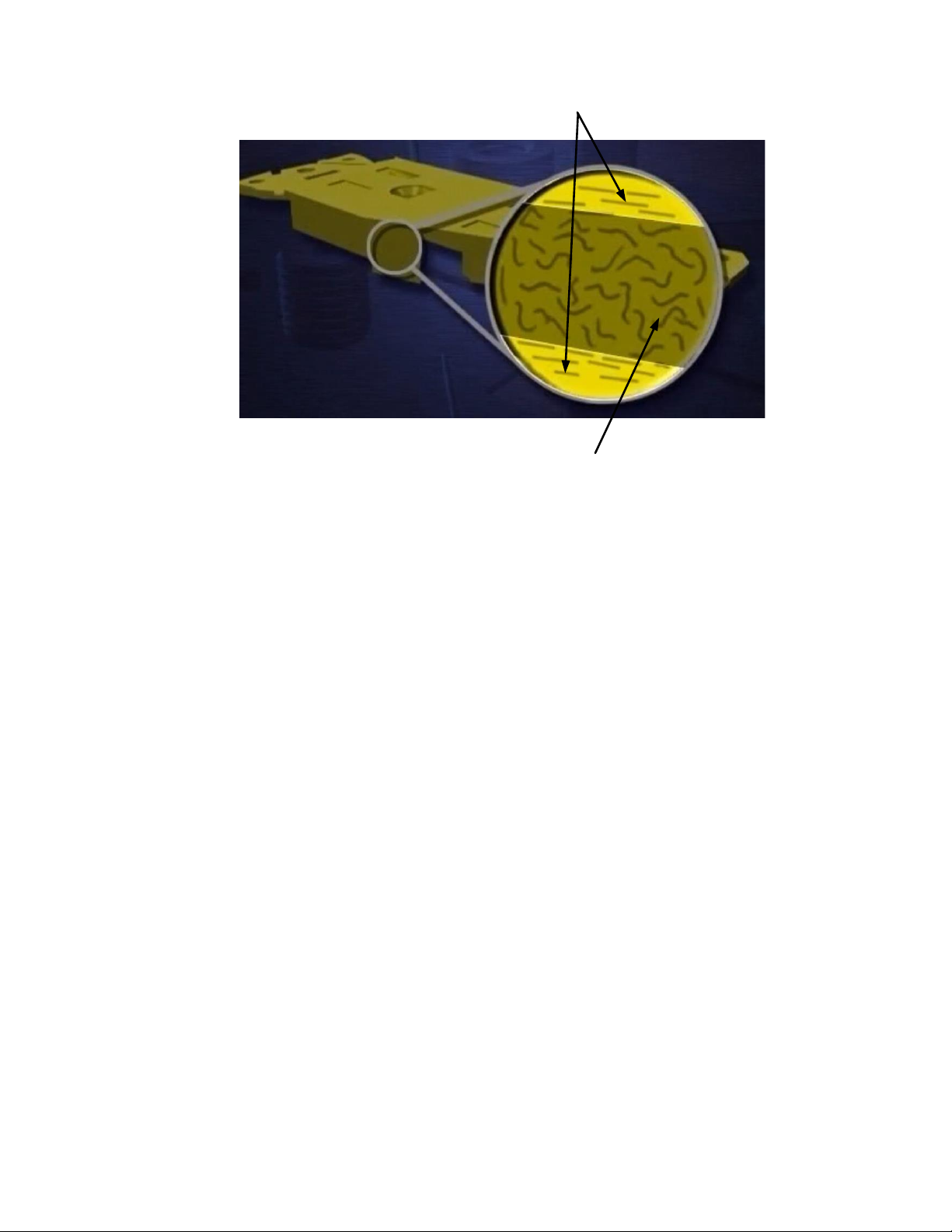
Khi dòng nhựa ược phun vào lòng khuôn, lớp ngoài của sản phẩm tiếp xúc
với thành khuôn nên nguội trước dưới áp suất cao, do ó, các phân tử nhựa gần
nhau hơn so với bình thường nên chúng cố gắng ẩy nhau ra xa. Trong khi ó, phần
nhựa bên trong vẫn nóng, các phân tử nhựa bị căng ra nên chúng cố gắng kéo lại
gần nhau hơn. Đây chính là nguyên nhân gây ra co rút bên trong sản phẩm nhựa.
Lớp nhựa bên ngoài lOMoAR cPSD| 58794847
Phần nhựa bên trong
Hình 16.3. Dòng chảy nhựa trong khuôn [1] -
Bề dày thành sản phẩm tăng lên thì ộ ngót cũng tăng lên.
- Bề dày ảnh hưởng rất lớn ến quá trình co ngót mà khó có thể iều chỉnh
ược bằng các thông số máy khác.
- Ảnh hưởng của áp suất:
+ Thời gian duy trì áp càng dài, áp suất cực ại trong lòng khuôn càng
cao thì ộ co ngót càng thấp, khối lượng sản phẩm tăng lên.
+ Tuy nhiên, trong hầu hết các khuôn có áp suất thay ổi theo chiều dài
của dòng chảy nên ộ co ngót tại các vị trí ó sẽ khác nhau.
- Ảnh hưởng của nhiệt ộ:
+ Nhiệt ộ của nhựa trong quá trình ép càng cao thì ộ co ngót càng cao
vì vật liệu nén vào trong khuôn ít hơn do nhựa giãn nở nhiều hơn.
+ Đối với nhựa bán kết tinh thì nhiệt ộ khuôn có ảnh hưởng ến ộ co ngót
vì ảnh hưởng ến thời gian làm nguội.
- Sự ịnh hướng phân tử:
+ Các phân tử ịnh hướng là do ứng suất trượt, sau ó, ược giữ lại do kết
hợp với quá trình làm nguội. lOMoAR cPSD| 58794847
+ Các phân tử polymer có xu hướng trở lại trạng thái tự do khi có iều
kiện (nhiệt ộ thường và không ở trong khuôn). Sự co ngót theo dòng chảy
sẽ lớn hơn theo ịnh hướng.
16.1.3. Kết luận
Loại lỗi Yếu tố
Nguyên nhân và giải pháp khắc phục
Vật liệu (1) Vật liệu có ộ chảy lỏng kém và òi hỏi áp suất phun nhựa
cao. Kết quả là thể tích phun không ủ
Xem xét khả năng thay ổi vật liệu nhựa khác
(2) Tỷ lệ của nguyên liệu tinh khiết và nguyên liệu tái chế
không phù hợp, gây ra tình trạng chảy lỏng không ồng
nhất Điều chỉnh lại tỷ lệ nguyên liệu tái chế
Thông số (1) Khoảng lấy nhựa chưa ủ Tăng khoảng lấy nhựa ép
(2) Nhiệt ộ nhựa quá thấp Tăng nhiệt ộ nhựa
(3) Áp suất phun quá thấp Tăng áp suất phun
(4) Tốc ộ phun thấp sản phẩm bị làm nguội nhanh Sai lệch
Tăng tốc ộ phun kích
(5) Tốc ộ phun quá nhanh, sẽ gây ra một số vấn ề do chưa thước
thoát khí hoàn toàn Giảm tốc ộ phun
(6) Thời gian phun không ủ Cần tăng thời gian phun
(7) Nhiệt ộ khuôn không ồng nhất, không phù hợp với
nhiệt ộ nhựa, gây ra sự nguội không ều của vật liệu khi phun vào lòng khuôn
Điều chỉnh nhiệt ộ khuôn hợp lý theo từng vật liệu nhựa
(8) Thể tích phun không ủ
Tăng thể tích phun hoặc thay ổi bộ vòi phun khác
(9) Áp suất giữ quá thấp
Tăng các tham số của áp suất giữ lOMoAR cPSD| 58794847
(10) Áp suất ngược quá thấp và vật liệu không ược nén tốt
Tăng các tham số của áp suất ngược
(11) Nhiệt ộ của nước làm mát quá thấp ảnh hưởng không
tốt ến ộ chảy lỏng Giảm thể tích nước vào và ra
(12) Nhiệt ộ khuôn quá thấp
Tăng nhiệt ộ khuôn cho phù hợp. Khuôn
(1) Thiết kế vị trí cổng phun, cổng phun hoặc hệ thống
nhiều cổng phun chưa hợp lý Khắc phục thiết kế khuôn
(2) Kích thước cổng phun quá nhỏ ể có thể phun hiệu quả
Tăng kích thước cổng phun
(3) Hệ thống thoát khí có thiết kế chưa ủ ể thoát khí hoàn toàn trong lòng khuôn
Sửa ổi thiết kế hệ thống thoát khí Máy
(1) Nguyên liệu ược phun vào lòng khuôn quá ột ngột
Thay ổi vị trí của cuống phun
(2) Áp suất phun không ủ hoặc tốc ộ phun quá thấp
Sử dụng máy ép phun với lực kẹp khác
(3) Vòi phun tắc nghẽn do vật liệu bẩn
Tháo gỡ vòi phun ra và làm sạch chỗ tắc nghẽn
Thiết kế (1) Hệ thống gân của sản phẩm thành quá mỏng dẫn ến
của sản không thể iền ầy Thay ổi thiết kế phẩm
(2) Bề dày sản phẩm không ồng nhất Thay ổi thiết kế lOMoAR cPSD| 58794847
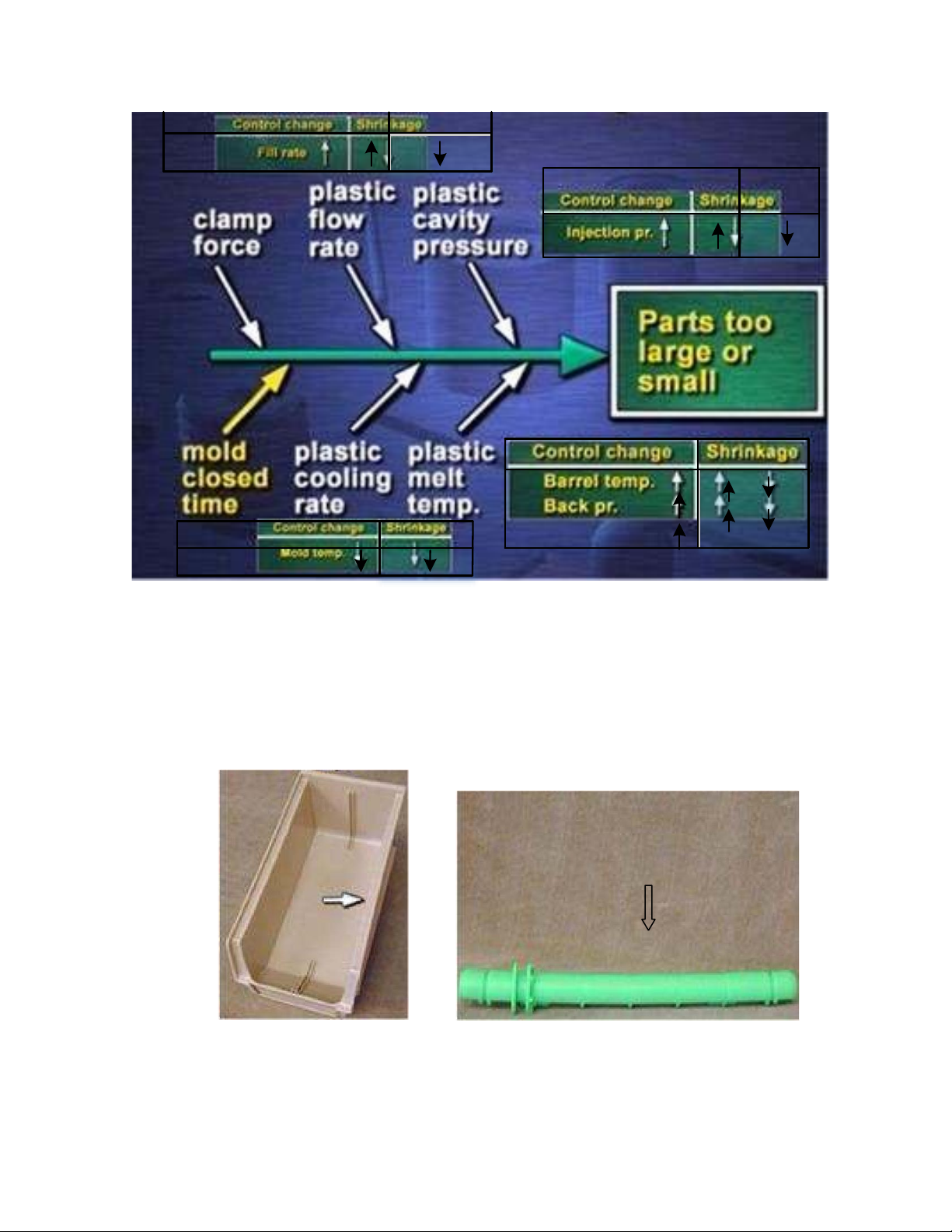
Thay đổi điều khiển Co rœt
Tốc độ điền đầy Tốc độ Áp suất
Thay đổi điều khiển Co rœt
Lực đóng dòng chảy nhựa trong khun nhựa khun
Áp suất phun
Sản phẩm quá
lớn hoặc nhỏ Thời gian
Thay đổi điều khiển Co rœt Tốc độ Nhiệt độ đóng làm nguội nhựa
+ Nhiệt độ bộ phận khun
gia nhiệt trục vít
Thay đổi điều khiển Co rœt
+ Áp suất ngược
Nhiệt độ khuôn
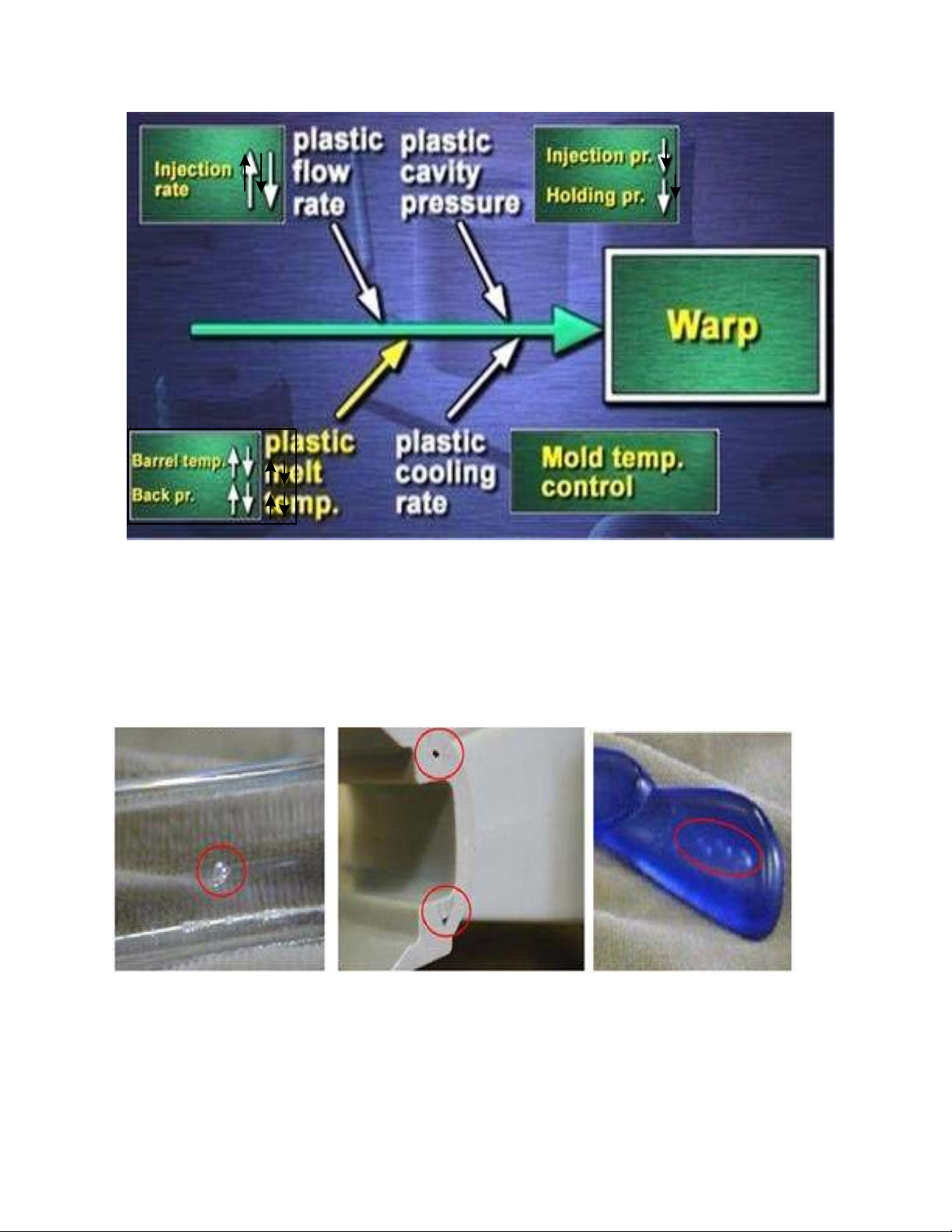
Hình 16.4. Hiệu chỉnh thông số ép ể khắc phục lỗi sai lệch kích thước [1]
16.2. Sản phẩm bị cong vênh
Sản phẩm có thể bị cong vênh ngay khi ược lấy ra khỏi khuôn hoặc sản
phẩm cong vênh sau khi ược lấy ra khỏi khuôn vài giờ, thậm chí là vài ngày.
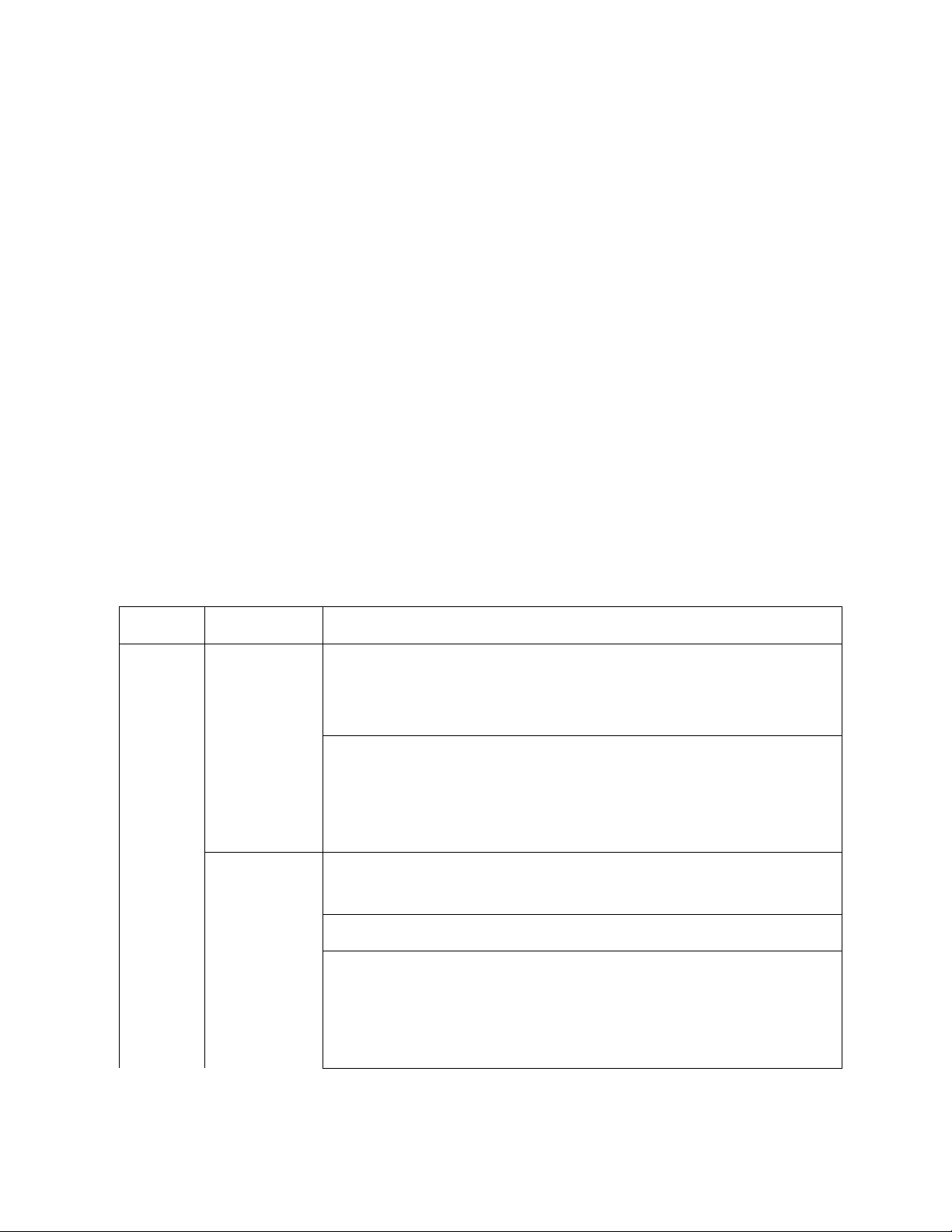
Hình 16.5. Sản phẩm bị cong vênh [1]
16.2.1. Đặt vấn ề lOMoAR cPSD| 58794847
Khi sản phẩm nhựa bị cong vênh thì nguyên nhân chính là ứng suất bên trong
khuôn, nhiệt ộ khuôn iều khiển không úng hoặc không ồng ều, hướng dòng chảy
nhựa không tốt, hình dạng, ộ dày và iều kiện hình thành sản phẩm không phù hợp.
Nhìn chung, vấn ề cong vênh và biến dạng sản phẩm có thể ngăn chặn ược bằng
cách làm mát khuôn dựa trên các tác ộng bên ngoài ể giữ các vùng của sản phẩm
trong một iều kiện nhất quán với ban ầu. Tuy nhiên, lưu ý rằng nếu các thành sản
phẩm tiếp tục gặp phải iều kiện nhiệt ộ cao, các vần ề về cong vênh và biến dạng sẽ lại xảy ra.
Độ cong vênh của sản phẩm phụ thuộc vào:
+ Ứng suất giữa các phân tử nhựa
+ Sự ịnh hướng của các phân tử
+ Lượng tinh thể của phân tử nhựa
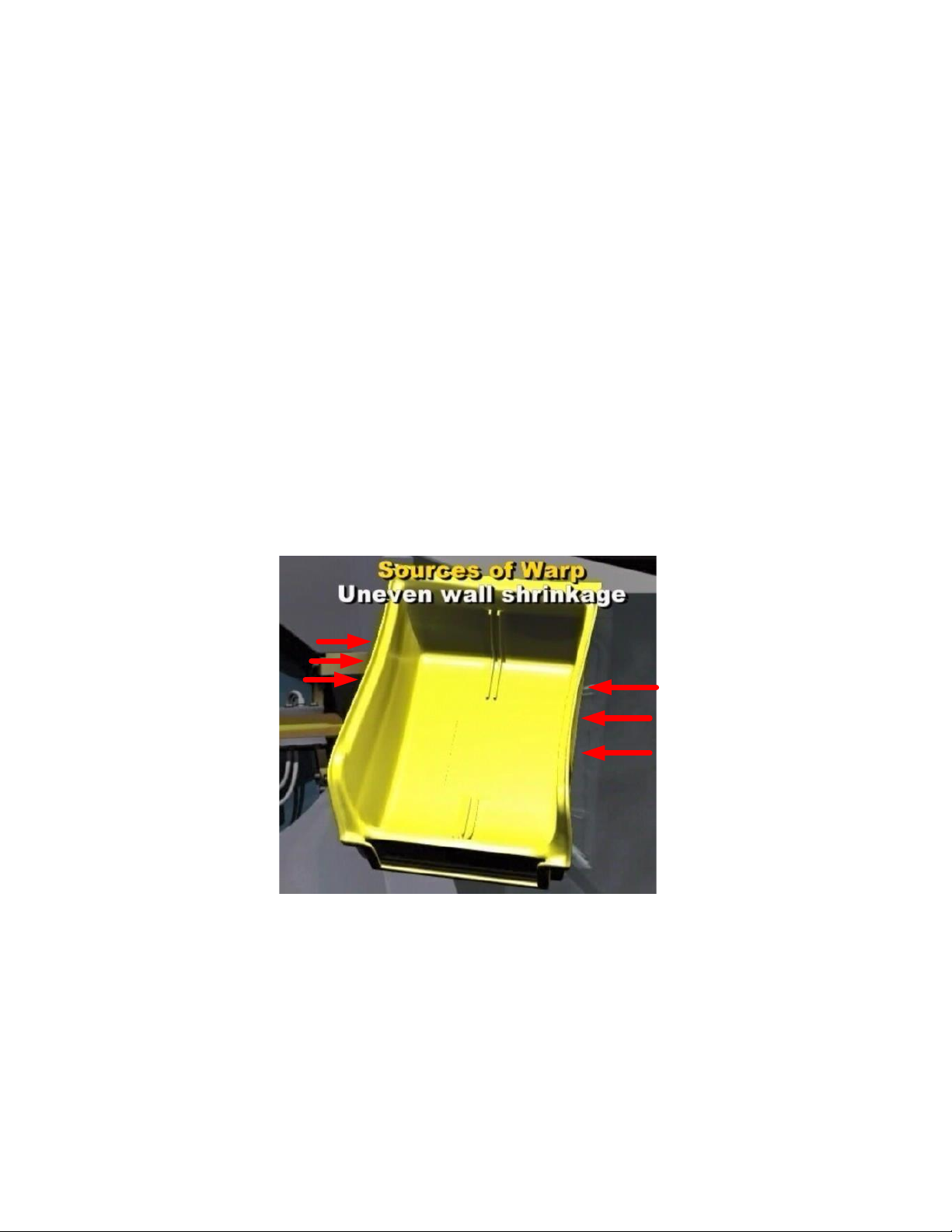
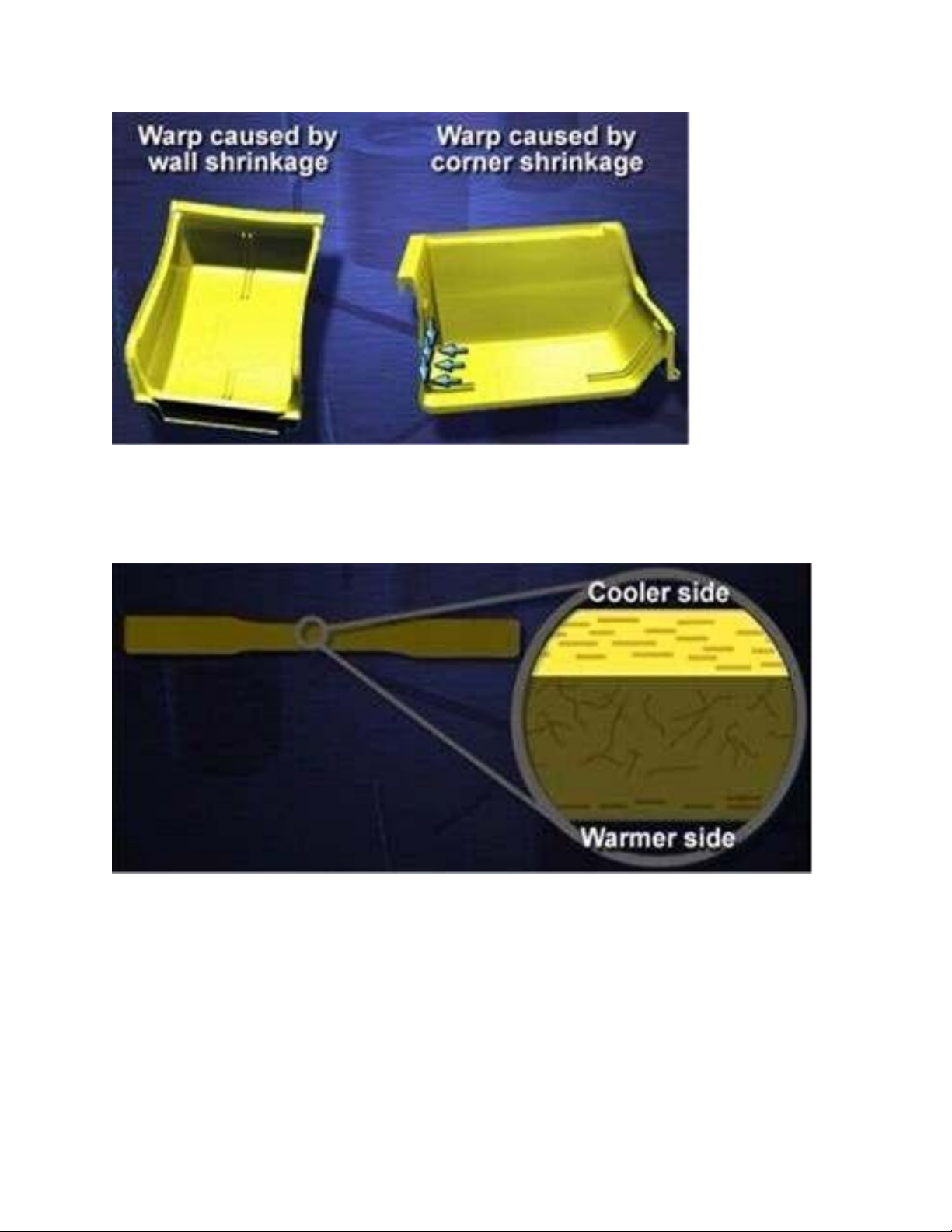
Với sản phẩm dạng hộp, cong vênh hướng vào trong nếu phía bên ngoài sản
phẩm ược làm nguội chậm hơn bên trong.
C O R Ú T T H À N H S Ả N P H Ẩ M K H Ô N G Đ Ề U
Hình 16.6. Sản phẩm dạng hộp bị cong vênh [1]
Cong vênh của sản phẩm gây ra do co rút ở thành sản phẩm ể giải quyết hơn
cong vênh của sản phẩm gây ra do co rút tại các góc. lOMoAR cPSD| 58794847
Cong vŒnh do co rœt
Cong vênh do co rút ở
thành sản phẩm
các góc sản phẩm
Hình 16.7. Nguyên nhân sản phẩm dạng hộp bị cong vênh [1]
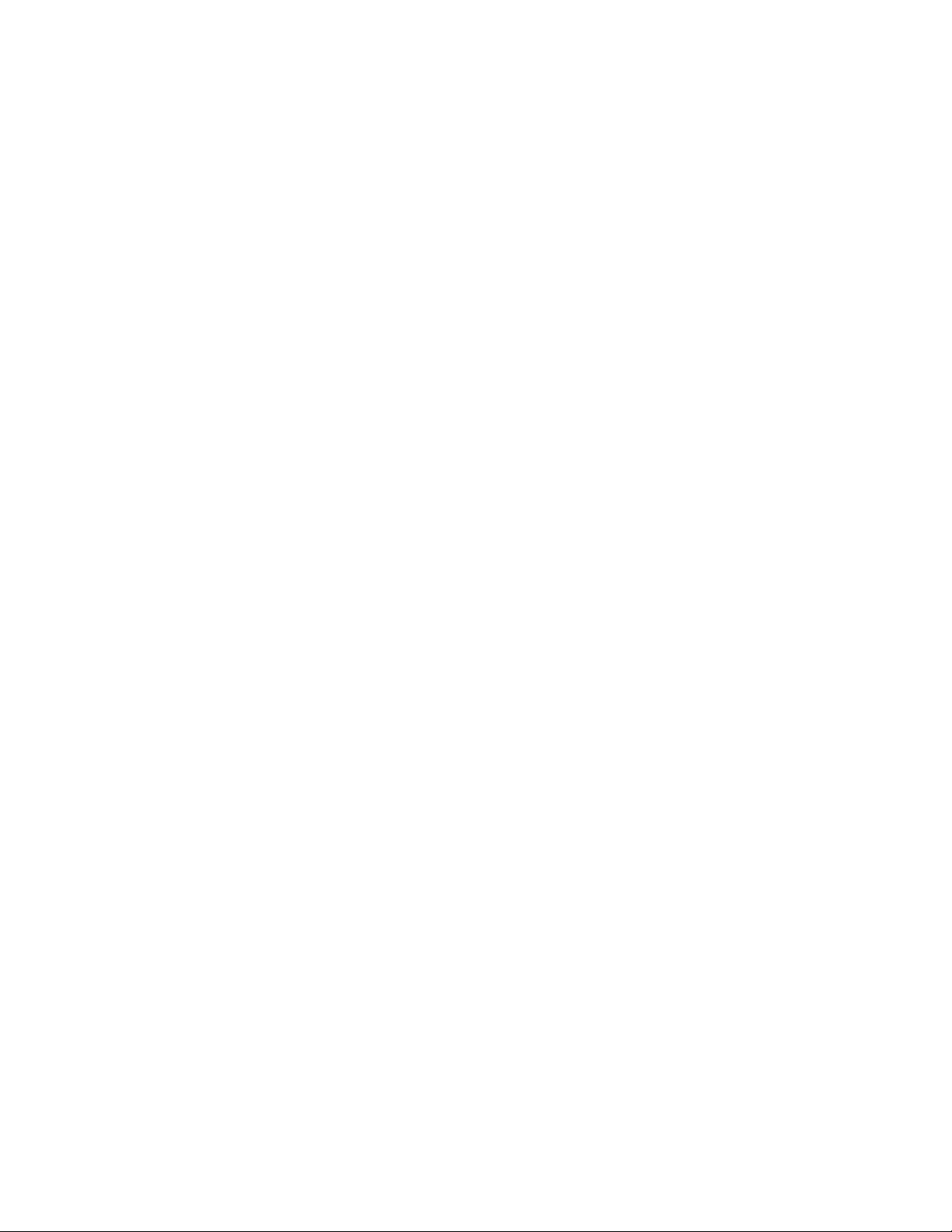
Việc giải nhiệt cho khuôn âm và khuôn dương không ều, cũng góp phần tăng
cong vênh cho sản phẩm nhựa.
Bề mặt nguội hơn
Bề mặt nóng hơn
Hình 16.8. Phân bố nhiệt ộ trên sản phẩm [1] Những
yếu tố ảnh hưởng ến cong vênh:
- Chênh lệch bề dày trong sản phẩm:
+ Đối với nhựa không gia cường thì ây là thông số rất quan trọng ảnh
hưởng ến ộ cong vênh của sản phẩm.
+ Bề dày là thông số quyết ịnh nên có thể dùng ể iều chỉnh cong vênh.
- Ảnh hưởng của áp suất: lOMoAR cPSD| 58794847
+ Một nhược iểm của quá trình ép phun là do sự giảm áp suất dọc theo
dòng chảy của nhựa, làm cho sự nén ép vật liệu không ồng ều.
+ Để có sự nén ép ồng ều cần phải tăng áp suất nén ến cực ại trong quá trình ép.
- Ảnh hưởng của nhiệt ộ:
+ Nhiệt ộ của dòng chảy bị thay ổi là do ma sát và làm nguội.
+ Tốc ộ làm nguội chậm (nhiệt ộ khuôn cao) cho phép nhiều thời gian hơn
ể tinh thể nhựa ịnh hình, nên nhựa co rút nhiều hơn. Kết quả là sản
phẩm cong về phía sản phẩm ấm hơn.
- Ảnh hưởng của ịnh hướng:
+ Khi nhựa ược gia cường bằng sợi thì sự ịnh hướng xảy ra do sự trượt
và làm nguội. Tuy nhiên nếu sự ịnh hướng không ều thì nguy cơ cong vênh rất cao.
16.2.2. Giải quyết vấn ề
Các nguyên nhân gây ra cong vênh
- Cong vênh xảy ra do sự thay ổi co ngót trên khắp sản phẩm.
- Hiện tượng này là do có một phần nhỏ trên sản phẩm có sự co ngót
cao, dẫn ến biến dạng rộng.
- Sản phẩm lấy ra quá sớm chưa ịnh hình ược.
- Thiết kế khuôn (hệ thống giải nhiệt khuôn) không phù hợp và sản
phẩm có sự khác biệt về bề dày dẫn ến áp suất khuôn khác nhau và co rút khác nhau.
- Nhiệt ộ bề mặt khuôn chênh lệch nhiều.
Để giải quyết cong vênh phải làm giảm sự chênh lệch của ứng suất bên trong
sản phẩm nhựa.
- Tăng thời gian áp suất giữ khuôn ể ịnh hình sản phẩm.
- Điều chỉnh nhiệt ộ trên bề mặt khuôn (chú ý sự chênh lệch giữa phần
khuôn âm và phần khuôn dương).
- Kiểm tra lại kết cấu sản phẩm thiết kế khuôn, kiểm tra sự chế tạo chính
xác của khuôn. lOMoAR cPSD| 58794847
- Tránh ứng suất nội bằng cách chọn vật liệu và hình dạng sản phẩm
(cân bằng bề dày). Tối ưu khuôn bằng các phần mềm mô phỏng như:
Moldflow, Cmold, Moldex3D…
16.2.3. Kết luận
Loại lỗi Yếu tố
Nguyên nhân và cách khắc phục
(1) Vật liệu nhựa kết tinh như PP hay PE ặc biệt dễ bị cong
vênh và biến dạng Cong
Tăng nhiệt ộ nhựa, giảm áp suất phun và thêm chất phụ
vênh và Vật liệu gia biến nhựa
(2) Tỷ lệ vật liệu tái chế cao hơn, gián tiếp ảnh hưởng ến dạng
ặc tính vật lý của vật liệu
Tỷ lệ vật liệu gốc và vật liệu tái chế phải ược iều chỉnh
phù hợp. Tỷ lệ phần trăm nhựa tái chế không ược quá cao
(1) Áp suất phun và tốc ộ phun quá thấp
Tăng áp suất và tốc ộ phun
(2) Tốc ộ phun quá chậm cộng với sự chênh lệch nhiệt ộ
giữa cổng phun và iểm cuối iền ầy là quá lớn Điều
chỉnh nhiệt ộ phun
(3) Nhiệt ộ khuôn quá thấp; hệ thống làm mát không hợp
lý Điều chỉnh nhiệt ộ khuôn tùy vào vật liệu nhựa
(4) Giữ áp quá cao, ứng lực giữa thành xa và thành gần
Thông số cổng phun quá chênh lệch
ép phun Điều chỉnh lại áp suất giữ áp
(5) Nhiệt ộ barrel ược thiết lập không úng
Điều chỉnh nhiệt ộ barrel theo từng loại vật liệu
(6) Thời gian giữ áp không ủ Tăng thêm thời gian giữ áp
(7) Thời gian làm nguội không ủ; khi mở khuôn, sản
phẩm sẽ bị biến dạng do chênh lệch nhiệt ộ với nhiệt ộ
phòng Tăng thời gian làm nguội lOMoAR cPSD| 58794847
(8) Nhiệt ộ nhựa quá thấp, áp suất phun quá cao làm tăng
ứng suất bên trong sản phẩm, gây ra biến dạng
Tăng nhiệt ộ vật liệu và giảm áp suất
(1) Hệ thống ẩy không ủ hoặc vị trí của các ti lói không
phù hợp, gây biến dạng một vài chỗ trên chi tiết trong khi
phun Thay ổi cấu trúc khuôn
(2) Đường kính cổng phun và cuống phun quá nhỏ
Tăng kích thước cổng phun hoặc cuống phun Khuôn
(3) Vị trí cổng phun thiết lập không hợp lý gây ra sự lệnh
lạc dòng chảy Jkhi phun và tạo ra sự biến dạng sau khi
làm nguội Thay ổi kết cấu khuôn
(4) Thiết kế cổng phun bất ối xứng dẫn ến áp suất phun
khi vào khuôn là không ều
Cấu trúc cổng phun nên ược ặt ối xứng ể cân bằng áp suất phun
Tốc ộ phun là quá chậm nên nhiệt ộ giữa thành xa và
thành gần cổng phun quá chênh lệch, dễ tạo ra biến dạng Máy
Sử dụng barrel có kích thước lớn hơn hoặc iều chỉnh
tốc ộ phun của máy cao hơn
(1) Không có góc thoát khuôn trên sản phẩm
Sản phẩm nhựa nên thiết kế thêm góc thoát khuôn Thiết kế
sản phẩm (2) Bề dày các thành mỏng không ồng ều
Điều chỉnh lại thiết kế hoặc thay ổi vị trí cổng phun lOMoAR cPSD| 58794847
Áp suất nhựa + Áp suất phun
Tốc độ phun Tốc độ
dòng chảy trong khun
+ Áp suất bảo áp Cong vŒnh
+ Nhiệt độ bộ phân Nhiệt độ Tốc độ làm Điều khiển nhiệt độ
gia nhiệt trục vít nhựa nguội khun
+ Áp suất ngược
Hình 16.9. Hiệu chỉnh thông số ép ể khắc phục lỗi cong vênh [1]
16.3. Lỗ trống
Hình 16.10- Sản phẩm bị lỗ trống [1]
16.3.1. Đặt vấn ề lOMoAR cPSD| 58794847
Trong quá trình ép, các lỗ trống xuất hiện trong sản phẩm ép nhựa. Các lỗ
trống này là khoảng trống chân không, rất hiếm khi có khí trong các lỗ này bên trong sản phẩm.
Những lỗ trống này nằm bên trong sản phẩm, nếu sản phẩm làm bằng nhựa
trong thì dễ dàng nhìn thấy các lỗ trống này. Nếu sản phẩm làm bằng nhựa màu
thì phải cắt sản phẩm mới thấy ược các lỗ trống.
Các lỗ trống này xuất hiện trong giai oạn làm nguội của quá trình ép phun do
nhựa co lại khi ược làm nguội và tại các vị trí sản phẩm có bề dày hơn những chỗ khác.
Đối với lỗi bọt khí trong sản phẩm (Air bubble), các hướng giải quyết có thể
thực hiện như sau:
Các bọt khí có thể hình thành trong quá trình làm nguội sản phẩm do hiện
tượng co rút, ộ ẩm hoặc khí dễ bay hơi trong sản phẩm. Nếu ộ dày của sản phẩm
là quá dày hoặc không ồng nhất, có thể tạo ra bọt khí. Bọt khí có thể phòng ngừa
bằng cách tăng thời gian giữ áp, tăng nhiệt ộ khuôn và giảm nhiệt ộ vật liệu nhựa.
Loại lỗi Tác nhân Nguyên nhân và cách khắc phục Bọt khí
(1) Vật liệu nhựa không ược sấy hoàn toàn và ộ ẩm còn
trong nhựa có thể gây ra bọt khí
Sấy nhựa úng nhiệt ộ trong thời gian ủ lâu Vật liệu
(2) Tỷ lệ vật liệu nguyên sinh và tái chế là không ồng ều nhựa
và vật liệu nóng chảy có thể còn chứa khí
Thành phần phần trăm nhựa tái chế cần phải iều chỉnh lại
(1) Thời gian làm nguội quá lâu Giảm thời gian làm nguội
(2) Áp suất phun quá thấp Tăng áp suất phun Thông số ép
(3) Áp suất ngược không ủ và vật liệu không ược nén tốt
Tăng áp suất ngược ể nén vật liệu và giải phóng hoàn toàn khí ra ngoài lOMoAR cPSD| 58794847
(4) Áp suất giữ quá cao, phần bề mặt ngoài của sản phẩm
ông ặc trước và gây ra bọt khí trong sản phẩm
Giảm áp suất giữ
(5) Tốc ộ phun quá chậm Tăng tốc ộ phun
(6) Thời gian phun và dung tích phun là chưa ủ
Kéo dài thời gian phun và tăng thể tích phun theo tổng trọng lượng
(7) Nhiệt ộ khuôn quá thấp
Tăng nhiệt ộ khuôn ể tránh hiện tượng ông ặc trước ở bề ngoài sản phẩm
(8) Thời gian phun quá lâu Giảm thời gian phun
(1) Đường kính cổng phun và cuống phun quá nhỏ; khi Khuôn
nhựa nóng phun vào lòng khuôn, không khí bị hút vào
theo và gây ra bọt khí Tăng ường kính cuống phun Thiết kế
(1) Bề dày sản phẩm không ồng nhất Thay ổi thiết kế sản
(2) Các mấu lồi của sản phẩm có thiết kế quá dày phẩm
Thay ổi thiết kế và vị trí cổng phun
16.3.2. Giải quyết vấn ề
Trong phần này sẽ trình bày về vấn ề sản phẩm bị lỗ trống.
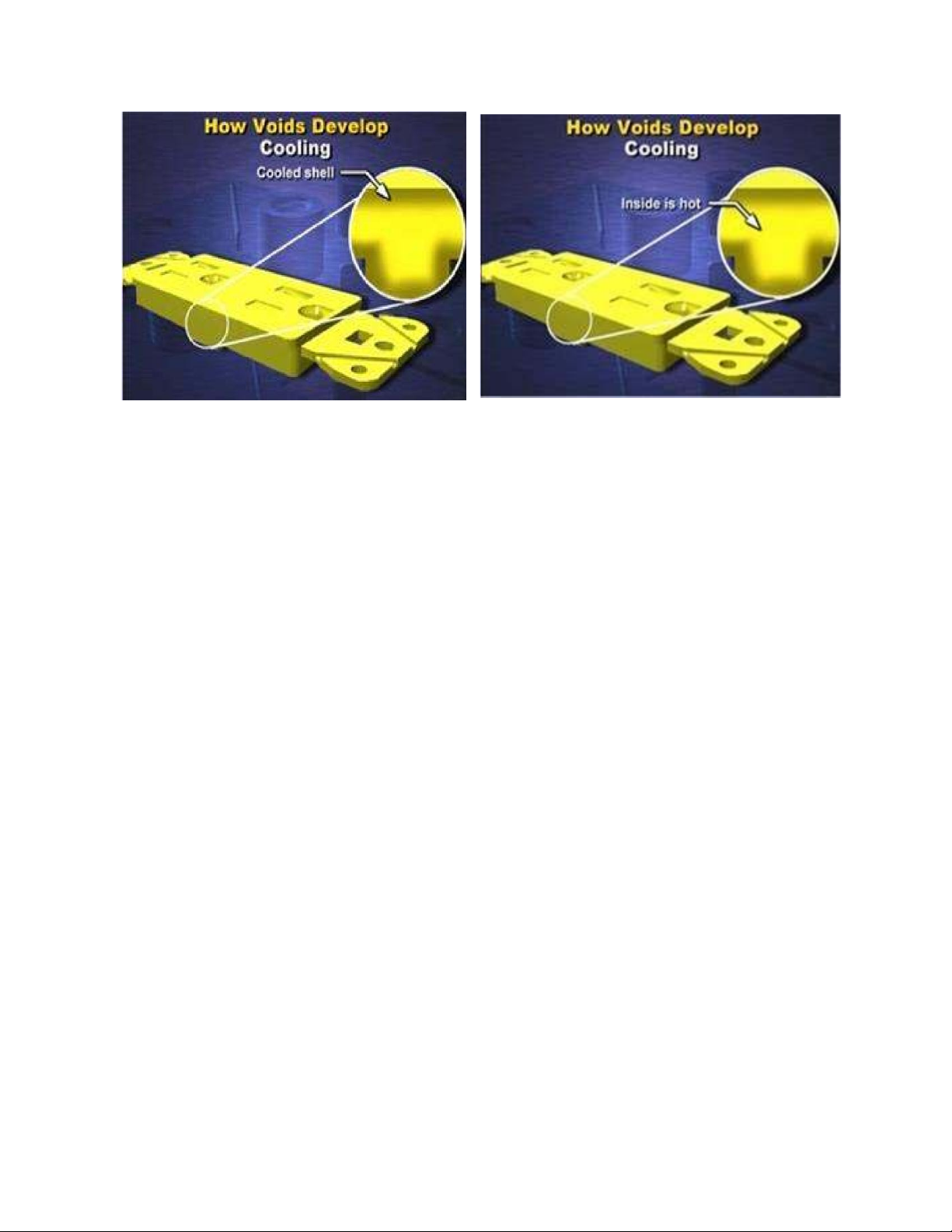
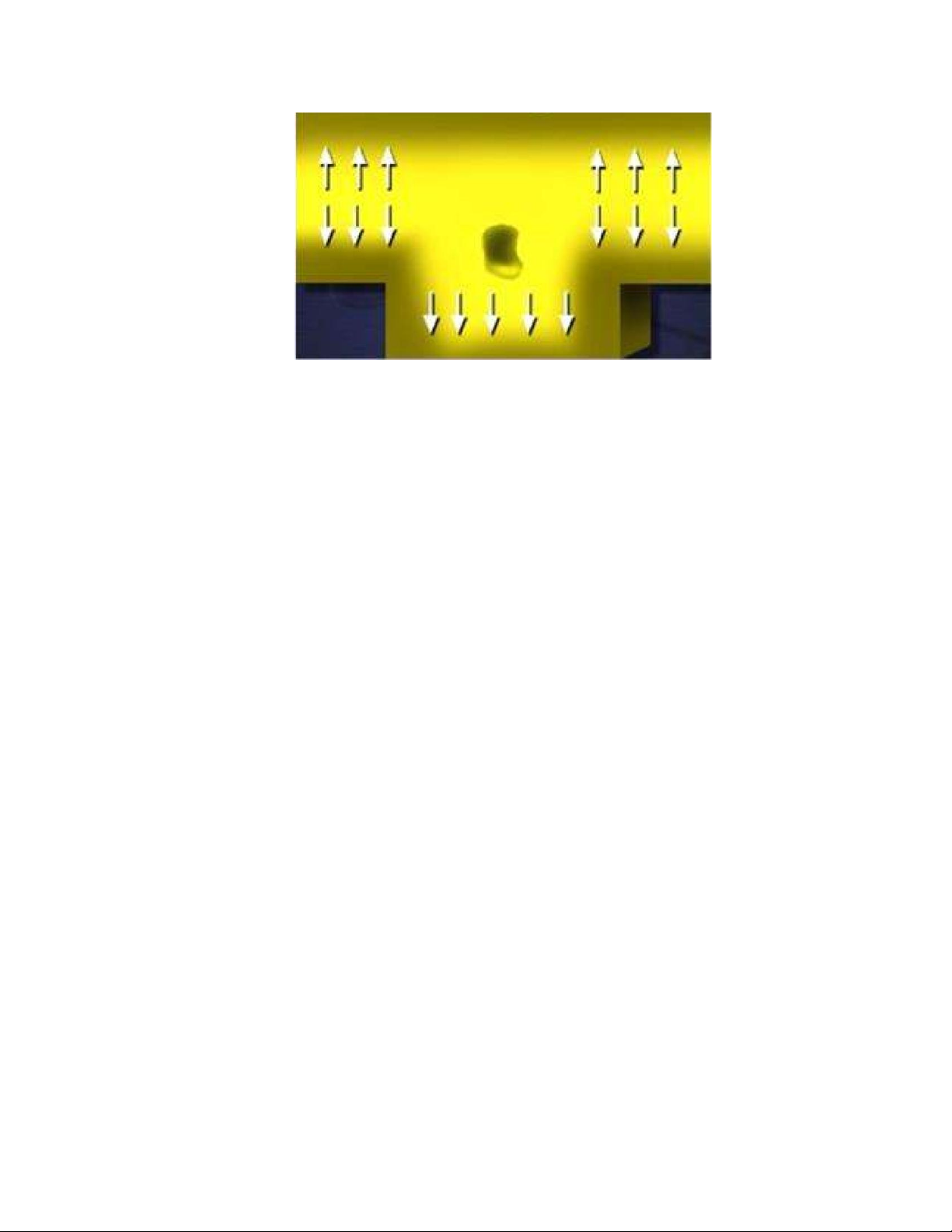
Khi sản phẩm có các vị trí dày hơn những chỗ khác, lớp vỏ bên ngoài của sản
phẩm sẽ nguội trước do nhiệt từ nhựa truyền qua tấm khuôn, lớp này sẽ cứng lại
– trong khi ó phần nhựa bên trong của sản phẩm vẫn ở trạng thái nóng. lOMoAR cPSD| 58794847
Lỗ trống hình thành trong
giai đoạn làm nguội
giai đoạn làm nguội
Lớp vỏ bên ngoài
Phần bên trong nguội nng
Lỗ trống hình thành trong
Hình 16.11 - Trạng thái của nhựa tại chỗ bề dày lớn [1]
Sản phẩm tiếp tục ược làm nguội, khi lớp bên trong nguội, nhựa bắt ầu co rút
lại, tạo ra ứng suất bên trong sản phẩm. Nếu lực tạo ra do ứng suất nội này lớn
hơn lực do ộ cứng của lớp ngoài thì lớp ngoài sẽ bị kéo vào trong và sản phẩm bị
lõm bề mặt, còn nếu lực tạo ra do ứng suất nội này nhỏ hơn lực do ộ cứng của lớp
ngoài thì lớp ngoài sẽ không bị kéo vào trong và sản phẩm bị lỗ trống bên trong sản phẩm. lOMoAR cPSD| 58794847
Hình 16.12 - Ứng suất bên trong sản phẩm khi nhựa bắt ầu nguội [1] Tóm
lại, lỗi sản phẩm có lỗ trống khi ép phun do 2 yếu tố:
+ Ứng suất nội bên trong sản phẩm quá lớn do sản phẩm co rút quá
nhiều khi ược làm nguội.
+ Độ cứng bề mặt quá nhỏ do ộ dày lớp vỏ bên ngoài sản phẩm không
nguội trước không dày.
Để giải quyết vấn ề sản phẩm bị lỗ trống, thực hiện từng cách hoặc kết hợp
cả 2 cách sau:
+ Giảm ứng suất nội bên trong sản phẩm
+ Giảm ộ cứng của lớp bề mặt của sản phẩm
Khi ó, lỗi lỗ trống sẽ chuyển thành lỗi lõm bề mặt, lỗi lỗ trống và lỗi lõm bề
mặt là 2 trạng thái chuyển ổi qua lại lẫn nhau khi sản phẩm co rút.
Để giảm ứng suất nội bên trong sản phẩm khi nhựa nguội, cần giảm sự co rút
thể tích của sản phẩm. Để làm iều này, cần ưa nhiều nhựa vào lòng khuôn bằng
cách tăng áp suất ép phun nhựa (áp suất phun và áp suất bão áp), hoặc tăng tốc ộ
ép phun nhựa vào khuôn. Ngoài ra, khi thiết kế khuôn, thiết kế cổng vào nhựa lớn
ể làm chậm thời gian cổng vào nhựa ông ặc, do ó, nhựa vào khuôn ược nhiều hơn.
Để giúp nhựa dễ chảy là tăng nhiệt ộ nóng chảy của nhựa, khi nhiệt ộ của
nhựa tăng thì ộ nhớt của nhựa giảm giúp cho nhựa dễ chảy hơn, do ó, nhựa vào
lòng khuôn nhiều hơn, iều này sẽ giúp nhựa giảm co rút khi sản phẩm ược làm
nguội. Tuy nhiên, khi nhiệt ộ nhựa tăng sẽ làm cho khoảng cách của các phân tử
nhựa cách xa nhau, do ó, thể tích của nhựa tăng, iều này sẽ làm tăng sự co rút của lOMoAR cPSD| 58794847
nhựa khi nguội. Vì vậy, ộ co rút của nhựa sẽ là tổng của 2 iều trên, do ó, khi tăng
nhiệt ộ nóng chảy của nhựa sẽ làm cho ứng suất nội của nhựa tăng hay giảm khi
nhựa nguội là tùy thuộc vào từng loại nhựa cụ thể.
Để giảm ộ cứng của lớp vỏ sản phẩm, cần tăng nhiệt ộ của khuôn, ể tăng nhiệt
ộ khuôn có thể tăng nhiệt ộ của chất giải nhiệt cho khuôn, iều này sẽ làm giảm sự
mất nhiệt của nhựa ra tấm khuôn, do ó, lớp ông cứng của lớp vỏ sản phẩm có bề dày nhỏ.
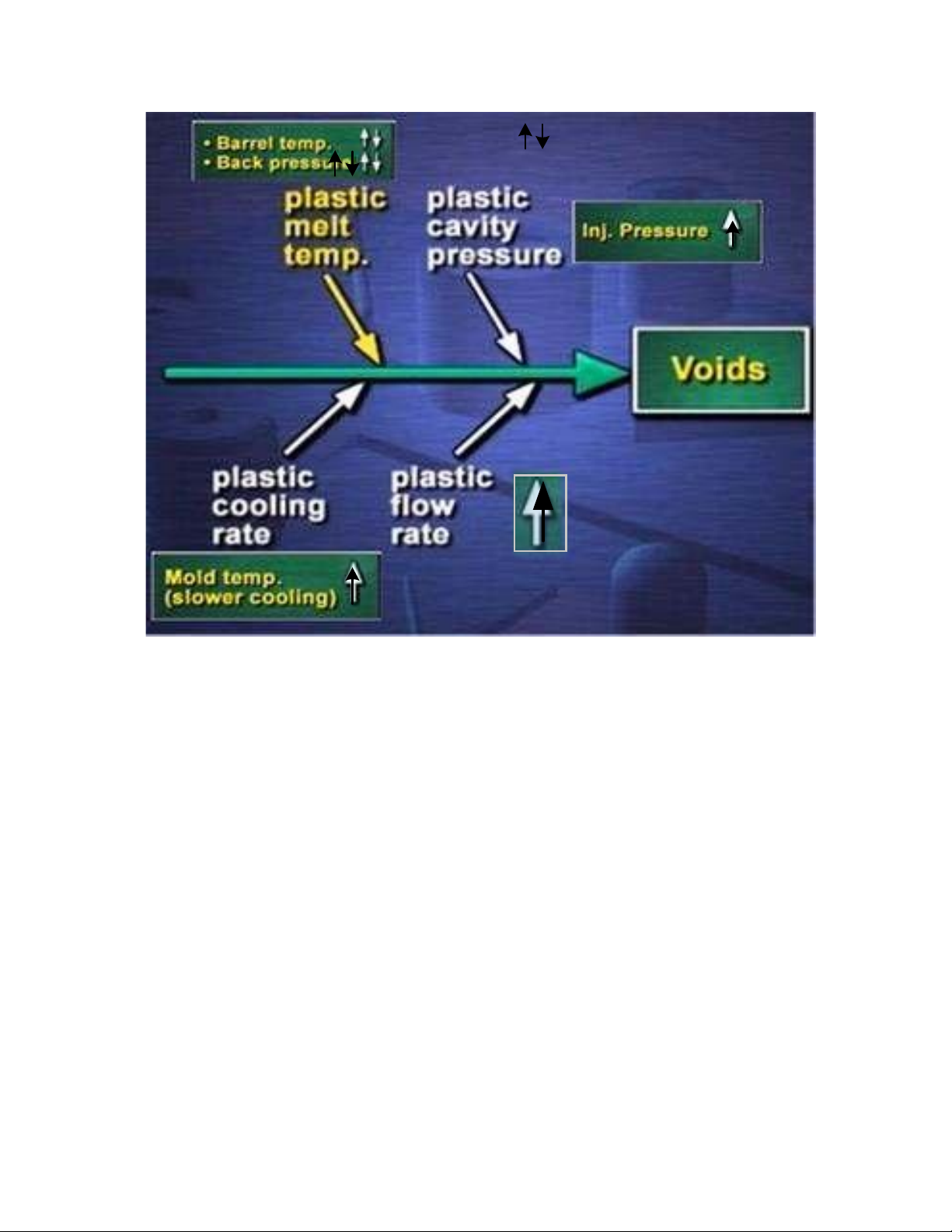
16.3.3. Kết luận
Để giải quyết lỗi lỗ trống trong sản phẩm nhựa khi ép phun:
- Thiết kế sản phẩm có bề dày ồng nhất.
- Khi thiết kế khuôn, thiết kế cổng vào nhựa càng lớn càng tốt.
- Tăng áp suất phun nhựa vào lòng khuôn (áp suất phun và áp suất bão áp)
- Tăng tốc ộ nhựa vào khuôn
- Tăng hoặc giảm nhiệt ộ nóng chảy của nhựa tùy vào loại nhựa cụ thể.
- Tăng nhiệt ộ khuôn lOMoAR cPSD| 58794847
+ Nhiệt độ bộ phận gia nhiệt trục vít
+ Áp suất ngược Áp suất Nhiệt độ nhựa trong nhựa Áp suất phun khun Lỗ trống Tốc độ
Tốc độ làm dòng chảy nguội nhựa Nhiệt độ khuôn
( làm nguội chậm )
Hình 16.13 – Hiệu chỉnh thông số ép ể khắc phục lỗi lỗ trống [1]
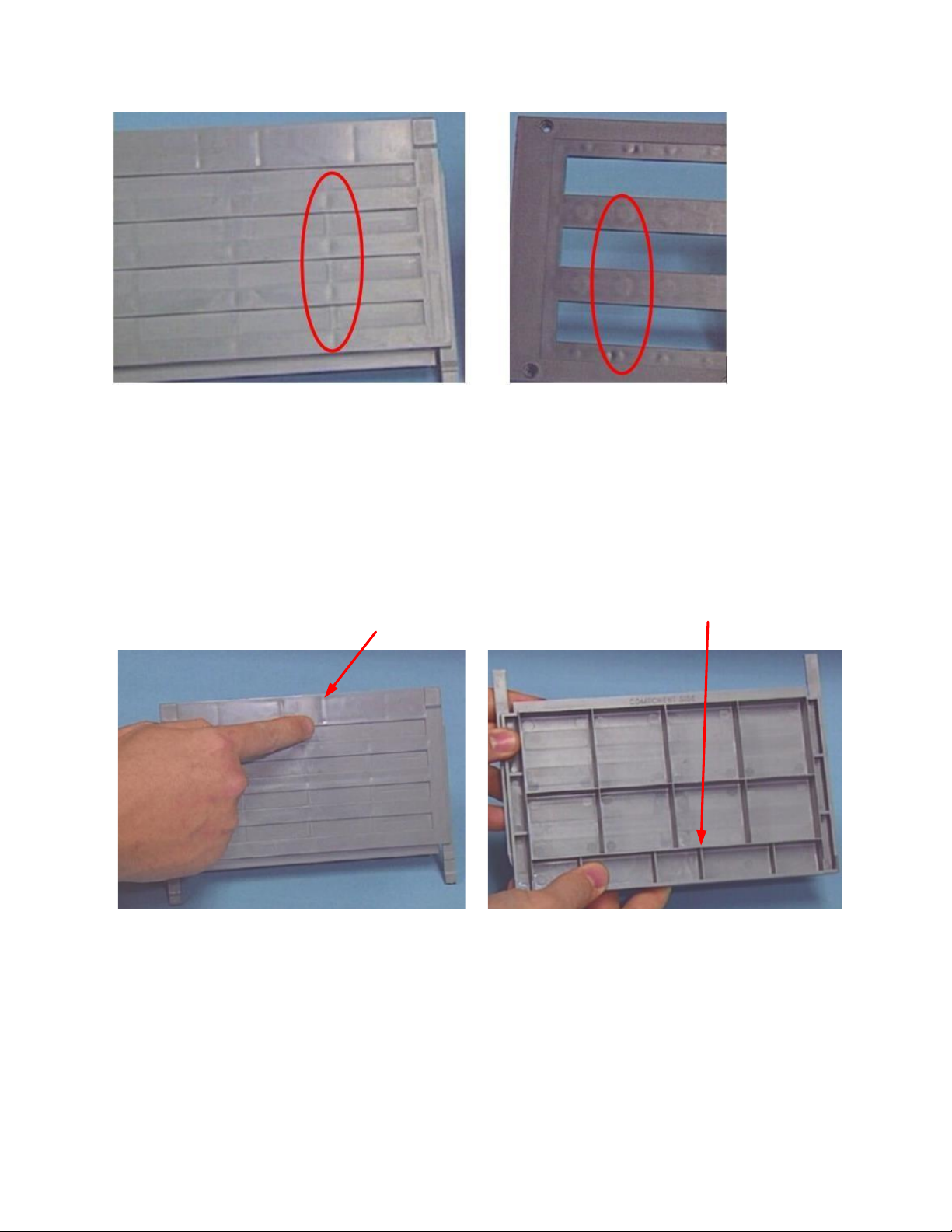
16.4. Sản phẩm có các vết lõm (Sink mark)
Các vết lõm trên bề mặt sản phẩm và sản phẩm có lỗ trống bên trong là 2
trạng thái lỗi sản phẩm chuyển ổi qua lại lẫn nhau. Nguyên nhân gây ra lỗi
giống nhau ều là do ứng suất nội bên trong sản phẩm quá cao, khác nhau ở chỗ
ộ cứng lớp vỏ sản phẩm cao thì gây ra lỗi lỗ trống, còn ộ cứng lớp vỏ sản phẩm
thấp thì gây ra lỗi lõm bề mặt. lOMoAR cPSD| 58794847
Hình 16.14. Sản phẩm bị các vết lõm [1]
16.4.1. Đặt vấn ề
Những vị trí trên sản phẩm có thể bị lõm bề mặt:
+ Lõm tại bề mặt ối diện gân
Vết lõm bề mặt Gân
Hình 16.15 Lõm tại bề mặt ối diện gân [1]
+ Lõm tại bề mặt ối diện vấu lồi
Tài liệu liên quan:
-

Báo cáo về Công Nghệ Khuôn Ép Nhựa | Môn Thiết kế, chế tạo khuôn mẫu - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
202 101 -

Báo cáo cuối kì: Thiết kế khuôn ép nhựa cho khuôn làm kem | Môn Thiết kế, chế tạo khuôn mẫu - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
132 66 -

Đề thi thử Môn Thiết kế, chế tạo khuôn mẫu | Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
147 74 -

Công nghệ FDM trong In 3D với Vật liệu Polime và Kim Loại | Môn Thiết kế, chế tạo khuôn mẫu - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
115 58