Pháp Luật Đại Cương: Phân Tích và Kỹ Thuật Bấm Giờ Trong Sản Xuất | Môn Pháp luật đại cương - Học viện Hành chính Quốc gia
Bấm giờ là một phương pháp nghiên cứu chi phí thời gian làm việc bằng cách quan sát, nghiên cứu những yếu tố được lặp lại có chu kỳ trong ca làm việc, như bước công việc hoặc từng bộ phận của công việc. Tài liệu được sưu tầm gồm 29 trang, giúp bạn ôn tập tốt hơn. Mời các bạn đón xem.
Môn: Pháp luật đại cương 90 tài liệu
Trường: Học viện Hành chính Quốc gia 1.1 K tài liệu
Tác giả:









Preview text:
lOMoAR cPSD| 46342985
4.2.2. Bấm giờ
4.2.2.1. Khái niệm và phân loại bấm giờ
a. Khái niệm bấm giờ
Bấm giờ là một phương pháp nghiên cứu chi phí thời gian làm việc bằng cách quan
sát, nghiên cứu những yếu tố được lặp lại có chu kỳ trong ca làm việc, như bước công việc
hoặc từng bộ phận của công việc.
Nghiên cứu thời gian làm việc bằng bấm giờ được tiến hành trực tiếp tại nơi làm
việc bằng cách đo thời gian và phân tích các nhân tố ảnh hưởng (điều kiện tổ chức - kỹ
thuật…) đến thời gian hoàn thành bước công việc hay bộ phận công việc đó.
b. Phân loại bấm giờ:
Bấm giờ liên tục: Bấm giờ liên tục nghiên cứu toàn bộ nguyên công theo đúng trình
tự các yếu tố hợp thành của nó. Được sử dụng để nghiên cứu các nguyên công với các thành
phần có thời gian không nhỏ hơn 10 giây
Bấm giờ liên tục thường sử dụng đồng hồ bấm giờ 2 kim (hoặc đồng hồ thể thao điện
tử) và áp dụng trong trường hợp tất cả các hao phí thời gian lao động đều là cần thiết để xây
dựng mức và tiêu chuẩn mức kỹ thuật lao động.
Bấm giờ chọn lọc: Bấm giờ chọn lọc và phương pháp quan sát để nghiên cứu một số
yếu tố riêng biệt của nguyên công. Nó dùng để xác định hoặc làm rõ thời gian thực hiện
những yếu tố của nguyên công có độ dài nhỏ hơn 10 giây cũng như dùng để quan sát lại
khi có nhiều phiếu bấm giờ bị loại bỏ.
4.2.2.2. Mục đích bấm giờ -
Mục đích của bấm giờ là thu thập số liệu để: -
Phục vụ cho việc xây dựng mức lao động hoặc tiêu chuẩn để định mức
sau khi đã có quy trình công nghệ và tổ chức lao động hợp lý. -
Nghiên cứu các phương pháp lao động tiên tiến -
Xác định độ dài của thời gian làm việc bằng máy, bằng tay để bố trí nhân
công đứng máy hợp lý và kiêm nhiệm việc chính xác -
Bấm giờ còn được sử dụng để phát hiện khả năng sản xuất của máy móc, thiết
bị, nhất là các thiết bị làm việc có chu kỳ, xác định công suất của máy móc thiết bị để tổ chức
dây chuyền và bố trí nơi làm việc. Trên cơ sở bấm giờ, xác định lượng hao phí lao động từng lOMoAR cPSD| 46342985
khâu, từng bộ phận và tính toán cân đối đảm bảo cho dây chuyền sản xuất ăn khớp, nhịp nhàng và đồng bộ -
Kiểm tra mức hiện hành, phát hiện những nguyên nhân không đạt hoặc vượt
mức để có biện pháp khắc phục.
4.2.2.3. Trình tự bấm giờ
Trình tự bấm giờ được thực hiện theo 3 giai đoạn sau đây: Giai đoạn chuẩn bị quan
sát, giai đoạn bấm giờ, giai đoạn chỉnh lý số liệu, phân tích kết quả bấm giờ. -
Bước 1: Giai đoạn chuẩn bị quan sát
Giai đoạn này thực hiện các công việc sau đây:
+ Chuẩn bị các biểu mẫu quan sát, dụng cụ ghi chép, phương tiện khảo sát (đồng hồ
bấm giờ 2 kim hoặc đồng hồ thể thao điện tử, nếu bấm giờ không liên tục sử dụng đồng hồ
bấm giờ 1 kim…) Xác định trước vị trí quan sát.
+ Xác định và ghi sẵn các điểm ghi vào biểu mẫu. Điểm ghi là thời điểm kết thúc của
thao tác trước và bắt đầu của thao tác tiếp theo. Điểm ghi có thể chọn tiếng động để nghe
(tiếng chuông vào ca) hoặc cử động dễ nhìn thấy.
+ Chọn đối tượng quan sát: Tuỳ theo mục đích bấm giờ mà chọn đối tượng quan sát
thích hợp. Nếu nhằm nghiên cứu nguyên nhân không đạt mức thì chọn công nhân thường
không đạt mức; nếu nhằm nghiên cứu thao tác lao động hợp lý thì chọn những công nhân
thao tác tiên tiến; nếu nhằm nghiên cứu năng suất của máy thì chọn máy và người điều kiển..
+ Xác định số lần bấm giờ tối thiểu cần thiết trên cơ sở mức độ ổn định của chi phí
thời gian (phụ thuộc nhân tố chủ quan của người lao động). Để đảm bảo độ chính xác của kết
quả bấm giờ có thể sử dụng bảng 2.1
Bảng 2.1: Lựa chọn số lần bấm giờ theo loại hình sản xuất Phương pháp hoàn
Lượng thời gian hoàn
Số lần bấm giờ (lần) thành thao tác thành thao tác lOMoAR cPSD| 46342985
Thủ công và nửa cơ khí Dưới 10 giây 40-50 Từ 10-30 giây 30-40 Từ 31-60 giây 20-30 Từ 61 – 5 phút 20-10 Trên 5 phút 10-5 Hoàn toàn cơ khí Lớn hơn 10 giây 20-30 Từ 10-30 giây 10-20 Từ 31-60 giây 5-10 Lớn hơn 1 phút 5
Cần giải thích, làm tốt công tác cho đối tượng bấm giờ để họ tích cực tham gia, không dìm mức.
+ Tìm hiểu điều kiện tổ chức - kỹ thuật: Tìm hiểu thiết bị dụng cụ, quy cách và chất
lượng của nguyên vật liệu và của sản phẩm, khả năng làm việc của máy móc thiết bị, tổ chức
và phục vụ nơi làm việc…Trên cơ sở đó để đảm bảo sự chính xác của số liệu bấm giờ và chất
lượng của các mức xây dựng sau này.
+ Xác định những nhân tố ảnh hưởng đến độ dài thời gian của các yếu tố trong nguyên
công, kết cấu lại nguyên công theo quy trình công nghệ mới và hướng dẫn cho công nhân làm thành thạo.
+ Tiến hành khảo sát theo 3 thời điểm sau: Thời điểm thứ nhất là đầu ca (sau khi làm
việc được 45-60 phút), thời điểm thứ 2 giữa ca và thời điểm thứ 3 cuối ca (trước khi kết thúc công việc 1-1,5 giờ).
+ Xác định số lượng lần đo trong bấm máy: số lần cần đo trong bấm giờ có ảnh hưởng
rất lớn đến chất lượng trị số cần kết luận để đưa vào tính toán. -
Bước 2: Giai đoạn bấm giờ
Cần bấm giờ thử vài lần cho quen trước khi bắt đầu quan sát và ghi vào biểu. Khi chính
thức quan sát, bấm cho kim đồng hồ chạy, đến điểm ghi bấm cho kim đồng hồ dừng, đọc số
và ghi vào biểu. Sau đó lại tiếp tục bấm lần sau. Nếu bấm giờ liên tục, số ghi vào biểu là thời
gian tức thời của thao tác, nếu là bấm giờ chọn lọc, số ghi vào biểu là thời gian kéo dài của thao tác. lOMoAR cPSD| 46342985 -
Để đảm bảo chất lượng số liệu khảo sát, khi bấm giờ cần thực hiện
đầy đủ các yêu cầu sau:
+ Phải ghi đúng các điểm ghi đã xác định;
+ Phải ghi chính xác số đo ở vị trí kim dừng trên mặt đồng hồ;
+ Phải theo dõi hoạt động của công nhân xem họ có thực hiện đúng trình tự các thao tác và
chế độ vận hành máy móc thiết bị như quy định không.
+ Phải đảm bảo đủ số lần bấm giờ theo quy định
+ Phải ghi chú đầy đủ những lần đo có sự cố đột xuất ngẫu nhiên dẫn tới thiếu chính xác.
+ Khi đến thời điểm bấm giờ, phải bấm cho kim đồng hồ chạy. Khi đến điểm ghi, phải bấm
cho kim đồng hồ dừng lại và ghi số liệu vào phiếu, sau đó lại tiếp tục. + Tuỳ theo hình thức
bấm giờ lựa chọn và sử dụng đồng hồ cho phù hợp -
Bước 3: Giai đoạn chỉnh lý số liệu bấm giờ
Việc chỉnh lý số liệu bấm giờ được thực hiện theo trình tự sau:
+ Bước 1: Chỉnh lý sơ bộ kết quả bấm giờ Đối với bấm giờ liên tục: Thời gian tức
Thời gian kéo dài của
Thời gian tức thời của =
thời của thao tác - thao tác thứ i thao tác thứ i - 1 thứ i
Nếu bấm giờ không liên tục thì số liệu ghi được trên phiếu chính là thời gian kéo dài của mỗi thao tác.
Với số lần đo đã xác định và tiến hành đo thì thời hạn của những lần đo của một bộ phận
bước công việc mà ta nghiên cứu lập thành một dãy số bấm giờ. + Bước 2: Đánh giá chất
lượng kết quả quan sát, chất lượng kết quả quan sát được đặc trưng bằng đại lượng
dao động giá trị các số hạng của dãy.
Mức dao động của dãy số được đánh giá thông qua hệ số ổn định thực tế (Kôđtt).
Hệ số ổn định của dãy số bấm giờ được xác định theo công thức sau: Kôđtt Trong đó: lOMoAR cPSD| 46342985
t max: Số hạng lớn nhất trong dãy số bấm giờ tmin: Số
hạng nhỏ nhất trong sãy số bấm giờ Cách kiểm tra tính ổn
định của dãy số khảo sát:
(1) Ta so sánh Kôđtt và Kôđtc:
(2) Nếu Kôđtt ≤ Kôđtc : Dãy số đã ổn định.
(3) Nếu Kôđtt > Kôđtc: Dãy số chưa ổn định, ta cần loại bỏ một trong 2 số hạng tmax
hoặc tmin, muốn loại bỏ số hạng nào cần căn cứ vào tần số xuất hiện của chúng: + Nếu 2
số hạng không cùng tần số xuất hiện thì ta loại số hạng có tần số xuất hiện nhỏ hơn;
+ Nếu 2 số hạng có cùng tần số xuất hiện thì ta loại t max
Cứ tiếp tục cách kiểm tra trên cho đến khi đạt được dãy số ổn định (có nghĩa là thoả mãn
điều kiện Kôđtt ≤ Kôđtc.
Sau khi dãy số đã ổn định, nếu tỉ lệ các số hạng bị loại so với tổng các số hạng của dãy số ≥
25% (đối với sản xuất công nghiệp) hoặc ≥ 20% đối với sản xuất nông nghiệp thì dãy số phải
bấm giờ lại. Ngược lại, thì dãy số được sử dụng và được phép tính toán tiếp.
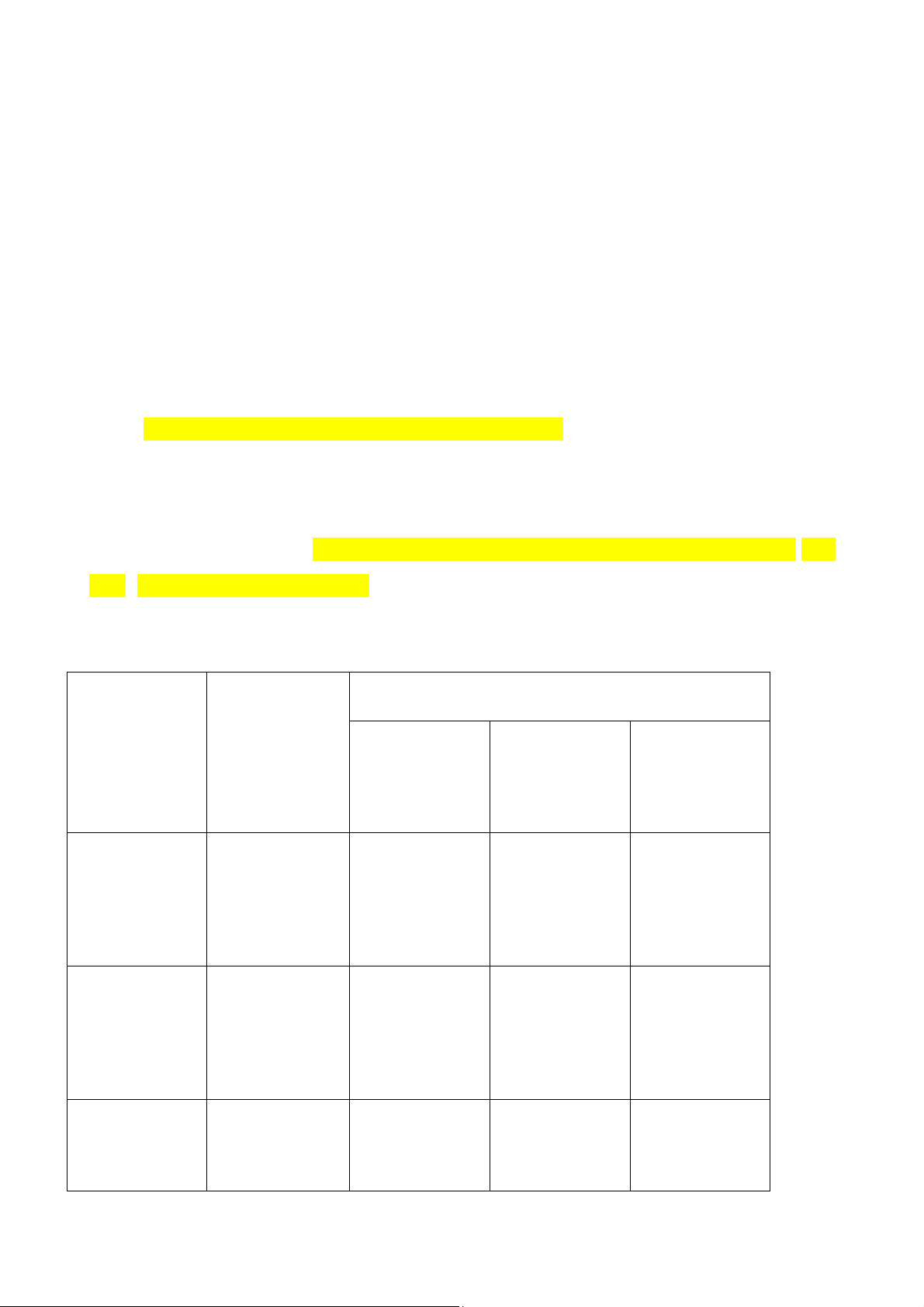
Bảng 2.2: Xác định hệ số ổn định tiêu chuẩn của dãy số bấm giờ Loại hình sản
Thời gian thực Hệ số ổn định tiêu chuẩn của dãy số bấm giờ xuất hiện các bộ phân Công Công việc bằng Công việc BCV(giây) việc máy – tay bằng tay bằng máy SX hàng khối <6 1.2 1.5 2.0 6-15 1.1 1.3 1.7 >15 1.1 1.2 1.5 Sản xuất hàng <6 1.2 1.8 2.3 loạt lớn 6-15 1.1 1.5 2,0 >15 1.1 1.3 1.7 Sản xuất hàng <6 1.2 2.0 2.5 loạt vừa >=6 1.1 1.7 2.3 lOMoAR cPSD| 46342985 SX hàng loạt 1.3 2.0 3.1 nhỏ
+ Bước 3: Tính giá trị trung bình của thời gian hoàn thành thao tác Tj = Trong đó:
Tj: là giá trị thời gian trung bình của dãy số thứ j
Tji: Là giá trị của số hạng bấm giờ có hiệu quả thứ i trong số j
N: Số lần bấm giờ có hiệu quả của dãy số thứ j
+ Bước 4: Tính thời gian hoàn thành bước công việc ( hay còn gọi là thời gian tác
nghiệp của các bước công việc) Ttnbcvi = T1 + T2 +....+Tn
Từ thời gian tác nghiệp của bước công việc ta tính được thời gian tác nghiệp của 1 sản phẩm (Ttn1sp):
Ttn1sp = Ttnbcv1 + Ttnbcv2 + .....+ Ttnbcvi
Ví dụ: Có số liệu thu được bằng phương pháp bấm giờ thời gian hoàn thành bước công việc
trong sản xuất công nghiệp gồm 3 thao tác như sau: Số lần quan sát Nội dung 1 2 3 4 5 6 7 8 9 10 11 12 Thao tác 1 90 104 90 93 91 90 89 86 91 92 92 92 Giây/thao tác Thao tác 2 74 Giây/thao tác 60 60 56 60 57 61 55 56 60 58 58 Thao tác 3 73 Giây/thao tác 85 80 74 74 74 76 76 75 74 75 74
Biết hệ số ổn định tổ chức (Hođtc) = 1,1 Yêu cầu:
1. Tính thời gian hoàn thành bước công việc nêu trên?
2. Tính các chỉ tiêu MTG, MSL cho bước công việc nêu trên? Biết trong ca quy định như
sau: TCK = 20 phút, TNN = 30 phút, TPV = 80; Tca = 480 phút.
+ Bước 5: Phân tích kết quả bấm giờ lOMoAR cPSD| 46342985
Tùy theo mục đích bấm giờ mà phân tích cho phù hợp -
Nếu bấm giờ để xác định thời gian tác nghiệp 1 sản phẩm hoặc sử dụng để xây
dựng các tiêu chuẩn dùng để xây dựng mức lao động thì khi phân tích cần so sánh
giữa mức cũ với mức dự kiến, tính toán tốc độ tăng năng suất lao động khi áp dụng
mức mới vào sản xuất và đề ra các biện pháp để thực hiện được mức. -
Nếu bấm giờ để nghiên cứu và phổ biến phương pháp sản xuất tiên tiến thì cần
so sánh và phân tích thời gian hoàn thành thao tác của người lao động đạt năng suất
tiên tiến, trung bình, lạc hậu và tìm ra các điều kiện để thực hiện các thao tác tiên tiến
trong doanh nghiệp. Qua đó phổ biến và áp dụng rộng rãi đến tất cả người lao động trong doanh nghiệp. -
Nếu bấm giờ để tìm nguyên nhân không hoàn thành mức lao động thì phải phân
tích kỹ các thao tác không hợp lý, vạch ra các nguyên nhân để có dự kiến kết cấu
bước công việc hợp lý, tạo điều kiện cho người lao động phấn đấu đạt và vượt mức lao động
Việc phân tích tài liệu bấm giờ nhằm khai thác triệt để các nhân tố tổ chức kỹ thuật tiên tiến
trong sản xuất – kinh doanh, trên cơ sở đó để hoàn thiện tổ chức phục vụ nơi làm việc, hoàn
thiện phân công và hợp tác lao động, cải thiện môi trường lao động, thúc đẩy tăng năng suất lao động.
Biểu 2.3. Phiếu bấm giờ liên tục (mặt 1) Nhà máy: X Ngày quan sát: 13.9 Người quan sát: Phân xưởng: Tiện Bắt đầu quan sát: 8h30 Lê Viết Thành Tổ: 03 Kết thúc quan sát: 9h37 Người kiểm tra: Thời gian quan sát: 1h07 Đặng Tuấn Toàn Công nhân Công việc Thiết bị máy lOMoAR cPSD| 46342985 Họ và tên: Nguyễn Văn
Bước công việc: Tiện trục Loại máy: T 616 Minh Cấp bậc: 3/7 Số tài sản: 2/2 Số Nghề nghiệp: thợ tiện Kích thước: L=276mm hộ chiếu: 197 Cấp bậc 3/7 d=50mm Kích thước: Thâm niên: 07 năm Bản vẽ 264 Vật 2310x852x1275 Sức khoẻ: Trung bình liệu: Tình hình chung: Bình
Hoàn thành mức lao động Thép b= 650N/mm2 thường 03 tháng trước: 103% Dụng cụ cắt: dao T15k6 Tổ chức nơi làm việc:
- Tình hình chung: Rộng rãi, giá để phôi bên phải, để sản phẩm bên trái
- Tổ chức cung cấp vật liệu, bảo dưỡng và sửa chữa máy, thiết bị, có công nhân
phục vụ ngay tại nơi làm việc
- Giao nộp sản phẩm: Ngay tại nơi làm việc
- Hướng dẫn sản xuất: do đốc công hướng dẫn trước lúc giao việc - Nhiệt độ: 20 – 240C - Ánh sáng: Đầy đủ - Thông gió: mát, thoáng
Phiếu bấm giờ liên tục (mặt 2) Số lần qua Nội n Thờ sát i dun Qua Tổn g Điể n thờI có gian ST Hệ số ổn g m sát Quan sát lần thứ gian hiệ u tru T qua ghi lần (giâ quả ng định n thứ y) bìn h sát 1 lần 1 Lấy Tay Ch khở chạ Th o i m T 1 2 3 4 5 6 7 8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 phé ực phẩ cầu tế p dao m L
62 60 62 58 58 59 60 60 60 60 60 62 66 64 60 54 50 50 60 62 52 60 68 70 76 69 76 78 77 60 1.56 4 26 60.1 5 1.4 150 gá vào 0 mâ m cặp 2 Mở Lướ T
83 80 83 78 80 79 78 79 80 79 80 82 86 84 80 74 70 71 83 80 74 80 88 89 94 89 97 98 94 76 máy i, đưa dao dao chạ vào m L
21 20 21 20 22 20 18 19 20 19 20 20 20 20 20 20 20 21 23 20 22 20 20 19 18 20 21 20 17 16 597 30 19.9 0 1.4 1.7 mở phô 3 0 bướ c i tiến 3 Tiện Hết T 16 16 16 15 16 15 16 16 16 16 16 16 16 15 15 15 16 15 15 16 16 17 16 17 17 17 15 16 15 17 thô phô 2 0 3 8 0 8 0 0 0 3 8 5 0 4 0 1 3 3 8 7 9 4 9 7 8 4 6 5 4 0 i L
79 80 80 80 80 79 79 80 80 80 80 79 79 80 80 80 80 79 79 80 81 80 82 79 79 80 80 84 80 78 240 30 800 1.0 1.1 0 00 5 0 4 Hã Sản T 18 18 18 17 18 18 18 18 17 18 17 17 23 18 18 18 17 18 18 18 18 17 18 18 18 20 25 18 19 17 phẩ 3 0 4 8 2 3 0 4 8 2 9 8 8 3 0 4 8 2 3 0 4 8 2 3 0 1 9 2 1 2 m m bướ c hết L
21 20 21 20 22 48 48 19 20 19 20 20 20 20 20 20 20 21 23 20 22 20 20 19 18 90 21 20 17 16 540 27 200 1.5 1.7 tiến 0 0 đưa qua y 00 dao ra 5 Thá o Tay T 21 21 21 25 25 24 21 21 22 19 21 21 21 21 25 25 24 21 21 22 19 21 21 21 21 21 25 25 24 21 sản rời 4 0 5 6 4 3 3 6 9 8 3 4 0 5 6 4 3 3 6 9 8 3 3 4 0 5 6 4 3 3 bỏ khỏ i vào sản thù ng phẩ L
31 30 31 78 32 30 30 30 27 28 30 31 30 31 78 32 30 30 30 27 28 30 31 30 31 78 32 30 30 30 839 28 29.9 6 1.3 1.7 m 1 0
Ghi chú: (T): Ký hiệu thời gian tức thời. (L): ký hiệu lượng thời gian
1. Thao tác 5, lần thứ 4, vừa làm vừa nói chuyện
4. Thao tác 5: lần thứ 20 ra ngoài tìm dụng cụ
2. Thao tác 4 – lần thứ 6: Roi cờ lê cúi xuống nhặt 3. Thao tác 4: lần thứ 26: vừa làm vừ nói chuyện 10 lOMoAR cPSD| 46342985 Câu hỏi ôn tập
1. Câu hỏi tự luận
1.1. Hãy giải trình phương pháp cân đối thời gian tiêu hao để tính mức lao
động khi phân tích kết quả khảo sát chụp ảnh thời gian ngày làm việc? Cho ví dụ minh họa.
1.2. Tóm tắt trình tự xử lý dãy số bâm giờ để tính thời gian tác nghiệp một
số sản phẩm của người lao động? Hãy lý giải sự khác biệt về tiêu chuẩn của dãy
số sử dụng được trong công nghiệp so với trong nông nghiệp.
1.3. Theo anh (chị), trong quả trình khảo sát để thu thập tài liệu xây dựng
mức lao động bằng phương pháp phân tích khảo sát, nếu xác định nhầm giữa TCK
với TPV; TTN với TPV; có ảnh hưởng đến mức lao động được xây dựng không? Hãy
lý giải cho từng trường hợp cụ thể?
1.4. Nếu nhầm lẫn giữa các loại thời gian lãng phí với nhau có ảnh hưởng tới
trị số tính được của mức không? Cho ví dụ minh họa? Phân tích kỹ mục đích phân
loại các loại thời gian không được định mức?
1.5. Tóm lược quy trình khảo sát bằng chụp ảnh thời gian làm việc? Theo anh (chị)
giai đoạn nào là quan trọng hơn cả? Tại sao?
1.6. Tóm lược quy trình khảo sát bằng bấm giờ thời gian làm việc? Theo anh (chị)
giai đoạn nào là quan trọng hơn cả? Tại sao?
1.7. Tóm lược quy trình, cách thức tổ chức công tác khảo sát thời gian làm việc?
Theo anh (chị) khâu nào có thể linh hoạt về thứ tự khi triển khai thực hiện? Tại sao?
1.8. Có người cho rằng “không cần bấm giờ vẫn có thể có mức ký thuận lao
động nhờ phương pháp phân tích khảo sát”. Quan điểm của anh (chị) như thế nào
về nhận định trên? Phân tích kỹ nhận định của anh (chị).
1.9. So sánh điểm giống nhau và khác nhau giữa chụp ảnh và bấm giờ. lOMoAR cPSD| 46342985 1.10.
Có ý kiến cho rằng sau khi chụp ảnh tập thể có được số liệu nên
chia bình quân lấy mức giao cho từng người thực hiện để thuận lwoij cho việc tính
tiền lương sản phẩm. Quan điểm của anh (chị) như thế nào về nhận định trên? Phân
tích kỹ nhận định của anh (chị).
2. Bài tập tự luận
Bài tập 1: Trước đây ca làm việc quy định cho sản xuất sản phẩm A như sau: Tck = 35 phút,
Tpv = 25% Ttn; Tnn và nctn = 30 phút; Ttn = 15 phút/sp. Yêu cầu: 1. Tính Mtgc và Mslc? 2.
Để xây dựng mức lao động mới cho việc sản xuất sản phẩm K, đơn vị đã tiến
hành chụp ảnh cá nhân ngày làm việc của công nhân và thu được kết quả như sau: Tck =
20 phút; Tnn = 25 phút, Tpv = 85,5 phút, TTNca = 350 phút, Tknv = 22 phút, Tlp = 15 phút.
Người làm định mức cho rằng TCK và TNN như vậy là phù hợp để xây dựng mức mới. Tính
Mtgm và Mslm khi thời gian tác nghiệp cho đơn vị sản phẩm K không thay đổi.
Bài tập 2: Có tài liệu áp dụng mức lao động cho sản xuất sản phẩm M của doanh nghiệp như
sau: Mức thời gian: 30 phút/sản phẩm; Mức sản lượng ca: 25 sản phẩm/ca.
Thời gian tác nghiệp cho 1 đơn vị sản phẩm : 17,25 phút/sản phẩm
Để xây dựng mức lao động mới cho việc sản xuất sản phẩm M, đơn vị đã tiến hành chụp
ảnh cá nhân ngày làm việc và thu được kết quả như sau: Thời gian chuẩn kết: 25 phút, thời
gian nghỉ ngơi: 20 phút, thời gian phục vụ: 40 phút, thời gian tác nghiệp 330 phút ; thời gian
không nhiệm vụ 25 phút ; thời gian lãng phí 30 phút. Người làm định mức cho rằng TCK và
TNN như vậy là phù hợp để xây dựng mức mới.
a. Tính Mtgm và Mslm khi thời gian tác nghiệp cho đơn vị sản phẩm M không thay đổi?
b. Tính tỉ lệ tăng (giảm) mức thời gian, tỉ lệ giảm (tăng) mức sản lượng? Nêu ý nghĩa của các chỉ tiêu?
Bài tập 3: Có tài liệu áp dụng mức lao động cho việc sản xuất sản phẩm X của đơn vị như
sau: Mức thời gian: 35 phút/sản phẩm; Mức sản lượng: 30 sản phẩm/ca. Ttn = 18 phút/sp
Để xây dựng mức lao động mới cho sản xuất sản phẩm X, đơn vị đã tiến hành chụp ảnh cá
nhân ngày làm việc và thu được kết quả như sau:
Thời gian chuẩn kết = 20 phút; Thời gian nghỉ ngơi 15 phút, thời gian phục vụ 35 phút, thời
gian tác nghiệp ca 355 phút, thời gian không nhiệm vụ 30 phút, thời gian lãng phí 20 phút
Người làm định mức cho rằng TCK và TNN như vậy là phù hợp để xây dựng mức mới. a.
Tính mức thời gian mới và mức sản lượng mới.
b. Tính mức tiết kiệm thời gian lao động, biết rằng kỳ kế hoạch giao sản xuất 8000 sản phẩm.
Bài tập 4: Ở một phân xưởng sản xuất người ta quy định mức lao động cho từng người
theo loại sản phẩm. Theo số liệu thống kê thì tỉ lệ hoàn thành mức lao động trung bình của lOMoAR cPSD| 46342985
sản phẩm A là 130%, như vậy người lao động đã vượt mức trung bình 15 sản phẩm A trong 1 ca. (Tca = 480 phút)
1.Tính Mtg và Msl sản lượng quy định cho sản phẩm A tại phân xưởng
2.Để xây dựng lại mức mới cho sản phẩm A, đơn vị đã tiến hành chụp ảnh cá nhân ngày
làm việc và thu được kết quả của bảng cân đối thời gian tiêu hao như sau: Thời gian chuẩn
kết: 40 phút, thời gian nghỉ ngơi 35 phút; thời gian phục vụ 50 phút; thời gian tác nghiệp
310 phút, thời gian không nhiệm vụ 20 phút; thời gian lãng phí 25 phút. Người làm định
mức cho rằng thời gian chuẩn kết và nghỉ ngơi như vậy là chưa phù hợp để xây dựng mức
mới. Cần phải giảm mỗi loại 12 phút mới phù hợp.
Tính lợi ích về mặt thời gian của việc sửa đổi mức? Biết sau khi xử lý số liệu bấm giờ việc
sản xuất sản phẩm A thu được Ttn = 15 phút/ sản phẩm.
Bài tập 5: Sau khi tổ chức hợp lý lại nơi làm việc người ta thấy rằng, sản lượng thực tế sản
xuất sản phẩm B đã tăng trung bình 5 sản phẩm/ca so với mức, do vậy làm cho thời gian
thực tế sản xuất một sản phẩm A giảm trung bình còn 80,5% (Tca = 480 phút) Yêu cầu: 1/
Tính mức thời gian cho 1 đơn vị sản phẩm và mức sản lượng ca cho sản phẩm B?
2/ Để xây dựng lại mức lao động mới cho việc sản xuất sản phẩm B, đơn vị đã tiến
hành chụp ảnh cá nhân ngày làm việc và thu được kết quả của bảng cân đối thời gian tiêu
hao như sau: TCK = 40 phút, TNN = 340 phút; PPV = 80 phút; TTN = 280 phút; TKNV = 15 phút;
TLP = 25 phút. Người làm định mức cho rằng TCK và TNN như vậy là phù hợp để xây dựng
mức mới, và bấm giờ thu được Ttn = 10 phút/sản phẩm.
Tính lợi ích về mặt thời gian của việc sửa đổi mức.
Bài tập 6: Có số liệu thu được bằng phương pháp bấm giờ thời gian hoàn thành bước công
việc trong sản xuất công nghiệp gồm 3 thao tác như sau: Số lần quan sát Nội dung 1 2 3 4 5 6 7 8 9 10 11 12 Thao tác 1 90 Giây/thao tác
104 90 93 91 90 89 86 91 91 92 88 Thao tác 2 74 Giây/thao tác 59 60 56 60 57 61 55 56 60 59 57 Thao tác 3 73 Giây/thao tác 85 80 74 74 77 76 76 75 78 75 79
Biết hệ số ổn định tổ chức (Hođtc) = 1,1 Yêu cầu: lOMoAR cPSD| 46342985
1. Tính thời gian hoàn thành bước công việc nêu trên?
2. Tính các chỉ tiêu MTG, MSL cho bước công việc nêu trên? Biết trong ca quy định như
sau: TCK = 30 phút, TNN = 20 phút, TPV = 70; Tca = 480 phút.
Câu 7: Thời gian hao phí quy định sản xuất 1 sản phẩm công nghiệp A của doanh nghiệp X như sau:
Thời gian phục vụ; 0,75 phút/sản phẩm; Thời gian nghỉ ngơi = 0,5 phút/sản phẩm Thời gian
tác nghiệp cho một sản phẩm được xác định qua 2 thao tác: Số lần quan sát Nội dung quan H sát ođtc 1 2 3 4 5 6 7 8 9 10 Thao tác 1 4,6 Phút/thao tác
3,8 4,1 4,7 4,1 3,9 4,0 3,9 3,9 4,1 1,1 Thao tác 2 6,2 Phút/thao tác
5,9 6,3 6,2 7,8 6,1 5,8 6,2 6,1 5,7 1,3 Yêu cầu: 1.
Tính mức thời gian sản xuất 1 sản phẩm và mức sản lượng ca biết thời gian chuẩn kết
cho loạt 700 sản phẩm là 280 phút. 2.
Doanh nghiệp X dự kiến sửa đổi mức, mức sản lượng mới tăng 18% so với mức cũ.
Tính mức tiết kiệm thời gian lao động khi sử dụng mức mới. Biết số lượng sản phẩm sản xuất là 8000 sản phẩm.
Câu 8: Người ta đã thu thập được số liệu để xây dựng mức lao động như sau: Thời gian
chuẩn kết cho một đơn vị sản phẩm là 12 phút, thời gian phục vụ bằng 25%, thời gian nghỉ
ngơi và nhu cầu tự nhiên bằng 10% đều so với thời gian tác nghiệp
Thời gian tác nghiệp cho một đơn vị sản phẩm được xác định qua dãy số bấm giờ (đơn vị tính là giây)
Thao tác 1: (Giây/sản phẩm). Hệ số ổn định tiêu chuẩn = 1,7
18-19-18-17-17-18-18-19-17-18-18-17-18-17-18-16-17-18-17-17-17-18-17-17-18-1816- 1718-18
Thao tác 2: (Giây/sản phẩm). Hệ số ổn định tiêu chuẩn = 1,5 lOMoAR cPSD| 46342985
55-61-62-53-60-59-54-55-56-54-61-62-59-61-60-61-57-61-60-57-61-59-56-57-606052-60- 56-55 Yêu cầu:
1. Hãy xác định mức thời gian và mức sản lượng.
2. Giả sử trên thực tế người lao động hoàn thành vượt mức 15%. Hãy xác định năng suất lao
động theo hai dạng thuận và nghịch.
Bài tập 9: Thời gian hao phí quy định sản xuất 1 sản phẩm công nghiệp A của doanh nghiệp X như sau:
Thời gian phục vụ; 1,1 phút/sản phẩm; Thời gian nghỉ ngơi = 0,75 phút/sản phẩm Thời gian
tác nghiệp cho một sản phẩm được xác định dãy số bấm giờ sau:
Số lần quan sát 1 2 3 4 5 6 7 8 9 10 Phút/ SP
4,6 3,8 4,1 4,7 4,1 3,9 4,0 3,9 3,9 4,1
Hệ số ổn định tiêu chuẩn: 1.1 Yêu cầu: 1.
Tính mức thời gian sản xuất 1 sản phẩm và mức sản lượng ca biết thời gian chuẩn kết
cho loạt 600 sản phẩm là 400 phút. 2.
Doanh nghiệp X dự kiến sửa đổi mức, mức sản lượng mới tăng 22% so với mức cũ.
Tính mức tiết kiệm thời gian lao động khi sử dụng mức mới. Biết số lượng sản phẩm sản xuất là 7000 sản phẩm.
Các giá trị làm tròn đến một chữ số thập phân lOMoAR cPSD| 46342985 Chương 5.
TỔ CHỨC VÀ QUẢN LÝ CÔNG TÁC ĐỊNH MỨC LAO ĐỘNG
5.1. Quản lý nhà nước về công tác định mức lao động
Trong nền kinh tế thị trường, Nhà nước trao quyền chủ động cho các doanh nghiệp
trong xây dựng và đưa các mức lao động vào áp dụng phù hợp với điều kiện sản xuất
– kinh doanh của từng doanh nghiệp. Nhà nước thực hiện một số chức năng quản lý
về định mức lao động sau đây: -
Thực hiện việc hướng dẫn phương pháp định mức lao động chi tiết và định
mức lao động tổng hợp áp dụng chung cho các loại hình doanh nghiệp trong nền kinh tế quốc dân -
Đối với doanh nghiệp nhà nước, với tư cách là chủ sở hữu Nhà nước có quy
định riêng về quản lý định mức lao động: Nghị định số 206/2004/NĐ-CP của
Chính phủ ngày 14/12/2004 và Thông tư số 06/2005/TT-BLĐTBXH hướng dẫn phương
pháp, nguyên tắc xây dựng mức lao động trong các công ty Nhà nước. Nhà nước quy
định trong các công ty nhà nước các sản phẩm, dịch vụ đều phải có định mức lao
động. Khi thay đổi kỹ thuật, công nghệ sản xuất kinh doanh thì phải điều chỉnh định mức lao động. -
Nhà nước hướng dẫn nguyên tắc, phương pháp xây dựng mức lao động tổng
hợp cho đơn vị sản phẩm (phụ lục ban hành kèm Thông tư 06/2005/TT-
BLĐTBXH hướng dẫn phương pháp xây dựng mức lao động tổng hợp cho một đơn vị sản phẩm). -
Thông tư số 07/2005/TT-BLĐTBXH ngày 05/01/2005 quy định việc xây dựng lOMoAR cPSD| 46342985
kế hoạch sử dụng lao động, xác định đơn giá tiền lương và tính quỹ lương phải dựa
vào căn cứ các mức lao động để thực hiện hiệu quả việc quản lý lao động, tiền lương và thu nhập.
Để quản lý công tác định mức lao động, chính phủ giao cho Bộ Lao động – Thương
binh – Xã hội, trực tiếp là vụ tiền lương, tiền công thực hiện các nhiệm vụ hướng dẫn
phương pháp định mức lao động cho các loại hình doanh nghiệp và quản lý tình hình
xây dựng, áp dụng các loại mức lao động trong các công ty nhà nước.
5.2. Tổ chức và quản lý định mức lao động trong doanh nghiệp
5.2.1. Tổ chức bộ máy công tác định mức lao động
5.2.1.1 Hội đồng định mức
Hội đồng định mức lao động doanh nghiệp có các thành phần sau:
- Giám đốc hoặc Phó giám đốc làm Chủ tịch hội đồng định mức
- Phòng nhân sự - tiền lương là uỷ viên thường trực
- Đại diện Công đoàn, đoàn thanh niên Cộng sản Hồ Chí Minh, phòng Kỹ thuật,
Phòng Kế hoạch, Phòng Vật tư, Phòng Tài vụ…là uỷ viên Hội đồng
Hội đồng định mức có nhiệm vụ:
- Giúp giám đốc lập, triển khai xây dựng và hoàn thiện hệ thống mức lao động trong
doanh nghiệp, chỉ đạo thực hiện các mức lao động trong doanh nghiêp vào thực tế sản xuất – kinh doanh.
- Xét duyệt mức lao động và đề ra phương hướng, biện pháp thực hiện, đẩy mạnh
công tác định mức lao động trong doanh nghiệp.
- Phối hợp với các bộ phận có liên quan tạo điều kiện cho người lao động hoàn thành
các mức lao động, nâng cao năng suất lao động.
- Phân tích tình hình thực hiện mức ở các đơn vị trực thuộc
5.2.1.2. Phòng tổ chức quản lý nhân sự tiền lương lOMoAR cPSD| 46342985
Nhiệm vụ của phòng Nhân sự - Tiền lương trong công tác định mức lao động là:
- Nghiên cứu quá trình sản xuất, các quá trình lao động và trình độ tổ chức lao động
ở các bộ phận, đơn vị trong doanh nghiệp.
- Phát hiện các tổn thất thời gian làm việc trong từng bộ phận, toàn doanh nghiệp
cũng như khả năng tiềm tàng nâng cao năng suất lao động và đề ra các biện pháp
khai thác các tiềm năng tiềm tàng đó
- Tổng kết các phương pháp lao động, kinh nghiệm lao động sản xuất tiên tiến để phổ
biến và áp dụng rộng rãi.
- Nghiên cứu, vận dụng các phương pháp định mức lao động để áp dụng phù hợp và
có hiệu quả trong điều kiện cụ thể của doanh nghiệp. Tổ chức triển khai xây dựng
các mức lao động, mức thời gian, mức sản lượng, mức phụ vụ, mức biên chế và định
mức lao động tổng hợp để ban hành áp dụng trong doanh nghiệp.
- Phân tích tình hình thực hiện mức lao động, tổ chức kịp thời sửa đổi các mức sai, mức lạc hậu.
- Thực hiện việc xác định các biện pháp giảm lượng lao động hao phí để sản xuất sản
phẩm cho các bộ phận, phân xưởng, đội, tổ trong doanh nghiệp và đôn đốc, kiểm
tra việc thực hiện nhiệm vụ này.
5.2.1.3. Cán bộ định mức lao động
Cán bộ định mức là người trực tiếp thực hiện những nhiệm vụ định mức do
phòng Nhân sự - tiền lương giao cho, bao gồm các nhiệm vụ sau đây:
- Khảo sát, nghiên cứu tình hình sử dụng thời gian lao động của người lao động, tập
thể người lao động nhằm thu thập tài liệu về tổ chức, kỹ thuật, phương pháp tổ chức
lao động hợp lý, các loại tiêu hao thời gian làm việc…để phục vụ cho công tác xây
dựng, sửa đổi, hoàn thiện các mức lao động.
- Trực tiếp tham gia xây dựng (soạn thảo) các mức lao động, thống kê phân tích tình
hình thực hiện mức, sửa đổi các mức sai, mức lạc hậu. lOMoAR cPSD| 46342985
- Tham gia xây dựng kế hoạch kiểm tra và xem xét chất lượng mức đang thực hiện,
kế hoạch các biện pháp cải tiến nhằm giảm lượng lao động hao phí sản xuất kinh doanh sản phẩm.
- Tổng hợp tình hình định mức lao động ở các bộ phận trong doanh nghiệp để báo
cáo Phòng nhân sự - Tiền lương
5.2.2. Tổ chức thực hiện định mức lao động thường xuyên
5.2.2.1. Mục đích áp dụng mức lao động thường xuyên trong doanh nghiệp
Việc đưa mức áp dụng thường xuyên vào sản xuất – kinh doanh nhằm:
- Kiểm tra lại chất lượng của mức vừa xây dựng để có kế hoạch, biện pháp sửa đổi cho hợp lý.
- Phát huy đầy đủ tác dụng của công tác định mức lao động là “công tác hàng đầu, là
biện pháp then chốt để quản lý sản xuất, quản lý lao động” và tạo điều kiện tốt cho
việc thực hiện chế độ tiền lương trả theo sản phẩm, các chế độ tiền thưởng, là một
đòn bẩy kinh tế có tác dụng thúc đẩy nâng cao năng suất lao động, nâng cao hiệu
quả sản xuất kinh doanh của cơ sở, doanh nghiệp.
5.2.2.2. Yêu cầu của mức khi đưa vào áp dụng thường xuyên trong doanh nghiệp
- Mức lao động đưa vào áp dụng thường xuyên phải là những mức trung bình tiên
tiến. Mức trung bình tiên tiến phải là mức mà trong điều kiện sản xuất bình thường,
những người lao động nào nắm vững kỹ thuật, lao động với cường độ trung bình,
tận dụng thời gian làm việc thì đều đạt và vượt mức.
- Mức trung bình tiên tiến phản ánh qua kết quả:
+ Tiết kiệm quỹ lương: VTKTL = (ĐGm – ĐGc).Qk
+ Tiết kiệm thời gian lao động:
TTGLĐ = ( Mtgn – Mtgc).QK Trong lOMoAR cPSD| 46342985 đó:
VTKTL : Tiết kiệm quỹ tiền lương ĐGm : Đơn giá mới ĐGc : Đơn giá cũ
TTGLĐ : Tiết kiệm thời gian lao động
Mtgm : Mức thời gian mới Mtgc : Mức thời gian cũ
Qk : Số lượng sản phẩm sản xuất – kinh doanh kỳ kế hoạch tính từ khi áp dụng mức mới.
- Bảo đảm chất lượng sản phẩm, chất lượng dịch vụ
5.2.2.3. Điều kiện đưa mức vào áp dụng thường xuyên trong sản xuất
Để đưa mức lao động vào áp dụng thường xuyên các doanh nghiệp cần phải đảm bảo những điều kiện sau:
- Mức lao động phải được Hội đồng định mức của doanh nghiệp thông qua, sau đó
giám đốc doanh nghiệp ký quyết định ban hành. Tuỳ theo chế độ phân cấp quản lý,
các mức trước khi đưa vào áp dụng ở doanh nghiệp phải được cấp có thẩm quyền ký duyệt cho thi hành.
- Bảo đảm các điều kiện tổ chức – kỹ thuật đúng như đã quy định khi tiến hành xây
dựng mức để tạo điều kiện cho người lao động đạt và vượt mức.
- Hướng dẫn, giới thiệu và chỉ rõ cho người lao động phương pháp làm việc để đạt và
vượt mức với chất lượng cao. Cán bộ kỹ thuật, trưởng các bộ phận trực tiếp phụ
trách công việc hướng dẫn này. Nội dung hướng dẫn bao gồm:
+ Giới thiệu quy trình công nghệ hợp lý
Tài liệu liên quan:
-

Ôn tập Lý thuyết PHÁP LUẬT ĐẠI CƯƠNG - Năm nhất - Chương 1 & 2
15 8 -
tieng anh chuyen nganh av2 medical
8 4 -
Bài giảng Chủ nghĩa xã hội khoa học_ Chương 1
24 12 -

Vi Phạm Trong Khiếu Nại và Tố Cáo: Quy Định và Hình Phạt môn Pháp luật đại cương |Học viện Hành chính Quốc gia
25 13 -

Bản Tóm Tắt . Các hành vi vi phạm trong quá trình khiếu nại và tố cáo môn Pháp luật đại cương |Học viện Hành chính Quốc gia
19 10