Tiểu Luận Nhóm 6: Phân Tích Quy Trình Gia Công Chi Tiết Môn Triết học Mac - Lenin | Trường Đại học Công nghiệp Thành phố Hồ Chí Minh
Câu 1 (CLO2) Cho bản vẽ chi tiết (Hình 1) có các nguyên công được gia công theo trình tự: +)Nguyên công 1: Gia công một mặt đầu của trụ f50, f30 +)Nguyên công 2: Gia công mặt đầu còn lại của trụ f50, f30 +) Nguyên công 2: Gia công lỗ f32, f18. Tài liệu gồm 3 trang, giúp các bạn tham khảo, ôn tập và đạt kết quả cao. Mình bạn đọc đón xem!
Môn: Triết học Mac-Lenin (BCCYT 1) 16 tài liệu
Trường: Trường Đại học Công nghiệp Thành phố Hồ Chí Minh 776 tài liệu
Tác giả:
Preview text:
Nhóm 6 Nguyễn Vĩnh Khang-22725511 Phan Tô Chí Phát-22656041 Bùi Trung Hiếu-21143851
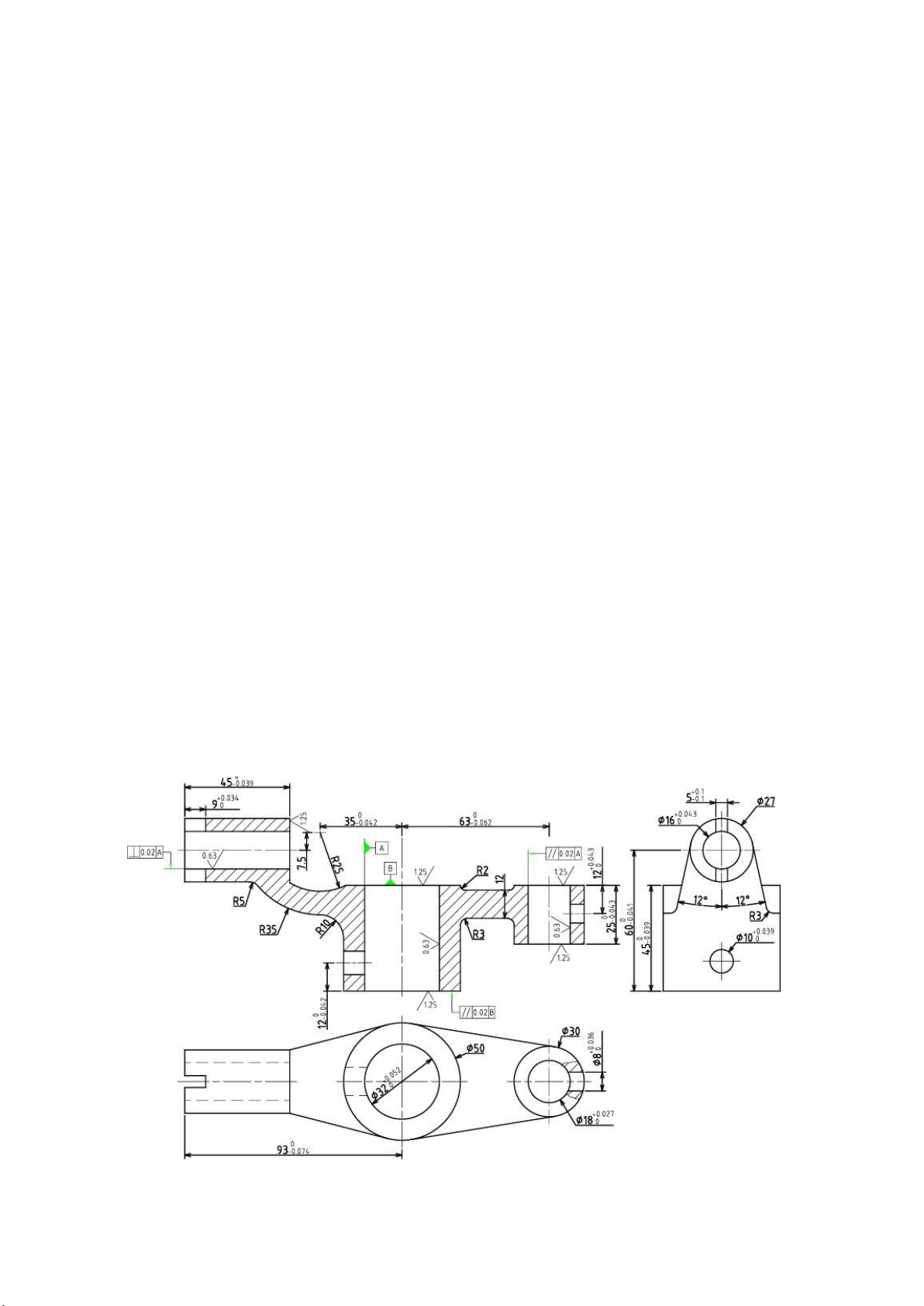
Câu 1 (CLO2) Cho bản vẽ chi tiết (Hình 1) có các nguyên công
được gia công theo trình tự:
+)Nguyên công 1: Gia công một mặt đầu của trụ f50, f30
+)Nguyên công 2: Gia công mặt đầu còn lại của trụ f50, f30
+) Nguyên công 2: Gia công lỗ f32, f18.
+) Nguyên công 3: Gia công lỗ f8
+) Nguyên công 4: Gia công lỗ f12
+) Nguyên công 5: Gia công hai mặt đầu trụ f27
+) Nguyên công 6: Gia công rãnh 5x9
+) Nguyên công 7: Gia công lỗ trụ f16
+) Xác định các bề mặt được chọn làm chuẩn, phương pháp định vị và kẹp
chặt cho từng nguyên công trên (6đ).
+) Nguyên công 1: Gia công một mặt đầu của trụ φ50, φ30.
Bề mặt chuẩn: Chọn trụ φ50 làm chuẩn.
Định vị: Dùng mâm cặp hoặc gá kẹp dạng trụ.
Kẹp chặt: Kẹp cơ khí hoặc thủy lực.
+) Nguyên công 2: Gia công mặt đầu còn lại của trụ φ50, φ30.
Bề mặt chuẩn: Dựa vào bề mặt đã gia công.
Định vị: Dùng mâm cặp hoặc phiến định vị.
Kẹp chặt: Giống nguyên công 1.
+) Nguyên công 3: Gia công lỗ φ32, φ18.
Bề mặt chuẩn: Lỗ φ50.
Định vị: Dùng phiến định vị phẳng.
Kẹp chặt: Kẹp cơ học.
+) Nguyên công 4: Gia công lỗ φ8.
Bề mặt chuẩn: Mặt đầu đã gia công.
Định vị: Phiến tựa phẳng và trụ định vị.
Kẹp chặt: Kẹp cơ khí hoặc bằng tay.
+) Nguyên công 5: Gia công lỗ φ12.
Bề mặt chuẩn: Giống nguyên công 4.
Định vị: Trụ φ50 hoặc φ30.
Kẹp chặt: Kẹp thủy lực.
+) Nguyên công 6: Gia công hai mặt đầu trụ φ27.
Bề mặt chuẩn: Trụ φ30 đã gia công.
Định vị: Dùng phiến định vị trụ tròn.
Kẹp chặt: Giống các nguyên công trước.
+) Nguyên công 7: Gia công rãnh 5x9.
Bề mặt chuẩn: Mặt phẳng lớn nhất.
Định vị: Phiến định vị phẳng.
Kẹp chặt: Gá cơ khí.
+) Nguyên công 8: Gia công lỗ trụ φ16.
Bề mặt chuẩn: Mặt phẳng lớn hoặc đã gia công.
Định vị: Trụ định vị tròn hoặc phiến phẳng.
Kẹp chặt: Kẹp cơ khí hoặc thủy lực.
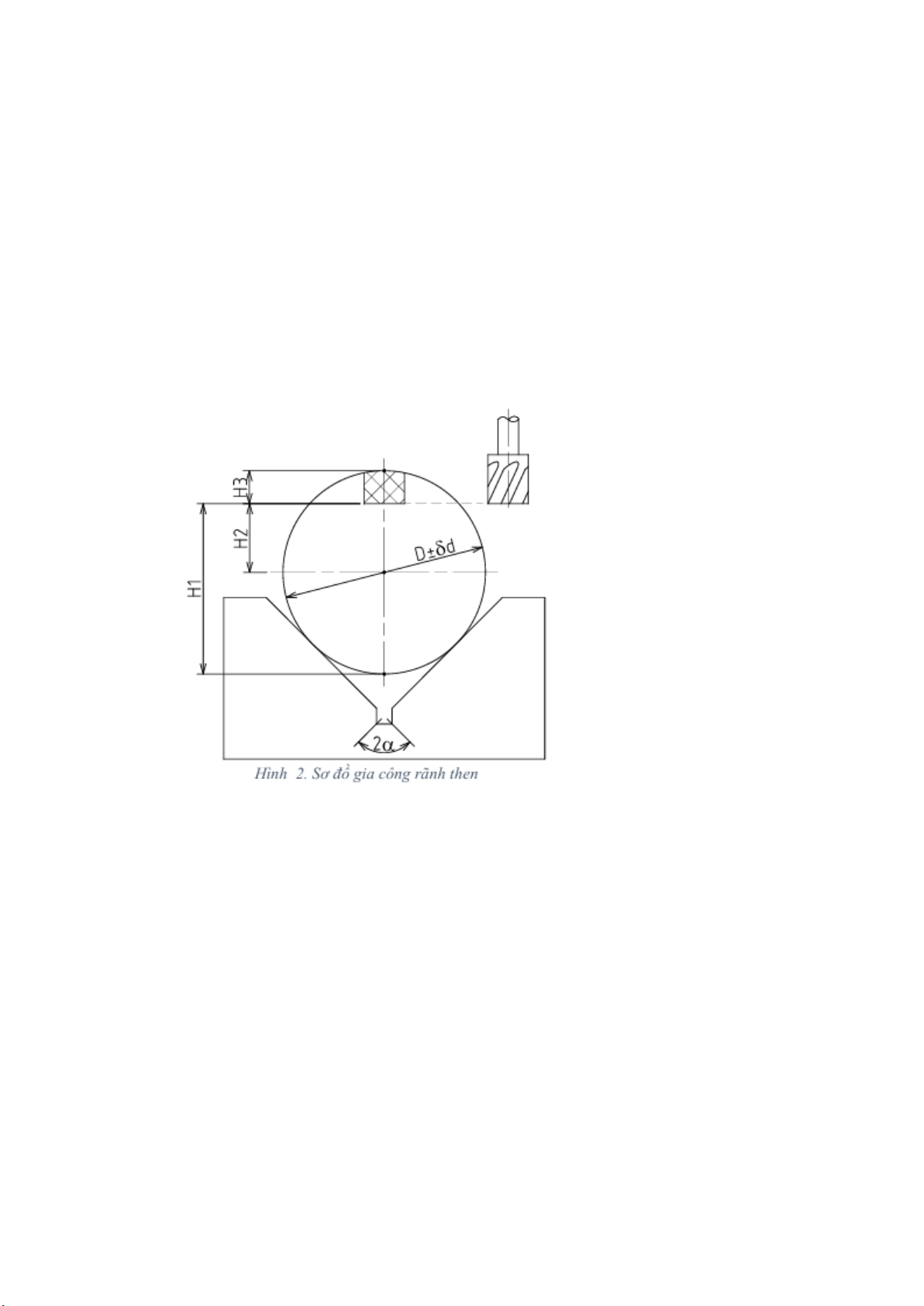
Câu 2 (CLO3) Cho sơ đồ gá đặt chi tiết trục để thực hiện gia công
rãnh then (Hình 2). Xây dựng chuỗi kích thước công nghệ và tính
sai số chuẩn của kích thước H1, H2, và H3? (4đ)
* Chuỗi kích thước bao gồm:
+) H1: Từ bề mặt chuẩn chính đến đáy rãnh.
+) H2: Từ bề mặt chuẩn chính đến tâm trục.
+) H3: Khoảng cách từ tâm trục đến mặt đáy rãnh then.
* Sai số chuẩn của từng kích thước phụ thuộc vào:
+) Sai số chế tạo dụng cụ cắt: Sai số do dao cắt không hoàn hảo.
+) Sai số từ thiết bị gia công: Độ chính xác của máy móc.
+) Sai số định vị: Sai số do gá đặt không chính xác.
Tài liệu liên quan:
-

Giáo trình Triết học Mac - Lenin | Trường Đại học Công nghiệp Thành phố Hồ Chí Minh
20 10 -

CÂU HỎI TRẮC NGHIỆM TRIẾT HỌC MÁC-LÊNIN: TỔNG HỢP VÀ PHÂN TÍCH
17 9 -

Vật Chất và Hình Thức Tồn Tại Vật Chất: Phân Tích Chi Tiết
23 12 -

Vai trò triết học Mác-Lênin trong đời sống xã hội và đổi mới ở VN
21 11 -

Triết học - Khái niệm và Quy luật Mâu thuẫn trong cuộc sống
122 61