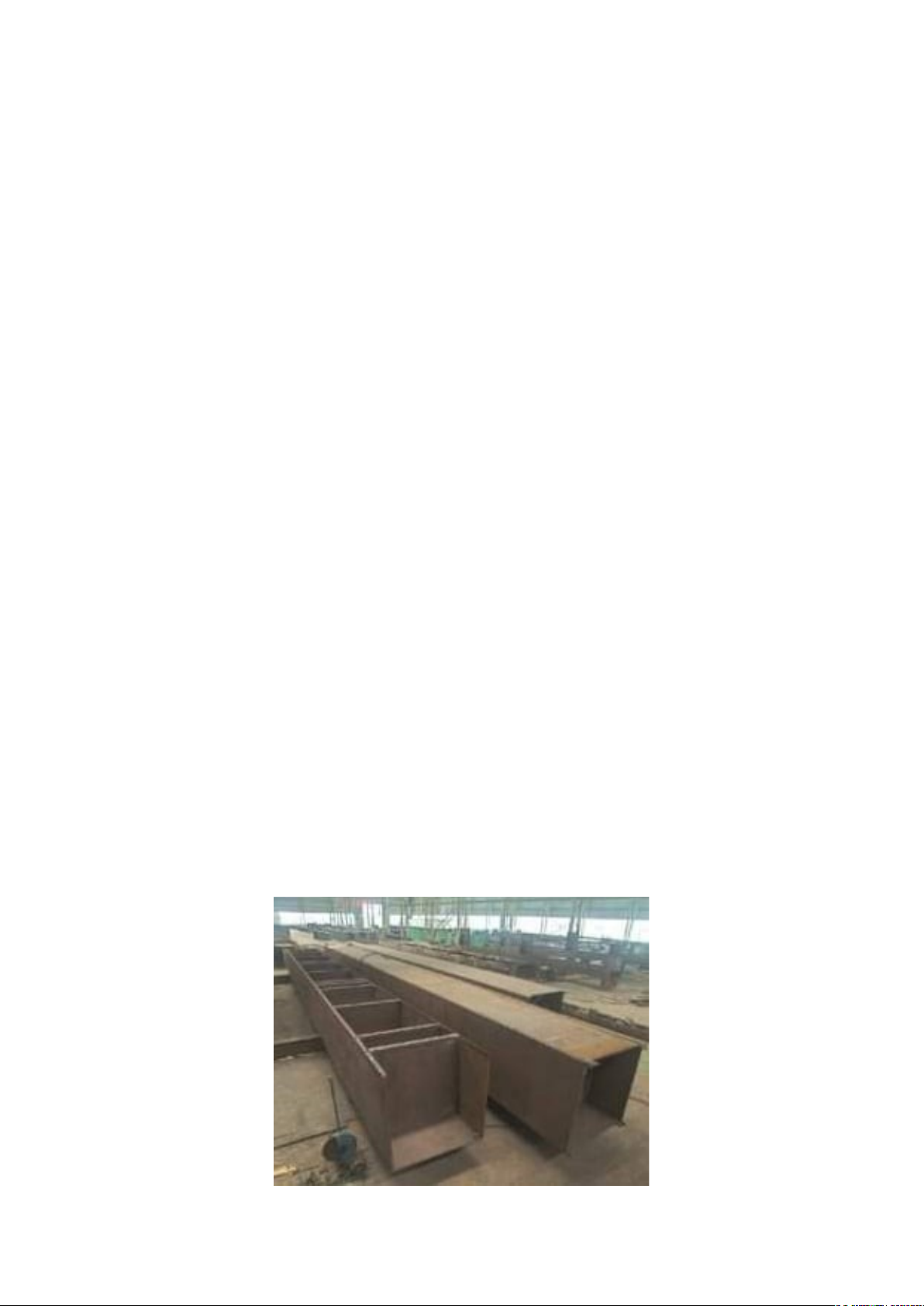
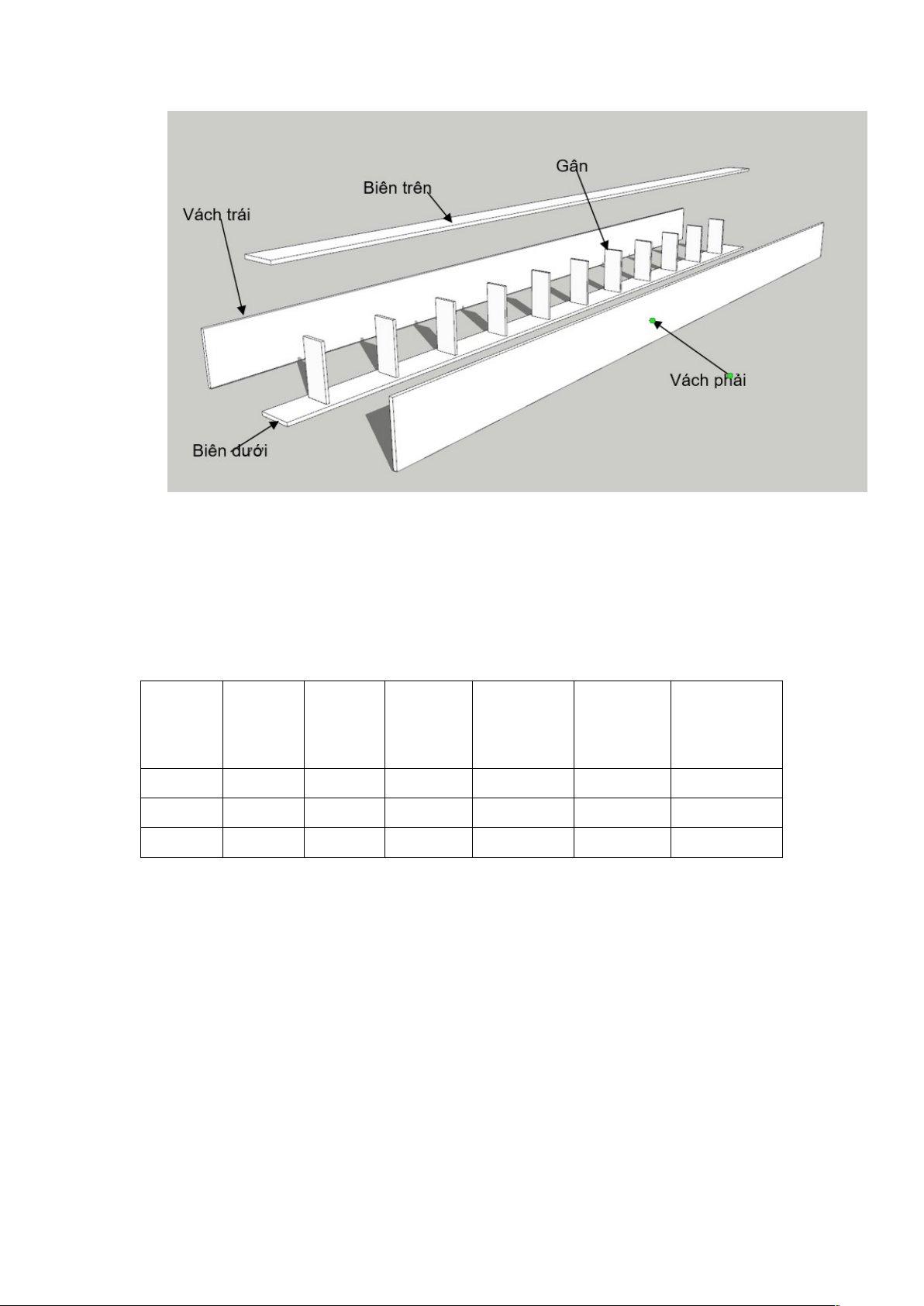
Thiết kế dầm hộp trong cơ khí
Thiết kế dầm hộp trong cơ khí. Tài liệu tổng hợp được sưu tầm, mời các bạn tham khảo
Môn: Cơ khí ứng dụng 20 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.8 K tài liệu
Tác giả:











Thiết kế dầm hộp trong cơ khí. Tài liệu tổng hợp được sưu tầm, mời các bạn tham khảo
Môn: Cơ khí ứng dụng 20 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.8 K tài liệu
Tác giả: