Bài tập lớn - Thiết kế hệ thống cung cấp điện nhà máy luyện kim đen môn Hệ thống điện | Trường Đại học Bách Khoa Hà Nội
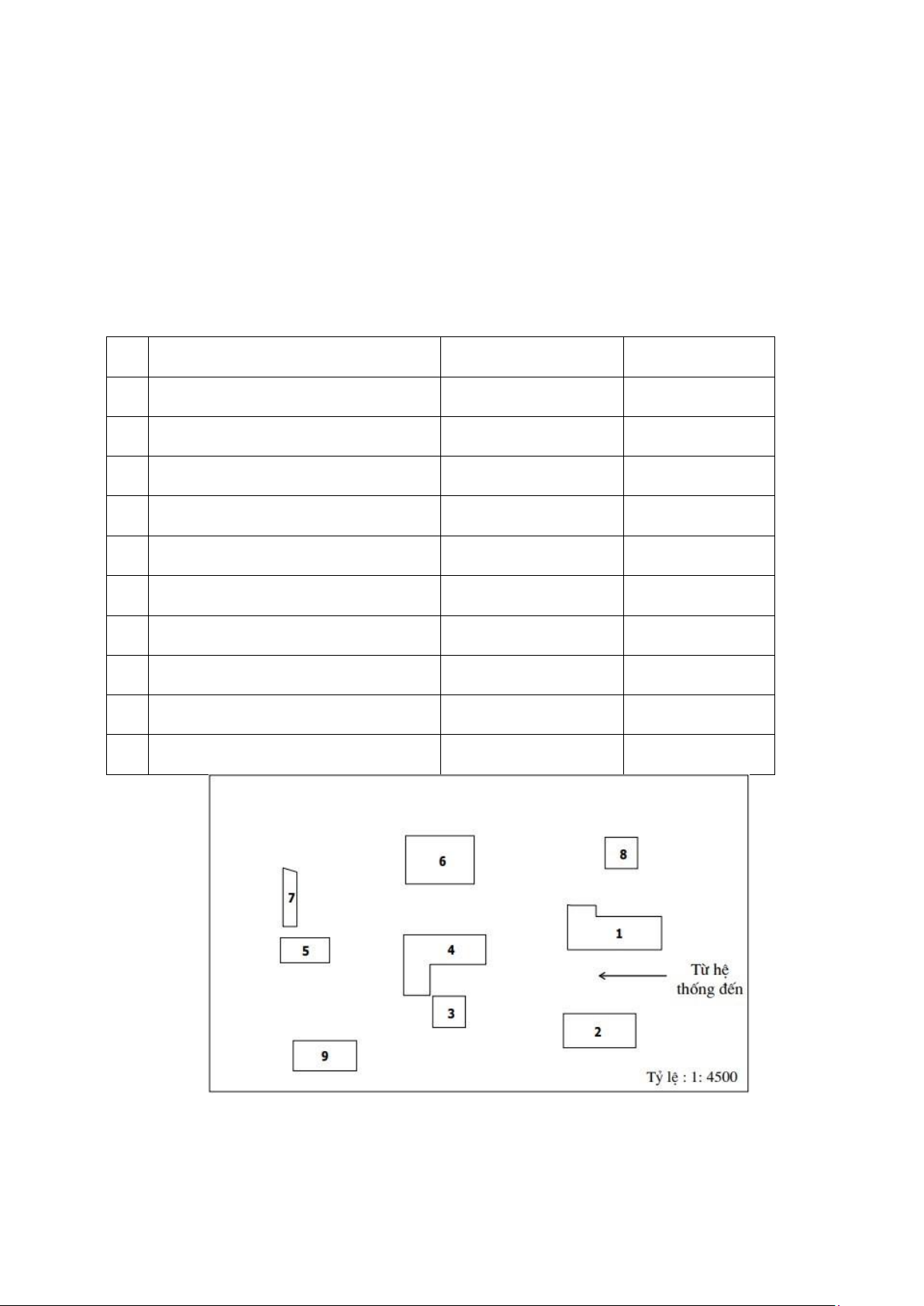
Bảng 1.1 và Hình 1.1 cho số liệu tổng quan của phụ tải toàn nhà máy bao gồm vị trí, diện tích, công suất đặt và yêu cầu cung cấp điện của các phân xưởng trong nhà máy. Tỷ lệ xích trên Hình 1 cho phép tính chính xác kích thước thực tế của các phân xưởng để từ đó tính diện tích của chúng. Tài liệu được sưu tầm gồm 54 trang, giúp các bạn ôn luyện và phục vụ cho việc học tập, đạt kết quả tốt. Mời các bạn đón xem!
Môn: Hệ thống điện 14 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.7 K tài liệu
Tác giả:

Preview text:
lOMoAR cPSD| 59455093
TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI VIỆN ĐIỆN
Bộ môn Hệ thống điện
------------------***------------------
BTL HỆ THỐNG CUNG CẤP ĐIỆN ĐỀ TÀI
THIẾT KẾ HỆ THỐNG CUNG CẤP ĐIỆN CHO
NHÀ MÁY LUYỆN KIM ĐEN
Sinh viên thực hiện: MSSV: Lớp:
Mã lớp học:
Giảng viên hướng dẫn: Hà Nội Mụ ục l c
CHƯƠNG 1: DIỄN GIẢI YÊU CẦU THIẾT KẾ....................................2
1.1. Số liệu phụ tải.................................................................................................2
1.2. Số liệu liên kết với nguồn...............................................................................6
1.3. Yêu cầu thiết kế..............................................................................................6
1.4. Các hình vẽ yêu cầu trong thiết kế..................................................................6
CHƯƠNG 2: XÁC ĐỊNH PHỤ TẢI TÍNH TOÁN..................................7
2.1. Tổng quan các phương pháp xác định phụ tải tính toán..................................7
2.1.1. PP xác định PTTT theo hệ số nhu cầu (Knc) và công suất đặt (Pđ)...........7
2.1.2. PP xác định PTTT theo hệ số cực đại (Kmax) và P trung bình (Ptb)...........7
2.1.3. PP xác định PTTT theo suất phụ tải trên môt đơn ṿ ị diên ṭ ích.................9
2.2. Xác định phụ tải tính toán của phân xưởng sửa chữa cơ khí...........................9
2.2.1. Phân nhóm phụ tải...................................................................................9
2.2.2. Xác định phụ tải tính toán của toàn phân xưởng sửa chữa cơ khí..........15
2.3. Xác định phụ tải tính toán của các phân xưởng còn lại.................................16
2.4. Xác định phụ tải tính toán của toàn nhà máy-biểu đồ phụ tải.......................18
2.4.1. Xác định phụ tải tính toán của toàn nhà máy.........................................18
2.4.2. Bảng tổng kết phụ tải tính toán của toàn nhà máy.................................18
CHƯƠNG 3: THIẾT KẾ MẠNG CAO ÁP TOÀN NHÀ MÁY...........20
3.1. Những vấn đề chung.....................................................................................20
3.1.1. Phạm vi thiết kế cung cấp điện cho nhà máy luyện kim đen..................20
3.1.2. Chọn cấp điện áp nguồn điện cấp cho mạng cao áp của nhà máy..........20
3.2. Đề xuất các phương án sơ đồ cung cấp điện của nhà máy............................20
3.3. Chọn sơ bộ các thiết bị điện..........................................................................23
3.3.1. Chọn công suất máy biến áp..................................................................23
3.3.2. Chọn tiết diện dây dẫn...........................................................................28
3.3.3. Tính toán chi phí hàng năm.......................................................................44
3.4. Thiết kế chi tiết cho phương án được chọn...................................................45
3.4.1. Chọn dây dẫn từ trạm biến áp khu vực về tủ phân phối trung tâm.........45
3.4.2. Tính toán ngắn mạch và lựa chọn các thiết bị điện................................45
3.4.3. Lựa chọn và kiểm tra các thiết bị điện đã được chọn sơ bộ ở phần so sánh
kinh tế - kỹ thuật..............................................................................................50
3.4.4. Lựa chọn các thiết bị phân phối điện khác.............................................51 1
3.4.5. Sơ đồ mạng điện cao áp của nhà máy....................................................54
CHƯƠNG 1: DIỄN GIẢI YÊU CẦU THIẾT KẾ
1.1. Số liệu phụ tải
Bảng 1.1 và Hình 1.1 cho số liệu tổng quan của phụ tải toàn nhà máy bao gồm vị trí, diện tích,
công suất đặt và yêu cầu cung cấp điện của các phân xưởng trong nhà máy. Tỷ lệ xích trên Hình 1 cho
phép tính chính xác kích thước thực tế của các phân xưởng để từ đó tính diện tích của chúng.
Bảng 1.1. Phụ tải của khu công nghiệp TT Tên phân xưởng
Công suất đặt (kW)
Loại hộ tiêu thụ 1 PX luyện gang 4000 I 2 PX lo Martin 3500 I 3 PX máy cán phôi tấm 2000 I 4 PX cán nóng 2800 I 5 PX cán nguội 3000 I 6 PX tôn 2500 I 7 PX sửa chữa cơ khí Theo tính toán III 8 Trạm bơm 1000 I
9 Ban Quản lý và Phòng Thí nghiệm 320 III
10 Chiếu sáng phân xưởng Theo diện tích
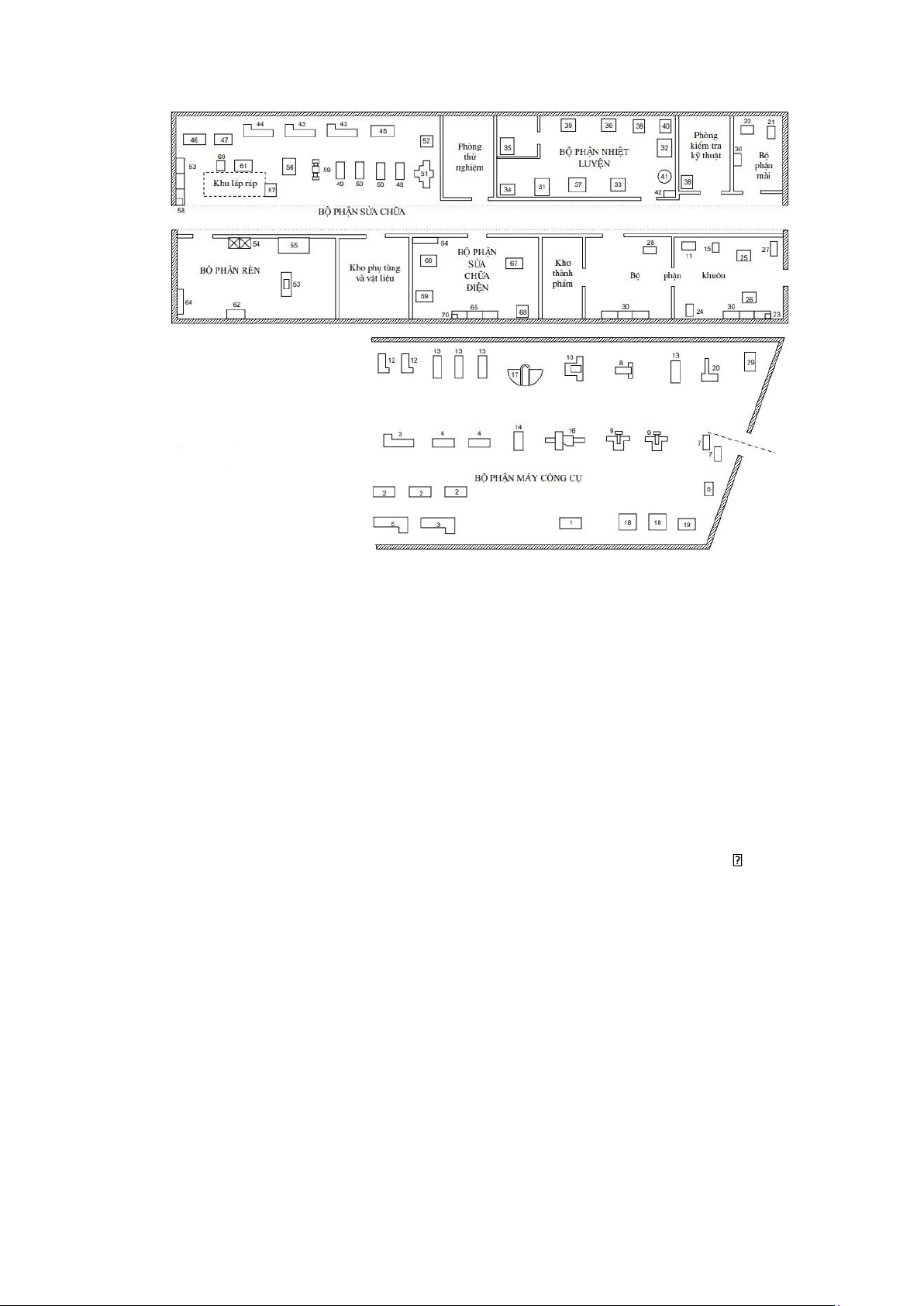
Hình 1.1. Sơ đồ mặt bằng toàn bộ khu công nghiệp
Bảng 1.2 và Hình 1.2 cho số liệu của phụ tải trong phân xưởng sửa chữa cơ khí.
Bảng 1.2. Danh sách thiết bị của phân xưởng sửa chữa cơ khí 2 Pđm (kW) TT Tên phân xưởng SL 1 máy Toàn bộ
BỘ PHẬN MÁY CÔNG CỤ 1 Máy tiện ren 1 5 5 2 Máy tiện tự động 3 5 15 3 Máy tiện tự động 2 14 28 4 Máy tiện tự động 2 6 12 5 Máy tiện tự động 1 2 2 6 Máy tiện rêvonve 1 2 2 7 Máy phay vạn năng 2 3 6 8 Máy phay ngang 1 2 2 9 Máy phay đứng 2 14 28 10 Máy phay đứng 1 7 7 11 Máy mài 1 2 2 12 Máy bào ngang 2 9 18 13 Máy xọc 4 8 32 14 Máy xọc 1 3 3 15 Máy khoan vạn năg 1 5 5 16 May doa ngang 1 5 5 17 Máy khoa hướng tâm 1 2 2 18 Máy mài phẳng 2 9 18 19 Máy mài tròn 1 6 6 20 Máy mài trong 1 3 3 21 Máy mài dao cắt gọt 1 3 3
22 Máy mài sắc vạn năng 1 1 1 23 Máy khoan bàn 2 1 2 3
24 Máy ép kiểu trụ khuỷu 1 2 2 25 Tấm cữ 1 26 Tấm kiểm tra 1 27 Máy mài phá 1 3 3 28 Cưa tay 1 1 1 29 Cửa máy 1 2 2 30 Bàn thợ nguội 7
BỘ PHẬN NHIỆT LUYỆN 31 Lò điện kiểu buồng 1 30 30 32 Lò điện kiểu đứng 1 25 25 33 Lò điện kiểu bể 1 30 30 34 Bể điện phân 1 10 10 35 Thiết bị phu cát 1 36 Thúng xói rửa 1 37 Thùng tôi 1 38 Máy nén 2 39 Tấm kiểm tra 1
40 Tủ điều khiển lo điện 1 41 Bể tôi 1 42 Bể chứa 1
BỘ PHẬN SỬA CHỮA 43 Máy tiện ren 2 10 20 44 Máy tiện ren 1 7 7 45 Máy tiện ren 1 5 5 46 Máy phay ngang 1 3 3 47 Máy phay vạn năng 1 3 3 4 48 Máy phay rang 1 3 3 49 Máy xọc 1 3 3 50 Máy bào ngang 2 8 16 51 Máy mài tròn 1 7 7 52 Máy khoan đứng 1 2 2 53 Búa khi nén 1 10 10 54 Quạt 2 2 4 55 Lò tăng nhiệt 1 56 Thùng tôi 1 57 Máy biến áp hàn 1 24KVA 29.1 58 Máy mài phá 1 3 3 59 Khoan điện 1 1 1 60 Máy cắt 1 2 2 61 Tấm cữ 1 62 Thùng xói rửa 1 63 Bàn thợ nguội 3 64 Giá kho 2
BỘ PHẬN SỬA CHỮA ĐIỆN 65 Bàn nguội 3 1 3 66 Máy cuốn dây 1 1 1 67 Bàn thí nghiệm 1 15 15
68 Bể tắm có đốt nóng 1 4 4 69 Tủ xấy 1 2 2 70 Khoan bàn 1 1 1 5
Hình 1.2: Sơ đồ mặt bằng phân xưởng sửa chữa cơ khí
Thời gian sử dụng công suất lớn nhất của phụ tải nhà máy là Tmax = 4000 giờ.
1.2. Số liệu liên kết với nguồn
Điện áp nguồn: tùy chọn giữa Uđm= 35kV; 22kV. Cho biết điện áp của các lưới hệ thống ở lân
cận vị trí nhà máy cần thiết kế cung cấp điện. Khi thiết kế cần phải chọn cấp điện áp để liên kết
HTCCĐ của nhà máy với lưới hệ thống. Dung lượng ngắn mạch về phía hạ áp của trạm biến áp khu
vực: 330MVA. Mục đích để tính dòng ngắn mạch và lựa chọn thiết bị điện. Đường dây cung cấp điện
cho nhà máy. Dùng dây nhôm lõi thép (ACSR) đặt treo trên không. Khoảng cách từ nguồn tới nhà
máy: 6 km. Khoảng cách và công suất phụ tải cho phép sơ bộ chọn lựa cấp điện áp liên kết với nguồn điện.
1.3. Yêu cầu thiết kế •
Xác định phụ tải tính toán của phân xưởng sửa chữa cơ khí và toàn nhà máy Thiết kế
mạng điện cao áp toàn nhà máy. •
Thiết kế mạng điện hạ áp phân xưởng sửa chữa cơ khí •
Tính toán nâng cao cosφ của toàn nhà máy •
Thiết kế chiếu sáng cho phân xưởng sửa chữa cơ khí •
Thiết kế trạm biến áp nguồn cấp cho một phân xưởng tự chọn trong nhà máy.
1.4. Các hình vẽ yêu cầu trong thiết kế •
Biểu đồ phụ tải toàn nhà máy và các phương án thiết kế mạng điện cao áp của nhà máy •
Sơ đồ nguyên lý mạng điện cao áp của nhà máy •
Sơ đồ nguyên lý mạng điện hạ áp của phân xưởng sửa chữa cơ khí •
Sơ đồ mặt bằng và đi dây của phân xưởng sửa chữa cơ khí •
Sơ đồ nguyên lý trạm biến áp nguồn của phân xưởng tự chọn •
Sơ đồ nguyên lý mạng chiếu sáng phân xưởng sửa chữa cơ khí 6
CHƯƠNG 2: XÁC ĐỊNH PHỤ TẢI TÍNH TOÁN
2.1. Tổng quan các phương pháp xác định phụ tải tính toán
2.1.1. PP xác định PTTT theo hệ số nhu cầu (Knc) và công suất đặt (Pđ)
Phương pháp này sử dụng khi đã có thiết kế nhà xưởng của xí nghiêp (chưa c ̣ ó thiết kế
chi tiết bố trí các máy móc, thiết bị trên măt ḅ
ằng), lúc này mới chỉ biết duy nhất môt ṣ ố
liêu c ̣ ụ thể là công suất đăt c ̣ ủa từng phân xưởng.
Phụ tải tính toán đông ḷực của từng phân xưởng được xác định theo công thức: Pđl = knc. Pđ Qđl
= Pđl. tanφ Trong các công thức trên: •
Knc: hê ṣ ố nhu cầu, tra sổ tay kỹ thuât theo ṣ ố liêu ̣ thống kê của các xí nghiêp, phâṇ xưởng tương ứng. •
cosφ: hê ṣ ố công suất tính toán, cũng tra sổ tay kỹ thuât, ṭ ừ đó rút ra tanφ.
Phụ tải chiếu sáng được tính theo công suất chiếu sáng trên môt đơn ṿị diên ṭích: Pcs = p0. F Qcs= Pcs. tanφ Trong đó: •
P0: suất chiếu sáng trên môt đơn ṿ ị diên ṭ ích (W/m2) • F: diên ṭ
ích cần được chiếu sáng, ở đây là diên ṭ
ích của phân xưởng (m2) Từ đó
tính được phụ tỉa tính toán của mỗi phân xưởng: Stt =
Phương pháp này kém chính xác, không xét được chế độ vận hành của các phụ tải, chỉ dùng
trong tính toán sơ bộ khi biết số liệu rất ít về phụ tải như Pđ và tên phụ tải.
2.1.2. PP xác định PTTT theo hệ số cực đại (Kmax) và P trung bình (Ptb)
Sau khi xí nghiêp đ ̣ ã có thiết kế chi tiết cho phân xưởng, ta đã có các thông tin chính xác về măt
ḅ ằng bố trí máy móc, thiết bị, biết được công suất và quá trình công nghê c ̣ ủa từng thiết bị, người
thiết kế có thể bắt tay vào thiết kế mạng điên ḥ ạ áp phân xưởng. Có thể xét đến cách chế độ làm việc
của phụ tải nên kết quả tính toán chính xác hơn. Sử dụng khi có số liệu chi tiết của phụ tải. Với môt độ ng cơ:̣ Ptt = Pđm
Với nhóm đông cơ n ≤ 3:̣ Ptt =
Với n ≥ 4 phụ tải tính toán của nhóm đông cơ x ̣ác định: Ptt = kmax. ksd. Trong đó: •
ksd: là hê ṣ ố công suất sử dụng của nhóm thiết bị, tra sổ tay •
kmax: là hê ṣ ố cực đại, tra sổ tay theo 2 đại lượng (ksd và nhq – số thiết bị dùng điên hiệ ụ quả) 7
Trình tự xác định nhq như sau: -
Xác định n1 số thiết bị có công suất lớn hơn hay bằng môt ṇ ửa công suất của thiết bị
có công suất lớn nhất. -
Xác định P1- công suất của n1 thiết bị trên: P 1 = Trong đó: •
n: tổng số thiết bị trong nhóm •
PΣ: là tổng công suất của nhóm PΣ =
- Từ n*, P*, ta tính được nhq*
- Xác định nhq theo công thức: nhq = n. nhq*
- Tra bảng phụ lục tính được: Kmax = f (Ksd; nhq)
- Cần lưu ý đến quy đổi các phụ tải về chế đô ḷ àm viêc ḍ ài hạn:
Môt pha điện ̣ áp pha-ba pha: Pdm.3P = 3. Pdm.PN Môt
pha điệ n ̣ áp dây-ba pha: Pdm.3P = . Pdm.PP Ngắn mạch lăp ḷ ại về dài hạn:
Các thiết bị làm viêc theo cḥ ế đô ng ̣ ắn hạn lăp ḷ ại thường là thiết bị cẩu, nâng tải trọng, máy biến áp hàn.
- Cuối cùng phụ tải tính toán toàn phân xưởng với n nhóm: Pttpx = kđt. Qttpx = kđt. 8
2.1.3. PP xác định PTTT theo suất phụ tải trên môt đơn ṿ ị diên ṭích
Công thức tính: Ptt = p0. F Trong đó: F- diên ṭ
ích sản xuất, m2 p0: là suất phụ tải trên 1 m2 diên
ṭ ích sản xuất, tra trong sổ tay, kW/m2.
Phương pháp này kém chính xác, chỉ để sử dụng để xác định sơ bô pḥ ụ tải có đăc đị ểm là phân
bố tương đối đều trên môt diệ n ṭ ích rông. Như phân xự ởng gia công cơ khí, dêt…̣
2.2. Xác định phụ tải tính toán của phân xưởng sửa chữa cơ khí
2.2.1. Phân nhóm phụ tải
a, Tiêu chí phân nhóm
• Các thiết bị trong cùng một nhóm nên có chế độ làm việc tương tự nhau.
• Tổng công suất định mức của các nhóm phụ tải nên xấp xỉ nhau, hơn nữa tổng số phụ
tải của các nhóm cũng nên xấp xỉ nhau và nên trong khoảng 8 đến 12 phụ tải. Các thiết bị trong
cùng một nhóm nên ở gần nhau.
Chú ý rằng cách tiêu chí trên khó có thể thoả mãn đồng thời vì đặc điểm của phụ tải thường là
không xác định. Tiêu chí 2 và 3 thường hay sử dụng. b, Phân nhóm
Căn cứ vào vị trí, công suất của các máy công cụ bố trí trên mặt bằng phân xưởng ta chia ra làm
5 nhóm thiết bị phụ tải như sau: • Nhóm 1
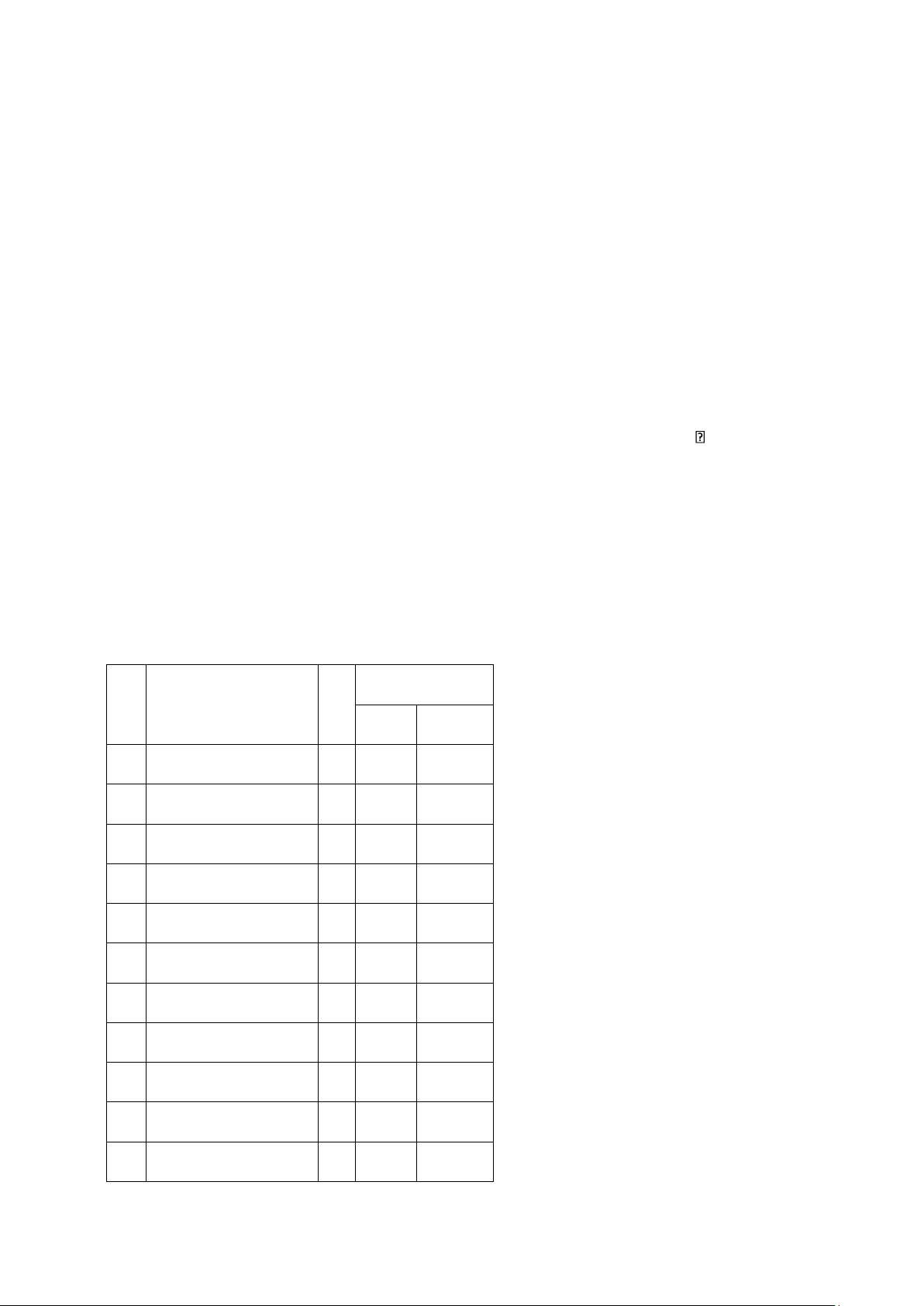
Bảng 2.1. Nhóm 1 phụ tải điện của phân xưởng sửa chữa cơ khí BỘ PHẬN MÁY CÔNG CỤ Pđm (kW) TT Tên thiết bị SL
1 máy Toàn bộ 1 Máy tiện ren 1 5 5 2 Máy tiện tự động 3 5 15 3 Máy tiện tự động 2 14 28 4 Máy tiện tự động 2 6 12 5 Máy tiện tự động 1 2 2 6 Máy tiện rêvonve 1 2 2 7 Máy phay vạn năng 2 3 6 8 Máy phay ngang 1 2 2 9 Máy phay đứng 2 4 28 10 Máy phay đứng 1 7 7 12 Máy bào ngang 2 9 18 9 13 Máy xọc 4 8 32 14 Máy xọc 1 3 3 16 May doa ngang 1 5 5 17 Máy khoan hướng tâm 1 2 2 18 Máy mài phẳng 2 9 18 19 Máy mài tròn 1 6 6 20 Máy mài trong 1 3 3 29 Cửa máy 1 2 2 Tổng 30 196 ksd = 0.2; cosφ = 0,6 tanφ = 1,33 Ta có:
Số thiết bị có công suất lớn hơn là n1 = 13
Tổng công suất của n1 thiết bị trên là P1 = 131 Số tương đối n* ; P* = = Tra bảng ta tìm được
Công thức nội suy kmax = 1.438
Ptt nhóm = ksd. kmax. ∑Pđm = 0,2. 1,438. 196= 56.37(kW)
Qtt nhóm = Ptt nhóm. tanφ = 56.37. 1,33 = 75.16 (kVAr) • Nhóm 2
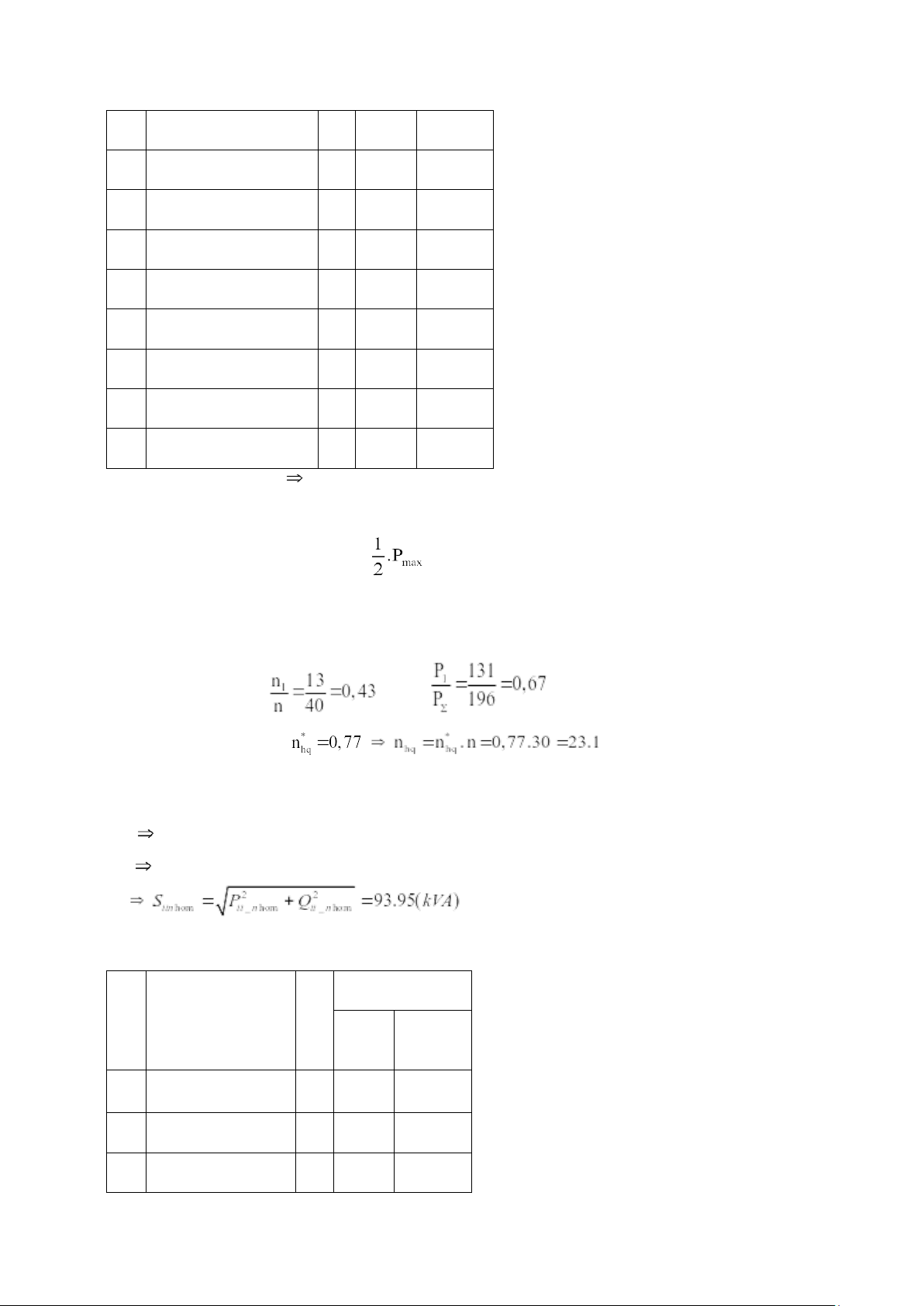
Bảng 2.2. Nhóm 2 phụ tải điện của phân xưởng sửa chữa cơ khí BỘ PHẬN LUYỆN NHIỆT Pđm (kW) TT Tên thiết bị SL 1 máy Toàn bộ 31 Lò điện kiểu buồng 1 30 30 32 Lò điện kiểu đứng 1 25 25 33 Lò điện kiểu bể 1 30 30 10 34 Bể điện phân 1 10 10 Tổng 4 95
Ta thấy rằng số thiết bị của nhóm n = 4
Ta phải tính gần đúng phụ tải tính toán của nhóm
Ta chọn kti = 0.9 và cosφ = 0,6
Ptt nhóm = 0,9.95 = 85,5(kW)
Qtt nhóm = Ptt nhóm. tanφ = 85,5.1.33 = 114 (kVAr) • Nhóm 3
Bảng 2.3. Nhóm 3 phụ tải điện của phân xưởng sửa chữa cơ khí mài BỘ PHẬN SỬA CHỮA TT Pđm (kW) Tên thiết bị SL
1 máy Toàn bộ 43 Máy tiện ren 2 10 20 44 Máy tiện ren 1 7 7 45 Máy tiện ren 1 5 5 46 Máy phay ngang 1 3 3 47 Máy phay vạn năng 1 3 3 48 Máy phay rang 1 3 3 49 Máy xọc 1 3 3 50 Máy bào ngang 2 8 16 51 Máy mài tròn 1 7 7 52 Máy khoan đứng 1 2 2
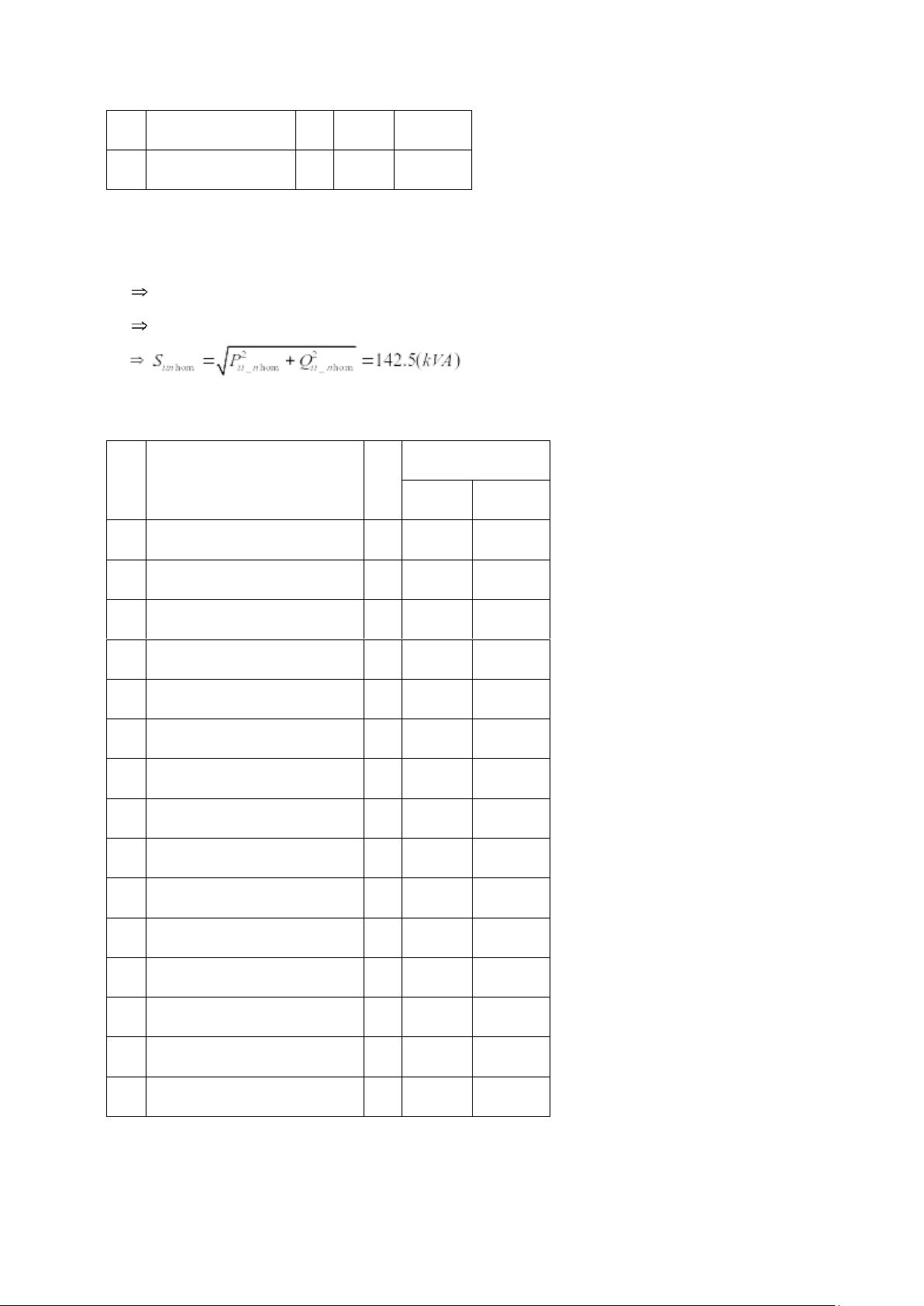
57 Máy biến áp hàn (ksd = 0.35) 1 24KVA 24.5KW 58 Máy mài phá 1 3 3 59 Khoan điện 1 1 1 60 Máy cắt 1 2 2 Tổng 16 89.5 ksd = 0,2; cosφ = 0,6 11
Số thiết bị có công suất > là n1 = 1 tanφ = 1.33 Tổng công suất
của n1 thiết bị trên là P1 = 24.5 Số tương đối n* = Tra bảng ta tìm được ; P* =
Công thức nội suy kmax = 2,34
Ptt nhóm = ksd. kmax. ∑Pđm = 0,2. 2,34. 89,6 = 41,93 (kW)
Qtt nhóm = Ptt nhóm. tanφ = 41,93. 1,33 = 55,77 (kVAr) • Nhóm 4
Bảng 2.4. Nhóm 4 phụ tải điện của phân xưởng sửa chữa cơ khí BỘ PHẬN MÀI Pđm (kW) TT Tên thiết bị SL
1 máy Toàn bộ 20 Máy mài trong 1 3 3 21 Máy mài dao cắt gọt 1 3 3 Tổng 2 6
Ta thấy rằng số thiết bị của nhóm n = 2
Ta phải tính gần đúng phụ tải tính toán của nhóm
Ta chọn kti = 0.9 và cosφ = 0,6 Ptt nhóm = 0,9.6 = 5.4kW)
Qtt nhóm = Ptt nhóm. tanφ = 5,4. 1,33 = 7,2(kVAr) • Nhóm 5
Bảng 2.5. Nhóm 5 phụ tải điện của phân xưởng sửa chữa cơ khí BỘ PHẬN RÈN Pđm (kW) TT Tên thiết bị SL
1 máy Toàn bộ 53 Búa khi nén 1 10 10 54 Quạt 2 2 4 Tổng 3 14 12
Ta thấy rằng số thiết bị của nhóm n = 2
Ta phải tính gần đúng phụ tải tính toán của nhóm
Ta chọn kti = 0.9 và cosφ = 0,6
Ptt nhóm = 0,9.6 = 13.6 (kW)
Qtt nhóm = Ptt nhóm. tanφ = 13,6. 1,33 = 18.01 (kVAr) • Nhóm 6
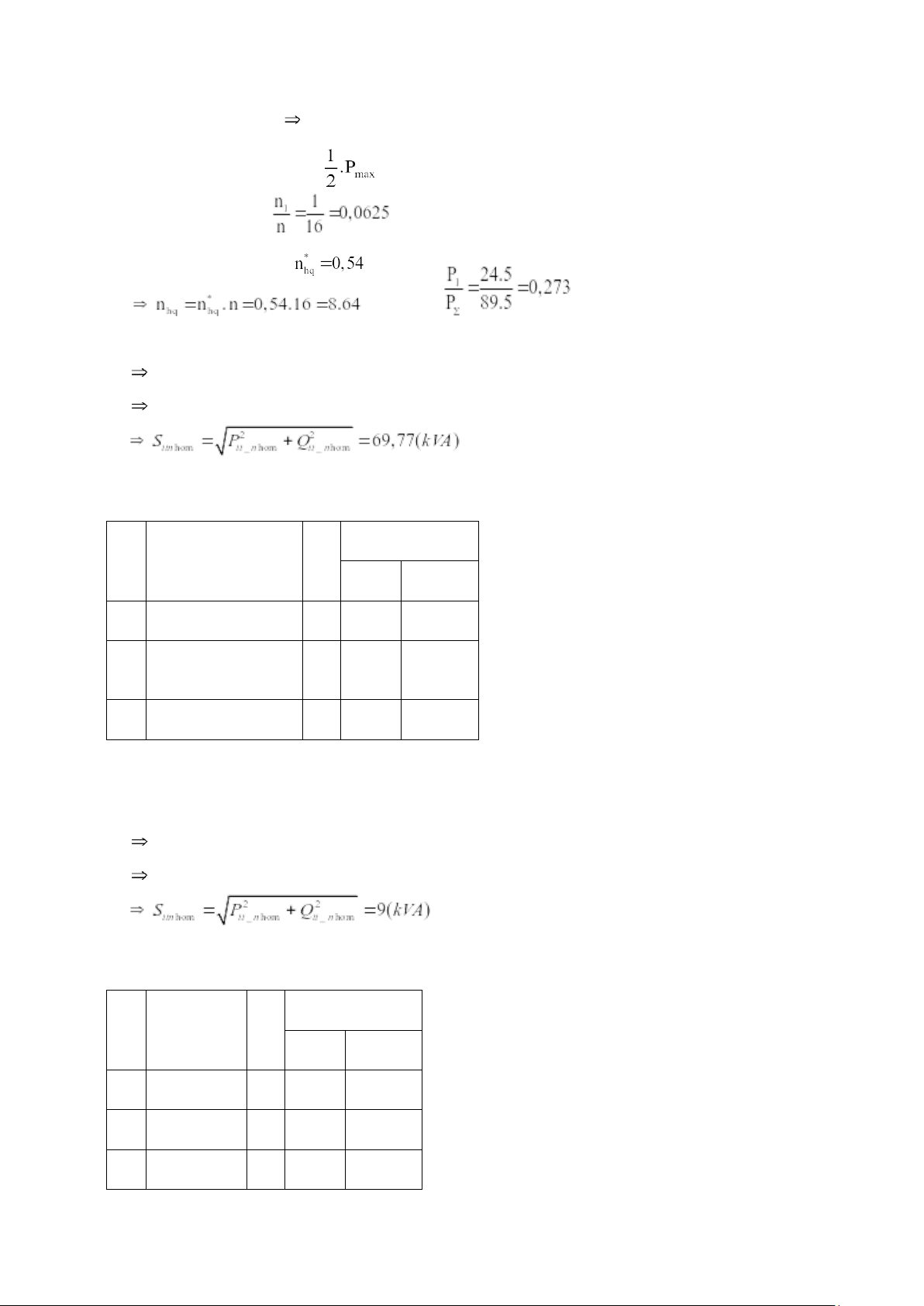
Bảng 2.6. Nhóm 5 phụ tải điện của phân xưởng sửa chữa cơ khí BỘ PHẬN KHUÔN Pđm (kW) TT Tên thiết bị SL
1 máy Toàn bộ 7 Máy phay van năng 1 3 3 11 Máy mài 1 2 2 15 Máy khoan hàn 1 3 3 23 Máy ép trục khuỷu 1 2 2 28 Cưa tay 1 1 1 Tổng 5 11 ksd = 0,2; cosφ = 0,6 tanφ = 1.33 Ta có:
Số thiết bị có công suất > là n1 = 4
Tổng công suất của n1 thiết bị trên là P1 = 11 Số tương đối n* = Tra bảng ta tìm được ; P* =
Công thức nội suy kmax = 2,54
Ptt nhóm = ksd. kmax. ∑Pđm = 0,2. 2,54 .11 = 5.59 (kW)
Qtt nhóm = Ptt nhóm. tanφ = 5.59. 1,33 = 9,31 (kVAr) • Nhóm 7
Bảng 2.7. Nhóm 5 phụ tải điện của phân xưởng sửa chữa cơ khí BỘ PHẬN SỬA CHỮA ĐIỆN 13 Pđm (kW) TT Tên thiết bị SL
1 máy Toàn bộ 65 Bàn nguội 3 1 3 66 Máy cuốn dây 1 1 1 67 Bàn thí nghiệm 1 15 15 68 Bể tắm có đốt nóng 1 4 4 69 Tủ xấy 1 2 2 70 Khoan bàn 1 1 1 Tổng 8 26 ksd = 0,2; cosφ = tanφ = 1.33 0,6
Số thiết bị có công suất > là n1 = 8
Tổng công suất của n1 thiết bị trên là P1 = 15 Số tương đối n* = Tra bảng ta tìm được ; P* =
Ta phải tính gần đúng phụ tải tính toán của nhóm
Ta chọn kti = 0.9 và cosφ = 0,6
Ptt nhóm = 0,9.26 = 23,4 (kW)
Qtt nhóm = Ptt nhóm. tanφ = 23,4. 1,33 = 31.12 (kVAr)
Bảng 2.8. Phụ tải tính toán phân xưởng sửa chữa cơ khí Nhóm Ptt (kW)
Qtt (kVA) Stt (kVA) 1 56,37 75,16 93,95 2 88,5 114 142,5 3 41,93 55,77 69,77 14 4 5,4 7,2 9 5 13,6 18,01 22,57 6 5.59 9.31 10.86 7 23.4 31.12 38.94
2.2.2. Xác định phụ tải tính toán của toàn phân xưởng sửa chữa cơ khí
a, Xác định phụ tải chiếu sáng của phân xưởng sửa chữa cơ khí Từ Hình
1.1, diện tích của phân xưởng sửa chữa cơ khí số 5 là: F= 1174.5 (m2)
Tra sổ tay tìm suất chiếu sáng p0 (W/m2) cho PXSCCK => p0 =15 (W/m2) Công
suất chiếu sáng thành phần tác dụng:
Pcs = p0. F = 0,015.1174.5 = 17.62 (kW)
Qcs = 0 chọn loại thiết bị chiếu sáng: Đèn sợi đốt (cosφ = 1) b, Xác
định phụ tải động lực của toàn bộ phân xưởng sửa chữa cơ khí Tra
bảng chọn hệ số đồng thời Kdt = 0,8 P dl = K dt . = 187,83 (kW) = K dt . = 248,48 (kVAr)
Xác định PTTT của PXSCCK:
Ppx = Pdl + Pcs = 187,83 + 17,62= 205.45(kW) = + Qcs = 248,48 (kVAr) Spx= = 322,42 (kVA) Ipx = = 241,8 (A)
2.3. Xác định phụ tải tính toán của các phân xưởng còn lại
Công suất tác dụng động lực: Pđl = Knc. Pđặt (kW)
Công suất phản kháng động lực: Qđl = Pđl. tanφđl (kVAr)
Công suất tác dụng chiếu sáng: Pcs = p0. F, p0 = 15 (W/m2) 15
Công suất phản kháng chiếu sáng: Qcs = 0
Công suất tác dụng của phân xưởng: Ppx = Pđl + Pcs (kW)
Công suất phản kháng của phân xưởng: Qpx = Qđl (kVAr)
Công suất toàn phần của phân xưởng: Spx = (kVA) 16
Bảng 2.7. Phụ tải tính toán toàn nhà máy Pđặt Fpx P0 Pđl Qđl Pcs Ppx Qpx Spx TT Tên Knc cos PX φ kW m2 W/ m2 kW kVA r kW kW kVA r kVA PX 1 luyện 4000 4800 0.6 0.8 15 2400 1800 72 2472 1800 3058 gang PX lò 2 Marti 3500 3463 0.6 0.8 15 2100 1575 52 2152 1575 2667 n PX máy 3 cán 2000 1296 0.6 0.8 15 1200 900 19.5 1219.5 900 1515.6 phôi tấm PX 4 cán 2800 4536 0.6 0,8 15 1680 1260 68 1748 1260 2154.8 nóng PX 5 cán 3000 1580 0.6 0.8 15 1800 1350 23.7 1823.7 1350 2416 nguôi 6 PX tôn 2500 4131 0.6 0.8 12 1500 1125 49.6 1549.6 1125 1915 PX sửa 232.6 7 chữa - 1174. 5 - 0.6 12 192.7 7 4 17.6 205.45 248. 48 322.42 cơ khí 8 Trạm bơm 1000 1296 0.8 0.7 12 800 816.2 15.6 815.6 816. 2 1153.9 9 Ban 320 2592 0,8 0.8 20 256 1158. 51.9 307.9 158. 346.4 quản 5 7 7 lý và phòng thiết kế Tổng 12295 9234 17
2.4. Xác định phụ tải tính toán của toàn nhà máy-biểu đồ phụ tải
2.4.1. Xác định phụ tải tính toán của toàn nhà máy
Lấy hệ số đồng thời của nhà máy, Kdt = 0,8 PNM
= Kdt = 0,8. 12295 = 9836 (kW) 9
QNM = Kdt . ∑Qpxi = 0,8 . 9234 = 7387 (kVAr) i=1 SNM = 12301(kVA)
Hệ số công suất: cosφNM = = 0,8
2.4.2. Bảng tổng kết phụ tải tính toán của toàn nhà máy
Bán kính vòng tròn biểu đồ phụ tải của phụ tải được xác định theo công thức R =
Góc phụ tải chiếu sáng nằm trong biểu đồ xác định: αcs =
Lấy m = 4 kVA/mm2 - tỷ lê x ̣ ích
Bảng 2.8. Tọa độ tâm và bán kính của các phân xưởng Ppx Tâm PX TT Tên phân xưởng Pcs αcs (◦) (kW) (kW) Spx (kVA) X (cm) Y (cm) 1 PX luyện gang 72 2472 1800 10.2 4 10.5 2 PX lò Martin 52 2152 1575 10 1.6 8.7 3 PX máy cán phôi tấm 19.5 1219.5 900 6.1 2 5.8 4 PX cán nóng 68 1748 1260 5.8 3.4 14 5 PX cán nguôi 23.7 1823.7 1350 2.4 3.6 4.7 6 PX tôn 49.6 1549.6 1125 5.9 5.9 11.5 7 PX sửa chữa cơ khí 17.6 205.45 248.48 2.1 4.9 32.9 8 Trạm bơm 15.6 815.6 816.2 10.5 6.1 6.9 9
Ban quản lý và phòng thiết kế 51.9 307.9 158.7 3 0.9 60.7
Tâm phụ tải của nhà máy được xác định như sau: 18 0(y0) = x x0 = 7.2 y0 = 3.5
Di chuyển tâm phụ tải ra cho trống là: x0 = 7.8 y0 = 3.57 19
Tài liệu liên quan:
-

Bài tập lớn Thiết kế cung cấp điện cho Nhà máy Luyện kim mầu môn Hệ thống cung cấp điện | Đại học Bách Khoa Hà Nội
27 14 -

Quản lý bộ nhớ trong Hệ điều hành - Chương 4 HĐH
54 27 -

Giải Pháp Kỹ Thuật và Quản Lý Công Trình | Môn Hệ thống điện - Đại học Bách Khoa Hà Nội
56 28 -

Hệ thống điện mặt trời áp mái | Môn Hệ thống điện - Đại học Bách Khoa Hà Nội
58 29 -
Báo cáo Phân tích ngắn mạch bằng ETAP môn Hệ thống điện | Trường Đại học Bách Khoa Hà Nội
106 53