Báo cáo bài tập lớn môn Giải tích - 2
Báo cáo bài tập lớn môn Giải tích - 2 giúp sinh viên tham khảo, ôn luyện và phục vụ nhu cầu học tập của mình cụ thể là có định hướng ôn tập và làm bài tốt trong những bài kiểm tra, bài tiểu luận, bài tập kết thúc học phần, từ đó học tập tốt và có kết quả cao. Mời bạn đọc đón xem!
Môn: Giải tích 44 tài liệu
Trường: Trường Đại học Bách khoa - Đại học Quốc gia Thành phố Hồ Chí Minh 721 tài liệu
Tác giả:







Preview text:
lOMoARcPSD| 36667950 MỤC LỤC
BÀI 1: KIỂM TRA SAI SỐ HÌNH DÁNG CHI TIẾT TRỤ TRƠN TRONG MẶT
CẮT NGANG VÀ MẶT CẮT DỌC ............................................................................ 1
1. Mục đích thí nghiệm .......................................................................................... 1
2. Dụng cụ và thiết bị đo ........................................................................................ 1
3. Các bước tiến hành ............................................................................................. 1
4. Đánh giá và nhận xét kết quả đo ........................................................................ 4
BÀI 2: ĐO ĐỘ ĐẢO HƯỚNG TÂM VÀ ĐỘ ĐẢO MẶT ĐẦU CỦA HÌNH TRỤ
TRƠN ............................................................................................................................. 5
1. Mục đích thí nghiệm .......................................................................................... 5
2. Dụng cụ và thiết bị đo ........................................................................................ 5
3. Các bước tiến hành ............................................................................................. 5
4. Số liệu................................................................................................................. 5
BÀI 3: ĐO VÀ KIỂM TRA ĐỘ THẲNG, ĐỘ PHẲNG VÀ ĐỘ VUÔNG GÓC .... 8
1. Mục đích thí nghiệm .......................................................................................... 8
2. Dụng cụ và thiết bị đo ........................................................................................ 8
3. Các bước tiến hành ............................................................................................. 8
4. Số liệu............................................................................................................... 10
5. Đánh giá kết quả .............................................................................................. 10
BÀI 4: XÁC ĐỊNH KÍCH THƯỚC MẪU ................................................................ 12
1. Mục đích thí nghiệm ........................................................................................ 12
2. Dụng cụ và thiết bị đo ...................................................................................... 12
3. Các bước tiến hành ........................................................................................... 12
4. Số liệu............................................................................................................... 13 lOMoARcPSD| 36667950
5. Đánh giá kết quả .............................................................................................. 14
BÀI 5: ĐO LỖ CÔN THEO PHƯƠNG PHÁP ĐO GIÁN TIẾP ........................... 14
1. Mục đích thí nghiệm ........................................................................................ 14
2. Dụng cụ và thiết bị đo ...................................................................................... 14
3. Phương pháp đo lỗ côn gián tiếp thông qua bi cầu .......................................... 15
4. Các bước tiến hành thí nghiệm ........................................................................ 16
5. Bảng số liệu ...................................................................................................... 16
6. Xử lí số liệu và đánh giá kết quả ...................................................................... 17
BÀI 6: ĐO ĐỘ ĐẢO VÀNH RĂNG .......................................................................... 20
1. Mục đích thí nghiệm ........................................................................................ 20
2. Dụng cụ và thiết bị đo ...................................................................................... 20
3. Các bước tiến hành ........................................................................................... 20
4. Số liệu............................................................................................................... 21
5. Đánh giá và nhận xét kết quả ........................................................................... 21
BÀI 10: ĐO BIẾN DẠNG SỬ DỤNG STRAIN GAGE ........................................... 23
1. Mục đích thí nghiệm ........................................................................................ 23
2. Dụng cụ và thiết bị đo ...................................................................................... 23
3. Các bước tiến hành ........................................................................................... 23
4. Số liệu............................................................................................................... 23
5. Đánh giá kết quả .............................................................................................. 24 DANH MỤC HÌNH ẢNH
Hình 1.1 Sơ đồ đo sai số hình dáng trong mặt cắt dọc..............................................1
Hình 1.2 Sơ đồ đo sai số hình dáng trong mặt cắt ngang..........................................2 lOMoAR cPSD| 36667950
Hình 1.3 Sơ đồ đo độ đa cạnh...................................................................................4
Hình 2.1 Sơ đồ đo độ đảo hướng tâm và độ đảo mặt đầu hình trụ trơn.....................5
Hình 3.1 Sơ đồ kiểm tra độ thẳng và độ phẳng.........................................................8
Hình 3.2 Sơ đồ kiểm tra độ thẳng và độ phẳng bằng đồng hồ so và bàn mép..........9
Hình 3.3 Chi tiết cần kiểm tra có yêu cầu độ vuông góc giữa các mặt.....................9
Hình 3.4 Kiểm tra độ vuông góc bằng eke và căn lá.................................................9
Hình 4.1 Chi tiết cần kiểm tra kích thước...............................................................13
Hình 5.1 Sơ đồ đo lỗ côn........................................................................................15
Hình 6.1 Sơ đồ đo...................................................................................................20 lOMoARcPSD| 36667950
DANH MỤC BẢNG BIỂU
Bảng 1.1 Sai số hình dáng trong mặt cắt dọc (đơn vị mm).......................................2
Bảng 1.2 Đo độ ô van (đơn vị mm)..........................................................................3
Bảng 1.3 Đo độ đa cạnh (đơn vị mm).......................................................................4
Bảng 2.1 Số liệu sau khi đo (đơn vị mm).................................................................6
Bảng 3.1 Kết quả sau khi đo (đơn vị mm)..............................................................10
Bảng 4.1 Kích thước chi tiết cần đo (đơn vị mm)...................................................13
Bảng 4.2 Số liệu so khi đo (đơn vị mm).................................................................14
Bảng 5.1 Số liệu sau khi đo....................................................................................17
Bảng 6.1 Bánh răng số hiệu (đơn vị mm)...............................................................21
Bảng 10.1 Kết quả sau khi đo.................................................................................23 lOMoARcPSD| 36667950
BÀI 1: KIỂM TRA SAI SỐ HÌNH DÁNG CHI TIẾT TRỤ TRƠN TRONG MẶT
CẮT NGANG VÀ MẶT CẮT DỌC
1. Mục đích thí nghiệm -
Biết cách sử dụng pan me, đồng hồ so. -
Biết cách kiểm tra sai số hình dáng của loại chi tiết điển hình là trụ trơn.
2. Dụng cụ và thiết bị đo - Bàn máp. - Pan me. - Khối V - Đồng hồ so.
3. Các bước tiến hành
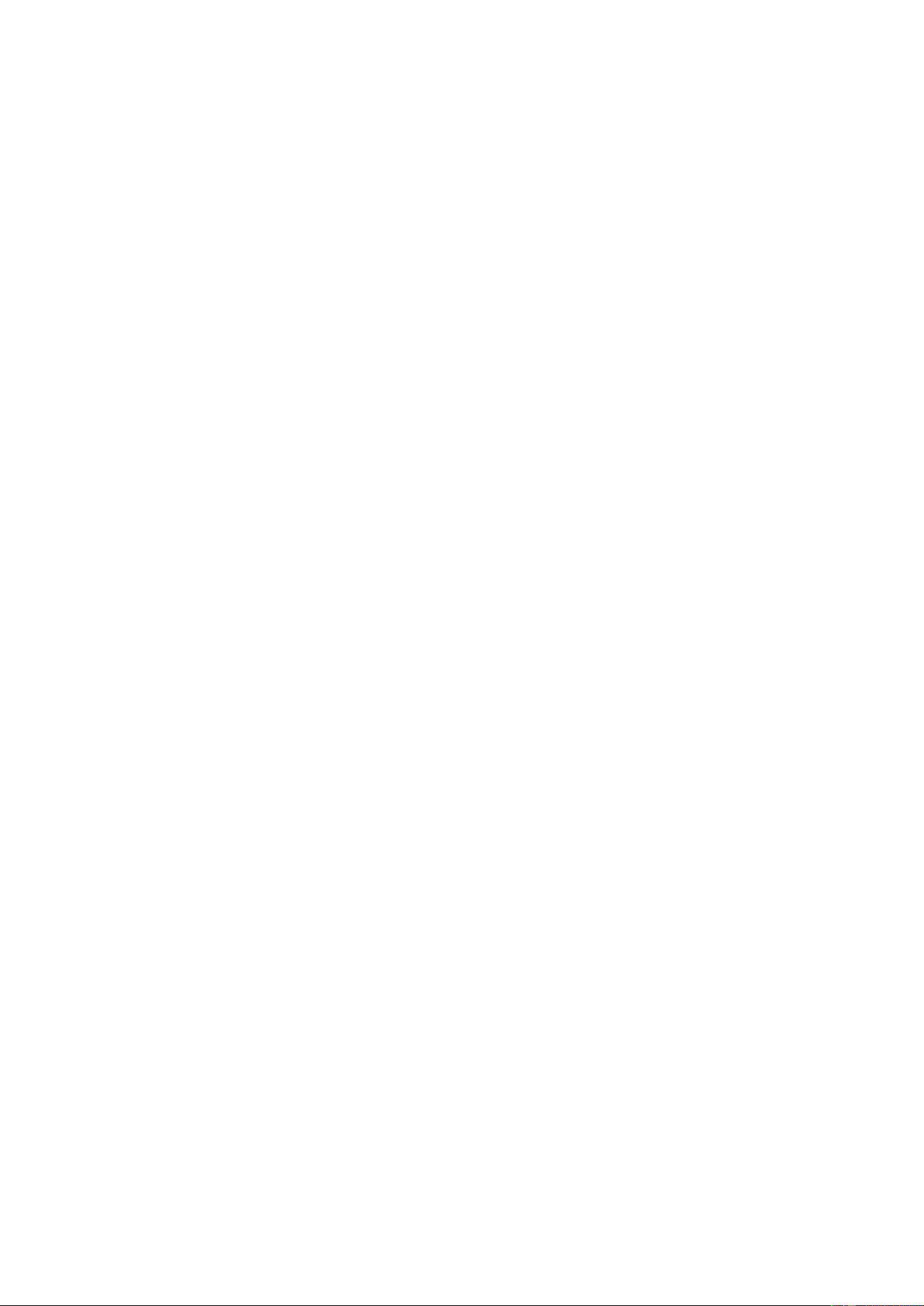
3.1. Đo sai số hình dáng trong mặt cắt dọc
Kiểm tra độ côn, độ tang trống (hoặc yên ngựa), độ cong sinh.
Hình 1.1 Sơ đồ đo sai số hình dáng trong mặt cắt dọc. -
Đánh dấu vị trí các tiết diện kiểm tra: I-I, II-II, III-III, hai tiết diện I-I và III-III cách mép 10mm. -
Đặt chi tiết lên bàn máp cho mũi đồng hồ so tiếp xúc với chi tiết, chỉnh không
cho đồng hồ hoặc đọc giá trị tại điểm A (của mặt cắt I-I). Sau đó trượt đồng hồ
đến điểm A của mặt cắt II-II, đọc xong một giá trị và trượt đến điểm A của mặt
cắt IIIIII, đọc một giá trị và ghi lại số liệu. -
Làm tương tự đối với các đường sinh khác bằng cách xoay chi tiết một góc 90o và góc 45o. lOMoARcPSD| 36667950
Bảng 1.1 Sai số hình dáng trong mặt cắt dọc (đơn vị mm). Chi tiết số 3 Mặt cắt I-I Mặt cắt II-II Mặt cắt III-III
AA’ BB’ CC’ AA’ BB’ CC’ AA’ BB’ CC’ Đường sinh thứ 1 0 0.05 0.12 Đường sinh thứ 2 0 0.04 0.11 Đường sinh thứ 3 0 0.04 0.12
Sai số về độ côn tại: -
Đường sinh thứ 1: ∆𝑐ô𝑐1= 0.12 − 0.05 = 0.07 (𝑐𝑐). -
Đường sinh thứ 1: ∆𝑐ô𝑐2= 0.11 − 0.04 = 0.07 (𝑐𝑐). -
Đường sinh thứ 1: ∆𝑐ô𝑐3= 0.12 − 0.04 = 0.08 (𝑐𝑐).
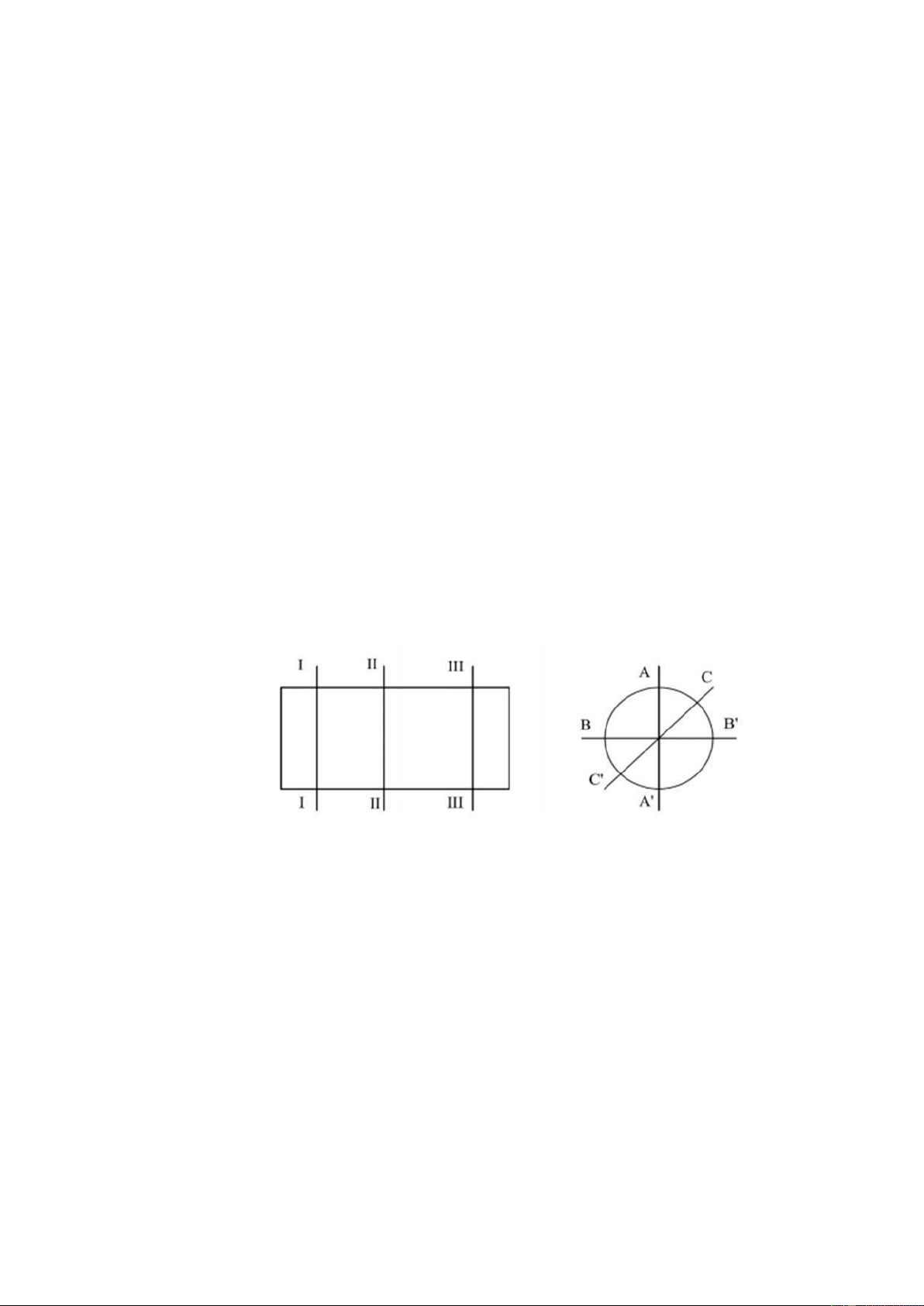
3.2. Đo sai số hình dáng trong mặt cắt ngang
3.2.1. Đo độ ô van -
Kiểm tra điểm “0” của pan me. -
Dùng pan me đo đường kính AA’; BB’; CC’; DD’
Hình 1.2 Sơ đồ đo sai số hình dáng trong mặt cắt ngang.
(Trong mỗi mặt cắt ngang chỉ đo ở hai cặp đường kính vuông góc với nhau)
Bảng 1.2 Đo độ ô van (đơn vị mm). Chi tiết số 3 AA’ BB’ CC’ DD’ Mặt cắt I-I 28.12 28.12 28.14 28.14 Mặt cắt II-II 28.32 28.32 28.34 28.32 lOMoARcPSD| 36667950 Mặt cắt III-III 28.20 28.18 28.18 28.18
Δ𝑐𝑐𝑐𝑐 = 𝑐𝑐𝑐𝑐 − 𝑐𝑐𝑐𝑐 (tại từng tiết diện) Tại mặt cắt I-I:
Δ𝑐𝑐𝑐𝑐𝑐 = 28.14 − 28.12 = 0.02 (𝑐𝑐) Tại mặt cắt II-II:
Δ𝑐𝑐𝑐𝑐𝑐𝑐 = 28.34 − 28.32 = 0.02 (𝑐𝑐) Tại mặt cắt III-III:
Δ𝑐𝑐𝑐𝑐𝑐𝑐𝑐 = 28.20 − 28.18 = 0.02 (𝑐𝑐)
Độ ovan của chi tiết ở mức chấp nhận được với Δ𝑐𝑐𝑐𝑐 = 0.02 (𝑐𝑐)
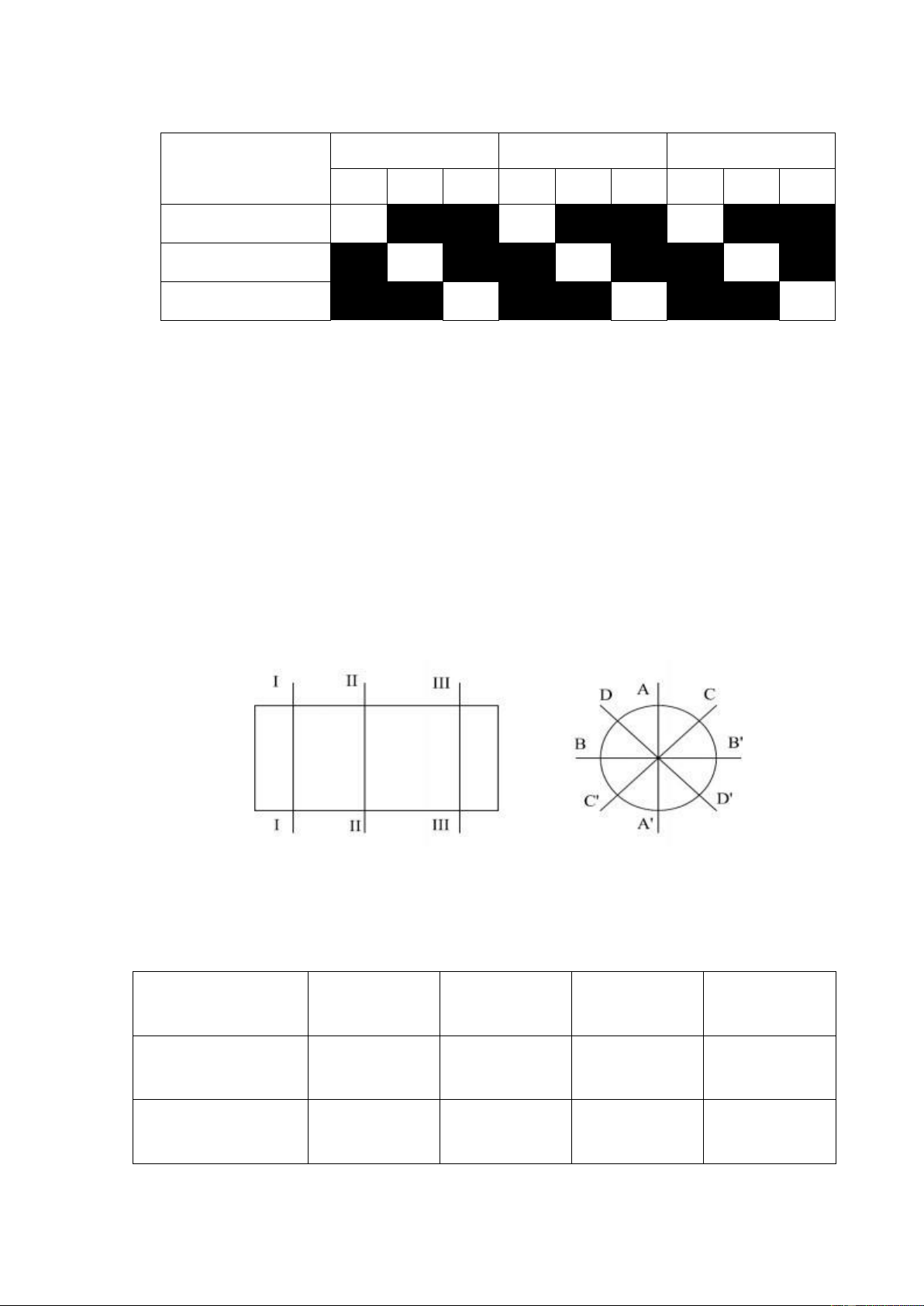
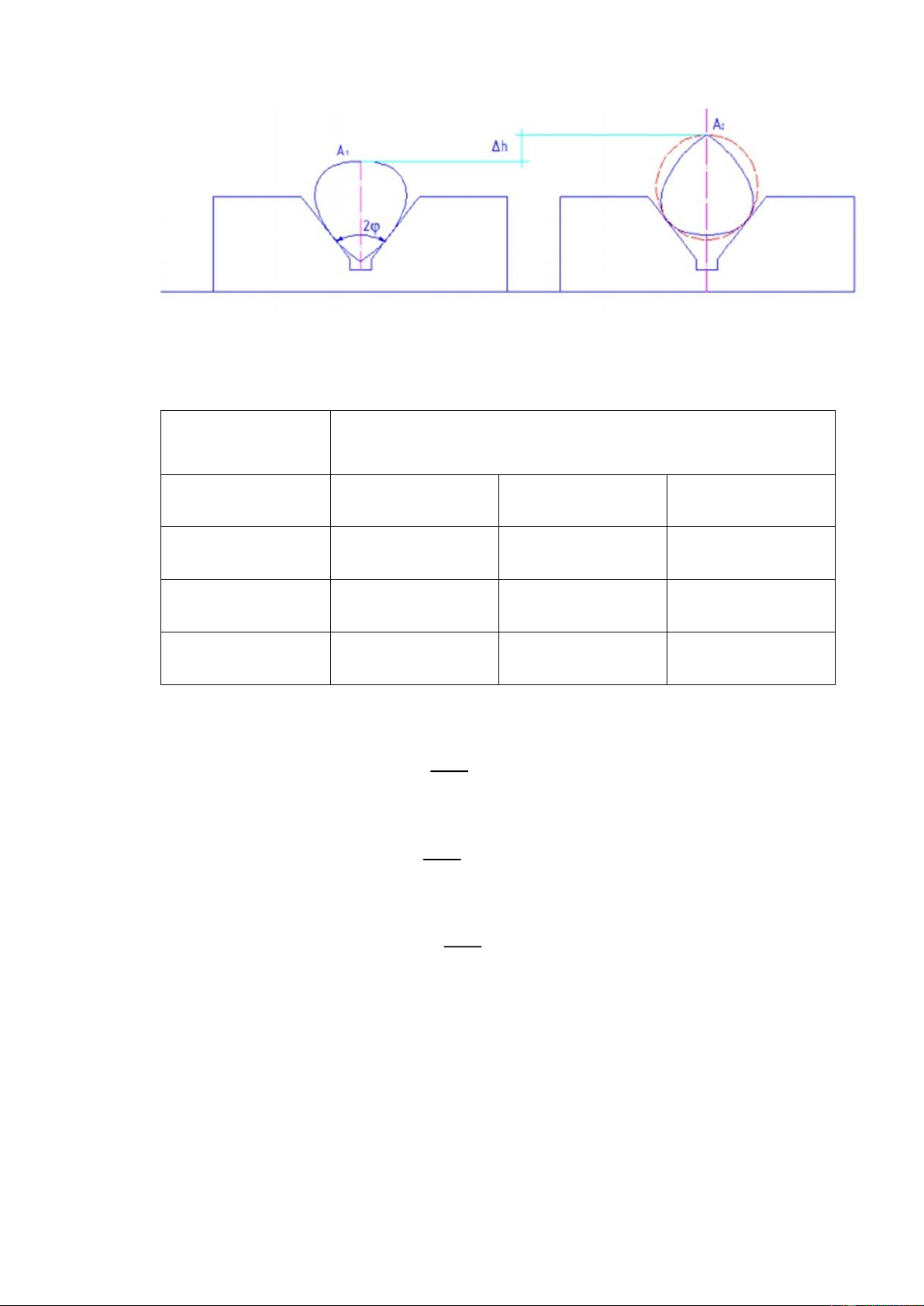
3.2.2. Đo độ đa cạnh -
Đặt chi tiết lên khối V và cùng đặt lên bàn máp. -
Đặt mũi đồng hồ so tiếp xúc với chi tiết tại điểm A1 sau đó xoay chi tiết đi 180o
tới điểm A2, hiệu 2 chỉ thị đó là Δh. Lượng Δh ngoài sự phụ thuộc số cạnh của
chi tiết, còn phụ thuộc góc 2φ của khối V. -
Nếu 2𝑐 = 60o thì độ đa cạnh là: Δℎ 𝑐ℎỉ 𝑐ℎị Δ𝑐 = 3 -
Nếu 2𝑐 = 90o & 120o thì độ đa cạnh là: Δℎ 𝑐ℎỉ 𝑐ℎị Δ𝑐 = 2 -
Tiến hành đo tại 3 mặt cắt (I-I, II-II, III-III) và mỗi mặt cắt đo tại các điểm AA’, B-B’, C-C’ lOMoARcPSD| 36667950
Hình 1.3 Sơ đồ đo độ đa cạnh.
Bảng 1.3 Đo độ đa cạnh (đơn vị mm). Chi tiết số 3
Trị số Δh tại các mặ t cắt Tiết diện đo I-I II-II III-III A-A’ 0.01 0.01 0.01 B-B’ 0.01 0 0.01 C-C’ 0 0 0.02
Khối V dùng để đo bảng trên có góc 2φ = 120o nên độ đa canh của chi tiết 0.01 Δ𝑐𝑐 = = 0.005 (𝑐𝑐) 2 0.01 Δ𝑐𝑐𝑐 = 2 = 0.005 (𝑐𝑐) 0.02 Δ𝑐𝑐𝑐𝑐 = = 0.01 (𝑐𝑐) 2
4. Đánh giá và nhận xét kết quả đo
Chi tiết được đo có độ tang trống, độ ovan với Δ𝑐𝑐𝑐𝑐 = 0.02 (𝑐𝑐) và độ đa cạnh.
Tổng quát, một chi tiết trụ trơn có thể có 5 loại sai số cơ bản theo mặt cắt dọc: độ
côn, độ tang trống hoặc yên ngựa, độ cong sin, chữ nhật và 3 loại sai số theo mặt cắt
ngang: độ tròn, độ ovan, độ đa cạnh trong mặt cắt ngang. lOMoARcPSD| 36667950
BÀI 2: ĐO ĐỘ ĐẢO HƯỚNG TÂM VÀ ĐỘ ĐẢO MẶT ĐẦU CỦA HÌNH TRỤ TRƠN
1. Mục đích thí nghiệm -
Biết sử dụng đồng hồ so và đồ gá đo. -
Biết kiểm tra sai số vị trí của hình trụ trơn.
2. Dụng cụ và thiết bị đo - Đồng hồ so. - Bàn máp.
3. Các bước tiến hành
Hình 2.1 Sơ đồ đo độ đảo hướng tâm và độ đảo mặt đầu hình trụ trơn. -
Gá chi tiết lên hai mũi tâm. -
Đặt đồ gá đồng hồ so lên bàn máp. -
Đặt mũi đồng hồ so tiếp xúc với bề mặt trục hoặc bề mặt đầu cần kiểm tra. -
Xoay chi tiết đi một góc 360˚. -
Đọc giá trị chỉ thị Max và Min khi xoay một góc 360˚. 4. Số liệu
Bảng 2.1 Số liệu sau khi đo (đơn vị mm). lOMoARcPSD| 36667950 Chi tiết số 3
Độ đảo mặt đầu
Độ đảo hướng tâm Max Min Mặt cắt 1 Mặt cắt 2 Mặt cắt 3 Max Min Max Min Max Min Lần 1 0.83 0.39 0.73 0.62 0.45 0.38 0.69 0.50 Lần 2 0.74 0.39 0.70 0.58 0.42 0.34 0.64 0.43 Lần 3 0.46 0.09 0.61 0.49 0.35 0.28 0.67 0.50 - Độ đảo mặt đầu:
𝑐1 = 𝑐𝑐𝑐 − 𝑐𝑐𝑐 = 0.83 − 0.39 = 0.44 𝑐𝑐
𝑐2 = 𝑐𝑐𝑐 − 𝑐𝑐𝑐 = 0.74 − 0.39 = 0.35 𝑐𝑐
𝑐3 = 𝑐𝑐𝑐 − 𝑐𝑐𝑐 = 0.46 − 0.09 = 0.37 𝑐𝑐 ⟹
Dung sai độ đảo mặt đầu của chi tiết là 0.01mm. Do đó chi tiết không đạt yêu cầu. - Độ đảo hướng tâm: 𝑐 + 𝑐 + 𝑐 = ̅𝑐 = 1 2 3 𝑐 𝑐ặ𝑐 𝑐ắ𝑐 𝑐 𝑐ặ𝑐 𝑐ắ𝑐 𝑐 3 - Dung sai độ Do đó:
(0.73 − 0.62) + (0.7 − 0.58) + (0.61 − 0.49) đảo hướng 3 = 0.117 𝑐𝑐. tâm
𝑐𝑐ặ𝑐 𝑐ắ𝑐 1 = (0.45 − 0.38) + (0.42 − 0.34) + (0.35 − 0.28) của 3 = 0.073 𝑐𝑐. 3 mặt
𝑐𝑐ặ𝑐 𝑐ắ𝑐 2 =
(0.69 − 0.5) + (0.64 − 0.43) + (0.67 − 0.5) đều là = 0.19 𝑐𝑐. 0.01
𝑐𝑐ặ𝑐 𝑐ắ𝑐 3 = 3 mm.
Do đó cả 3 mặt cắt đều không đạt yêu cầu. lOMoARcPSD| 36667950
Kết luận : Chi tiết này không đạt yêu cầu lOMoARcPSD| 36667950
BÀI 3: ĐO VÀ KIỂM TRA ĐỘ THẲNG, ĐỘ PHẲNG VÀ ĐỘ VUÔNG GÓC
1. Mục đích thí nghiệm -
Biết thực hiện cách đo và kiểm tra độ phẳng độ thẳng. -
Xác định được độ phẳng, độ thẳng. -
Biết cách kiểm tra độ vuông góc. -
Biết cách sử dụng đồng hồ so.
2. Dụng cụ và thiết bị đo - Bàn máp. - Thước rà thẳng. - Đồ gá đồng hồ so. - Êke vuông góc. -
Căn lá loại 0,05 – 1,0 mm.
3. Các bước tiến hành
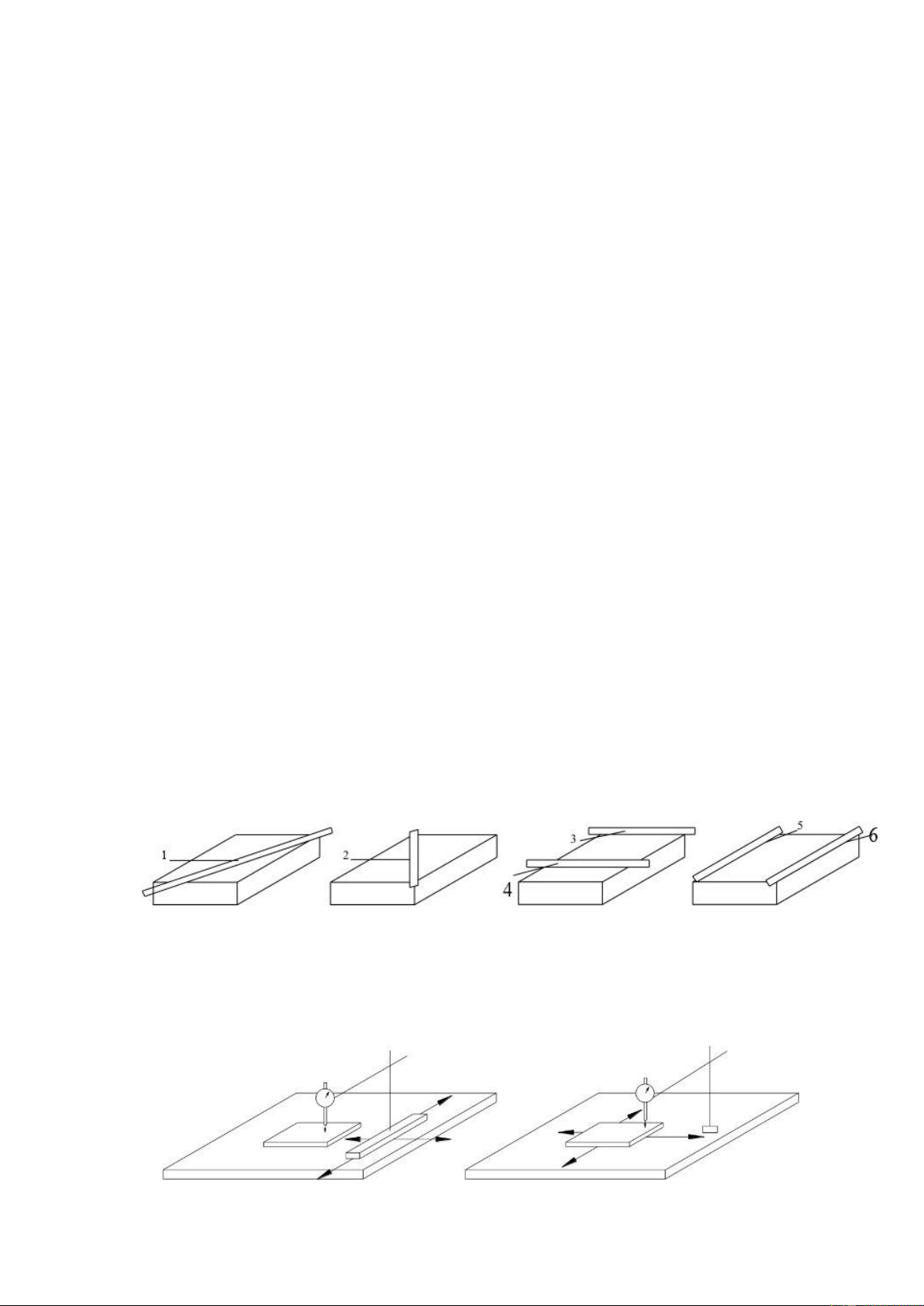
3.1. Kiểm tra độ thẳng và độ phẳng
Chi tiết hình hộp chữ nhật có kích thước (150x100x40) mm -
Cách 1: Sử dụng thước rà thẳng.
Hình 3.1 Sơ đồ kiểm tra độ thẳng và độ phẳng. -
Cách 2: Sử dụng bàn máp, đồng hồ so. lOMoARcPSD| 36667950
Hình 3.2 Sơ đồ kiểm tra độ thẳng và độ phẳng bằng đồng hồ so và bàn mép.
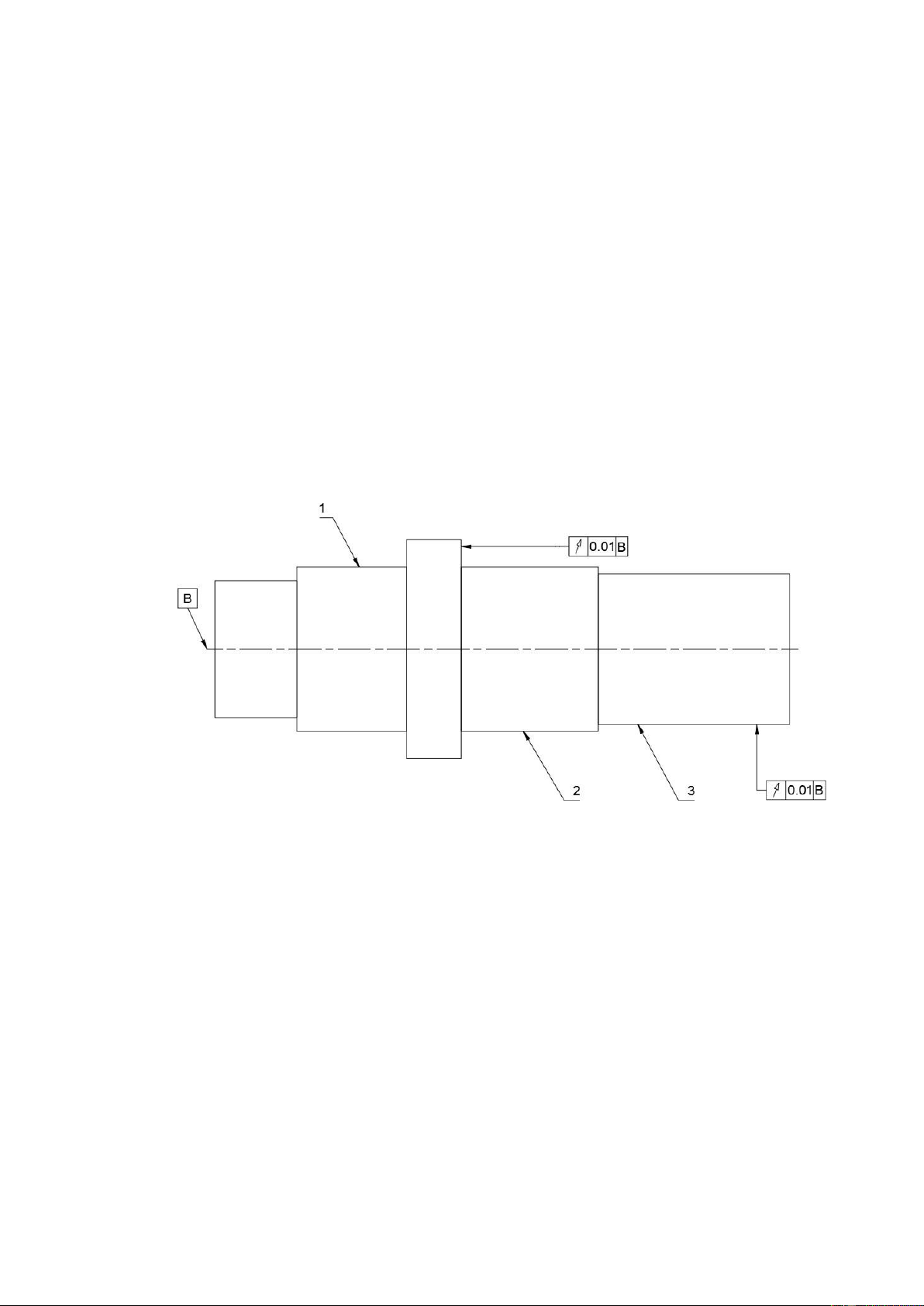
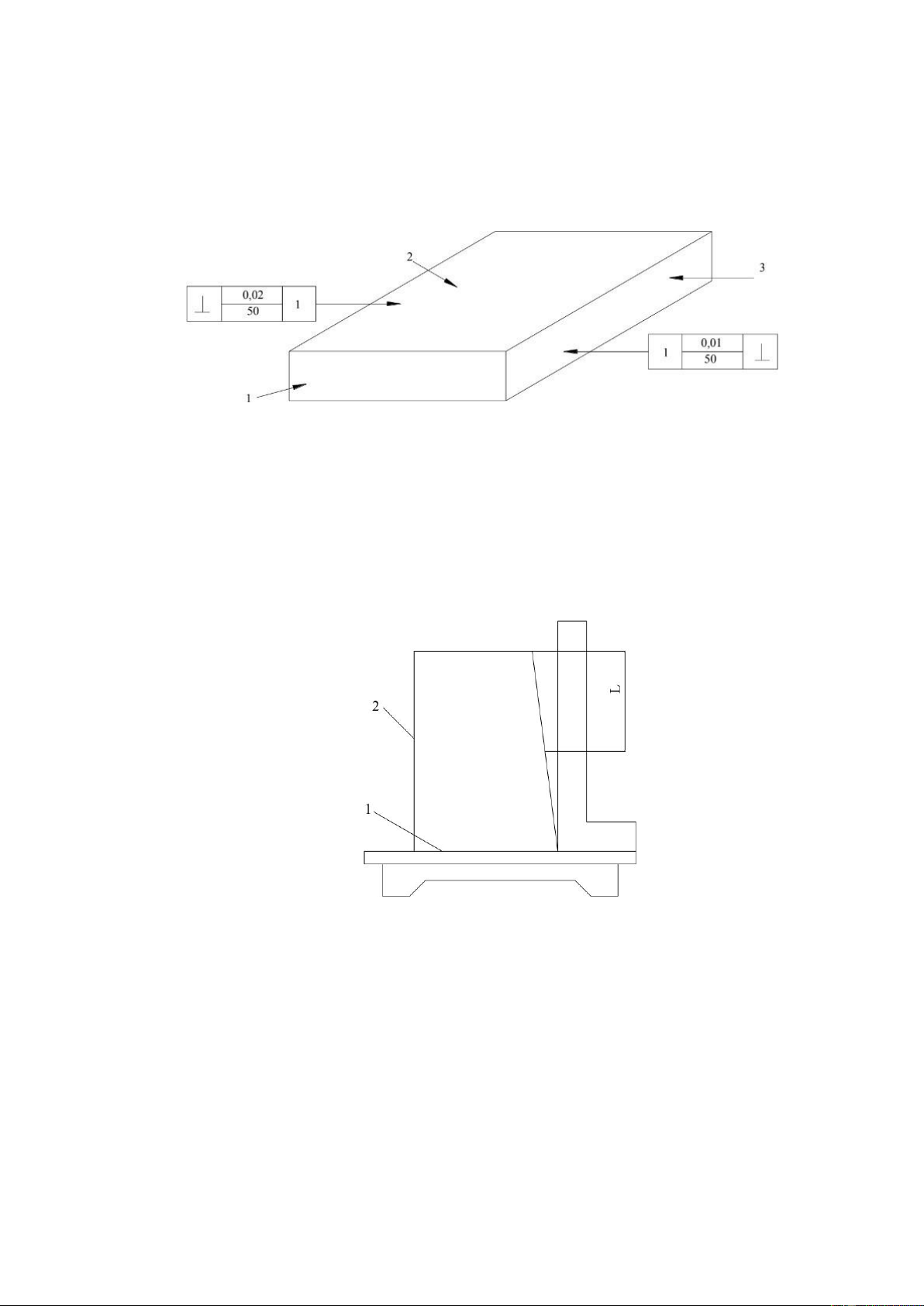
3.2. Kiểm tra độ vuông góc -
Chi tiết cần kiểm tra có yêu cầu độ vuông góc giữa các mặt.
Hình 3.3 Chi tiết cần kiểm tra có yêu cầu độ vuông góc giữa các mặt. -
Tiến hành đo độ vuông góc bằng cách dung eke và căn lá để xác định khe hở ∆min, ∆max. -
Thực hiện đo ba lần với các đoạn L như yêu cầu (50mm) ở các vị trí khác nhau.
Hình 3.4 Kiểm tra độ vuông góc bằng eke và căn lá. lOMoARcPSD| 36667950 4. Số liệu
Bảng 3.1 Kết quả sau khi đo (đơn vị mm). Chi tiết A 202 201 A Mặt số Đường 1 2 3 4 5 6 1 2 3 4 5 6 Dùng Độ thước và 0.130.13 0 0 0.1 0.130.03 0.03 0 0 0.090.10 Thẳng căn lá Dùng
đồng hồ 0.070.090.030.02 0.1 0.070.16 0.090.030.120.110.13 so Độ Thước Phẳng và căn 0.13 0.10 lá đồng hồ so 0.09 0.16
Mặt 1 vuông góc với mặt 4
Mặt 1 vuông góc với mặt 4 Độ Dùng Vuông căn lá Lần 1 Lần 2 Lần 3 Lần 1 Lần 2 Lần 3 Góc và Êke minmaxminmaxminmaxmin maxminmaxminmax 0.000.030.000.030.000.030.03 0.1 0.030.130.030.15
5. Đánh giá kết quả Độ thẳng: -
Ta thấy ở những đường khác nhau ta đo được những kết quả khác nhau. -
Kết quả đo khi dùng thước và căn lá so với dùng đồng hồ so sẽ cho những kết quả
khác nhau giữa các đường. Ta thấy kết quả đo khi dùng đồng hồ so sẽ cho kết quả
chi tiết hơn và chính xác hơn so với dùng căn lá. Độ phẳng: -
Độ phẳng của mặt phẳng chính là độ không thẳng lớn nhất. -
Kết quả đo bằng hai phương pháp dùng căn lá và thước so với dùng đồng hồ so
cho kết quả có sự sai lệch. lOMoARcPSD| 36667950 -
Kết quả khi dùng đồng hồ so sẽ cho kết quả chính xác hơn so với dùng thước và căn lá. Độ vuông góc: -
Chi tiết 202A: ∆= (0.03−0)+(0.03−03)+(0.03−0) = 0.03 𝑐𝑐. -
Chi tiết 201A: ∆= (0.1−0.03)+(0.13−0.033 )+(0.15−0.03) = 0.097 𝑐𝑐.
Dung sai độ vuông góc giữa mặt 1 và mặt 4 là 0.02 → chi tiết không đạt yêu cầu. lOMoARcPSD| 36667950
BÀI 4: XÁC ĐỊNH KÍCH THƯỚC MẪU
1. Mục đích thí nghiệm -
Biết sử dụng đồng hồ so. -
Biết sử dụng các loại mẫu đo. -
Biết lựa chọn mẫu và bảo quản mẫu.
2. Dụng cụ và thiết bị đo - Đồng hồ so. -
Bộ gá đồng hồ so có mặt phẳng chuẩn.
3. Các bước tiến hành
3.1. Nguyên tắc tổ hợp mẫu -
Ghép các mẫu có sẵn với nhau để đo được kích thước mong muốn. -
Khi ghép: lau sạch, xoa 2 mặt làm việc nhẹ nhàng lên nhau. -
Các kích thước lớn đặt xuống dưới, ghép trước, mặt số quay sang trái, các mẫu
nhỏ ghép sau, mặt số quay lên trên. -
Số mẫu ghép cần ít hơn 4 khi dùng bộ 87 mẫu, ít hơn 5 khi dùng bộ 42 mẫu.
Cách tính toán chọn mẫu ghép kích thước: -
Chọn trong hộp mẫu, kích thước mẫu lớn nhất có thể thỏa mãn chữ số lẻ nhỏ nhất
của kích thước yêu cầu. -
Lập hiệu giữa kích thước yêu cầu với kích thước mẫu vừa chọn, ta được kích thước
yêu cầu lần 2. Tiếp tục như 2 bước này đến khi hết kích thước yêu cầu.
Sử dụng và bảo quản mẫu đo: -
Mẫu sau khi dùng xong cần rửa bằng xăng, cồn, ête, lau khô rồi tráng một lớp mỡ
trung tính mỏng, rồi cất trong hộp kín, để nơi khô ráo. -
Khi dùng mẫu tránh để va chạm, cọ xát nhiều. -
Tránh tuyệt đối cầm tay lên bề mặt làm việc của mẫu. lOMoARcPSD| 36667950 -
Khi đo xong tách tất cả mẫu ra bằng cách đẩy nhẹ nhàng từng tấm ra.
3.2. Các bước thực hiện -
Dựa vào kích thước cần kiểm tra, tổ hợp các kích thước mẫu đo sao cho bằng đúng
kích thước cần kiểm tra.
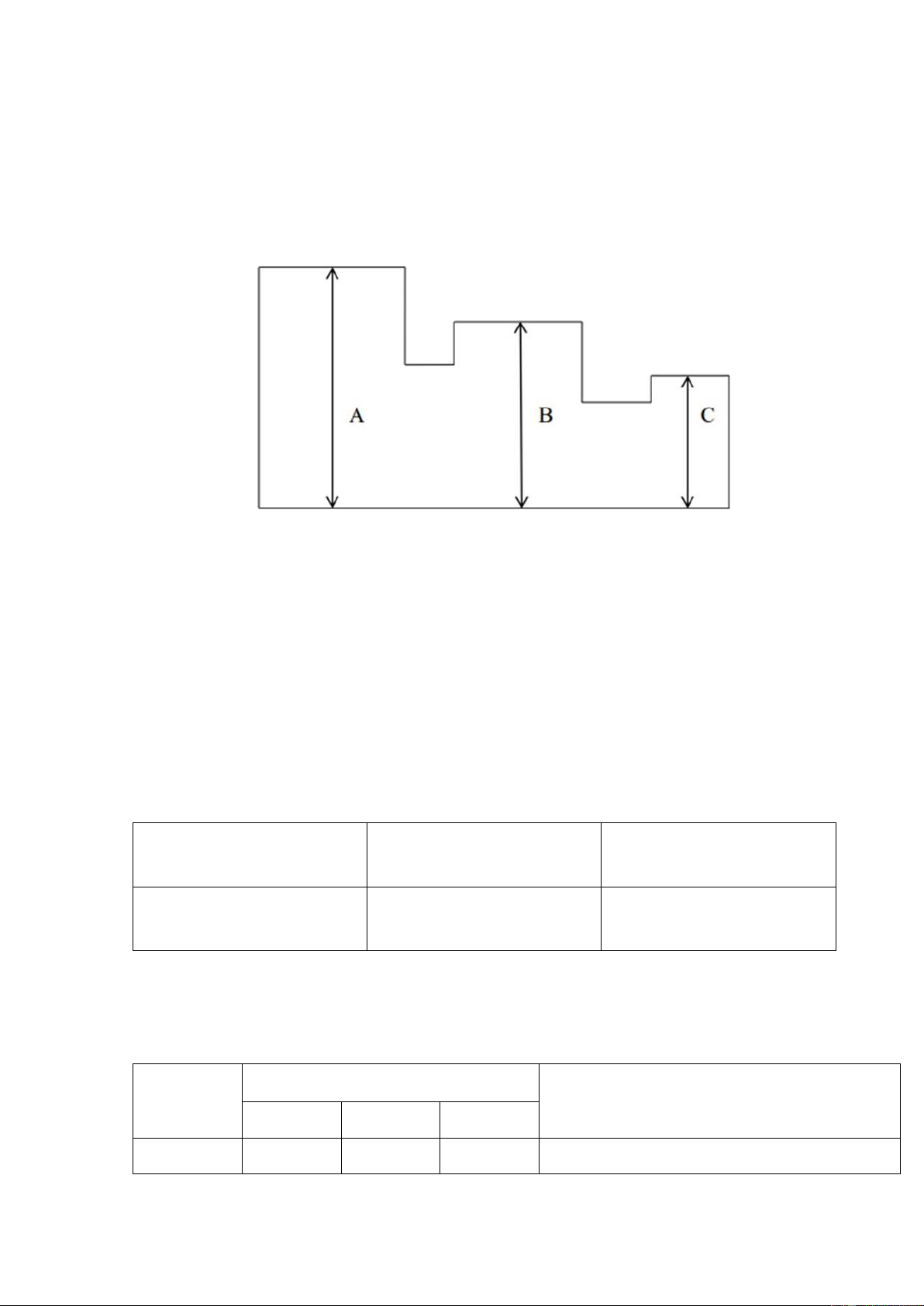
Hình 4.1 Chi tiết cần kiểm tra kích thước. -
Đặt căn mẫu lên bàn gá đồng hồ so. -
Cho đồng hồ so tiếp xúc với tập căn mẫu kích thước, đọc giá trị trên đồng hồ so. -
Giữ nguyên vị trí đồng hồ so, bỏ tập căn mẫu kích thước ra và đặt chi tiết cần kiểm
tra vào. Đọc chỉ số trên đồng hồ so. -
Hiệu số chỉ giữa 2 lần đo là sai số kích thước mẫu so với kích thước cần kiểm tra.
Chi tiết được kiểm tra là chi tiết số 6 với các kích thước
Bảng 4.1 Kích thước chi tiết cần đo (đơn vị mm). A B C 69.860 60.022 50.060
(Độ chính xác của kích thước 𝑐±0.04, 𝑐±0.05, 𝑐±0.06) 4. Số liệu
Bảng 4.2 Số liệu so khi đo (đơn vị mm). Chi tiết số Sai số
Các căn mẫu tổ hợp theo yêu cầu A B C Lần 1 0.05 0.10 0.03
𝑐 = 60 + 7 + 1.8 + 1.06 = 69.86 lOMoARcPSD| 36667950 Lần 2 0.05 0.11 0.03
𝑐 = 40 + 18 + 1.03 + 0.992 = 60.022 Lần 3 0.04 0.11 0.04
𝑐 = 40 + 7 + 1.9 + 1.16 = 50.06 Lần 4 0.06 0.10 0.03 Lần 5 0.05 0.11 0.04
Sai số tại kích thước A:
0.05 + 0.05 + 0.04 + 0.06 + 0.05 Δ𝑐 =
= 0. 05(𝑐𝑐) > 0.04(𝑐𝑐). 5
Sai số tại kích thước B:
0.10 + 0.11 + 0.11 + 0.10 + 0.11 Δ𝑐 =
= 0.106 (𝑐𝑐) > 0.05(𝑐𝑐). 5
Sai số kích thước tại C:
0.03 + 0.03 + 0.04 + 0.03 + 0.04 Δ𝑐 =
= 0. 034(𝑐𝑐) < 0.06(𝑐𝑐) 5
5. Đánh giá kết quả
Từ số liệu tính toán từ bảng đo, các mặt A, B đều vượt quá miền dung sai cho phép
nên không đạt yêu cầu. Còn mặt C nhỏ hơn miền dung sai cho phép nên đạt yêu cầu.
Kết quả đó có sai số là do quá trình ghép các mẫu với nhau có thể còn khe hở giữa
các mẫu, do lau mẫu chưa sạch và thao tác ghép chưa thành thạo.
BÀI 5: ĐO LỖ CÔN THEO PHƯƠNG PHÁP ĐO GIÁN TIẾP
1. Mục đích thí nghiệm -
Tìm hiểu sơ bộ kết cấu máy dựa trên nguyên tắc quang cơ, biết sử dụng máy để đo kích thước ngoài. -
Nắm được nguyên tắc dùng bi cầu để đo lỗ côn.
2. Dụng cụ và thiết bị đo - Máy Đờ Lin Nô Mét: lOMoARcPSD| 36667950
• Là một loại máy đo kiểu cơ khí – quang học, dùng để đo kích thước thẳng
(đường kính, chiều dài).
• Kích thước của chi tiết đo được bằng hiệu số giữa hai số đọc ứng với vị trí của
đầu đo khi tiếp xúc với chi tiết và với bàn đo.
• Cách đọc kết quả đo: quay bản phẳng sao cho vạch của thước chính nằm vào
chính giữa đường xoắn kép gần nó nhất; phần nguyên milimet được đọc theo
thước chính, phần mười milimet được đọc dựa trên số vạch ở phía trên vạch
đã đọc phần nguyên milimet của thước chính; phần tram và phần nghìn milimet
được đọc theo thước tròn (đọc theo kim chỉ cố định trên bản phẳng). - Thước Panme. -
2 viên bi cầu có đường kính khác nhau (1 bi lớn, 1 bi nhỏ).
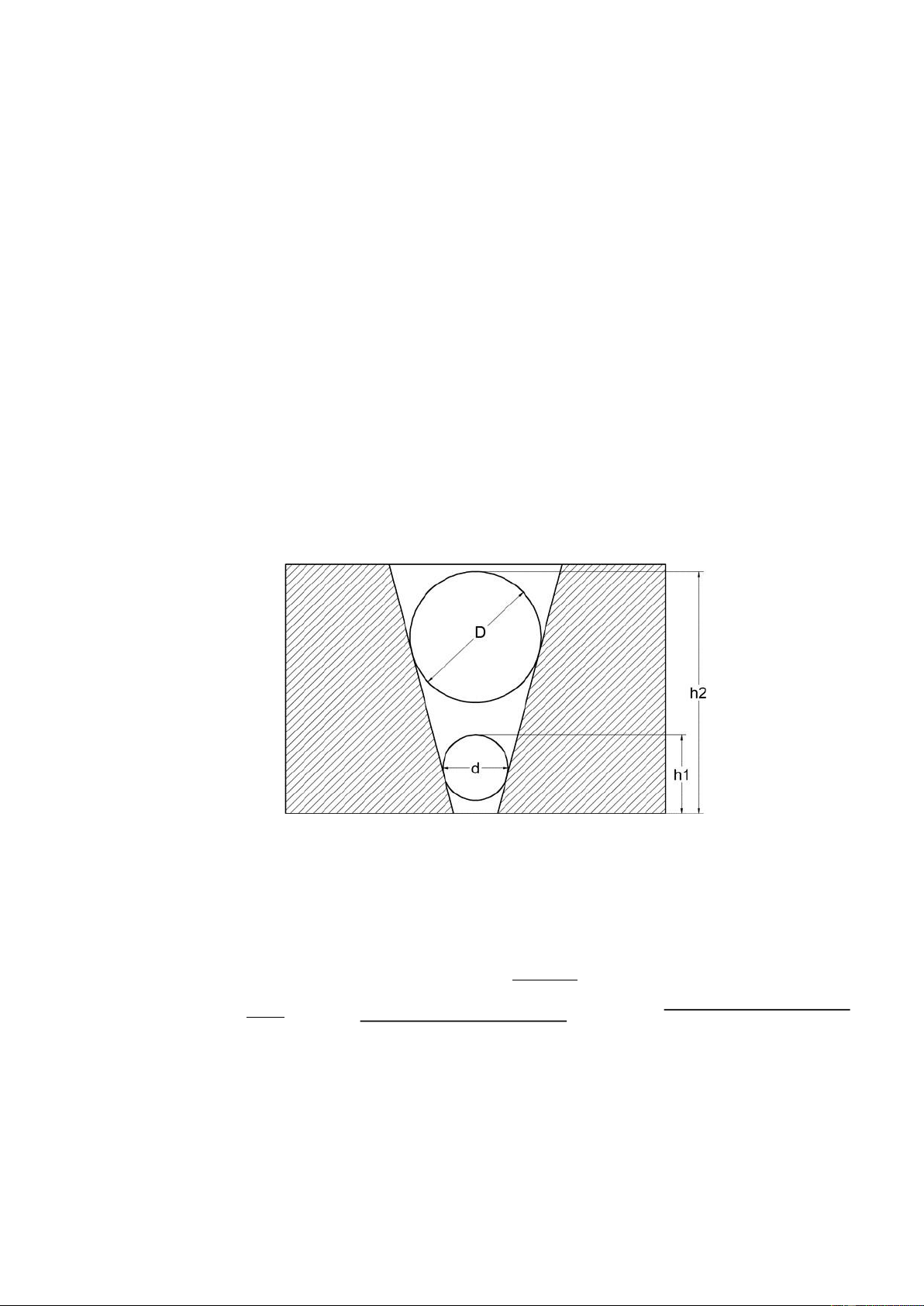
3. Phương pháp đo lỗ côn gián tiếp thông qua bi cầu
Hình 5.1 Sơ đồ đo lỗ côn. -
Để xác định góc của lỗ côn, ta có phương trình gián tiếp là: 𝑐̅ − 𝑐̅ − 𝑐 𝑐̅ −
𝑐 = 𝑐𝑐𝑐𝑐𝑐𝑐 𝑐̅
𝑐̅ − 𝑐 = 𝑐𝑐𝑐𝑐𝑐𝑐 𝑐̅
2𝑐 = 𝑐𝑐𝑐𝑐𝑐𝑐 − ℎ) − ( )] 2(ℎ −2 ℎ ) − (𝑐1 ̅ − 𝑐̅) 2 [(ℎ 2 1 2 Trong đó: lOMoARcPSD| 36667950
h1, h2 – kích thước đo từ hai đỉnh viên bi tới mặt chuẩn.
D, d – đường kính viên bi lớn và nhỏ.
L – khoảng cách tâm của hai viên bi.
α – góc côn trong của chi tiết.
4. Các bước tiến hành thí nghiệm -
Đo kích thước mỗi viên bi, xác định D, d, σD, σd (mỗi bi đo 5 lần) ∑5 (𝑐 − 𝑐̅)2 𝑐𝑐 -
Đặt chi tiết có lỗ côn cần kiểm tra lên bàn chi tiết của máy đo. Bỏ viên bi thứ nhất
vào, thả đầu đo xuống, đọc được chỉ số h1 (tiến hành đo 5 lần). -
Lấy viên bi thứ nhất ra, cho viên bi thứ hai vào, đưa đầu đo xuống, đọc được trị
số h2 (tiến hành đo 5 lần). -
Tính toán gốc côn đo, xử lý các số liệu, tính sai số phương pháp đo. 5. Bảng số liệu
Bảng 5.1 Số liệu sau khi đo. Thông số Lần 1 Lần 2 Lần 3 Lần 4 Lần 5 Trung bình D (mm) 31.40 31.41 31.42 31.41 31.39 31.406 d (mm) 23.77 23.76 23.77 23.78 23.78 23.772 h1 (mm) 24.775 24.875 24.875 24.875 24.873 24.855 h2 (mm) 58.469 58.569 58.569 58.469 58.369 58.489 lOMoARcPSD| 36667950
6. Xử lí số liệu và đánh giá kết quả
6.1. Xử lí số liệu -
Tính toán góc côn do, xử lý các số liệu, tính toán sau số phương pháp đo: ̅̅D − d̅ α̅ = arcsin D̅ − d̅ 2 [(h̅2 − h̅1) − ( 2 )] 31.406 − 23.772
= arcsin 31.406 − 23.772 = 7.3549° 2 [(58.489 − 24.855) − ( 2 )] 1 1 L = (h − h) −
(D̅ − d̅) = (58.489 − 24.855) − (31.406 − 23.772) 2 1 2 2 = 29.817 𝑐𝑐 -
Sai số của các phép đo: ̅ 𝑐𝑐 = 0.0114 (𝑐𝑐) ̅ 𝑐𝑐 = 0.0084 (𝑐𝑐) 𝑐 = 0.0445 (𝑐𝑐) 𝑐 = 0.0837(𝑐𝑐) - Sai số của góc côn đo:
𝑐𝑐̅ = √𝑐 2 ( 𝑐𝑐 )2 + 𝑐 2 ( 𝑐𝑐 )2 + 𝑐2 ( 𝑐𝑐 )2 + 𝑐2 ( 𝑐𝑐 )2 𝑐 𝑐𝑐 𝑐 𝑐𝑐 ℎ1 𝑐ℎ1 ℎ2 𝑐ℎ2 Với: lOMoARcPSD| 36667950 𝑐𝑐 1 ℎ 2− ℎ 1 1 58.489 − 24.855 𝑐𝑐 ̅ ̅ 𝑐𝑐 = 0.0191 58.489 − 24.855 ̅ ̅ = −0.0191 𝑐𝑐
𝑐ℎ1 = 1 . 𝑐̅ − 𝑐̅ = 1 . 31.406 − 23.772 𝑐 29.817 √4𝑐 − (𝑐− 𝑐)2
√4. 29.8172 − (31.406 − 23.772)2 2 ̅ ̅ = 0.0043 𝑐𝑐 1 𝑐̅ − 𝑐 1 31.406 − 23.772 𝑐ℎ 2
√4𝑐2 − (𝑐̅ − 𝑐̅)
√4. 29.817 − (31.406 − 23.772)2 Vậy: = −0.0043 𝑐𝑐̅
= √0.01142(0.0191)2 + 0.00842(−0.0191)2 + 0.04452(0.0043)2 + 0.08372(−0.0043)2 lOMoARcPSD| 36667950
= 0.000489(𝑐𝑐𝑐) = 0.0280
*Vậy kết quả thí nghiệm là:
α = α̅ ± σ̅α = 7.3549° ± 0.028°
6.2. Đánh giá kết quả -
Kết quả đo được đạt đến độ chính xác tương đối (sai số tương đối nhỏ). -
Mặt khác, do phép đo là phép đo gián tiếp nên sai số của kết quả phụ thuộc vào
các sai số của các phép đo khác nhau. lOMoARcPSD| 36667950
BÀI 6: ĐO ĐỘ ĐẢO VÀNH RĂNG
1. Mục đích thí nghiệm -
Biết cách đo độ đảo hướng tâm nói chung, trên cơ sở đo độ đảo vành răng. -
Là một trong các yếu tố quan trọng về độ chính xác động học của bánh răng. -
Biết xử lý về đầu đo khi gặp bề mặt phức tạp.
2. Dụng cụ và thiết bị đo -
Một bánh răng có m = 2 ÷ 3; z = 18 ÷ 25. - Đồng hồ so 0,01mm. - Đồ gá đồng hồ so. - Bàn máp. - Đồ gá chống tâm. -
Một trục gá mài có độ ô van 0,005 và lắp xít với lỗ răng. -
Một con lăn có kích thước thích hợp.
3. Các bước tiến hành 3.1. Sơ đồ đo
Hình 6.1 Sơ đồ đo. lOMoARcPSD| 36667950 3.2. Cách đo -
Chọn con lăn có đường kính sao cho tiếp điểm của nó với profile răng tại đường
ăn khớp. Chiều dài con lăn bằng khoảng 3 lần đường kính của nó để ổn định khi đặt vào rãnh răng. -
Đặt con lăn vào một rãnh bất kỳ. -
Đồng hồ so với đầu đo lưỡi dao (dễ đo hơn) tại vòng tâm trục gá. -
Quay nhẹ trục gá quanh đầu đồng hồ và ghi chỉ số cao nhất là Ri. -
Lắp lại cho từng rãnh đến hết chu vi bánh răng. 4. Số liệu
Số răng 𝑐 = 18 răng, đường kính 𝑐 = 59.5 𝑐𝑐, bề rộng răng 𝑐 = 18.1 𝑐𝑐
Bảng 6.1 Bánh răng số hiệu (đơn vị mm) STT Gá trị R STT Giá trị R 1 0.07 10 0.08 2 0.12 11 0.13 3 0.12 12 0.12 4 0.14 13 0.13 5 0.11 14 0.12 6 0.06 15 0.07 7 0.05 16 0.02 8 0.03 17 0.02 9 0.07 18 0.04
5. Đánh giá và nhận xét kết quả -
Độ đảo hướng tâm: 𝑐𝑐𝑐𝑐 − 𝑐𝑐𝑐𝑐 = 0.14 − 0.02 = 0.12 (𝑐𝑐). Trong đó:
𝑐𝑐𝑐𝑐 = 0.14 𝑐𝑐
𝑐𝑐𝑐𝑐 = 0.02 𝑐𝑐 lOMoARcPSD| 36667950 -
Độ đảo hướng tâm vành răng dùng để đánh giá mức chính xác động học của bánh răng. -
Độ chính xác của phép đo còn phụ thuộc vào việc chọn con lăn, tâm của con lăn
cần phải nằm trên vòng chia của bánh răng thì mới chính xác. lOMoARcPSD| 36667950
BÀI 10: ĐO BIẾN DẠNG SỬ DỤNG STRAIN GAGE
1. Mục đích thí nghiệm -
Tìm hiểu cách sử dụng strain gage để đo biến dạng. -
Tìm hiểu mạch đo sử dụng strain gage (mạch cầu wheastone).
2. Dụng cụ và thiết bị đo -
Thanh nhôm lắp console có các strain gage dán tại vị trí gần đầu cố định, đầu tự
do của cơ cấu mang các khối nặng. -
Các quả nặng có đánh số, thước đo chiều dài, thước cặp. -
Test board, điện trở, bộ nguồn DC. - Đồng hồ Multimeter.
3. Các bước tiến hành -
Sử dụng các điện trở, test board, bộ nguồn DC, thanh nhôm có gắn các strain gage,
sinh viên xây dựng mạch cầu Wheatstone. -
Ghi nhận giá trị điện áp khi không có khối nặng 𝑐𝑐𝑐𝑐 . -
Lần lượt đặt các khối nặng vào cơ cấu mang khối nặng , đọc các giá trị điện áp
𝑐𝑐𝑐𝑐𝑐 đo được và ghi vào bảng số liệu. 4. Số liệu
Bảng 10.1 Kết quả sau khi đo.
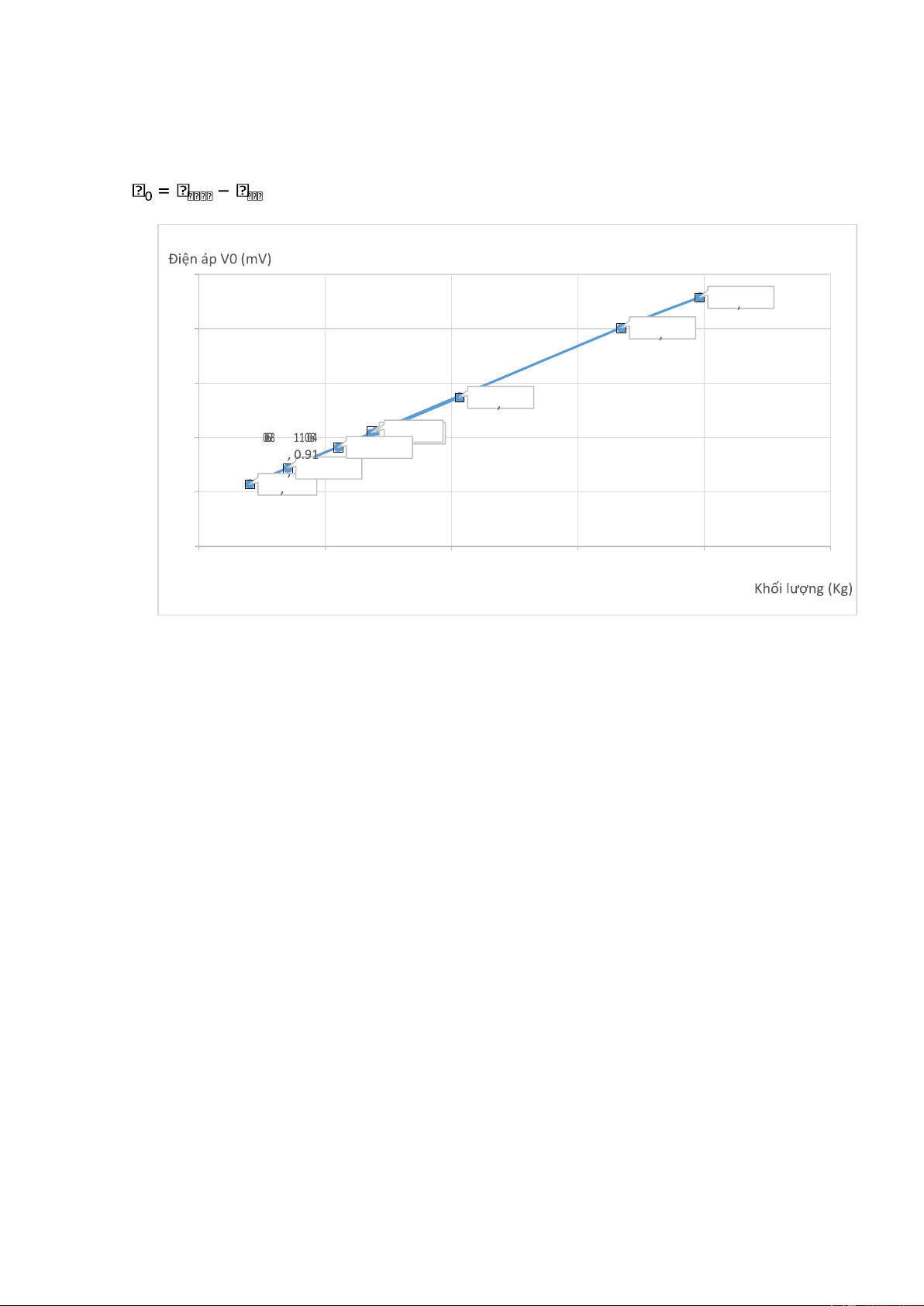
Mạch cầu 2 strain gage STT Điện áp Vread (mV) Khối lượng M (kg) 1 0.57 0.2 2 0.72 0.35 3 1.04 0.68 4 1.06 0.7 5 1.37 1.03 6 0.91 0.55 7 2.01 1.67 8 2.29 1.98 lOMoARcPSD| 36667950
5. Đánh giá kết quả
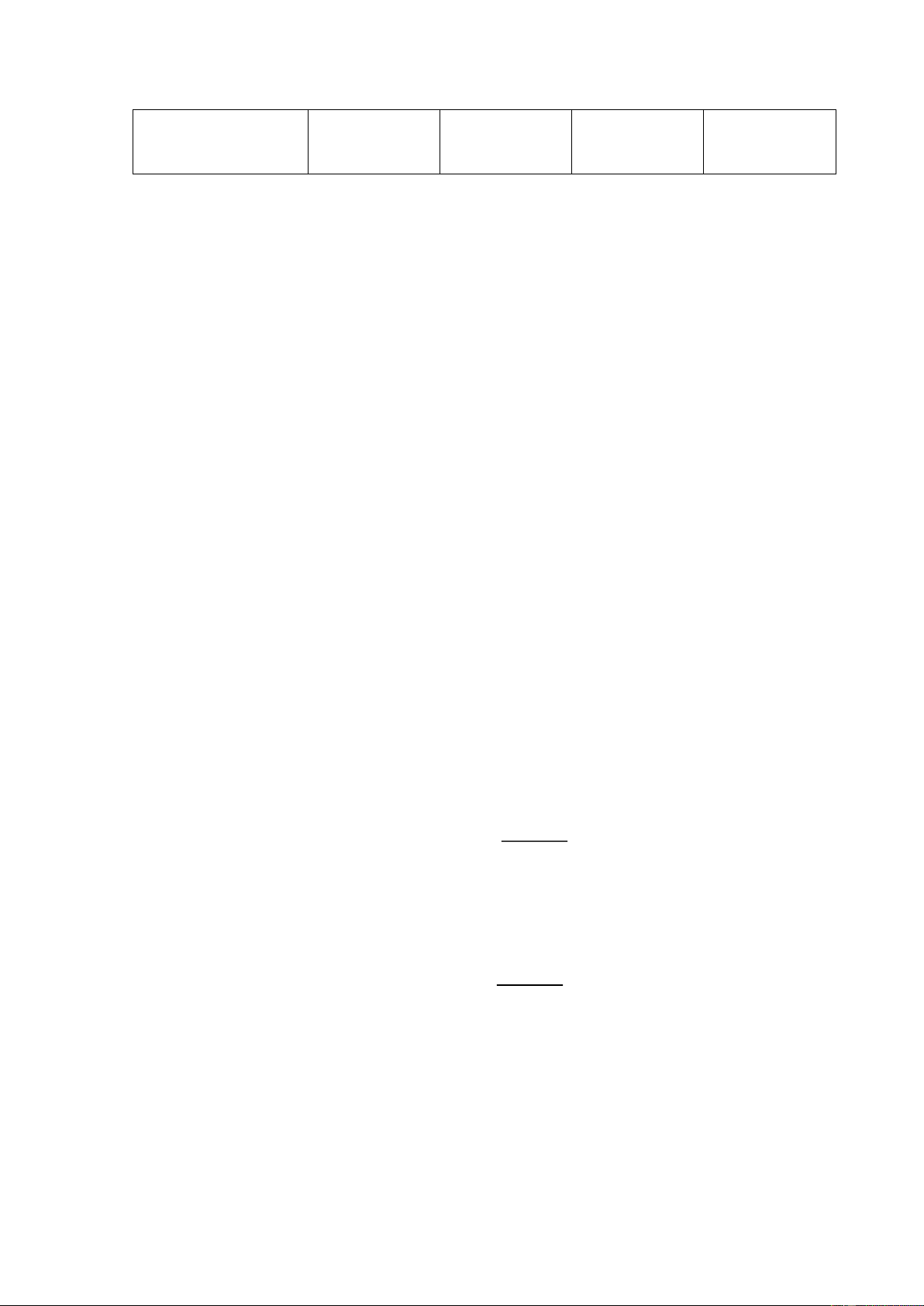
5.1. Vẽ đường quan hệ giữa các khối lượng tác động lên đầu tự do và điện áp 2.5 1.98 2.29 2 1.67 2.01 1.5 1.03 1.37 1 0.55 0.35 0.72 0.2 0.57 0.5 0 0 0.5 1 1.5 2 2.5 5.2. Nhận xét -
Đường quan hệ giữa khối lượng tác động lên đầu tự do và điện áp là tuyến
tính (𝑐0 = 𝑐𝑐𝑐𝑐𝑐 − 𝑐𝑐𝑐𝑐với 𝑐𝑐𝑐𝑐 = 0.41 𝑐𝑐). -
Giải thích sự không ổn định của điện áp:
• Do nhiễu trong quá trình đo.
• Đo điện áp nhỏ nên chênh lệch giữa những lần đo cũng nhỏ. -
Biện pháp hạn chế sự không ổn định này bằng cách tăng độ nhạy của strain gage.
Tài liệu liên quan:
-

Giáo trình Giải tích hàm một biến số | Trường Đại học Bách khoa - Đại học Quốc gia Thành phố Hồ Chí Minh
35 18 -

Tài liệu toán dạng trắc nghiệm khách quan
19 10 -

Đề ôn tập Giải tích | Trường Đại học Bách khoa - Đại học Quốc gia Thành phố Hồ Chí Minh
28 14 -

Đề kiểm tra giữa kỳ môn Giải tích 1 | Đại học Bách Khoa - Đại học Quốc gia Thành phố Hồ Chí Minh
49 25 -

Đề thi cuối kì môn giải tích 1 - học kì 2024.3 | Trường Đại học Bách khoa - Đại học Quốc gia Thành phố Hồ Chí Minh
47 24