Chapter 1 Introduction Part 1 – Fundamental Concepts
Chapter 1 Introduction Part 1 – Fundamental Concepts
Môn: Tài liệu Tổng hợp 3.6 K tài liệu
Trường: Tài liệu khác 3.9 K tài liệu
Tác giả:



Preview text:
Contents: 1.1 Manufacturing industries.
Part 1 – Fundamental Concepts 1.2 Types of production. Chapter 1 1.3 Function in manufacturing.
1.4 Organization and information processing
INTRODUCTION TO MANUFACTURING SYSTEM 1.5 Automation strategies
1.6 Advanced manufacturing charactreistics
1.7 Production concepts and mathematical models 1/59 2/59 1.1 Manufacturing industries 1.1 Manufacturing industries
Basis industries in general: Manufacturing or Service?
Basis industries in general: Manufacturing or Service? Advertising Aerospace Equipment/machinery
Auto-motive (cars, trucks, buses)
Financial (Banks, investment companies, loans) Beverages Building materials Foods Cement Health care service Chemicals Hotels / restaurants Clothing Insurance Drugs, soaps, cosmetics
Transportation (railroad, Airline, trucking,...) 3/59 4/59 1.1 Manufacturing industries 1.1 Manufacturing industries
Manufacturing industry vs Process industry
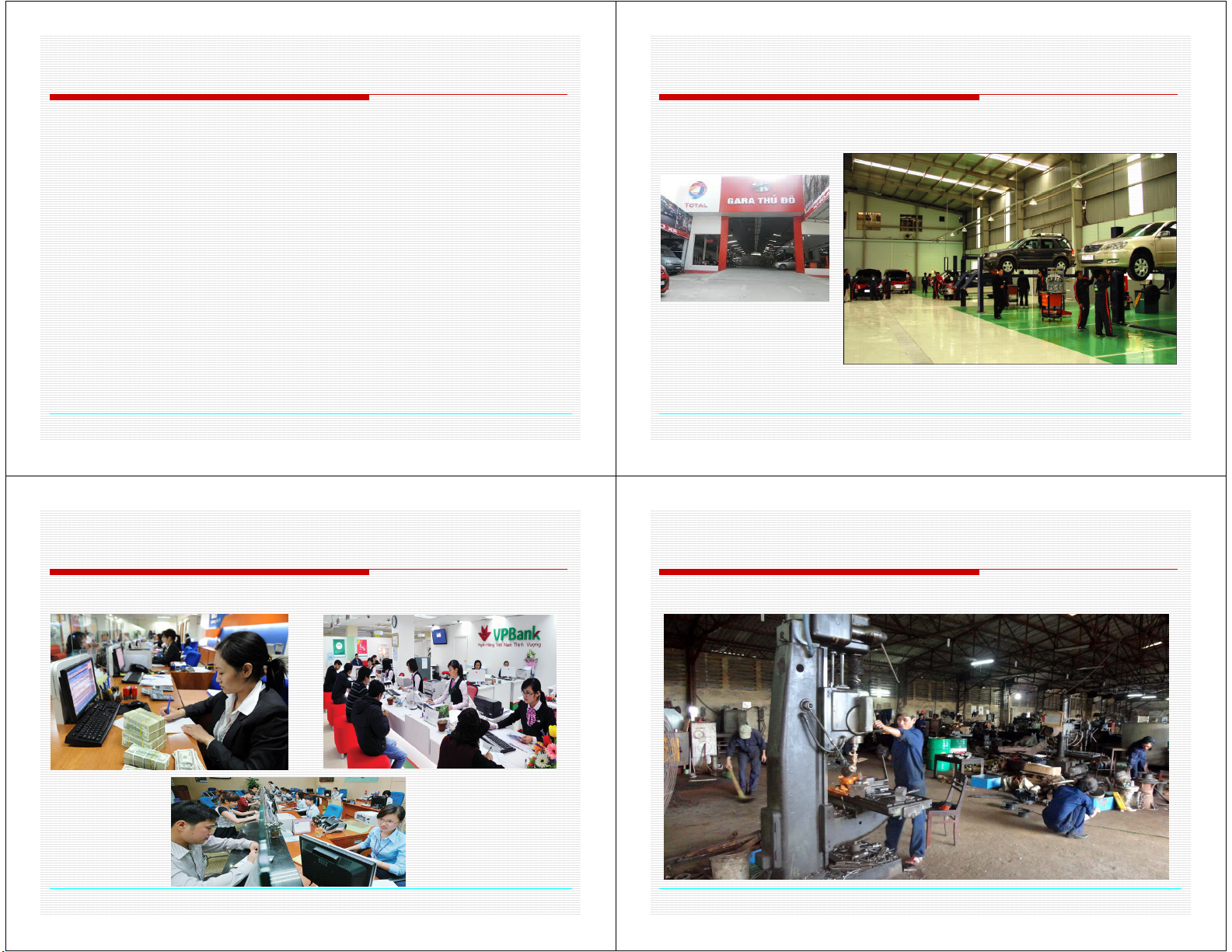
Classification: Manufacturing industries:
Produce discrete items: cars, mobile, TV, clothes,... Industries
Representative companies Aerospace Boeing,… Car
General Motors, Toyota, Mitsubishi… Beverage
Coca-Cola, Pepsi-cola, Tribeco,… Building materials US. Gypsum, Southern steel,… Cement Sao mai, Hà tiên,.. Chemicals EI. Du pont, Nippon, Clothing
Hanes-Corp., V. Thắng, Thắng lợi,… Soaps, cosmetic,...
Proctor&Gambles, Unilever, Kao,… 5/59 6/59 1.1 Manufacturing industries 1.1 Manufacturing industries
Classification: Manufacturing industries:
Classification: Process industries:
Produce discrete items: cars, mobile, TV, clothes,...
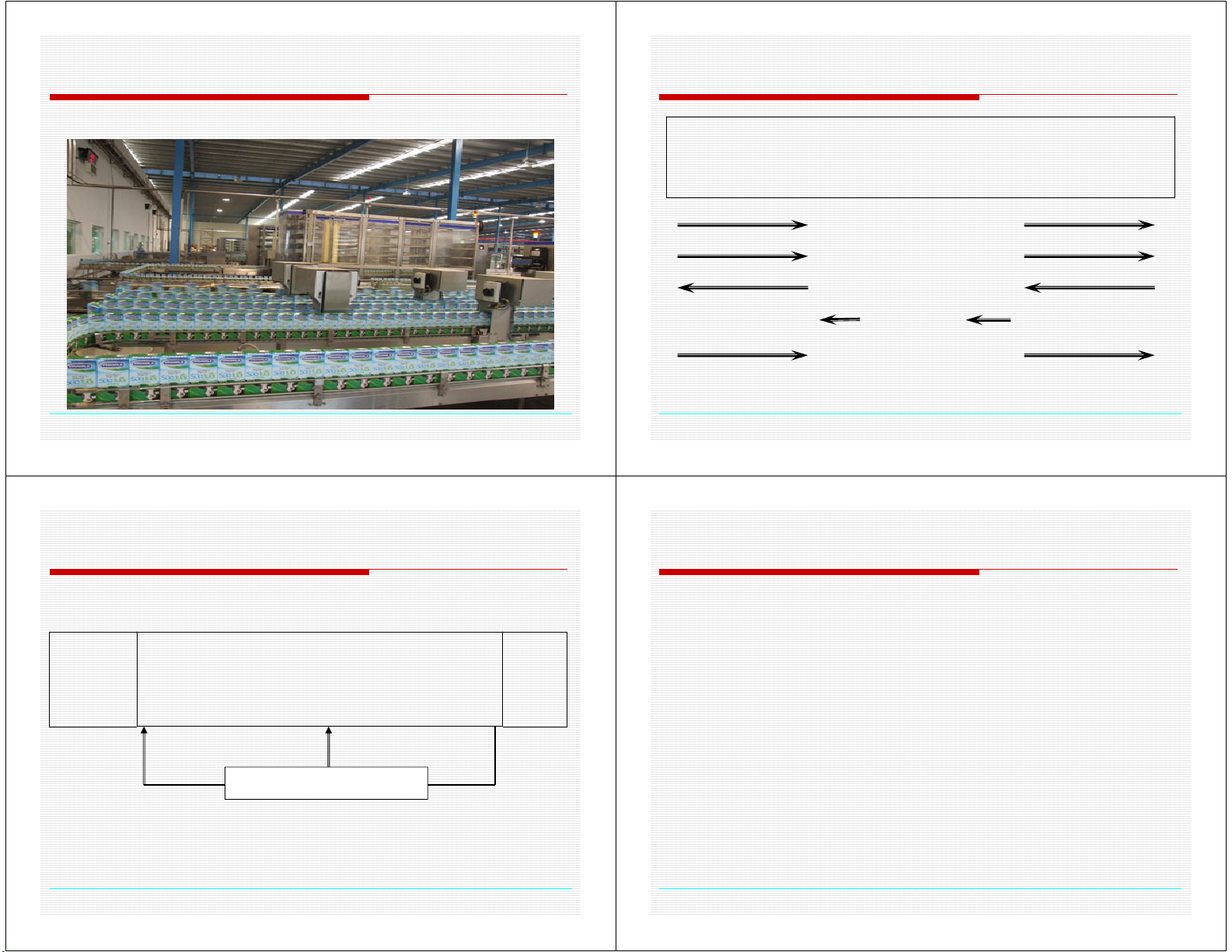
Produce continuous items: liquid, pure water, beverage, beer, milk Petro processing Paint processing 7/59 8/59 1.1 Manufacturing industries 1.1 Manufacturing industries
Classification: Process industries:
Three classifications in manufacturing industries:
Produce continuous items: liquid, pure water, beverages, beer, milk
a. Basic producer: transforms natural resources into raw
materials (for others industrial firms)
b. Converter: intermediate link in the chain (semi- products or components).
c. Fabricator: final products assembly to market. 9/59 10/59 1.1 Manufacturing industries 1.1 Manufacturing industries Yarn Co.: basis producer Tires M. Co.: converter Input: silk-worm,... Input: rubber,... Output: thread,...
Output: inner tubes & tires,... Textile Co.: converter Plastic Co.: converter Input: thread,... Input: raw materials,... Output: clothing, Output: plastic components, Garment Co.: fabricator Honda Co.: fabricator Input: clothing, button, Input: moto-bike thread,... components,... Output: shirts, clothes Output: Airblade, Wave, Vision, Future,... 11/59 12/59 1.2 Types of production 1.2 Types of production
1. Jobbing / Project Production: very small volume
1. Jobbing / Project Production: very small volume
2. Batch Production: small volume
3. Mass Production: large volume 13/59 14/59 1.2 Types of production 1.2 Types of production
1. Jobbing / Project Production: very small volume
1. Jobbing / Project Production: very small volume 15/59 16/59 1.2 Types of production 1.2 Types of production
1. Jobbing / Project Production: very small volume
2. Batch Production: small volume 17/59 18/59 1.2 Types of production 1.2 Types of production
2. Batch Production: small volume
3. Mass Production: large volume 19/59 20/59 1.2 Types of production 1.2 Types of production
3. Mass Production: large volume Mass production Batch production Jobbing Volume/quantity Production rate Worker skills level Multi-functional Equipment single-functional Special tools Process focus Plant Layout Product focus 21/59 22/59 1.3 Functions in manufacturing 1.3 Functions in manufacturing 1. Processing 1. Processing
a. basic processes: raw material to initial form make Raw 2. Assembly Items initial sharp of product materials 3. Materials handling 4. Inspection and test
b. secondary processes: initial form to final desired geometry final sharp 5. Process control
c. Operations to enhance physical properties:
improved all product functions value added.
d. finishing operations: final process performed
smooth, attractive to customers 23/59 24/59 1.3 Functions in manufacturing 1.3 Functions in manufacturing
4. Inspection and test: generally considered part of
2. Assembly operations: assembly/joining process
quality control to test/confirm for items’
make/combine all components to final products. qualification to customers
3. Material handling: moving & storing materials,
components for next processing and assembly
5. Control process: both regulations for individual jobs
operations materials/components available to
& assembly operations, and the management of production planning. plant-level activities 25/59 26/59
1.4 Organization & Information processing
1.4 Organization & Information processing 1. Business functions: 2. Product/item design: Customer negotiation:
Including some documents as follows:
a/. Make to order contracts (specific orders);
- Specific product design drawings,
b/. Meet customers’ demand from stock (make to
- Product characteristics and materials requirement stock contracts);
c/. Forecasting demand contracts (based on forecast information/data). 27/59 28/59
1.4 Organization & Information processing 1.5 Automation strategies (10) 3. Production planning:
1. Specialization of operations.
Production planning and implementation based on: 2. Combined operations. + final design of item,
+ technology process/facilities requirements, 3. Simultaneous operations.
+ and production/implementation,… 4. Integration operations. 4. Production control: 5. Increased flexibility.
Inspection and test/monitoring (product, job, process, machines,…). 29/59 30/59 1.5 Automation strategies (10)
1.6 Advanced manufactuirng characteristics (9)
1. Top managers pay more attention to their
6. Improved material handling and storage. production. 7. Online inspection.
2. Quality problems consideration.
8. Process control and optimization.
3. Human resources consideration. 9. Plant operations control.
10. Computer integrated manufacturing - CIM. 4. Cost factors consideration.
5. Specialization consideration. 31/59 32/59
1.6 Advanced manufactuirng characteristics (9)
1.7 Production concepts & mathematical model
6. Old/disadvantage mass production tools are 1.
Manufacturing Lead Time - MLT troublesome to develop.
MLT includes all processing time at each machine/work station
7. Mechanization consideration. m T
= (T + QT + T ) (1) MLT s p n i i 1 =
8. Application of Computer and software in
production and operations management.
where: i: machine order in process
m: number of machines that products will be processed
9. Application of useful theories.
Q: product volume/batch; T : set up time/machine s
T : none-operating time;
T : unit processing/service time n p 33/59 34/59
1.7 Production concepts & mathematical model
1.7 Production concepts & mathematical model
Example: one order includes 50 items to produce over
If total times spending at each Work station (WS) are equivalent, then
8 work stations in a factory. The set-up time (everage) T
= n (T + QT + T ) (2)
for each WS is 3 hours, the processing time (everage) MLT s p n
is 6 munites / 1 item / 1 WS. The none-productive
+ For jobbing case (Q=1)
time (everage) is 7 hours / 1 WS. T = n (T + T + T ) (3) MLT s p n
Determine the completion time of this order (days),
+ For mass production (with one machine case) Q is very high.
given that working time is one shift (7 hours) per day. T = QT or T = T (1 item) (4) MLT p MLT p Hint: manufacturing lead time is calculated as
+ For flow line (including n machines) formula (2) T = Q(T + max[T ]) (5) MLT t p i T
= 8x(3 + 50x0.1 + 7) = 120 (hours) MLT Or T = (T + max[T ]) (1 item) (5’) MLT t p i Required days: 120 / 7 = 17.14 (days) 35/59 36/59
1.7 Production concepts & mathematical model
1.7 Production concepts & mathematical model
2. Production rate – R
2. Production rate – R p p
Production rate of a production line/machine is
If defective rate is q then required volume is Q/(1–q)
product quantity produced per hour (hourly rate) (T ) = (T + QT /[1-q]) (7’) b m s p m
The average processing time per unit as follow:
+ For batch production, processing time at kth WS: (T ) = (T + QT ) (6) (T ) = (T ) /Q (8) b k s p k p b m
If the processing time at each WS is equivalent, then
So production rate of certain WS as follow:
processing time is calculated as follow:
R = 1/(T ) = Q/(T ) (9) (T ) = (T + QT ) (7) p p b m b m s p m 37/59 38/59
1.7 Production concepts & mathematical model
1.7 Production concepts & mathematical model
2. Production rate – R 3. Capacity – C p a
For jobbing, Q = 1, manufacturing lead time: (T +T ) s p
Capacity – Ca is total quantity of items R = 1/(T + T ) (9’) p s p m
produced in a consideration time week/month !
For mass production, processing time: (T = T ) MLT p R = 1/(T ) (9’’)
Capacity and productivity are the same p p
dimensions (unit of product/certain period). 39/59 40/59
1.7 Production concepts & mathematical model
1.7 Production concepts & mathematical model 3. Capacity – C 3. Capacity – C a a Capacity vs Productivity Denoted that: Weekly/monthly Hourly
+ W: number of WS (No. of machines) in factory; Units Units
+ R : productivity (in consideration time – hour) p Total items in factory Total items in machine
+ H: time per shift (in hours)
+ S: No. of shifts (in consideration time – week/month) C
= W x SxH x R (10) a p 41/59 42/59
1.7 Production concepts & mathematical model
1.7 Production concepts & mathematical model 3. Capacity – C 3. Capacity – C a a
Example: a factory has 6 machines (lathe) that can
If products required N machines ( production line
produce a certain item, production manager said that
includes N machines) to finish N jobs (work
elements), then C can be calculated as follows:
this factory runs 10 shifts each week, with realistics a
operating time is 6,4 hours per shift, and equipment C
= (W x SxH x R )/N (11)
productivity is 17 items per hour. Determine the a p
weekly capacity of this factory?
So the (W/N) is number of lines in factory
C = 6 x 10x6,4 x 17 = 6528 (items/week) a 43/59 44/59
1.7 Production concepts & mathematical model
1.7 Production concepts & mathematical model 3. Capacity – C 3. Capacity – C a a
If factory can produce some types of product, then
If we replace (weekly) capacity by (weekly) demand
we denoted i as product’s kinds.
then we have an other formula to control demand
C can be calculated each type of product separately a as follows : satisfation as follow:
WxSxH = DxN/R ( p 12) C
= (W/N) x SxH x R (11’) ai i pi
Three factors affect the factory capacity that
So the (W/N) is number of lines produce item i. satisfies weekly demand. i 45/59 46/59
1.7 Production concepts & mathematical model
1.7 Production concepts & mathematical model 3. Capacity – C 3. Capacity – C a a
Example: 3 types of items are produced at some
WxSxH = DxN/R ( p 12)
similar WS, the information (past data) is given in the below table:
With multi-product cases, right hand size (RHS) is total demand. Item Weekly demand Productivity (item/hour) 1 600 10
With a certain product i, RHS is demand of i product 2 1000 20
and formula can be rewritten as follow: 3 2200 40
Determine number of similar WS to meet all the
W xSxH = D xN /R ( i i i pi 12’)
above demand, given that this factory runs 10 shifts
per week, and the operating time is 6,5 hours / shift,
No. of machine in each WS is N = 1. 47/59 48/59
1.7 Production concepts & mathematical model
1.7 Production concepts & mathematical model 3. Capacity – C 4. Utilization – U a Hint: U is resource using ratio (equipment, lines, item 1: D /R = 600/10 = 60 hours, 1 P1 machines,... item 2: D /R = 1000/20 = 50 hours, 2 P2 item 3:
+ relative to using planning/production planning; D /R = 2200/40 = 55 hours, 3 P3
Total required time: (60+50+55) = 165 hours,
+ [operating time] / [available time]
Total required time for each WS: 10x6.5 = 65 hours,
+ [realistic volume] / [capacity]
Min. No. of WS: 165/65 = 2.54 Work stations,
The minimum No. of WS is 3 to meet all product demand. 49/59 50/59
1.7 Production concepts & mathematical model
1.7 Production concepts & mathematical model 4. Utilization – U 4. Utilization – U
Example: a production line can run 65 hours/week, Hint:
and this line can make 20 units/hour.
Capacity of this line: C = 65x20 = 1300 units/week, a
This week this production line only produces 1000
Utilization of this line: U = 1000/1300 = 76.92%
units, and the rest time is idle time.
Real operating time of last week:
1. Determine the capacity of this line, T = 1000/20 = 50 hours R
2. Determine the last week utilization (U) of this line. 51/59 52/59
1.7 Production concepts & mathematical model
1.7 Production concepts & mathematical model 4. Utilization – U 4. Utilization – U
+ related to machine operating time (running time of Denoted:
MTBF the average time between 2
machine), it is considered as a very useful factor to
consecutive failure (Mean Time Between Failures) control and measure the equipment (such as
MTTR the average repair time (Mean Time To
reliability of equipment), this parameter indicates Repair)
the availability of machines/equipment.
So, the availability parameter is calculated by formula:
A = (MTBF – MTTR) / MTBF (%) (13) 53/59 54/59
1.7 Production concepts & mathematical model
1.7 Production concepts & mathematical model
5. Work-in-process – WIP
5. Work-in-process – WIP
WIP = (C x U) x (T ) / (S x H) (11) a MLT
WIP: number of work in process items/un-finished where:
items in production line (factory),
C : factory capacity in consideration time, a
U: utilization of factory equipment,
WIP = (C x U) x (T ) / (S x H) (11) a MLT T
: processing time/manufacturing lead time, MLT
WIP is the ratio of processing time on available time
S: number of shifts in consideration time, in factory.
H: number of hours for real operating in shift,
The total none-operating time (95%) O. time (5%) 55/59 56/59
1.7 Production concepts & mathematical model
1.7 Production concepts & mathematical model
5. Work-in-process – WIP
5. Work-in-process – WIP
Number of machine in real operating in factory:
WIP ratio in processing is the ratio of WIP and real N
= WxU x QT /[T + QT ] (12)
operating machines in factory, can be calcultaed as m p s p where: follow:
W: number of machines in factory, WIPR = WIP / N (13) m U: utilization Q: averagre lot size
Ideal WIPR is 1:1 each machine makes one WIP at
T : the set up time of machine, a period. s
T : the processing time of machine, p 57/59 58/59
1.7 Production concepts & mathematical model
5. Work-in-process – WIP
WIP in time ratio is called TIP ratio, can be calculated as follow: TIPR = T / (N x T ) (14) MLT p
Ideal ratio is 1:1 difficult. 59/59
Tài liệu liên quan:
-

Ung dung game hoa trong cac chien dich MKT
23 12 -
Bao cao Chi so TMDT Viet Nam 2025
27 14 -
Thông tư quy định về việc phân quyền, phân cấp và phân định thẩm quyền quản lý nhà nước về giáo dục cho chính quyền địa phương
30 15 -

Nghị quyết về phát huy các giá trị di sản văn hóa gắn với phát triên du lịch bền vững tỉnh Khánh Hòa đến năm 2025, định hướng đến năm 2030
28 14 -

Quyết định phê duyệt Chiến lược phát triển du lịch Việt Nam đến năm 2030
17 9