Chu trình Gia Công Trong Creo 3.0 | Môn Thiết kế, chế tạo khuôn mẫu - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
Chu trình Gia Công Trong Creo 3.0 Môn Thiết kế, chế tạo khuôn mẫu. Tài liệu được sưu tầm gồm 13 trang, giúp bạn ôn tập tốt hơn. Mời các bạn đón xem.
Môn: Thiết kế, chế tạo khuôn mẫu 10 tài liệu
Trường: Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh 4.4 K tài liệu
Tác giả:


Preview text:
lOMoAR cPSD| 58794847
CÁC CHU TRÌNH GIA CÔNG
I. Các bước thực hiện gia công:
1. New → manufacturing & NC assembly → Đặt tên → Ok→ mmns_mfg_nc →OK
2. Đưa chi tiết vào môi trường gia công→ Tại Reference model click assemble → chọn chi tiết→
open → chọn default ể lắp chi tiết→done.
3. Tạo phôi→ Tại workpiece chọn Create Workpiece → Đặt tên → Chọn Protrusion→Done→ vẽ.
4. Tạo chuẩn lập trình → Click Coordinate system →chọn 3 mặt phẳng ể ặt hệ trục tọa→ Hiệu
chỉnh trục Z hướng lên trên và trục X,Y theo chiều bàn máy
5. Thiết lập Operations: Click Operations
- Chọn máy gia công: Mfg Setup chọn Mill - Chọn chuẩn lập trình
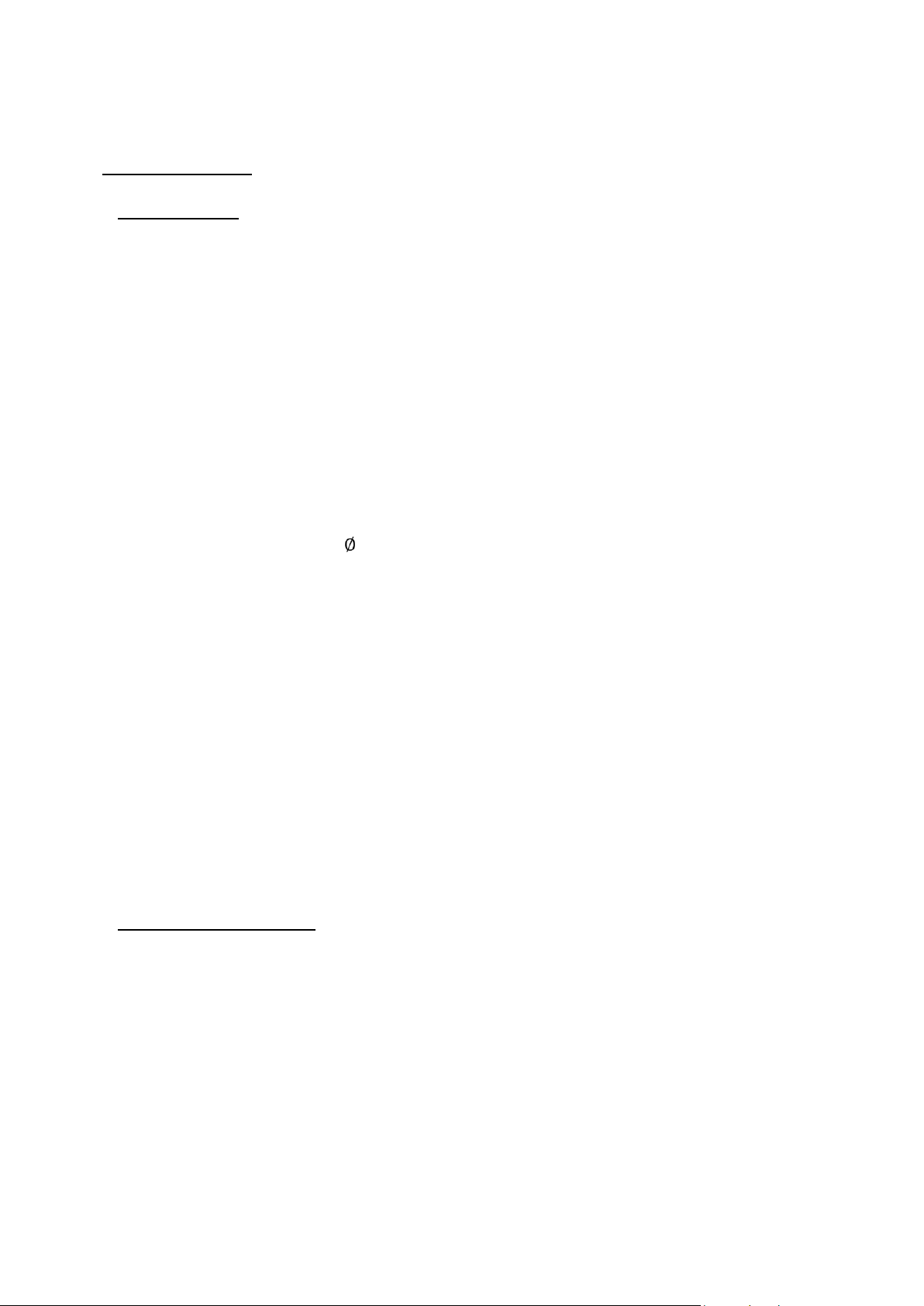
- Thiết lập mặt phẳng clearance (mặt phẳng di chuyển dao): Chọn plane → Chọn mặt trên của
phôi → Nhập giá trị value ể xác ịnh chiều cao của mặt phẳng di chuyển dao → Nhập giá trị dung sai 0.01mm
6. Gia công chi tiết bằng các chu trình → Kiểm tra ường chạy dao → Xuất chương trình NC. lOMoAR cPSD| 58794847 -
II. Chu trình gia công
1. Chu trình Face: Để gia công mặt phẳng song song với mặt Retract.
a. Click Face → Chọn dao: Loại dao, ường kính dao, số thứ tự dao → OK.
b. Xác ịnh ối tượng cần gia công: Reference→ Chọn bề mặt chi tiết cần gia công.
c. Xác ịnh thông số gia công (parameters): - Cut_feed: 500 (mm/phút) -
Free_feed: 0 (tốc ộ chạy dao không cắt) -
Retract_feed:0 (tốc ộ chạy dao về mp Retract) -
Step_depth:1.5 (chiều sâu một lần cắt-mm) - Step_over: (0.5-0.75)* - Clear_dist: 2 (mm) -
Spindle_speed: 1500 (vòng/phút) -
Scan_type: type_1 hay type_spiral -
Approach_distance: 10 (khoảng cách vào dao) -
Cut_angle: 0 ( góc chạy dao hợp với trục X) -
Cut_type: Climb: phay thuận/Up_Cut: phay nghịch -
Bottom_stock_allow: Lượng dư gia công mặt áy
d. Xem ường chạy dao → Done
2. Chu trình Profile milling: Gia công bề mặt thành, Các bước thực hiện:
a. Click Profile milling → Chọn dao: Click Edit tool→ Chọn loại dao, nhập ường kính dao, Nhập số dao
b. Chọn bề mặt gia công: Reference→Nhấn Ctrl và chọn các bề mặt thành chi tiết. c. Parameters: -
Cut_feed: 340 mm/phút (Tốc ộ chạy dao) -
Free_feed:0 (tốc ộ chạy dao không G0) lOMoAR cPSD| 58794847 -
Retract_feed:0 (Tốc ộ nhấc dao lên mp Retract G0) -
Step_depth: 4 mm(Chiều sâu 1 lần cắt) -
Prof_stock_allow: 0.5 mm(lượng dư gc tinh) -
Clear_dist: 2(mặt phẳng an toàn) -
Spindle_speed: 1600 vong/phút (tốc ộ quay của dao)
Num_prof_passes: 3 (Số lát cắt) -
Prof_increment: 4mm (khoảng cách giữa 2 lát cắt) -
Cut_Entry_EXT: lead_in (vào dao) -
Cut_exit_EXT: lead_out(ra dao) -
Lead_radius: 5 mm(bán kính cung vào ra dao)
3. Volume Rough: Chu trình phá thô
3.1 Định nghĩa vùng cần phá thô: Có 2 cách ể ịnh nghĩa vùng phá thô là Mill window và mill volume.
a. Mill Window: Vẽ cửa sổ ể xác ịnh vùng gia công →Click Mill Window
* Tạo Window: Dùng một trong 3 cách sau -
Silhouette: Chiếu biên dạng chi tiết lên mặt phẳng ược chọn ể tạo vùng Window. -
Sketch: Chọn mặt phẳng ể vẽ ra vùng gia công. Chọn mặt phẳng → Click biểu tượng
sketch → Click Sketch → vẽ window trong môi trường Sketch; -
Chain: Chiếu một chuỗi cạnh khép kín lên mặt phẳng ược chọn ể tạo vùng gia công.
Chọn mặt phẳng → Click here to add items → Chọn chuỗi cạnh khép kín;
* Xác ịnh ộ sâu của window: Trang Depth → Check Specify the Depth → Nhập giá trị.
* Xác ịnh option: Cách chạy dao trong vùng Window Inside On Outside lOMoAR cPSD| 58794847 -
b. Mill Volume: Vẽ thể tích ể xác ịnh vùng gia công → Click Mill Volume → Chọn phương
pháp vẽ → Vẽ thể tích → Click Trim: Chọn chi tiết ể lấy phần không giao nhau giữa chi
tiết và thể tích ược vẽ làm vùng gia công.
3.2 Click volume Rough:
a. Chọn Name, tool, Parameters và Window/Volume →Done
b. Đặt tên và chọn dao: Chọn loại dao, nhập ường kính dao, Nhập số dao c. Parameters: - Cut_feed: 310 - Free_feed:0 lOMoAR cPSD| 58794847 - Retract_feed:0
- Ramp_feed: 0.5*Cut_feed ( tốc ộ dao xuống nghiêng)
- Ramp_Angle: 5 ộ (góc xuống dao nghiêng) - Step_depth: 2mm
- Step_over: (0.5-0.75)* ường kính dao (Lượng dịch dao ngang) - Clear_dist: 2mm - Spindle_speed: 1350
- Creo3.0 ể dao xuống nghiêng Cut_entry_ext: Ramp
d. Chọn Window/Volume ể xác ịnh vùng gia công
e. Xem ường chạy dao: Click play Path→ Chọn Screen Play→Done Seq
4. Surface milling: Gia công tinh bề mặt cong, dùng ballmill
a. Click surface milling → Chọn mane, tool, parameters, surfaces, define cut → Done b. Đặt tên và chọn dao c. Parameters: - Cut_ feed: 500 - Free_feed:0 - Retract_feed:0 - Step_Over: 0.1 - Scalop_HGT: 0.02 - Clear_dist: 2 - Spindle_speed: 2000 - Lace_option: Arc_connect
d. Xác ịnh mặt gia công: Chọn model→ Done→Chọn bề mặt gia công →Done chuột giữa →Done/Return
e. Nhập góc chạy dao so với phương X
f. Xem ường chạy dao → Done Seq
5. Cut line milling: Dùng ể gia công bề mặt cong bằng dao ball mill
a. Milling → Cut line Milling → Chọn dao ballmill. lOMoAR cPSD| 58794847 -
b. Chọn bề mặt gia công: References→ Click vào “click here to add item” → Chọn bề mặt gia công.
c. Xác ịnh thông số gia công: Parameters Cut_feed: 540 - Free_feed:0 - Retract_feed:0
- Step_over: phi 10 khoảng 0.1 - Scallop_HGT: 0.01 - Clear_dist:2 - Spindle_speed: 3200
d. Xác ịnh 2 ường cut line:
- Cut line 1: Chọn cạnh trên (nhấn Shift)
- Cut line 2: chọn cạnh dưới (nhấn Shift)
e. Xem ường chạy dao → Done 6. Trajectory: Cắt theo ường dẫn
a. Click 3 Axis trajectory → chọn dao (milling)
b. Xác ịnh thông số gia công: - Cut_feed: 300 - Free_feed:0 - Retract_feed:0 - Step_depth:4 - Clear_dist:2 - Spindle_speed:3000 - Lead_radius:1.5 - Cut_ENTRY_EXT:lead_in - Cut_EXIT_EXT: lead_out
c. Xác ịnh ường dẫn: vao Tool Motion → Click Curve Cut → Chọn ường dẫn: lOMoAR cPSD| 58794847
- Chọn chức năng Offset ể bù bán kính dao (lưu ý xác ịnh phía bù)
- Chọn mặt phẳng Start height ể xác ịnh số lần cắt (chia cho Step_depth)
- Xác ịnh iểm bắt ầu: Click Start Point → chọn iểm bắt ầu
d. Xem ường chạy dao → Done
7. Chu trình Roughing: Chu trình phá thô với cách xác ịnh vùng phá thô là Mill Window.
a. Click Roughing → Chọn dao
b. References: Click vào chổ “Click here to add items” chọn mill window. c. Parameters: - Cut_feed: 500 - Free_feed:0 - Retract_feed:0
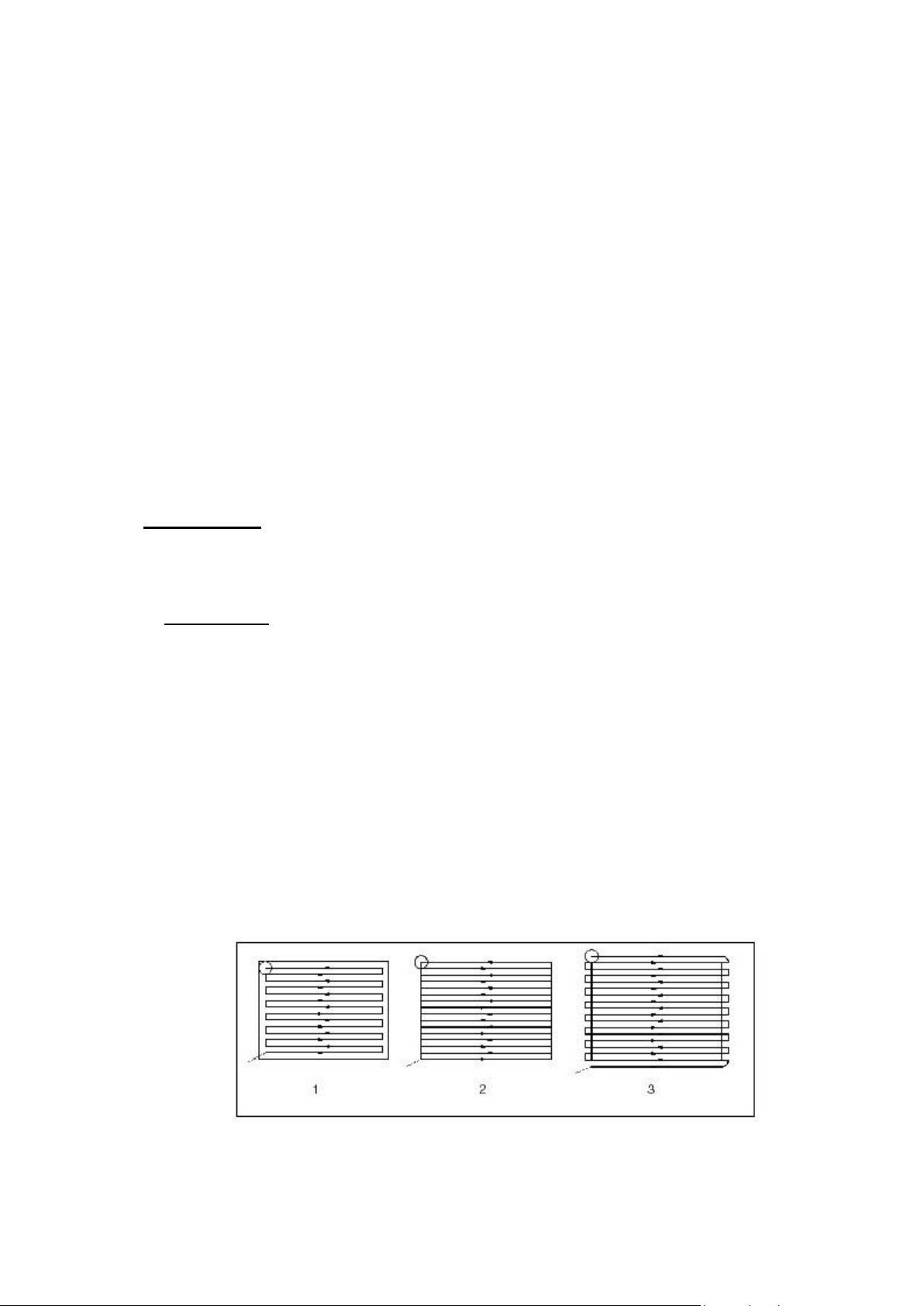
- Step_over: Bước dịch dao phụ thuộc vào cách chay dao. Với lựa chọn cách chạy dao
(open_area_scan: ối với miền gia công hở hoặc Closed_area_scan: ối với miền gia
công kín) constant_load, maintain_cut_type và maintain_cut_dir thì step_over < Rdao.
- Max_step_depth: chiều sâu cắt tối a. - Inside_tolerance:0.01 - Outside_tolerance:0.01
- Rough_stock_allow: lượng dư gia công (0.5)
- Closed_area_scan hoặc open_area_scan
- Cut_type: Climb: phay thuận; Upcut: phay nghịch - Clear_dist: 2 - Spindle_speed: 3500 - Cách vào dao gồm:
o Closed_area_entry: tangent_helix:
xuống dao xoắn ốc hoặc Ramp: xuống dao nghiêng. o Ramp_angle: 5 lOMoAR cPSD| 58794847 - o Ramp_feed: 0.5*Cut_feed o
Helical_diameter: Đường kính xoắn ốc.
d. Xem ường chạy dao → Done
8. Re - Rough: Chu trình gia công bán tinh của Roughing
a. Click Re-Rough → Chọn dao
b. Xác ịnh chu trình Roughing trước ó ể gia công bán tinh
c. Parameter: tương tự chu trình Roughing
d. Xem ường chạy dao → Done lOMoAR cPSD| 58794847
9. Finishing: Chu trình gia công tinh, Chia bề mặt gia công làm 3 kiểu mặt:
- Mặt ngang: là mặt song song với mặt phẳng retract
- Mặt nghiêng thấp: là mặt hợp với mặt phẳng ngang một góc nhỏ hơn hoặc bằng slop_angle.
- Mặt nghiêng cao: là mặt hợp với mặt phẳng nằm ngang một góc lớn hơn slop_angle.
a. Click finishing → Chọn dao ( ball mill cho mặt nghiêng hoặc cong, end mill cho mặt phẳng)
b. Reference: chọn mill window ể xác ịnh vùng gia công. c. Parameters: - Cut_feed: 500 - Free_feed: 0 - Retract_feed: 0
- Slop_angle: chia bề mặt gia công (30)
- Step_over: lượng dịch dao tùy thuộc vào dao ang sử dụng - Finish_stock_allow: 0
- Finish_option: xác ịnh bề mặt gia công
+ Profile_cut: gia công mặt nghiêng cao
+ Shallow_cut: gia công mặt ngang hoặc mặt nghiêng thấp tùy thuộc vào lựa chọn trong Flat_area.
* Flat_only: chỉ gia công mặt nằm ngang.
* Flat_Included: cắt cả mặt ngang và mặt nghiêng thấp
* Flat_excluded: cắt mặt nghiêng thấp
+ Combined_cut: gia công tất cả ccas mặt. - Clear_dist: 2 - Spindle_speed: 3500
- Scallop_HGT: Chiều cao nhấp nhô
- Lace_option: ường chuyển ổi. trường hợp gia công bằng ball mill: Arc_connect
d. Xem ường chạy dao → Done
10. Standard drill: Chu trình khoan lỗ lOMoAR cPSD| 58794847 -
a. Click Standard → chọn dao ( drill, ường kính, tên và số thứ tự dao)
b. Xác ịnh lỗ khoan: Vào reference
- Nhấn Ctrl và chọn các ường trục (datum axis).
Xác ịnh vị trí bắt ầu (start) và vị trí kết thúc (end) (thường vị trí bắt ầu và kết thúc ể chế
ộ tự ộng. Khi nào không xuất hiện ường chạy dao thì ta khai báo Start và end)
- Measuring: Cách tính chiều sâu lỗ.
+ By shoulder: tính ến vai mũi khoan + By tip: tính ến mũi
- Chọn kiểu deep drilling: khoan lỗ sâu (ứng với G83) c. Parameter: - Cut_feed: 100 (mm/phút) - Free_feed:0
- Peek_depth: Chiều sâu 1 lần xuống dao (1) - Clear_dist: 2
- Spindle_speed: 1000(vòng/phút)
d. Xem ường chạy dao → Done
11. Tapping: Chu trình taro
a. Click tapping → chọn dao ( loại dao tapping, ường kính dao, tên dao và số thứ tự)
b. Xác ịnh lỗ gia công tương tự chu trình khoan. c. Parameter: - Free_feed:0 - Thread_feed:1.5 - Clear_dist: 2 - Spindle_speed: 150
d. Xem ường chạy dao → Done
Lưu ý: giá trị F bước ren (trong G84) =
𝑠𝑝𝑖𝑛𝑑𝑙𝑒 𝑠𝑝𝑒𝑒𝑑
𝑡ℎ𝑟𝑒𝑎𝑑_𝑓𝑒𝑒𝑑 lOMoAR cPSD| 58794847 -
12. Chu trình Engraving: Chu trình khắc
a. Click Engraving → Chọn dao: Loại dao end mill với ường kính 1mm, số thự tự dao.
b. Xác ịnh biên dạng khắc: Click vào Chổ “Click here to add item” → Chọn biên dạng cần khắc. c. Parameters: - Cut_feed: 500 - Free_feed: 0 - Retract_feed: 0
Step_depth: Chiều sâu 1 lần khắc.
- Groove_depth: Chiều sâu cuối cùng của biên dạng cần khắc. - Clear_dist: 2 - Spindle_speed: 2000
d. Xem ường chạy dao → click Done kết thúc chu trình.
13. Chu trình Chamfer milling: Chu trình vát cạnh.
a. Click Chamfer milling → chọn dao: Loại dao Chamfering
b. Xác ịnh bề mặt Chamfer: References → Chọn bề mặt chamfer trên chi tiết. c. Parameters: - Cut_feed: 500 - Free_feed: 0 - Retract_feed: 0 - Clear_dist: 2 - Spindle_speed: 800 - Lead_in: yes - Lead_out: Yes - Lead_radius: 5 lOMoAR cPSD| 58794847 -
d. Xem ường chạy dao → click Done kết thúc chu trình.
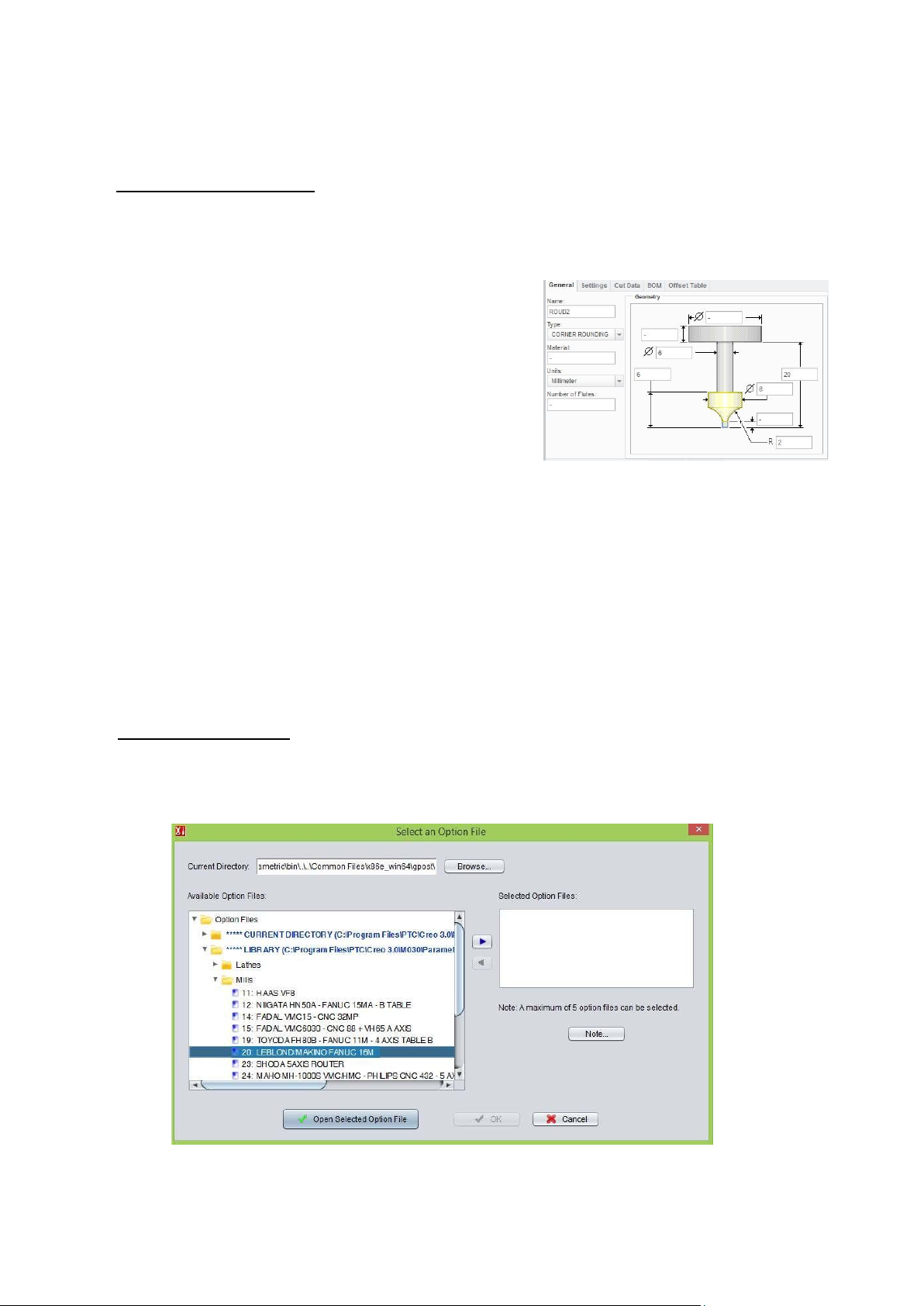
14. Chu trình Round milling: Chu trình bo cung
a. Click Round milling → chọn dao: Loại dao Corner Rounding
b. Xác ịnh bề mặt Chamfer: References → Chọn bề mặt bo cung trên chi tiết. c. Parameters: - Cut_feed: 500 - Free_feed: 0 - Retract_feed: 0 - Clear_dist: 2 - Spindle_speed: 800 - Lead_in: yes - Lead_out: Yes Lead_radius: 5
d. Xem ường chạy dao → click Done kết thúc chu trình.
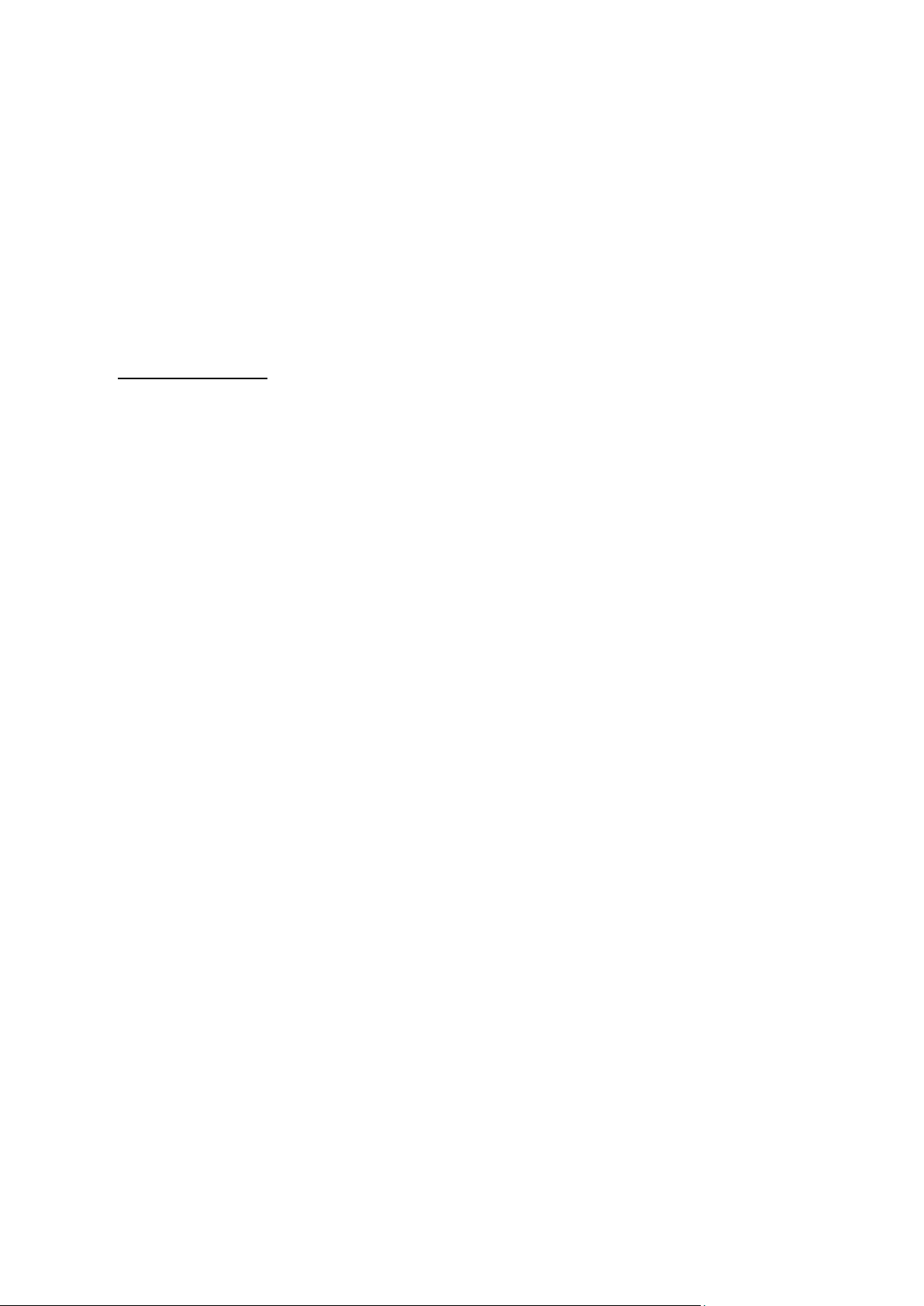
15. Hiệu chỉnh NC POST:
a. Trang Application → Click NC POST Processor → Select Option File → Chọn FANUC
16M → Click mũi tên chuyển sang trang Selected Option files → OK.
b. Start/End of Program: Trang Start Prog tăng số dòng lên 2 và ánh thêm G54. lOMoAR cPSD| 58794847 -
c. Motion: Với lựa chọn Circular ở trang General chỉnh lại Maximun degree per block chọn 180 degrees per block.
d. File → Save As lưu với tên uncx01.p90 ngoài Desktop → Sau ó Copy file này vào ường
dẫn sau: C:\Program Files\PTC\Creo 3.0\M030\Common Files\x86e_win64\gpost
- Copy file uncx01.f20 ổi tên thành uncx01.f90
- Copy file uncx01.d20 ổi tên thành uncx01.d90
16. Post chương trình:
a. Trang manufacturing → Chọn Save CL for a set → click Create → Đặt tên Oxxxx → Done
b. Chọn Chu trình cần xuất file NC → Done sel → Click vào tên file vừa ặt → Chọn file
→ Check chọn MCD file → Done
c. Chọn thư mục ể lưu file NC → OK→ Done → Chọn uncx01.p90 → Close
d. Hiêu chỉnh chương trình:
- Xóa uôi .tap của file NC
- Xem và thêm M30 vào cuối chương trình
Tài liệu liên quan:
-

Báo cáo về Công Nghệ Khuôn Ép Nhựa | Môn Thiết kế, chế tạo khuôn mẫu - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
202 101 -

Báo cáo cuối kì: Thiết kế khuôn ép nhựa cho khuôn làm kem | Môn Thiết kế, chế tạo khuôn mẫu - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
132 66 -

Khuyết Tật và Giải Pháp Khi Thực Hiện Phun Ép - Nêu Cách Khắc Phục | Môn Thiết kế, chế tạo khuôn mẫu - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
134 67 -

Đề thi thử Môn Thiết kế, chế tạo khuôn mẫu | Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
147 74 -

Công nghệ FDM trong In 3D với Vật liệu Polime và Kim Loại | Môn Thiết kế, chế tạo khuôn mẫu - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
116 58