Chương 4: Quy trình công nghệ gia công chi tiết điển hình | Công nghệ chế tạo trong cơ khí
Chương 4: Quy trình công nghệ gia công chi tiết điển hình của Trường Đại học Thủy Lợi. Hi vọng tài liệu này sẽ giúp các bạn học tốt, ôn tập hiệu quả, đạt kết quả cao trong các bài thi, bài kiểm tra sắp tới. Mời các bạn cùng tham khảo chi tiết bài viết dưới đây nhé.
Môn: Công nghệ chế tạo trong cơ khí (CNCT) 12 tài liệu
Trường: Trường Đại học Thủy Lợi 566 tài liệu
Tác giả:






























































































Preview text:
lOMoARcPSD| 40651217 18/07/2023 lOMoAR cPSD| 40651217
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO
Chương 4: Quytrìnhcông nghệ gia
côngcácchi tiếtiển hình
Nội dung
4.1 Chi tiết dạnghộp
4.2 Chi tiết dạng trục
4.3 Chi tiết dạng càng
4.4 Chi tiết dạngbạc
4.5 Chi tiết dạng ĩa 1 lOMoARcPSD| 40651217 18/07/2023
4.1 Quytrìnhcông nghệ chế tạo chi tiết dạnghộp 2 3
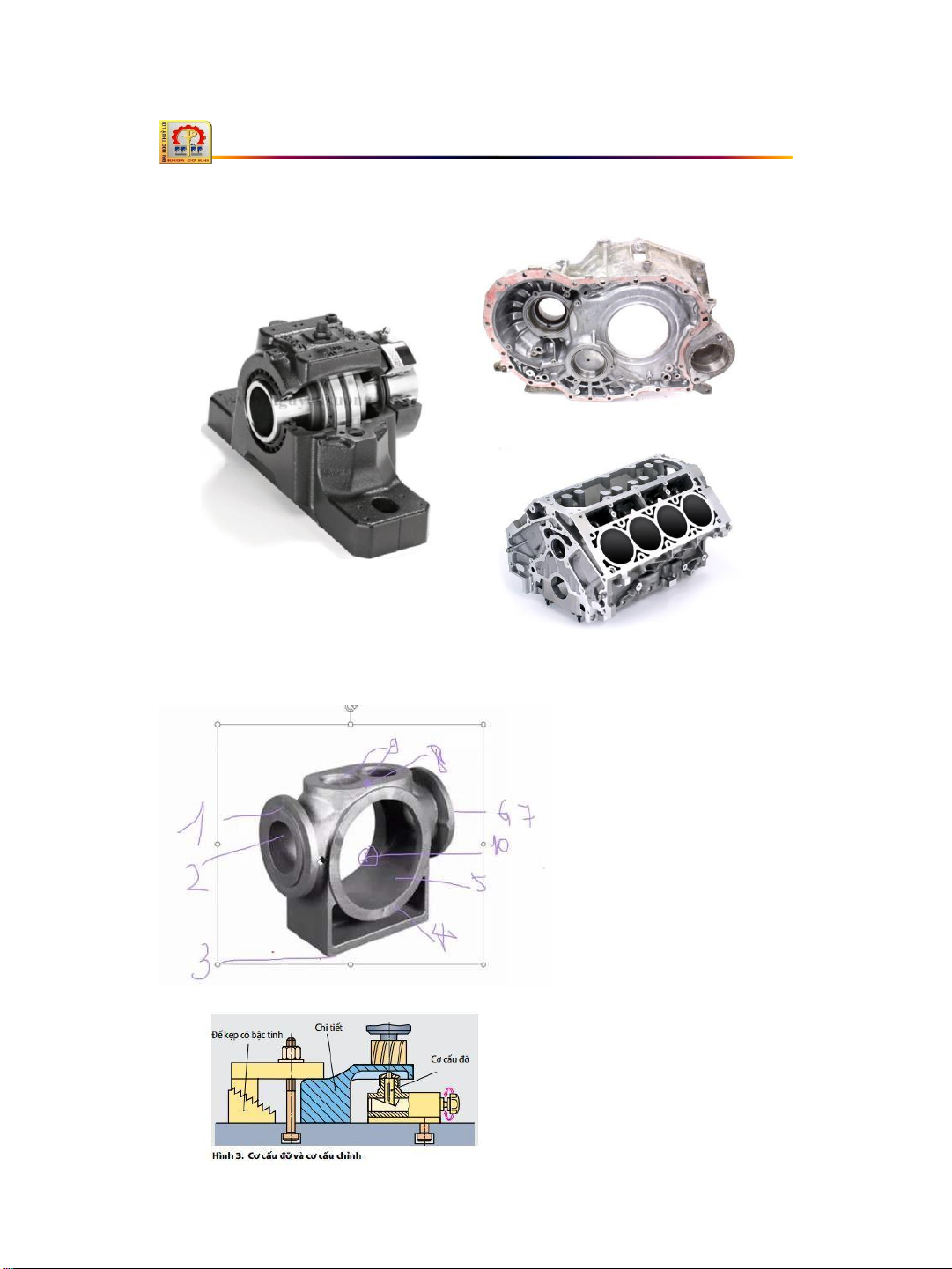
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp 4.1.1 Khái niệm
Chi tiết dạng hộp gồm những chi tiết dạng khối rỗng (xung quanh có
thành vách) thường làm nhiệm vụ là chi tiết cơ sở ể lắp các chi tiết khác
lên nó tạo thành bộ phận máy nhằm thực hiện một nhiệm vụ ộng học nào ó của máy.
Đặc iểm chi tiết dạng hộp:
Có nhiều vách, gân tăng cứng với ộ dày mỏng khác nhau
Nhiều lỗ, mặt phẳng và phần lồi lõm cần gia công cho lắp ghép
Là loại chi tiết phức tạp, khó gia công 18/07/2023 lOMoARcPSD| 40651217
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp 4
Ví dụ chi tiết dạng hộp 5 lOMoARcPSD| 40651217 18/07/2023 6 7 8 18/07/2023 lOMoARcPSD| 40651217
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp
4.1.2 Yêu cầu kỹ thuật
Độ không ồng phẳng và không song song của các bề mặt chính trong
khoảng 0,05÷0,1 trên toàn bộ chiều dài, ộ bóng ạt Ra = 5÷1,25
Các lỗ có ộ chính xác cấp 6 ÷ 8, Ra = 2,5 ÷ 0,63 ôi khi cần ạt cấp
5 và Ra = 0,32 . Sai số hình dáng lỗ bằng 0.5 ÷ 0,7 dung sai ường kính
Dung sai khoảng cách tâm phụ thuộc vào chức năng lắp ghép. Lắp
ghép bánh răng (0,02 ÷ 0,1 mm), ộ không song song bằng dung sai khoảng cách tâm.
Dung sai ộ ồng tâm bằng ½ dung sai ường kính lỗ nhỏ nhất
Độ vuông góc giữa mặt
ầu và tâm lỗ trong khoảng 0,01 ÷ 0,05 trên 100 mm bán kính 9
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp
4.1.3 Vật liệu và phương pháp chế tạo phôi
Vật liệu chế tạo phôi bao gồm: gang xám, thép úc, hợp kim nhôm và thép tấm
Phương pháp chế tạo phôi:
Phôi úc: vật liệu là gang xám, hợp kim nhôm, thép úc
Phôi hàn: ược hàn từ các tấm thép
Phôi dập: ược dập từ thép hoặc hợp kim màu 10 18/07/2023 lOMoARcPSD| 40651217
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp
4.1.4 Tính công nghệ trong kết cấu
Đủ ộ cứng vững, chịu ược lực khi làm việc và khi gia công cắt gọt với năng xuất cao
Bề mặt chuẩn ủ rộng ể thuận tiện gá ặt, gia công
Bề mặt gia công thuận tiện cho việc gia công (ăn dao, thoát dao) và gia
công với nhiều dao ể ạt năng xuất cao
Các lỗ phải có kêt cấu ơn giản, kích thước tăng từ trong ra ngoài, và
không ứt quãng, dạng rãnh hay ịnh hình
Các lỗ nên vuông góc với bề mặt vách ể tránh lệch dao khi gia công
Các lỗ kẹp chặt phải là lỗ tiêu chuẩn 11
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp
4.1.5 Quy trình công nghệ gia công a) Chuẩn ịnh vị
Chi tiết dạng hộp thường có chuẩn là chuẩn tinh thống nhất, ược sử dụng
trong suốt quá trình gia công các bề mặt trên toàn chi tiết
Chuẩn tinh thống nhất bao gồm một mặt phẳng và hai lỗ chuẩn tinh phụ
vuông góc với mặt phẳng ó. L
Hai lỗ chuẩn tinh phụ ược gia công ạt cấp
chính xác 7 và có khoảng cách càng xa càng tốt 18/07/2023 lOMoARcPSD| 40651217
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp 12
4.1.5 Quy trình công nghệ gia công
b) Trình tự gia công chủ yếu các bề mặt chi tiết hộp Bao gồm hai bước chính:
Gia công mặt chuẩn và các lỗ phụ ể làm chuẩn tinh thống nhất Gia
công các bề mặt còn lại bao gồm:
•Gia công cắt mặt phẳng còn lại
•Gia công thô và bán tinh các lỗ lắp ghép
•Gia công các lỗ dùng ể kẹp chặt
•Gia công chính xác các lỗ lắp ghép •Tổng kiểm tra 13
Gia công mặt chuẩn và các lỗ phụ ể làm chuẩn tinh thống nhất
Gia công các bề mặt còn lại bao gồm:
•Gia công cắt mặt phẳng còn lại
•Gia công thô và bán tinh các lỗ lắp ghép
•Gia công các lỗ dùng ể kẹp chặt
•Gia công chính xác các lỗ lắp ghép •Tổng kiểm tra 18/07/2023 lOMoARcPSD| 40651217
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp 14
4.1.5 Quy trình công nghệ gia công
b) Trình tự gia công chủ yếu các bề mặt chi tiết hộp
Gia công mặt phẳng chuẩn người ta dựa vào quy mô sản xuất ể chọn
máy, thường gia công trên máy phay, bào
Mặt chuẩn tinh thống nhất
Phay mặt chuẩn tinh thống nhất 15 18/07/2023 lOMoARcPSD| 40651217
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp 16 lOMoARcPSD| 40651217 18/07/2023 17
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp
4.1.5 Quy trình công nghệ gia công
b) Trình tự gia công chủ yếu các bề mặt chi tiết hộp
Gia công hai lỗ chuẩn phụ trải qua các bước khoan, khoét, doa có bạc
dẫn hưởng ể ảm bảo ộ chính xác, ộ nhám và khoảng cách lỗ Lỗ chuẩn phụ
Khoan, khoét, doa hai lỗ chuẩn lOMoARcPSD| 40651217 18/07/2023 18 19 A 12 5 A
Downloaded by Phuong Le (lephuong0301@gmail.com) 11 lOMoARcPSD| 40651217 18/07/2023 Z X Y 20 21 Z X Y 22 18/07/2023 lOMoARcPSD| 40651217
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp
4.1.5 Quy trình công nghệ gia công
b) Trình tự gia công chủ yếu các bề mặt chi tiết hộp Gia công các mặt phẳng còn lại
Sử dụng máy phay vạn năng hoặc bào gia công (ít dùng do năng xuất thấp) Phay các mặt phẳng bên 23
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp
4.1.5 Quy trình công nghệ gia công
b) Trình tự gia công chủ yếu các bề mặt chi tiết hộp Gia công các lỗ lắp ghép
Sử dụng máy khoan, khoét, doa hoặc máy tiện phụ thuộc vào ặc iểm chi tiết
và quy mô sản xuất. Các phương pháp ảm bảo ộ chính xác có thể sử dụng
bao gồm: -Sử dụng bạc dẫn hướng
-Sử dụng vạch kích thước trên máy (máy doa tọa ộ)
Thiết bị và phương pháp phụ thuộc vào quy mô sản xuất bao gồm:
-Sản xuất loạt lớn, khối
-Sản xuất hàng loạt
-Sản xuất loạt nhỏ và ơn chiếc 24 18/07/2023 lOMoARcPSD| 40651217
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp
4.1.5 Quy trình công nghệ gia công
b) Trình tự gia công chủ yếu các bề mặt chi tiết hộp Gia công các lỗ lắp ghép
Với sản xuất hàng loạt lớn và khối:
Khoảng cách lỗ ược ảm bảo bằng máy chuyên dùng có bố trí nhiều trục song
song trên máy . Theo cách này chi tiết thường ược gia công theo hai nguyên công thô và tinh 25
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp
4.1.5 Quy trình công nghệ gia công
b) Trình tự gia công chủ yếu các bề mặt chi tiết hộp
Gia công các lỗ lắp ghép
Với sản xuất loạt lớn
Khoảng cách lỗ ược ảm bảo bằng cách sử dụng các bạc dẫn. Độ vuông góc
ược ảm bảo bằng bàn quay máy mang theo chi tiết 18/07/2023 lOMoARcPSD| 40651217
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp 26
4.1.5 Quy trình công nghệ gia công
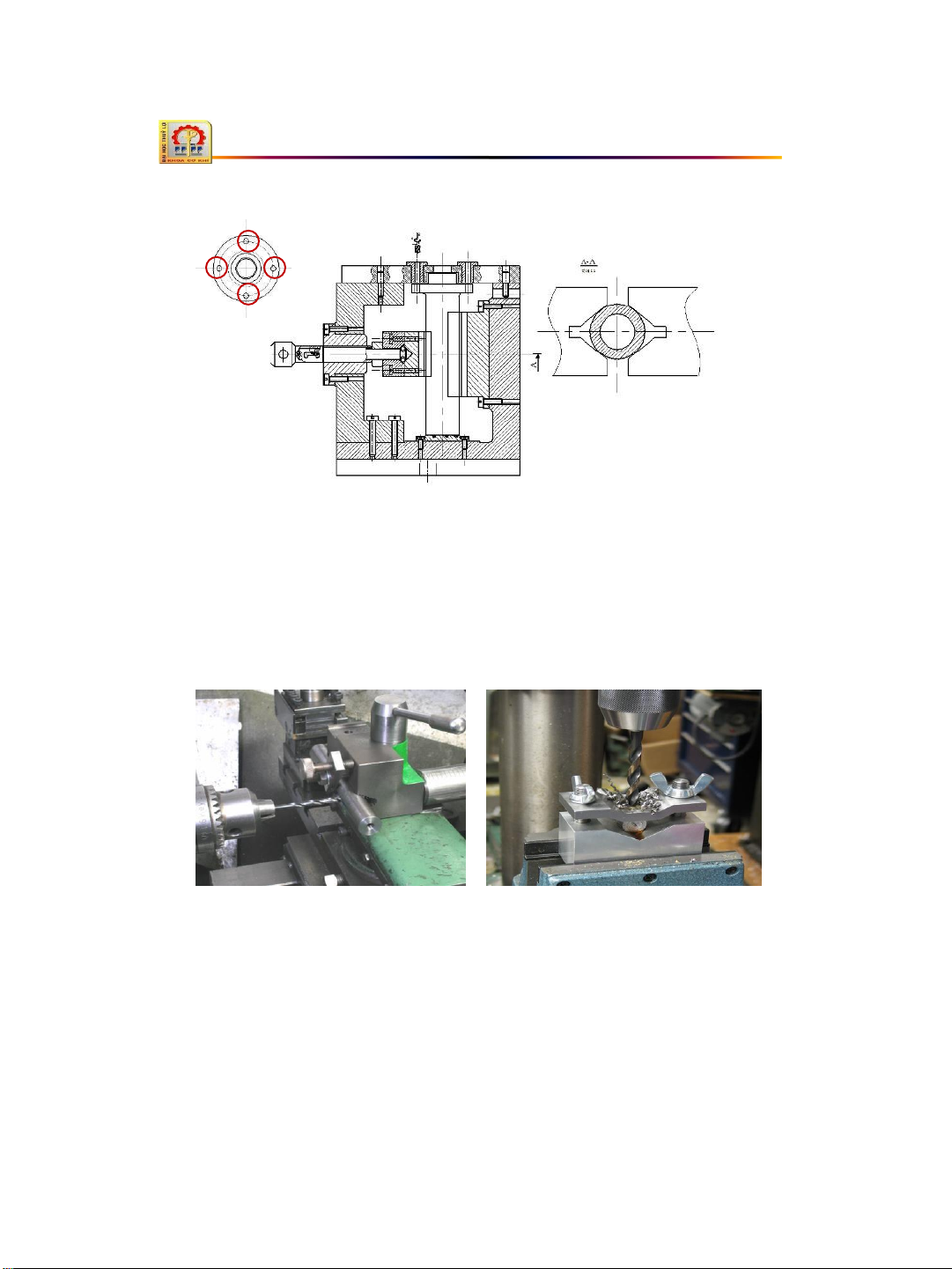
b) Trình tự gia công chủ yếu các bề mặt chi tiết hộp Gia công các lỗ lắp ghép
Với sản xuất nhỏ và ơn chiếc
Sử dụng các máy khoan, khoét, doa thông thường và không cần bạc dẫn
hướng. Khoảng cách lỗ, ộ chính xác ược ảm bảo bằng rà gá theo ường vạch dấu trên phôi.
Ví dụ gia công hai lỗ 1 và 1 2 2 Bước 1: Gá ặt chi tiết
Bước 2: Di chuyển dao ến lỗ 1 Bước 3: Gia công lỗ 1
Bước 4: Di chuyển và gia công lỗ 2 27
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp
4.1.5 Quy trình công nghệ gia công
b) Trình tự gia công chủ yếu các bề mặt chi tiết hộp Gia công các lỗ lắp ghép 18/07/2023 lOMoARcPSD| 40651217
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp 28
4.1.5 Quy trình công nghệ gia công
b) Trình tự gia công chủ yếu các bề mặt chi tiết hộp Gia công các lỗ kẹp chặt
Tương tự như khi gia công các lỗ chính, thiết bị và phương pháp phụ thuộc
vào sản lượng sản xuất: Sản xuất khối và loạt lớn, hàng loạt vừa, loạt nhỏ
và ơn chiếc.
-Sản xuất loạt lớn và khối: Sử dụng các máy chuyên dùng, nhiều trục và
chạy theo dây chuyền nhằm ạt năng xuất cao nhất
-Sản xuất loạt vừa: Sử dụng máy khoan cần, có lắp nhiều ầu dao theo trình
tự gia công ể giảm thiểu thời gian thay dao
-Loạt nhỏ và ơn chiếc: sử dụng khoan ứng hoặc khoan cần có bạc dẫn hướng hoặc lấy dấu 29
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp
4.1.5 Quy trình công nghệ gia công
b) Trình tự gia công chủ yếu các bề mặt chi tiết hộp
Gia công các lỗ kẹp chặt 18/07/2023 lOMoARcPSD| 40651217
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp 30
4.1.5 Quy trình công nghệ gia công
b) Trình tự gia công chủ yếu các bề mặt chi tiết hộp Gia công chính xác các lỗ lắp ghép
Với các chi tiết có yêu cầu ộ chính xác ạt cấp 6, 7 cần có nguyên công gia
công tinh lần cuối. Nguyên công này có thể là doa mỏng, mài hành tinh,
mài khôn, lăn ép…
-Doa mỏng: Sử dụng chi tiết yêu cầu cao ộ chính xác cao về kích thước, hình
dạng hình học, ộ thẳng tâm
-Mài hành tinh: Dùng cho lỗ có ường kính lớn hơn 180 mm (năng xuất thấp, kết cấu phức tạp)
-Mài khôn: cho lỗ có kích thước 25÷500 mm (năng xuất cao, kinh tế)
-Lăn ép: gia công bằng biến dạng dẻo (chi tiết có ộ cứng ≤ 40 HRC) 31 18/07/2023 lOMoARcPSD| 40651217
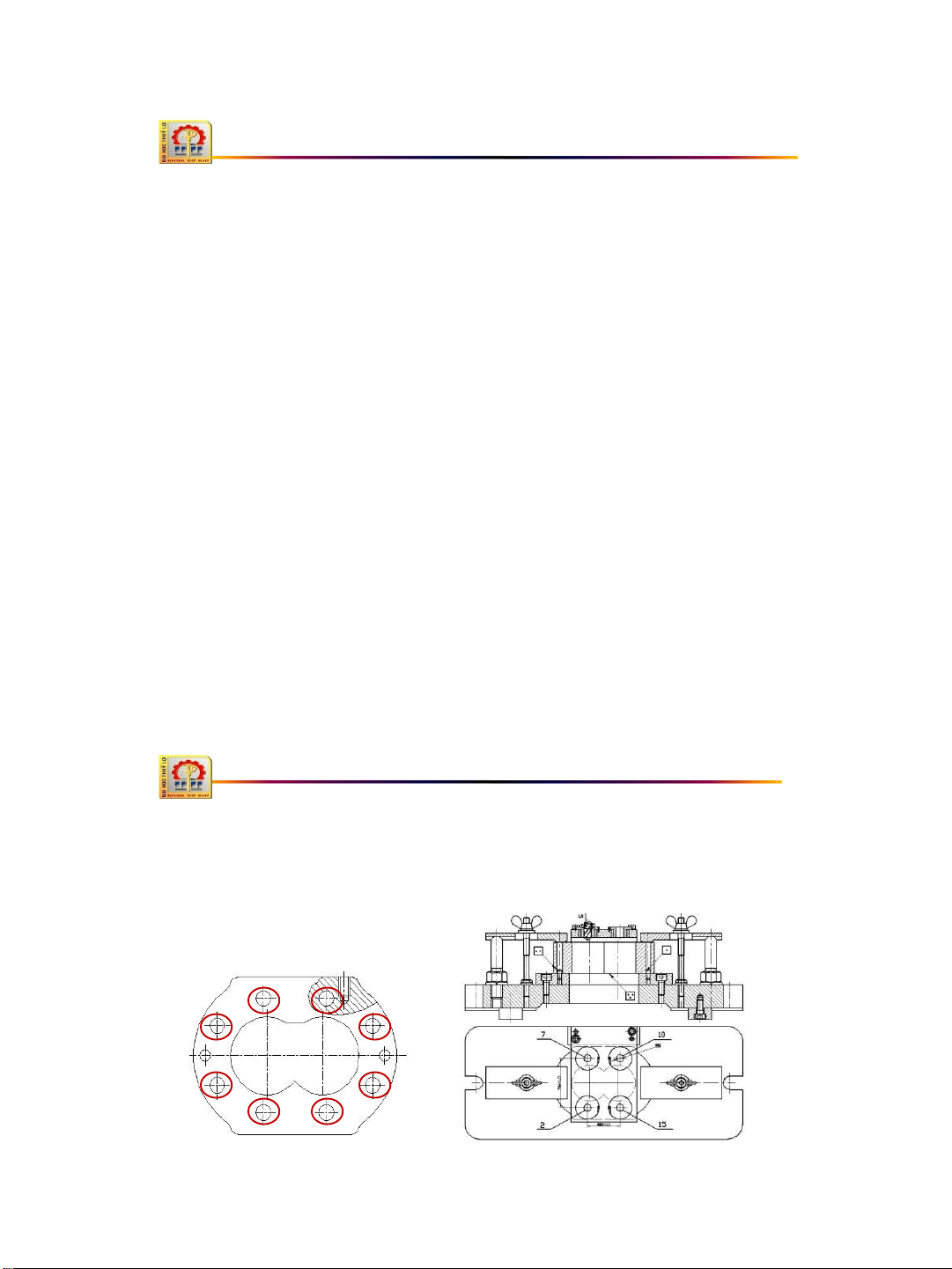
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp 32 lOMoARcPSD| 40651217 18/07/2023 D E (M8) C (Ø30) F (4xØ15) B,G (2 mặt ) A
Hãy lập quy trình gia công chi tiết như hình trên 33 D E (M8) C (Ø30) F (4xØ15) B,G (2 mặt ) + GC mặt A, 2 lỗ F A + GC B, G, D + GC thô lỗ C + GC lỗ F và D + Gia công tinh C
Hãy lập quy trình gia công chi tiết như hình trên 34 lOMoARcPSD| 40651217 18/07/2023
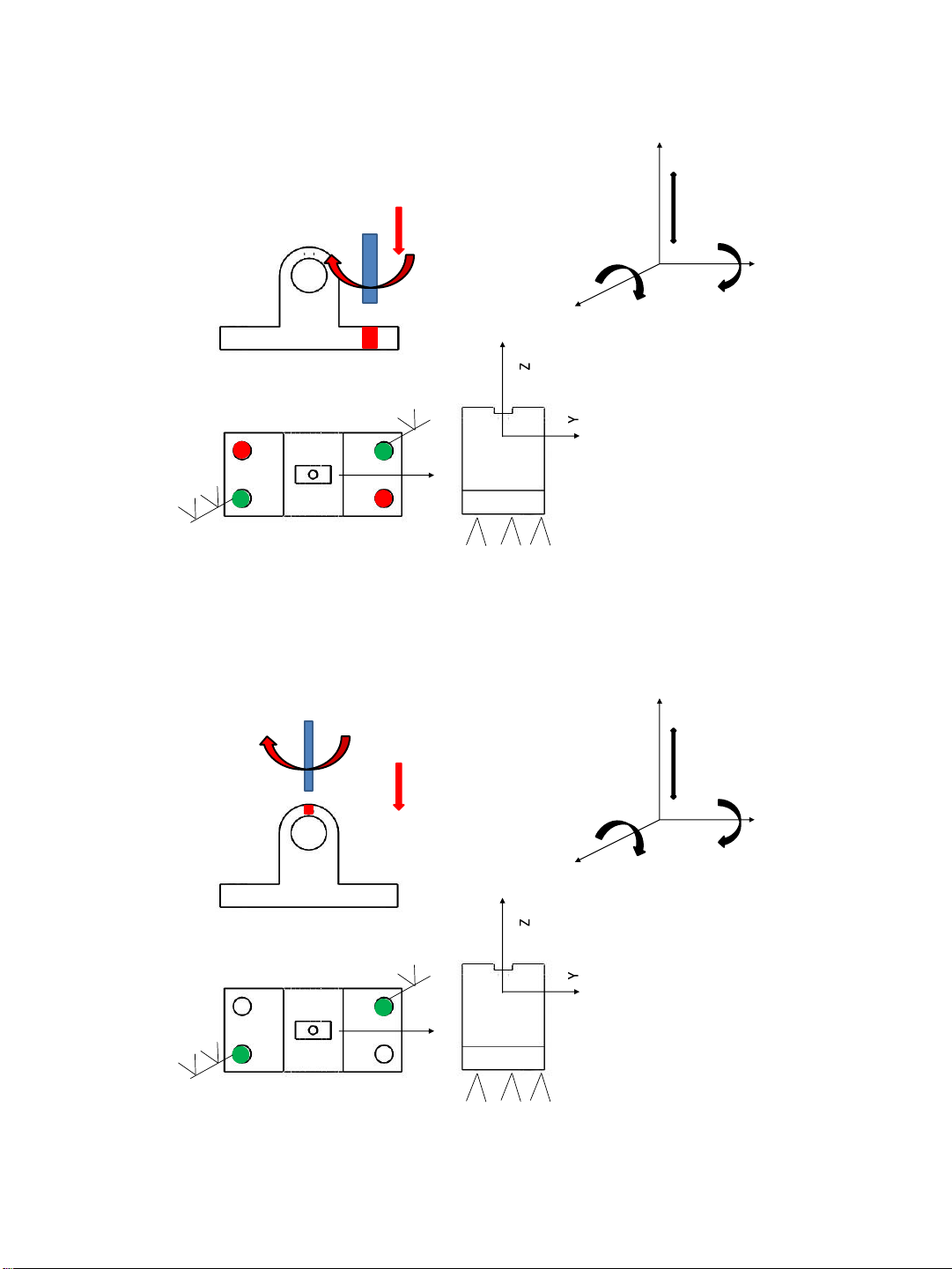
Nguyên công 1: Gia công mặt phẳng A Z X Y A A1 35
Nguyên công 2: Gia công 2 lỗ ịnh vị => Ø15 Z X Y A A1 36 lOMoARcPSD| 40651217 18/07/2023
Nguyên công 3: Gia công mặt phẳng Z X Y X Z Y 37
Nguyên công 4: Gia công thô và tinh lỗ C Z X Y X Z Y 38 lOMoARcPSD| 40651217 18/07/2023
Nguyên công 5: Gia công 2 lỗ kẹp chặt còn lại Z X X Y 39
Nguyên công 6: Khoan va taro Z X X Y 40 lOMoARcPSD| 40651217 18/07/2023 41 Z
Nguyên công 1 : Gia công mặt phẳng A X A Y A1 42 lOMoARcPSD| 40651217 18/07/2023 Z
Nguyên công 1 : Gia công mặt phẳng A X A Y A1 43
Nguyên công 2 : Gia công mặt Z X A Y lỗ F A1 lOMoARcPSD| 40651217 18/07/2023 44
Nguyên công 3 : Gia công mặt B,D, G Z X Y A1 45
Nguyên công 4 : Gia công thô và tinh lỗ lắp ghép Z X Y 46 lOMoARcPSD| 40651217 18/07/2023
Nguyên công 5 : Gia công lỗ kẹp chặt Z X Y + Khoan 2 lỗ kẹp chặt A + Khoan và taro lỗ ren M8 A1 47
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp
4.1.5 Quy trình công nghệ gia công
b) Trình tự gia công chủ yếu các bề mặt chi tiết hộp Tổng kiểm tra
Mặt phẳng: kiểm tra ộ thẳng (ồng hồ so, thước), kiểm tra ộ phẳng (ồng hồ so, bàn rà có bôi sơn) 48 lOMoARcPSD| 40651217 18/07/2023
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp
4.1.5 Quy trình công nghệ gia công
b) Trình tự gia công chủ yếu các bề mặt chi tiết hộp Tổng kiểm tra
Kích thước lỗ: Chiều sâu lỗ (thước cặp, calip), hình dáng hình học (ồng hồ so) 49
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp
4.1.5 Quy trình công nghệ gia công
b) Trình tự gia công chủ yếu các bề mặt chi tiết hộp Tổng kiểm tra
Độ ồng tâm: ược kiểm tra bằng trục kiểm và ồng hồ so 50 18/07/2023 lOMoARcPSD| 40651217 nghệ 4.1 Quy trình công
chế tạo chi tiết dạng hộp
4.1.5 Quy trình công nghệ gia công
b) Trình tự gia công chủ yếu các bề mặt chi tiết hộp Tổng kiểm tra
Khoảng cách tâm lỗ: sử dụng các trục kiểm và o khoảng cách 51
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp
4.1.5 Quy trình công nghệ gia công
b) Trình tự gia công chủ yếu các bề mặt chi tiết hộp Tổng kiểm tra
Độ song song: sử dụng các trục và ồng hồ xo
Kiểm tra ộ song song Kiểm tra ộ song song giữ các lỗ trục và ế 52 lOMoARcPSD| 40651217 18/07/2023 53
4.1 Quy trình công nghệ chế tạo chi tiết dạng hộp
4.1.5 Quy trình công nghệ gia công
b) Trình tự gia công chủ yếu các bề mặt chi tiết hộp Tổng kiểm tra
Độ vông góc: sử dụng ồng hồ so hoặc calip chuyên dùng Kiểm tra ộ vuông góc giữa lỗ và mặt ầu 54 18/07/2023 lOMoARcPSD| 40651217 nghệ
Kiểm tra ộ vuông góc bằng ồng so và calip 4.1 Quy trình công
chế tạo chi tiết dạng hộp
4.1.5 Quy trình công nghệ gia công
b) Trình tự gia công chủ yếu các bề mặt chi tiết hộp Tổng kiểm tra
Ví dụ kiểm tra khoảng cách trục và ế Kiểm tra ộ song song Kiểm tra ộ vuông góc Kiểm tra ộ vuông góc giữa lỗ và mặt ầu bằng ồng so và calip 55
4.2 Quy trình công nghệ gia công chi tiết dạng càng Khái niệm
Loại chi tiết có một hoặc một số lỗ cơ bản cần gia công ạt ộ chính xác
cao mà ường tâm của chúng song song hoặc tạo với nhau một góc Chức năng
Biến chuyển ộng thẳng thành chuyển ộng quay (ộng cơ ) hoặc làm cơ cấu
thay ổi tỷ số truyền trong hộp số (càng gạt) lOMoARcPSD| 40651217 18/07/2023 56 57
4.2 Quy trình công nghệ gia công chi tiết dạng càng
Yêu cầu kỹ thuật
Kích thước lỗ cơ bản ược gia công ạt cấp chính xác 7 ÷ 9, Ra = 0,63 ÷ 0,32
Độ không song song các tâm lỗ cơ bản ạt 0,03 ÷ 0,05 mm /100mm bán kính 18/07/2023 lOMoARcPSD| 40651217 nghệ
Độ không vuông góc các tâm lỗ so với mặt ầu 0,05 ÷ 0,1 mm/ 100mm bán kính
Độ không song song của mặt ầu các lỗ cơ bản khoảng 0,05 ÷ 0,25 mm/ 100mm bán kính mặt ầu
Các rãnh then ược gia công ạt cấp chính xác 8 ÷ 10, Rz = 10 ÷ 40
Các bề mặt làm việc nhiệt luyện ạt ộ cứng 50 ÷ 55 HRC 58 4.2 Quy trình công
gia công chi tiết dạng càng
Tính công nghệ trong kết cấu Có ộ cứng vững cao
Chiều dài của các lỗ nên bằng nhau và các mặt ầu của chúng cùng
nằm trên mặt phẳng ể tiện gá ặt
Kết cẩu của càng nên ối xứng qua một mặt phẳng nào ó
Kết cấu của càng phải thuận tiện cho việc gia công nhiều chi tiết Hình
dáng của càng phải thuận tiện cho việc chọn chuẩn 59 lOMoARcPSD| 40651217 18/07/2023
4.2 Quy trình công nghệ gia công chi tiết dạng càng
4.2.1 Quy trình công nghệ gia công chi tiết a) Chuẩn ịnh vị
Chi tiết càng luôn phải ược ảm bảo ộ chính xác và vị trí tương quan:
Các lỗ và mặt (ộ vuông góc)
Các lỗ với lỗ (ộ song song, khoảng cách tâm)
Các mặt với các mặt (song song, khoảng cách) Chuẩn thô Chuẩn tinh 60 lOMoARcPSD| 40651217 18/07/2023
4.2.1 Quy trình công nghệ gia công chi tiết
b) Trình tự gia công Gia công mặt ầu
Gia công thô và tinh các lỗ cơ bản
Gia công các lỗ khác (ren, dầu…)
Cân bằng trọng lượng (nếu cần) Kiểm tra 61 62 lOMoARcPSD| 40651217 18/07/2023
4.2 Quy trình công nghệ gia công chi tiết dạng càng 63
Gia công các mặt chuẩn
+ GC mặt phẳng, tại ó lỗ 1 ược gia công
+ Gia công lỗ 1, thô và tinh luôn
+ Gia công lỗ số 2 => ã có chuẩn tinh thống nhất
Dùng chuẩn tinh ã có gia công các phần còn lại lOMoARcPSD| 40651217 18/07/2023 5
+ Gia công vị trs số 4, 5 6 + Gia công vị trí số 3 4 2 3 1 + Gia công vị trí số 6 64
4.2.1 Biện pháp công nghệ thực hiện các nguyên công chính
a)Giacông mặtầu 65 lOMoARcPSD| 40651217 18/07/2023
4.2 Quy trình công nghệ gia công chi tiết dạng càng
4.2 Quy trình công nghệ gia công chi tiết dạng càng
4.2.1 Quy trình công nghệ gia công chi tiết
b) Gia công thô và tinh lỗ cơ bản 66 lOMoARcPSD| 40651217 18/07/2023
4.2 Quy trình công nghệ gia công chi tiết dạng càng
4.2.1 Quy trình công nghệ gia công chi tiết
b) Gia công thô và tinh lỗ cơ bản 67
4.2 Quy trình công nghệ gia công chi tiết dạng càng
4.2.1 Quy trình công nghệ gia công chi tiết b)Giacôngthôvàtinh
lỗ cơ bản 68 lOMoARcPSD| 40651217 18/07/2023
4.2 Quy trình công nghệ gia công chi tiết dạng càng
4.2.1 Quy trình công nghệ gia công chi tiết
c) Gia công lỗ không cơ bản và vị trí khác 69
4.2 Quy trình công nghệ gia công chi tiết dạng càng
4.2.1 Quy trình công nghệ gia công chi tiết
c) Gia công lỗ không cơ bản và vị trí khác 70 lOMoARcPSD| 40651217 18/07/2023
4.2 Quy trình công nghệ gia công chi tiết dạng càng
4.2.1 Quy trình công nghệ gia công chi tiết
c)Giacông lỗ không cơ bản và vị tríkhác 71 lOMoARcPSD| 40651217 18/07/2023
4.2 Quy trình công nghệ gia công chi tiết dạng càng
4.2.1 Quy trình công nghệ gia công chi tiết
4.2 Quy trình công nghệ gia công chi tiết dạng càng
4.2.1 Quy trình công nghệ gia công chi tiết
d) Gia công các vị trí khác 72 d) Kiểm tra
Kiểm tra ường kính lỗ cơ bản: sử dụng calip, ồng hồ o lỗ 73 lOMoARcPSD| 40651217 18/07/2023
4.2 Quy trình công nghệ gia công chi tiết dạng càng
4.2.1 Quy trình công nghệ gia công chi tiết
4.2 Quy trình công nghệ gia công chi tiết dạng càng
4.2.1 Quy trình công nghệ gia công chi tiết
d) Kiểm tra Khoảng cách tâm lỗ cơ bản 74 d) Kiểm tra
Độ không song song các lỗ cơ bản lOMoARcPSD| 40651217 18/07/2023
4.2 Quy trình công nghệ gia công chi tiết dạng càng
4.2.1 Quy trình công nghệ gia công chi tiết 75
4.2 Quy trình công nghệ gia công chi tiết dạng càng
4.2.1 Quy trình công nghệ gia công chi tiết d) Kiểm tra
Độ vuông góc giữa ường tâm và mặt
ầu : ồng hồ so và ồ gá chuyển dùng 76 lOMoARcPSD| 40651217 18/07/2023 Mặt Lỗ ren G Mặt phẳng F ( M 5) phẳng H Lỗ ren K ( M 5) Lỗ C Lỗ D Bề mặt A Bề mặt B 77
Nguyên công 1: Gia công các mặt phẳng P 78 lOMoARcPSD| 40651217 18/07/2023
Nguyên công 1: Gia công các mặt phẳng Fix 79
Nguyên công 2: Gia công các lỗ chính (thô, tinh) 80 lOMoARcPSD| 40651217 18/07/2023
Nguyên công 2: Gia công các lỗ chính (thô, tinh) 81
Nguyên công 3: Gia công các vấu trên thân Lần gá 1 Y X 82 lOMoARcPSD| 40651217 18/07/2023
Nguyên công 3: Gia công các vấu trên thân Lần gá 2 83
Nguyên công 3: Khoan và taro lỗ ren Lần gá 1 84 lOMoARcPSD| 40651217 18/07/2023
Nguyên công 3: Khoan và taro lỗ ren Lần gá 2 85
Nguyên công 4: Kiểm tra ộ vuông góc của lỗ chính 86 lOMoARcPSD| 40651217 18/07/2023
Nguyên công 4: Kiểm tra ộ vuông góc của lỗ chính Z Y X 87
Nguyên công 4: Kiểm tra ộ song song hai lỗ chính lOMoARcPSD| 40651217 18/07/2023 88
Nguyên công 4: Kiểm tra ộ song song hai lỗ chính A A 89
4.3 Quy trình công nghệ gia công chi tiết dạng trục Khái niệm
Chi tiết trục là chi tiết có nhiệm vụ truyền chuyển ộng quay, mô men xoắn
trong cơ khí chế tạo. Có thể chia ra làm 5 loại trục: Trục trơn Trục bậc Trục rỗng Trục răng
Trục lệch tâm (trục khuỷu) lOMoARcPSD| 40651217 18/07/2023 90
4.3 Quy trình công nghệ gia công chi tiết dạng trục Khái niệm
Ví dụ các chi tiết trục Trụctrơn Trụcrỗng Trụcbậc Trụcrăng Trụclệch tâm 91 lOMoARcPSD| 40651217 18/07/2023 92 FIX Dieu chinh Z X Y 93 Phôi dập Phôi dập Phôi dập 7,234,1,6,5 67,2345,1,5 65,7,234,1 94 lOMoARcPSD| 40651217 18/07/2023 95 96 lOMoARcPSD| 40651217 18/07/2023
4.3 Quy trình công nghệ gia công chi tiết dạng trục
4.3.1 Yêu cầu kỹ thuật
Kích thước ường kính các cổ lắp ghép yêu cầu cấp chính xac 7 ÷ 9, hoặc có thể cấp 5
Độ chính xác hình dáng hình học (côn, ô van ) các trục trong khoảng
0.25 ÷ 0.5 dung sai ường kính cổ trục
Dung sai chiều dài mỗi bậc trục 0.05 ÷0.2 mm
Độ lệch tâm giữa các cổ truc lắp ghép không quá 0.01 ÷ 0.03 mm
Độ không song song giữa rãnh then, then hoa với các tâm trục không quá 0.01mm/ 100 mm chiều dài
Độ không song song giữa rãnh then, then hoa với các tâm trục không quá 0.01mm/ 100 mm chiều dài
Độ nhám cổ trục Ra = 1.25 ÷ 0.63, các mặt ầu Rz = 40 ÷ 20, bề mặt không lắp ghép Rz = 80 ÷ 40
Tính chất cơ lý, ộ cân bằng tùy thuộc vào yêu cầu kỹ thuật chi tiết 97
4.3 Quy trình công nghệ gia công chi tiết dạng trục
4.3.2 Vật liệu chế tạo và phương pháp chế tạo phôi Vật liệu
Thép cacbon : C30, C40, C45 ( trục thông thường)
Thép hợp kim 40Cr, 40Mn, 50Mn…(tải trọng lớn)
Gang xám, gang cầu ( ộ bền cao, chịu rung ộng mài mòn)
Phương pháp chế tạo
Phôi thanh (trục trơn)
Phôi cán nóng (trục bậc có ường kính chênh lêch lệch nhỏ)
Gang xám, gang cầu ( ộ bền cao, chịu rung ộng mài mòn)
Phôi rèn , dập nóng ( trục bậc trong SX lớn)
Phôi úc (vật liệu gang) lOMoARcPSD| 40651217 18/07/2023 98 18/07/2023 lOMoARcPSD| 40651217
4.3 Quy trình công nghệ gia công chi tiết dạng trục
4.3.3 Tính công nghệ trong kết cấu
Các bề mặt trên trục có thể gia công bằng dao thông thường
Đường kính các cổ trục giảm dần về hai ầu
Đường kính trục giảm ến mức có thể sao cho vẫn ảm bảo yêu cầu làm việc
Khi gia công trục dài phải bố trí ược luy net dễ dàng
Các bề mặt khác ( rãnh then, then hoa, lỗ…) phải ược bố trí gia công dễ dàng 99
4.3 Quy trình công nghệ gia công chi tiết dạng trục
4.3.4 Quy trình công nghệ gia công chi tiết a) Chuẩn ịnh vị
Các chi tiết trục sử dụng chuẩn tinh thống nhất là lỗ tâm ở hai ầu
Trục sử dụng hai mũi tâm
Trục rỗng sử dụng hai làm chuẩn mũi tâm khía nhám 100 lOMoARcPSD| 40651217 18/07/2023 101
Bước 1: Gia công thô, tinh bên ngoài
Bước 2: Gia công thô và tinh lỗ bên trong PÁ 1
Bước 1: Gia công thô bên ngoài
Bước 2: Gia công thô và tinh lỗ bên trongPÁ
2 Bước 3: Gia công tinh bên ngoài 102 18/07/2023 lOMoARcPSD| 40651217
4.3 Quy trình công nghệ gia công chi tiết dạng trục
4.3.4 Quy trình công nghệ gia công chi tiết
b) Trình tự gia công các bề mặt
Gia công chuẩn bị: cắt phôi, khỏa mặt ầu, khoan tâm
Gia công trước nhiệt luyện: gia công các oạn trục có ường kính lớn
trước, oạn có ường kính nhỏ sau ể ảm bảo cứng vững bao gồm:
• Tiện thô và bán tinh các mặt trụ
• Tiện tinh (với trục rỗng cần gia công lỗ mới tiện tinh mặt ngoài)
• Mài thô cổ trục ể ỡ chi tiết khi phay
• Nắn thẳng trục có chiều dài L/D >10 và D < 100mm • Gia công mặt
ịnh hình (răng, rãnh then, then hoa…)
• Gia công các mặt còn lại (ren, mặt không quan trọng…) 103
4.3 Quy trình công nghệ gia công chi tiết dạng trục
4.3.4 Quy trình công nghệ gia công chi tiết
b) Trình tự gia công các bề mặt
Nhiệt luyện Nắn thằng
sau nhiệt luyện Gia công sau nhiệt luyện
• Mài thô và tinh ccác cổ trục
• Mài thô và tinh các mặt ịnh hình (nếu có) • Đánh bóng lOMoARcPSD| 40651217 18/07/2023 104 18/07/2023 lOMoARcPSD| 40651217
4.3 Quy trình công nghệ gia công chi tiết dạng trục
4.3.5 Biện pháp công nghệ thực hiện các nguyên công chính
a) Phay mặt ầu, khoan lỗ tâm Phay hai mặt ầu trong SX Gia công mặt ầu và khoan hàng loạt tâm trên máy chuyên dùng Khoan tâm trên máy tiện 105
4.3 Quy trình công nghệ gia công chi tiết dạng trục
4.3.5 Biện pháp công nghệ thực hiện các nguyên công chính 106 18/07/2023 lOMoARcPSD| 40651217
4.3 Quy trình công nghệ gia công chi tiết dạng trục
4.3.5 Biện pháp công nghệ thực hiện các nguyên công chính
a) Phay mặt ầu, khoan lỗ tâm 107
4.3 Quy trình công nghệ gia công chi tiết dạng trục
4.3.5 Biện pháp công nghệ thực hiện các nguyên công chính
b) Tiện thô và tinh các trục bậc
Có thể thực hiện trên máy tiện vạn năng, máy tiện có bàn dao chép hình
thủy lực, máy tiện nhiều dao (tùy theo loại sản xuất là nhỏ, loạt nhỏ hay loạt lớn) 18/07/2023 lOMoARcPSD| 40651217
4.3 Quy trình công nghệ gia công chi tiết dạng trục
4.3.5 Biện pháp công nghệ thực hiện các nguyên công chính 108
c) Mài thô và tinh các cổ trục
Có thể thực hiện trên máy mài tròn ngoài, hoặc máy mài vô tâm Máy mài tròn ngoài Máy mài vô tâm 109
4.3 Quy trình công nghệ gia công chi tiết dạng trục
4.3.5 Biện pháp công nghệ thực hiện các nguyên công chính
d) Gia công các mặt ịnh hình
Gia công ren theo chiều trục (tiện ren, cán ren, phay ren )
Gia công răng trên trục (bao hình hoặc ịnh hình)
Gia công rãnh then và then hoa (Phay ngón, phay ĩa)
Gia công các phần lệch tâm (phay, tiện,) Gia công ren Gia công răng Gia then hoa Gia công phần 18/07/2023 lOMoARcPSD| 40651217
4.3 Quy trình công nghệ gia công chi tiết dạng trục
4.3.5 Biện pháp công nghệ thực hiện các nguyên công chính lệch tâm 110
e) Gia công các lỗ chính xác dọc trục
Phôi thanh: thực hiện bằng phương pháp khoan, khoét, tiện, doa
Phôi úc: thực hiện bằng phương pháp khoét, tiện, doa 111
4.3 Quy trình công nghệ gia công chi tiết dạng trục
4.3.5 Biện pháp công nghệ thực hiện các nguyên công chính
e) Gia công các lỗ chính xác dọc trục
Phôi thanh: thực hiện bằng phương pháp khoan, khoét, tiện, doa
Phôi úc: thực hiện bằng phương pháp khoét, tiện, doa 18/07/2023 lOMoARcPSD| 40651217
4.3 Quy trình công nghệ gia công chi tiết dạng trục
4.3.5 Biện pháp công nghệ thực hiện các nguyên công chính 112
f) Gia công các lỗ vuông góc trên
Có thể ược gia công trên máy tiện hoặc khoan (ịnh vị dùng khối V) 113 18/07/2023 lOMoARcPSD| 40651217
4.3 Quy trình công nghệ gia công chi tiết dạng trục
4.3.5 Biện pháp công nghệ thực hiện các nguyên công chính
4.3 Quy trình công nghệ gia công chi tiết dạng trục
4.3.5 Biện pháp công nghệ thực hiện các nguyên công chính
g) Gia công tinh lần cuối
Tùy theo yêu cầu làm việc của chi tiết ể lựa chọn phương pháp gia công tinh:
Mài tinh (ộ chính xác thông thường)
Đánh bóng ( ộ chính xác cao trục khuỷu, trục máy cắt)
Mài khôn, hoặc mài siêu tinh xác ( ộ chính xác cao trục khuỷu, trục máy cắt) 114 h) Kiểm tra
Kiểm tra ộ chính xác ường kính, chiều dài bậc trục , then, then hoa, ộ
nhám ( sử dụng thước cặp, calip, mẫu so sánh ộ nhám…) Calip Mẫu o ộ nhám Thước cặp 18/07/2023 lOMoARcPSD| 40651217
4.3 Quy trình công nghệ gia công chi tiết dạng trục
4.3.5 Biện pháp công nghệ thực hiện các nguyên công chính 115
4.3 Quy trình công nghệ gia công chi tiết dạng trục
4.3.5 Biện pháp công nghệ thực hiện các nguyên công chính h) Kiểm tra
Kiểm tra ộ ồng tâm giữa các bậc trục, ộ vuông góc mặt ầu và ường tâm
lỗ ( ồng hồ so, thước góc) Độ ồng tâm Đo ộ vuông góc 116 lOMoARcPSD| 40651217 18/07/2023 Z=30, m=2 AB C Then F D Then E A B AB
Gia công chi tiết trục răng như trên 117
Nguyên công 1: Khỏa mặt, khoan tâm, tiện nửa trục 118 lOMoARcPSD| 40651217 18/07/2023
Nguyên công 2: Khỏa mặt, khoan tâm và tiện ầu còn lại 119
Nguyên công 3: Tiện tinh các oạn trục 120 lOMoARcPSD| 40651217 18/07/2023
Nguyên công 4: Mài hai cổ trục 121
Nguyên công 4: Gia công bánh răng 122 lOMoARcPSD| 40651217 18/07/2023
Bước 1 : Gia công rãnh then số 1 Hạn chế 5 bậc tự do
Bước 2 : Gia công rãnh then số 2
Nguyên công 5: Gia công rãnh then Hạn chế 6 bậc tự do Bước 1 Bước 2 123
Nguyên công 6: Kiểm tra ộ ồng tâm. lOMoARcPSD| 40651217 18/07/2023 124 18/07/2023 lOMoARcPSD| 40651217
4.4 Quy trình công nghệ gia công chi tiết dạng bạc Khái niệm
Chi tiết dạng trụ rỗng, mỏng có tác dụng làm tăng tuổi thọ các chi tiết
chuyển ộng quay hoặc tịnh tiến. Bạc ồng Đo ồng tự bôi trơn Bạc dẫn hướng khuôn Bạc sắt Bạc bi 125 126 18/07/2023 lOMoARcPSD| 40651217
4.4 Quy trình công nghệ gia công chi tiết dạng bạc
Phân loạibạc D Loại có gờ hoặc bích Loại có xẻ rãnh L
Bạcmỏng có xẻ rãnh L/D = 0.5 ÷ 3.5 Bạc có lỗ hìnhcôn Bạctrơn Bạc cóvai Bạc xẻ rãnh Bạcmặt trongcôn Loại trơn 127
4.4 Quy trình công nghệ gia công chi tiết dạng bạc
4.4.1 Yêu cầu kỹ thuật
Độ chính xác bề mặt ngoài có thể ạt cấp 7 ÷ 10
Độ chính xác bề mặt lỗ ạt cấp 7, cấp 10, hoặc cấp 5 (yêu cầu chính xác cao)
Độ ồng tâm mặt ngoài và mặt lỗ thuông thường ạt > 0.15mm
Độ không vuông góc giữa mặt ầu và ường tâm lỗ khoảng 0.1 ÷ 0.2 mm/ 100mm bán kính. Độ nhám bề mặt
Với mặt ngoài Ra = 2.5
Mặt lỗ Ra = 2.5 ÷ 0.63 (tùy theo yêu cầu), ôi khi Ra = 0.32
Downloaded by Phuong Le (lephuong0301@gmail.com) 73 18/07/2023 lOMoARcPSD| 40651217
4.4 Quy trình công nghệ gia công chi tiết dạng bạc
Mặt ầu Rz = 40 ÷ 10, có khi cần Ra = 2.5 ÷ 1.25 128
4.4.2 Vật liệu và phương pháp chế tạo phôi Vật liệu
Có thể sử dụng vật liệu như thép, ồng, gang, chất dẻo hoặc gốm
Phương pháp chế tạo phôi
Bạc có ường kính D < 20 có thể dùng phôi thanh ịnh hình, thép thanh
cán nóng, phôi úc (ồng, gang)
Bạc có ường kính D >20 phôi ống hoặc phôi có lỗ úc sẵn
Bạc có thành mỏng dùng ồng thau hoặc ồng ỏ, hay dùng ồng là cuốn lại.
Với bạc có yêu cầu làm việc lâu dài dùng hợp kim xốp, thấm dầu ể
tăng khả năng bôi trơn khi làm việc
Với bạc rất nhỏ nhẹ có thể làm bằng chất dẻo, gốm (thiêu kết) 129
4.4 Quy trình công nghệ gia công chi tiết dạng bạc
4.4.3 Tính công nghệ trong kết cấu
Chi tiết bạc khi thiết kế cần chú ý ến ặt trưng tỷ số kích thước giữa
ường kính và chiều dài L/D = 0.5 ÷ 3.5
Tùy theo yêu cầu làm việc, bạc cần ơn giản, dễ gia công
Chiều dày bạc không quá mỏng sẽ gây khó khăn cho việc kẹp chặt khi gia công 18/07/2023 lOMoARcPSD| 40651217
4.4 Quy trình công nghệ gia công chi tiết dạng bạc 130
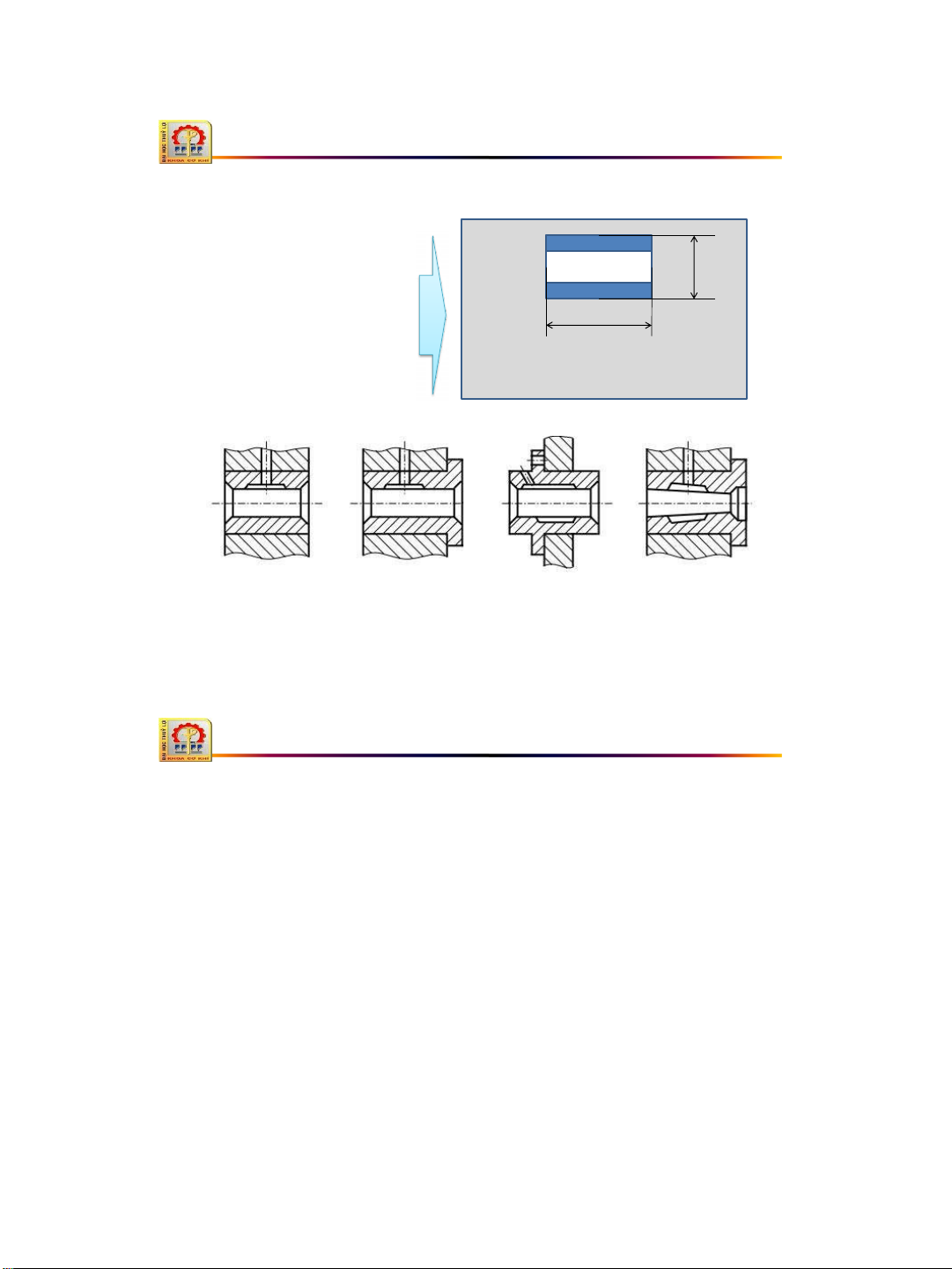
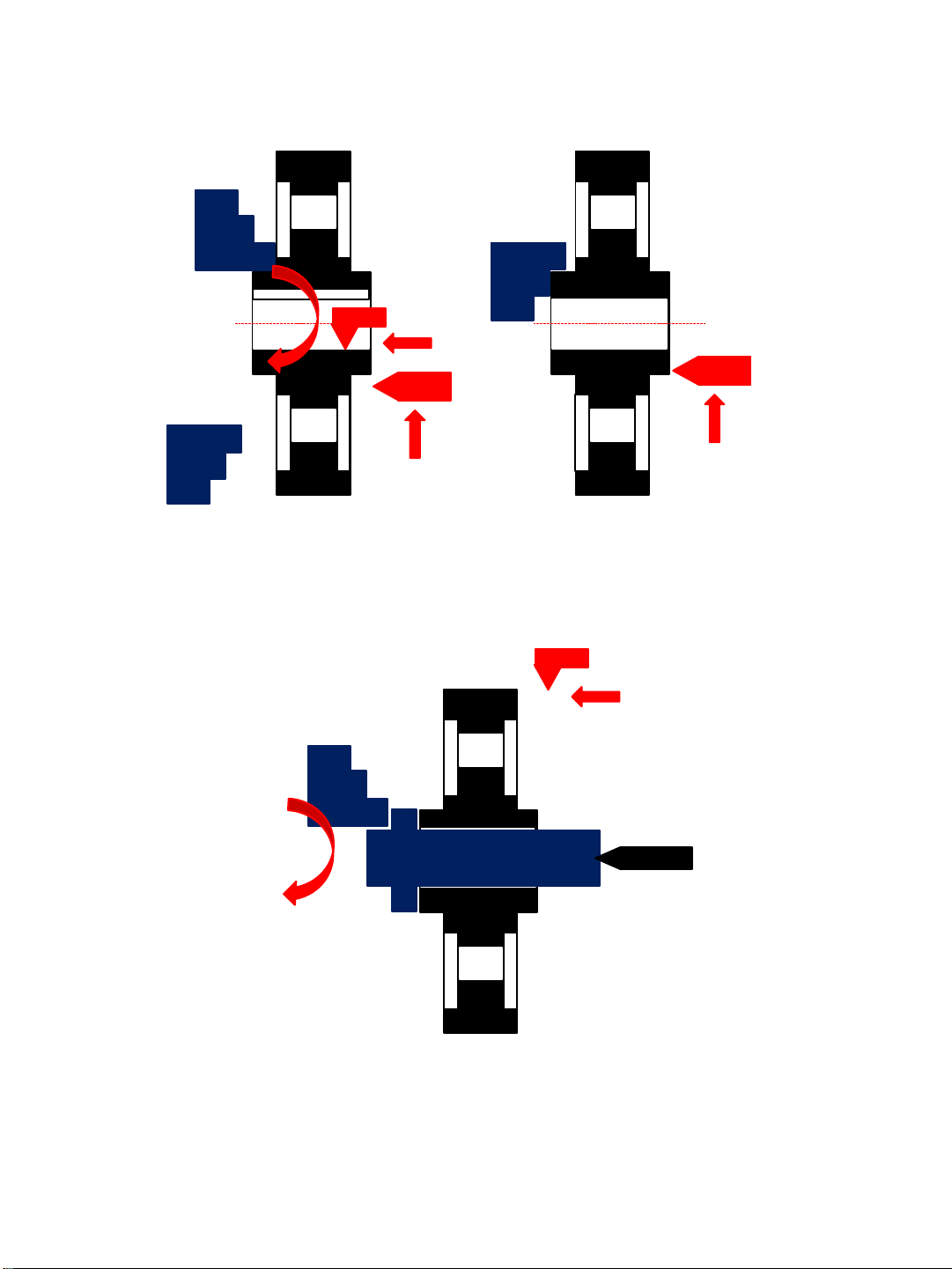
4.4.4 Quy trình công nghệ gia công chi tiết bạc a) Chuẩn ịnh vị
Có thể là mặt trụ ngoài, trụ trong tùy theo phương pháp gia công
Gia công ạt ộ chính xác sau một lần gá
Gia công ạt ộ chính xác sau hai lần gá
Gia công ạt ộ chính xác sau ba lần gá 131
4.4 Quy trình công nghệ gia công chi tiết dạng bạc
4.4.4 Quy trình công nghệ gia công chi tiết bạc
B ) Trình tự gia công
1. Gia công cắt mặt chính ( mặt ngoài, mặt trong và mặt ầu) 2. Khoan các lỗ phụ 3. Gia công các mặt ịnh hình 4. Nhiệt luyện
5. Gia công tinh các lỗ, mặt ngoài
6. Đánh bóng các bề mặt có yêu cầu ộ bóng cao 7. Kiểm tra
Downloaded by Phuong Le (lephuong0301@gmail.com) 75 18/07/2023 lOMoARcPSD| 40651217
4.4 Quy trình công nghệ gia công chi tiết dạng bạc 132
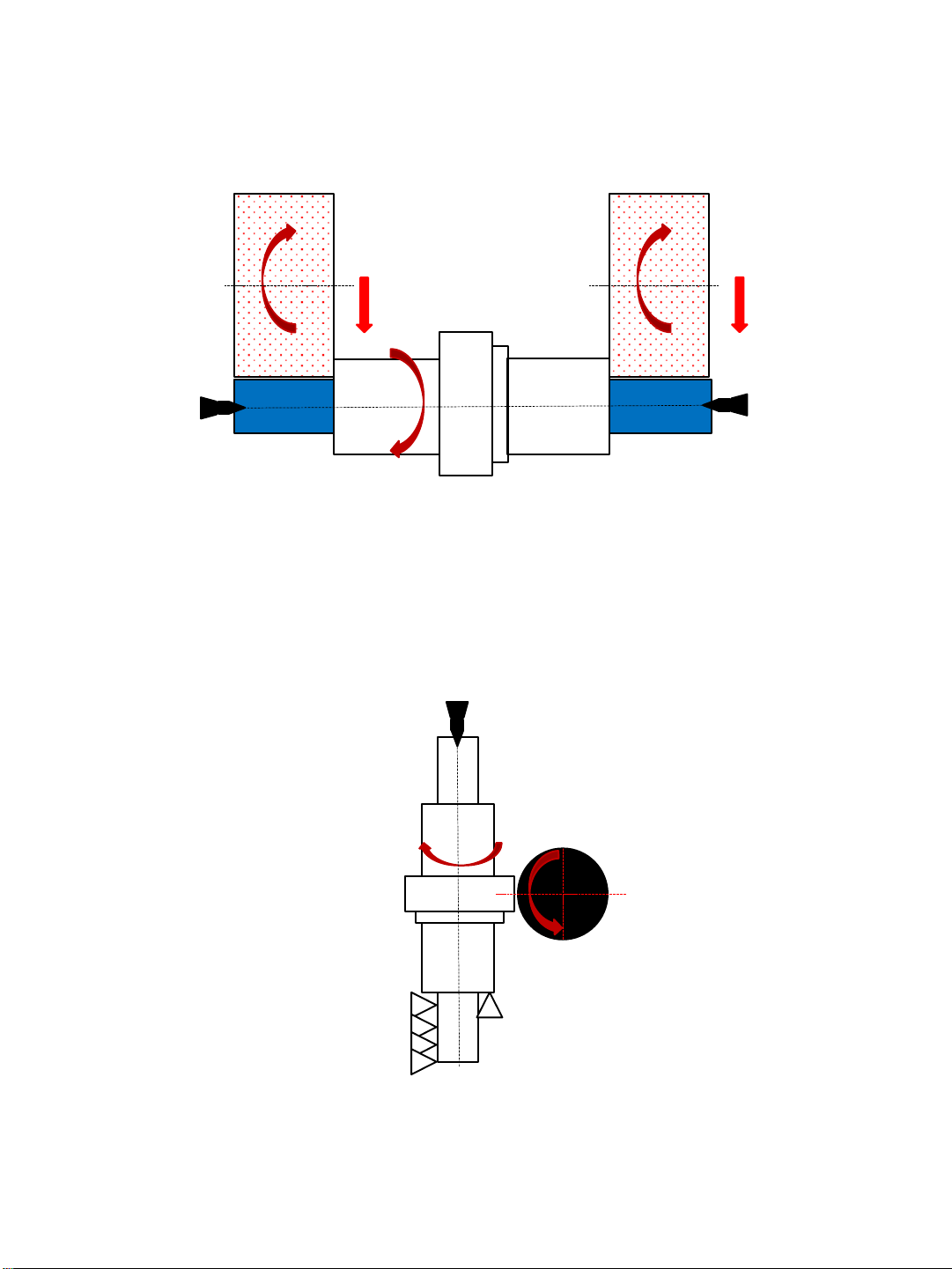
4.4.5 Biện pháp công nghệ thực hiện các nguyên công chính
a) Gia công các bề mặt chính
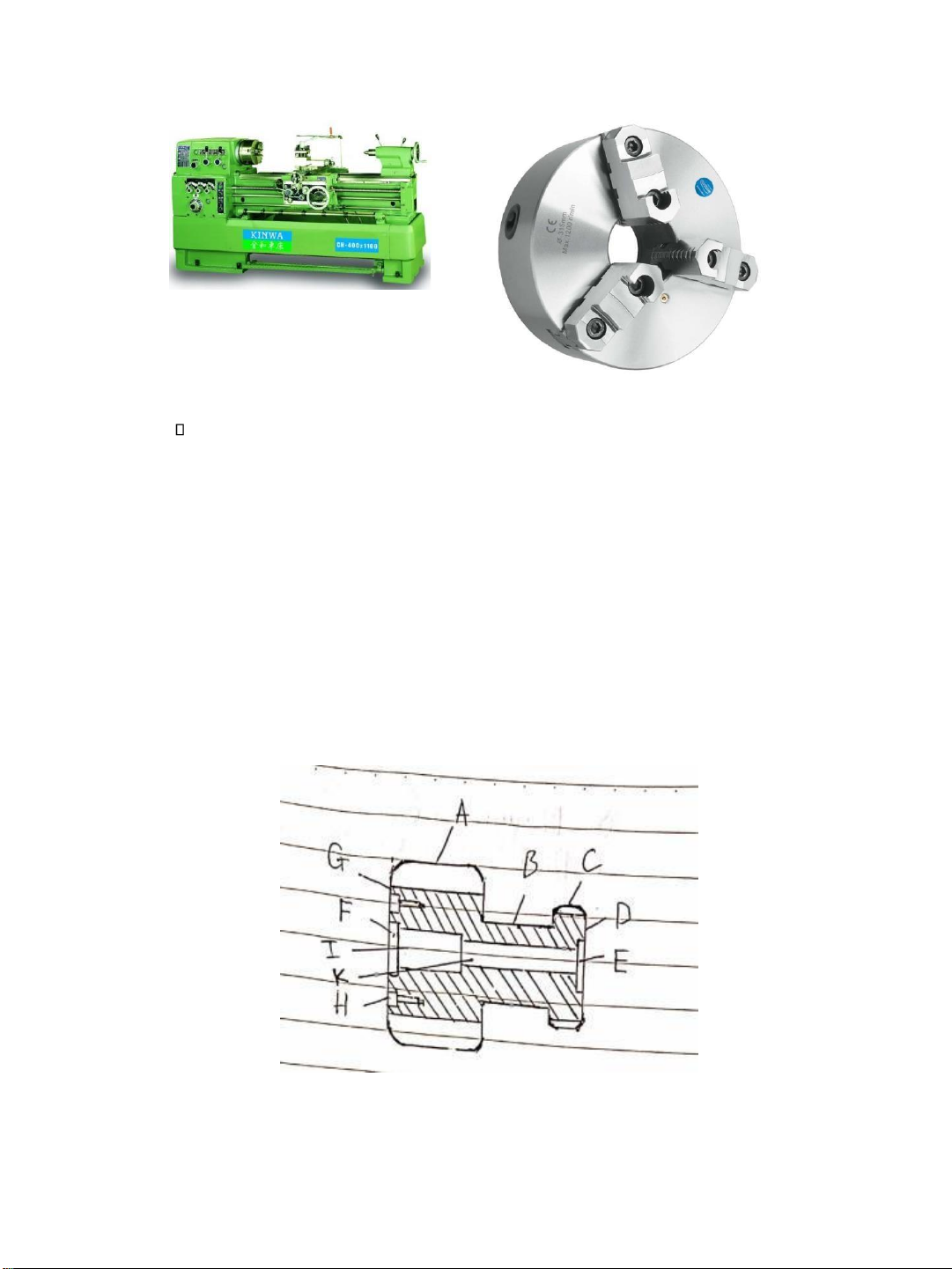
Tùy theo dạng phôi và quy mô sản xuất ể quyết dịnh máy và phương pháp gia công:
Dạng phôi thanh: Sử dụng máy tiện vạn năng (sản lượng ít), máy tự ộng
rơ vôn ve (sản lượng cao) với trình tự : tiện mặt ầu, khoan lỗ, tiện mặt
ngoài, doa thô, cắt ứt
Dạng phôi úc hoặc rèn từng chiếc: trên máy tiện cụt, ứng (chi tiết lớn,
sản lượng ít), máy nhiều trục nhiều dao (sản lượng lớn)
Dạng phôi ống: giống phôi thanh (không có nguyên công khoan lỗ) 133 18/07/2023 lOMoARcPSD| 40651217
4.4 Quy trình công nghệ gia công chi tiết dạng bạc
4.4 Quy trình công nghệ gia công chi tiết dạng bạc
4.4.5 Biện pháp công nghệ thực hiện các nguyên công chính a)Giacôngcác
bề mặt chính 134
Downloaded by Phuong Le (lephuong0301@gmail.com) 77 lOMoARcPSD| 40651217 18/07/2023
Kỳ: phay 12, khoØt 57, tiện 34, phay định h nh 68
Việt Anh: Phay 12, tiện 3,4, khoØt 57, phay định h nh 68 135 136 lOMoARcPSD| 40651217 18/07/2023
Chi tiết mong muốn gia công
Các dạng phôi ể gia công ược chi tiết này Phôi thanh Phôi úc
Phôi gia công áp lực 137
Nguyên công 1 Gia công hai mặt ầu 138 lOMoARcPSD| 40651217 18/07/2023
Nguyên công 2 Gia công khoét lỗ trong 139
Nguyên công 3 Gia công mặt trụ ngoài 140 lOMoARcPSD| 40651217 18/07/2023
Nguyên công 3 Gia công rãnh 1 141
Nguyên công 4 Gia công rãnh bên trong Z X Y 142 lOMoARcPSD| 40651217 18/07/2023
4.4 Quy trình công nghệ gia công chi tiết dạng bạc
4.4.5 Biện pháp công nghệ thực hiện các nguyên công chính
b) Gia công các lỗ phụ
Các lỗ tra dầu, lỗ ren thì dùng ngoài, hoặc mặt trong kết hợp với mặt ầu ể
ịnh vị (sử dụng máy khoan ứng, máy khoan có ầu rơ vôn ve) 143
4.4 Quy trình công nghệ gia công chi tiết dạng bạc
4.4.5 Biện pháp công nghệ thực hiện các nguyên công chính
C) Gia công thô và tinh các mặt ịnh hình trong và ngoài Gia
công rãnh then, rãnh dầu Rãnh then:
Rãnh trong gia công trên máy xọc (số lượng ít), máy chuốt (số lượng lớn)
Rãnh ngoài gia công trên máy phay ngón, phay ĩa (như chi tiết trục) Rãnh dầu
Theo phương pháp tiện chép hình, hoặc phay chép hình (rãnh trên mặt ngoài bạc) lOMoARcPSD| 40651217 18/07/2023 144
4.4 Quy trình công nghệ gia công chi tiết dạng bạc
4.4.5 Biện pháp công nghệ thực hiện các nguyên công chính
C) Gia công tinh sau nhiệt luyện
Chủ yếu gia công lại các bề mặt chính ngoài, và trong
Với mặt ngoài sử dụng phương pháp mài Mặt
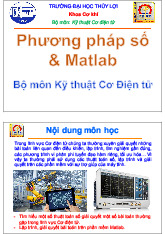
trong sử dụng phương pháp 145 Bài tập ví dụ A lOMoARcPSD| 40651217 18/07/2023
Lâm:Chuẩn lỗ tâm hai ầu, phôi dập, trình tự: Chuẩn, thô BCD, P thô A, tinh BCD, mài
thô, Phay G, Tiện H, Phay E, Khoan F, nhiệt luyện mài tinh, kiểm tra. 146 147 lOMoARcPSD| 40651217 18/07/2023 NC3: Phay4 mặt trên A
NC4: Tiện tinh BCD (giống 2) 148 NC5: Mi BCD NC6: Khoan, tiện lỗ H 149 lOMoARcPSD| 40651217 18/07/2023 NC8: Khoan, tiện lỗ H NC7: Phay then G 150 NC8: Khoan lỗ F 151 lOMoARcPSD| 40651217 18/07/2023
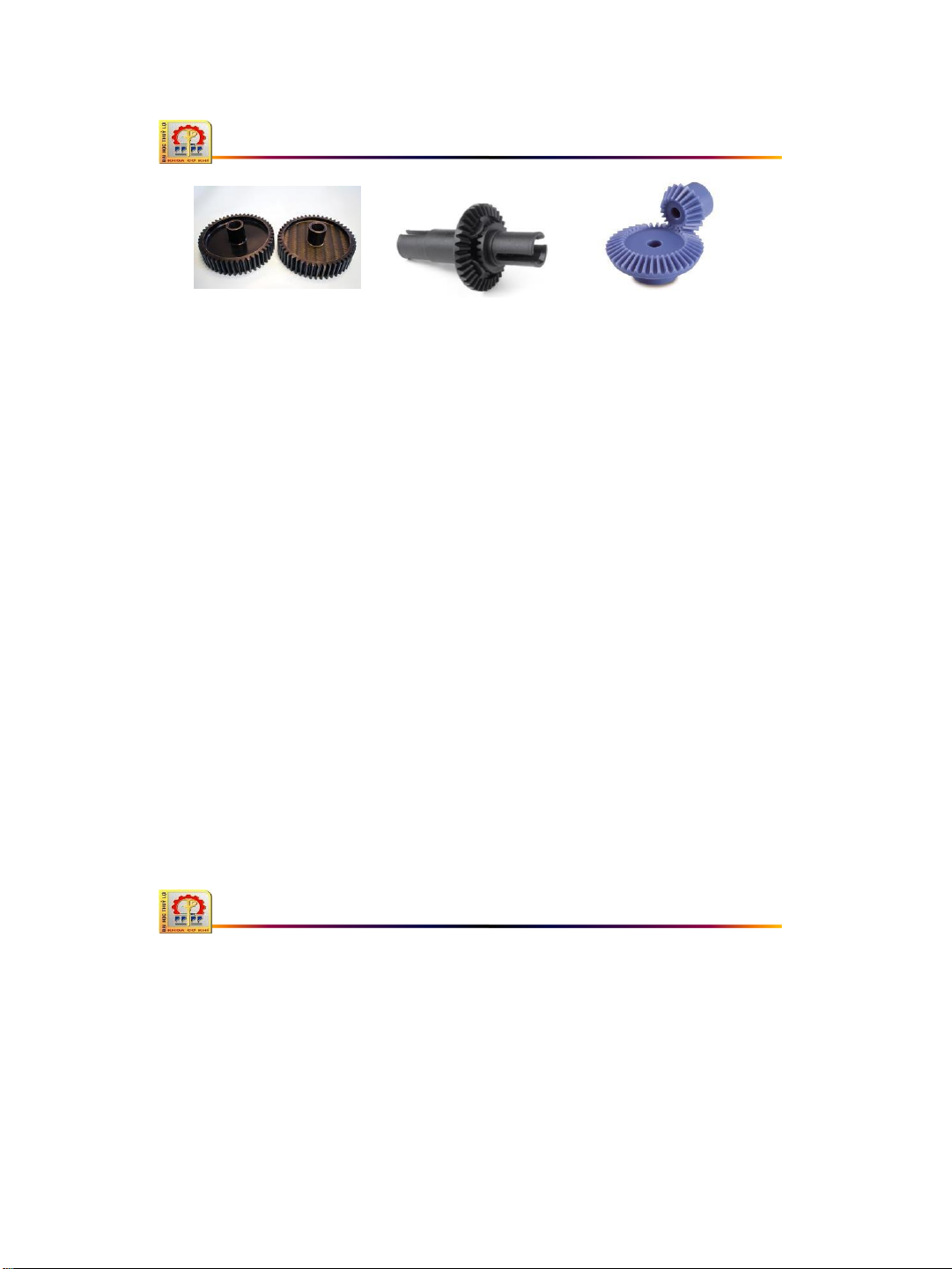
4.5 Quytrìnhcông nghệ giacôngchi tiết dạng ĩa 152 18/07/2023 lOMoARcPSD| 40651217
4.5 Quy trình công nghệ gia công chi tiết dạng ĩa
4.5.1 Phân loại bánh răng
Dựa vào mặt kết cấu, bánh răng ược chia làm 3 loại: Bánh răng trụ Bánh răng côn BÆnh v t 153
4.5 Quy trình công nghệ gia công chi tiết dạng ĩa
4.5.1 Phân loại bánh răng
Dựa vào ặc tính công nghệ Bánh răng trụ
Bánh răng bậc Trục răng 18/07/2023 lOMoARcPSD| 40651217
4.5 Quy trình công nghệ gia công chi tiết dạng ĩa 154
4.5.2 Độ chính xác
Độ chính xác thông thường từ cấp 1~12 , cấp sử dụng thông thường từ
3~11, những yêu cầu ộ chính xác của bánh răng phải thỏa mãn:
Độ chính xác ộng học (sai số góc, vòng quay)
Độ ổn ịnh khi làm việc (Tốc ộ quay, rung ộng)
Độ chính xác tiếp xúc (% tiếp xúc theo chiều dài, chiều cao)
Độ chính xác khe hở mặt mặt bên (nhỏ, trung bình, lớn) 155
4.5 Quy trình công nghệ gia công chi tiết dạng ĩa
4.5.3 Vật liệu chế tạo
Vật liệu chế tạo phụ thuộc vào iều kiện làm việc: tải trọng, tốc ộ, môi
trường, iều kiện bôi trơn…
Truyền lực lớn: sử dụng thép Crom (15Cr, 15CrA, 40Cr…), thép Crom
–Niken (40 CrNi), Crom – Molipden (35CrMoA, 18CrMnTi)
Bánh răng tải trọng trung bình và nhỏ: thép Cacbon C40, C45 và giang
Bánh răng làm việ tốc ộ cao, không ồn : chất dẻo, vải ép, da ép Vật liệu kim loại bột 18/07/2023 lOMoARcPSD| 40651217
4.5 Quy trình công nghệ gia công chi tiết dạng ĩa 156
4.5.4Yêu cầu kỹ thuật
Bánh răng cần ảm bảo các yêu cầu kỹ thuật sau:
Độ ồng tâm giữa mặt lỗ và ường tròn cơ sở nằm trong khoảng 0.05~0.1 mm
Độ không vuông góc giữa mặt ầu và tâm lỗ 0.01~0.015 / 100 mm ường kính
Mặt lỗ và các cổ trục của răng ạt CCX7, ộ nhám Ra = 1.25~0.63 Các bề mặt
ược gia công ạt CCX 8~10, Rz = 40~100
Độ cứng sau nhiệt luyện 55~60 HRC, chiều sâu thấm C 1~2 mm, các
bề mặt khác ạt ộ cứng 180~280 HB 157
4.5 Quy trình công nghệ gia công chi tiết dạng ĩa
4.5.5 Tính công nghệ trong kết cấu
Hình dáng lỗ ơn giản dễ tự ộng hóa khi gia công
Mặt ngoài bánh răng ơn giản, nếu có moay ơ thì ể về 1 phía của bánh răng
Bề dày của bánh răng cần ủ dày ể tránh biến dạng khi nhiệt luyện
Dễ thoát dao khi gia công 18/07/2023 lOMoARcPSD| 40651217
4.5 Quy trình công nghệ gia công chi tiết dạng ĩa
Kết cấu răng phải thuậ tiện ể gia công bằng nhiều dao
Bánh răng bậc nên có cùng mô un ể giảm thời gian thay dao, tăng năng xuất 158
4.5.6 Chuẩn ịnh vị Bánh răng trụ Trục răng Bánh răng bậc 159 18/07/2023 lOMoARcPSD| 40651217
4.5 Quy trình công nghệ gia công chi tiết dạng ĩa
4.5 Quy trình công nghệ gia công chi tiết dạng ĩa
4.5.7 Trình tự gia công Gia công thô mặt lỗ Gia công tinh mặt lỗ Gia công thô mặt ngoài Gia công tinh mặt ngoài
Gia công mặt khác (khoan, phay…) 160
4.5.8 Phương pháp gia công răng
Phương pháp định hình
Phương pháp bao hình 161 18/07/2023 lOMoARcPSD| 40651217
4.5 Quy trình công nghệ gia công chi tiết dạng ĩa
4.5 Quy trình công nghệ gia công chi tiết dạng ĩa
a) Phương pháp ịnh hình Phay bánh răng trụ
Phay ịnh hình bánh trụ răng thẳng 162 lOMoARcPSD| 40651217 18/07/2023
Gia công bánh rang bằng dao ịnh hình 163
Gia công bánh rang bằng dao phay lăn răng 164 18/07/2023 lOMoARcPSD| 40651217
4.5 Quy trình công nghệ gia công chi tiết dạng ĩa Phương a) pháp ịnh hình Phay bánh răng trụ
Phay ịnh hình bánh trụ răng Phay ịnh hình bánh trụ răng chữ V nghiêng 165
4.5 Quy trình công nghệ gia công chi tiết dạng ĩa
a) Phương pháp ịnh hình Bào và chuốt ịnh 166 a) pháp ịnh hình Bào và chuốt ịnh 18/07/2023 lOMoARcPSD| 40651217
4.5 Quy trình công nghệ gia công chi tiết dạng ĩa Phương 167
4.5 Quy trình công nghệ gia công chi tiết dạng ĩa
b) Phương pháp bao hình Phay lăn răng 168 18/07/2023 lOMoARcPSD| 40651217
4.5 Quy trình công nghệ gia công chi tiết dạng ĩa Phương b) pháp bao hình Xọc răng 169
4.5 Quytrìnhcông nghệ giacôngchi tiết dạng ĩa
Giacôngtinhbánh răng Cà răng 18/07/2023 lOMoARcPSD| 40651217
4.5 Quy trình công nghệ gia công chi tiết dạng ĩa Phương 170 18/07/2023 lOMoARcPSD| 40651217
4.5 Quy trình công nghệ gia công chi tiết dạng ĩa
Gia công tinh bánh răng Mải răng Mài định hình M i bao h nh 171
Lập quy trình gia công bánh răng D A B F C E 172 lOMoARcPSD| 40651217 18/07/2023
Nguyên công 1: Gia công mặt A, B, C Lần Gá 1 Lần Gá 2 173 Nguyêncông2:Giacông
tiện tinh mặt E 174 lOMoARcPSD| 40651217 18/07/2023
Nguyên công 3: Gia công răng 175
Nguyên công 4: Chuốt then 176 lOMoARcPSD| 40651217 18/07/2023 177 lOMoARcPSD| 40651217 18/07/2023 178 Chọn phôi? + Yêu cầu làm việc
+ Kết cấu (phức tạp, đơn giản, trụ, hay dạng hộp…) + Vật liệu
Chi phí tạo phôi lớn hay nhỏ, có so sánh được không? Chuẩn?
Chuẩn thô: mặt nào không hoặc ít gia công nhất Chuẩn tinh: + Tính hay tinh phụ
+ Chuẩn này có đủ cứng vững không?
+ Có phải là vị trí có tương quan cao nhất với các phần khác không?
+ Định vị có dễ không, đảm bảo số bậc tự do hạn chế không? Quy tr nh?
Gia công chuẩn tinh => Gia công mặt phẳng, chính=> gia công lỗ chính=> lỗ phụ lắp ghép. 179
DG => Khoét K =>EIF=>Tiện AC=> H, Bánh rang AC lOMoARcPSD| 40651217 18/07/2023 180
Tài liệu liên quan:
-
Giáo trình Phương pháp số & Matlab môn Kỹ thuật Cơ Điện tử | Trường Đại học Thủy Lợi
23 12 -
Bài giảng về Hệ thống cơ điện tử môn Kỹ thuật Cơ điện tử | Trường Đại học Thủy Lợi
24 12 -

Câu hỏi ôn tập giữa kỳ - Cơ khí - Tải trọng và lực cản môn Công nghệ chế tạo trong cơ khí | Trường Đại học Thủy Lợi
101 51 -
Giáo trình môn Công nghệ chế tạo trong cơ khí | Trường Đại học Thủy Lợi
113 57 -

Chương 3: Tính công nghệ trong kết cấu môn Công nghệ chế tạo trong cơ khí | Trường Đại học Thủy Lợi
118 59