Đề cương môn công nghệ web- Trường Đại học bách khoa - Đại học đà nẵng.
Các phương pháp điều khiển truyền thống được chia ra làm hai phần lớn và rõ rệt là điều khiển trong không gian khớp và điều khiển trong không gian làm việc. Đặc điểm của hai loại điều khiển này như sau:
Đề cương môn công nghệ web- Trường Đại học bách khoa - Đại học đà nẵng.
Tài liệu gồm 13 trang , giúp bạn tham khảo, ôn tập và đạt kết quả cao.
Môn: Công nghệ web 18 tài liệu
Trường: Trường Đại học Bách khoa, Đại học Đà Nẵng 1.7 K tài liệu
Tác giả:





Preview text:
CHƯƠNG 1
TỔNG QUAN VẤN ĐỀ ĐIỀU KHIỂN CHUYỂN ĐỘNG
TAY MÁY CÔNG NGHIỆP
Nhu cầu nâng cao năng suất và chất lượng sản phẩm ngày càng đòi hỏi những ứng
dụng rộng rãi của các phương tiện tự động hóa sản xuất. Xu hướng tạo ra những dây
chuyền tự động có tính linh hoạt cao đang hình thành. Các thiết bị này đang thay thế dần
các máy tự động “cứng” chỉ đáp ứng một việc nhất định trong lúc thị trường luôn đòi hỏi
thay đổi về chủng loại, về kích cỡ và về tính năng sản phẩm. Quá trình sản xuất phát triển
đòi hỏi phải nâng cao năng suất và chất lượng của sản phẩm. Vì vậy càng tăng nhanh nhu
cầu về ứng dụng tay máy để tạo ra các hệ thống sản xuất tự động và linh hoạt. Theo thời
gian, tay máy ngày càng được phát triển mạnh mẽ, hiện đại về công nghệ và tinh xảo về
chức năng làm việc. Nhờ vậy tay máy công nghiệp (TMCN) đã có vị trí quan trọng trong
các dây truyền tự động sản xuất hiện đại.
1.1. Một số khái niệm về tay máy công nghiệp
• Số bậc tự do:
Trong mô hình toán học số bậc tự do được thể hiện sẽ là tương ứng với số chuyển động
độc lập của tay máy. Bậc tự do là số chuyển động độc lập hay số tọa độ cần thiết để định
vị và định hướng của vật thể ở tay tay máy đủ cơ cấu chấp hành trong không gian làm
việc. Để biểu diễn hoàn chỉnh một đối tượng trong không gian cần 6 tham số: 3 tọa độ để
xác định vị trí đối tượng trong không gian và 3 tọa độ biểu diễn hướng của vật thể. Động
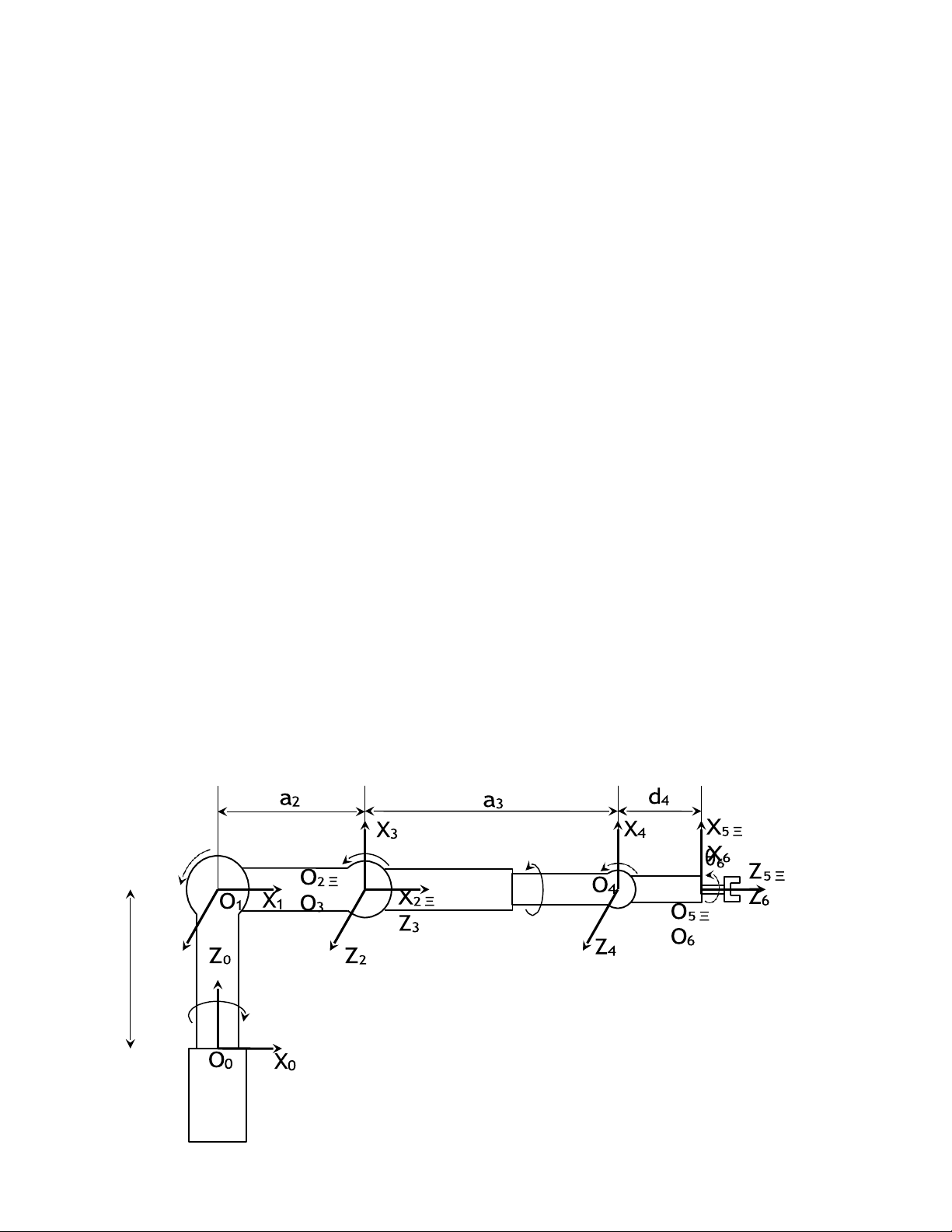
học TMCN nối tiếp số bậc tự do sẽ tương ứng với số khớp được truyền động, (biểu diễn hình 1.1). θ θ θ 2 3 4 θ5 Z1 d1 θ1
Hình 1.1 Hình vẽ có gắn các hệ trục tọa độ Tay máy với 6 bậc tự do 1
• Hệ tọa độ: Mỗi tay máy thường bao gồm nhiều khâu liên kết với nhau qua các
khớp tạo thành một chuỗi động học xuất phát từ một khâu cơ bản đứng yên. Hệ tọa độ gắn
với khâu cơ bản gọi là hệ tọa độ cơ bản. các hệ tọa độ gắn với các khâu động gọi là hệ tọa
độ suy rộng. Trong từng thời điểm hoạt động, các tọa độ suy rộng xác định cấu hình của
tay máy bằng các dịch chuyển dài hoặc dịch chuyển góc của các khớp tịnh tiến hoặc khớp quay.
• Vùng làm việc: Vùng làm việc là tập hợp tất cả các điểm mà tay máy thực hiện tất
cả các chuyển động có thể. Vùng làm việc bị ràng buộc bởi các thông số hình học của tay
máy cũng như các ràng buộc cơ học của các khớp.
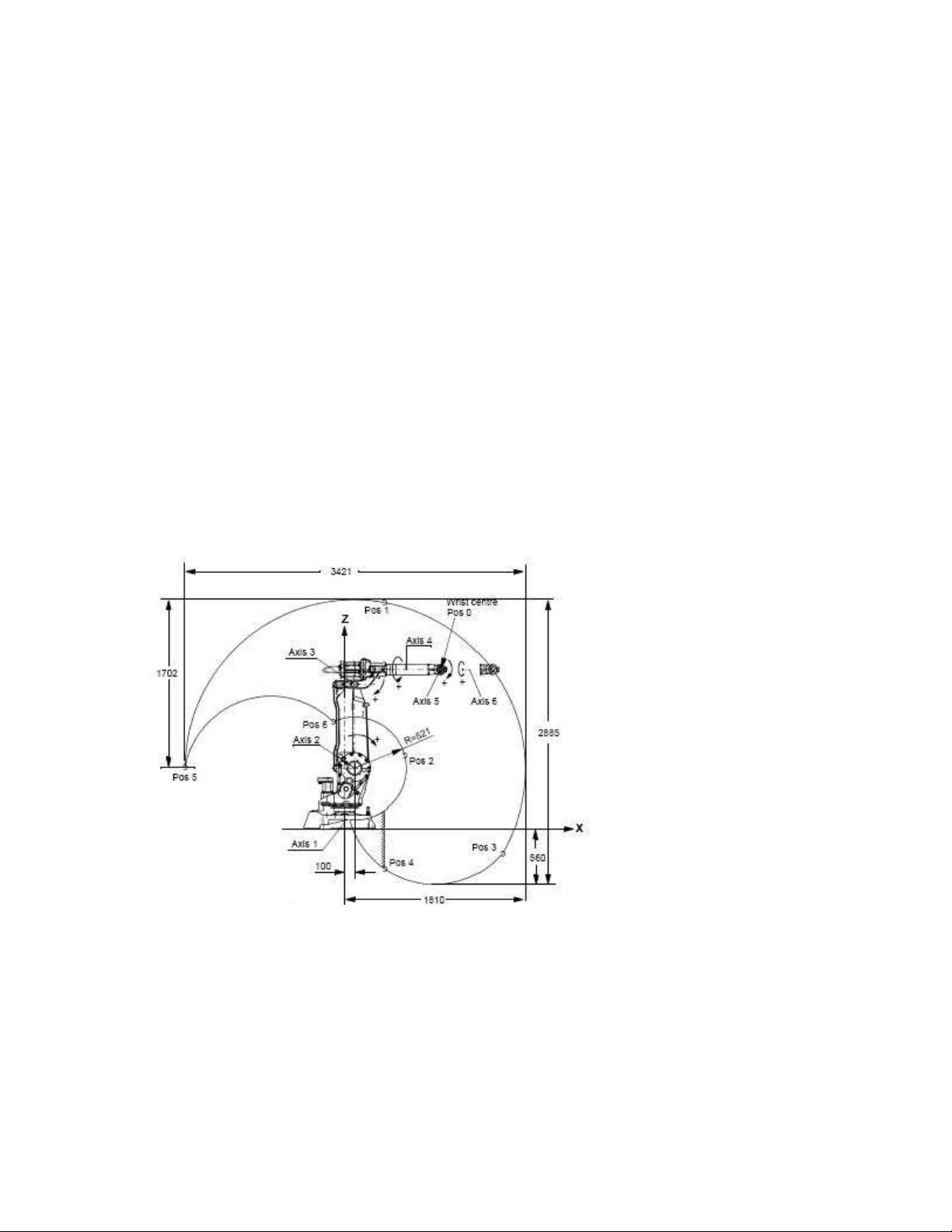
Ví dụ: Vùng làm việc của tay máy với 6 bậc tự do (Robot IRB 2400) (hình 1.2).
Phạm vi làm việc của khớp 1 là 360°,
Phạm vi làm việc của khớp 2 là 200°,
Phạm vi làm việc của khớp 3 là 125°,
Phạm vi làm việc của khớp 4 là từ 360°,
Phạm vi làm việc của khớp 5 là 240°,
Phạm vi làm việc của khớp 6 là 300°.
Hình 1.2 Vùng làm việc của tay máy với 6 bậc tự do
• Một số thông số đặc trưng của hệ thống tay máy
-Độ phân giải: đặc trưng bởi khoảng cách nhỏ nhất có thể biểu diễn được trên toàn bộ dải
chuyển động của một khớp.
- Độ chính xác: đặc trưng cho khả năng của TM điều chỉnh điểm cuối của tay máy đến
một điểm bất kỳ trong không gian hoạt động của nó. 2
- Độ lặp lại: đặc trưng cho khả năng của TM đưa đầu cuối bàn tay của nó chạm vào một
điểm theo chương trình định sẵn.
1.2. Mục tiêu và ứng dụng tay máy công nghiệp
Ngày nay công nghệ tay máy đã có những bước phát triển vượt bậc, có những cải
tiến quan trọng trong kết cấu các bộ phận chấp hành, tăng độ tin cậy của các bộ phận điều
khiển, tăng mức thuận tiện và dễ dàng khi lập trình. Tăng cường khả năng nhận biết và xử
lí tín hiệu từ môi trường làm việc để mở rộng phạm vi ứng dụng cho robot.
1.2.1. Mục tiêu ứng dụng của Robot công nghiệp
Ưu điểm quan trọng nhất của TMCN là tạo nên khả năng linh hoạt hoá sản xuất.
Việc sử dụng máy tính điện tử, robot và máy điều khiển theo chương trình đã cho phép
tìm được những phương thức mới để tạo nên những dây chuyền tự động sản xuất hàng loạt
với nhiều loại sản phẩm. Kỹ thuật TMCN và máy tính đóng vai trò quan trọng trong việc
tạo ra các dây chuyền tự động linh hoạt.
TMCN có thể thực hiện được một quy trình thao tác hợp lý bằng hoặc hơn người thợ
lành nghề một cách ổn định trong suốt thời gian làm việc. Vì thế TM có thể góp phần nâng
cao chất lượng và khả năng cạnh tranh của sản phẩm. Hơn thế TM có thể nhanh chóng
thay đổi công việc để thích nghi với sự biến đổi mẫu mã, kích cỡ sản phẩm theo yêu cầu
của thị trường cạnh tranh.
Đối với các nước phát triển có với giá nhân công cao thì việc sử dụng TM rất hợp lý,
tiết kiệm được sức lao động và tiền của đồng thời cũng nâng cao năng suất lao động. Nếu
tăng nhịp độ của dây chuyền sản xuất, nếu không thay thế con người bằng robot thì người
thợ sẽ không thể theo kịp hoặc rất chóng mệt mỏi. TMCN có thể cải thiện điều kiện lao
động, đó là ưu điểm nổi bật nhất mà chúng ta cần phải lưu tâm. TM có thể làm việc trong
môi trường hóa chất độc hại hoặc phóng xạ mà con người không làm được.
Ngày nay công nghệ TM đã có những bước phát triển vượt bậc. Với sự trợ giúp của
máy tính, ở giai đoạn đầu người ta rất quan tâm đến việc tạo ra những cơ cấu tay máy
nhiều bậc tự do, được trang bị cảm biến để thực hiện những công việc phức tạp. Ngày
càng có những cải tiến quan trọng trong kết cấu các bộ phận chấp hành, tăng độ tin cậy
của các bộ phận điều khiển, tăng mức thuận tiện và dễ dàng khi lập trình. Tăng cường khả
năng nhận biết và xử lí tín hiệu từ môi trường làm việc để mở rộng phạm vi ứng dụng cho
TM. TM tự hành cũng sẽ phát triển mạnh trong tương lai, có thể đi được bằng chân để
thích hợp với mọi địa hình, ví dụ như có thể tự leo bậc thang…Việc tạo ra các cơ cấu chấp
hành cơ khí vừa bền vững, nhẹ nhàng chính xác và linh hoạt như chân người là đối tượng
nghiên cứu chủ yếu. Kỹ thuật TM cũng từng bước áp dụng các kết quả nghiên cứu về trí 3
khôn nhân tạo và đưa vào ứng dụng trong công nghiệp. Việc cải tiến và bổ xung các
modul cảm biến và các modul phần mềm phù hợp có thể cải tiến và thông minh hoá nhiều
loại robot. Điều quan trọng là các cơ cấu chấp hành của TMphải hoạt động chính xác.
1.2.2. Các lĩnh vực ứng dụngTMCN:
Từ những mục tiêu ứng dụng của TMCN trên mà ta có thể phân chia ra các lĩnh vực ứng dụng như sau:
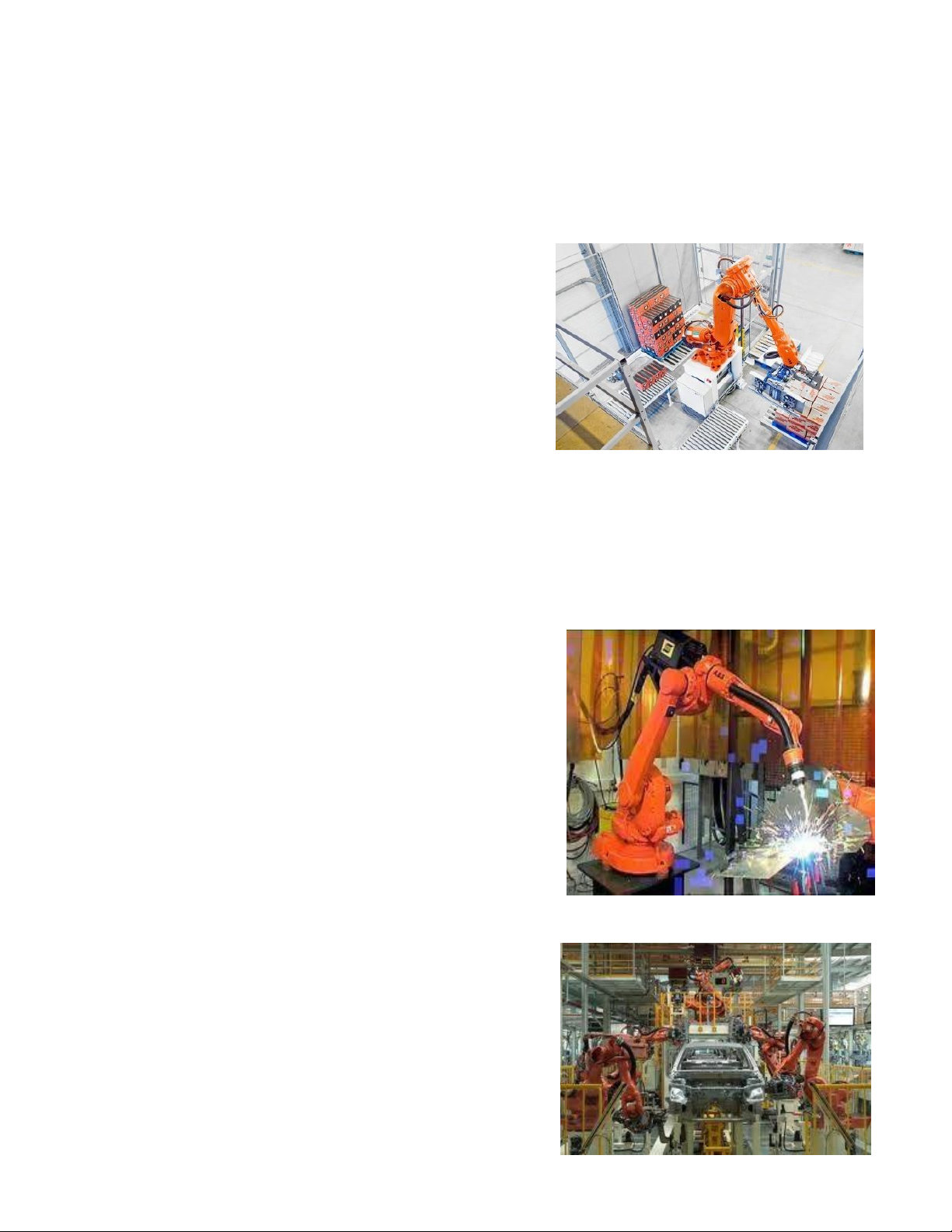
a. Trong vận chuyển, bốc dỡ vật liệu
Robot có thể nhặt chi tiết ở một vị trí và chuyển
dời đến một vị trí khác. TM có thể gắp một chi
tiết ở một vị trí cố định hoặc trên một băng tải
đang chuyển động và đặt ở một vị trí cố định
khác hoặc đặt lên băng tải khác đang chuyển
động với định hướng chi tiết khác.Trong dây
Hình 1.3 Tay máy vận chuyển hàng
chuyền sản xuất thì robot được sử dụng để đưa
chi tiết và lấy chi tiết ra khỏi máy gia công kim loại, máy CNC, máy đột dập, máy ép nhựa
hoặc dây chuyền đúc.Trong công đoạn đóng gói thì robot xếp các vật liệu lên một giá và
đóng gói, xếp các sản phẩm vào hộp caton hoặc nhặt các chi tiết ra khỏi hộp.
b. Trong lĩnh vực gia công vật liệu
ng dụng trong lĩnh vực gia công vật liệu bao gồm
các công nghệ như hàn, sơn, gia công kim loại, …
Sơn là một công việc nặng nhọc và độc hại, đồng
thời để đạt yêu cầu kĩ thuật đòi hỏi các thợ sơn phải
được đào tạo mất thời gian và tốn kém trong khi
TM có thể học được tất cả các kiến thức phức tạp
chỉ trong vài giờ và có thể lặp lại chính xác các
động tác khó. TM còn được dùng phục vụ máy
công cụ, làm khuôn trong công nghiệp đồ nhựa,
Hình 1.4. Tay máy hàn
gắn kính xe hơi, gắp hàng ra khỏi băng tải và đặt
chúng vào các trạm chuyển trung gian. Ứng dụng
TM trong công nghệ hàn đường, vừa đạt năng suất
cao và chịu được nhiệt rất nóng phát ra trong quá
trình hàn. Cảm biến gắn trên TM sẽ xác định vị trí đúng của đường hàn. 4
Hình 1.5. Tay máy lắp ráp ô tô
c. Trong lĩnh vực lắp ráp và kiểm tra sản phẩm
Ứng dụng TM trong lắp ráp: Một nhà máy sản xuất tự động hoàn toàn: từ ý tưởng người ta
thiết kế ra sản phẩm, sau đó đặt hàng vật liệu, lập ra chương trình gia công, lập ra chiến
lược đường đi của chi tiết trong nhà máy, điều khiển cung cấp chi tiết vào máy gia công,
lắp ráp và kiểm tra tự động thông qua các máy CNC, các robot tĩnh và động. Ứng dụng
trong lĩnh vực kiểm tra: Robot cũng được sử dụng trong công đoạn thử nghiệm, kiểm tra
như kiểm tra kích thước, vị trí và hình dạng của các chi tiết máy hoặc các bộ phận cơ khí.
1.3. Cấu trúc của một hệ thống Tay máy công nghiệp
1.3.1. Các thành phần chính của tay máy công nghiệp
Một TMCN thường bao gồm các thành phần chính như: cánh tay robot, nguồn động
lực, dụng cụ gắn lên khâu chấp hành cuối, các cảm biến, bộ điều khiển, thiết bị dạy học,
máy tính,…các phần mềm lập trình cũng được coi là một thành phần của hệ thống TM.
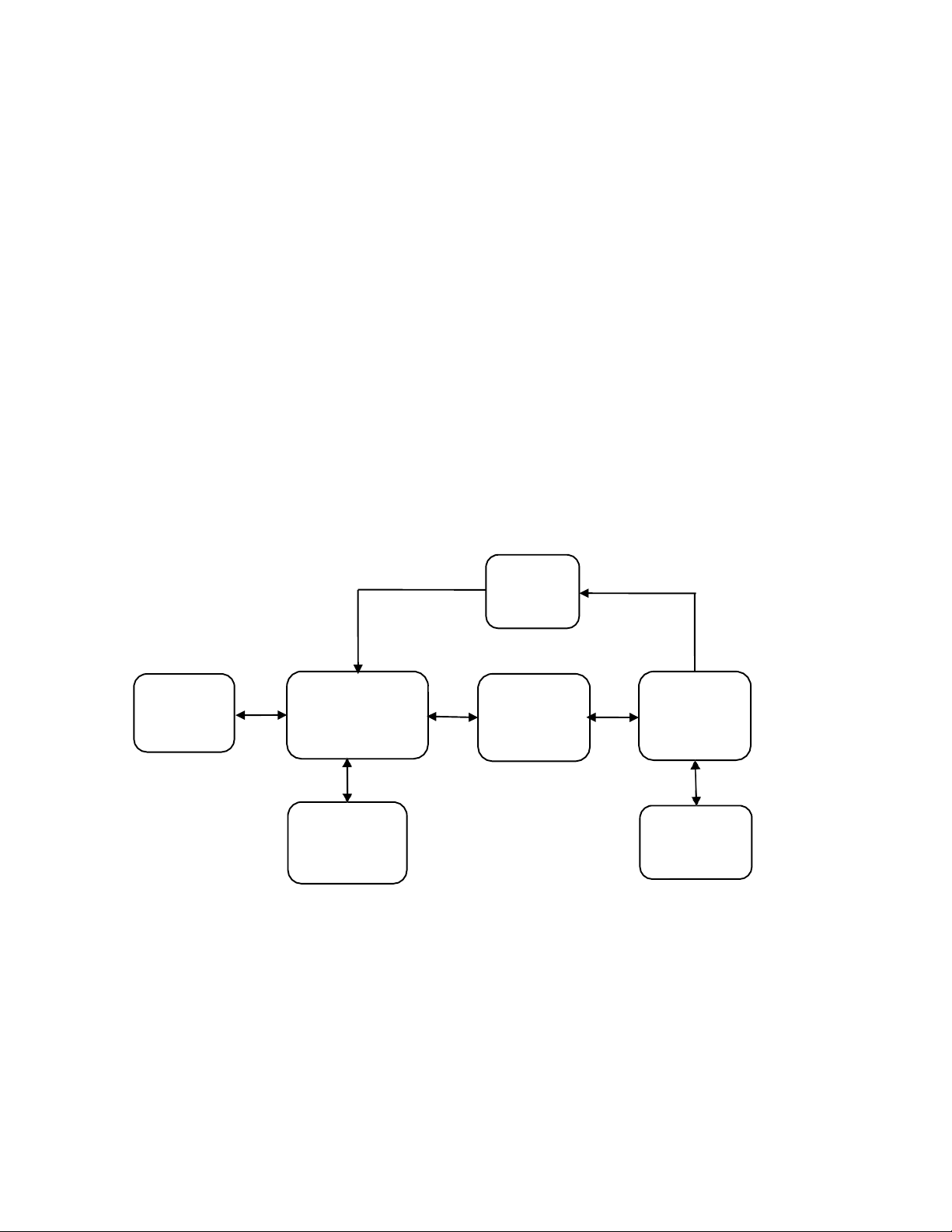
Mối quan hệ giữa các thành phần trong TM như hình 1.6. Trong đó:
- Cánh tay robot là kết cấu cơ khí gồm các khâu liên kết với nhau bằng khớp động để
có thể tạo nên những chuyển động cơ bản của robot. Các cảm biến Thiết bị Bộ điều khiển Hệ truyền Tay máy dạy học máy tính động Các chương Dụng cụ trình thao tác
Hình 1.6 Các thành phần chính của TMCN
- Nguồn động lực là các động cơ điện là động cơ servo hoặc động cơ bước, các hệ
thống xy lanh khí nén, thủy lực để tạo động lực cho máy hoạt động.
- Dụng cụ thao tác được gắn lên khâu tác động cuối của TM, các dụng cụ này có thể
có nhiều loại khác nhau như dạng bàn tay để nắm bắt đối tượng hoặc các công cụ làm việc
như mỏ hàn, đá mài, đầu phun sơn,… 5
- Thiết bị dạy học dùng để dạy cho TM các thao tác cần thiết theo yêu cầu của quá
trình làm việc, sau đó TM tự lặp lại các động tác đã được dạy để làm việc.
Các phần mềm để lập trình và các chương trình điều khiển robot được cài đặt trên
máy tính dùng để điều khiển TM thông qua một card điều khiển, card được kết nối với
máy tính, và card điều khiển cũng được kết nối với các thiết bị khác như cảm biến, …
- Các cảm biến giúp cho TM nhận biết được trạng thái của bản thân, xác định vị trí
của đối tượng làm việc, hoặc có nhiệm vụ dò tìm khác, điều khiển các băng tải hoặc cơ
cấu cấp phôi hoạt động với phối hợp với các TM khác.
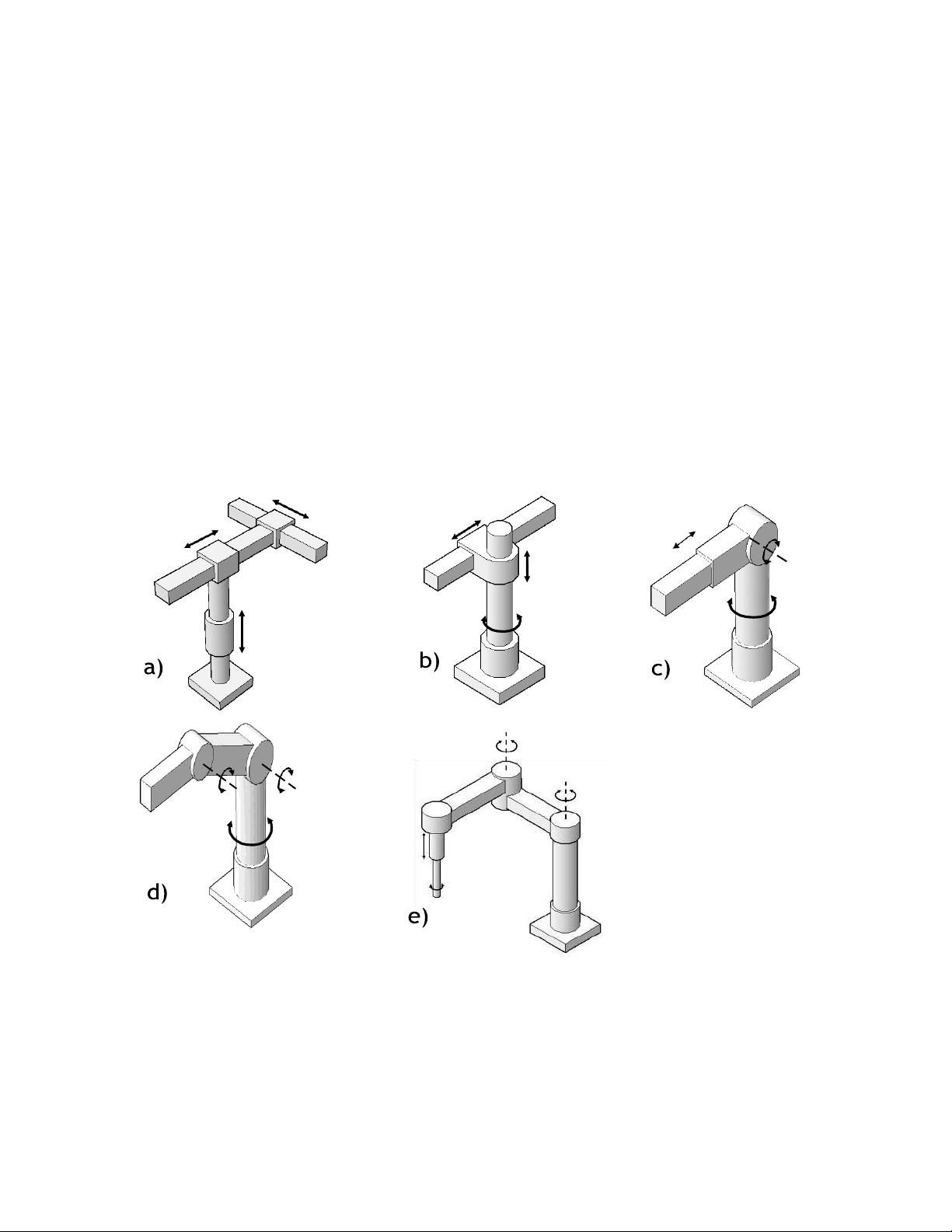
1.3.2. Các dạng cơ cấu hình học của Robot
Tùy thuộc vào số khâu và sự tổ hợp các chuyển động quay (R) và chuyển động tịnh
tiến (T) mà tay máy có các kết cấu khác nhau. Các kết cấu thường gặp của Robot là kiểu
tọa độ Đề các, kiểu tọa độ trụ, kiểu tọa độ cầu, robot kiểu Scara, hệ tọa độ khớp nối…
Một số dạng cơ cấu hình học của Robot:
Hình 1.7 Một số dạng cơ cấu hình học Tay máy
a – Cơ cấu dạng hệ tọa độ Đề các
b – Cơ cấu dạng hệ tọa độ trụ
c – Cơ cấu dạng hệ tọa độ cầu
d – Cơ cấu dạng khớp nối
e – Cơ cấu dạng SCARA 6
1.4. Chỉ tiêu đánh giá chung về độ chính xác của tay máy công nghiệp
Hệ điều khiển chuyển động của TMCN là hệ phi tuyến nên chất lượng quá trình điều
khiển hệ phi tuyến qua các chỉ tiêu: thời gian quá độ, sai lệch xác lập, tính dao động, khả
năng chống nhiễu, khả năng bền vững với sự thay đổi thông số không xác định…. Mỗi chỉ
tiêu có phương pháp đánh giá riêng, thông thường chỉ tiêu đánh giá về vị trí với độ bám
chính xác quỹ đạo cho trước chuyển động của TMCN được xây dựng theo tiêu chuẩn tích
phân bình phương sai lệch (ISE), theo tài liệu [5] : (1.1)
Và tiêu chuẩn tích phân của tích số giữa thời gian và giá trị tuyệt đối của sai lệch (ITAE), theo tài liệu [5] : (1.2)
Hệ được thiết kế theo tiêu chuẩn ISE thường làm giảm nhanh các sai lệch lớn ban
đầu rất nhanh do đó có tốc độ đáp ứng phải rất nhanh và kết quả là hệ kém ổn định. Còn
hệ được thiết kế theo tiêu chuẩn ITAE đánh giá nhẹ các sai lệch lớn ban đầu còn các sai
lệch sau xuất hiện trong cả quá trình quá độ thì bị đánh giá rất nặng. Hệ thống được thiết
kế theo tiêu chuẩn này sẽ cho đáp ứng có độ quá điều chỉnh nhỏ và có khả năng làm giảm
nhanh các dao động trong quá trình điều chỉnh. Các đối tượng điều khiển khác nhau trong
thực tế đòi hỏi chỉ tiêu chất lượng và độ chính xác điều khiển khác nhau. Như độ chính
xác của hệ điều khiển chuyển động của tay máy hàn, tay máy sơn với độ chính xác lặp lại
là 0,1mm, robot lắp ráp chi tiết với độ chính xác lặp lại là 0,001mm
1.5. Khái quát chung các vấn đề điều khiển tay máy công nghiệp
Vấn đề điều khiển chung tay máy công nghiệp được đặt ra: hệ điều khiển tay máy
công nghiệp (ĐKTMCN) có độ tin cậy, độ chính xác cao, giá thành hạ và tiết kiệm năng
lượng thì nhiệm vụ cơ bản là hệ ĐKTMCN phải đảm bảo giá trị yêu cầu của các đại lượng
điều chỉnh và điều khiển. Ngoài ra, ĐKTMCN phải đảm bảo ổn định động và tĩnh, chống
được nhiễu trong và ngoài, đồng thời không gây tác hại cho môi trường như: tiếng ồn quá
mức quy định, sóng hài của điện áp và dòng điện quá lớn cho lưới điện v.v.... Các công
trình nghiên cứu về hệ thống ĐKTMCN tập trung chủ yếu theo 2 hướng, hướng thứ nhất
là sử dụng các mô hình động lực học tay máy công nghiệp có đặc tính phi tuyến có thể
ước lượng được để đơn giản việc phân tích, thiết kế, hướng thứ hai là từ mô hình động lực 7
học tay máy công nghiệp có đặc tính phi tuyến đề ra các thuật toán điều khiển mới nhằm
nâng cao chất lượng các đáp ứng của tay máy.
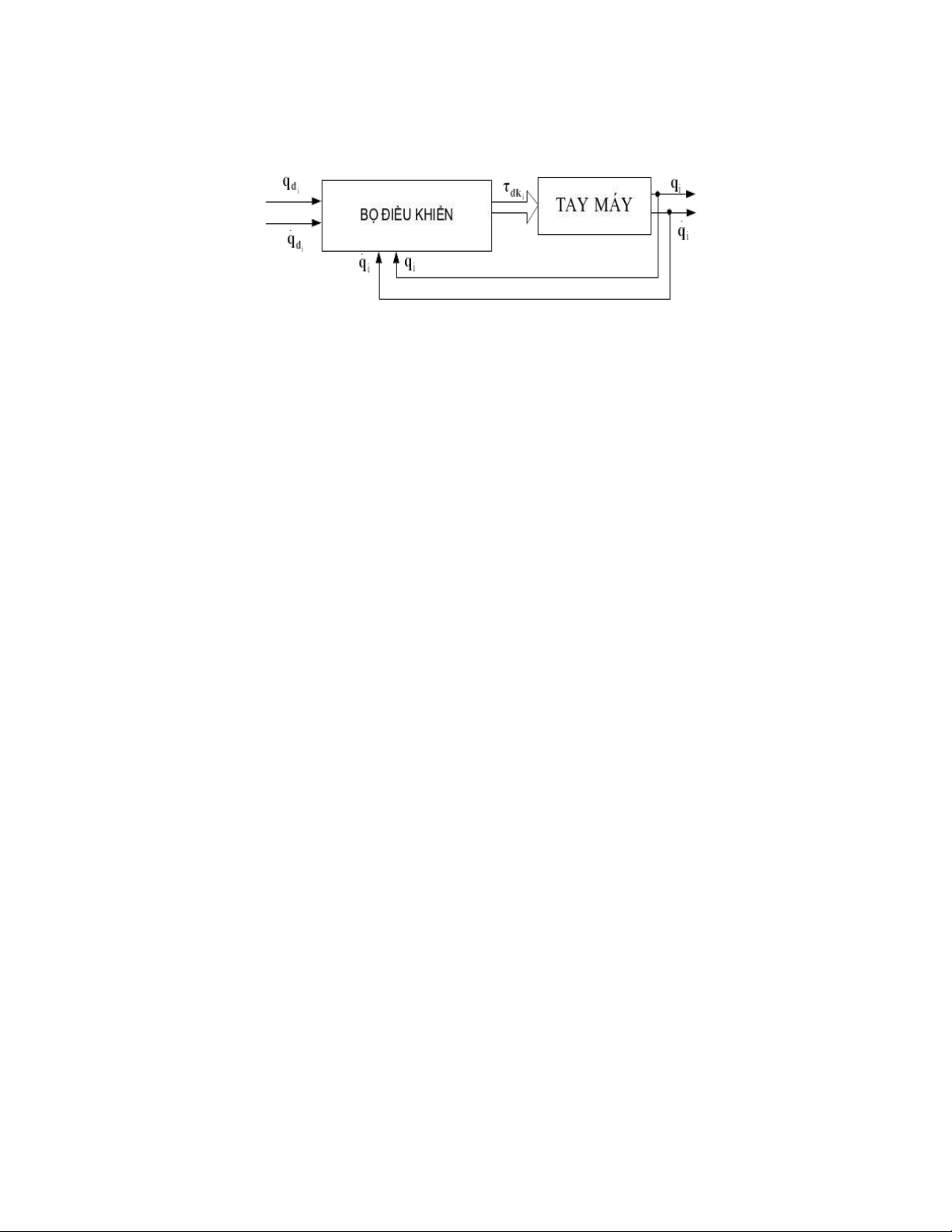
Sơ đồ cấu trúc cơ bản của hệ thống điều khiển tay máy công nghiệp, hình 1.8
Hình 1.8 Cấu trúc cơ bản của hệ thống điều khiển tay máy công nghiệp
Trong hình 1.8 cho thấy biến điều khiển là xác định chính xác lực hoặc mômen tác động vào
các khớp của tay máy. Để làm được điều này trong hệ điều khiển tay máy cần xây dựng có
các bộ điều khiển với các thuật toán điều khiển có khả năng nâng cao chất lượng chuyển
động của tay máy. Trong hệ thống điều khiển chuyển động tay máy công nghiệp gồm có
điều khiển tác động nhanh và điều khiển bám chính xác quỹ đạo hoặc điều khiển vừa tác
động nhanh và vừa điều khiển bám chính xác quỹ đạo cho hệ chuyển động tay máy công nghiệp.
1.5.1. Điều khiển tác động nhanh cho hệ điều khiển chuyển động TMCN
Điều khiển tác động nhanh cho hệ điều khiển chuyển động TMCN là điều khiển theo
các quỹ đạo đặt trước trong thời gian ngắn nhất, cho phép tận dụng tối đa năng lượng của
tay máy, được ứng dụng rất nhiều trong thực tế như tay máy lắp ráp các chi tiết, hàn điểm
ôtô, cấp phôi, cấp dao trong máy CNC, vận chuyển hàng hóa,... Do mômen của động cơ
truyền động cho các khớp bị hạn chế vì vậy để tăng độ tác động nhanh cần xây dựng một
thuật toán điều khiển tối ưu để phát huy tối đa gia tốc của động cơ truyền động. Có rất
nhiều phương pháp điều khiển tác động nhanh cho hệ điều khiển chuyển động. Trong quá
trình nghiên cứu, người ta đã nghiên cứu luật điều khiển tối ưu tác động nhanh chuyển
động của tay máy theo quỹ đạo. Phương pháp điều khiển này là tính toán mômen điều
khiển tay máy đi theo quỹ đạo biết trước trong khoảng thời gian ngắn nhất và trong điều
kiện hạn chế mômen của cơ cấu chấp hành. Với giá trị mômen tính toán được, tay máy đã
bám theo quỹ đạo đặt. Các giá trị mômen tính toán được coi là các tín hiệu tối ưu đặt cho
các khớp tay máy. Trong thực tế để tạo ra chính xác các giá trị mômen yêu cầu rất khó
khăn do quán tính của khâu chấp hành không đủ nhỏ, mômen đầu ra không còn tối ưu
đồng thời trong quá trình tính toán yêu cầu phải biết chính xác các thông số động học,
động lực, vị trí và tốc độ của tay máy điều này rất khó khăn, để khắc phục các nhược điểm 8
trên cần kết hợp tín hiệu điều khiển vòng hở với các bộ điều khiển phản hồi để đảm bảo
mômen đầu ra của cơ cấu chấp hành bám nhanh nhất theo giá trị đặt.
1.5.2. Điều khiển bám chính xác quỹ đạo cho hệ chuyển động TMCN
Hệ chuyển động TMCN bám quỹ đạo chính xác đã và đang được ứng dụng trong hầu
hết các hoạt động tự độngsản xuất, ví dụ Robot hàn, Robot sơn, Robot lắp ráp chi tiết...
với yêu cầu chính xác nhỏ khoảng (0.1÷0.5)%.
Đặc điểm cơ bản của hệ thống ĐKTM là thực hiện được điều khiển bám theo một quỹ
đạo phức tạp đặt trước trong không gian, để đạt được yêu cầu này tuy nhiên trong quá
trình chuyển động TMCN chịu ảnh hưởng bởi các yếu tố sai lệch bám quỹ đạo, làm cho hệ
chuyển động của TMCN mang tính phi tuyến, gây cản trở rất lớn cho việc mô tả và nhận
dạng chính xác hệ thống ĐKTM. Do đó khi lựa chọn phương pháp điều khiển sao cho sẽ
đảm bảo chất lượng tốt và bám chính xác quỹ đạo cho hệ chuyển động TMCN.
1.6. Các yếu tố ảnh hưởng đến độ chính xác bám quỹ đạo hệ chuyển động TMCN
Các vấn đề ảnh hưởng rất lớn đến độ chính xác bám quỹ đao của hệ chuyển động
TMCN: sai số do cơ khí, các thiết bị đo lường, cảm biến và các luật điều khiển.
• Sai số cơ khí là do chế tạo, lắp ráp các trục khớp nối của tay máy, các loại bộ biến
đổi và động cơ điện và trong quá trình vận hành cũng có biến thiên các thông số như: thay
đổi điện trở, điện cảm dây quấn do nhiệt độ và độ ẩm môi trường, độ bão hòa mạch từ,
mài mòn của ổ trục, khe hở khi lắp trục và hộp truyền động, …. Những yếu tố này đền ảnh
hưởng đến chất lượng và độ chính xác điều khiển của hệ chuyển động của TMCN mà
không thể khắc phục hoàn toàn được mà chỉ có thể hạn chế bằng cách sử dụng các bộ điều
khiển, chọn lựa thiết bị loại tốt hơn, chất lượng cao hơn cho hệ.
• Các thiết bị đo lường, cảm biến tồn tại sai số đo lường phụ thuộc vào cấp chính xác
của bản thân thiết bị, linh kiện đo kiểm, được các nhà chế tạo cho biết trong lý lịch của
từng loại. Độ chính xác của hệ thống không thể cao hơn cấp chính xác của các thiết bị đo
lường, được lựa chọn để sử dụng trong hệ thống. Sai số đo lường là bộ phận chủ yếu của
sai số trạng thái ổn định của hệ điều khiển chuyển động TMCN.
• Các luật điều khiển ảnh hưởng rất lớn đến chất lượng điều khiển như độ ổn định, độ
tác động nhanh và độ bám chính xác quỹ đạo, chính vì vậy khi lựa chọn phương pháp điều
khiển nếu phù hợp với các đặc điểm của đối tượng điều khiển sẽ cho chất lượng tốt và
bám chính xác quỹ đạo, ngược lại khi lựa chọn không phù hợp sẽ dẫn đến sai số lớn. 9
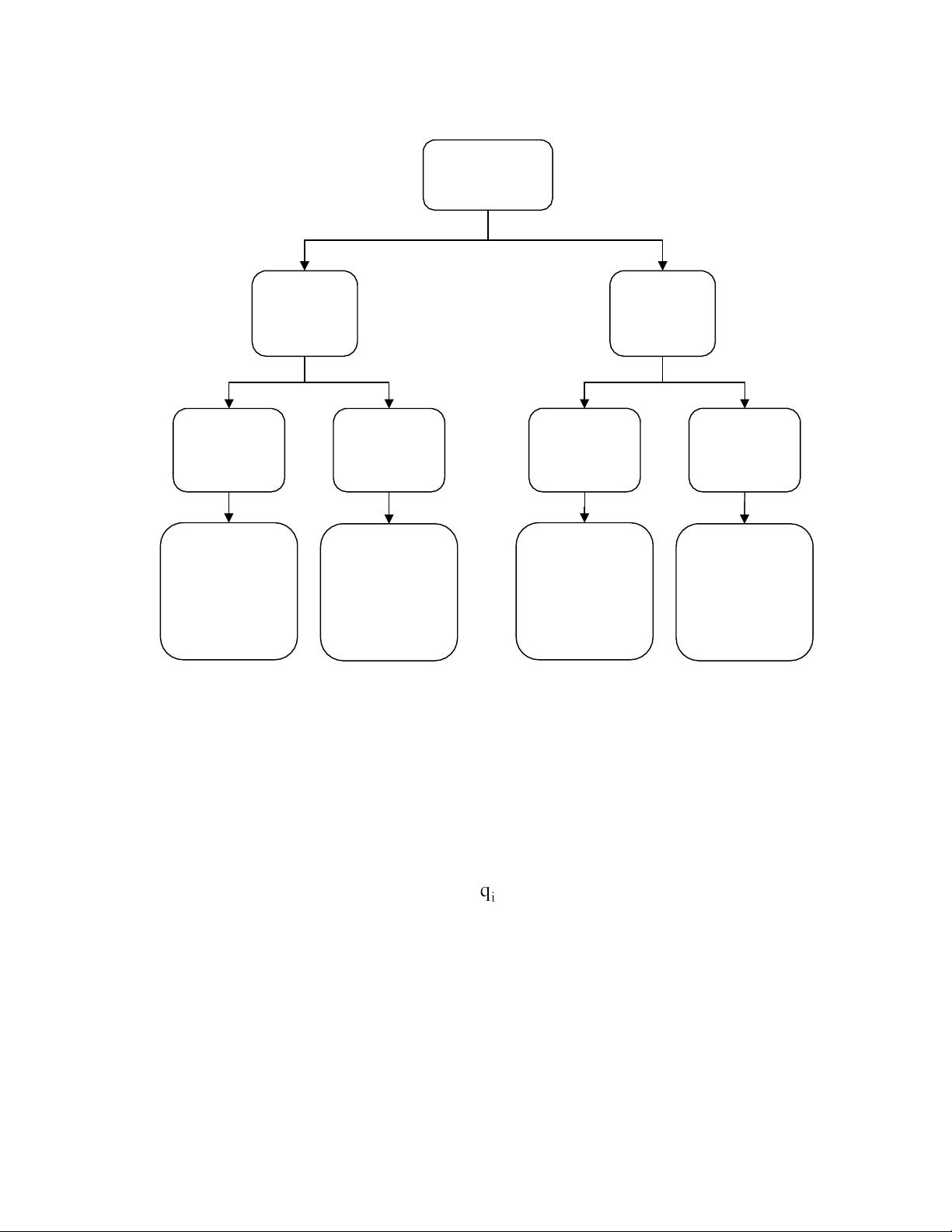
1.7. Các phương pháp điều khiển chuyển động của tay máy công nghiệp
Các phương pháp điều khiển chuyển động của TM được thể hiện trên hình 1.9 Điều khiển chuyển động của TM Điều Điều khiển khiển truyền thông thống minh Đ/k trong Đ/k trong Đ/k trong Đ/k trong không không gian không không gian gian khớp làm việc gian khớp làm việc PID, PD bù Jacobi đảo Đ/k TN Jacobi xấp xỉ trọng trường, Jacobi Đ/k BV Jacobi xấp xỉ ..... chuyển vị Đ/k kết hợp đ/k Backsteppin thích nghi g …
Hình 1.9 Các phương pháp đ… i ề u khiển TMCN
a. Điều khiển truyền thống
Các phương pháp điều khiển truyền thống được chia ra làm hai phần lớn và rõ rệt là
điều khiển trong không gian khớp và điều khiển trong không gian làm việc. Đặc điểm của
hai loại điều khiển này như sau:
Điều khiển trong không gian khớp thì quỹ đạo chuyển động không gian khớp mô tả
diễn biến theo thời gian của các biến khớp . Khi xây dựng một hệ thống điều khiển phải
đảm bảo điều khiển TM chuyển động chính xác bám theo đúng quỹ đạo đặt ra. Tín hiệu
đặt là quỹ đạo chuyển động biểu diễn vị trí khớp theo thời gian, và sai lệch điều khiển là sai lệch vị trí khớp.
Điều khiển chuyển động trong không gian làm việc dựa vào sự so sánh quỹ đạo yêu
cầu của khâu tác động cuối với quỹ đạo thực, được xác định từ các giá trị thực của các
biến khớp. Như vậy trong sơ đồ điều khiển cần có các khâu chuyển đổi sai số quỹ đạo
trong không gian làm việc thành giá trị của các biến khớp. Tuy nhiên hệ thống điều khiển 10
chuyển động trong không gian làm việc chỉ có hiệu quả khi điều khiển tương tác giữa tay
máy và môi trường làm việc
Ưu điểm chung: Các phương pháp điều khiển truyền thống đều khử được các thành
phần phi tuyến của phương trình động lực học và phân ly đặc tính động lực học của thanh
nối, đảm bảo được độ chính xác, triệt tiêu sai lệch, vẫn đảm bảo được yêu cầu chuyển động của TM.
Nhược điểm chung: Các phương pháp điều khiển truyền thống có những nhược
điểm lớn là phải biết được chính xác các thông số động lực học, phụ thuộc vào những giá
trị tính toán của các bộ tham số tính toán
. Hơn nữa, luật điều khiển này liên
quan đến các phép toán trung gian, nên phải thực hiện các phép nhân vectơ và ma trận
phụ, khối lượng tính toán lớn dẫn đến thời gian tính toán lớn đồng thời khả năng chống
nhiễu của phương pháp này còn hạn chế.
b. Điều khiển thông minh
Để nâng cao chất lượng điều khiển chuyển động TMCN của các phương pháp điều
khiển truyền thống và đạt được chất lượng điều khiển mong muốn thì các phương pháp
điều khiển hiện đại được nghiên cứu và áp dụng vào hệ thống điều khiển của robot rất
nhiều, đó đều là các phương pháp điều khiển thông minh. Như hình 1.9 ở trên thì cũng có
nhiều phương điều khiển hiện đại đã được nghiên cứu như các phương pháp điều khiển
trong không gian khớp được nghiên cứu nhiều như điều khiển thích nghi, điều khiển bền
vững, điều khiển trượt, và có thể là kết hợp các phương pháp đó lại. Các phương pháp
điều khiển trong không gian làm việc cũng có nhưng chưa được nghiên cứu nhiều như
điều khiển Jacobi đảo và Jacobi chuyển vị.
Ưu điểm chung: Các phương pháp điều khiển thông minh có một ưu điểm lớn nhất
đó là không cần biết mô hình chính xác của TM mà đảm bảo triệt tiêu sai lệch, điều khiển
bám chính xác quỹ đạo, tác động nhanh, chất lượng điều khiển tốt.
Nhược điểm chung: Các phương pháp điều khiển thông minh có nhược điểm là khối
lượng tính toán là bộ điều khiển là lớn.Và mỗi bộ điều khiển cũng có những ưu điểm rất
nổi bật riêng nhưng bên cạnh đó cũng có những nhược điểm. Vì vậy một số bộ điều khiển
thông minh này như điều khiển thích nghi, điều khiển bền vững và bộ điều khiển kết hợp.
Tay máy công nghiệp là đối tượng có độ bất định cao như khối lượng tải, mô men,
lực ma sát đều là các thành phần thay đổi liên tục trong quá trình robot làm việc. Yêu cầu
chất lượng điều khiển đối với TMCN cũng rất cao như TM lắp ráp linh kiện điện tử, TM 11
hàn. Do đó các luật điều khiển kinh điển trước đây khó có khả năng đáp ứng được các chỉ
tiêu chất lượng cho một hệ thống hiện đại như TMCN.
1.8. Giới thiệu các phương pháp đã nghiên cứu và áp dụng điều khiển bám quỹ
đạo cho hệ chuyển động của tay máy công nghiệp
- Phương pháp điều khiển PD bù trọng trường: Phương pháp điều khiển này cần phải
biết chính xác thông số của đối tượng, trong khi đối tượng TMCN thực tế lại có nhiều
tham số hằng bất bất định. Do đó, việc thực hiện các bộ điều khiển theo phương pháp này
gặp nhiều khó khăn về độ chính xác, hay nói cách khác là khó thực hiện được trong thực tế.
- Phương pháp điều khiển mờ : phương pháp mới xuất hiện những năm gần đây,
nhưng đã có một số ứng dụng trong thực tế. Ưu điểm cơ bản của điều khiển mờ so với các
điều khiển khác là có thể tổng hợp được bộ điều khiển mà không cần biết trước đặc tính
của đối tượng một cách chính xác, có thể nói điều khiển mờ đã chuyển giao nguyên tắc xử
lý thông tin, điều khiển của hệ sinh học sang hệ kỹ thuât. Chính vì vậy điều khiển mờ đã
giải quyết thành công nhiều bài toán điều khiển phức tạp ma trước đây chưa giải quyết
được. Nhược điểm của phương pháp là khi tổng hợp cần phải có kiến thức và kinh nghiệm
vận hành của chuyên gia để xây dựng bộ điều khiển mờ cho phù hợp. Hiện nay đã có rất
nhiều nghiên cứu theo các hướng khác nhau nhằm chuẩn hoá việc thiết kế và tối ưu hoá bộ điều khiển mờ.
- Phương pháp điều khiển sử dụng mạng nơron (Neural Networks: NN): phương
pháp điều khiển này có ưu điểm là hệ xử lý song song, vì vậy tốc độ xử lý thông tin rất
cao. Do khả năng “học” mà mạng hứa hẹn ứng dụng nhiễu trong lĩnh vực khoa học kỹ
thuật, nhất là điều khiển các hệ thống động lực học phức tạp (các hệ thống có tính phi
tuyến mạnh, hệ thống có tham số chưa biết hoặc tham số đã biết nhưng không đầy đủ,
không chính xác) với độ chính xác điều khiển cao và thời gian điều khiển nhỏ, chống
nhiễu tốt, ổn định bền vững, có khả năng điều khiển các đối tượng có cùng mô hình với
tham số khác nhau, thậm chí là biến thiên. Nhược điểm của phương pháp là phức tạp khi
tổng hợp bộ điều khiển nơron và tính khả thi ứng dụng thực tế ít.
- Phương pháp điều khiển bền vững: Ra đời những năm 1960 và được dùng cho các hệ
thống mà trong đó có một hay nhiều tham số không mô hình chính xác hay không thể mô
hình hoá được. Do đó, mục đích của bài toán điều khiển bền vững là điều khiển để cho hệ
thống biến đổi trong một phạm vi cho phép hay nhiễu bất định biến đổi liên tục mà không
cần thiết phải mô hình hoá toàn bộ mô hình, điểm hạn chế của phương pháp này là bộ điều 12
khiển yêu cầu xác định trước các vùng bao của các tham số hệ thống và sự xuất hiện của
nhiễu ngoại dẫn đến sẽ không thể đảm bảo sự bền vững tiệm cận của sai số bám quỹ đạo
- Phương pháp điều khiển thích nghi: ra đời từ sau 1950 và được dùng trong những hệ
tự động. Thực chất quá trình thích nghi là đo lường các thông số trạng thái như sai lệch,
tín hiệu ra,... để đánh giá hiện trạng của hệ. Bằng các công cụ tính toán, bộ điều khiển sẽ
tự xác định tham số và điều chỉnh nó cho phù hợp, sao cho đặc tính điều khiển đạt được
như mong muốn. Quá trình thích nghi diễn ra theo sự thay đổi của thông số hệ thống hay
tác động của nhiễu. Do đó cấu trúc của bộ điều khiển thường gồm 2 phần: phần thích nghi
để cập nhật, nhận dạng dữ liệu và phần điều khiển để xác định tín hiệu điều khiển.
Câu hỏi ôn tập
1. Chỉ tiêu đánh giá chung về độ chính xác của tay máy công nghiệp?
2. Cấu trúc chung của một hệ thống điều khiển chuyển động tay máy công nghiệp?
3. Các yếu tố ảnh hưởng đến độ chính xác bám quỹ đạo hệ chuyển động TMCN?
4. Nêu khái quát chung các phương pháp điều khiển chuyển động của tay máy công nghiệp hiện nay? .
5. Nêu các ứng dụng của tay máy công nghiệp? 13
Tài liệu liên quan:
-

Đề cương môn công nghệ web- Trường Đại học bách khoa - Đại học đà nẵng.
98 49 -

Đề cương môn công nghệ web- Trường Đại học bách khoa - Đại học đà nẵng.
83 42 -

Đề cương môn công nghệ web- Trường Đại học bách khoa - Đại học đà nẵng.
76 38 -

Đề cương môn công nghệ web- Trường Đại học bách khoa - Đại học đà nẵng.
72 36