Đề cương ôn giữa kì QLSX - Đề cương ôn thi giữa kỳ IM1023. 5 chương đầu tiên của chương trình môn học
Đề cương ôn giữa kì QLSX - Đề cương ôn thi giữa kỳ IM1023. 5 chương đầu tiên của chương trình môn học được biên soạn dưới dạng file PDF cho các bạn sinh viên tham khảo, ôn tập đầy đủ kiến thức, chuẩn bị thật tốt cho kì thi sắp tới. Mời bạn đọc đón xem.
Môn: Quản lý sản xuất (IM1013) 7 tài liệu
Trường: Trường Đại học Bách khoa - Đại học Quốc gia Thành phố Hồ Chí Minh 721 tài liệu
Tác giả:




Preview text:
lOMoAR cPSD| 37186047
ĐỀ CƯƠNG ÔN TẬP GIỮA KỲ
QUẢN LÝ SẢN XUẤT CHO KỸ SƯ
CHƯƠNG 1: GIỚI THIỆU VỀ QUẢN LÝ SẢN XUẤT
Các chức năng chính: vận hành, tiếp thị, tài chính. Sản xuất/ Vận hành sử dụng nhân lực nhiều nhất và nguồn ầu tư tài sản lớn nhất. Vận hành là:
• Phát triển/ thiết kế sản phẩm.
• Xác ịnh công suất/ năng lực có thể áp ứng cho khách hàng.
• Bố trí mặt bằng làm việc.
• Sắp xếp kế hoạch thực hiện các ơn hàng.
• Thực hiện công tác ảm bảo chất lượng sản phẩm.
Tầm quan trọng của qlsx:
• Sản xuất là một quá trình chuyển hóa ầu vào thành ầu ra
• Quá tình chuyển hóa c gọi là có hiệu năng khi giá trị ầu ra lớn hơn giá trị ầu vào, và trong trường hợp này ta
nói quá trình chuyển hóa tạo ra giá trị gia tăng
Tất cả các chức năng khác ể hỗ trợ cho chức năng iều hành tác nghiệp - SX:
• Tiếp thị: nhận các dự báo về nhu cầu khách hàng cũng như thông tin phản hồi từ khách hàng.
• Tài chính: các vấn ề liên quan ến ầu tư tài chính, kinh phí, và những yêu cầu của cổ ông.
• Nhân sự: với Nhân sự – các vấn ề liên quan ến ào tạo, bồi dưỡng, thuê mướn cũng như sa thải công nhân.
• Cung tiêu: ể ặt các yêu cầu mua sắm vật tư và NVL cho SX.
Quản lý sản xuất: tham gia vào hệ thống sản xuất, quản lý hệ thống và các yếu tố ầu vào, phối hợp các yếu tố ó
nhằm tạo ra các sản phẩm ầu ra. Dựa vào hai dạng quá trình sản xuất cơ bản là quá trình gián oạn và quá trình liên tục. 1 | P a g e
Hồng Đức Linh – Phạm Thế Hùng – Phạm Mạnh Huy lOMoAR cPSD| 37186047
Mục tiêu: tăng hiệu quả của quá trình tạo giá trị gia tăng. 10 quyết ịnh OM:
• Thiết kế hàng hóa và dịch vụ • Chất lượng
• Hoạch ịnh quá trình sản xuất • Chọn lựa vị trí • Bố trí mặt bằng • Thiết kế công việc
• Quản lý chuỗi cung ứng (make or buy decision) • Tồn kho
• Hoạch ịnh & lập tiến ộ sản xuất • Bảo trì
Xác ịnh chất lượng kỳ vọng của khách hàng, thiết lập các chính sách và quy trình ể o lường và ạt ược chất
lượng ó là một trong 10 quyết ịnh chiến lược của các nhà quản lý vận hành.
Xu hướng mới trong quản lý vận hành:
• Hướng ến toàn cầu (Global Focus) - tập trung vào ịa phương/ quốc gia: Hệ thống thông tin, vận tải phát triển
áng tin cậy và chi phí thấp.
• Just-in-time shipments ( giao hàng úng lúc) – giao hàng theo lô lớn: Gánh nặng của chi phí vốn tạo áp lực phải giảm tồn kho.
• Quan hệ cộng sự trong chuỗi cung ứng (Supply-chain partnering) – mua nvl giá thấp: Đòi hỏi cao về CL òi
hỏi sự tham gia của NCC trong quá trình phát triển SP mới.
• Phát triển sản phẩm mới nhanh (Rapid product development) – thời gian phát triển sp mới dài: Vòng ời SP
ngắn, việc giao tiếp quốc tế dễ dàng, sự phát triển của CAD, hợp tác quốc tế trong thiết kế.
• Mass customization ( sx hàng loạt theo yêu cầu của khách hàng) – tiêu chuẩn hóa sp: Thị trường toàn cầu,
sản yêu cầu về sản xuất linh hoạt gia tăng.
• Trao quyền cho nhân viên, làm việc theo nhóm & sản xuất tinh gọn – chuyên môn hóa lao ộng: Thay
ổi trong phong cách quản lý, dễ dàng tìm kiếm & truyền ạt kiến thức – thông tin.
• Sản xuất thân thiện với môi trường, Green manufacturing, Đạo ức KD – tập trung vào việc tiết kiệm: Các vấn
ề về môi trường, ISO 14000, chi phí xử lý rác thải tăng.
Các chiến lược trong quản lý sản xuất: • Dẫn ầu về chi phí: 2 | P a g e
Hồng Đức Linh – Phạm Thế Hùng – Phạm Mạnh Huy lOMoAR cPSD| 37186047
➢ Chi phí hoạt ộng thấp nhất -> giá thành sản phẩm thấp.
➢ Dẫn ầu về CP thấp giúp ạt giá trị tối a ược xác ịnh bởi khách hàng.
➢ CP thấp KHÔNG hàm ý là giá trị thấp hay chất lượng thấp. • Khác biệt hóa: ➢ Cung cấp sự ộc áo.
➢ Xác ịnh mọi yếu tố về SP, dịch vụ ảnh hưởng ến giá trị tiềm năng của khách hàng: ✓ Sự tiện lợi. ✓ Dịch vụ khách hàng. ✓ Dịch vụ hậu mãi. • Đáp ứng nhanh:
➢ Linh hoạt: áp ứng sự thay ổi trên thị trường (kiểu dáng, khối lượng hàng hóa) ➢ Đáp ứng nhanh và áng tin cậy:
✓ Phát triển và giao nhận hàng hóa úng lúc.
✓ Kế hoạch áng tin cậy.
✓ Sự nhanh nhạy: tốc ộ trong thiết kế, sản xuất, giao nhận. HOẠCH ĐỊNH
• Hoạch ịnh dài hạn (> 12 tháng) (hay hoạch ịnh chiến lược): các vấn ề rộng như dây chuyền SX, ưa vào sử
dụng hay loại i các phương tiện SX, thay thế thiết bị.
• Hoạch ịnh trung hạn (từ 1 tháng ến 12 tháng) liên quan ến việc cung ứng nguyên vật liệu hay việc sử dụng nhân lực.
• Hoạch ịnh ngắn hạn cho việc thực thi hiện tại: giải quyết những việc cụ thểtrong iều ộ tác nghiệp.
CHƯƠNG 2: KỸ THUẬT DỰ BÁO GIỚI THIỆU: Quy trình dự báo: • Xác ịnh ối tượng
• Thu thập dữ liệu quá khứ
• Xác ịnh hình dạng/ quy luật của dữ liệu
• Chọn mô hình dự báo phù hợp
• Thực hiện dự báo cho 1 thời oạn
• Kiểm tra ộ chính xác của số liệu dự báo 3 | P a g e
Hồng Đức Linh – Phạm Thế Hùng – Phạm Mạnh Huy lOMoAR cPSD| 37186047
• Quyết ịnh chọn mô hình hiện tại hay mô hình khác.
• Dự báo cho cả thời oạn mong muốn.
• Điều chỉnh số liệu dự báo dựa vào các thông tin ịnh tính.
• Kiểm soát các KQ và sai số.
ĐẶC TRƯNG CỦA DỰ BÁO:
Kỹ thuật dự báo có thể áp dụng:
• Kỹ thuật ịnh lượng: thể hiện các mối liên hệ của các ại lượng (thông số) bằng biểu thức/mô hình toán.
• Kỹ thuật ịnh tính: dựa trên phỏng oán, cảm nhận của người dự báo.
Kiểm soát sai số bởi vì dự báo thì thường không chính xác.
Các PP ịnh lượng: có thể nhóm lại thành hai loại:
• Loại 1: số liệu quá khứ là số chỉ thị của số liệu tương lai. (Mô hình ngoại suy, chuỗi thời gian hay mô hình
ánh xạ: kỹ thuật làm trơn, kỹ thuật phân tích chuỗi thời gian)
• Loại 2: mô hình nhân quả với giả thiết là ại lượng cần dự báo là hàm số của các biến số ộc lập khác Các mô
hình ịnh tính (chủ quan) -> dự báo dài hạn. Mô hình ịnh tính cũng ược dùng ể hỗ trợ mô hình ịnh lượng
(khi thiếu thông tin, sản phẩm mới,…) Thời oạn dự báo tổng quát:
• Dự báo dài hạn quan tâm ến việc xác ịnh chiều hướng thay ổi dài hạn của ại lượng cần dự báo.
• Dự báo trung hạn thích hợp cho việc tổng hợp các nhân tố theo mùa.
• Dự báo ngắn hạn thì cần thiết cho việc iều ộ và các mức ộ tồn kho..
Kỹ thuật áp dụng:
• Mô hình dài hạn ta dùng kỹ thuật dự báo ịnh tính,
• Mô hình trung hạn ta sử dụng mô hình nhân quả
• Mô hình ngắn hạn ta dùng kỹ thuật chuỗi thời gian(ánh xạ) Các dạng thức của dữ liệu quá khứ theo thời gian:
• Đường xu hướng (trend) • Chu kỳ (Cycle)
• Tính mùa vụ (Seasonal pattern)
• Có xu hướng kèm tính mùa vụ (Trend with seasonal pattern) Chi phí dự báo:
• Chi phí chính => chi phí cố ịnh cho việc xây dựng mô hình, thu thập và thao tác trên dữ liệu (máy tính và nhân lực);
• Chi phí ể thực hiện kỹ thuật và chi phí phụ thuộc vào ộ không chính xác của kỹ thuật. Tính dễ hiểu của dự
báo: Nhà quản lý sẽ không dùng kỹ thuật nào họ không hiểu
KỸ THUẬT DỰ BÁO ĐỊNH TÍNH ( CHỦ QUAN): 4 | P a g e
Hồng Đức Linh – Phạm Thế Hùng – Phạm Mạnh Huy lOMoAR cPSD| 37186047
Nếu số liệu quá khứ có sẵn, tin tưởng ược và thích hợp => các phương pháp dự báo ịnh lượng sẽ cực kỳ hữu dụng.
Có nhiều trường hợp dùng ến các phương pháp dự báo ịnh tính.
PP “Quan iểm của người quản lý”:
• Phương pháp này ơn giản, dễ sử dụng: thu thập các số liệu dự báo (dự oán) của một số người quản lý cấp cao,
thể hiện qua các Báo cáo hoặc phát biểu.
• Hai mục tiêu trong quá trình tổng hợp:
➢ Phải loại bỏ những dự báo hoàn toàn trái ngược làm ảnh hưởng ến số liệu dự báo toàn bộ ➢ Phải
loại nhà quản lý lấn át số liệu dự báo toàn bộ ➢ Hai vấn ề cần lưu ý là:
- Thứ tự trình bày số liệu dự báo và
- Trọng số cho từng quan iểm cá nhân
➢ Rà soát, xem lại của dự báo tổng hợp này. PP “Delphi”:
• Kỹ thuật Delphi là PP ể tổng hợp quan iểm của chuyên gia.
• Có tính vô danh và tính phản hồi. • Nhược iểm:
➢ Thời gian dài dẫn ến các ý kiến sẽ lẫn lộn, khó phân biệt.
➢ Khó khăn khi chọn lựa chuyên gia,
➢ Cuối cùng là ngay cả khi ạt ược một sự thống nhất, nó có thể sai!
PP “Tổng hợp từ lực lượng bán hàng”:
• Dự báo từ lực lượng bán hàng => Phương pháp “gốc của cỏ”.
• Cảm nhận sản phẩm nào sẽ bán ược hoặc không, cũng như lượng bán ược sẽ như thế nào.
• Thuận lợi (về mặt lý thuyết): lực lượng bán hàng là lực lượng ạt tiêu chuẩn nhất ể giải thích về nhu cầu của
SP, ặc biệt là trong vùng bán hàng của họ.
• Bất lợi: lực lượng bán hàng có thể trở nên “quá lạc quan” về dự báo của họ nếu họ tin rằng một dự báo thấp
có thể dẫn ến việc sa thải công nhân. Điều ngược lại cũng ược suy diễn tương tự.
• Khuyến khích lực lượng này có dự báo tốt là có những thưởng và phạt cho dự báo tốt và xấu.
ĐO LƯỜNG SAI SỐ DỰ BÁO: Độ lệch:
∑ni=1(giá trị thực − giá trị dự báo)i Độ 𝑙ệ𝑐ℎ = n
• Nhược iểm: sai lệch dương có thể bù trừ cho sai lệch âm giá trị của ộ lệch nhỏ Sai số chuẩn: 5 | P a g e
Hồng Đức Linh – Phạm Thế Hùng – Phạm Mạnh Huy lOMoAR cPSD| 37186047
• Sai số bình phương trung bình MSE: 𝑛 2 ∑
(𝑠𝑎𝑖 𝑠ố 𝑡𝑟𝑜𝑛𝑔 𝑡ℎờ𝑖 đ𝑜ạ𝑛 𝑡ℎứ 𝑖) 𝑀𝑆𝐸 = 𝑖=1 𝑛 • Sai số chuẩn SE: 𝑆𝐸 = √𝑀𝑆𝐸
Độ lệch tuyệt ối trung bình MAD:
∑ni=1|sai số trong thời đoạn thứ i| MAD = n
KỸ THUẬT DỰ BÁO ĐỊNH LƯỢNG:
Trung bình di ộng: Chỉ tính trung bình của n dữ liệu quá khứ gần nhất
Ưu iểm: Chỉ cần lưu trữ ít số liệu, việc cập nhật cũng ơn giản.
• Xác ịnh n: Thử nhiều số n khác nhau, tính toán dự báo cho từng trường hợp rồi so sánh ộ lệch tuyệt
ối trung bình cho mỗi phương án. Phương án n nào cho trị số ộ lệch nhỏ nhất sẽ là phương án thích
hợp nhất cho chuỗi số liệu tương ứng Trung bình di chuyển có trọng số:
• Trọng số khác nhau ược gán cho các thời iểm khác nhau
• Thường trọng số lớn nhất ược gán cho dữ liệu gần nhất và trọng số sẽ giảm dần cho các dữ liệu xa hơn
• Tổng các trọng số phải bằng 1. • Ví dụ:
➢ Nếu trọng số ược dùng là 0.5; 0.3; và 0.2 ➢
Giá trị dự báo cho tuần kế tiếp sẽ là:
0.5x(dữ liệu tuần vừa rồi) + 0.3x(dữ liệu 2 tuần trước ó) + 0.2x(dữ liệu 3 tuần trước) Kỹ
thuật làm trơn hàm số mũ:
• KT làm trơn bằng hàm số mũ cho kết quả chính xác hơn các PP khác ã ược sử dụng.
• Thông thường thì một trị số lớn sẽ cho lượng DB áp ứng hơn còn nhỏ sẽ cho lượng DB trơn hơn.
Hồi quy tuyến tính:
Hệ số hiệu chỉnh cho tính mùa vụ: Di 6 | P a g e
Hồng Đức Linh – Phạm Thế Hùng – Phạm Mạnh Huy lOMoAR cPSD| 37186047 Si = ∑ni=1 p
CHƯƠNG 3: THIẾT KẾ SẢN PHẨM
Các bộ phận than gia vào quá trình thiết kế sản phẩm:
• Tiếp thị: sáng tạo ra những ý tg sp mới và cung cấp ặc iểm kỹ thuật cho bộ phận sx
• R&D (Research and Development-Nghiên cứu và phát triển): chuyển những khái niệm kỹ thuật của sp mới
vào mẫu thiết kế cuối cùng
• Sản suất: chọn lựa hoặc xác ịnh qúa trình cho sp mới
Một sản phẩm là cái do một tổ chức sản xuất ra (offering) nhằm thỏa mãn nhu cầu. Có thể là một hàng hóa hoặc dịch vụ Ví dụ:
P&G ko bán chất tẩy quần áo
P&G bán cái lợi của quần áo sạch
+ Khách hàng mua sự thỏa mãn, chứ không phải các bộ phận SP
thiết kế hiệu quả khi:
• Thỏa mãn những yêu cầu khách hàng
• Đạt ược hiệu quả chi phí
• Tạo ra SP chất lượng cũng như ạt yêu cầu trong việc giao hàng
• Bán ược ra thị trường
• Đem lại lợi nhuận cho công ty
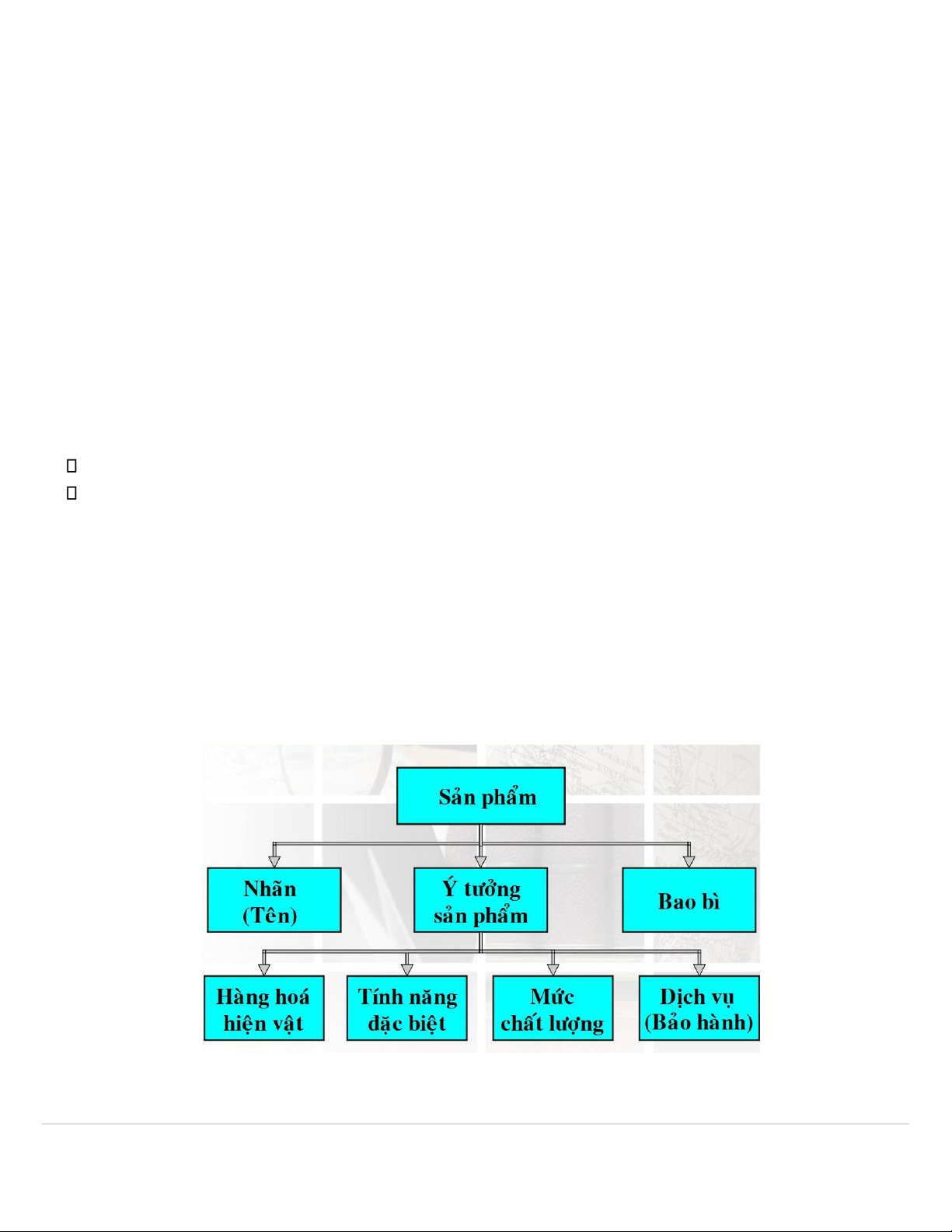
Các phần hợp hành sản phẩm
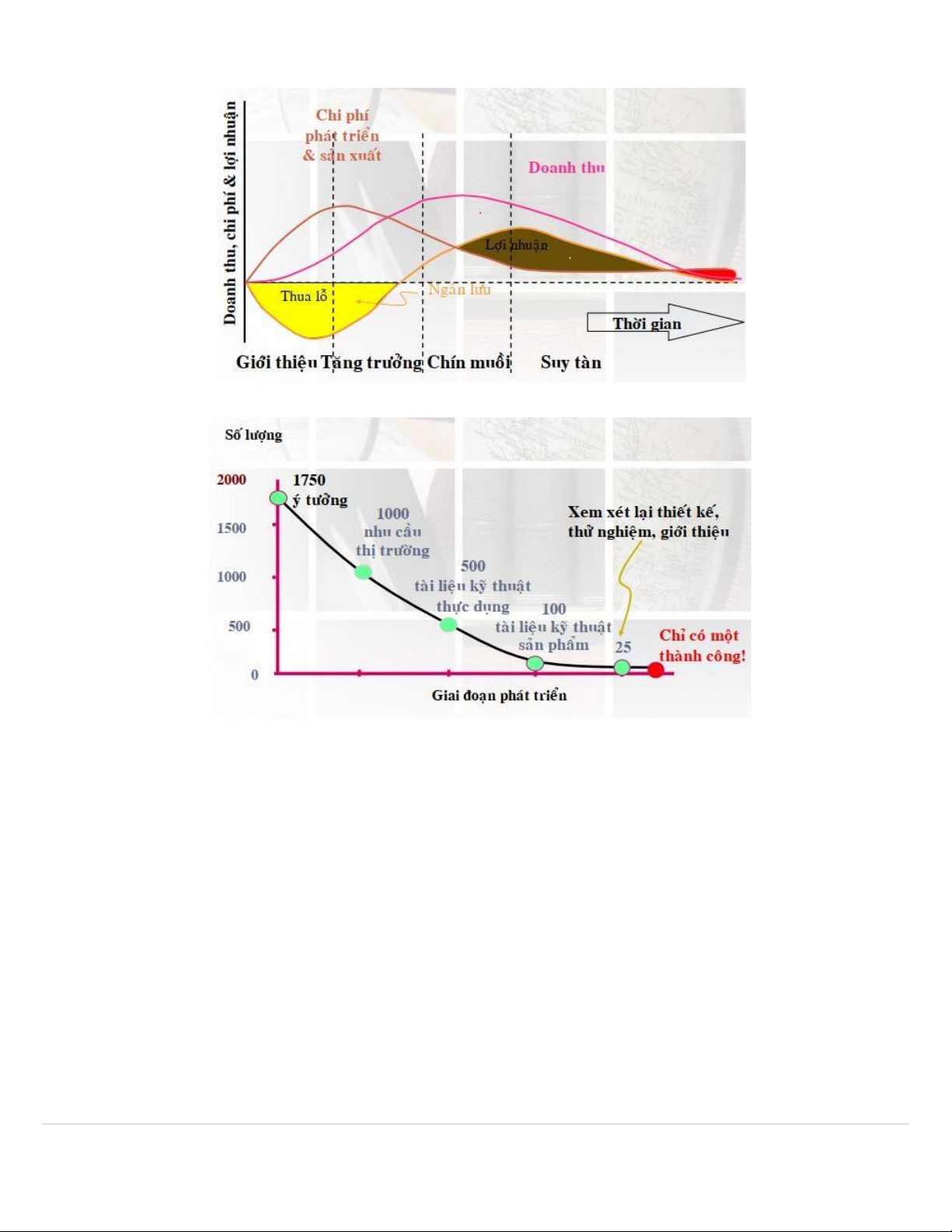
Vòng ời sản phẩm. doanh thu, chi phí và lợi nhuận 7 | P a g e
Hồng Đức Linh – Phạm Thế Hùng – Phạm Mạnh Huy lOMoAR cPSD| 37186047
Phát triển SP mới: Ít thành công
Thiết kế sản phẩm nhằm xác ịnh:
• Những loại NVL nào sẽ ược sử dụng,
• Kích cỡ và tuổi thọ của SP • Hình dạng của SP
• Các yêu cầu tiêu chuẩn về ặc iểm SP
Thiết kế dịch vụ nhằm xác ịnh:
• Loại nào là quy trình vật lý trong dịch vụ
• Những ích lợi trực giác
• Lợi ích tâm lý mà khách hàng nhận ược khi sử dụng dịch vụ
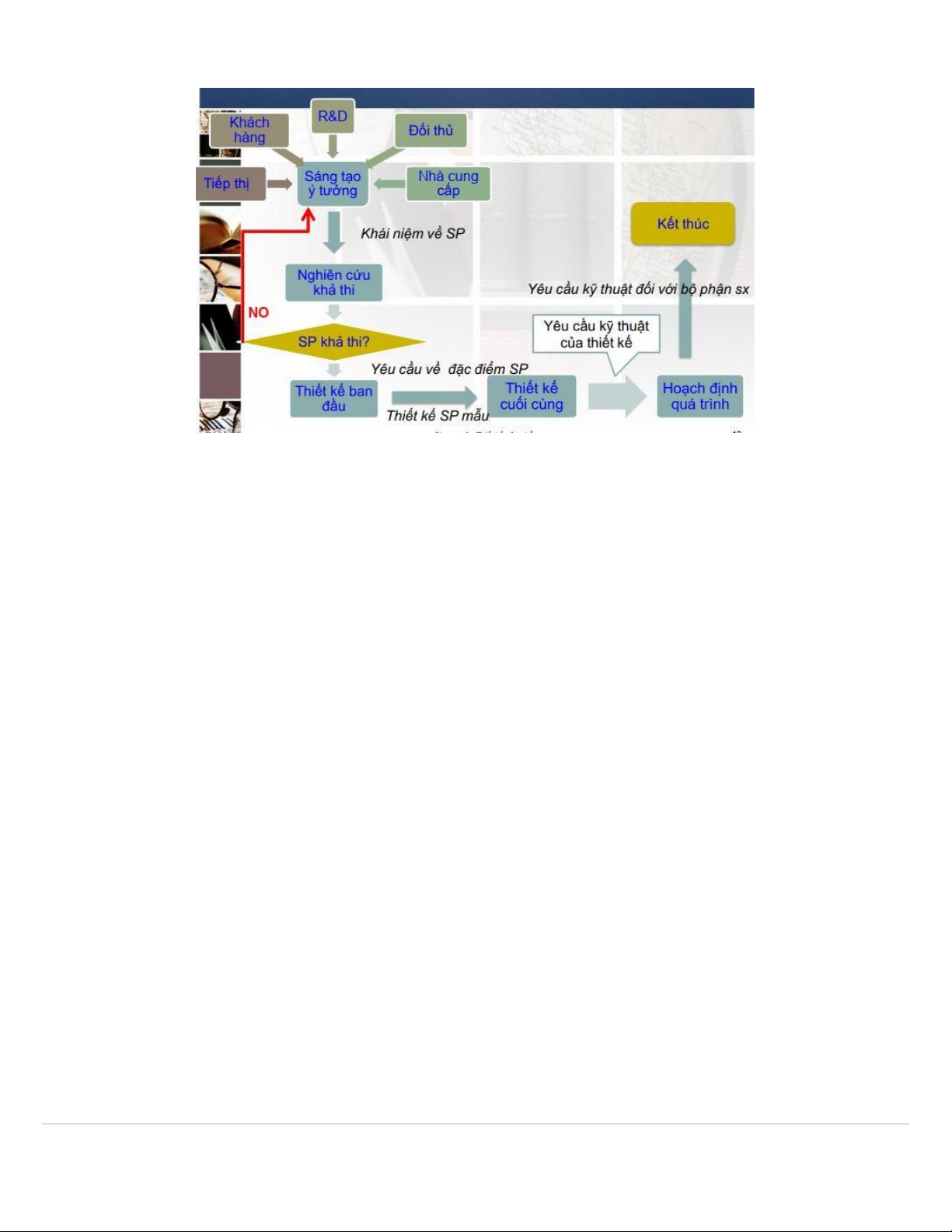
Quy trình thiết kế gồm 4 bước: sáng tạo ý tưởng => nghiên cứu khả thi => phát triển và thử nghiệm thiết kế ban
ầu => phác thảo thiết kế cuối cùng cảu sp/ dịch vụ 8 | P a g e
Hồng Đức Linh – Phạm Thế Hùng – Phạm Mạnh Huy lOMoAR cPSD| 37186047
Sáng tạo ý tưởng: xác ịnh nhu cầu khách hàng ( kano, khảo sát…)=> thiết lập các mục tiêu thiết kế ( QFD, TRIZ)
=> sáng tạo ý tưởng sản phẩm ( phân tích sp hiện tại) => chọn ý tg phù hợp => thử nghiệm các ý tg c chọn. Kano
Model : Một sản phẩm cạnh tranh sẽ phải ạt ược các thuộc tính cơ bản, tối a thuộc tính hiệu suất và bao gồm số
thuộc tính thích thú nhiều nhất có thể ở mức giá mà thị trường có thể chấp nhận.
• Nhóm thuộc tính làm giảm sự hài lòng của khách hàng khi xuất hiện thuộc nhóm chất lg ảo (R). Khi có những
tính năng này, khách hàng sẽ cảm thấy không hài lòng hoàn toàn.
• Thuộc tính nhóm M (cơ bản/ phải có) là nhóm thuộc tính khách hàng không nói ra, nhưng nếu thiếu khách
hàng sẽ không chấp nhận.
• Thích thú (A): Đây là những tính năng làm cho sản phẩm hoặc dịch vụ của bạn hấp dẫn hơn ối với khách
hàng. Nếu chúng không ạt ược, khách hàng sẽ không hài lòng.
• Không khác biệt (I): Những tính năng này không thêm hoặc bớt bất cứ iều gì về sự hài lòng của khách hàng
với sự hiện diện hay vắng mặt của họ.
• Một chiều (O): Các tính năng có thể ược coi là phần bổ sung - phần mở rộng cho các tính năng cơ bản mà
khách hàng nói ến và muốn tổ chức lắng nghe và thực hiện. Tuy nhiên, chúng sẽ làm tăng mức ộ thích thú
với sản phẩm khi ạt ược.
Ý tưởng về SP bắt nguồn từ:
• Bộ phận R&D của công ty
• Kiến nghị và ề xuất của khách hàng
• Nghiên cứu thị trường • Nhà cung cấp
• Nhà bán buôn trong ngành 9 | P a g e
Hồng Đức Linh – Phạm Thế Hùng – Phạm Mạnh Huy lOMoAR cPSD| 37186047
• Công nhân nhà máy Đối thủ cạnh tranh
• Phát triển công nghệ
Các phương pháp Sáng tạo ý tưởng:
• Đồ thị trực giác: so sánh những nhận thức khác nhau về những sản phẩm/ dịch vụ khác nhau của khách hàng
Đồ thị cụm: giúp nhận dạng các phân khúc và sở thích khách hàng Quy trình thiết kế:
• So sánh chuẩn ( benchmarking): so sánh sp hoặc quy trình sx với sp có chất lg cao nhất cùng loại. Công ty
c so sánh có thể ko cùng ngành nghề
• Nghiên cứu khả thi: bao gồm các bước phân tích thị trường, phân tích kinh tế và phân tích kỹ thuật/chiến lược.
• Phân tích thị trường:
➢ Đánh giá nhu cầu về sản phẩm ược thiết kế ➢ Có nên hỗ trợ việc phát triển sp mới?
➢ Có tiếp tục thực hiện quyết ịnh ầu tư vào sp mới hay ko?
• Phân tích kinh tế:
➢ Ước lg chi phí cho việc sx và phát triển sp và so sánh với doanh thu ước lg
➢ Phân tích lợi ích/ chi phí
➢ Lý thuyết ra quyết ịnh
➢ Giá trị hiện tại ròng NPV
➢ Suất thu lợi nội tại IRR ➢ Ước lg rủi ro
• Phân tích kỹ thuật/chiến lược:
➢ Sp mới có òi hỏi sử dụng công nghệ mới ko?
➢ Có ủ vốn ầu tư ko, dự án về sp mới có quá nhiều rủi ro ko?
➢ Công ty có ủ năng lực về nhân lực và khả năng quản lý trong việc sử dụng công nghệ mới theo yêu
cầu hay ko? Thiết kế ban ầu:
➢ Tạo ra thiết kế ban ầu
➢ Xây dừng thiết kế mẫu
➢ Thử nghiệm thiết kế mẫu
➢ Hiệu chỉnh thiết kế ➢ Thử nghiệm lại
• Thiết kế chức năng: xác ịnh ặc tính sp => sp phải áp ứng c yêu cầu từ bộ phận tiếp thị ưa ra. Tuổi thọ, ộ bền ?
• Thiết kế dạng sản phẩm: hình dáng, màu sắc, kích cỡ, và kiểu dáng
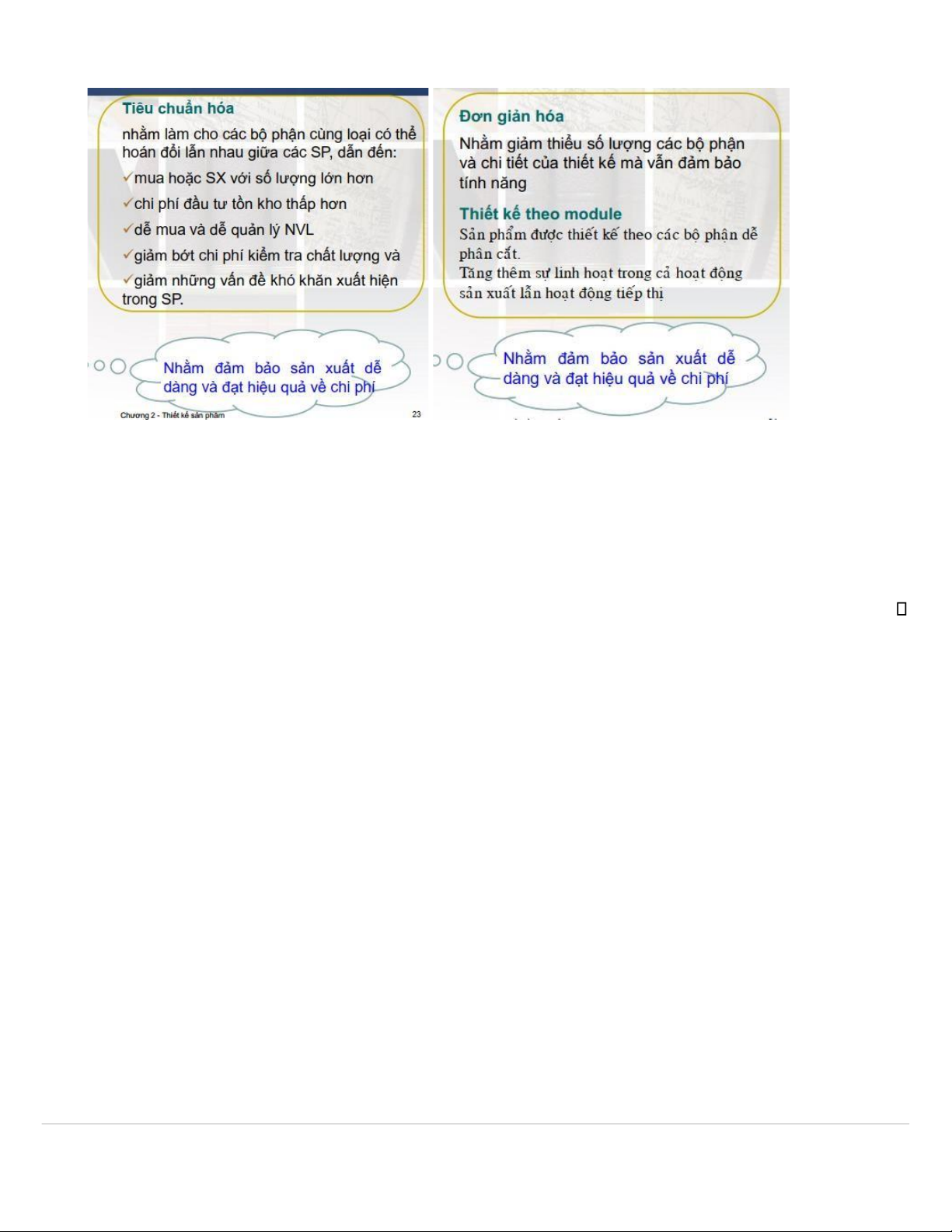
• Thiết kế sản xuất: nhằm ảm bảo sx sp dễ dàng và ạt hiệu quả về chi phí
• Thiết kế theo module: việc kết hợp các khu vực sx tiêu chuẩn hóa, theo nhiều cách chỉ ể tạo ra một sản phẩm hoàn tất cuối cùng 10 | P a g e
Hồng Đức Linh – Phạm Thế Hùng – Phạm Mạnh Huy lOMoAR cPSD| 37186047
Tại sao ứng dụng công nghệ mới?
Xuất phát từ 4 chiến lược cạnh tranh:
• Chi phí: giảm lg nvl ầu vào , giảm lượng nhân công cần cho sx, giảm chi phí phân phối
• Tốc ộ phân phối: o lường bởi thời gian từ khi giao ến khi nhận. Công nghệ giúp nhà sx giảm tgian này
• Chất lg: nhiều công nghệ cải thiện chất lg sp/ dịch vụ, giúp gia tăng doanh số bán hàng và giảm chi phí
Tính linh hoạt trong quá trình sx: theo yêu cầu khách hàng Phân loại công nghệ:
• Cn sản phẩm: những nỗ lực công nghệ nhằm phát triển các sp/ dịch vụ mới
• Cn quá trình: là nói ến việc tập trung các thiết bị và quy trình sx c sử dụng ể sx ra các sp/dv Cách phân loại công nghệ khác:
• Phần cứng: các thiết bị, máy móc,…
• Phần mềm: một tập hợp các quy tắc, thủ tục hoặc các hướng dẫn cần thiết ể sử dụng phần cứng
QFD – Triển khai chức năng chất lg (quality function deployment): công cụ hoạch ịnh và truyền ạt thông tin
giúp cấu trúc việc phát triển sản phẩm. Mang lại những sp tốt hơn với giá cả hợp lí.
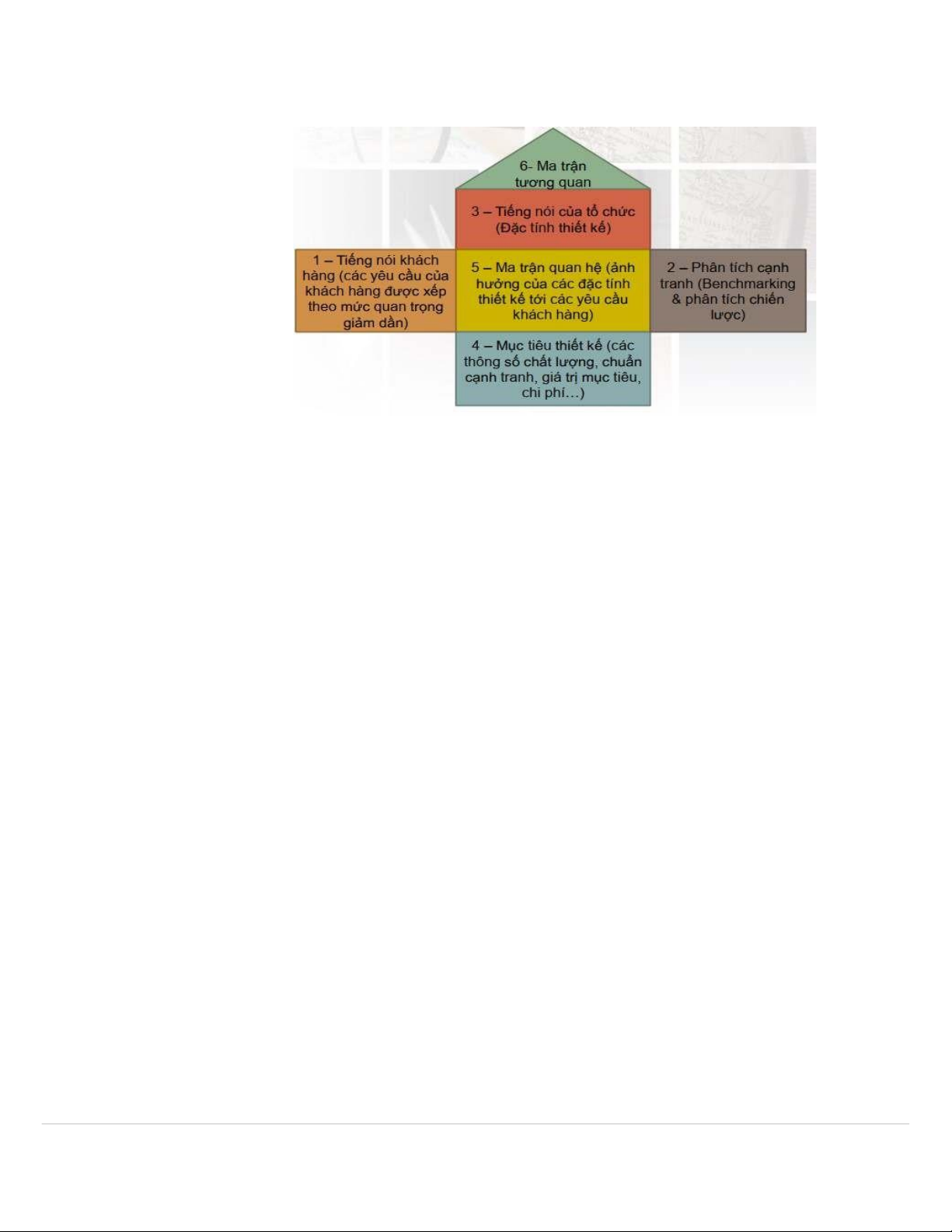
Ngôi nhà chất lg (house of quality): là ma trận ể liên kết các yếu tố ầu vào và ầu ra của các giai oạn phát triển khác nhau.
Triển khai chức năng chất lượng:
• Nhận ra ước muốn của khách hàng
• Xác ịnh bằng cách nào hàng hóa/ dịch vụ sẽ thỏa mãn ược ước muốn của khách hàng
• Liện hệ ước muốn của khách hàng với việc làm sao tạo ra ược sản phẩm/ dịch vụ (hows)
• Xác ịnh mối quan hệ giữa các hows của công ty
• Phản triển các ánh giá mức ộ quan trọng 11 | P a g
e Hồng Đức Linh – Phạm Thế Hùng – Phạm Mạnh Huy lOMoAR cPSD| 37186047
• Đánh giá các sản phẩm cạnh tranh
• Xác ịnh các thuộc tính kỹ thuật mong muốn, hiệu suất của bạn
và ổi thủ cạnh tranh với các thuộc tính này
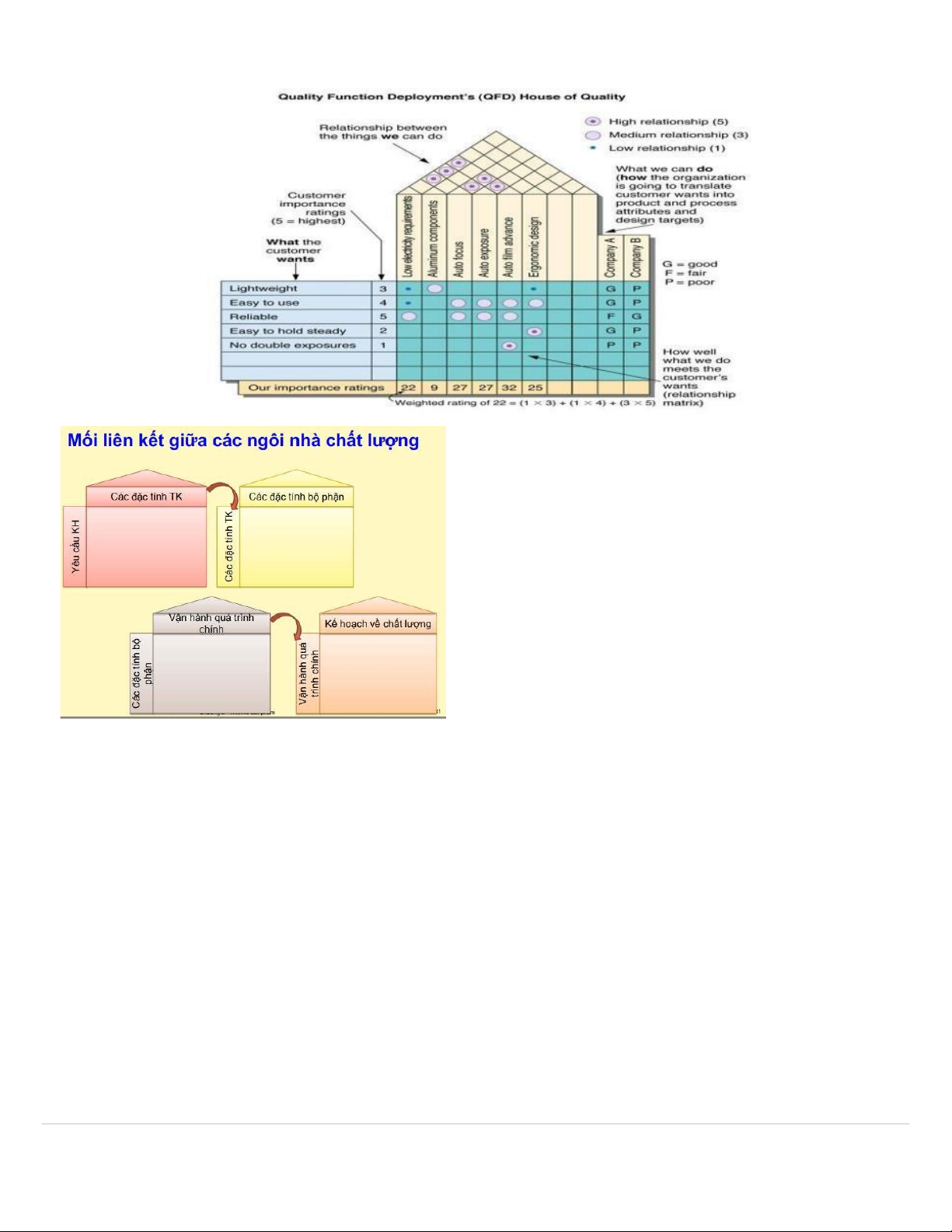
Ngôi nhà chất lượng:
Ngôi nhà chất lượng của QFD 12 | P a g e
Hồng Đức Linh – Phạm Thế Hùng – Phạm Mạnh Huy lOMoAR cPSD| 37186047
Thông qua việc liên kết 4 ngôi nhà chất lượng, các yêu cầu khách hàng ược chuyển thành kế hoạch chất lượng,
bao gồm tập hợp các dung sai, quy trình, phương pháp kỹ thuật lấy mẫu ...nhằm ảm bảo quy trình sản xuất áp ứng
các yêu cầu của khách hàng.
CHƯƠNG 4: BỐ TRÍ MẶT BẰNG
Bố trí mặt bằng là quá trình tổ chức, sắp xếp, ịnh dạng về mặt không gian các loại máy móc, thiết bị, khu vực
làm việc, các bộ phận phục vụ sản xuất và cung cấp dịch vụ. Kết quả của quá trình này là việc phân bố thích hợp
văn phòng, phân xưởng, những bộ phận liên quan khác ể bảo ảm sản xuất, kinh doanh ạt hiệu quả cao, thích ứng nhanh với thị trường.
Mặt bằng ược thiết kế hiệu quả sẽ hỗ trợ cho doanh nghiệp rất nhiều trong việc ạt ược các chiến lược tạo nên lợi
thế cạnh tranh của riêng mình.
Quyết ịnh về mặt bằng là quyết ịnh thuộc tầm dài hạn 13 | P a g
e Hồng Đức Linh – Phạm Thế Hùng – Phạm Mạnh Huy lOMoAR cPSD| 37186047 Mục tiêu:
• Đảm bảo dòng thông tin và nguyên vật liệu ược lưu chuyển trôi chảy trong toàn hệ thống sản xuất.
• Hỗ trợ doanh nghiệp thực hiện ược chiến lược cạnh tranh ã xác ịnh.
Mặt bằng tối ưu cần thỏa mãn:
Hỗ trợ cho Thiết kế sản phẩm
Đảm bảo chất lượng – Môi trường làm việc
Thỏa mãn các ràng buộc về không gian
Phù hợp với công nghệ - Thiết bị - Công suất Ảnh
hưởng bố trí mặt bằng:
➢ Chi phí sx: giảm tgian chờ, nâng cáo sản lg, tiết kiệm năng lg. giảm di chuyển của nvl,…
➢ Hiệu quả của hoạt ộng: tận dụng khả năng ng máy, phối hợp tốt giữa các bộ phận…
➢ Thích ứng tốt trong việc thay ổi sản phẩm/ dịch vụ: việc iều chỉnh ít nhất khi sp thay ổi…
➢ Chất lg: thao tác công nhân thuận lợi hơn, quy trình chuẩn hơn…
➢ Người lao ộng: thoải mái hơn, thao tác chính xác hơn, an toàn hơn,…
➢ Sự lưu chuyển nvl: hạn chê stối a sự di chuyển của nvl giữa các trạm làm việc
➢ Điểm ứ ọng bottleneck: tăng cường máy hoặc công nhân ở những trạm làm việc bị ứ ọng BTF
➢ An toàn cho ng lao ộng: k làm việc thoải mái, tầm quan sát của công nhân là lớn nhất, giảm thiểu tai nạn do sự di chuyển nvl
➢ Việc chọn lựa thiết bị: phù hợp giữa các trạm ể tránh iểm ứ ọng
➢ Tính linh hoạt của hệ thống: dễ thay ổi mặt bằng cũng như trang thiết bị khi iều kiện sx thay ổi
Các nhân tố cần cân nhắc khi Bố trí mặt bằng:
➢ Dễ dàng thu hẹp/ mở rộng: dễ dàng tăng hoặc giảm không gian khi cần thiết
➢ Khả năng thích nghi và thay ổi ( linh hoạt của mặt bằng): giảm thiểu sự sắp xếp lại mặt bằng khi có sự thay ổi về chủng loại sp
➢ Hiệu quả của việc di chuyển nguyên vật liệu: giảm thiểu sự di chuyển của nvl giữa các trạm làm việc
➢ Hiệu quả của thiết bị nâng chuyển nguyên vật liệu: tận dụng tốt không gian của thiết bị nâng chuyển trong quá trình sản xuất
➢ Hiệu quả tồn kho: giảm lượng tồn kho trung gian và kho BTF
➢ Hiệu quả của dịch vụ cung cấp: tạo sự phối hợp tốt giữa khu vực không sx và khu vực sx
➢ Ảnh hưởng ối với an toàn lao ộng & iều kiện làm việc: tránh tai nạn lao ộng do btmb, tạo thoải mái và thuận lợi trong thao tác
➢ Dễ dàng trong việc iều khiển & kiểm soát: dễ dàng cho người ql trong ks hoạt ộng
➢ Giá trị khuếch trương với công chúng và chính quyền: làm nổi bật hình tg sp của cty với công chúng
➢ Ảnh hưởng ối với chất lượng sản phẩm/ dịch vụ: dễ dàng trong thao tác công nhân, kiểm tra chất lg btp và sp
➢ Ảnh hưởng ối với công tác bảo trì: tạo thuận lợi cho việc bảo trì ịnh kì cũng như sửa chữa khi cần thiết
➢ Phù hợp với tổ chức nhà máy: mặt bằng nên thích hợp với cấu trúc cảu tổ chức nhà máy
➢ Hiệu quả sử dụng thiết bị: tận dụng hết khả năng của thiết bị sẵn có
➢ Tận dụng iều kiện tự nhiên: tận dụng ánh sáng, không khí tự nhiên 14 | P a g e
Hồng Đức Linh – Phạm Thế Hùng – Phạm Mạnh Huy lOMoAR cPSD| 37186047
➢ Khả năng áp ứng về công suất: tận dụng hết khả năng của trang thiết bị và con người ể áp ứng nhu cầu về sp
➢ Sự tương thích ối với kế hoạch dài hạn: dễ dàng thích ứng với sự thay ổi trong tương lai Mục tiêu của việc
thực hiện cân bằng chuyền:
• Giảm lãng phí do chờ ợi trên chuyền.
• Đảm bảo phối hợp nhịp nhàng giữa các trạm làm việc, giảm tồn kho bán thành phẩm trên chuyền.
Các kiểu bố trí mặt bằng:
• Bố trí mặt bằng theo quy trình: Máy móc và các công việc ược tập hợp theo chức năng. SP ược di chuyển từ
khu làm việc này sang khu khác tùy theo yêu cầu riêng của từng SP. Lợi thế: ▪ Tính linh hoạt cao
▪ Việc bảo trì ịnh kỳ thiết bị dễ dàng hơn bởi vì các thiết bị cùng loại.
▪ Nếu một máy bị hỏng thì các máy khác vẫn có thể tiếp tục ảm nhiệm công việc. Bất lợi:
▪ Phải phân bố các công oạn
▪ Phải lập phương án gia công của các BTP
• Bố trí mặt bằng theo sản phẩm:
Mặt bằng bố trí theo dòng nguyên vật liệu.
Thiết bị bố trí theo yêu cầu của sản phẩm
Số lượng sản phẩm phải ủ lớn ể ảm bảo cho việc bố trí này
Dạng ường thẳng: cho dây chuyền ngắn, ít thiết bị
Dạng zig zag: áp dụng cho dây chuyền dài hơn
Dạng chữ U, dạng tròn: áp dụng cho dây chuyền dài hơn, nguyên vật liệu và thành phẩm vào và ra cùng nơi Lợi thế:
▪ Năng suất cao do tính chuyên môn háo theo sản phẩm
▪ Chi phí ơn vị thấp hơn Bất lợi:
▪ Tính linh hoạt (về chủng loại sp) kém
▪ Số lượng mỗi lô lớn và ổn ịnh (phù hợp sx khối lượng lớn) ▪ Phải thiết kế dây chuyền sx
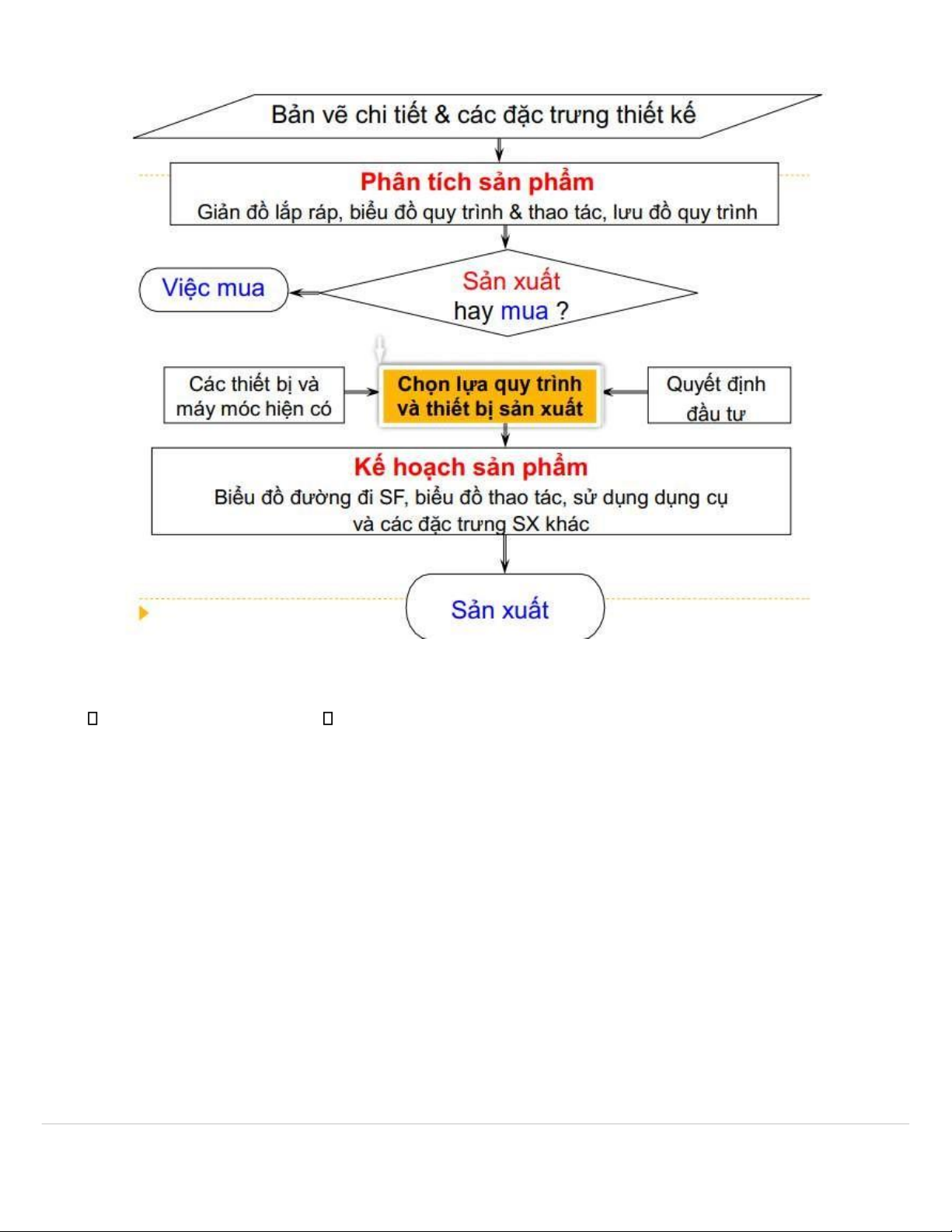
CHƯƠNG 5: CHỌN LỰA QUY TRÌNH SẢN XUẤT
Quyết ịnh chọn lựa thiết bị, quy trình sản xuất là quyết ịnh ở tầm dài hạn. Chiến lược quá trình có tác ộng ến
sự linh hoạt của dây chuyền sx, chi phí sx, chất lg sp, hiệu suất hỏa ộng.
Chiến lược về quy trình thể hiện cách thức các doanh nghiệp biến các yếu tố ầu vào thành hàng hóa và dịch vụ 15 | P a g
e Hồng Đức Linh – Phạm Thế Hùng – Phạm Mạnh Huy lOMoAR cPSD| 37186047
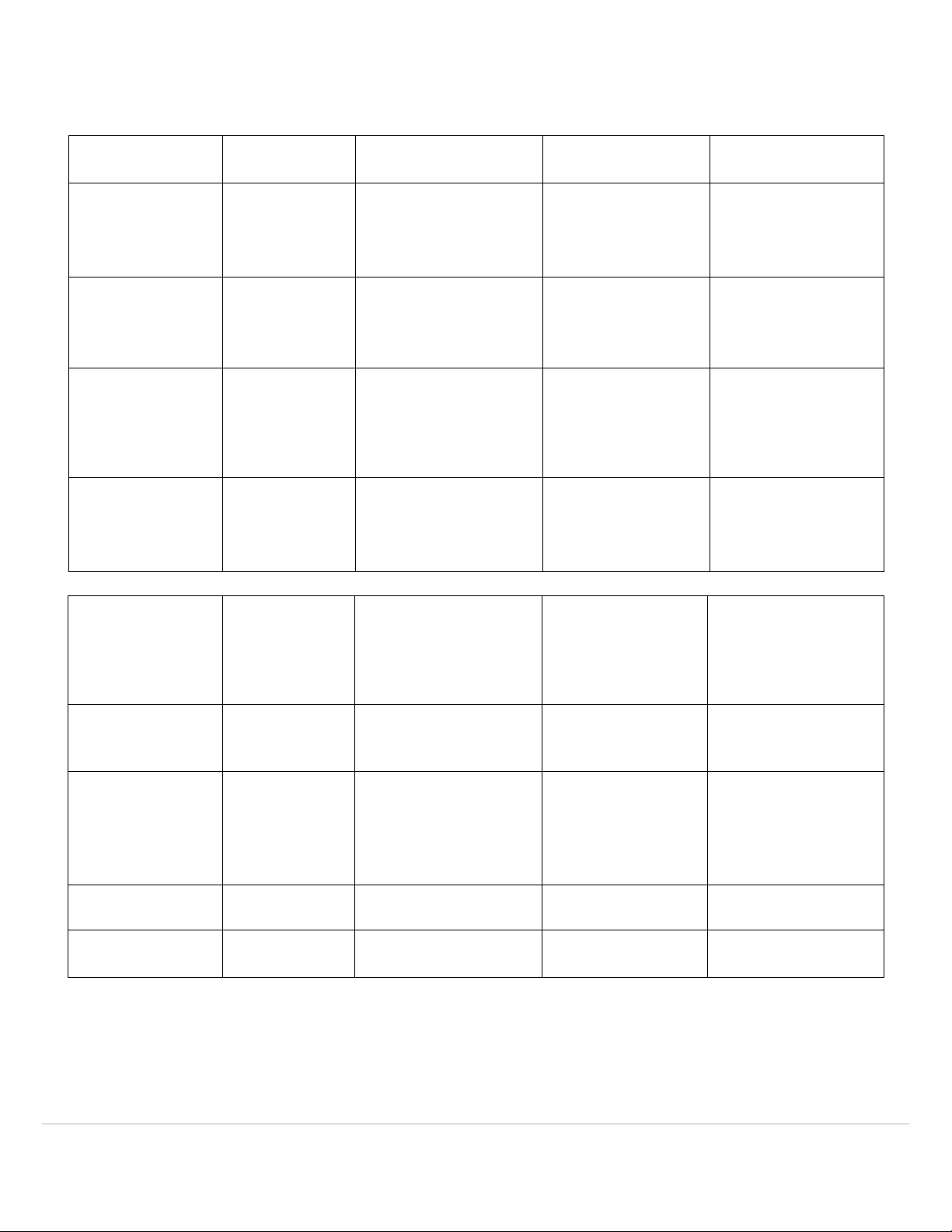
Mục tiêu: tạo ra 1 quy trình có thể sx ra sp áp ứng c nhu cầu của khách với chi phí cho phép và trong phạm vi các ràng buộc khác Hàng loạt theo Đặc iểm SX ơn chiếc SX lặp lại SX khối lớn KH Sp ược tiêu SL lớn, giữa các Số lượng và sự SL ít, chủng chuẩn hóa theo chủng loại SL lớn, chủng loại a dạng loại nhiều module, SL SP có sự khác biệt SP a dạng theo lô vừa phải rất nhỏ Có thiết bị phụ trợ Thiết bị linh Độ chuyên dụng Thiết bị thông ặc biệt trên Thiết bị chuyên hoạt, quá trình của thiết thường dây chuyền lắp dụng chuyển ổi nhanh bị ráp Vận hành viên Nhân viên a kỹ Kỹ năng của Người lao ộng có chỉ cần có kỹ Chuyên gia năng và linh vận hành viên năng tốt tại kỹ năng khá công oạn của mình hoạt Hướng dẫn Tài liệu HD sản công việc ược Chi tiết Chuẩn hóa thao tác xuất Chi tiết lặp lại, giảm sự ào tạo CN Thấp ối với NVL. Mức tồn kho NL, Kiểm soát BTP dựa Cao BTP Áp dụng JIT Thấp vào JIT, Kanban. Tồn kho Thành SX vừa ủ với nhu SX theo dự báo và Chỉ thực hiện khi Không có phẩm trữ sẵn trong kho có ơn ặt hàng cầu Phức tạp, có sự Mức ộ phức ánh ổi giữa Kế hoạch dựa Linh hoạt thay tạp của việc tồn kho, công trên dự báo nhu Lặp lại, ơn giản ổi theo yêu cầu lập kế hoạch suất & dịch vụ cầu giao hàng khách hàng Chi phí cố ịnh Thấp Vừa Cao Cao Chi phí biến Cao ổi Vừa Thấp Thấp 16 | P a g e
Hồng Đức Linh – Phạm Thế Hùng – Phạm Mạnh Huy lOMoAR cPSD| 37186047
Yếu tố quyết ịnh mua hay sản xuất:
Chi phí: cp mua, cp sản xuất Năng lực sx:
➢ Nếu c.ty ang vận hành thấp hơn năng lực thì thường muốn SX hơn là mua
➢ Nếu năng lực hiện có không ủ ể SX tất cả chi tiết thì c.ty sẽ chọn việc mua một số chi tiết.
➢ Nếu nhu cầu ổn ịnh, nên SX – nếu nhu cầu không ổn ịnh, nên hợp ồng mua ngòai.
• Chất lượng: nhà thầu phụ có cung cấp chi tiết ạt chất lg? giữa in-house và subcon ở âu dễ kiểm soát chất
lượng hơn? Khả năng cung cấp những chi tiết có CL ổn ịnh là một mối quan tâm trong quyết ịnh SX hay mua.
Những chi tiết tự SX thì dễ dàng kiểm soát CL hơn chuẩn hóa chi tiết, cấp giấy chứng nhận cho nhà cung cấp
ể nhà cung cấp tham gia vào quá trình thiết kế => giúp nâng cao CL của các chi tiết từ nhà cung cấp. Nhà
cung cấp nhỏ thì thường linh ộng và áp ứng nhanh với sự thay ổi trong thiết kế và công nghệ 17 | P a g
e Hồng Đức Linh – Phạm Thế Hùng – Phạm Mạnh Huy lOMoAR cPSD| 37186047
• Thời gian: nhà thầu phụ có khả năng cung cấp chi tiết nhanh hơn tự sx?công nghệ và thiết kế. Đôi khi các chi
tiết sẽ ược mua vì nhà cung cấp có thể cung cấp SF trong thời gian ngắn hơn tự SX. Nhà cung cấp nhỏ thì
thường linh ộng và áp ứng nhanh với sự thay ổi trong thiết kế và công nghệ
• Độ tin cậy: chất lg, thời gian giao hàng, các yêu cầu chứng nhận chất lg của nhà cung cấp: ISO, HACCP,C- TPAT…
• Kiến thức chuyên gia: vấn ề bảo mật công nghệ, thiết kế. Những c.ty nổi tiếng trong việc SX hay thiết kế
thường muốn giữ quyền kiểm soát SF của họ. Việc quyết ịnh chia xẻ hay không kiến thức / bí quyết với các
NCC vì những lợi ích kinh tế là một việc rất khó khăn.
Không có quy trình sản xuất tối ưu cho mọi trường hợp!
Việc lựa chọn quy trình phụ thuộc vào sản phẩm:
• Mức ộ tiêu chuẩn hóa: ộ tiêu chuẩn hóa thấp -> quy trình linh hoạt/ ổn ịnh?
• Nhu cầu số lượng: SX số lượng thấp -> nặng về lao ộng .SX số lượng nhiều -> tạo ra nguồn lực ể ầu tư vào
thiết bị có ộ tự ộng hóa cao hơn. Công cụ:
• Lưu ồ: mô tả từng bc thực hiện của quy trình sx Lưu ồ quá trình:
➢ Các thao tác không hữu ích trong SX (như kiểm tra, di chuyển, chờ và chứa vào kho) ➢ Các thao tác
hữu ích trong SX (nguyên công SX)
• Sơ ồ về thời gian, chức năng • Sơ ồ dòng giá trị
• Kỹ thuật phân tích Blueprinting
• Blueprinting không là công cụ dùng ể phân tích quy trình trong sản xuất
Phân tích iểm hòa vốn: giúp xác ịnh mức sản lg mà tổng chi phí= tổng doanh thu
• Sản lượng: là mức ộ của SX, thường ược diễn tả bằng số ơn vị SF SX và bán ược (v).
• Chi phí: chi phí cố ịnh (Cf), chi phí biến ổi (Cv).
• Doanh số trên ơn vị sản phẩm (p): là giá mà mỗi SF bán ược, tổng doanh số (TR) là tích của giá bán với số lượng SF bán ược.
• Lợi nhuận: là hiệu của doanh số và tổng chi phí 18 | P a g e
Hồng Đức Linh – Phạm Thế Hùng – Phạm Mạnh Huy lOMoAR cPSD| 37186047 19 | P a g
e Hồng Đức Linh – Phạm Thế Hùng – Phạm Mạnh Huy
Tài liệu liên quan:
-

Chương 2: Cách mạng Kinh tế: Các Thành phần và Tác động trong Quản lý Chuỗi Cung | Môn: Quản lý sản xuất - Trường: Đại học Bách khoa Thành phố Hồ Chí Minh
118 59 -
Báo cáo thực tập tốt nghiệp Kỹ thuật sản xuất bao bì nhựa Sài Gòn
706 353 -

Đề cương ôn tập thi giữa kỳ môn Quản ký sản xuất | Đại học Bách khoa Thành phố Hồ Chí Minh
753 377 -
Đề thi cuối kỳ (mẫu) môn Quản lý sản xuất Đề số 01 | Đại học Bách khoa Thành phố Hồ Chí Minh
1.5 K 742