Đồ án tốt nghiệp khoa điện | Trường Đại học Kinh tế Thành phố Hồ Chí Minh
Máy bắn vít tự động hay súng bắn vít tự động là loại công cụ không thể thiếu trong quá trình sản xuất lắp ráp linh kiện tại các nhà máy, phân xưởng sản xuất. Với khả năng tự máy tự nạp vít tự động và vít các loại theo nhu cầu của người sử dụng dựa trên cơ chế quay cánh quạt, vít sẽ vào trục nạp vít và ra ngoài theo đường dẫn vít. Tài liệu giúp bạn tham khảo, ôn tập và đạt kết quả cao. Mời bạn đọc đón xem !
Môn: nguyên lý bảo hiểm (UEH) 10 tài liệu
Trường: Đại học Kinh tế Thành phố Hồ Chí Minh 3.1 K tài liệu
Tác giả:













Preview text:
lOMoAR cPSD| 47207194
TRƯỜNG ĐẠI HỌC KTCN CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM
KHOA ĐIỆN Độc lập - Tự do - Hạnh phúc
ĐỒ ÁN TỐT NGHIỆP
Nhóm sinh viên thực hiện: Nguyễn Văn Minh Đào Trung Nghĩa
Giáo viên hướng dẫn: Trần Thị Hải Yến Ngày giao đề tài: Ngày nộp:
Tên đề tài: Thiết kế hệ thống bắt vít tự động I.Nội dung thuyết minh:
1: Mô tả và phân tích công nghệ sử dụng
2: Phân tích lựa chọn thiết bị
3: Chọn biến vào ra và thiết kế hàm logic 4: Cài đặt lập trình
5: Sơ đồ nguyên lý hệ thống và thuyết minh nguyên lý làm việc . II. Nội dung bản vẽ * Mô tả hệ thống
* thuật toán điều khiển * Sơ đồ nguyên lý
* Chương trình điều khiển Ngày… tháng…. năm 2022 Giáo viên hướng dẫn Trần Thị Hải Yến
Downloaded by HUONG TRAN (Vj12@gmail.com) lOMoAR cPSD| 47207194 Mục lục LỜI NÓI
ĐẦẦU................................................................................................................................................3
PHẦẦN I: T NG QUÁT VỀẦ DẦY CHUYỀẦN ĐI U KHI N TỔ Ể Ể
Ự Đ NG HÓAỘ.............................................................4
I.2,PHẦN TÍCH CÔNG NGHỆ.....................................................................................................................4
I.1 Thông tn về ề máy bắắt vít t đ ng trong công nghi pự ộ ệ
......................................................................4
I.2 Quy trình công nghệ.......................................................................................................................5
I.3 Yều cầều công nghệ..........................................................................................................................6 I.4 S đôề khôắiơ
.......................................................................................................................................6
I.2 ch c nắng chínhứ ..................................................................................................................................7
I.2.1,Các ch c nắng chính c a h thôắngứ ủ
ệ..............................................................................................7
I.2.2.Nguyền lý ho t đ ng H thôắng ho t đ ng theo các bạ ộ ệ ạ ộ
ước sau đầy:.............................................7
I.2.3, S đôề nguyền lý h thôắngơ ệ
...........................................................................................................8
Phầnề II PHẦN TÍCH LỰA CH N PHỌƯƠNG ÁN THỰC HI N.Ệ
...........................................................................9
II.1 Thiềtắ b Khung h thôắngị ệ
.....................................................................................................................9
II.1.1 B cầpắ khí nénộ ...........................................................................................................................10
II.1.2. C cầắu chầắp hành khí nénơ
........................................................................................................15 II.1.3 C m biềắnả
...................................................................................................................................16
II.1.4 B nguôền t ongộ ổ
.......................................................................................................................20 II.1.5 Nút
bầmắ....................................................................................................................................21
II.1.6 B 2 tr c vitme servoộ ụ
................................................................................................................22
II.1.7 Tuôắc n vít đi n tơ ệ
ử....................................................................................................................23
II.2 GIỚI THI U PLC, CH N PLCỆ Ọ
..............................................................................................................28 II.2.1
PLC............................................................................................................................................28 1 lOMoAR cPSD| 47207194 II.2.2 L a ch n PLCự ọ
.............................................................................................................................33
II.2.3 L a ch n b nguôền PLCự ọ ộ
.............................................................................................................37
II.2.4 module Input Lx40C6................................................................................................................37
II.2.5 module output LY40NT5P.........................................................................................................39
II.3 LỰA CH N H TRUYỀẦN Đ NG ĐI NỌ Ệ
ỘỆ .................................................................................................40
II.3.1 PHẦN TÍCH LỰA CH N H TRUYỀẦN Đ NGỌ Ệ Ộ
...............................................................................40
II.3.2 H TRUYỀẦN Đ NG ĐI NỆ Ộ Ệ
................................................................................................................45
II.3.2.1 Phần lo i h truyềền đ ng đi nạ ệ
ộệ ..............................................................................................45
II.3.3 Các thiềắt b điềều khi n đ ng c SERVOị ể
ộ ơ.........................................................................................54
II.4 Màn hình HMI..................................................................................................................................60
II.4.1 Khái ni mệ HMI.........................................................................................................................60
II.4.2 HMI GT1050.............................................................................................................................61
Phầnề III CH N THIỀTẾ KỀẾ BIỀẾN VÀO RA VÀ THIỀẾT KỀẾ HÀM LOGICỌ
................................................................63 III.1Các phương pháp mô t h thôắngả ệ
...................................................................................................63 III.2 Các biềắn vào
ra................................................................................................................................64
III.3 GRAFSET.........................................................................................................................................65
Phầnề IV CÀI Đ T L P TRÌNHẶ Ậ
.......................................................................................................................68
4.1 L p trình trền GX Works ậ 2................................................................................................................68
4.2MELSOFT simple moton module setng tool....................................................................................70 4.3
MR Configurator 2.....................................................................................................................75 2 lOMoAR cPSD| 47207194 LỜI NÓI ĐẦU.
Trong sự nghiệp công nghiệp hóa – hiện đại hóa đất nước, một trong những
tiêu chí để đánh giá sự phát triển công nghiệp của mỗi quốc gia là mức độ tự động
hóa trong quá trình sản xuất. Để có nền tảng phát huy tính sáng tạo sau này phát
triển đất nứơc. Trong thời đại ngày nay, việc tự động hoá trong quá trình sản xuất
và ứng dụng mang một ý nghĩa hết sức to lớn, có thể nói ngành tự động hoá là
ngành đánh giá sự phát triển công nghiệp của thế giới nói chung và một quốc gia
nói riêng. Sự tự động hoá trong sản xuất làm tăng năng suất, giảm giá thành, nâng
cao chất lượng sản phẩm và tiếp cận thâu tóm thị trường. Những chỉ số đó là
những mục tiêu mà các doanh nghiệp luôn muốn hướng đến và cải thiện.
Vì tầm quan trọng quá to lớn như vậy nên là sinh viên chuyên ngành tự
động hoá, chúng tôi càng phải trau dồi kiến thức cho
Chính vì thế mà sau khi tìm hiểu kĩ và cuối cùng, chúng tôi quyết định chọn đề
tài : “ THIẾT KẾ MÁY BẮT VÍT TỰ ĐỘNG ”. Với mô hình này sẽ cho
chúng ta hình dung một khía cạnh nhỏ trong lĩnh vực tự động hóa qua đó cũng tư
duy cho chúng ta về một hệ thống lớn, một băng chuyền được điều khiển logic
thông minh là như thế nào.
Chúng tôi là sinh viên của trường Đại học công nghiệp THÁI NGUYÊN,
là chủ nhân tương lai của đất nước, chúng tôi sẽ cố gắng học hỏi, nâng cao tính
sáng tạo và tư duy để không phụ lòng mong mỏi của thầy cô, của đất nước.
PHẦN I: TỔNG QUÁT VỀ DÂY CHUYỀN ĐIỂU KHIỂN TỰ ĐỘNG HÓA
I.2,PHÂN TÍCH CÔNG NGHỆ
I.1 Thông tin về máy bắt vít tự động trong công nghiệp
I.1.1.Máy bắt vít tự động là gì?
Máy bắn vít tự động hay súng bắn vít tự động là loại công cụ không thể
thiếu trong quá trình sản xuất lắp ráp linh kiện tại các nhà máy, phân xưởng sản
xuất. Với khả năng tự máy tự nạp vít tự động và vít các loại theo nhu cầu của
người sử dụng dựa trên cơ chế quay cánh quạt, vít sẽ vào trục nạp vít và ra ngoài theo đường dẫn vít. 3 lOMoAR cPSD| 47207194
I.1.2.Nguyên lý hoạt động của máy bắt vít
Sau khi đổ các vít cần cấp vào trong máy cấp vít (hoặc cung cấp trực tiếp thông
qua bộ blow feeder), cơ chế cánh quạt trong máy sẽ hoạt động nhằm nạp các loại
vít vào trục truyền vít. Kết hợp với sự chuyển động của cánh quạt để nạp vít thì
trục nạp vít sẽ chuyển động tạo lực truyền vít từ trong máy nạp vít tự động ra súng
bắn vít và chuyển động với momen xoắn nhất định để xoắn vít vào đúng vị trí cần
vít. Ngoài ra súng bắn vít có thể loại bỏ những đinh vít đã bị hỏng để quá trình
vít được diễn ra nhanh chóng và đúng kĩ thuật.
Máy bắt vít tự động có khả năng vít các loại vít theo các đường kính khác
nhau và chiều dài khác nhau tương tích cho nhiều loại vít như vít đơn, vít kèm
long đen phẳng, đệm vênh và loại bỏ các loại vít lỗi, kém chất lượng I.1.3. Lợi ích và tính năng: Tính năng:
- Lắp ráp, bắt vít các thiết bị, linh kiện điện – điện tử.
- Máy được thiết kế hợp lí để toàn bộ quá trình lắp ráp được thực hiện đồng thời-
Được điều khiển bằng chương trình PLC giúp vận hành dễ dàng, đảm bảo kĩ thuật. Lợi ích: 1.
Tăng năng suất sản xuất rõ rệt, giúp cắt giảm thời gian chu kỳ của từng
công đoạn sản xuất, đảm bảo mức độ chính xác cao nhất. 2.
Giúp cải thiện rõ rệt chất lượng sản phẩm đầu ra nhờ việc thiết lập và cho
ra thông số chính xác của các sản phẩm trước khi sản xuất. 4 lOMoAR cPSD| 47207194 3.
Giảm chi phí nhân công thông qua việc thay thế con người trong nhiều
công đoạn, đặc biệt vượt quá khả năng của con người về tốc độ làm việc thủ
công và sức chịu đựng … 4.
Hạn chế được các yếu tố rủi ro gây ngắt quãng quá trình sản xuất liên
quan tới nhân sự, chẳng hạn như chậm giờ, nghỉ ốm… giúp doanh nghiệp cũng
tiết kiệm được chi phí để tuyển dụng và đào tạo đội ngũ nhân sự chất lượng cao,
đặc biệt để phục vụ cho sản xuất.
5.Tối ưu hóa thời gian vận hành bởi các máy móc và robot tự động có thể vận
hành 24/7 và rất ít xảy ra các sự cố.
I.2 Quy trình công nghệ
Quy trình công nghệ là một phần (hoặc một công đoạn) của quá trình sản
xuất có tác dụng làm thay đổi trực tiếp trạng thái của sản phẩm (dịch vụ) theo
phương thức bắt buộc nào đó. Trong quá trình diễn ra sự thay đổi này, bắt buộc
phải sử dụng đến yếu tố kỹ thuật công nghệ để tác động vào hình thức, chất lượng
của sản phẩm (dịch vụ) theo một quy tắc nhất định.
➢ Thông qua yêu cầu, mục tiêu đã đặt ra, hướng giải quyết vấn đề chúng ta có
bài toán cần giải quyết:
Bài toán máy bắt vít tự động
Chu trình cơ bản của bài toán:
Đặt sản phẩm vào JIG > ấn nút start > sản phẩm được đưa đến vị trí 1 > máy bắt
vít vào sản phẩm > lần lượt đến các vị trí còn lại và bắt vít > kết thúc bắt vít đứa sản phẩm ra ngoài
I.3 Yêu cầu công nghệ
Hệ thồng di chuyển JIG
+ Động cơ 1 nối cứng trục vitme 1 tịnh tiến theo phương Ox
+ Động cơ 2 nối cứng trục vitme 2 tịnh tiến theo phương Oy
Hệ thống sử dụng 2 động cơ servo được nối cứng với 2 trục vitme. Khi động cơ
quay thuận hoặc quay ngược sẽ tạo chuyển động tịnh tiến trên trục vitme để có
thể đưa sản phẩm vào đúng vị trí: 5 lOMoAR cPSD| 47207194
Hệ thống bắt vít
+ Vít được cấp tự động
+ 2 xi lanh tổng và xi lanh vít hạ máy bắt vít hạ máy bắt vít vào đúng vị trí
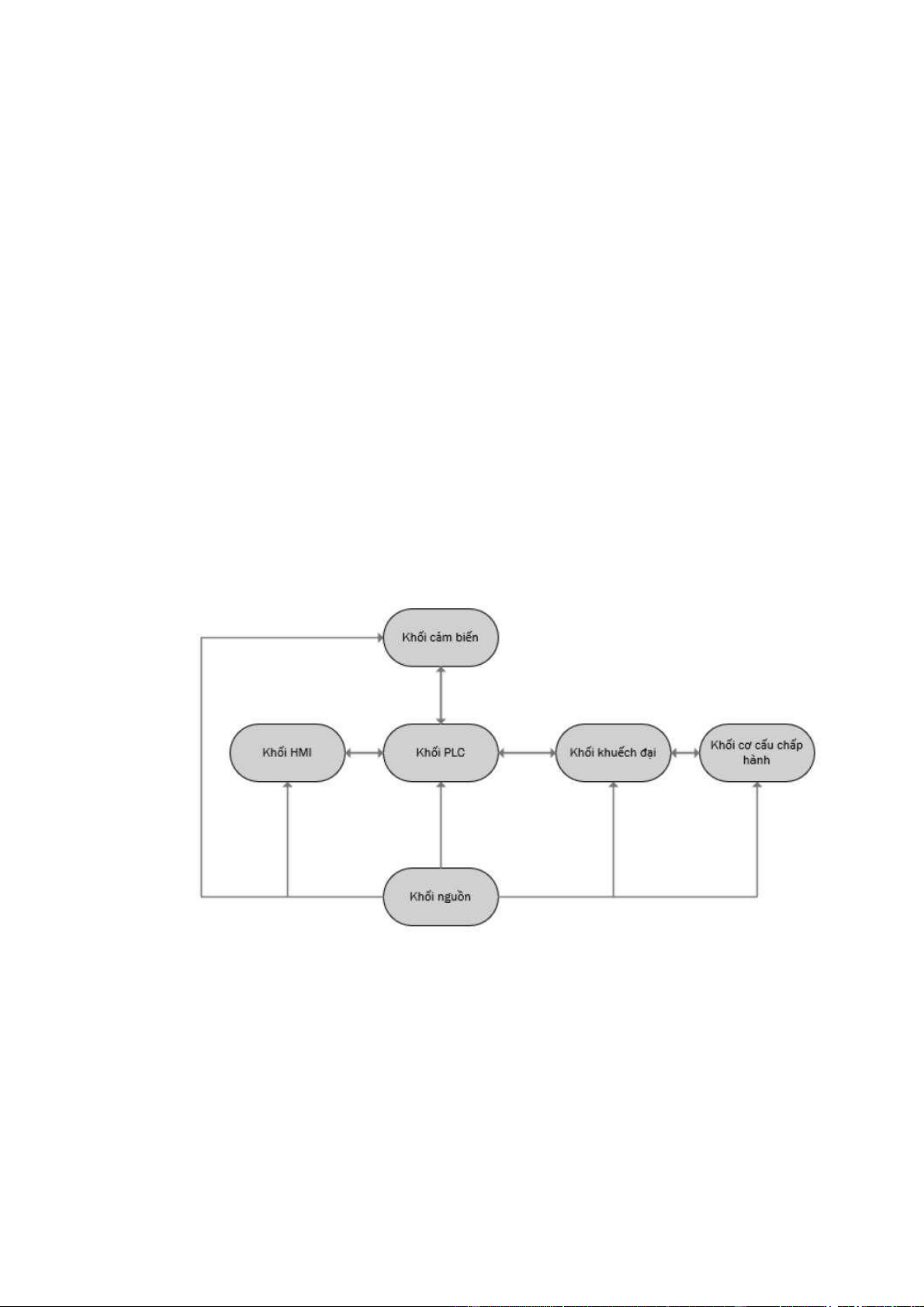
+ máy bắt vít xoay vít vào đúng vị trí . I.4 Sơ đồ khối
Hệ thống được chia làm các khối như sau:
Khối cảm biến: nhận biết thông tin phản hồi lại PLC
Khối HIM: hiển thị và giám sát
Khối khuyếch đại : điều khiển động cơ Servo
Khối nguồn: cấp nguồn cho hệ thống
Khối cơ cấu chấp hành: nhận tín hiệu và sử lý Khối PLC : điều khiển toàn hệ thống
Hình 1.1 Sơ đồ khối của hệ thống
I.2 chức năng chính
I.2.1,Các chức năng chính của hệ thống
- Hệ thống kết hợp 2 chức năng trong một máy : bắt vít, lấy vít. - Hệ thống sử
dụng mạch điều khiển PLC điều khiển xuyên suốt hệ thống, đồng thời sử dụng 6 lOMoAR cPSD| 47207194
các linh kiện chọn lọc, đạt chuẩn CE, như của Omron, LS,Mitsubishi…, khả năng
hoạt động ổn định với tần suất làm việc cao.
I.2.2.Nguyên lý hoạt động
Hệ thống hoạt động theo các bước sau đây: Bước
1 : để sản phẩm vào JIG , đậy lắp JIG. Bước 2 : ấn 2 nút star
Bước 3 : 2 servo đứa sản phẩm vào vị trí bắt vít. Vị trí thứ nhất.
Bước 4 : xilanh tổng hạ động cơ bắt vít xuống
Bước 5 : xilanh vít và tuốc nơ vít điện cùng hoạt động để bắt vít
Bước 6 : cảm biến ở xi lanh vít phát hiện đã thực hiện xong bắt vít, nâng 2 xilanh về vị trí ban đầu
Bước 7 : thực hiên lại các bước từ bước 3 đến bước 6 ở các vị trí bắt vít còn lại,
đã được cài đặt từ trước.
Bước 8 : đưa sản phẩm về vị trí ban đâu
Bước 9 : mở lắp JIG, lấy sản phẩm ra
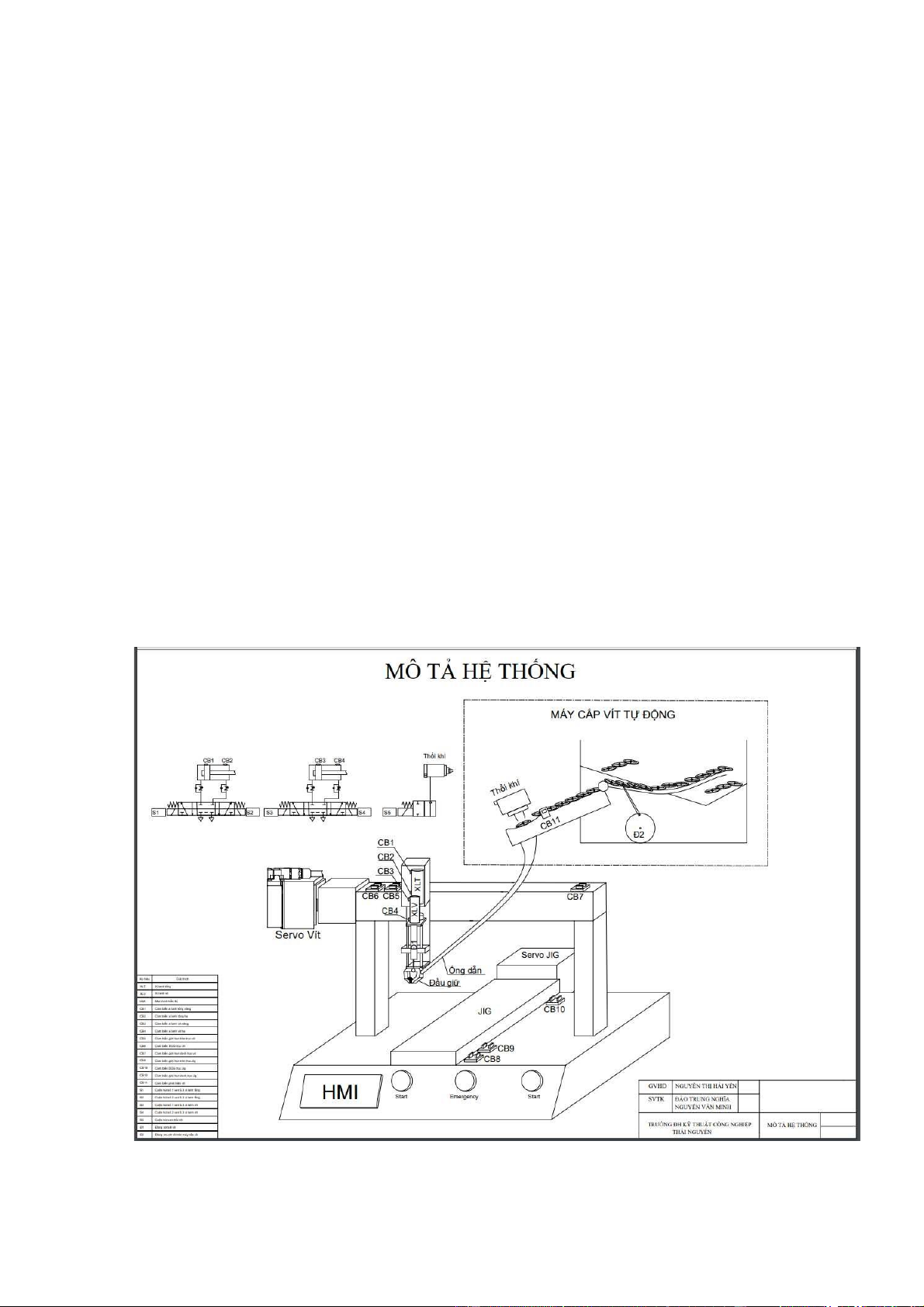
I.2.3, Sơ đồ mô tả hệ thống
Phần II PHÂN TÍCH LỰA CHỌN PHƯƠNG ÁN THỰC HIỆN. 7 lOMoAR cPSD| 47207194
II.1 Thiết bị Khung hệ thống
Hệ thống nâng, hạ máy bắt vít và cấp vít của hệ thống thì ta có thể lựa chọn
giữa 2 loại hệ thống gồm :
+ Hệ thống cấp khí nén
+ Hệ thống cấp điện Hệ
thống cấp điện :
Truyền động thẳng: có độ chính xác cao, nhưng khá phức tạp trong bộ dịch chuyển
. vì vậy hệ thống điện sử dụng cho nhiều hệ thống chính xác cao Ưu điểm của hệ thống điện :
+ Hiệu quả cao: Hệ thống truyền động điện có thể giúp tăng hiệu quả sản xuất và giảm chi phí vận hành.
+Động cơ điện với tốc độ tải ổn định
+Hệ thống làm việc chính xác, lập trình hệ thống điểu khiển vị trí chính xác
+Tổn thất năng lượng thấp Nhược điểm:
+Hệ thống phức tạp , khó thay thế .
+Nguy hiểm ,điện giật , cháy nổ Hệ
thống cấp khí nén :
truyền động thẳng: đây được xem là ưu thế lớn của hệ thống khí nén bởi được kết
cấu đơn giản và linh hoạt của cơ cấu chấp hành. Vì vậy hệ thống khí nén chuyển
động thẳng được sử nhiều trong các thiết bị giá kẹp chi tiết khi gia công, thiết đột
dập hay phân loại đóng gói Ưu điểm :
+Đặc thù của không khí chính là khả năng đàn hồi – khả năng nén bởi vậy bạn có
thể nén và tích trữ lâu dài trong bình khí nén với áp suất cao là điều bình thường.
+Hệ thống khí nén có khả năng truyền tải khí đi xa bằng hệ thống đường ống mà
tổn thất mang lại tương đối thấp.
+Tốc độ truyền động với độ linh hoạt khá cao phù hợp cho nhiều công dụng khác nhau.
+Dễ dàng điều khiển, đưa ra các quyết định – giải pháp hữu hiệu khi quá tải, quá mức áp suất cho phép. 8 lOMoAR cPSD| 47207194
+Đặc biệt, nguồn khí không hề gây tổn hại cho môi trường khi sinh Nhược điểm :
Mức công suất truyền động vừa phải không quá lớn bởi vậy chỉ phù hợp cho nhu
cầu truyền động nhỏ và vừa, nếu nhu cầu cho mức công suất lớn thì mức chi phí
truyền động khí enns sẽ cao hơn từ 5 – 10 lần. Tuy nhiên, mức trọng lượng cũng
như kích thước chỉ đạt 30% so với truyền động điện,.
Khi trọng tải thay đổi sẽ kéo theo vận tốc truyền động thay đổi do khả năng đàn hồi của khí nén lớn.
Ngoài ra, nguồn khí nén đưa ra ngoài môi trường sẽ gây nên tiếng ồn tương đối. Kết luận :
Dựa theo đề tài và yêu cầu cần có của hệ gồm nâng, hạ máy bắt vít và cấp vít thì
ta lựa chọn hệ truyền động khí nén , vì yêu cầu của chu trình đặt ra không cần sự
chính xác quá cao, xi lanh và van cấp vít dùng khí nén với mức linh hoạt cao, dễ thay đổi, đơn giản
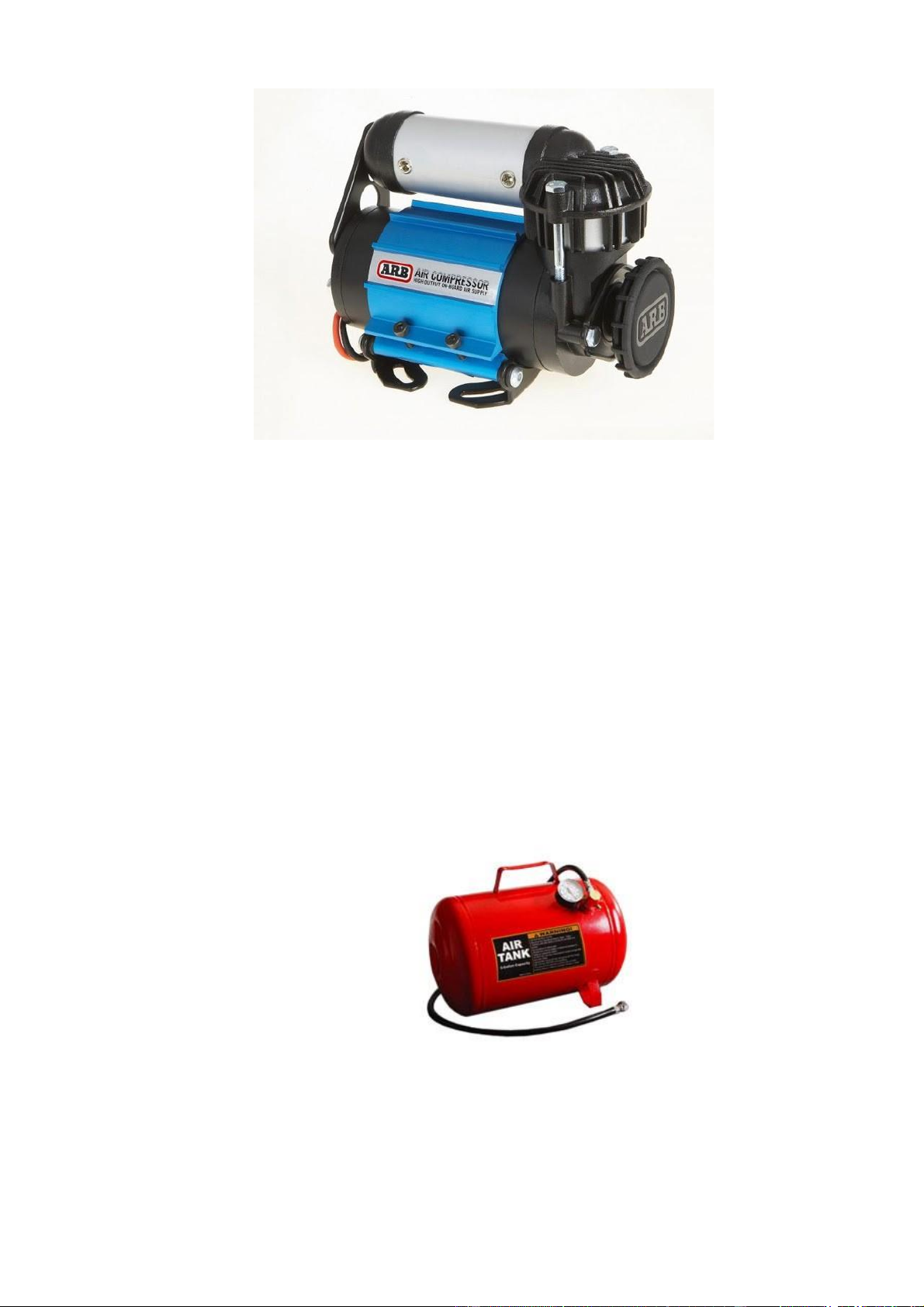
II.1.1 Bộ cấp khí nén II.1.1.1. Máy nén khí:
Máy nén khí là thiết bị tạo ra áp suất khí, ở đó năng lượng cơ học của động
cơ điện hoặc động cơ đốt trong được chuyển đổi thành năng lượng khí nén và nhiệt năng. Phân làm 2 loại :
- Phân loại theo áp suất.
+ Máy nén khí áp suất thấp p <= 15 bar
+ Máy nén khí áp suất cao p>= 15 bar
+ Máy nén khí áp suất rất cao p>= 300 bar
- Phân loại theo nguyên lý hoạt động.
+ Máy nén khí theo nguyên lý trao đổi thể tích: Máy nén khí kiểu pittong,
máy nén khí kiểu cách gạt, máy nén khí kiểu root, máy nén khí kiểu trục vít.
+ Máy nén khí tuabin: Máy nén khi ly tâm và máy nén khí theo chiều trục. 9 lOMoAR cPSD| 47207194
Hình 2.1.1.1 máy nén khí 24V
Lựa chọn máy nén khí áp suất thấp dưới 10 bar
II.1.1.2. Bình trích chứa khí nén:
Khí nén sau khi ra khỏi máy nén khí và được xử lý thì cần phải có một bộ
phận lưu trữ để sử dụng. Bình trích chứa khí nén có nhiệm vụ cân bằng áp suất
khí nén từ máy nén khí chuyển đến trích chứa, ngưng tụ và tách nước.
Kích thước bình trích chứa phụ thuộc vào công suất của máy nén khí và
công suất tiêu thụ của các thiết bị sử dụng, ngoài ra kích thước này còn phụ thuộc
vào phương pháp sử dụng: ví dụ sử dụng liên tục hay gián đoạn.
Hình 2.1.1.2 bình chứa khí nén mini
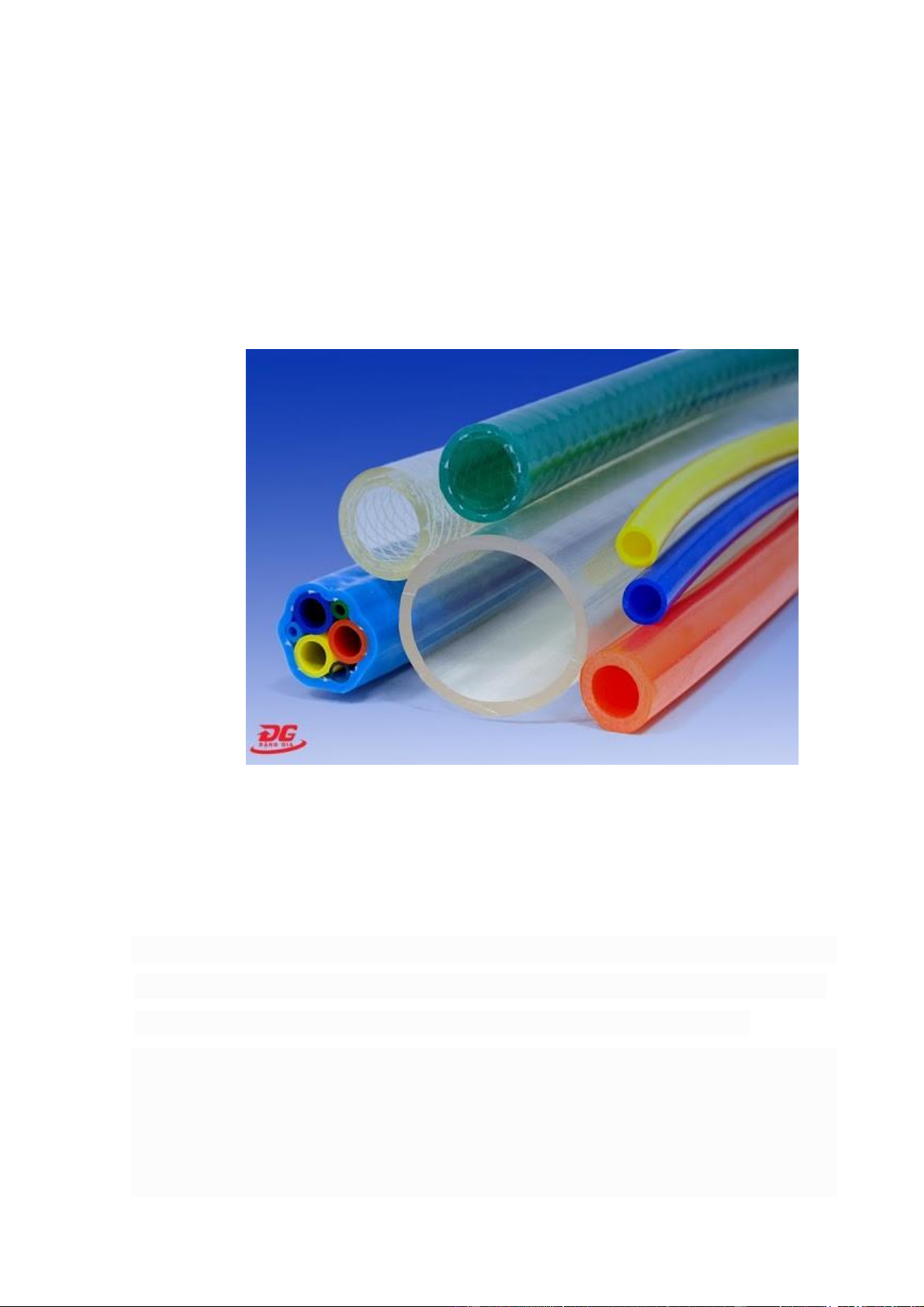
II.1.1.3. Mạng đường ống dẫn khí nén: 10 lOMoAR cPSD| 47207194
Mạng đường ống dẫn khí nén là thiết bị truyền dẫn khí nén từ máy nén
khí đến bình trích chứa rồi đến các phần tử trong hệ thống điều khiển và cơ cấu chấp hành.
Mạng đường ống dẫn khí nén có thể phân thành 2 loại:
+ Mạng đường ống được lắp ráp cố định (mạng đường ống trong nhà máy).
+ Mạng đường ống được lắp ráp di động (mạng đường ống trong dây chuyền
hoặc trong máy móc thiết bị).
Hình 2.1.1.3 Ống dẫn khí nén II.1.1.4. Van đảo chiều:
Van đảo chiều có nhiệm vụ điều khiển dòng năng lượng bằng cách đóng
mở hay thay đổi vị trí các cửa van để thay đổi hướng của dòng khí nén.
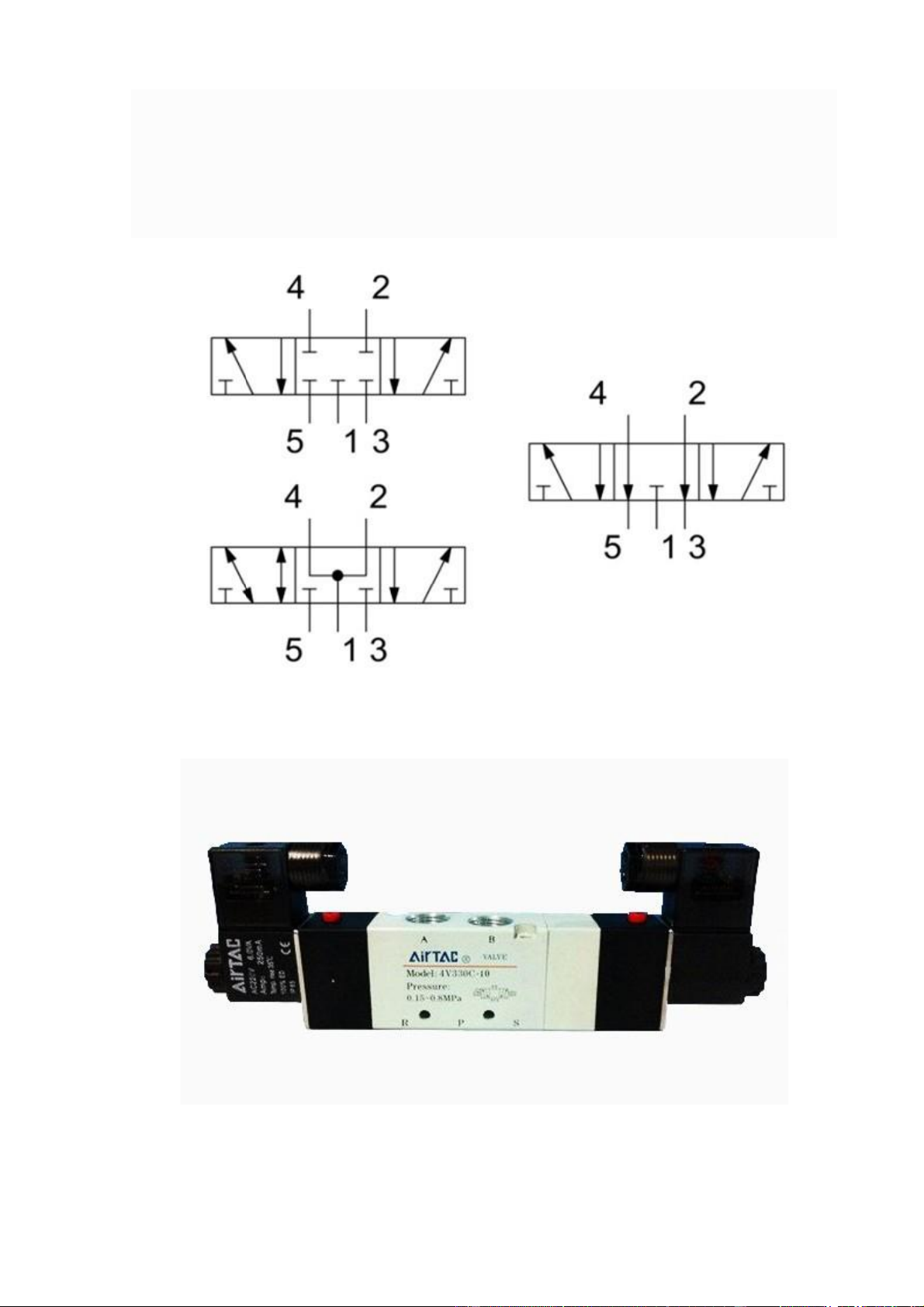
Van khí nén 5/3 là một loại van đảo chiều được dùng để điều khiển xi lanh có
tác dụng kép và động cơ. Loại van này có thể điều khiển bằng cơ khí hoặc bằng
khí nén hay điện từ 2 phía . Đồng thời loại van này có 5 cửa và 3 vị trí.
Khi van khí nén 5/3 ở trạng thái bình thường (trạng thái van đóng) lúc này cửa
số của các van khí nén đều đóng .
Khi van được cung cấp khí nén khiến cho các cửa của van nằm trong tình trạng
được mở hoàn toàn. Cuộn điện hút thì lúc này cửa số 1 thông với cửa sổ số 2, cửa 11 lOMoAR cPSD| 47207194
sổ 4 thông với cửa số 5 và cửa sổ 3 đóng . cuộn điện còn lại bật lúc này mối quan
hệ các van được thay đổi hoàn toàn bắt đầu từ cửa số 1 và số 4. Tại đây hiện tượng
đảo chiều sẽ được xảy ra cửa số 1 sẽ thông với cửa số 4. Đồng thời lúc này cửa
số 2 sẽ thông với cửa số 3 và cửa số 5 sẽ bị chặn lại.
Hình 2.1.1.4.a: 3 loại van khí nén 5/3 .
Hình 2.1.1.4.b Van khí nén 5/3
II.1.1.5. Van tiết lưu 12 lOMoAR cPSD| 47207194
Van tiết lưu khí nén tiếng anh Pneumatic Throttle Valve còn được gọi van
điều khiển tốc độ khí nén là một loại van dùng để thay đổi hay điều chỉnh tốc độ
của dòng chảy(khí nén) hoặc thay đổi thời gian chạy của dòng chảy(khí nén). Van
tiết lưu khí nén có thể dùng để giảm tốc độ dòng chảy của các lưu chất để khiến
tốc độ bộ truyền động hoạt động chậm hơn Hình 2.1.1.5 Van tiết lưu
II.1.2. Cơ cấu chấp hành khí nén
II.1.2.1. Nhiệm vụ
Cơ cấu chấp hành có nhiệm vụ biến đổi năng lượng khí nén thành năng
lượng cơ học. Cơ cấu chấp hành có thể chuyển động thẳng (xilanh) hoặc chuyển
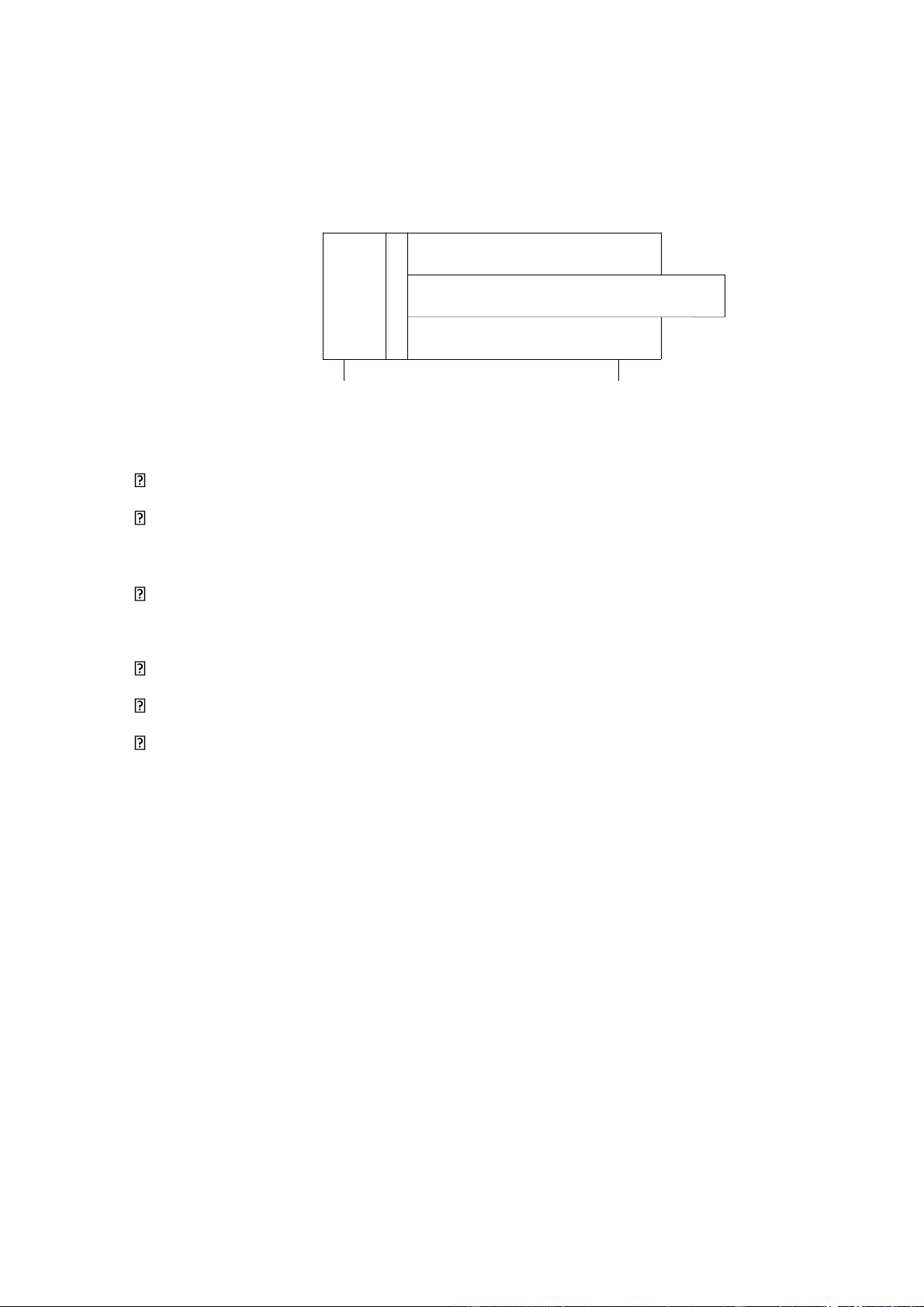
quay động (động cơ khí nén). II.1.2.2. Xi lanh.
Xilanh tác dụng đơn -
Áp lực khí nén chỉ tác động vào một phía của xilanh, phía còn lại
dongoại lực hay lò xo tác động. -
Một số loại xilanh tác động 1 chiều: a b
Hình 2.1.2.2. Chiều tác động ngược lại do ngoại lực (a) và do lo xo (b) Xilanh
tác động 2 chiều (xilanh tác động kép). 13 lOMoAR cPSD| 47207194 -
Khí nén được đưa vào 2 phía của xilanh, do yêu cầu điều khiển
màxilanh đi vào hay đi ra sẽ tuỳ thuộc vào việc đưa khí nén vào phía nào của xilanh. Hình 2.1.2.2 c do khí nén
Ưu nhược điểm của khí nén: +Ưu điểm:
Không gây ô nhiễm môi trường.
Có khả năng truyền tải năng lượng đi xa do độ nhớt động học của
khí nén nhỏ, tổn thất trên dọc đường thấp.
Hệ thống phòng ngừa quá áp suất giới hạn được đảm bảo. +Nhược điểm:
Khi tải trọng thay đổi, vận tốc truyền cũng thay đổi.
Dòng khí nén thoát ra gây tiếng ồn lớn.
Bình khí nén có kích thước lớn, cồng kềnh.
Lựa chọn xi lanh khí nén tác động 2 chiều : Dựa trên yêu cầu hệ nâng và hạ
một cách ổn định thì xilanh khí nén tác động 2 chiều phù hợp .
Xi Lanh Khí Nén Vuông Loại Tốt. Piston Ø32mm. Ben Hơi Vuông Hai Chiều
Thông Số Kỹ Thuật Cơ Bản Xi Lanh Khí Nén SC: - Lưu chất: Khí nén
- Áp suất hoạt động: 0.1 - 1.0 MPA
- Áp suất tối đa chịu được: 1.5 MPa
- Nhiệt độ môi trường hoạt động bình thường: -20 ~ 80°C- Phạm vi tốc độ hoạt
động: 30 ~ 800mm/s Hiệu Suất Hoạt Động:
- Xilanh có độ chính xác cao, không rít, không đọng nước, không rò rỉ khôngkhí.
- Hoạt động với cường độ cao (Nhiệt độ cao, Áp suất cao) không bi biến dạng,chống ăn mòn tốt 14 lOMoAR cPSD| 47207194
Để tính được khối lượng tối đa mà xi lanh khí nén piston Ø32mm có thể
nâng được, chúng ta cần biết diện tích của piston là 32mm , áp suất đặt vào
max là 1MPA và chiều dài của hành trình piston là 150mm = 0,15m
Diện tích của piston = π x (d)^2 / 4 = π x (3)^2 / 4 = 804.25 mm^2
Áp suất là 1MPa, tức là 10^6 N/m^2.
Vậy khối lượng tối đa mà xi lanh khí nén piston Ø32mm có thể nâng được là:
F = diện tích piston x áp suất = 804.25 mm^2 x 10^6 N/m^2 = 804.25 N
Khối lượng tối đa mà xi lanh khí nén piston Ø32mm có thể nâng được là:
M tối đa= F x chiều dài hành trình piston = 804.25 N x 0.15m = 120.64N hay 12Kg. 15 lOMoAR cPSD| 47207194 II.1.3 Cảm biến
Cảm biến (CB) là một thiết bị điện tử có chức năng nhận biết các yếu tố vật
lý hoặc yếu tố hóa học nơi nó được đặt vào sau đó chuyển thành dạng thông tin
mã hóa và chuyển về màn hình hoặc máy tính, hệ thống PLC để có thể điều khiển
các thiết bị khác từ xa.
II.1.3.1 Cảm biến từ
Hình 2.1.3.1 Cảm biến từ
Cảm Biến Từ (inductive sensor) thuộc nhóm cảm biến tiệm cận
(proximity sensor), là thiết bị dựa trên nguyên lý cảm ứng điện từ phát hiện vật mang
từ tính (chủ yếu là sắt), không tiếp xúc, ở khoảng cách gần (khoảng vài mm đến vài chục mm) Ưu điểm: + Tuổi thọ cao + Dễ dàng lắp đặt
+ Làm việc được trong môi trường khắc nghiện Ứng
dụng của cảm biến từ:
+ Dùng để phát hiện kim loại (vật mang từ tính)
+ Thường dùng trong các dây chuyền sản xuất nước giải khát, thực phẩm,
đóng hộp, đếm sản phẩm, linh kiện điện tử, sản xuất linh kiện...
II.1.3.2 Cảm biến phân loại màu sắc 16 lOMoAR cPSD| 47207194
Hình 2.1.3.2 các loại cảm biến
Các cảm biến (Sensor) giúp cho PLC phát hiện các trạng thái và đo lường
các giá trị của một quá trình. Cảm biến Logic chỉ xác định trạng thái đúng hay sai
của một hiện tượng vật lý, còn cảm biến liên tục biến đổi hiện tượng vật lý thành
các tín hiệu đo lường được dưới dạng điện áp hay dòng điện.
Các loại cảm biến logic cơ bản thường gặp:
+ Cảm biến điện cảm (Inductive Sensor)
+ Cảm biến điện dung (Capacitive Sensor)
+ Cảm biến quang (Optical Sensor)
+ Cảm biến siêu âm (Ultrasonic Sensor)
+ Cảm biến tiếp xúc cơ…
Các loại cảm biến tương tự cơ bản thường gặp:
+ Cảm biến góc quay/Cảm biến vị trí + Cảm biến gia tốc + Cảm biến nhiệt độ
+ Cảm biến áp suất/Cảm biến lưu lượng
+ Cảm biến ứng suất/biến dạng/ lực + Cảm biến ánh sáng.. 17 lOMoAR cPSD| 47207194
=> Kết luận: Lựa chọn cảm biến quang gá ở vị trí phù hợp để phát hiện tay và
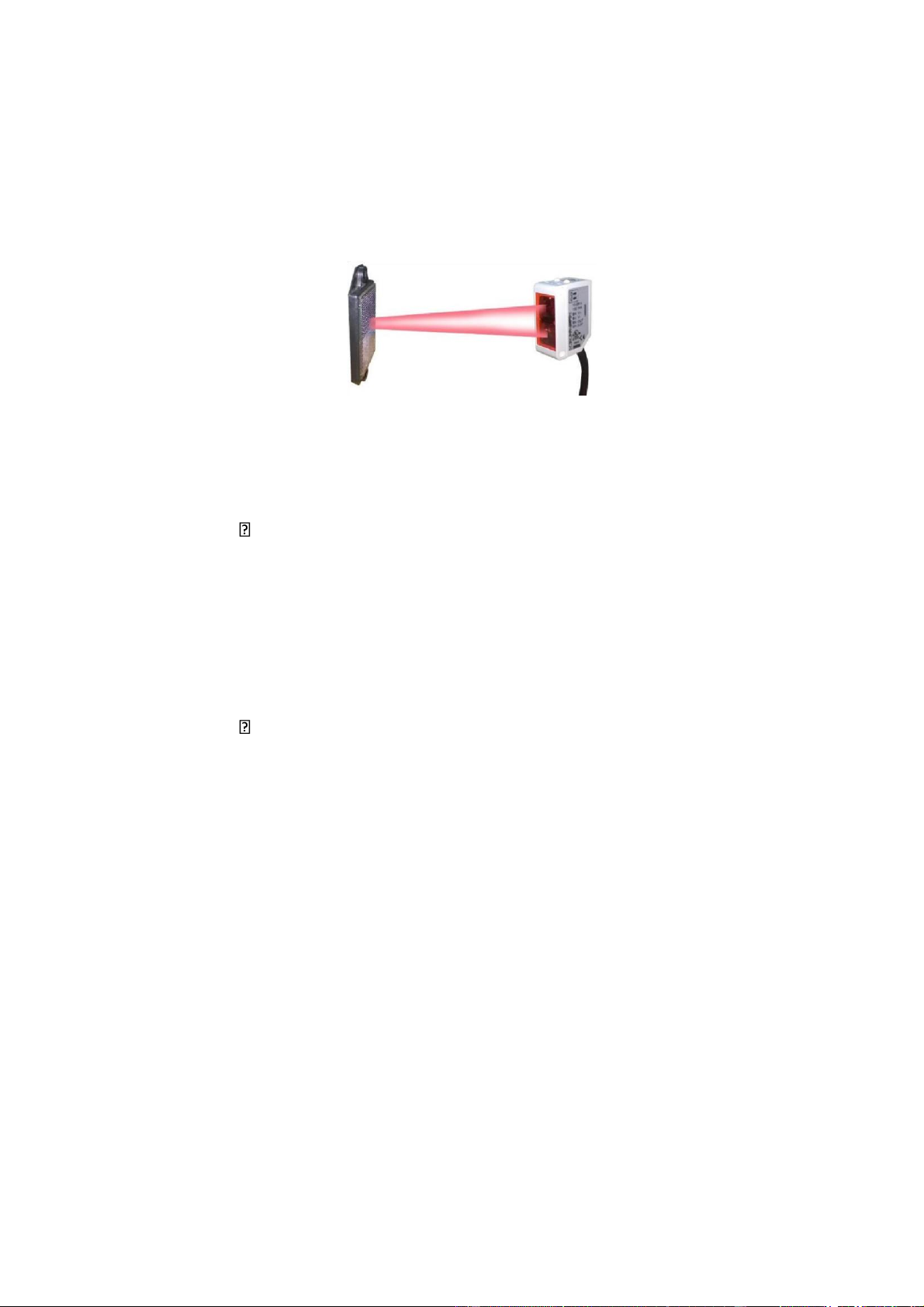
vật dị vật để bảo vệ an toàn cho cả máy và con người. +Cảm biến quang-phản xạ gương
Hình 2.1.3.3 Cảm biến quang – phản xạ gương Ưu điểm
+ Phát hiện vật ở khoảng cách xa mà không cần tiếp xúc trực tiếp.
+ Tuổi thọ và độ chính xác cao, ít bị hao mòn, tính ổn định khá cao.
+ Có thể phát hiện nhiều vật thể khác nhau.
+ Thời gian đáp ứng nhanh, có thể chỉnh độ nhạy. Nhược điểm
+ Phụ thuộc nhiều vào màu sắc và hệ số phản xạ của vật thể.
+ Cần 2 điểm để lắp đặt cho cảm biến và gương.
+ Hoạt động không tốt khi bề mặt bị bụi bẩn và trong môi trường nhiều bụi.
+Cảm biến quang chữ U orrom EE-SX671A
Khoảng cách cảm biến 5 mm (slot width)
Kích thước vật cảm biến 2 x 0,8 mm
Led hiện thị (red) : có vật thì led sang Tần số đáp ứng : 1Khz 18
Tài liệu liên quan:
-

Bài tập nhóm Mối quan hệ tương tác giữa Bảo hiểm thương mại và Ngân hàng thương mại môn Nguyên lý bảo hiểm | Đại học Kinh tế Thành phố Hồ Chí Minh
98 49 -

Câu hỏi trắc nghiệm môn Nguyên lý bảo hiểm | Đại học Kinh tế Thành phố Hồ Chí Minh
145 73 -

Đề thi thử môn Nguyên lý bảo hiểm | Đại học Kinh tế Thành phố Hồ Chí Minh
91 46 -

Đề trắc nghiệm nguyên lý và thực hành bảo hiểm môn Nguyên lý bảo hiểm | Đại học Kinh tế Thành phố Hồ Chí Minh
130 65 -

Tài liệu Bảo hiểm Hàng Hải 2024 môn Nguyên lý bảo hiểm | Đại học Kinh tế Thành phố Hồ Chí Minh
93 47