Tổng Hợp Các Tỷ Số & Con Số Nhớ Nhanh Trong Công Nghệ Đúc
Tổng Hợp Các Tỷ Số & Con Số Nhớ Nhanh Trong Công Nghệ Đúc. Tài liệu giúp bạn tham khảo, ôn tập và đạt kết quả cao. Mời đọc đón xem!
Môn: Tài liệu Tổng hợp 3.5 K tài liệu
Trường: Tài liệu khác 3.8 K tài liệu
Tác giả:

Preview text:
TỔNG HỢP CÁC TỶ SỐ & CON SỐ NHỚ NHANH TRONG CÔNG NGHỆ ĐÚC
1. Tỷ số D/H – thay lõi bằng phần nhô khuôn
- D/H ≥ 0,85 → Có thể thay lõi
- D/H < 0,85 → Phải dùng lõi khuon dưới
>3 có thể dùng lỗi phần khuôn trên Ghi nhớ: 0,85 → bỏ lõi
2. Bậc & rãnh tạo ngay khi đúc (vật đúc nhỏ – vừa) - Bậc dày > 25 mm - Rãnh sâu > 6 mm Ghi nhớ: 25 – 6
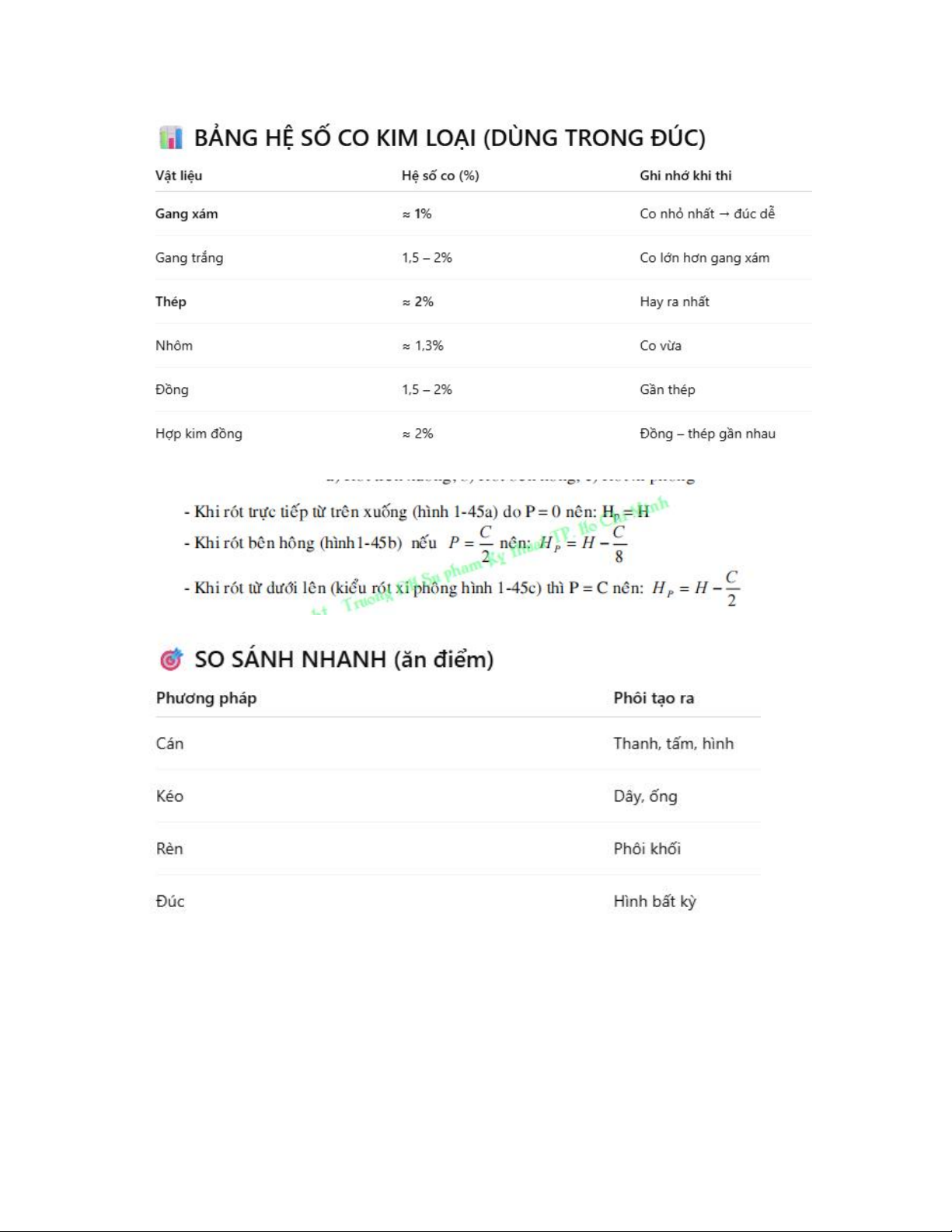
3. Chiều dày thành vật đúc (đúc cát thường) - Gang xám ≥ 5–6 mm - Thép đúc ≥ 6–8 mm - Nhôm ≥ 3–4 mm 4. Độ dốc thoát khuôn - Mặt ngoài: 1° – 2° - Mặt trong: 2° – 3°
Ghi nhớ: Trong lớn hơn ngoài
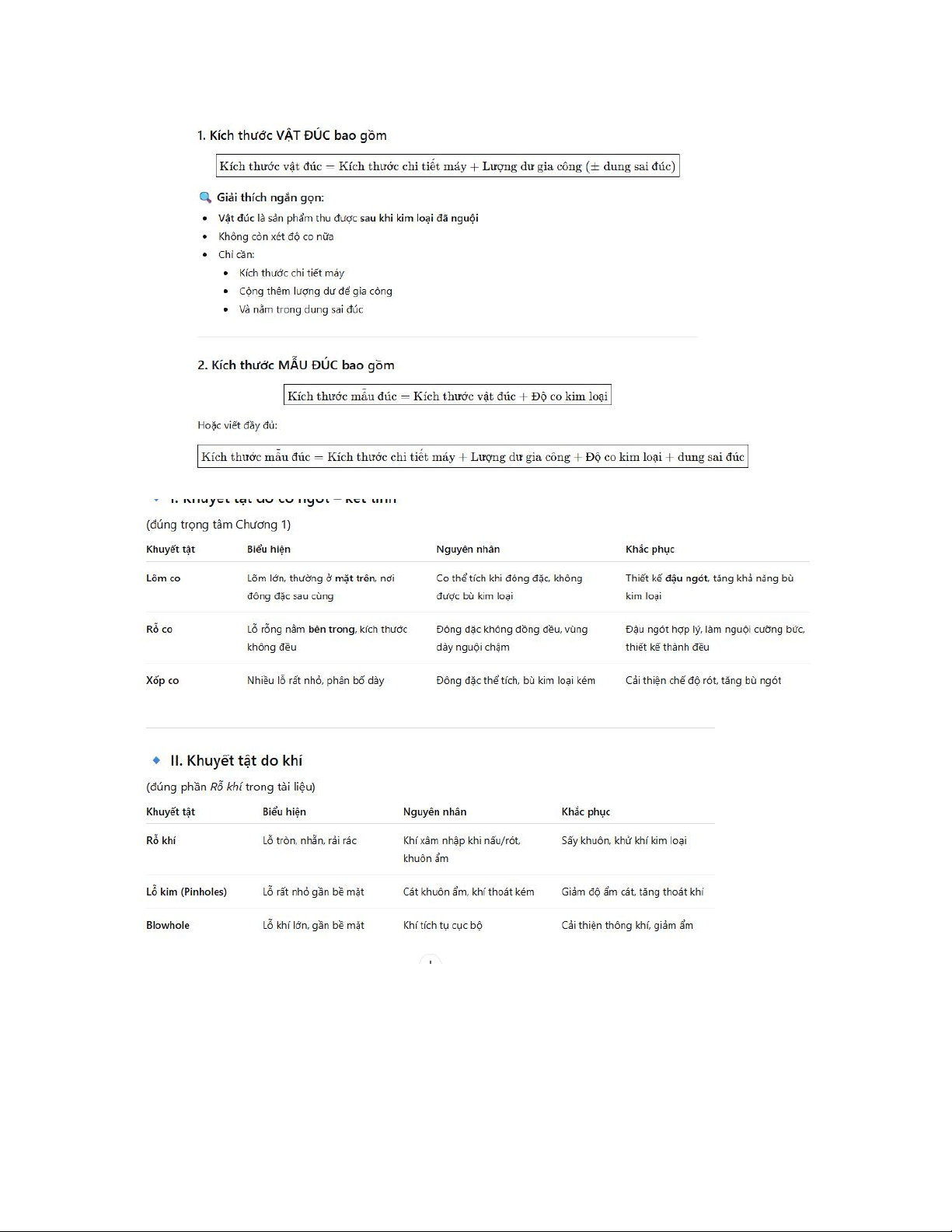
5. Lượng dư gia công (đúc cát) - Chi tiết nhỏ: 2–3 mm - Chi tiết vừa: 3–6 mm - Chi tiết lớn: 6–10 mm 6. Quan hệ kích thước
- Mẫu đúc = Chi tiết + Lượng dư + Độ co
- Vật đúc = Chi tiết + Lượng dư + Dung sai
- Chi tiết máy = Kích thước cuối 7. Khuynh hướng kết tinh - Từ ngoài vào trong
- Trên xuống dưới hoặc dưới lên trên
- Phụ thuộc kim loại & công nghệ
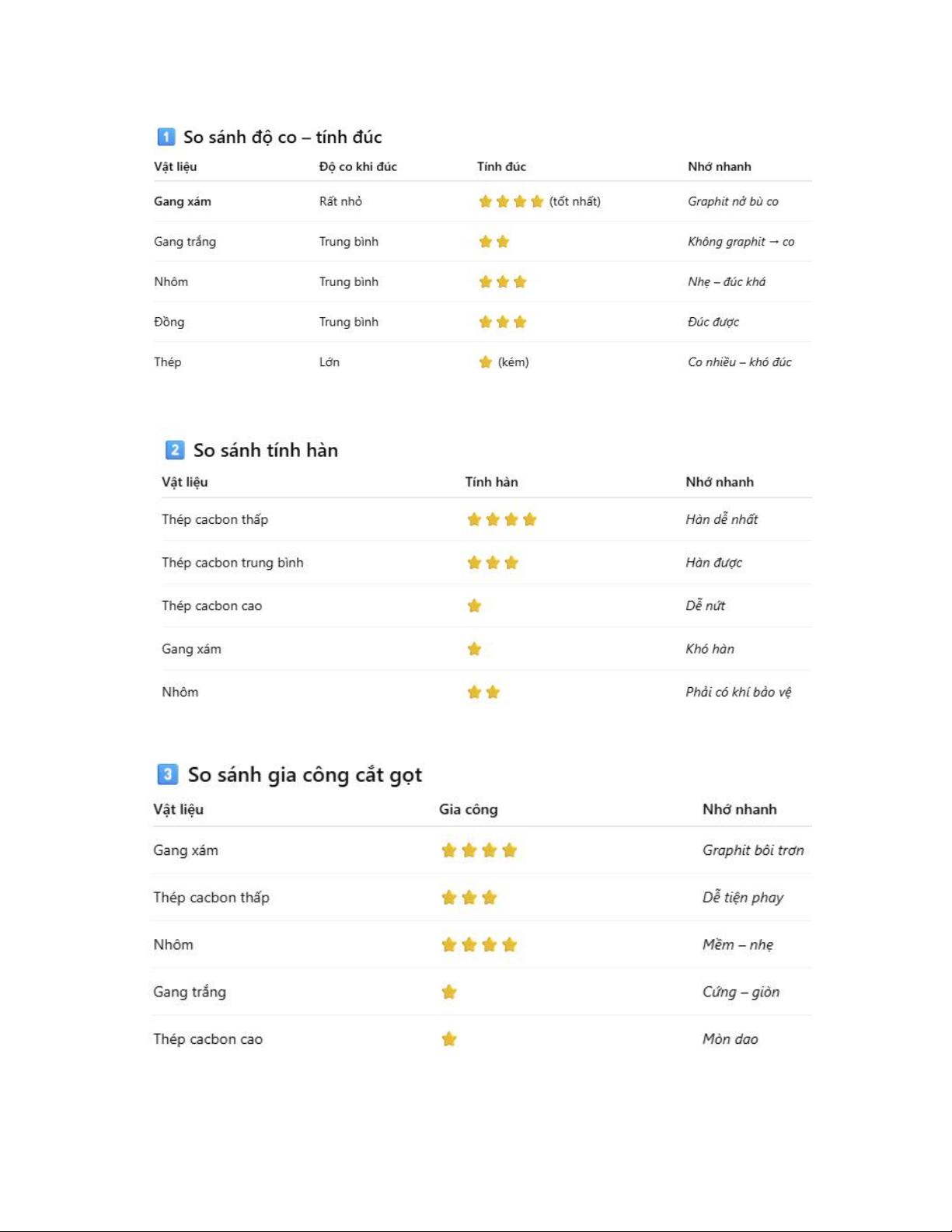
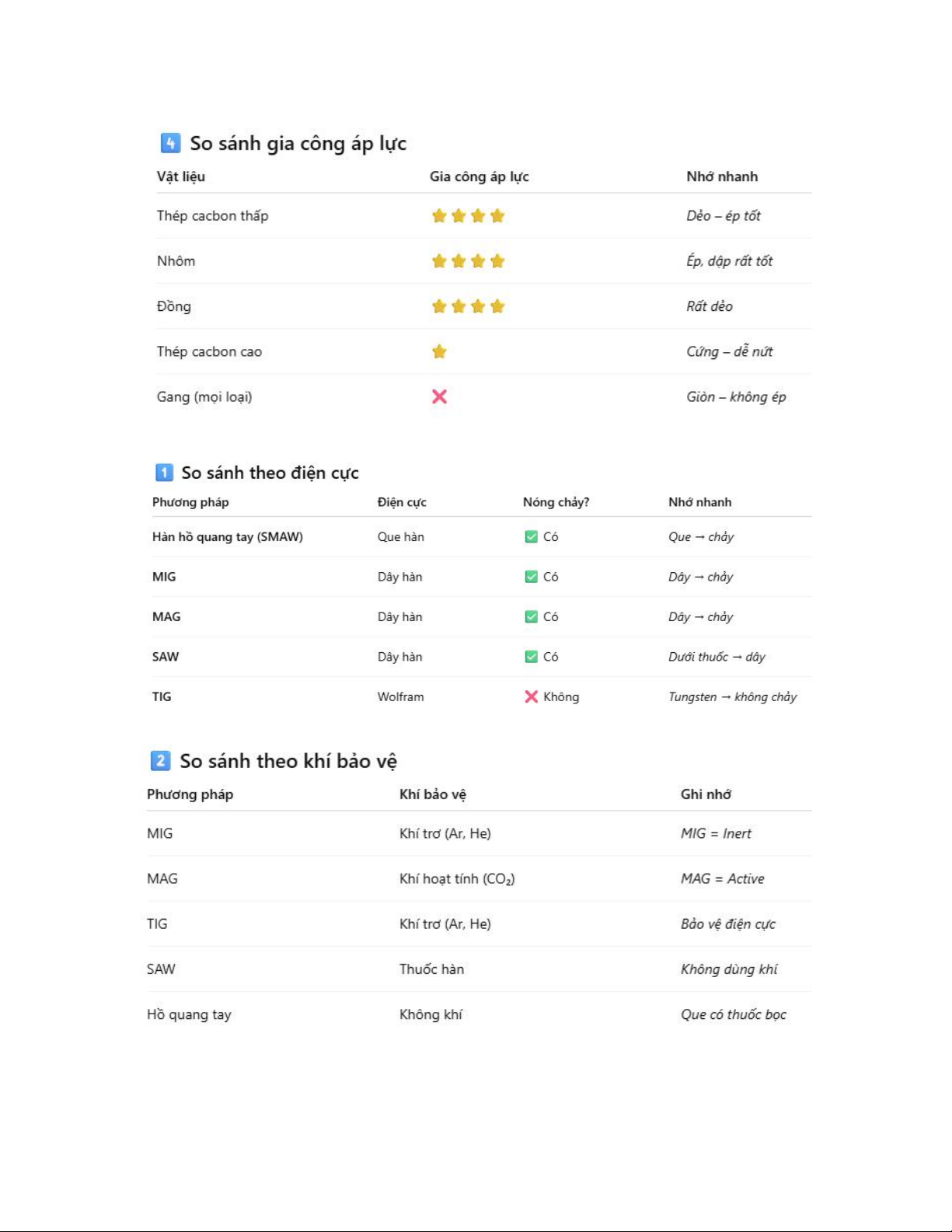
Gặp dạng này: tất cả đều đúng 8. So sánh cơ tính
- Gia công áp lực > Đúc
(Đúng cho cả thép cacbon thấp & cao nếu đúng quy trình) Mẹo đi thi
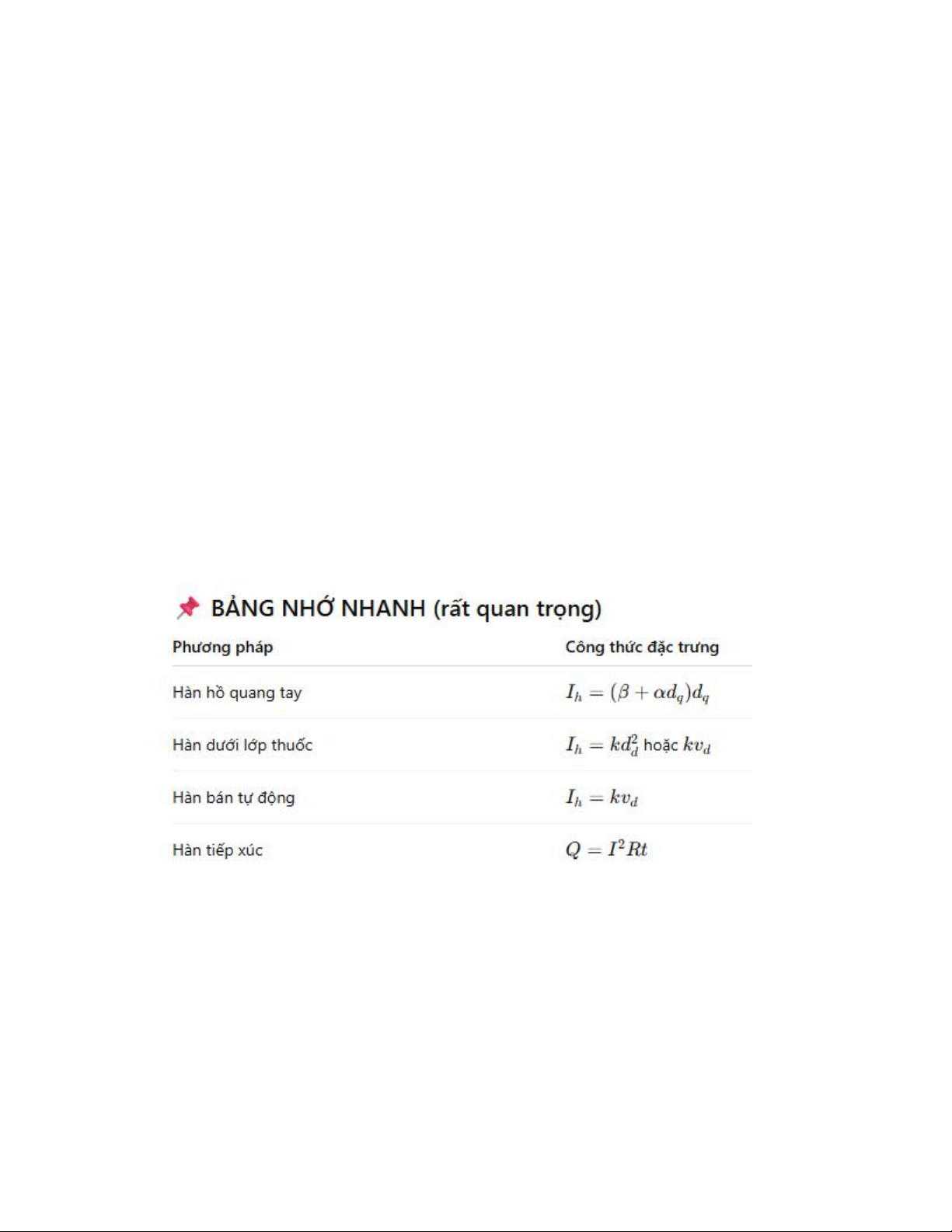
� Thấy dq → que hàn → hàn hồ quang tay
� Thấy v_d → dây hàn → hàn tự động/bán tự động
� Thấy I²Rt → hàn điện tiếp xúc
MẸO NHỚ NHANH TỪNG PHƯƠNG PHÁP
� a. Đúc khuôn cát ❌
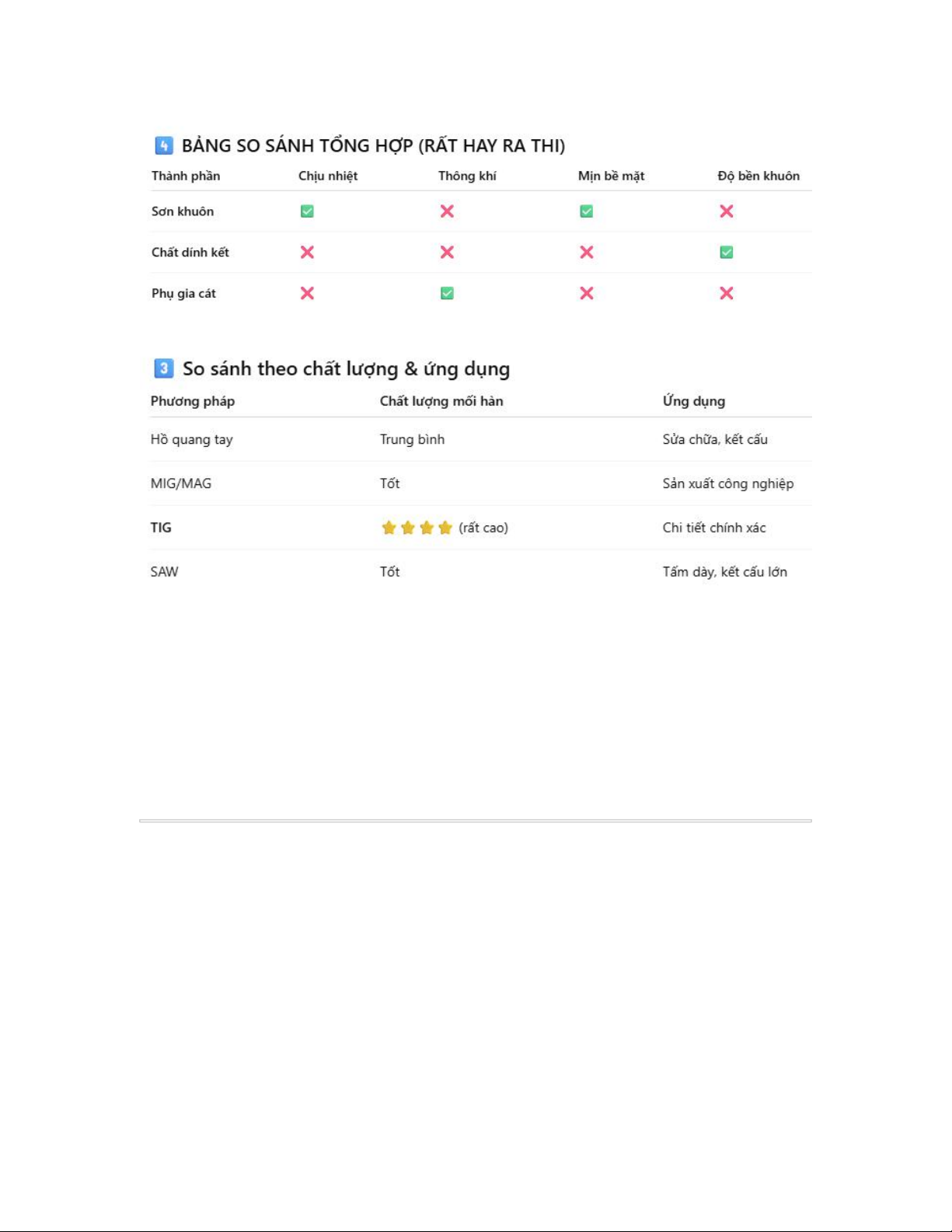
� Nhớ: “Cát = rẻ = thô = ít”
Độ chính xác thấp Bề mặt xấu Năng suất thấp Phù hợp: o Chi tiết lớn
o Đơn chiếc – loạt nhỏ
� Chỉ dùng khi: chi tiết lớn, hình dạng phức tạp, không cần chính xác cao
� b. Đúc khuôn kim loại ❌
� Nhớ: “Kim loại = khá tốt nhưng chưa phải hàng khối lớn”
Chính xác cao hơn khuôn cát Bề mặt tốt Giá khuôn cao Phù hợp: o Loạt vừa
o Hợp kim màu (nhôm, đồng…)
� Thua đúc áp lực khi sản xuất hàng khối rất lớn
� c. Đúc áp lực ✅
� Nhớ: “Áp lực = nhanh – mịn – nhiều”
Độ chính xác rất cao Bề mặt rất nhẵn
Năng suất cực lớn Phù hợp: o Chi tiết nhỏ o Hàng khối o Hợp kim nhôm, kẽm
� Đáp án chuẩn thi
� d. Đúc ly tâm ❌
� Nhớ: “Ly tâm = tròn – ống – rỗng”
Dùng cho chi tiết dạng trụ
Kim loại ép ra ngoài nhờ lực ly tâm Phù hợp: o Ống o Bạc lót o Vành tròn
� Không dùng cho chi tiết máy thông thường
BẢNG TỔNG HỢP NHỚ SIÊU NHANH
Phương pháp Nhớ nhanh Dùng khi Khuôn cát To – thô – ít
Chi tiết lớn, đơn chiếc
Khuôn kim loại Khá – vừa Loạt vừa Đúc áp lực
Nhỏ – nhiều – mịn Hàng khối Ly tâm Ống – tròn Chi tiết rỗng
4⃣ CÂU NHỚ TỔNG HỢP (RẤT ĂN ĐIỂM)
� Không nóng chảy → TIG
� Dây hàn → MIG / MAG / SAW
� Khí trơ → MIG / TIG � CO₂ → MAG
� Dưới thuốc → SAW
5⃣ BẪY THI HAY GẶP ⚠
Thấy khí trơ → chọn MIG ❌ (có thể là TIG)
Thấy hồ quang → nghĩ điện cực chảy ❌
Không để ý chữ “không nóng chảy” ❌
Lượng dư sẽ k liên quan tới vật liệu kim loại hay độ co rút
Document Outline
- TỔNG HỢP CÁC TỶ SỐ & CON SỐ NHỚ NHANH TRONG CÔNG N
- Mẹo đi thi
Tài liệu liên quan:
-

Pin fin-PCM composite heat sink solution for thermal management of cylindrical Li-ion battery
7 4 -

Numerical analysis of lithium-ion battery performance with new mini-channel configurations implementing hybrid nanofluid
10 5 -

Kỷ nguyên vươn mình: Tại sao Việt Nam đang tăng tốc?
15 8 -

Báo cáo tổng kết năm 2025 - Hiệp hội Thương mại điện tử Việt Nam (VECOM)
13 7 -

Luật sở hữu trí tuệ của Quốc hội nước Cộng hòa Xã hội Chủ nghĩa Việt Nam số 50/2005/QH11 ngày 29 tháng 11 năm 2005
15 8