Giáo trình môn Máy và Hệ thống điều khiển số | Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
Giáo trình môn Máy và Hệ thống điều khiển số | Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
Môn: Máy và hệ thống điều khiển số 6 tài liệu
Trường: Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh 4.4 K tài liệu
Tác giả:










Preview text:
LỜI NÓI ĐẦU
Trong quá trình phát triển công nghiệp hóa – hiện đại hóa của đất nước thì máy công
cụ thuộc trong tám nhóm sản phẩm chủ lực của ngành cơ khí Việt Nam. Máy công cụ là một
thiết bị quan trọng để gia công chi tiết trong ngành cơ khí, là một thiết bị chủ chốt trong các
doanh nghiệp và phân xưởng sản xuất để tạo ra các máy móc, thiết bị phục vụ cho các lĩnh vực công, nông nghiệp.
Cùng với sự phát triển của các thiết bị điện tử và kỹ thuật số, tự động hóa cũng được
áp dụng cho các máy công cụ thông qua hệ thống điều khiển số NC (Numerical Control) và
CNC (Computer Numerical Control) và các lệnh đã được lập trình sẵn. Do đó, máy và hệ
thống CNC ngày nay đã trở thành công cụ đặc biệt quan trọng mà sinh viên ngành cơ khí cần nắm bắt.
Tài liệu này trang bị cho sinh viên các nguyên lý hoạt động, kết cấu chủng loại của các
máy công cụ truyền thống đáp ứng các nhu cầu về thực tế sản xuất như sử dụng, lắp ráp, sửa
chữa,…Bên cạnh đó còn cung cấp kiến thức cơ bản về máy NC, CNC bao gồm hệ thống điều
khiển máy, hệ thống truyền động, áp dụng nguyên lý nội suy để điều khiển máy CNC 2D.
Tài liệu biên soạn cho việc hỗ trợ cho việc giảng dạy môn Máy và Hệ thống điều khiển
số gồm 12 chương, trình bày về nguyên lý hoạt động, cấu tạo, sơ đồ động máy truyền thống và máy CNC.
Để hoàn thành giáo trình này, ngoài sự cố gắng của nhóm tác giả còn có sự góp ý của
quý thầy cô và sự đóng góp tích cực của các sinh viên làm đồ án tốt nghiệp đã thực hiện tốt
các bản vẽ làm cho giáo trình rõ ràng, dễ đọc.
Tác giả rất mong sự đóng góp ý kiến về nội dung sách của quý thầy cô đồng nghiệp và các bạn sinh viên. MỤC LỤC LỜI NÓI ĐẦU MỤC LỤC
CHƯƠNG 1: ĐẠI CƯƠNG VỀ MÁY CẮT KIM LOẠI…..………………………….…1
1.1. KHÁI NIỆM VỀ MÁY CẮT KIM LOẠI…..…………………………………….…2
1.2. CẤU TẠO BỀ MẶT CHI TIẾT GIA CÔNG…..………………………….………..2
1.2.1. Dạng trụ tròn xoay……...…………...……..…………..……………………...2
1.2.2. Dạng mặt phẳng…………………………………..……………..…………….3
1.2.3. Các dạng đặc biệt………………………………………………….……..……4
1.3. CÁC PHƯƠNG PHÁP TẠO HÌNH……………………………………..…………..4
1.3.1. Phương pháp theo vết………………………………………………...………..4
1.3.2. Phương pháp định hình………………………………………..……....………5
1.3.3. Phương pháp bao hình………………………………………………..……….5
1.4. CÁC CHUYỂN ĐỘNG TẠO HÌNH……………………………….………..……….6
1.4.1. Định nghĩa…………………………………...………...………………………6
1.4.2. Phân loại chuyển động tạo hình…………………………………………...…..6
1.5. SƠ ĐỒ KẾT CẤU ĐỘNG HỌC……………………………………………....……..7
1.5.1. Phân loại sơ đồ kết cấu động học…………………………...………………....8
1.6. PHÂN LOẠI VÀ KÝ HIỆU MÁY…………………………….……………..……..12
1.6.1. Phân loại máy………………………………………...………...…………….12
1.6.2. Ký hiệu…………………………………………………………..…………...13
CHƯƠNG 2: MÁY TIỆN....................................................................................................18
2.1. CÁC CHUYỂN ĐỘNG TẠO HÌNH VÀ SƠ ĐỒ KẾT CẤU ĐỘNG HỌC MÁY
TIỆN…………………………………………………...……………………...……...19
2.1.1. Chuyển động tạo hình…………………………………………………...……19
2.1.2. Sơ đồ kết cấu động học…………………………………………………..…..19
2.2. CÔNG DỤNG VÀ PHÂN LOẠI………………………..…………….....………….20
2.2.1. Công dụng………………………………………..……..……………………20
2.2.2. Phân loại…………………………………………………...……………...….21
2.2.3. Các bộ phận cơ bản…………………………………………………………..21
2.3. MÁY TIỆN REN VÍT VẠN NĂNG 1K62……………………………..………..….22
2.3.1. Tính năng kỹ thuật và sơ đồ động……………………………...………….…22
2.3.2. Xích tốc độ……………………………………………………..…………….24
2.3.3. Xích chạy dao……………………………………………………..…...……..25
2.3.4. Các cơ cấu đặc biệt trong máy 1K62…………………………………..……..33
2.4. MÁY TIỆN REN VÍT VẠN NĂNG T616…………………………………...….….37
2.4.1. Tính năng kỹ thuật………………………………..……………..……………37
2.4.2. Sơ đồ động máy tiện T616………………………………………………...…38
2.4.3. Phương trình xích tốc độ………………………………………………….….39
2.4.4. Phương trình xích chạy dao…………………………………………..………39
2.4.5. Cơ cấu đặc biệt trong máy T616……………………………………….…….40
2.4.6. Cơ cấu an toàn trong xích tiện trơn………………………………………….43
2.5. ĐIỀU CHỈNH MÁY TIỆN VẠN NĂNG……………………...………………..…..43
2.5.1. Điều chỉnh máy gia công mặt côn……………………………………...…….43
2.5.2. Điều chỉnh máy gia công ren………………………………………..………..46
2.5.3. Phương pháp xác định bánh răng thay thế……………………………….…..49
BÀI ĐỌC THÊM: MỘT SỐ LOẠI MÁY TIỆN KHÁC…………………………….….54
CHƯƠNG 3: MÁY KHOAN – DOA……………………………………..……...……….61
3.1. MÁY KHOAN…………………………..……………..…………………………….62
3.1.1. Nguyên lý chuyển động và sơ đồ kết cấu động học……….…………………62
3.1.2. Công dụng và phân loại…………………………………..………………..…63
3.2. MÁY KHOAN ĐỨNG 2A150…………………………………..…..………………66
3.2.1. Tính năng kỹ thuật………………………………………..…………………..66
3.2.2. Các phương trình xích trên máy 2A150…...…………………………....……67
3.2.3. Các cơ cấu đặc biệt trong máy khoan đứng 2A150…………………….…….68
3.3. MÁY KHOAN CẦN 2B56………………………..…………………………...…….69
3.3.1. Tính năng kỹ thuật………………………..…………………………………..69
3.3.2. Sơ đồ động máy khoan cần 2B56…………………………..…………...……70
3.3.3. Các phương trình xích trên máy 2B56……………………………………….71
3.3.4. Các cơ cấu đặc biệt trong máy khoan cần 2B56…………………….……….73
BÀI ĐỌC THÊM: MÁY DOA…………………………..………………………………..76
CHƯƠNG 4: MÁY PHAY…………………………..………………………………...….82
4.1. CÁC CHUYỂN ĐỘNG VÀ SƠ ĐỒ KẾT CẤU ĐỘNG HỌC…………….………83
4.1.1. Chuyển động tạo hình……………………...……………………...………….83
4.1.2. Sơ đồ kết cấu động học…………………….………………………...………83
4.1.3. Phương trình xích cơ bản…………………………………………………….83
4.2. CÔNG DỤNG VÀ PHÂN LOẠI…………………………..………………………..84
4.2.1. Công dụng………………………..………………………..............................84
4.2.2. Phân loại……………………………...………………………………………84
4.3. MÁY PHAY NGANG VẠN NĂNG P82…………………………….…….……….85
4.3.1. Tính năng kỹ thuật……………………………..……………………………..85
4.3.2. Sơ đồ động máy phay ngang P82…………………………….……………....85
4.3.3. Phương trình xích tốc độ……………………………..…………………..…..86
4.3.4. Phương trình xích chạy dao………………………………..……………...….86
4.3.5. Cơ cấu hiệu chỉnh khe hở trục vít me……………………………….………..87
4.4. ĐẦU PHÂN ĐỘ CÓ DĨA CHIA…………………………….…………………..….88
4.4.1. Công dụng và phân loại……………………………..………………………..88
4.4.2. Phân độ có dĩa chia……………………………..………………………...…..89
4.4.3. Phân độ phay rãnh xoắn……………………………………………………...93
BÀI ĐỌC THÊM: ĐẦU PHÂN ĐỘ KHÔNG DĨA CHIA…………………….…….....97
CHƯƠNG 5: MÁY GIA CÔNG BÁNH RĂNG………………………..………………100
5.1. CÁC PHƯƠNG PHÁP GIA CÔNG BÁNH RĂNG…………………….………..101
5.1.1. Phương pháp định hình………………………..………………………...….101
5.1.2. Phương pháp bao hình……………………..………………………………..102
5.2. MÁY PHAY LĂN RĂNG……………………..…………………………………...104
5.2.1. Khả năng công nghệ……………………………..………………………….104
5.2.2. Sơ đồ kết cấu động học máy phay lăn răng…………………………………109
5.2.3. Máy phay lăn răng 5E32………………………………….…………..…….110
BÀI ĐỌC THÊM: MÁY XỌC RĂNG……………………………………..……...……119
CHƯƠNG 6: MÁY MÀI…………………………………………..………….…………127
6.1. NGUYÊN LÝ CHUYỂN ĐỘNG…………………………………..………………128
6.2. CÔNG DỤNG VÀ PHÂN LOẠI………………………………………..…...…….128
6.2.1. Công dụng…………………………………………………..……...……….128
6.2.2. Phân loại………………………………………………...……………..……128
6.3. MÁY MÀI TRÒN NGOÀI……………………………………………..………….128
6.3.1. Công dụng………………………………………………..…………...…….128
6.3.2. Nguyên lý làm việc……………………………………………......………...129
6.3.3. Cấu tạo chung……………………………………………...…..……………130
6.3.4. Máy mài tròn ngoài 3A150…………………………………………………130
6.4. MÁY MÀI TRÒN TRONG…………………………………………..……..……..132
6.4.1. Công dụng……………………………………………..…………...……….132
6.4.2. Nguyên lý làm việc…………………………………………...………..……133
6.4.3. Cấu tạo chung…………………………………………...………………..…133
6.5. MÁY MÀI PHẲNG………………………………………...………...…………….134
6.5.1. Công dụng………………………………………………..…………………134
6.5.2. Nguyên lý làm việc………………………………………………...…..……134
6.5.3. Cấu tạo chung……………………………………………...………….…….135
6.5.4. Máy mài phẳng 7E11B…………………………………………….………..136
6.6. MÁY MÀI VÔ TÂM……………………………………………..…..…………….137
6.6.1. Công dụng………………………………………………..…………………137
6.6.2. Nguyên lý làm việc………………………………………………….....……137
6.7. CÁC LOẠI MÁY MÀI KHÁC……………………………………………..……..138
6.7.1. Máy mài then hoa………………………………………………………..….138
6.7.2. Máy mài dụng cụ cắt………………………………………………..………139
6.7.3. Máy mài tinh chính xác……………………………………………..………139
CHƯƠNG 7: MÁY CHUYỂN ĐỘNG THẲNG…………………………………..……142
7.1. CÔNG DỤNG VÀ PHÂN LOẠI…………………………………..………………143
7.1.1. Công dụng……………………………………………………..……...…….143
7.1.2. Phân loại……………………………………………………...………..……143
7.2. CÁC CƠ CẤU THỰC HIỆN CHUYỂN ĐỘNG THẲNG…………………….....145
7.2.1. Cơ cấu culit lắc…………………………………………………..………….145
7.2.2. Cơ cấu culit quay………………………………………………..…………..146
7.2.3. Cơ cấu bánh răng – thanh răng hoặc vitme – ecu……………………….…..146
7.2.4. Cơ cấu dầu ép………………………………..………………………...……146
7.3. MÁY BÀO NGANG 7A35………………………………..………………………..148
7.3.1. Tính năng kỹ thuật………………………………..…………………………148
7.3.2. Sơ đồ động máy bào ngang 7A35……………………………….………….148
7.3.3. Phương trình xích tốc độ……………………………………..……………..149
7.3.4. Phương trình xích chạy dao…………………………………..……………..150
7.3.5. Các cơ cấu đặc biệt trong máy bào 7A135…………………………….……150
BÀI ĐỌC THÊM: MÁY XỌC – MÁY CHUỐT………………………………….……153
CHƯƠNG 8: THIẾT KẾ MÁY CẮT KIM LOẠI………………………………….….160
8.1. CƠ SỞ THIẾT KẾ MÁY CẮT KIM LOẠI……………………………..………..161
8.1.1. Phạm vi điều chỉnh số vòng quay và lượng chạy dao…………………..…..161
8.1.2. Chuỗi số vòng quay………………………..………………………………..165
8.1.3. Xác định các thông số động học cơ bản……………………….……………170
8.2. THIẾT KẾ HỘP TỐC ĐỘ DÙNG CƠ CẤU BÁNH RĂNG DI TRƯỢT…..…..175
8.2.1. Chọn phương án không gian (PAKG)………..……………………………..176
8.2.2 Chọn phương án thứ tự (PATT)………………..…………………...………177
8.2.3. Vẽ lưới kết cấu………………………..…………………………...………..180
8.2.4. Vẽ đồ thị số vòng quay…………………………………..……………...…..183
8.2.5. Vẽ sơ đồ động và sơ đồ truyền lực………………………………………….201
8.2.6. Xác định số răng của bánh răng…………………………….………………202
8.2.7. Kiểm tra sai số vòng quay……………………………..……...…………….216
8.3. THIẾT KẾ HỘP CHẠY DAO………………………………..………...…………219
8.3.1. Thiết kế hộp chạy dao thường……………………………..…………....…..219
8.3.2. Thiết kế hộp chạy dao chính xác………………………………….…….…..221
CHƯƠNG 9: MÁY ĐIỀU KHIỂN THEO CHƯƠNG TRÌNH SỐ…………………...238
9.1. KHÁI NIỆM……………..……………...………………………………………….239
9.2. ĐẶC ĐIỂM CỦA MÁY NC………………..………………………………………241
9.2.1. Đặc điểm sử dụng………………..………………………………………….241
9.2.2. Đặc điểm về cấu trúc…………………..……………………………………242
9.2.3. Phân loại máy NC…………………...…………………………………...….243
9.2.4. Máy tiện NC…………………………..…………………………………….243
9.2.5. Máy khoan – doa NC…………………………..……………………………244
9.2.6. Máy phay NC…………………………..……………………………….…..246
9.3. ĐẶC ĐIỂM CỦA MÁY CNC………………………..…………………………….247
9.3.1. Đặc điểm chung………………………...…………………………..……….247
9.3.2. Phân loại máy CNC………………………..………………………….…….248
9.4. CÁC LOẠI MÁY VÀ HỆ THỐNG ĐIỀU KHIỂN CHƯƠNG TRÌNH SỐ……250
9.4.1. Máy NC………...……………………………………………………..…….250
9.4.2. Máy CNC……………..…………………………………………………….251
9.4.3. Hệ thống điều khiển thích nghi (ANC – Adaptive Numerical Control)……251
9.4.4. Hệ thống gia công DNC (Direct Numerical Control)……………….…..….252
9.4.5. Cụm sản xuất linh hoạt (Manufacturing Cell)……………………...……….253
9.4.6. Hệ thống sản xuất kinh hoạt (FMS – Flexible Manufacturing System)…….254
9.4.7. Hệ thống sản xuất tích hợp (CIM – Computer Integrated Manufacturing)....255
9.5. ĐỘ CHÍNH XÁC, ĐỘ PHÂN GIẢI, KHẢ NĂNG LẶP LẠI CỦA MÁY NC....259
9.5.1. Độ chính xác……………………………………...………………...……….259
9.5.2. Độ phân giải và khả năng lặp lại…………………………………….….…..261
9.5.3. Suất đơn vị BLU…………………………………...…………………..……262
9.5.4. Mối liên hệ giữa độ chính xác gia công, độ phân giải và khả năng lặp lại....263
9.6. HỆ TỌA ĐỘ TRÊN MÁY NC……………….…………………………………....264
9.7. HỆ THỐNG TỌA ĐỘ CỦA MÁY CNC, ĐIỂM GỐC, ĐIỂM CHUẨN CỦA
MÁY………………...…………………………………………………………………….266
9.8. KHÁI NIỆM VỀ ĐIỀU KHIỂN CÁC TRỤC CỦA MÁY CNC………….……..267
9.8.1 Điều khiển 2D…………………………..…………………………………..267
9.8.2. Điều khiển 2D1/2…………………………..…………………...…………..268
9.8.3. Điều khiển 3D……………………………..……………………………..…268
9.8.4. Điều khiển 4D, 5D………………………………...………………...………268
9.9. CẤU TRÚC CỦA MÁY CÔNG CỤ ĐIỀU KHIỂN SỐ VÀ LƯU ĐỒ GIA CÔNG
TRÊN MÁY…………………………..…………………………………………….269
CHƯƠNG 10: HỆ THỐNG ĐIỀU KHIỂN TÍN HIỆU, MÃ HIỆU……………..……273
10.1. KHÁI NIỆM VÀ PHÂN LOẠI TÍN HIỆU…………………………..…….……..274
10.2. CÁC HỆ THỐNG MÃ HIỆU…………………………..……………………...…..275
10.2.1. Hệ thập phân…………………………..……………..……………………275
10.2.2. Hệ nhị phân………………………..………………………………………275
10.2.3. Hệ bát phân……………………………...……..………………………….276
10.2.4. Hệ thập lục phân…………………………………...………………………276
10.3. CHUYỂN ĐỔI GIỮA CÁC MÃ HIỆU…………………………...……..………..277
10.3.1. Chuyển đổi số thập phân sang các hệ khác………………………………..277
10.3.2. Chuyển đổi số nhị phân sang bát phân và ngược lại…………………...….278
10.3.3. Chuyển đổi số nhị phân sang thập lục phân và ngược lại………………....278
10.4. CÁC HỆ THỐNG MÃ HIỆU KHÁC…………………..……………...………….279
10.4.1. Hệ mã nhị - thập phân BCD………………………….……………………279
10.4.2. Mã Gray……………………………..…………………………………….280
10.4.3. Mã bù nhị phân……………………...………...……………………..…….282
10.4.4. Mã Aiken……………………………...…………………….……………..282
10.4.5. Mã Nadler……………………………...…………………………………..282
10.4.6. Mã Stibitz…………………………………...…..…………………………282
10.5. ĐẠI SỐ BOOLEAN VÀ CÁC CỔNG LOGIC……………………..…………….283
10.5.1. Hằng và biến nhị phân………………………………..……………………283
10.5.2. Bảng sự thật………………………………...………………………...……283
10.5.3. Các phép toán logic và cổng logic cơ bản…………………………....……284
10.5.4. Lý thuyết đại số Boolean………………………..…………………………287
10.5.5. Biểu thức logic và đơn giản biểu thức logic…………………………..…..288
10.5.6. Bảng Karnaugh và đơn giản biểu thức logic…………………………...….291
10.5.7. Các cổng logic khác……………………………..………………..……….294
10.5.8. Ký hiệu cổng logic theo tiêu chuẩn DIN 40 100…………………………..297
CHƯƠNG 11: HỆ THỐNG ĐIỀU KHIỂN MÁY NC VÀ CNC………………….…..299
11.1. CÁC THÀNH PHẦN CỦA HỆ THỐNG CNC…………………….…………….300
11.1.1. Chức năng của MMI……………………………..……………………..…303
11.1.2. Chức năng của NCK…………………………..………………………..…305
11.1.3. Chức năng của PLC……………………………...…………………….…..306
11.1.4. Hệ thống điều khiển thời gian thực………………………….…………….307
11.2. HỆ THỐNG ĐIỀU KHIỂN MÁY NC…………………………..……..………….308
11.2.1. Điều khiển theo điểm………………………...……………………………310
11.2.2. Điều khiển theo đoạn…………………………..………………………….311
11.2.3. Điều khiển theo đường………………………..………………………..….313
11.3. CÁC THÀNH PHẦN TRONG HỆ THỐNG ĐIỀU KHIỂN MÁY NC/CNC.….315
11.3.1. Dữ liệu gia công………………………..……………………….…………315
11.3.2. Chương trình NC…………………………...……………...………………316
11.3.3. Cơ cấu mang chương trình………………………..……………....……….319
11.3.4. Cơ cấu ghi chương trình…………………………..………...……………..323
11.3.5. Cơ cấu đọc…………………………………………...…………………….327
11.3.6. Cơ cấu giải mã phân phối……………………………………………....….329
11.3.7. Cơ cấu chuyển đổi………………………………………………....………329
11.3.8. Cơ cấu nội suy……………………………………………..………………331
11.3.9. Cơ cấu so sánh…………………………………………...……...…………332
11.3.10. Cơ cấu đo………………………………………………..……………..….335
11.4. CÁC PHẦN MỀM TRONG HỆ THỐNG ĐIỀU KHIỂN MÁY CNC……...…..341
11.4.1. Phần mềm điều khiển………………………………..………………...…..342
11.4.2. Postprocessor……………………...…………………………………..…...343
11.4.3. Phần mềm ứng dụng………………………………...……………………..344
CHƯƠNG 12: NỘI SUY TRONG HỆ THỐNG ĐIỀU KHIỂN SỐ……………....…..346
12.1. KHÁI NIỆM………………..………………………………………………………347
12.2. NỘI SUY PHẦN CỨNG…………………..……………………………………….348
12.3. BỘ TÍCH PHÂN DDA………………………..…………………………………....348
12.4. CÁC BỘ NỘI SUY BẰNG PHẦN CỨNG TRONG MÁY NC……………...…..351
12.4.1. Bộ nội suy đường thẳng (Bộ nội suy tuyến tính)……………...….……….351
12.4.2. Bộ nội suy cung tròn…………………..…………………….…………….355
12.4.3. Bộ nội suy hoàn thiện…………………………..…………………...……..358
12.5. NỘI SUY PHẦN MỀM…………………………..……………………...…………359
12.5.1. Các giải thuật nội suy phần mềm dùng cho hệ CNC xung chuẩn………....362
12.5.2. Các giải thuật nội suy phần mềm dùng cho hệ CNC lấy mẫu…………..…387
12.6. NỘI SUY TINH………………..…………………………………………..……….400
12.7. CÁC CƠ CẤU KHÁC TRONG MÁY ĐIỀU KHIỂN SỐ………………...……..402
12.7.1. Truyền dẫn servo……………………...……………..………………….…402
12.7.2. Bộ truyền vitme bi……………………………..…...…………...…………403
12.7.3. Hệ dụng cụ, đầu dao và ổ chứa dao, cơ cấu thay dao tự động……....…….417
12.7.4. Mã hóa dao cắt…………………………..…………..……………...……..423
12.7.5. Hệ thống bôi trơn………………………....……………………………….424
12.7.6. Hệ thống thủy lực trong máy CNC……………………...………………...430
TÀI LIỆU THAM KHẢO
Chương 1: Đại cương về máy cắt kim loại
CHƯƠNG 1: ĐẠI CƯƠNG VỀ MÁY CẮT KIM LOẠI
Mục tiêu chương 1: Sau khi học xong chương này, sinh viên có khả năng:
1. Trình bày được khái niệm về máy cắt kim loại;
2. Phân tích được cấu tạo bề mặt gia công;
3. Phân tích được các phương pháp tạo hình;
4. Phân biệt được các chuyển động tạo hình: chuyển động tạo hình đơn giản,
chuyển động tạo hình phức tạp và chuyển động tạo hình vừa đơn giản vừa phức tạp;
5. Phân tích và xây dựng được sơ đồ kết cấu động học;
6. Phân tích ý nghĩa ký hiệu của một số loại máy cắt kim loại thông dụng.
PGS.TS. Lê Hiếu Giang, ThS. Đặng Minh Phụng, ThS. Thái Văn Phước 1
Chương 1: Đại cương về máy cắt kim loại
1.1. KHÁI NIỆM VỀ MÁY CẮT KIM LOẠI
Máy là tất cả những công cụ hoạt động theo nguyên tắc cơ học, dùng làm thay đổi một
cách có ý thức về hình dáng hoặc vị trí của vật thể.
Cấu trúc, hình dáng và kích thước của máy rất khác nhau. Tuỳ theo đặc điểm sử dụng
của nó, có thể phân thành hai nhóm lớn: -
Máy dùng để biến đổi năng lượng từ dạng này sang dạng khác cho thích hợp với
việc sử dụng được gọi là máy biến đổi năng lượng; -
Máy dùng để thực hiện công việc gia công cơ khí được gọi là máy công cụ.
Những máy công cụ dùng để biến đổi hình dáng của các vật thể kim loại bằng cách lấy
đi một phần thể tích trên vật thể ấy với những dụng cụ và chuyển động khác nhau được gọi là máy cắt kim loại.
Theo tiêu chuẩn Việt Nam, máy công cụ bao gồm năm loại: Máy cắt kim loại, máy gia
công gỗ, máy gia công áp lực, máy hàn, máy đúc.
Vật thể cần làm biến đổi hình dạng gọi là phôi hay chi tiết gia công. Phần thể tích được
lấy đi của vật thể gọi là phoi. Dụng cụ dùng để lấy phoi ra khỏi chi tiết gia công gọi là dao cắt.
1.2. CẤU TẠO BỀ MẶT CHI TIẾT GIA CÔNG
Bề mặt hình học của chi tiết máy rất đa dạng. Nó được hình thành từ việc phối hợp các
đường (đường chuẩn và đường sinh) lại với nhau: -
Đường sinh tạo nên từ chuyển động cắt chính -
Đường chuẩn tạo nên từ chuyển động chạy dao
Để xác định các chuyển động cần thiết cho cơ cấu chấp hành của máy để hình thành
các bề mặt đó, người ta thường nghiên cứu các dạng bề mặt gia công
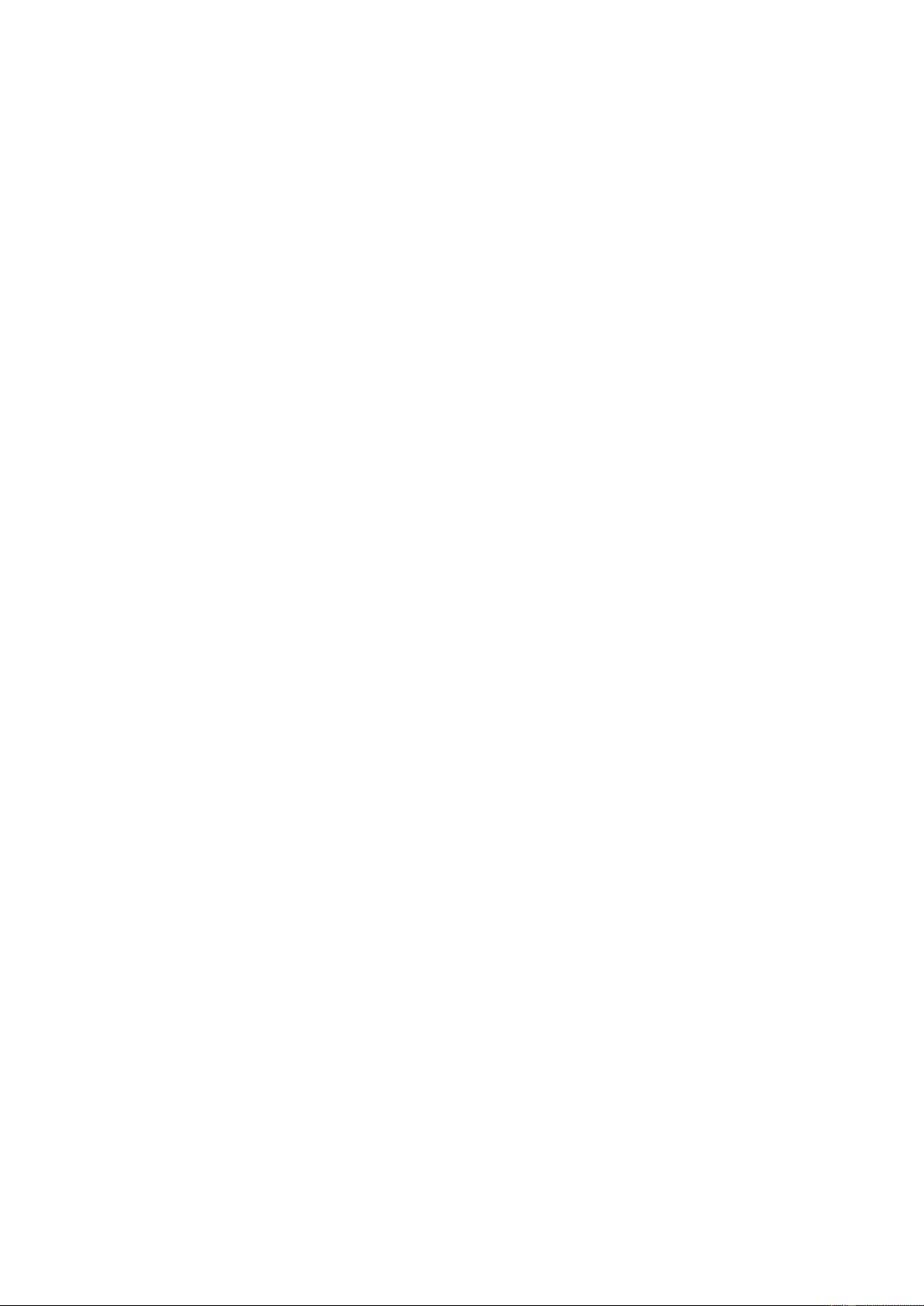
1.2.1. Dạng trụ tròn xoay
Bề mặt gia công dạng trụ tròn xoay được hình thành khi cho đường sinh là đường
thẳng, đường cong, đường gãy khúc chuyển động tương đối xung quanh đường chuẩn là đường tròn.
Hình 1.1a, b biểu diễn bề mặt chi tiết cấu tạo bởi với vô số đường sinh (1) là đường
thẳng chạy theo đường chuẩn (2) là đường tròn. Hình 1.2 biểu diễn bề mặt chi tiết cấu tạo bởi
đường sinh (1) là đường gãy khúc chạy theo đường chuẩn (2) là đường tròn. Hình 1.3 biểu
diễn bề mặt chi tiết cấu tạo bởi đường sinh (1) là đường cong chạy theo đường chuẩn (2) là đường tròn.
PGS.TS. Lê Hiếu Giang, ThS. Đặng Minh Phụng, ThS. Thái Văn Phước 2
Chương 1: Đại cương về máy cắt kim loại
Hình 1.1: Đường chuẩn tròn, đường sinh thẳng;
1- Đường sinh; 2-Đường chuẩn
Hình 1.2: Đường chuẩn tròn, đường sinh
Hình 1.3: Đường chuẩn tròn, đường sinh cong; gãy khúc;
1-Đường sinh; 2-Đường chuẩn
1-Đường chuẩn; 2-Đường sinh
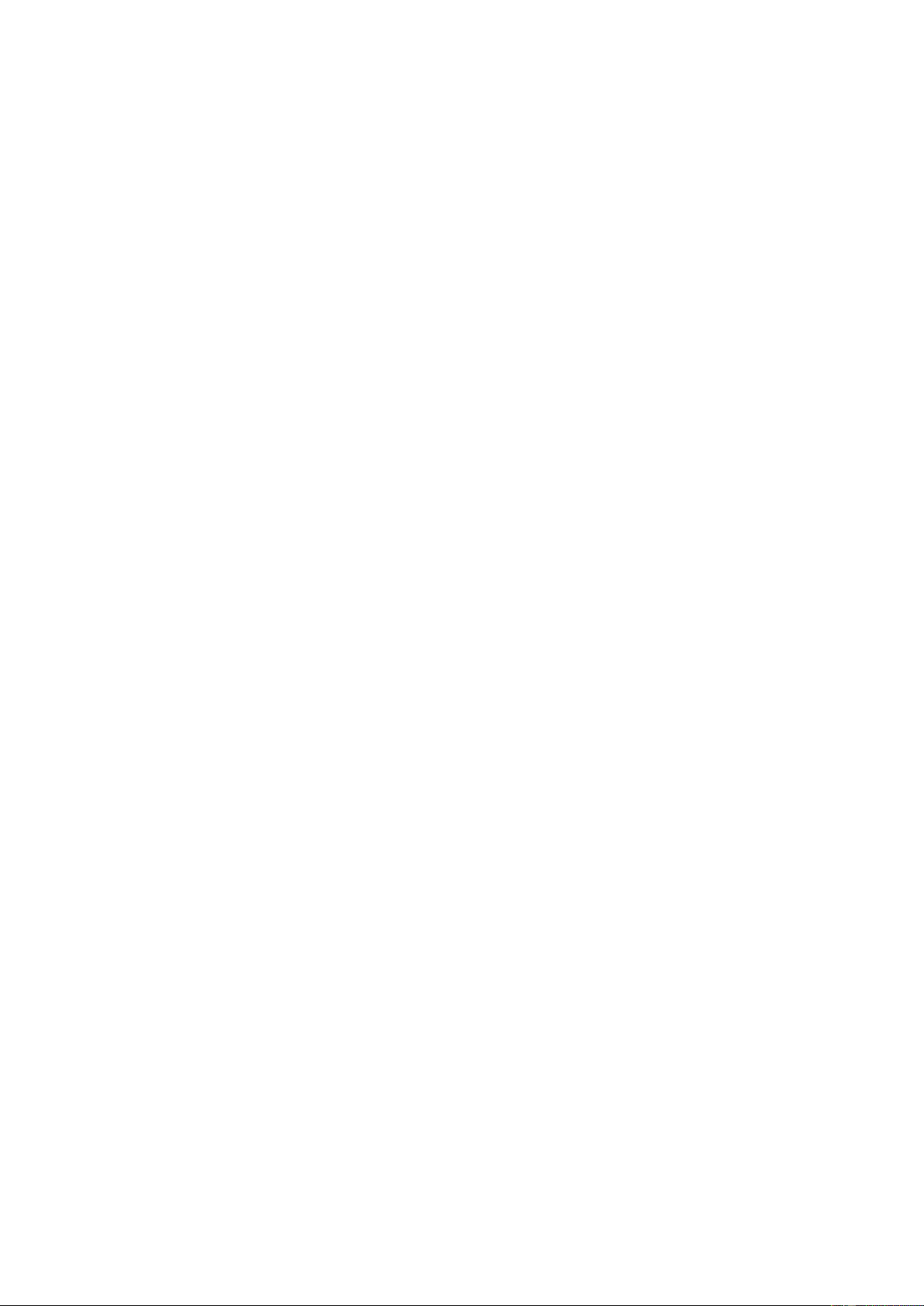
1.2.2. Dạng mặt phẳng
Bề mặt gia công dạng mặt phẳng được hình thành khi cho đường sinh là đường thẳng
như Hình 1.4, đường gãy khúc như Hình 1.5, đường cong ở Hình 1.6 chuyển động tương đối
xung quanh đường chuẩn là đường thẳng.
Hình 1.4: Đường chuẩn thẳng, đường sinh thẳng;
1-Đường sinh; 2-Đường chuẩn
PGS.TS. Lê Hiếu Giang, ThS. Đặng Minh Phụng, ThS. Thái Văn Phước 3
Chương 1: Đại cương về máy cắt kim loại
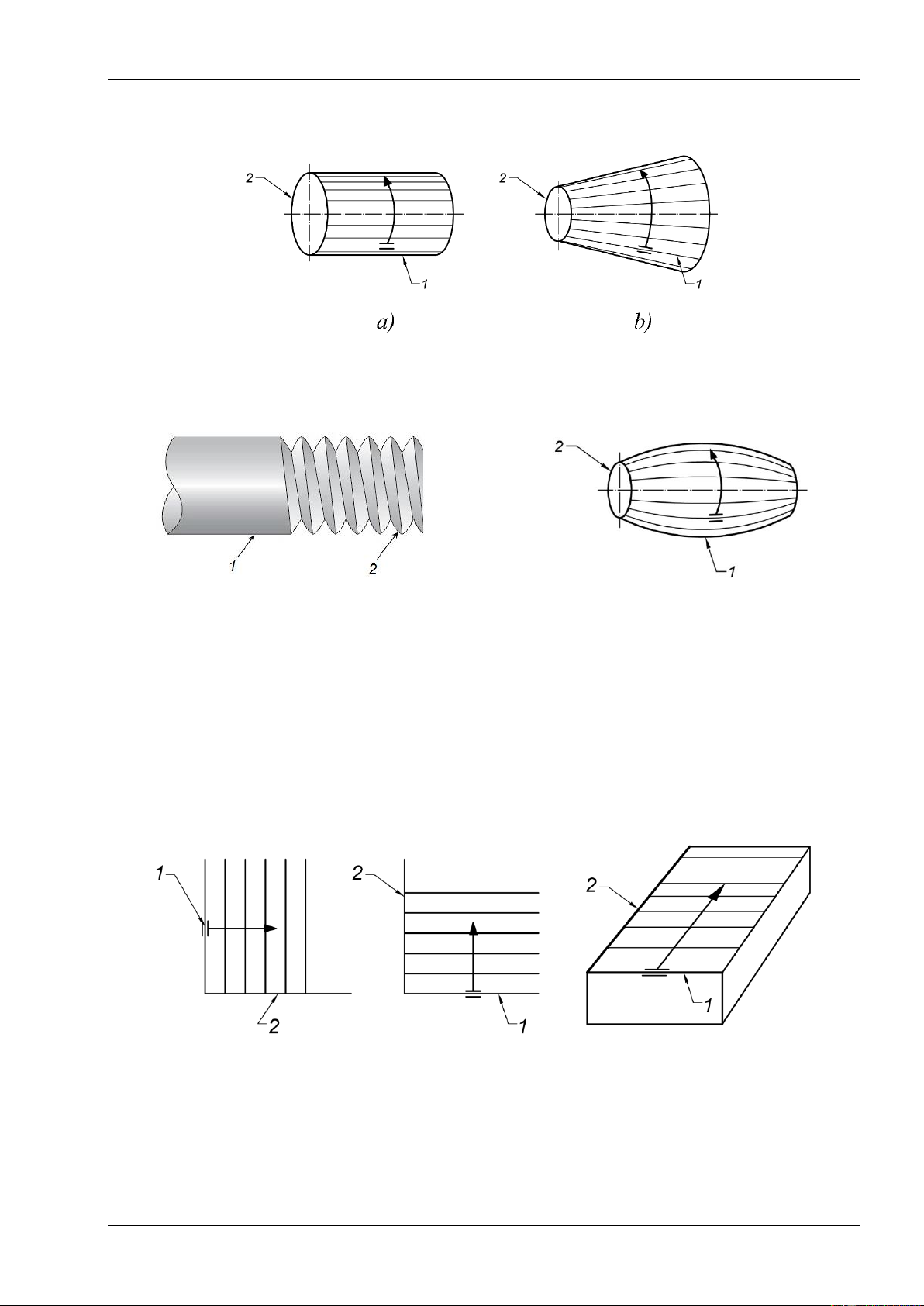
Hình 1.5: Đường chuẩn thẳng, đường sinh
Hình 1.6: Đường chuẩn thẳng, đường gãy khúc; sinh cong;
1-Đường sinh; 2-Đường chuẩn
1- Đường sinh; 2-Đường chuẩn
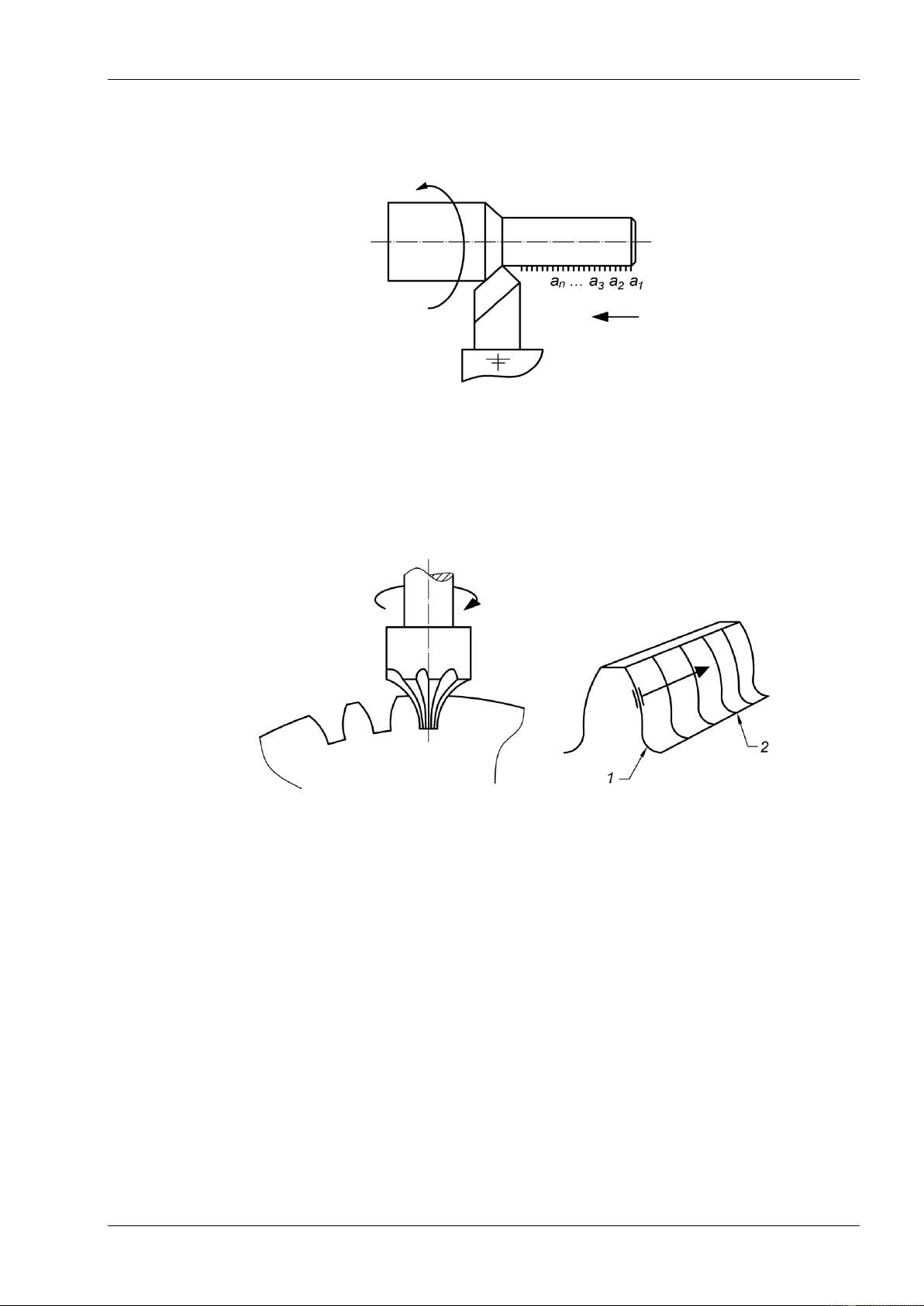
1.2.3. Các dạng đặc biệt
Các dạng bề mặt đặc biệt trình bày các dạng mặt trụ, mặt nón không tròn xoay và mặt
cam. Ngoài ra bề mặt đặc biệt còn có dạng thân khai, arsimet, cánh turbin, máy chèo,… a) b)
Hình 1.7: Dạng bề mặt thân khai;1 – Đường sinh;2 – Đường chuẩn
Hình 1.7a mô tả về cấu tạo bề mặt răng thân khai, đường sinh (1) là đường thẳng chạy
theo đường chuẩn (2) hoặc ở Hình 1.7b, đường sinh (1) là đường cong chạy theo đường chuẩn
(2) là đường thẳng để hình thành bề mặt gia công.
Những đường sinh nói trên chuyển động tương đối với một đường chuẩn sẽ tạo ra bề
mặt của các chi tiết gia công. Do đó, một máy cắt kim loại muốn tạo được bề mặt gia công
phải truyền cho cơ cấu chấp hành (dao và phôi) các chuyển động tương đối để tạo ra đường sinh và đường chuẩn.
Những chuyển động cần thiết để tạo nên đường sinh và đường chuẩn gọi là chuyển
động tạo hình của máy cắt kim loại.
1.3. CÁC PHƯƠNG PHÁP TẠO HÌNH
1.3.1. Phương pháp theo vết
PGS.TS. Lê Hiếu Giang, ThS. Đặng Minh Phụng, ThS. Thái Văn Phước 4
Chương 1: Đại cương về máy cắt kim loại
Bề mặt gia công được hình thành do tổng hợp các vết chuyển động của lưỡi cắt, hay là
quỹ tích các vết chuyển động của mũi dao cắt tạo thành đường sinh của bề mặt gia công.
Hình 1.8: Phương pháp gia công theo vết
1.3.2. Phương pháp định hình
Phương pháp định hình là phương pháp tạo hình bằng cách cho cạnh lưỡi cắt trùng với
đường sinh của bề mặt gia công. a) b)
Hình 1.9: Phương pháp gia công định hình;
1 – Đường sinh; 2 – Đường chuẩn
Hình 1.9a mô tả phương pháp định hình bằng việc sử dụng dao phay ngón modul để
gia công bánh răng. Phương pháp này tạo ra đường sinh là đường cong (1) chạy dọc theo
đường chuẩn (2) như Hình 1.9b.
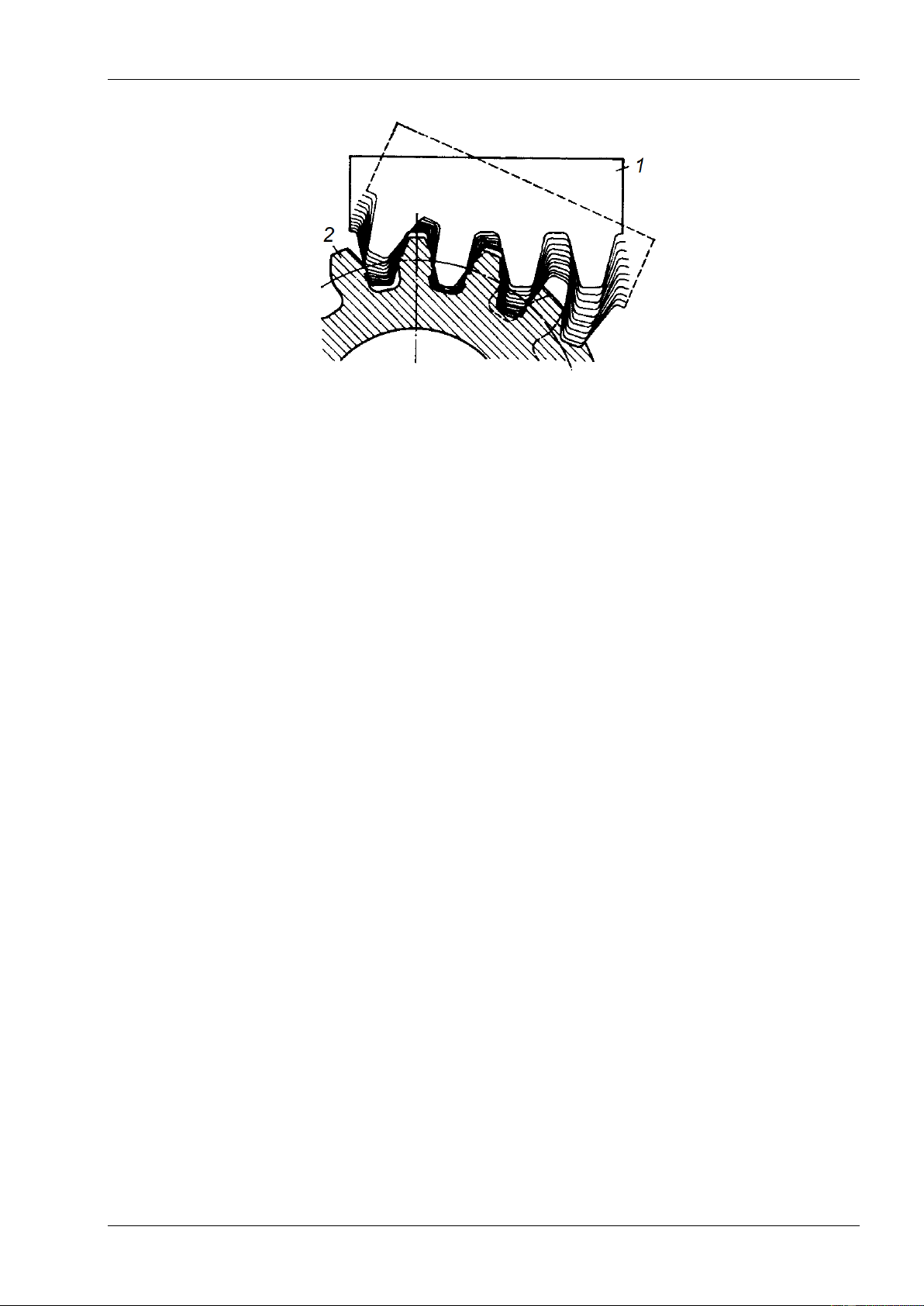
1.3.3. Phương pháp bao hình
Phương pháp bao hình là phương pháp dao cắt chuyển động hình thành các đường
điểm, quỹ tích các đường điểm hình thành đường bao và đường bị bao, đường bị bao chính là
đường sinh chi tiết gia công.
PGS.TS. Lê Hiếu Giang, ThS. Đặng Minh Phụng, ThS. Thái Văn Phước 5
Chương 1: Đại cương về máy cắt kim loại
Hình 1.10: Phương pháp gia công bao hình;
1 – Đường bao; 2 – Đường bị bao
1.4. CÁC CHUYỂN ĐỘNG TẠO HÌNH 1.4.1. Định nghĩa
Chuyển động tạo hình bao gồm sự kết hợp các chuyển động tương đối giữa dao và phôi
để hình thành bề mặt gia công, bao gồm chuyển động vòng và chuyển động thẳng. Trong
chuyển động tạo hình có thể bao gồm nhiều chuyển động mà vận tốc của chúng phụ thuộc lẫn nhau.
1.4.2. Phân loại chuyển động tạo hình
Dựa vào mối quan hệ giữa các chuyển động của dao và phôi, chuyển động tạo hình
gồm có chuyển động tạo hình đơn giản, phức tạp và phối hợp.
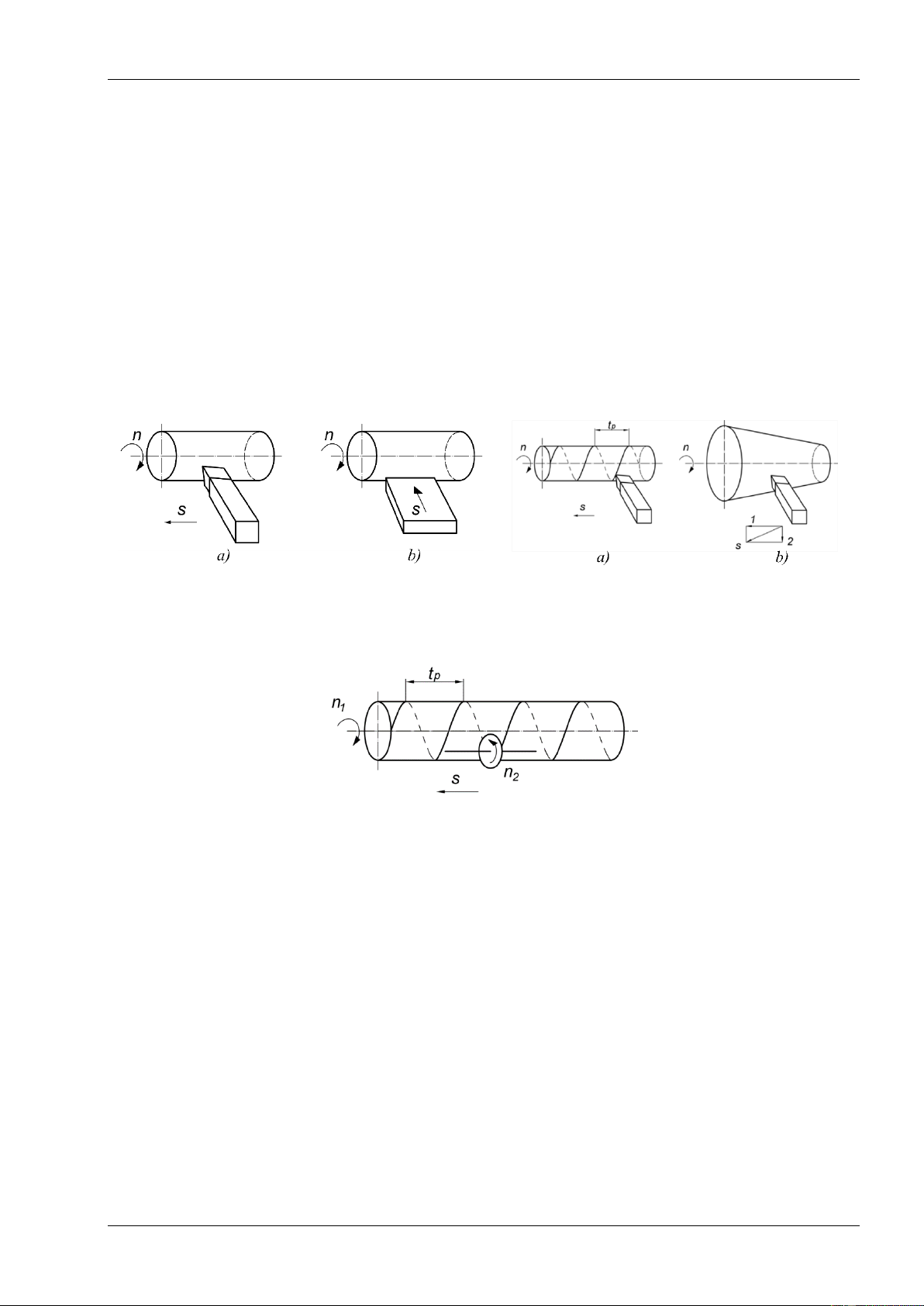
1.4.2.1. Chuyển động tạo hình đơn giản
Là chuyển động có các cơ cấu chấp hành không phụ thuộc lẫn nhau. Hình 1.11a mô tả
các chuyển động tạo hình khi tiện trơn. Chuyển động cắt chính là chuyển động quay tròn của
phôi, chuyển động chạy dao là chuyển động tịnh tiến của dao. Khi tiện trơn, ta có thể thay đổi
lượng chạy dao mà không cần phụ thuộc vào số vòng quay. Do đó, hai chuyển động này
không hoàn toàn phụ thuộc vào nhau.
1.4.2.2 . Chuyển động tạo hình phức tạp
Là chuyển động có các cơ cấu chấp hành phụ thuộc lẫn nhau. Hình 1.12a mô tả chuyển
động tạo hình khi tiện ren. Chuyển động chính cắt chính là chuyển động quay tròn của phôi,
chuyển động chạy dao – bàn máy mang dao tịnh tiến. Hai chuyển động này phải có mối quan
hệ: khi phôi quay một vòng thì dao phải tịnh tiến được một bước ren tp.
Hình 1.12b mô tả chuyển động khi tiện côn. Chuyển động cắt chính là chuyển động
quay tròn của phôi, chuyển động chạy dao gồm 2 chuyển động chạy dao dọc (1) và chạy dao
PGS.TS. Lê Hiếu Giang, ThS. Đặng Minh Phụng, ThS. Thái Văn Phước 6
Chương 1: Đại cương về máy cắt kim loại
ngang (2). Hai chuyển động này kết hợp với nhau tạo nên mặt côn. Nếu ta thay đổi một trong
hai chuyển động chạy dao nói trên thì mặt côn sẽ thay đổi.
1.4.2.3. Chuyển động tạo hình vừa đơn giản vừa phức tạp
Là chuyển động có các cơ cấu chấp hành phụ thuộc và không phụ thuộc lẫn nhau. Hình
1.13 mô tả chuyển động tạo hình khi mài ren. Có 3 chuyển động cơ bản: phôi quay, dao quay,
dao tịnh tiến. Chuyển động quay của phôi và tịnh tiến của dao phụ thuộc nhau: khi phôi quay
được 1 vòng thì dao tịnh tiến theo phương ngang 1 đoạn tp , nhưng chuyển động quay của
phôi và chuyển động quay của dao không phụ thuộc lẫn nhau.
Hình 1.11: Chuyển động tao hình đơn giản
Hình 1.12: Chuyển động tạo hình phức tạp
Hình 1.13: Chuyển động tạo hình vừa đơn giản vừa phức tạp
1.5. SƠ ĐỒ KẾT CẤU ĐỘNG HỌC
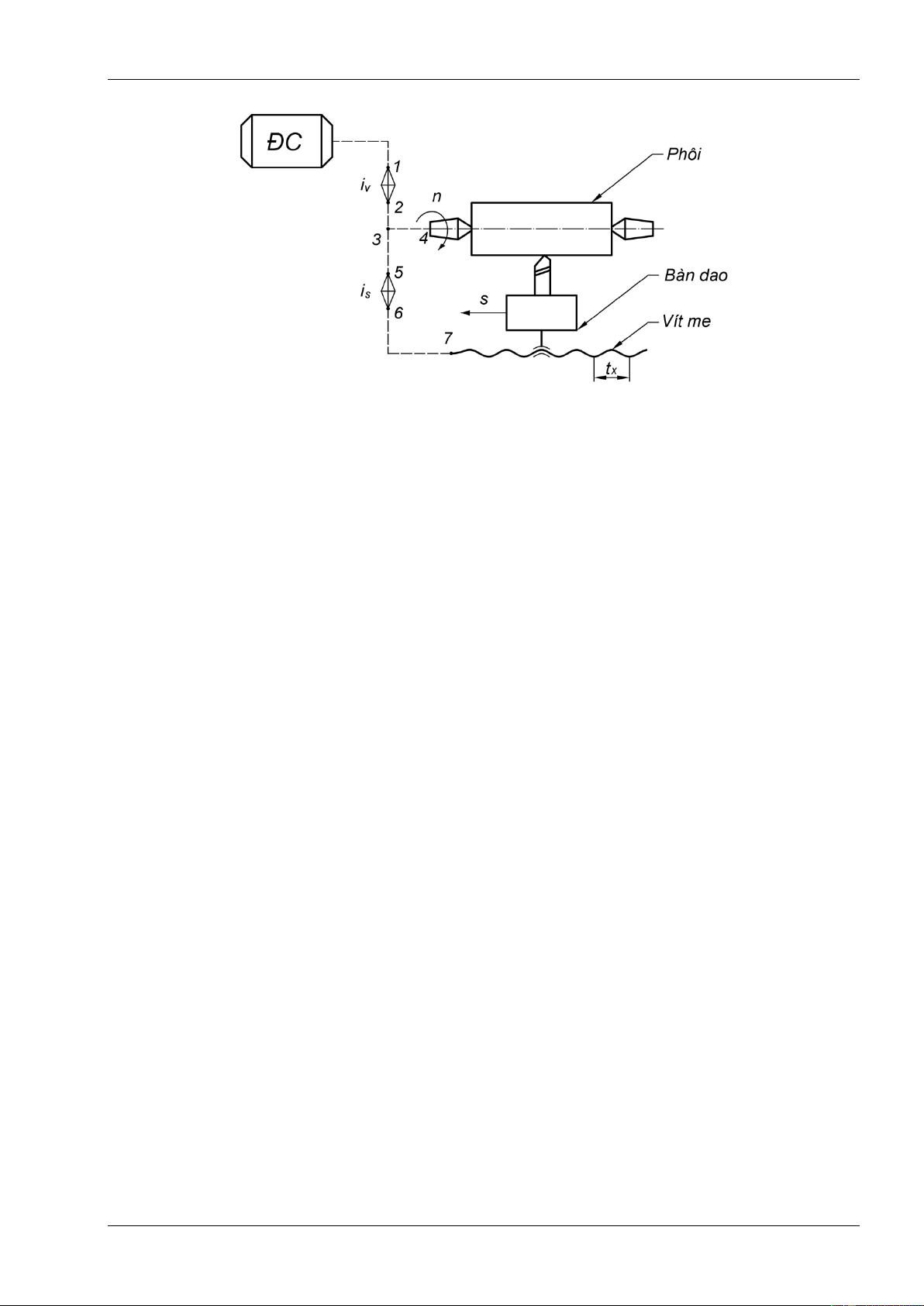
Sơ đồ kết cấu động học là một loại sơ đồ quy ước, biểu thị những mối quan hệ về các
chuyển động tạo hình và các ký hiệu cơ cấu nguyên lý máy, vẽ nối tiếp hình thành sơ đồ về
đường truyền động của máy. Hình 1.14 thể hiện được các thành phần của một sơ đồ kết cấu động học.
Trong một sơ đồ kết cấu động học có nhiều xích truyền động để thực hiện các chuyển động tạo hình.
PGS.TS. Lê Hiếu Giang, ThS. Đặng Minh Phụng, ThS. Thái Văn Phước 7
Chương 1: Đại cương về máy cắt kim loại
Hình 1.14: Sơ đồ kết cấu động học máy tiện Trong đó:
iv – Tỉ số truyền của hộp tốc độ;
is – Tỉ số truyền của hộp chạy dao;
tx – Bước ren của trục vít me, mm/v;
i2-3, i3-4, i3-5, i6-7 – Tỉ số truyền cố định trong các đường truyền;
s – Lượng chạy dao, mm;
n – Tốc độ trục chính, v/ph.
1.5.1. Phân loại sơ đồ kết cấu động học
1.5.1.1. Sơ đồ kết cấu động học đơn giản
Sơ đồ kết cấu động học đơn giản thực hiện các chuyển động tạo hình đơn giản, bao
gồm các xích truyền động, thực hiện các chuyển động độc lập không phụ thuộc vào nhau:
máy phay, máy khoan, máy mài, v.v...
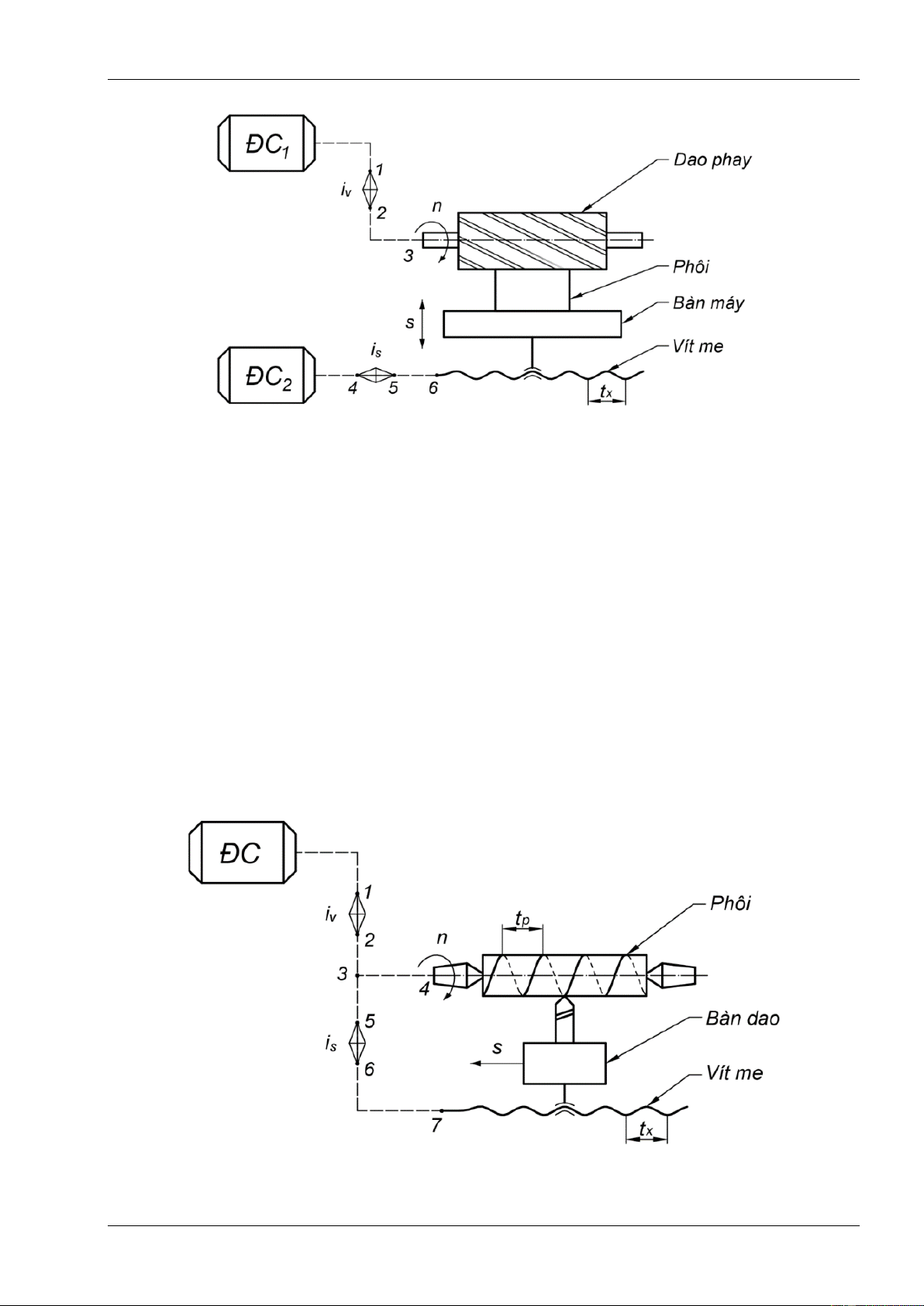
Hình 1.15 mô tả sơ đồ kết cấu động học máy phay, khi phay có 2 chuyển động cơ bản
gồm chuyển động cắt chính - dao phay quay tròn và chuyển động chạy dao - bàn máy mang
phôi chuyển động tịnh tiến.
Chuyển động cắt chính được cung cấp từ động cơ số 1, qua hộp tốc độ iv đến trục
chính. Chuyển động chạy dao được cung cấp thông qua động cơ 2, qua hộp chạy dao đến cơ
cấu vít me đai ốc làm bàn máy chuyển động tịnh tiến. Vì vậy, ta có phương trình chuyển động
cơ bản của chuyển động cắt chính (1.1) và chuyển động chạy dao (1.2) như sau:
𝑛đ𝑐1. 𝑖𝑣 = 𝑛𝑡𝑐 (v/ph) (1.1)
𝑛đ𝑐2. 𝑖𝑠. 𝑡𝑥 = 𝑆 (mm/ph) (1.2)
PGS.TS. Lê Hiếu Giang, ThS. Đặng Minh Phụng, ThS. Thái Văn Phước 8
Chương 1: Đại cương về máy cắt kim loại
Hình 1.15: Sơ đồ kết cấu động học máy phay
1.5.1.2. Sơ đồ kết cấu động học phức tạp
Hình 1.16 mô tả sơ đồ kết cấu có các chuyển động tạo hình phức tạp, bao gồm việc tổ
hợp hai hoặc một số chuyển động hình phụ thuộc vào nhau hình thành bề mặt gia công.
Chuyển động chạy dao được hình thành từ một vòng trục chính, qua hộp chạy dao is, qua cơ
cấu vít me đai ốc kéo bàn dao thực hiện chuyển động thẳng. Vì vậy, ta có phương trình chuyển
động cơ bản của chuyển đông chạy dao:
1𝑣𝑡𝑐. 𝑖𝑠. 𝑡𝑥 = 𝑆 (mm/v) (1.3)
1.5.1.3. Sơ đồ kết cấu động học hỗn hợp
Sơ đồ kết cấu động học hỗn hợp bao gồm xích tạo hình vừa đơn giản vừa phức tạp:
máy phay ren vít, máy gia công răng,…
Hình 1.16: Sơ đồ kết cấu động học máy tiện ren
PGS.TS. Lê Hiếu Giang, ThS. Đặng Minh Phụng, ThS. Thái Văn Phước 9
Chương 1: Đại cương về máy cắt kim loại
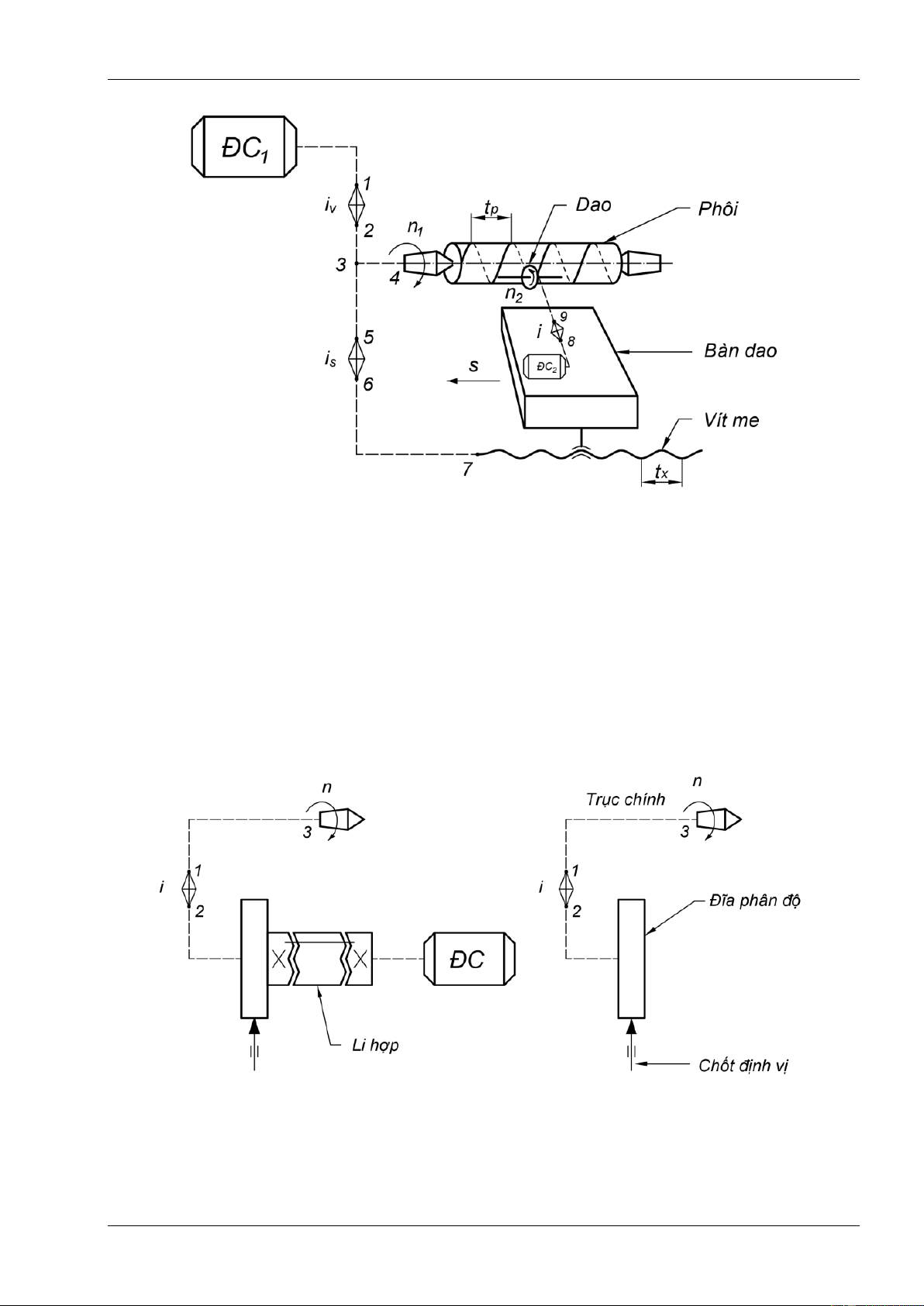
Hình 1.17: Sơ đồ kết cấu động học máy phay ren vít
a) Xích phân độ
Ngoài các xích thực hiện chuyển động tạo hình trong máy cắt kim loại còn có xích
phân độ. Nó không thực hiện chuyển động tạo hình nhưng lại cần thiết để hình thành các bề
mặt gia công theo yêu cầu kỹ thuật như: gia công bánh răng, ren nhiều đầu mối …
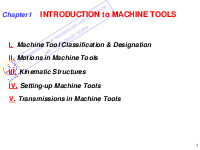
Trong xích phân độ người ta chia ra làm hai loại: Phân độ bằng tay và phân độ tự động bằng máy. a) b)
Hình 1.18: Phân loại xích phân độ;
a-Phân độ bằng máy; b-Phân độ bằng tay
PGS.TS. Lê Hiếu Giang, ThS. Đặng Minh Phụng, ThS. Thái Văn Phước 10
Tài liệu liên quan:
-

phân tích bài thơ việt bắc khổ 2
1 1 -
Chapter I Introduction To Machine Tools môn Máy và Hệ thống điều khiển số | Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
36 18 -

Bài tập PLC | Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
36 18 -

Đề thi cuối kỳ Môn Máy và hệ thống điều khiển số | Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
173 87