Hướng dẫn sử dụng thiết bị phân tích first trip test của máy cắt online & offline | Tài liệu HDSD may Profile P3 để đo first trip Test
Hướng dẫn sử dụng thiết bị phân tích first trip test của máy cắt online & offline | Tài liệu HDSD may Profile P3 để đo first trip Test
Môn: Tài liệu Tổng hợp 3.6 K tài liệu
Trường: Tài liệu khác 3.9 K tài liệu
Tác giả:



Preview text:
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
HƯỚNG DẪN SỬ DỤNG
THIẾT BỊ PHÂN TÍCH FIRST TRIP TEST
CỦA MÁY CẮT ONLINE & OFFLINE PROFILE P3_CAMLIN_UK 1
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội Contents
I. Mục đích sử dụng và mô tả đặc tính kỹ thuật ..................................................................... 3
II. Chỉ dẫn an toàn cho người vận hành và thiết bị ................................................................ 7
III. Nguyên lý đo, mô tả cấu tạo phần cứng và phần mềm, sơ đồ đấu nối nguyên lý và thực
tế........................................................................................................................................... 9
IV. Hướng dẫn phần mềm cơ bản và nâng cao .................................................................. 28 2
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
I. Mục đích sử dụng và mô tả đặc tính kỹ thuật
1. Mục đích sử dụng
- Hạng mục thí nghiệm phân tích first trip test của máy cắt là hạng mục đã được
quy định trong bậc 1 (tier 1) trong chương trình triển khai thực hiện sửa chữa
bảo dưỡng thiết bị lưới điện theo điều kiện vận hành (CBM) cho đối tượng là
máy cắt có buồng dập hồ quang bằng chân không hoặc bằng bằng khí SF6, trong
hướng dẫn bằng các văn bản đã được ban hành chính thức của Tập đoàn Điện
lực Việt Nam (EVN) và các Tổng Công ty điện lực trực thuộc EVN.
- Lập hồ sơ dấu vân tay cơ sở “signature profile” là quá trình quan trọng nhất khi
ghi lại hành trình cắt đầu tiên của một máy cắt để làm cơ sở cho việc sau này so
sánh, phân tích đánh giá tình trạng thật của chính máy cắt đó hoặc của các máy
cắt cùng chủng loại (hãng sản xuất, điện áp định mức, dòng điện định mức, dòng
điện cắt ngắn mạch) khi thí nghiệm online các lần cắt tiếp theo trong bảo dưỡng,
định kỳ hoặc có thể sau khi máy cắt hoạt động không đúng không cắt được dòng
ngắn mạch cần phải kiểm tra để xác định đúng nguyên nhân (thời gian cắt trễ sẽ
gây ra thời gian duy trì hồ quang làm hư hỏng các thiết bị phụ tải sau máy cắt và
làm hư hỏng tiếp điểm).
- Hạng mục này giúp đưa ra khuyến cáo, phát hiện và xác định chính xác nguyên
nhân sự cố, khuyết tật của máy cắt về phần điện và phần cơ khí bao gồm tình
trạng thật của cơ cấu cuộn đóng, cuộn cắt, của nguồn một chiều (DC), của mạch
đấu nối và hiện tượng dính hay bị lỗi các tiếp điểm phụ của máy cắt.
- Theo thống kê thực tế của hãng Camlin thực hiện trên thế giới thì 80% lỗi có thể
được xác định bằng cách lập hồ sơ hành trình cắt đầu tiên. Hồ sơ hành trình
cắt đầu tiên là cần thiết để thực hiện sửa chữa bảo dưỡng thiết bị lưới điện theo
điều kiện vận hành (CBM) một cách chính xác tình trạng của máy cắt và cung
cấp cho người quản lý tài sản khả năng hiển thị trực quan về tình trạng thực sự
của máy cắt. Trích dẫn tài liệu từ website của hãng:
https://camlingroup.com/global/energy/asset-monitoring/products/circuit- breaker-analyser
- Việc ghi lại hành trình cắt đầu tiên là quan trọng khi cho biết máy cắt sẽ hoạt
động như thế nào trong trạng thái khi xảy ra sự cố thực tế.
- Thiết bị có khả năng thực hiện các chức năng tùy chọn như đo offline thời gian
cắt (O), thời gian đóng (C), chức năng đo có kết hợp rơ le bảo vệ tác động khi bơm
dòng phía nhị thứ, chức năng phân tích dạng sóng dòng điện xoay chiều. 3
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
2. Mô tả đặc tính kỹ thuật STT Mô tả
Yêu cầu kỹ thuật Đáp ứng 1. Hãng sản xuất Nhà thầu nêu rõ Nguồn gốc, nước Nhà thầu nêu rõ 2. sản xuất 3. Mã sản phẩm Nhà thầu nêu rõ 4. Chất lượng Mới 100% 5. Năm sản xuất Từ năm 2021
+ Kiểm tra được tình trạng hoạt động của máy cắt trong
điều kiện vận hành (thí nghiệm không yêu cầu cắt điện,
thí nghiệm online), ghi lại hành trình cắt đầu tiên (First
Trip test). Phân tích được dữ liệu trực tiếp trên màn hình
của máy chính và trên phần mềm cài trên máy tính ngoài.
+ Là công cụ chẩn đoán để phân tích thời gian hoạt động
của tiếp điểm chính, thời gian hoạt động của tiếp điểm
phụ, sức khỏe của cuộn dây đóng và cắt, tình trạng mạch
ắc quy một chiều (DC), tình trạng tiếp điểm phụ.
+ Có thể hiển thị và xếp chồng lên đến 4 kết quả dưới Chức năng chính
dạng đồ họa trên máy chính, từ đó so sánh các kết quả 6. của thiết bị
đo đạc lịch sử gần nhất và xác định các khuyết điểm tiềm ẩn.
+ Phần mềm cho phép hiển thị và ghi đè lên 9 hồ sơ dữ
liệu đo đạc để phục vụ cho việc phân tích.
+ Tùy chọn chức năng thí nghiệm ở chế độ offline (thí
nghiệm yêu cầu cắt điện đối tượng đo) là thời gian (O), thời gian đóng (C).
+ Tùy chọn chức năng thí nghiệm kết hợp kiểm tra máy
cắt và rơ le bảo vệ tác động.
+ Tùy chọn chức năng thí nghiệm phân tích chế độ dạng
sóng dòng điện xoay chiều . Các tính năng
- Có thể xếp chồng kết quả của 4 file dữ liệu đo trên máy 7. chính
chính trong công tác phân tích kết quả biểu đồ đặc tính. 4
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội STT Mô tả
Yêu cầu kỹ thuật Đáp ứng
- Chế độ Single cho phép thiết bị ghi nhận từng trường hợp đóng hoặc cắt.
- Chế độ Multi-shot cho phép thiết bị ghi lại nhiều hoạt
động đóng và cắt của máy cắt. chế độ này có thể được
sử dụng để giám sát máy cắt trong khi vận hành hoặc
scada bắt đầu hoạt động. Chức năng này cho phép thiết
bị chờ máy cắt đóng/cắt trong khoảng thời gian dài mà
không cần phải có người trực thiết bị.
- Chức năng tự động so sánh: chức năng này cung cấp
các chỉ số Đạt/không đạt theo các chỉ số thiết lập của
thông số Buffer, Acon, Mcon giữa các lần hoạt động.
- Lưu trữ dữ liệu: dữ liệu được lưu trữ qua bộ nhớ
trong và có thể lưu trên thẻ nhớ USB.
Có khả năng phân tích chi tiết chu trình hoạt động của
máy cắt bằng cách tính toán tự động thời gian di chuyển
của cuộn hút (Buffer Time); thời gian tác động của tiếp Khả năng phân
điểm phụ (Aux Contact); thời gian tác động của tiếp 8. tích
điểm chính (Main Contact).
Phần mềm tự động so sánh và đánh giá độ sai lệch của
các mốc thời gian này giữa các lần cắt sau và lần cắt đầu tiên (First Trip). Dải đo: ± 330 V 9. Điện áp DC Độ chính xác: ±5% Độ phân giải: ±50mV
Dòng điện AC lớn nhất: 5A 10. Do dòng AC Độ nhạy: 10mA Độ chính xác: ±1mA Các thông số về Độ chính xác: ±0.2 ms 11. thời gian Độ phân giải: ±0.1 ms 12. Pin
Pin sạc, thời gian sử dụng liên tục lên đến 6 tiếng. Kích thước: 5.7 inch
13. Màn hình hiển thị Độ phân giải : 640 x 480 (VGA) 5
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội STT Mô tả
Yêu cầu kỹ thuật Đáp ứng Nhiệt độ hoạt 14. 0ºC đế độ n 50ºC ng 15. Khả năng lưu trữ ≥ 1000 kết quả
Dùng để lưu trữ và phân tích kết quả đo đạc của thiết bị chính 16. Phần mềm
Sử đụng được trên hệ điều hành Window 10
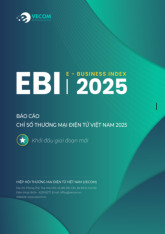
Hiển thị tất cả các thông tin về dữ liệu đo đạc, thông tin của thiết bị như:
- Vị trí lắp đặt vận hành Máy cắt (Breaker ID)
- Tên Trạm biến áp (Substation) Màn hình điều
- Kiểu máy cắt (Breaker Type) 17. khiển
- Chu trình thí nghiệm: cắt, đóng… (Circuit ID)
- Thời gian thí nghiệm theo ngày, tháng, năm: (time)
- Nhãn tình trạng (tag: good, bad, suspect, signature)
- Phần mềm hiển thị giao diện bằng tiếng Anh và tiếng Việt Điề
Có thể điều chỉnh các dữ liệu liên quan đến thông tin u chỉnh thông 18. tin đối tượ
của đối tượng thử như: ID máy cắt, khu vực thực hiện, ng thử dạng máy cắt …
Chức năng tự động phân tích nếu các thông số vượt
19. Tự động phân tích ngưỡng thiết lập
Có thể hiển thị 9 biểu đồ đóng/cắt chồng lên nhau để 20. So sánh biểu đồ
phân tích hoạt động của các máy cắt. So sánh mốc thời gian trong chu trình thao tác
Có thể so sánh số liệu kết quả cùng lúc 3 file dữ liệu đo 21. (Buffer Time, đạc. Aux Contact Time, Main Contact Time) 6
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội STT Mô tả
Yêu cầu kỹ thuật Đáp ứng
Phần mềm cho phép người vận hành đánh giá tình Cho phép gắn thẻ 22.
trạng vận hành của máy cắt như: Tốt (good), xấu (bad), tình trạng
nghi ngờ (suspect), xác nhận (signature)
Có thể xuất báo cáo theo định dạng CSV (Excel), 23. Xuất báo cáo
Profile record, xuất đồ thị phân tích ra dạng ảnh. Trọng lượng máy 24. ≤ 4kg chính: - 01 kìm kẹp đo dòng DC - 02 Dây đo áp DC - 03 kìm kẹp đo dòng AC - Dây kết nối máy tính Phụ kiện, giấy tờ - Bộ sạc 25. kèm theo
- Vali nhựa bảo vệ thiết bị có khoá an toàn (tất cả thiết
bị và phụ kiện đều nằm trong 1 vali)
- Giấy chứng nhận xuất xứ, chứng nhận chất lượng (CO, CQ)
- Biên bản xuất xưởng của nhà chế tạo
- Đào tạo sử dụng thiết bị và cấp tài liệu hướng dẫn sử 26. Đào tạo
dụng bằng tiếng Anh + Tiếng việt
II. Chỉ dẫn an toàn cho người vận hành và thiết bị
1. Chỉ dẫn an toàn khi thí nghiệm không yêu cầu cắt điện (thí nghiệm online):
- Người vận hành trạm biến áp không phải cắt điện hoàn toàn máy cắt và không
phải cách ly hoàn toàn máy cắt khỏi lưới điện trước khi thí nghiệm hạng mục này ở chế độ online.
- Máy cắt vẫn ở vị trí đóng, vẫn vận hành bình thường. Trong quá trình thí nghiệm
định kỳ, bảo dưỡng thì người thí nghiệm chỉ cần đấu nối kẹp 03 kìm kẹp dòng
AC vào mạch nhị thứ tương ứng với pha A,B,C của máy cắt, kẹp 01 kìm kẹp
dòng DC vào mạch cuộn cắt, kẹp 02 sợi dây đo điện áp nguồn DC vào mạch nhị
thứ. Người thí nghiệm cài đặt máy Profile P3 ở chế độ chờ và sau khi người vận
hành trạm tiến hành cắt máy cắt thì Profile P3 sẽ tự động ghi lại hành trình cắt
đầu tiên và lưu lại kết quả trên máy chính. 7
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
2. Chỉ dẫn an toàn khi thí nghiệm yêu cầu cắt điện (thí nghiệm offline):
- Đối tượng thí nghiệm là máy cắt phải cách ly hoàn toàn khỏi lưới điện, vỏ máy
cắt phải tiếp địa với hệ thống tiếp địa chung của trạm biến áp và đang ở chế độ
cắt, chế độ không vận hành trước khi người thí nghiệm tiến hành các hạng mục đo thời gian O,C.
- Máy cắt phải có sẵn nguồn DC cấp đến cuộn hút (cuộn đóng, cuộn cắt), máy cắt
phải tiến hành thao tác được tại chỗ các chế độ hoạt động.
- Kiểm tra bên ngoài máy cắt đảm bảo không có vỡ, nứt, mẻ các thành phần cách
điện. Kiểm tra buồng cắt chân không, buồng cắt SF6, mức chỉ thị khí SF6.
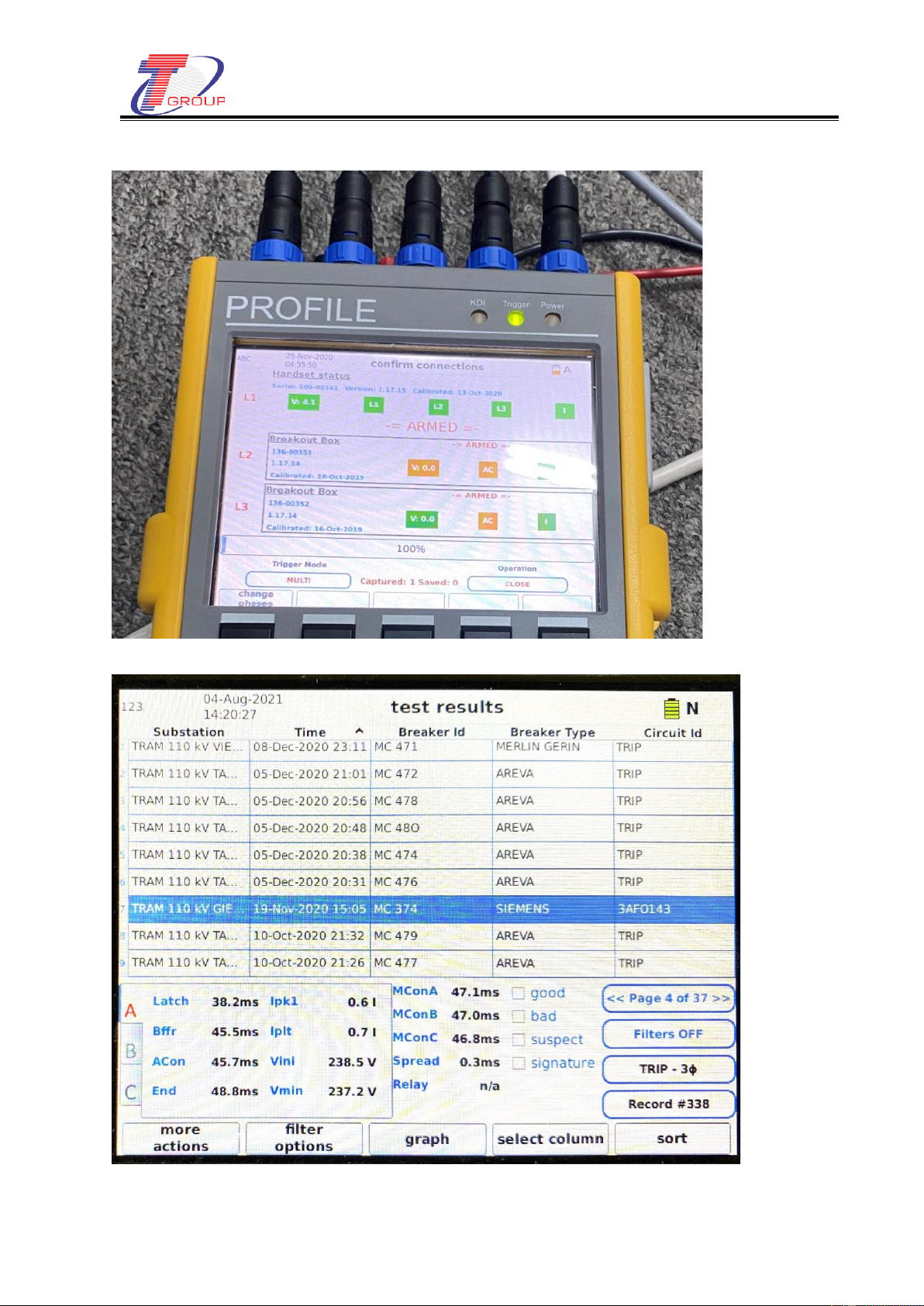
3. Chỉ dẫn sạc pin cho máy chính
Sử dụng đúng bộ sạc tiêu chuẩn do hãng Camlin cung cấp được đi kèm theo máy
chính khi cấp hàng và sạc đúng cổng như hình sau.
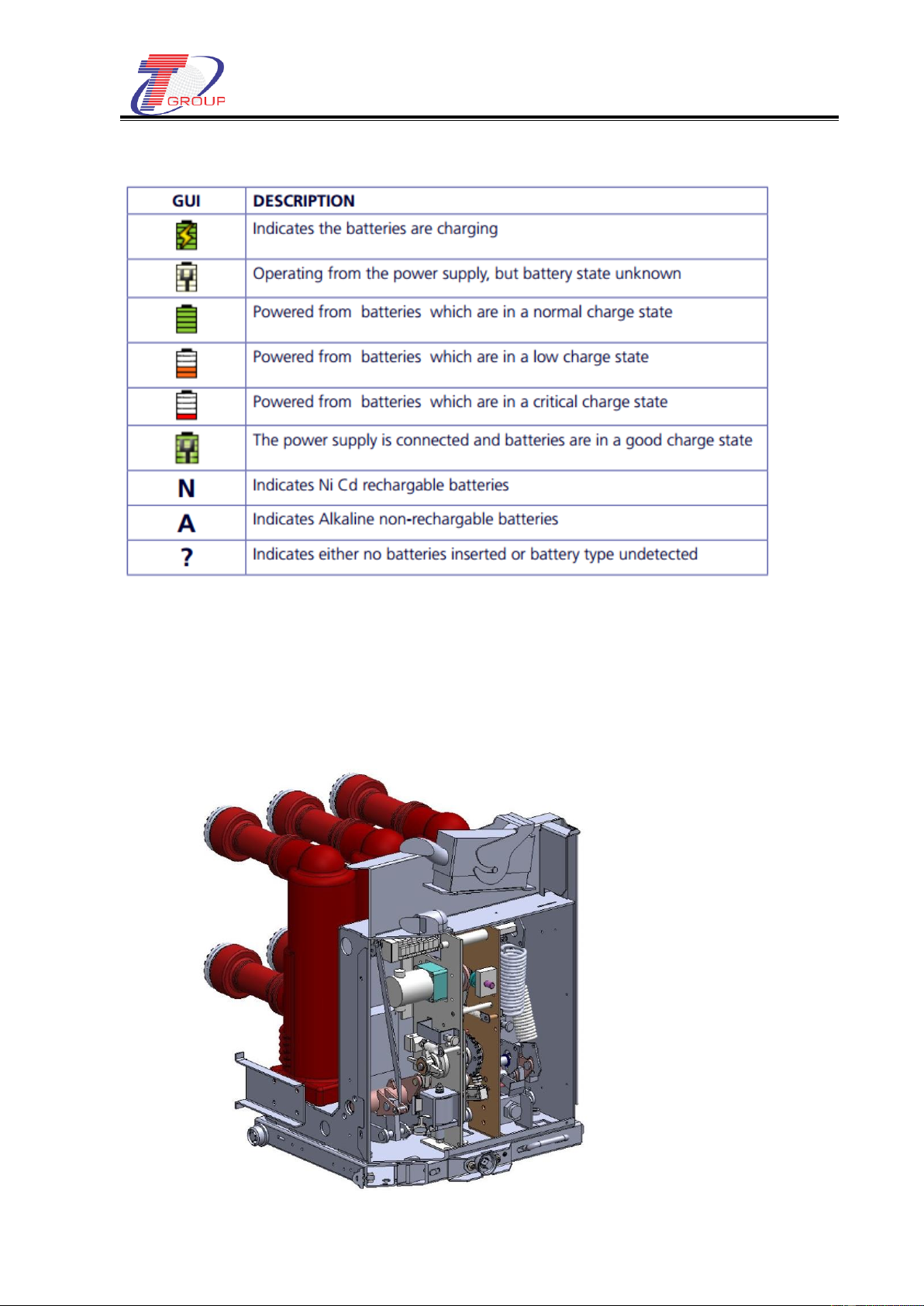
Kết nối sạc thành công là khi đèn có chữ Power lên màu xanh và biểu tượng góc
trên cùng tay phải có chữ N thể hiện pin đang được sạc. 8
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
Tham khảo bảng chỉ dẫn các biểu tượng liên quan đến pin
Sau khi sạc đầy đúng cách trong điều kiện tiêu chuẩn thì thời gian sử dụng là 6 tiếng.
III. Nguyên lý đo, mô tả cấu tạo phần cứng và phần mềm, sơ đồ đấu nối nguyên lý và thực tế
1. Nguyên lý đo của hành trình cắt đầu tiên
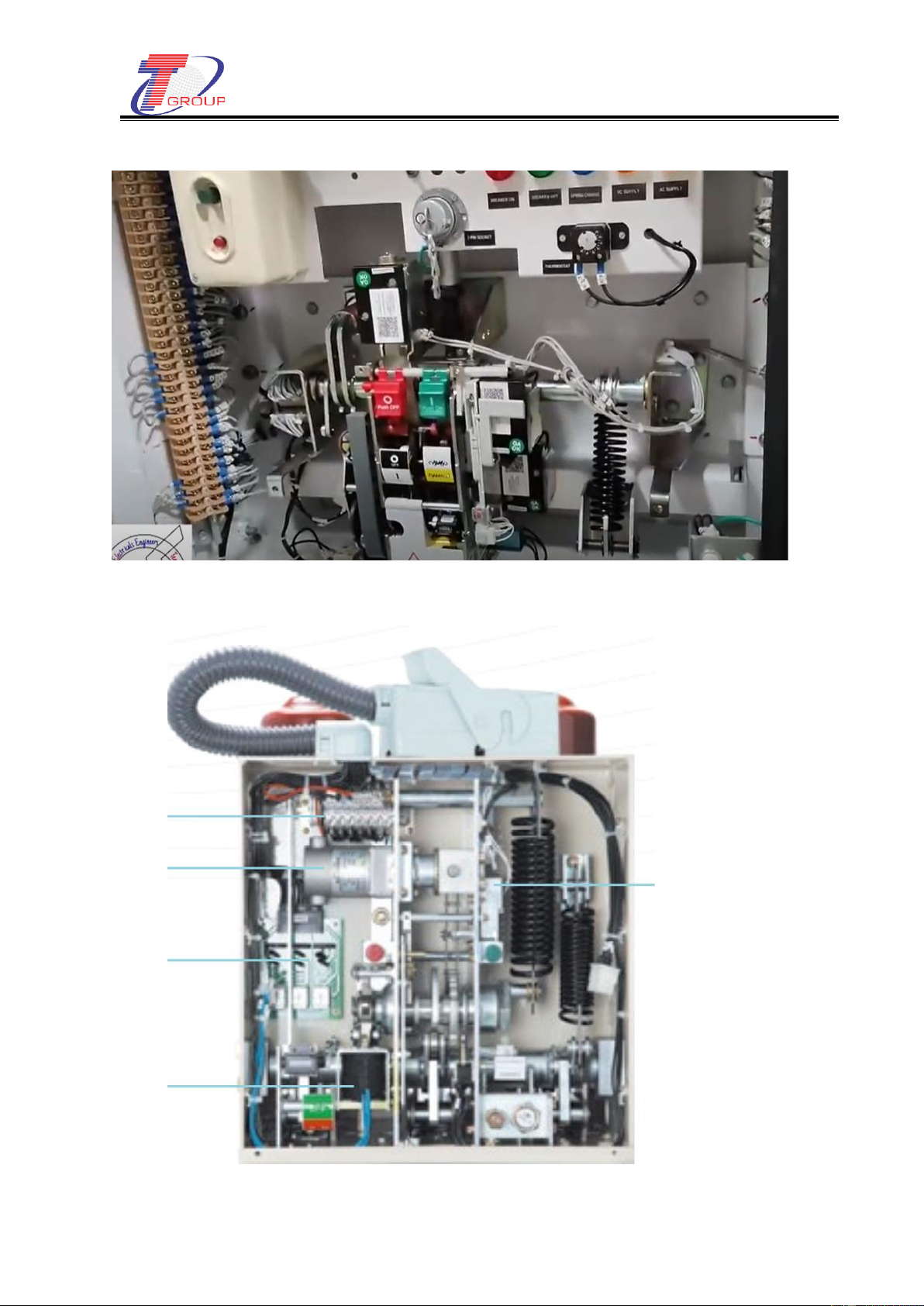
▪ Tham khảo cấu tạo bên trong máy cắt trung thế mô hình dựng 3D 9
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
▪ Tham khảo hình ảnh chụp thực tế bên trong máy cắt VCB
▪ Hình ảnh cơ cấu chuyển động lò xo, tiếp điểm phụ, đấu nối mạch nhị thứ 10
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
Hình ảnh nguyên lý cấu tạo và mô tả biểu đồ chuyển động hành trình cắt
Biểu đồ đặc tính hành trình cắt
▪ Giai đoạn 0 đến A: Khi có rơle bảo vệ tác động thì các tiếp điểm hành trình bắt
đầu hoạt động vì cuộn cắt được cấp điện và dòng điện tăng lên nhanh chóng. 11
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
▪ Giai đoạn A đến B: Cơ cấu truyền động lò xo bắt đầu chuyển động và kết quả
là tốc độ tăng dòng điện giảm dần.
▪ Giai đoạn B đến C: Dòng điện giảm dần khi cơ cấu truyền động lò xo có quán
tính hoặc trong một số trường hợp, chốt thúc lẫy truyền động làm giảm quán
tính trong giây lát và làm cho dòng điện tăng lên trước khi nhanh chóng bắt đầu
giảm trở lại. Trong một số chuyển động thì sự xáo trộn nhỏ này hầu như không
thể nhận thấy được vì thanh chốt chỉ làm thay đổi một chút quán tính của
chuyển động lò xo và chốt chặn.
▪ Giai đoạn C đến D và E: Cơ cấu truyền động lò xo tiếp tục di chuyển cho đến
khi nó chạm vào bộ đệm và cuộn cắt hoàn thành xong chuyển động, dòng điện giảm xuống.
▪ Giai đoạn E đến F đến G: Sau khi cơ cấu truyền động lò xo ngừng chuyển
động, dòng điện cuộn cắt đạt đến bão hòa. Trong khoảng thời gian này, các tiếp
điểm chính của máy cắt sẽ mở, sau đó tiếp điểm phụ sẽ mở.
▪ Giai đoạn G đến H: Khi các tiếp điểm phụ mở, cuộn cắt được cắt điện và dòng
điện nhanh chóng giảm về không.
▪ Latch: lẫy ứng với giai đoạn từ 0 đến C
▪ Bffr (Buffer): thời gian di chuyển của cuộn cắt với giai đoạn từ 0 đến E
▪ Mcon: thời gian tác động của tiếp điểm chính (ứng với từng pha)
▪ Acon: thời gian tác động của tiếp điểm phụ
▪ End: kết thúc hành trình cắt
▪ Ipk1: dòng điện đỉnh khi cơ cấu truyền động lò xo chuyển động
▪ Imax hoặc Iplt: dòng điện cực đại đạt đến trạng thái bão hòa hoặc đi qua mạch nguồn cấp
▪ Spread: thời gian cắt sai lệch lớn nhất
▪ Vini, Vmin: điện áp nguồn cấp ban đầu và nhỏ nhất
2. Mô tả cấu tạo phần cứng
Máy chính có cấu tạo đơn giản dễ sử dụng bao gồm:
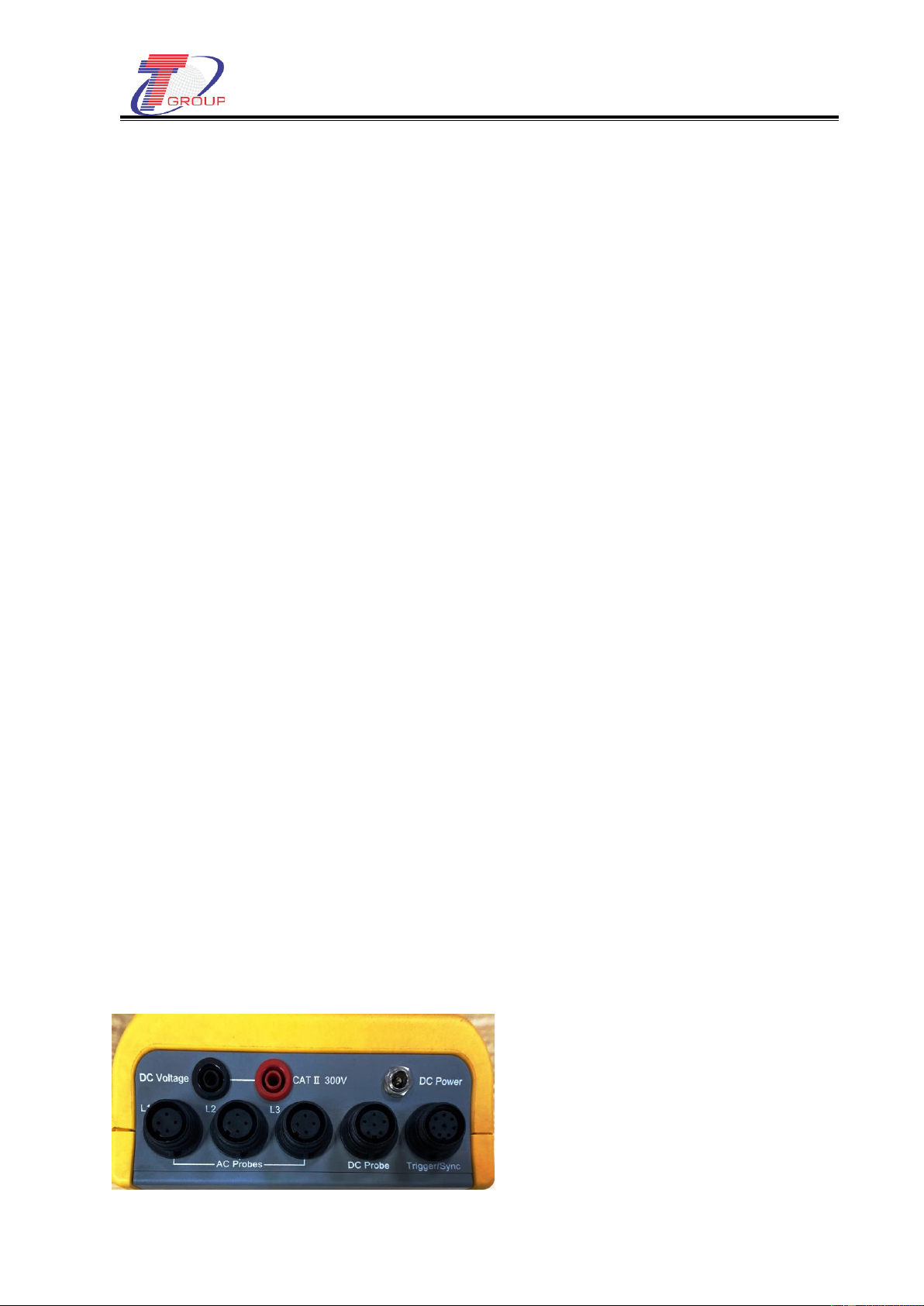
Phần dưới đáy máy chính 12
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
▪ DC Voltage: dùng để đấu 2 sợi dây mạch điện áp DC
▪ DC Power: dùng để cắm sạc cho máy chính
▪ AC Probes L1,L2,L3: dùng để đấu đến mạch dòng nhị thứ của máy cắt ứng với thứ tự là pha A,B,C
▪ DC Probes: dùng để đấu kìm kẹp dòng DC trong các chế độ chụp: trip, close… Phần cạnh bên phải
▪ Cổng cắm thẻ nhớ USB lưu trữ dữ liệu đo
▪ Cổng USB kiểu B dùng để kết nối từ máy chính đến máy tính ngoài thông qua cáp chuyển đổi USB. Phần mặt chính ▪ Esc: nút thoát ▪ Help: trợ giúp
▪ OK: nút xác nhận lựa chọn và điều hướng 13
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
▪ Số nhập và ký tự không dấu, nút chuyển đổi chế độ lựa chọn nhập số hoặc nhập chữ, xóa.
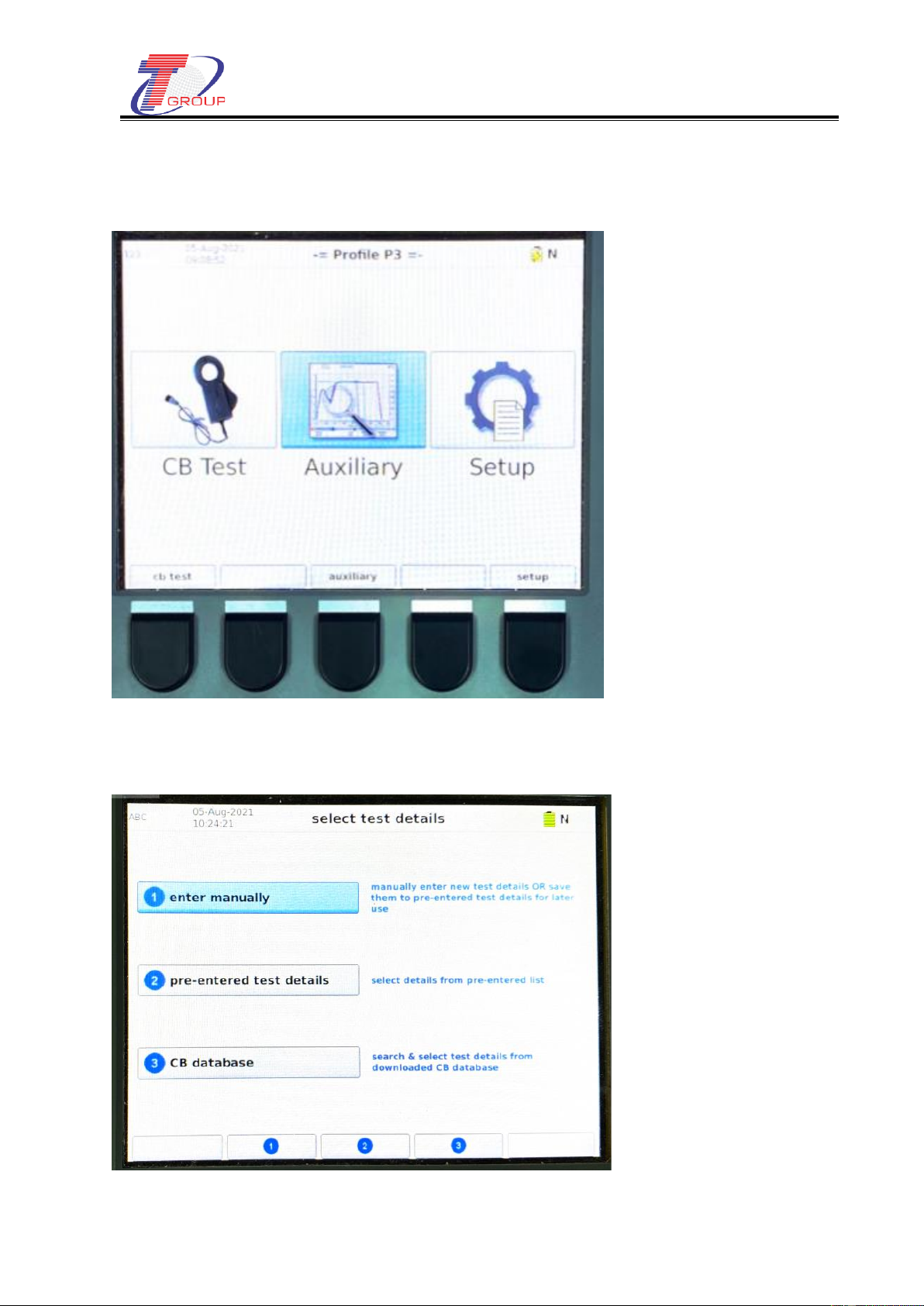
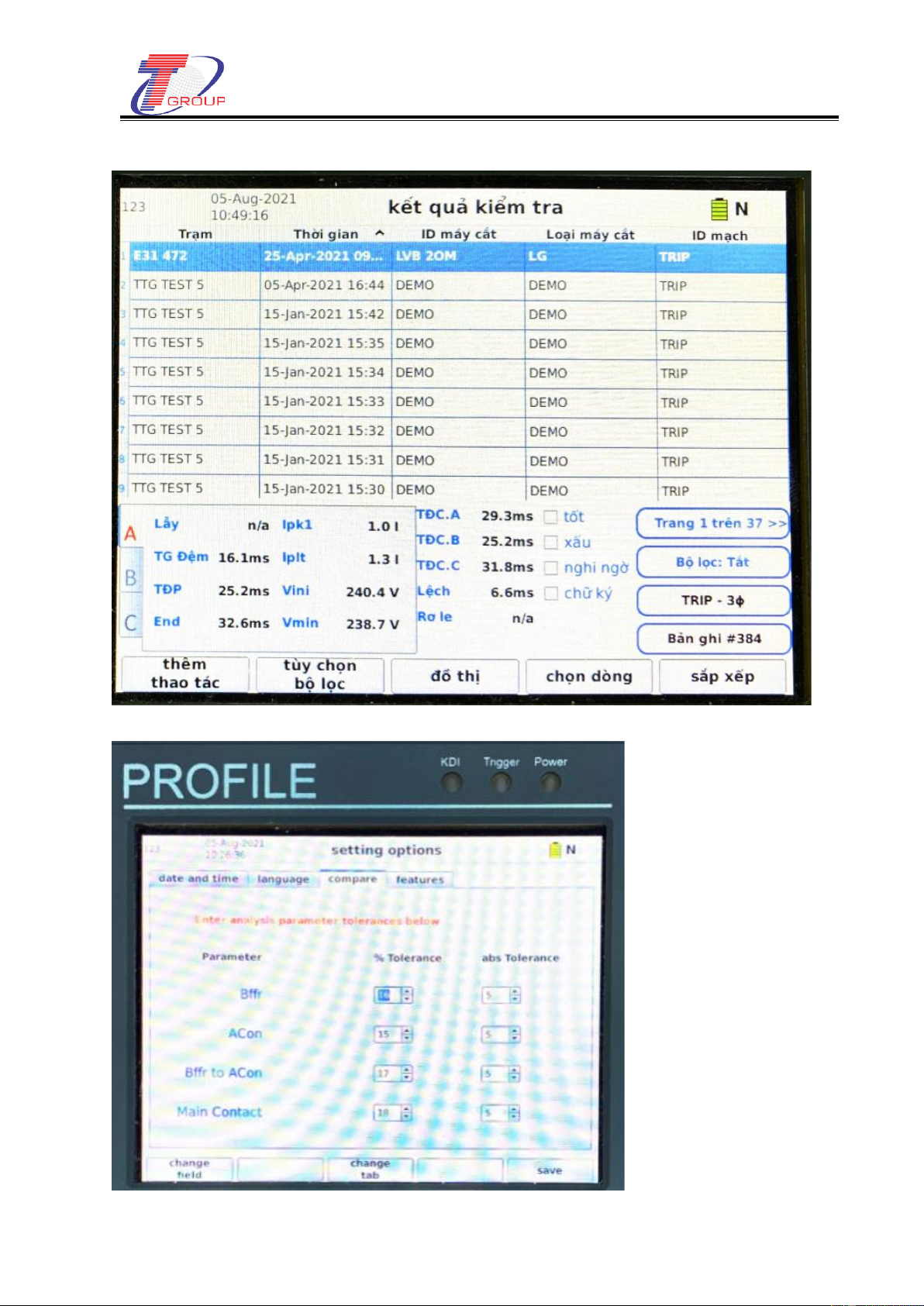
3. Mô tả giao diện phần mềm
CB Test là bao gồm các thao tác nhập thông tin về mác máy, xem lại chi tiết dữ
liệu đã nhập và có thể dùng cấu hình đã nhập để thực hiện tiếp phép đo, cơ sở dữ liệu đã đo. 14
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
Auxiliary là bao gồm xem lại kết quả đã đo, phân tích trực tiếp thông qua biểu
đồ, dạng bảng số liệu, xuất nhập kết quả đo, kết nối với máy tính ngoài.
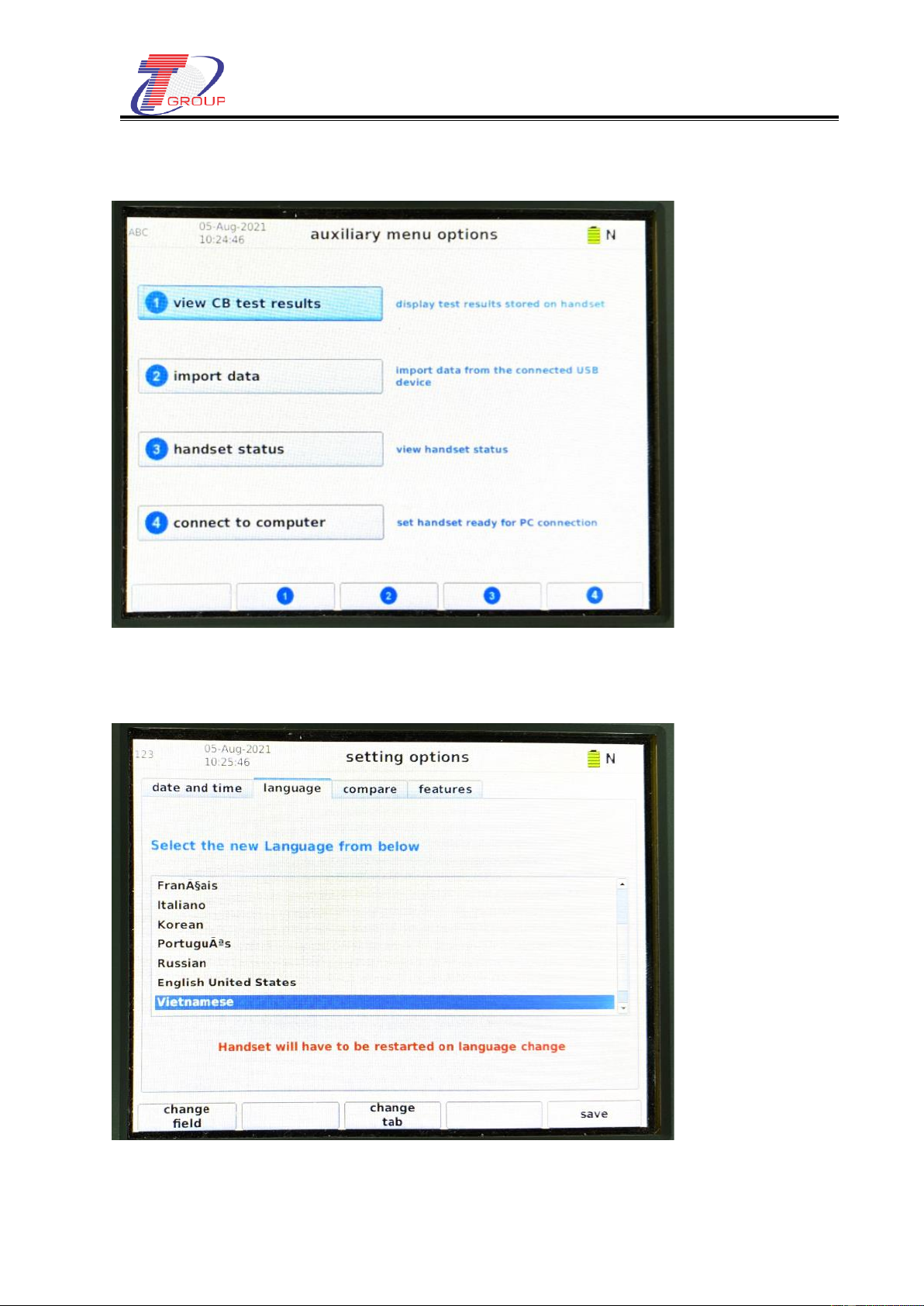
Setup là cài đặt bao gồm thời gian ngày tháng năm, có lựa chọn chuyển sang
giao diện phần mềm ngôn ngữ là tiếng Việt 15
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
Giao diện phần mềm bằng tiếng Việt
Nhập mã 6453 để kích hoạt chức năng cài đặt ngưỡng so sánh 16
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
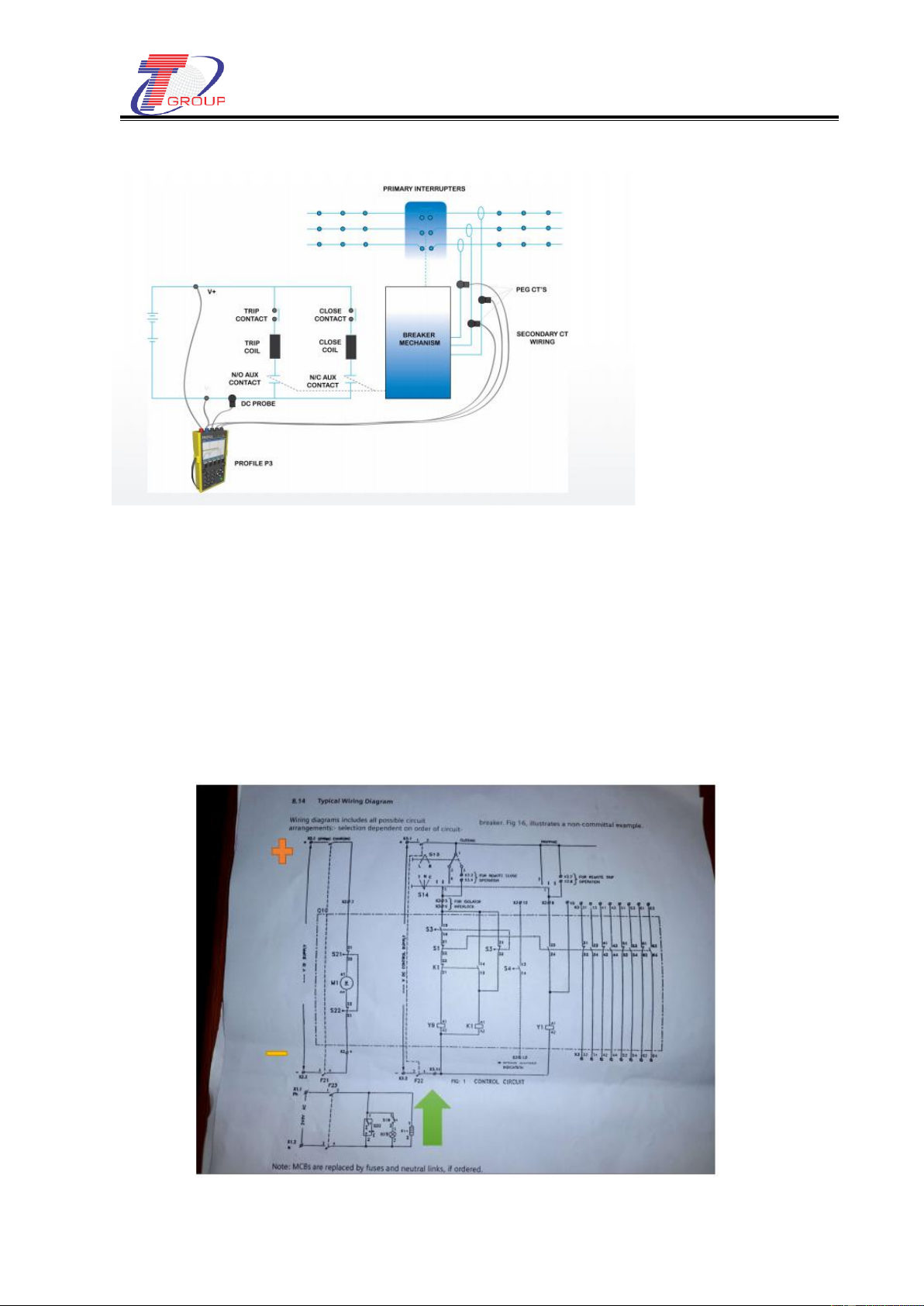
4. Sơ đồ đấu nối nguyên lý khi đo online
5. Sơ đồ đấu nối thực tế đo online
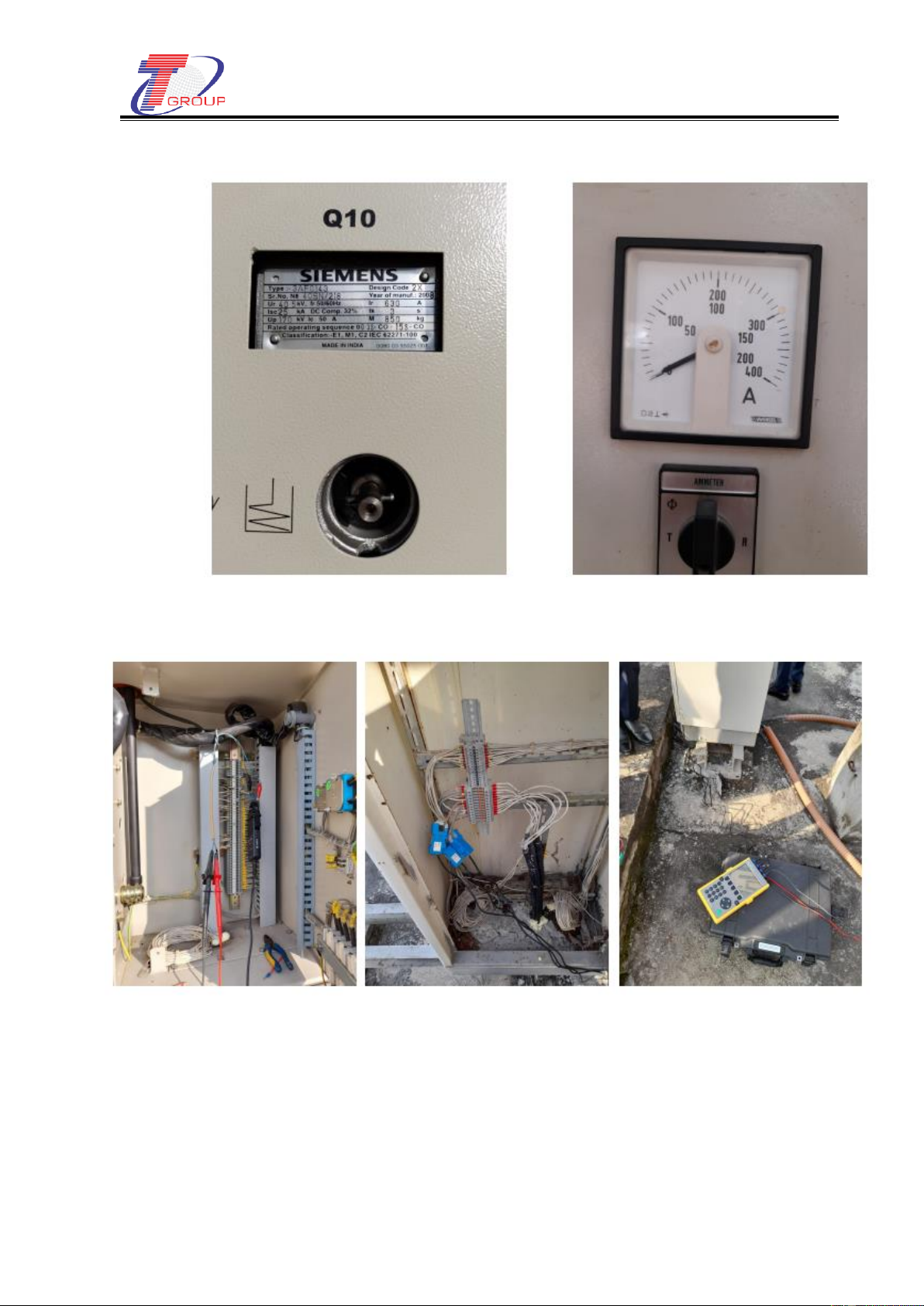
Tham khảo trường hợp đã đấu nối thực tế tại máy cắt lộ 374 (hãng Siemens-Ấn
Độ, năm sản xuất 2008, kiểu 3AF0143, số chế tạo 40SN/218, điện áp định mức
40,5kV, dòng điện định mức 630A, dòng điện cắt ngắn mạch 25kA tại Trạm 110kV
Giếng Đáy-Công ty Điện lực Quảng Ninh thuộc Tổng Công ty Điện lực Miền Bắc_EVNNPC.
Sơ đồ mạch nhị thứ thực tế và chỉ dẫn các điểm cần đấu nối dây điện áp DC, kẹp dòng DC và kẹp dòng AC 17
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
Ghi nhận thông tin mác máy cắt
Hình ảnh đấu nối hiện trường 18
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
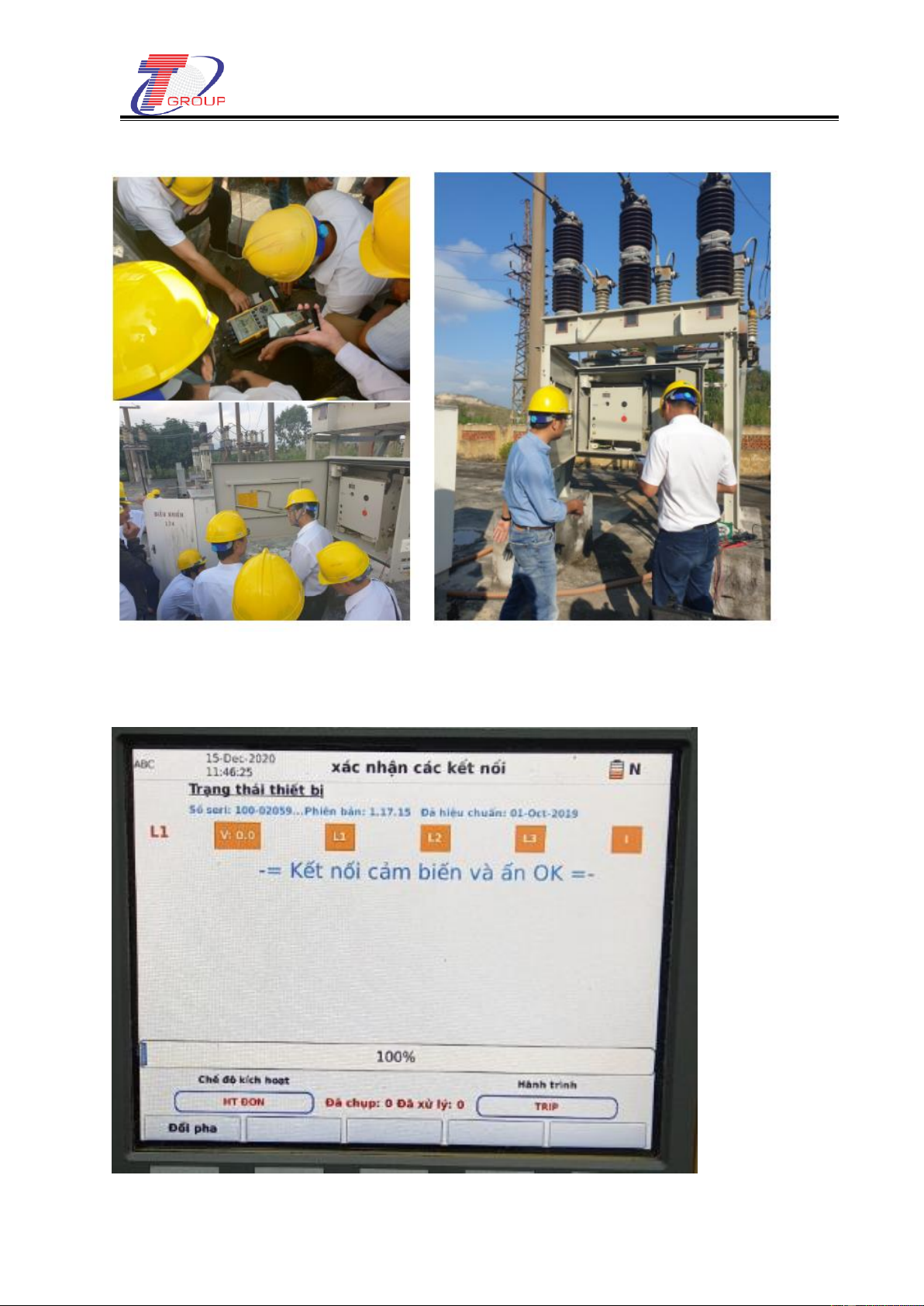
Vận hành thao tác cắt và tự động ghi lại kết quả đo
Profile P3 ở chế độ chờ (chụp ở chế độ đơn hay Single) và tự động lưu lại kết quả đo
sau khi máy cắt cắt thông qua quá trình điểu khiển từ xa hoặc tại chỗ. 19
Công ty Cổ phần Tổ hợp Chuyển giao Công nghệ
Số 15 ngõ 71 phố Đỗ Quang, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
Profile P3 ở chế độ chờ (chụp ở chế độ tự động nhiều lần liên tiếp Multil)
Kết quả hiển thị trên máy chính 20
Tài liệu liên quan:
-

Ung dung game hoa trong cac chien dich MKT
20 10 -
Bao cao Chi so TMDT Viet Nam 2025
23 12 -
Thông tư quy định về việc phân quyền, phân cấp và phân định thẩm quyền quản lý nhà nước về giáo dục cho chính quyền địa phương
27 14 -

Nghị quyết về phát huy các giá trị di sản văn hóa gắn với phát triên du lịch bền vững tỉnh Khánh Hòa đến năm 2025, định hướng đến năm 2030
21 11 -

Quyết định phê duyệt Chiến lược phát triển du lịch Việt Nam đến năm 2030
15 8