Máy in Cura môn Kiểm thửu và chất lượng phần mềm môn Quản trị kinh doanh | Trường Đại học Kinh doanh và Công nghệ Hà Nội
Trong quá trình in 3D, bất cứ khi nào bạn gửi tệp G-Code từ phầnmềm Slicer đến máy in, Firmware đóng vai trò xử lý G-Code và cung cấp đầu ra cho các thành phần hoạt động của máy in 3D như: động cơ bước, màn hình, bộ sưởi,… Nói cách khác, nếu không có Firmware, máy in 3D sẽ không thể hiểu đầu vào G-Code.Tài liệu giúp bạn tham khảo, ôn tập và đạt kết quả cao. Mời đọc đón xem!
Môn: Kiểm thử và chất lượng phần mềm (HUBT) 2 tài liệu
Trường: Trường Đại học Kinh Doanh và Công Nghệ Hà Nội 1.8 K tài liệu
Tác giả:








Preview text:
lOMoAR cPSD| 47270246 Chương 4
4.1 , Phần mềm điều khiển
4.1.1 , Các phần mềm điều khiển phổ biến
Trong quá trình in 3D, bất cứ khi nào bạn gửi tệp G-Code từ phần mềm
Slicer đến máy in, Firmware đóng vai trò xử lý G-Code và cung cấp đầu ra cho các
thành phần hoạt động của máy in 3D như: động cơ bước, màn hình, bộ sưởi,… Nói
cách khác, nếu không có Firmware, máy in 3D sẽ không thể hiểu đầu vào G-Code.
Hiện nay trên có 2 phần mềm điều khiển phổ biến:
a , Phần mềm Marlin
• Marlin là một trong những phần mềm in 3D Firmware được biết đến rộng
rãi và thường được sử dụng nhất.
• Điểm mạnh của Marlin đó là chỉnh sửa theo yêu cầu của người dùng rất tốt
và có một cộng đồng hỗ trợ mạnh mẽ.
• Marlin có 2 phiên bản khác nhau: một dùng cho bo mạch 8-bit và một dùng
cho bo mạch 32-bit. Phiên bản 32-bit cung cấp nhiều tính năng nâng cao và chuyên nghiệp hơn.
• Trên thực tế, Marlin thường được sử dụng để truyền động cho các máy CNC hoặc máy khắc laser.
• Hỗ trợ trên Arduino IDE b , Phần mềm Klipper
• Phần mềm in 3D Klipper có nhiều tính năng và ưu việt hơn nhiều so với các Firmware khác.
• Klipper được viết bằng ngôn ngữ Python, nhưng mã hóa đơn giản hơn. Đây
là phần mềm Firmware mà chúng tôi khuyên dùng nhất để có trải nghiệm in tuyệt vời. lOMoAR cPSD| 47270246
• Klipper có một khả năng tính toán ở tốc độ cao dẫn đến việc in 3D nhanh
hơn rất nhiều. Nó có thể cho phép máy in 3D 8-bit chạy ở tốc độ lớn hơn 80 – 100 mm/s.
• Klipper có thêm 2 tính năng “smooth pressure advance” và “input shaping”
mang lại trải nghiệm in 3D chất lượng tốt và đáng tin cậy.
• Klipper cũng có thể chạy trên các kiểu máy in 3D Delta và Cartesian với ít
phần cứng nâng cấp hơn. • Hỗ trợ Rasberry Pi
Lựa chọn phần mềm Marlin
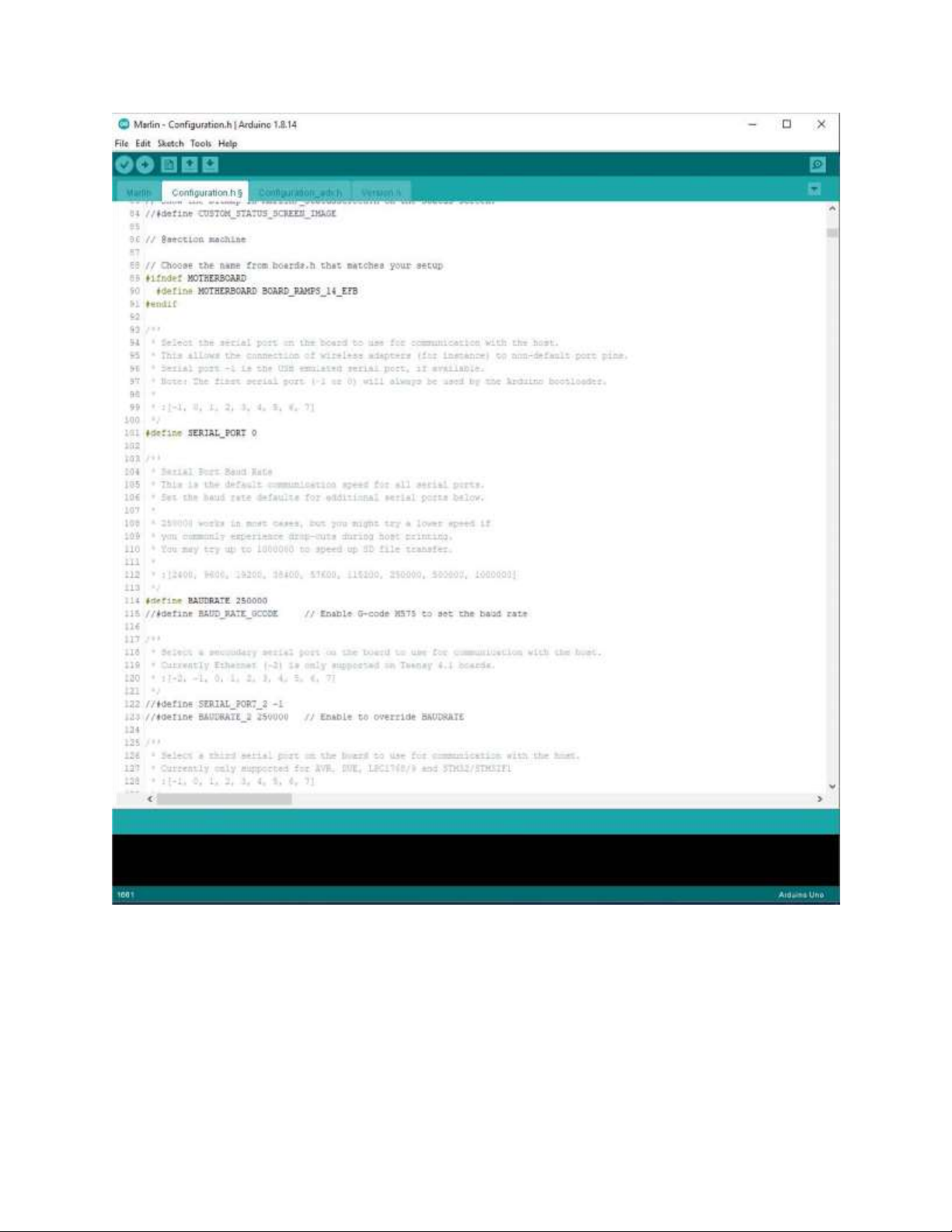
4.1.2 Cài đặt, thiết lập thông số trên phần mềm Marlin
Cài đặt board mạch điều khiển lOMoAR cPSD| 47270246 lOMoAR cPSD| 47270246
Cài đặt tốc độ truyền dữ liệu giữa mạch điều khiển (Mega2560) và máy tính
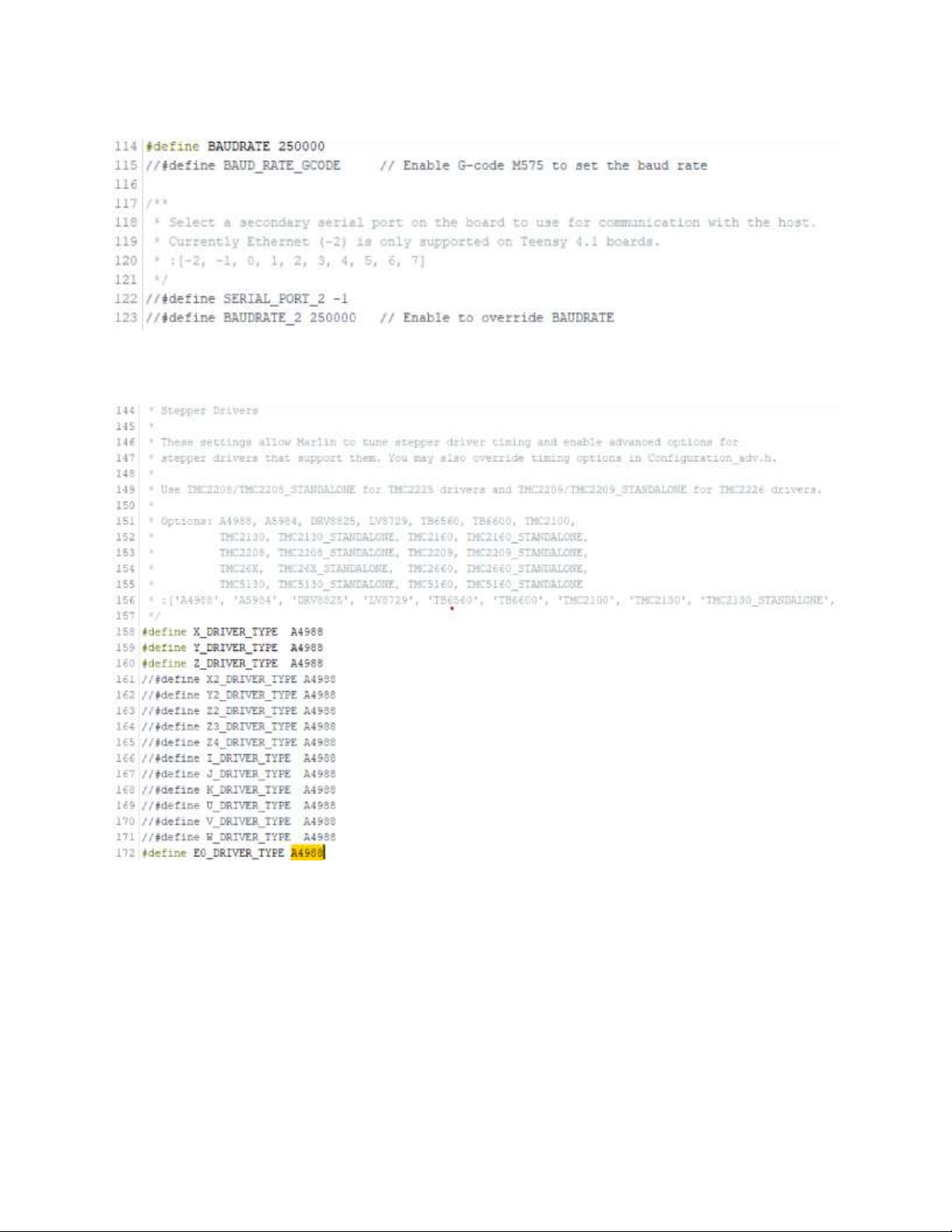
Cài đặt module điều khiển động cơ bước - Stepper Drivers lOMoAR cPSD| 47270246
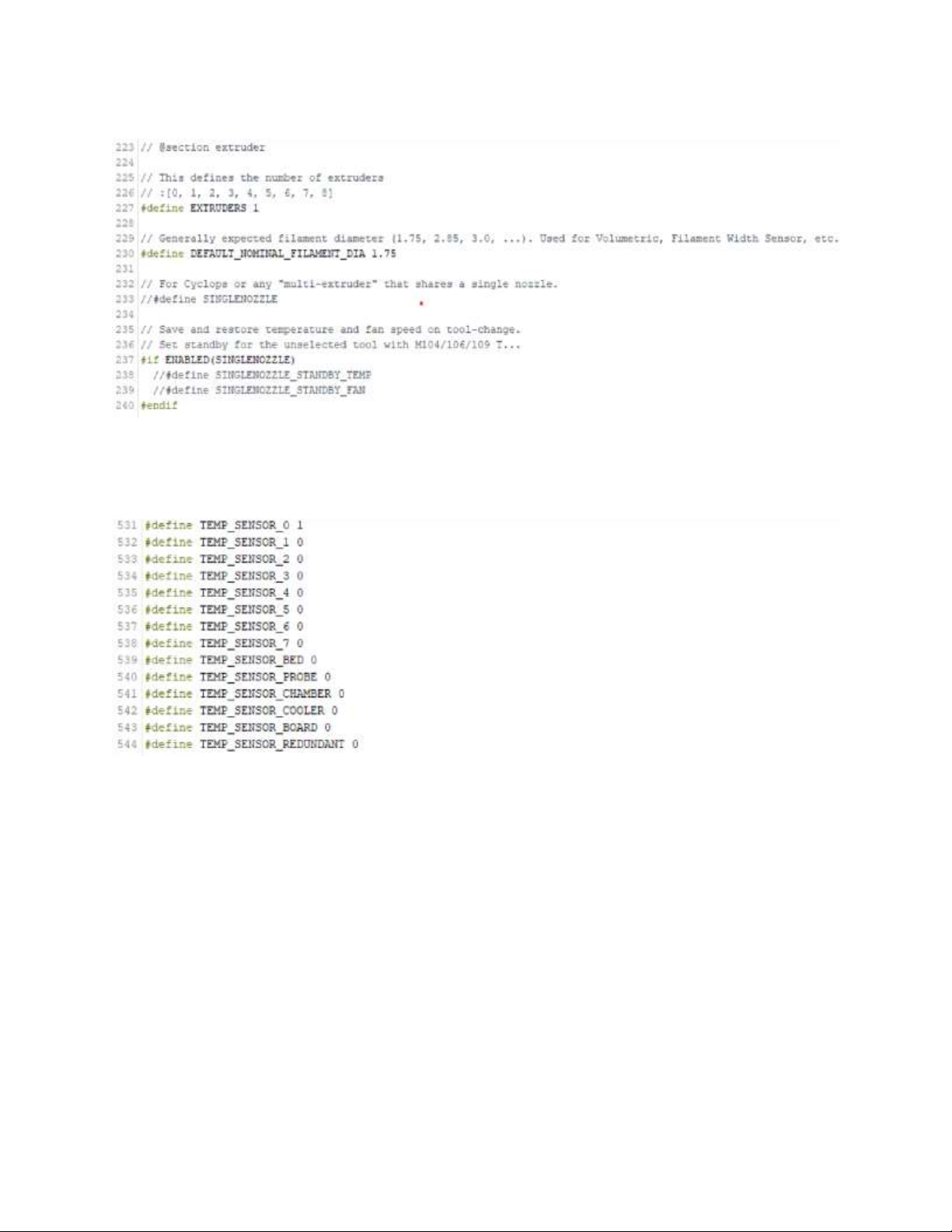
Cài đặt số đầu phun và đường kính nhựa in
Cài đặt cảm biến nhiệt độ - Thermal lOMoAR cPSD| 47270246
Cài đặt hệ chuyển động của máy lOMoAR cPSD| 47270246
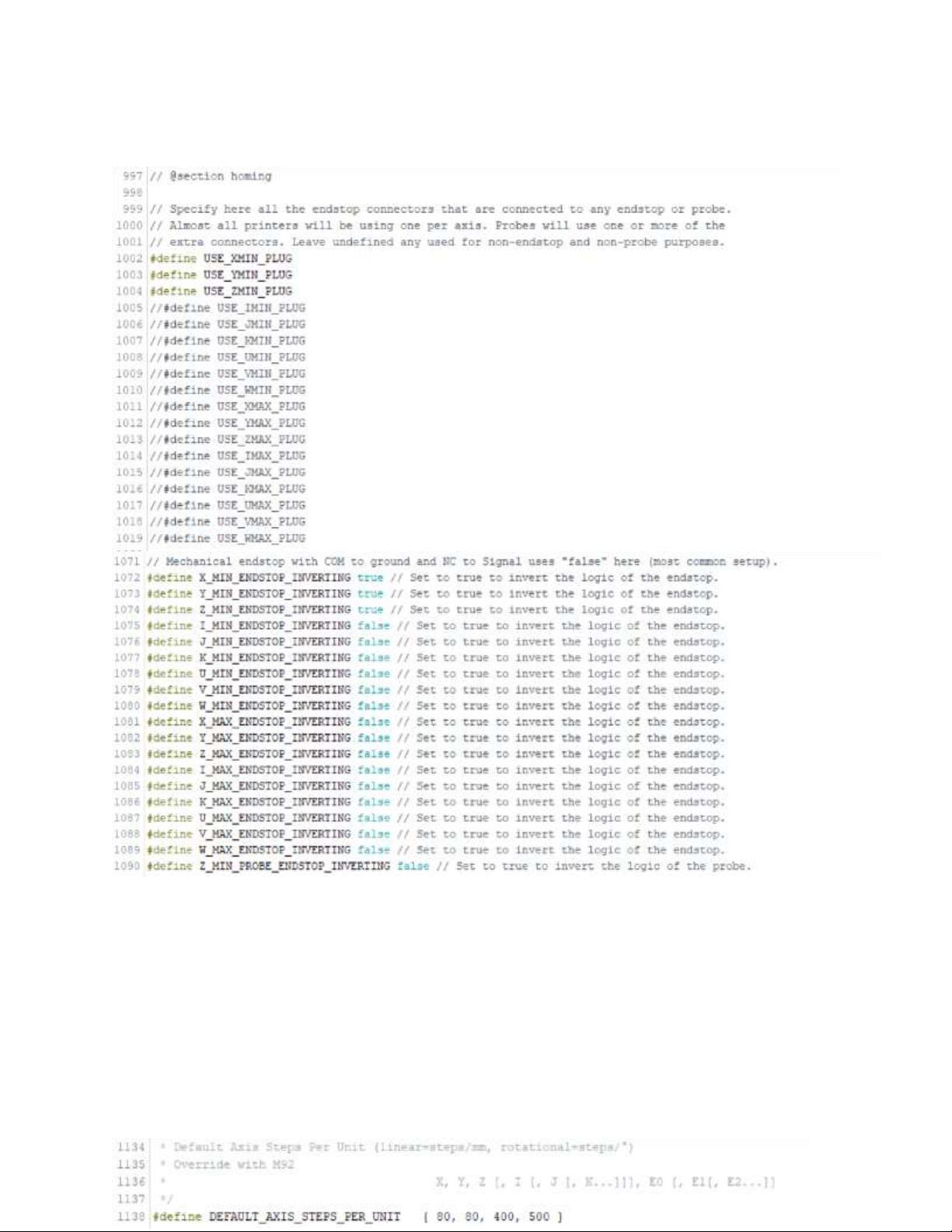
Cài đặt vị trí của công tắc hành trình
Cài đặt công tắc hành trình - Endstop
Cài đặt số bước của động cơ trên mỗi đơn vị chiều dài (mm).
Downloaded by Tran Anh (trananh1406@gmail.com) lOMoAR cPSD| 47270246
Cài đặt tốc độ, gia tốc Cài đặt Home Downloaded by Tran Anh (trananh1406@gmail.com) lOMoAR cPSD| 47270246
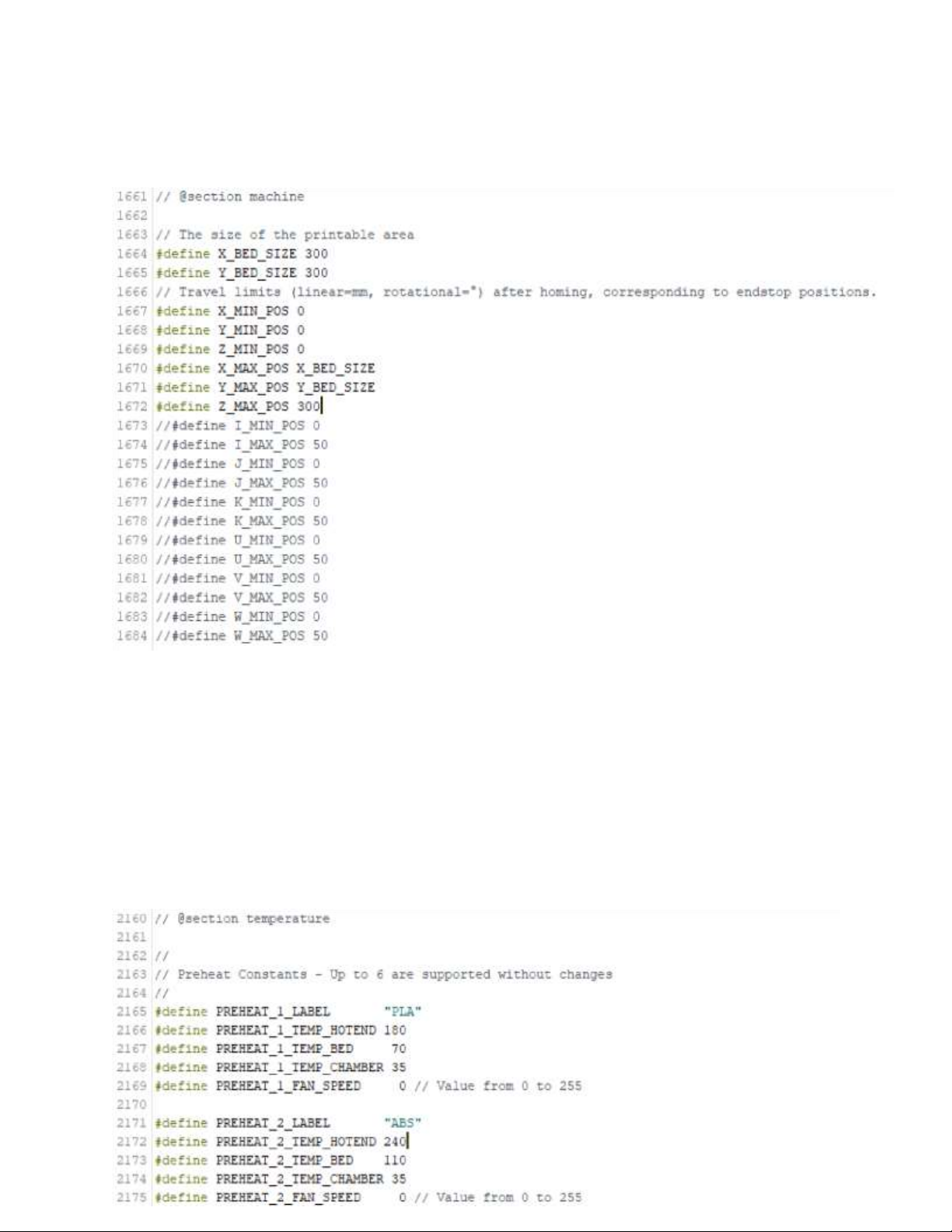
Cài đặt kích thước các chiều máy in
Cài đặt nhiệt độ chuẩn bị trước khi in - Preheat Sau khi hoàn thiện quá trình
cài đặt thông số trên phần mềm, tiến hành nạp code
Downloaded by Tran Anh (trananh1406@gmail.com) lOMoAR cPSD| 47270246 4.2 Phần mềm in 3D
4.2.1 Các phần mềm in 3D phổ biến
Hiểu một cách đơn giản, phần mềm in 3D được sử dụng để cắt các mô hình
3D kỹ thuật số thành các lớp mỏng 2D và chuyển chúng thành các lệnh GCode
(ngôn ngữ mà máy in 3D có thể hiểu được). Và dưới đây là 4 phần mềm Slicer
được chúng tôi đánh giá tốt nhất hiện nay.
a, Phần mềm in 3D: Cura Downloaded by Tran Anh (trananh1406@gmail.com) lOMoAR cPSD| 47270246
• Cura được coi là phần mềm in 3D phổ biến nhất trong cộng đồng in 3D hiện
nay. Cura được phát triển là một phần mềm có mã nguồn mở, dễ sử dụng và
tương thích với nhiều loại máy in 3D.
• Phần mềm in 3D Cura có thể được mở rộng dễ dàng thông qua một hệ thống Plugin tiện dụng.
• Cura có thể tương thích với các định dạng tệp STL, 3MF và OBJ. Nó cũng
có thể được dùng để chỉnh sửa mô hình 3D nếu cần.
• Cura đã tích hợp sẵn nhiều hồ sơ chất lượng giúp bạn có thể bắt đầu in 3D
ngay lập tức mà không cần thiết lập nhiều. Nếu không, bạn vẫn có thể dễ
dàng tải xuống và nhập vào hồ sơ của người khác.
• Cura cho phép bạn quản lý các thiết lập in 3D quan trọng nhất trong một
giao diện rõ ràng. Theo đó, 4 chế độ thiết lập đó là: Basic (cơ bản),
Advanced (nâng cao), Expert (chuyên gia) và All (tất cả).
• Cura cung cấp cho người dùng tới 400 cài đặt để điều chỉnh mọi thứ khi cần
thiết để đạt được kết quả tốt nhất. Đồng thời, Cura liên tục được cập nhật và
thêm nhiều tính năng nâng cao hơn.
• Ngoài ra, trên web của Ultimaker, bạn có thể tìm thấy một kho tàng tài
nguyên nghiên cứu cùng với một cộng đồng trên diễn đàn rộng lớn.
b, Phần mềm in 3D: PrusaSlicer
• PrusaSlicer được Prusa Research phát triển dựa trên Slic3r. Nó phù hợp với
các máy in 3D như FDM, SLA/DLP và một số ít các loại máy khác.
• PrusaSlicer đã trở nên phổ biến nhanh chóng bởi nó có số lượng lớn các tính
năng nâng cao và đủ nhiều cài đặt để bất kỳ ai cũng có thể sử dụng.
• PrusaSlicer cũng có mã nguồn mở. Nó cho phép người dùng tạo ra các fork
của riêng họ và thêm vào các tính năng mới.
• Với 3 chế độ, PrusaSlicer dễ sử dụng và cung cấp các tính năng bổ sung hữu
ích như là khả năng sửa mô hình, hỗ trợ tùy chỉnh và ước tính thời gian in
chính xác đáng kinh ngạc.
• PrusaSlicer có sẵn cài đặt trước tiện dụng cho một số loại vật liệu phổ biến.
Downloaded by Tran Anh (trananh1406@gmail.com) lOMoAR cPSD| 47270246
• PrusaSlicer cũng liên tục được cập nhật và hỗ trợ từ nhà phát triển Prusa
Research. Ngoài ra, PrusaSlicer có một cộng đồng người dùng khổng lồ và
có nhiều diễn đàn cho người dùng trao đổi thông tin.
Lựa chọn phần mềm Cura
4.2.2 , Giới thiệu và hướng dẫn sử dụng phần mềm Cura
a, Giới thiệu phần mềm Cura
Với những người sử dụng máy in 3D thì không xa lạ gì với phần mềm Cura 3D,
đây là phần mềm của Mỹ, được chia sẻ miễn phí và có đầy đủ tính năng mà một
người in3d cần. Từ thiết lập khai báo máy in3d tới chế độ in nhiều đầu.
Cura 3D là hình ảnh thân thiện của phần mềm chia lớp, đến nỗi nhiều người dùng
thậm chí không nhận ra những gì nó làm. Chỉ cần tải mô hình, chọn chất lượng và
nhấn in. Nó dễ dàng như in 2D truyền thống.
Về cơ bản, tất cả của Cura là – phần mềm in – một cách để có được một tệp kỹ thuật
số từ máy tính của bạn đến máy in 3D theo định dạng mà phần cứng máy in 3 D hiểu được.
Ưu điểm của phần mềm •
Miễn phí tải xuống và sử dụng •
Dễ dàng sử dụng với giao diện rất trực quan •
Dễ dàng tùy chỉnh chế độ in cho từng loại máy và chi tiết in b,
Nguyên lý hoạt động của phần mềm
Cura 3D lấy một mô hình 3D và chia nó thành các lớp để tạo một tệp có tên là
GCode, đây là định dạng mà máy in 3D hiểu được.
Cura chia lớp mô hình 3D. Nó biên dịch tệp 3D STL, OBJ hoặc 3 MF sang định
dạng mà máy in có thể hiểu được. Máy in 3D sử dụng sợi nhựa hợp nhất (FFF) in
các lớp chồng lên nhau để tạo đối tượng 3D. Cura 3D lấy mô hình 3D và tìm ra cách Downloaded by Tran Anh (trananh1406@gmail.com) lOMoAR cPSD| 47270246
các lớp đó được đặt trên bàn in và tạo một bộ hướng dẫn cho máy in tuân theo – lớp trên lớp.
Cura tạo hướng dẫn cho máy in 3D của bạn. Chúng được gọi là G-Code, một tài
liệu văn bản kết thúc bằng phần mở rộng tệp .gcode. Ví dụ về G-code
G0 F7200 X19.698 Y28.262 Z.36 G1 F1500 E0
G1 F1350 X22.467 Y26.175 E0.15654
G1 X23.338 Y25.568 E0.20447
G1 X24.246 Y25.027 E0.25218
c, Quá trình tạo file in 3D
Mô hình hóa : Điều này được thực hiện trong bất kỳ ứng dụng mô hình 3D nào như
123D Design hoặc SketchUp, thông dụng nhất ở Việt Nam vẫn là Solidworks và
các phần mềm cơ khí khác ( creo, nx, inventor,..), đây chỉ là hai trong số nhiều ứng
dụng mẫu. Các ứng dụng này có định dạng tệp riêng và chúng cho phép mở, chỉnh
sửa, lưu và xuất các tệp dùng cho máy in 3D.
Xuất file 3D: Khi bạn đã tạo mô hình của mình, sau đó nó cần được xuất dưới dạng
tệp STL, OBJ hoặc 3MF. Đây là các định dạng tệp được công nhận bởi Cura.
Chúng khác với các định dạng tệp có nguồn gốc từ các ứng dụng mô hình 3D vì
chúng chỉ giữ hình dạng cuối cùng chứ không phải các thông số nguyên bản và nội
dung có thể chỉnh sửa. Tuy nhiên, bạn có thể thay đổi kích thước của mô hình 3D,
nhưng không phải là hình học. ( theo tỉ lệ, chứ không chỉnh các chi tiết trên đó)
Xuất file chia lớp: Tệp STL hoặc OBJ sau đó có thể được nhập vào phần mềm
Cura nơi nó được chia lớp và xuất ra dưới dạng G-Code. G-Code này chỉ là một
file văn bản (về bản chất) với một danh sách các lệnh để máy in 3D đọc và làm
theo như nhiệt độ gia nhiệt, di chuyển theo các hướng với khoảng cách là các vị trí
tọa độ trên file đó, rồi cả sự bật tắt các bộ phận trên máy in, v.v.
Downloaded by Tran Anh (trananh1406@gmail.com) lOMoAR cPSD| 47270246
d, Sử dụng phần mềm Cura5.0
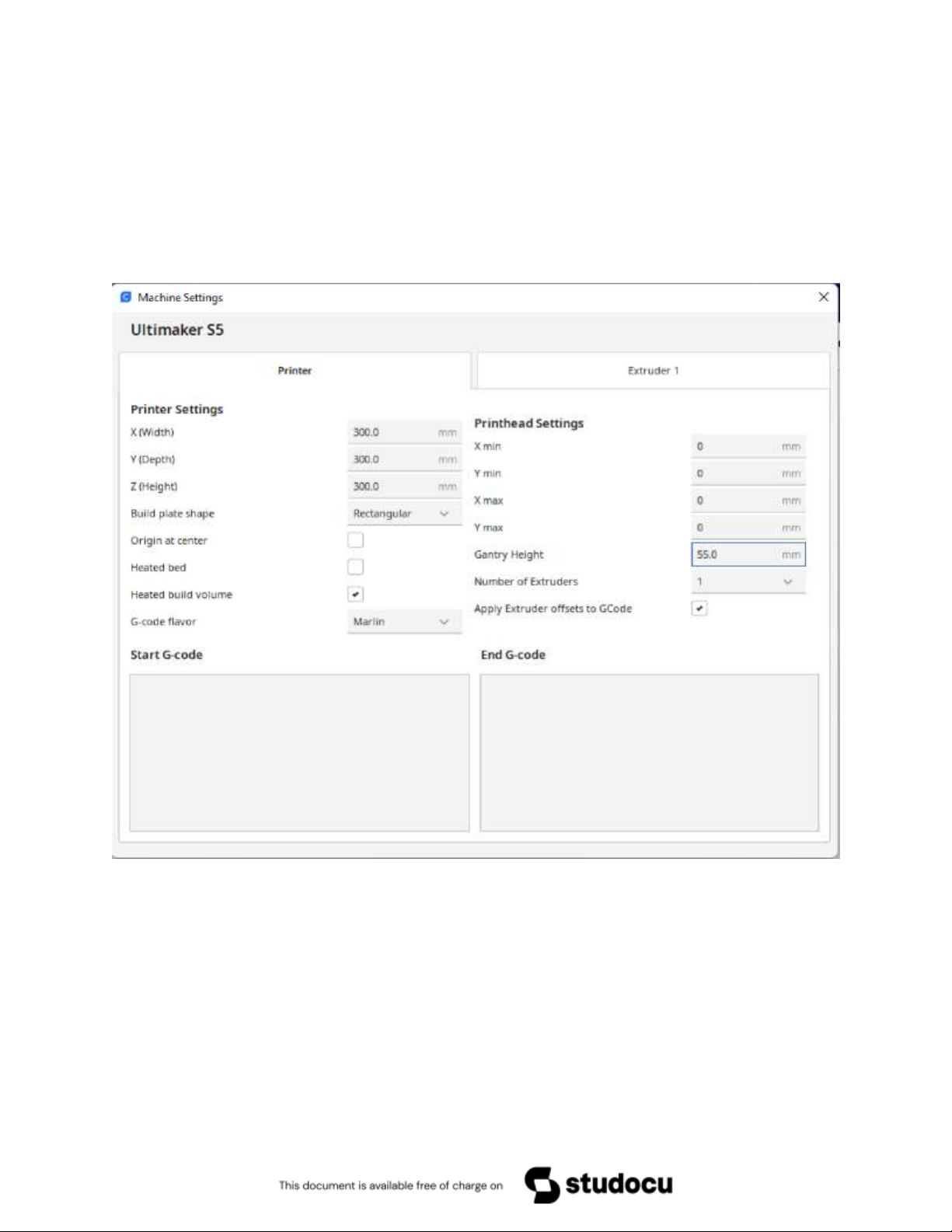
Để cài các thông số cho máy in chọn vào: Settings ► Printer ► Manage Printers... Sẽ ra giao diện như sau:
♦ X Y Z là kích thước lớn nhất mà máy in được hay là kích thước hoạt động của máy.
♦ Xmin Xmax Ymin Xmax là khoản cách an toàn tính từ biên của bàn in ( ở đây
để 0 hết vì muốn kích thước in đúng bằng kích thước bàn). Downloaded by Tran Anh (trananh1406@gmail.com) lOMoAR cPSD| 47270246
♦ Build plate shape là hình dán bàn in (Với máy thường là hình chữ nhật với máy delta thì hình tròn).
♦ Chọn Origin at centter nếu muốn gốc tạo độ tại tâm bàn in.
♦ Chọn Heated bed nếu bạn có sử dụng bàn nhiệt cho máy in.
♦ G-code flavor là chọn firmware mà bạn dùng cho máy in (Mình dùng marlin nên chọn nó).
♦ Gantry Height là khoản cách từ đầu in tới bánh răng của bộ đùn nhựa (Nhiều bạn
khi cài thông số hay bỏ qua cái này nhưng nó giúp giảm thiếu nhựa khi in rất nhiều
đặc biệt với các máy dùng đùn xa).
♦ Number of Extruder là số đầu in mà bạn dùng.
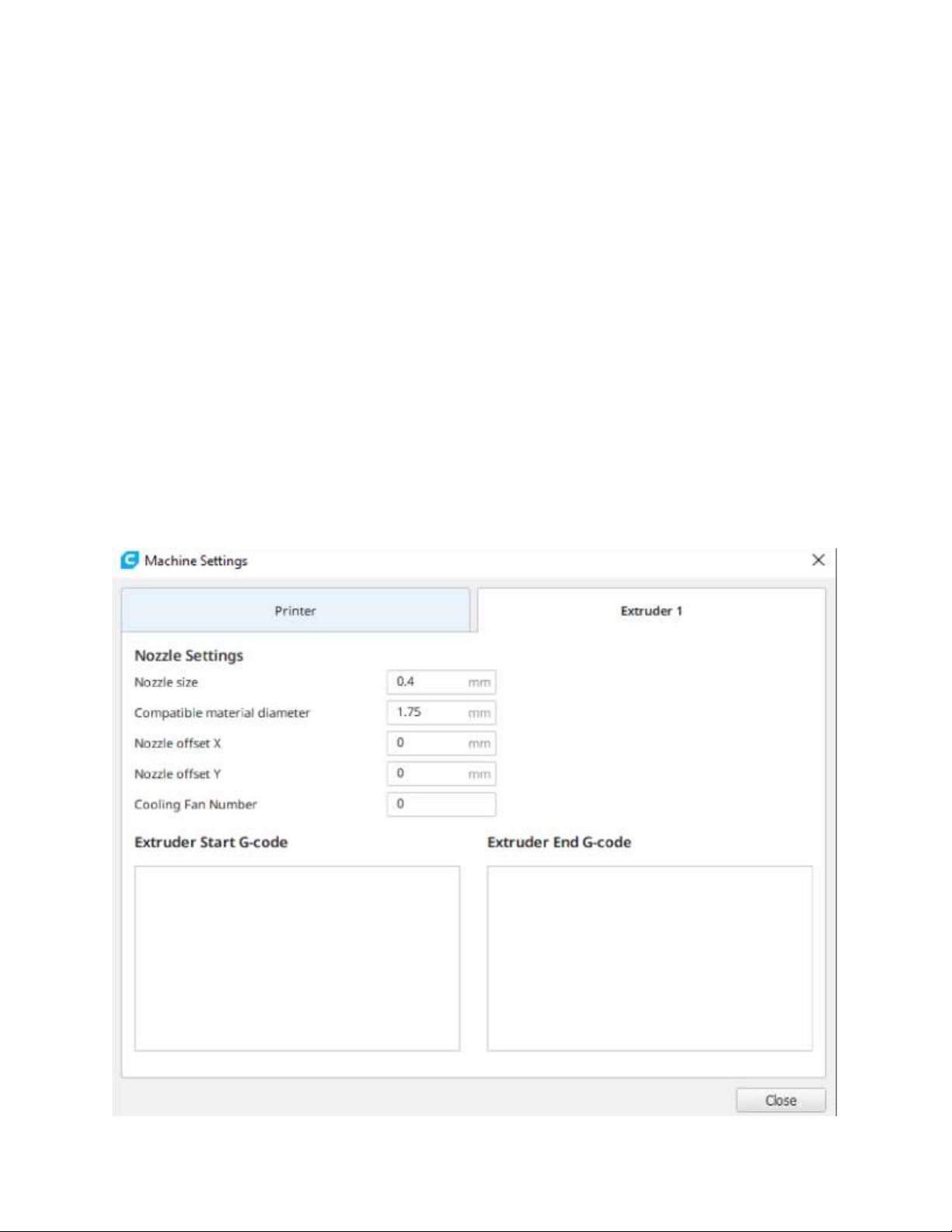
Bạn chọn qua Tab Extruder 1 để cài các thông số của đầu in.
Downloaded by Tran Anh (trananh1406@gmail.com) lOMoAR cPSD| 47270246
Ở đay bạn chú ý tới 2 thông số là:
♦ Nozzle Size là kích thước mũi in của máy.
♦ Compatible material diameter là đường kính sợi nhựa dùng để in.
Extruder Start Gcode và Extruder End Gcode là 2 đoạn Gcode mà bạn muốn chèn
vào lúc bắt đầu và kết thúc khi dùng Extruder 1 (Thường dùng cho máy in dùng nhiều đầu in).
Bạn nhấn Close để lưu cài đặt.
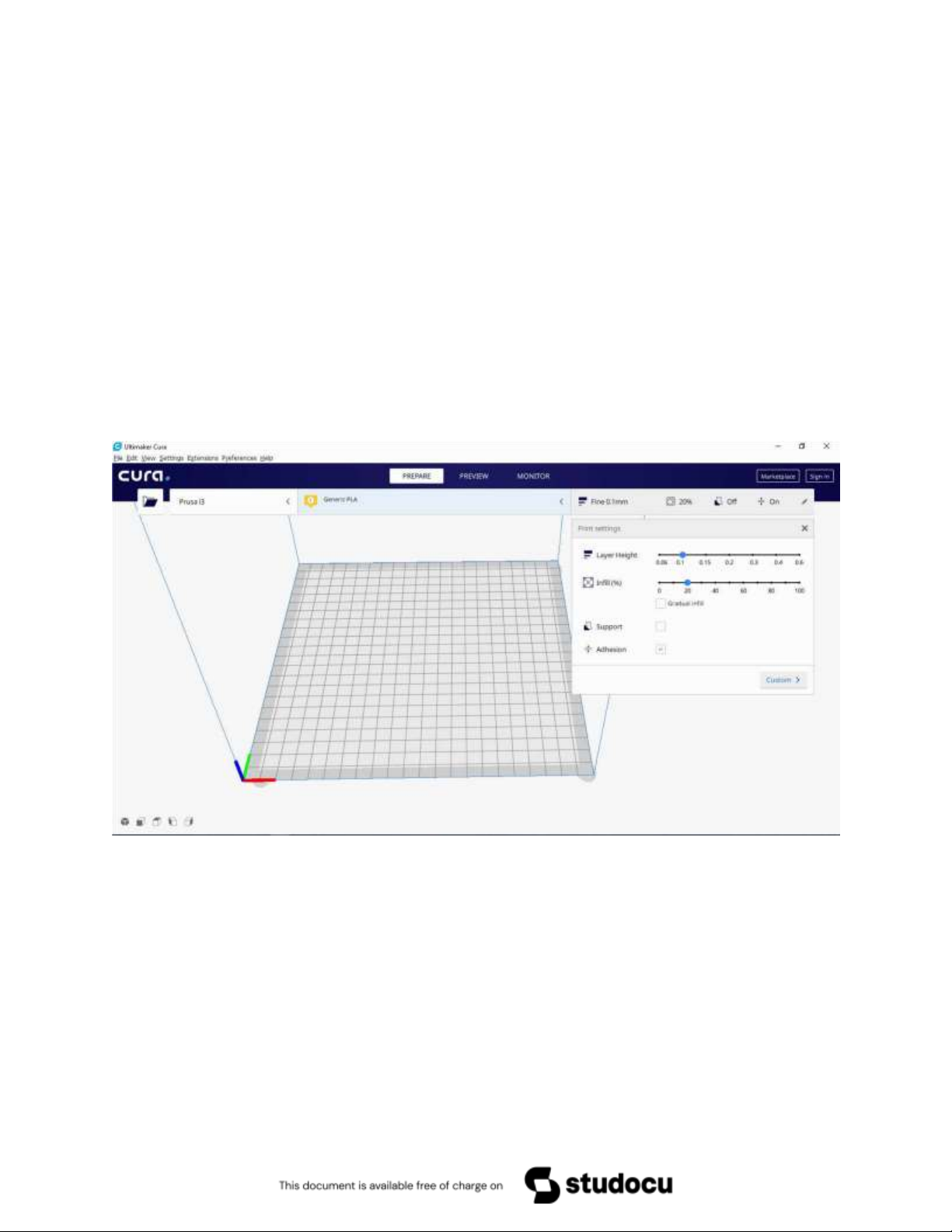
Bên phải của giao diện chính sẽ có bản chọn như hình:
♦ Layer height là độ dày lớn mỗi lần in (độ dày càng mỏng thì chi tiết in ra sẽ càng đẹp mà mịn).
♦ Infill là độ đặc của chi tiết (đối với các chi tiết in cần độ cứng thì phải tăng độ đặc lên).
Để sử đổi một vài các thông số khác thì bạn nhấn vào nút Custom. Downloaded by Tran Anh (trananh1406@gmail.com) lOMoAR cPSD| 47270246
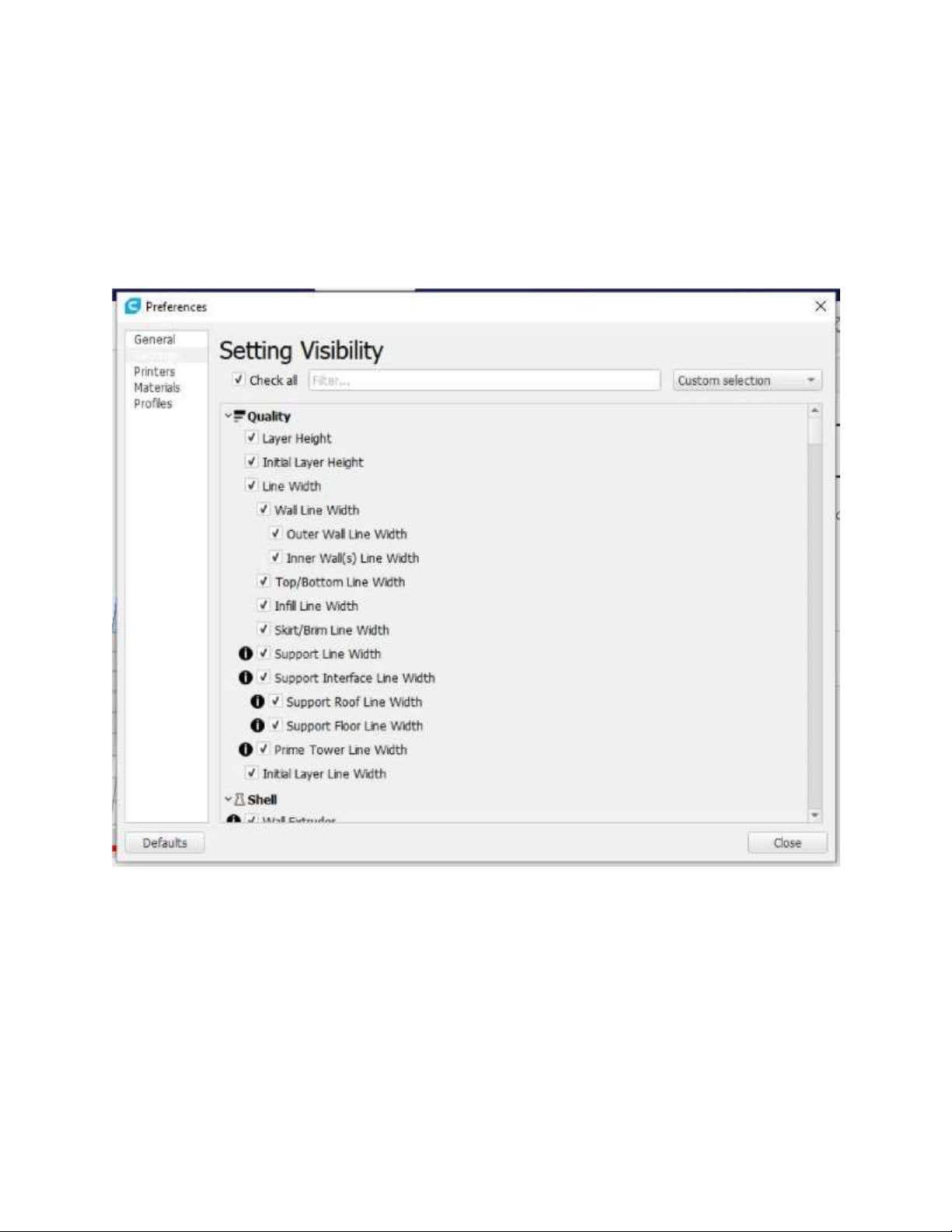
Đó là các thông số cơ bản nhất khi in, để hiển thị ra các thông số khác bạn chọn
vào Settings ► Configure Setting visibility.
Và chọn vào Check all trên giao diện hiện ra. Và Close. Trong bản Print Setting:
Downloaded by Tran Anh (trananh1406@gmail.com) lOMoAR cPSD| 47270246
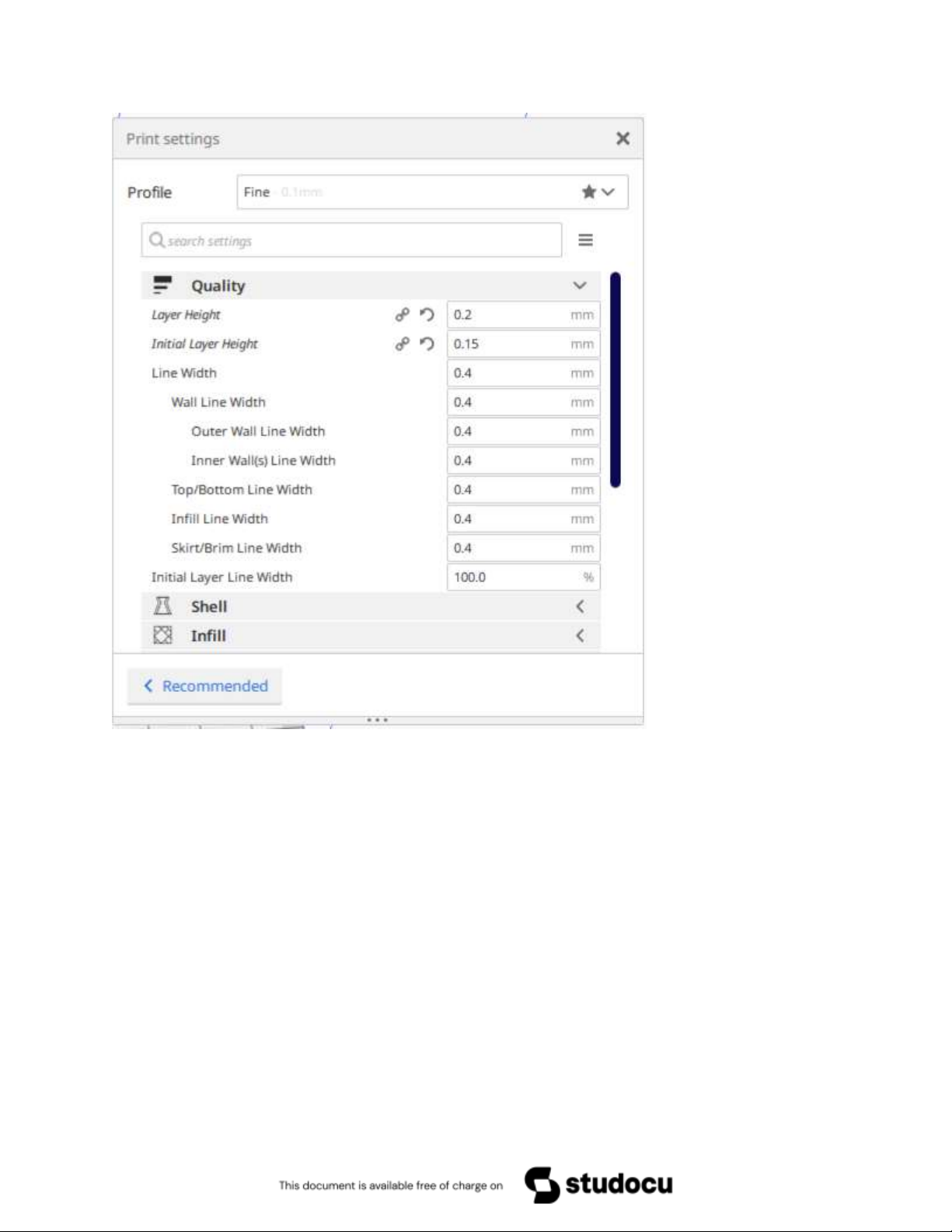
Trong tab Quality ta chú ý tới 2 thông số chính:
♦ Layer Height: là độ cao mỗi lớp in.
♦ Initial Layer Height: là độ cao lớp in đầu tiên ( Thông số này thường quyết định
nhựa có bám bàn tốt không và lớp đầu tiên in có mịn hay không).
Các thông số còn lại như Line Width là độ rộng của một đường nhựa in ra, thường
bằng kích thước mũi in (Nếu muốn nhựa in ra dày hơn hay thưa hơn thì có thể tăng giảm nó). Downloaded by Tran Anh (trananh1406@gmail.com) lOMoAR cPSD| 47270246
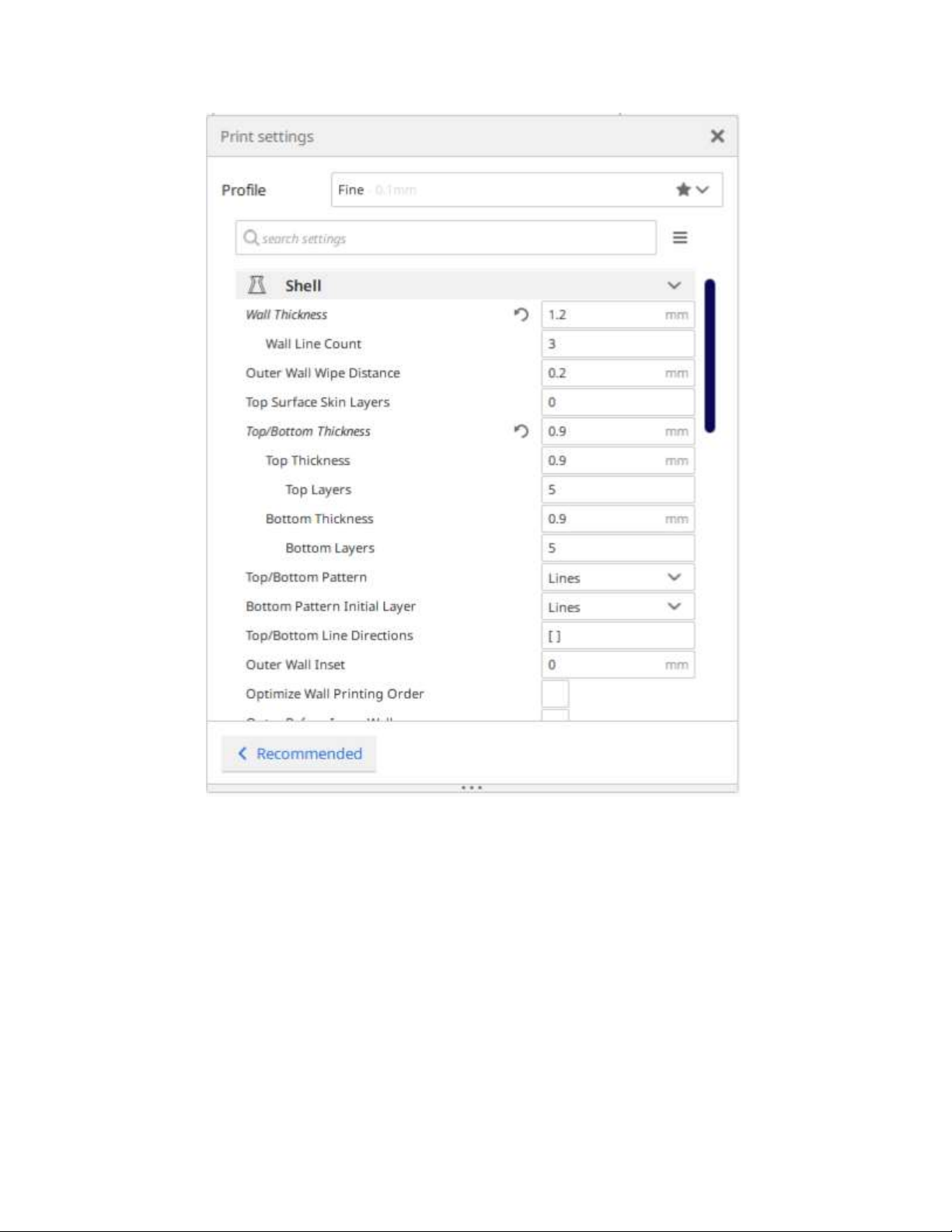
Trong Tab Shell ta chú ý tới là:
♦ Wall Thickness: Độ dày thành của chi tiết in ra (Mũi in mình 0.4 mình cài đặt là
1 ,2 thì thành in ra là 3 lớp nhựa - Có thể cài đặt trực tiếp số lớp ở Wall line count ).
♦ Top/ Bottom Thickness: Độ dày của lớp trên cùng và lớp dưới cùng chi tiết (
Layer Height trên mình để 0.2 và mình cài đặt mà 0.8 thì số lớp in là 4 lớp - Có thể
cài đặt trực tiếp ở Top Layer hoặc Bottom Layer).
Downloaded by Tran Anh (trananh1406@gmail.com) lOMoAR cPSD| 47270246
Và một thông số đáng chú ý nữa là Enable Ironing khi chọn chế độ này thì máy in
sẽ chạy đi lại lớp trên cùng khoản rất nhỏ để làm mịn bề mặt phía trên, dành cho
các chi tiết cần phẵng cả 2 mặt. Các bạn có thể tự tìm hiểu thêm các cái còn lại
nhưng thường rất ít khi dùng.
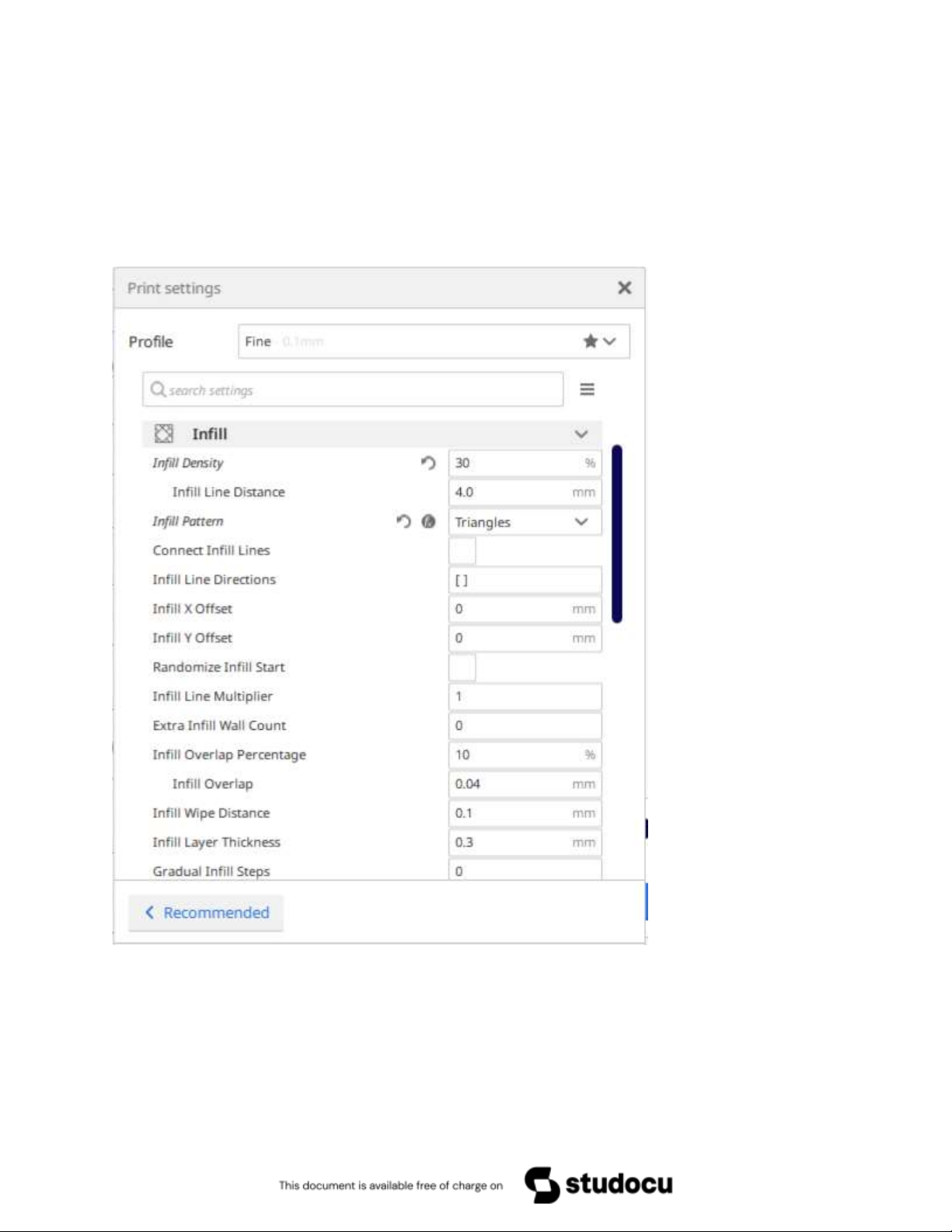
Infill là phần bên trong chi tiết sau khi in ra trừ thành chi tiết (shell) và lớp trên
dưới (top bottom layer). Trong tab infill ta chú ý các thông số sau:
♦ Infill Density như là thông số về độ đặc của vật thể, càng cao thì chi tiết in ra
càng đặc nhưng thời gian in rất lâu, bù lại độ cứng của chi tiết cao. Downloaded by Tran Anh (trananh1406@gmail.com)
