Ngân hàng bài tập Chương 7 môn Quản lý sản xuất | Đại học Bách khoa Hà Nội
Ngân hàng bài tập Chương 7 môn Quản lý sản xuất của Đại học Bách khoa Hà Nội. Tài liệu gồm 2 phần: bài tập định lượng, câu hỏi trắc nghiệm giúp bạn tham khảo, ôn tập và đạt kết quả cao trong kỳ thi sắp tới. Mời bạn đọc đón xem
Môn: Quản lí sản xuất (EM3417) 18 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.7 K tài liệu
Tác giả:
Preview text:
BÀI TẬP THỰC HÀNH CHƯƠNG 6
- PHẦN 1: CÁC BÀI TẬP ĐỊNH LƯỢNG (15 bài)
- PHẦN 2: CÁC CÂU HỎI TRẮC NGHIỆM (20 câu) PHẦN 1. BÀI TẬP
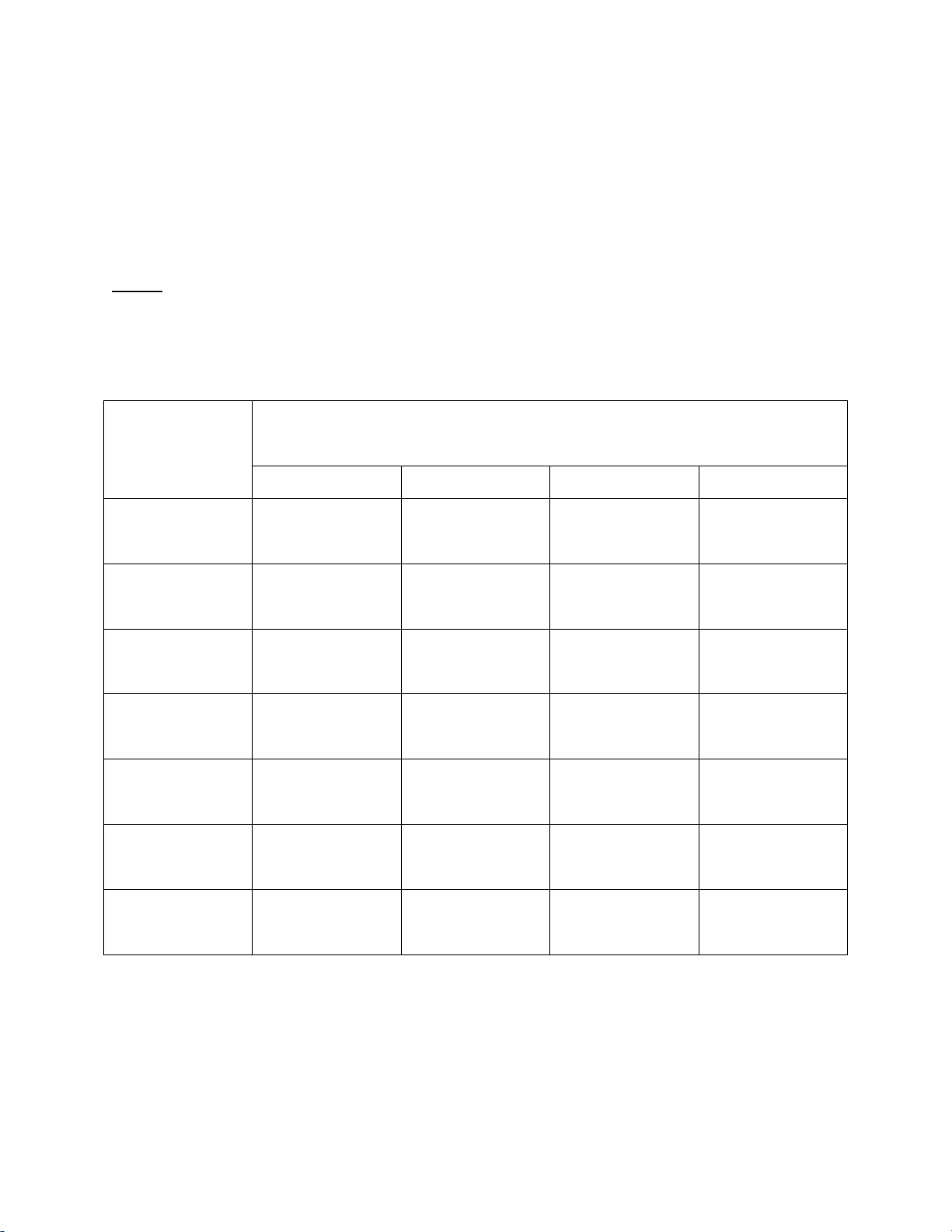
Bài 1. Một đơn đặt hàng 5 sản phẩm (máy nông nghiệp) cần bàn giao vào cuối ngày làm việc là
ngày 1/10/2019 (thứ 2). Thời gian định mức để sản xuất từng chiếc sản phẩm theo từng nguyên
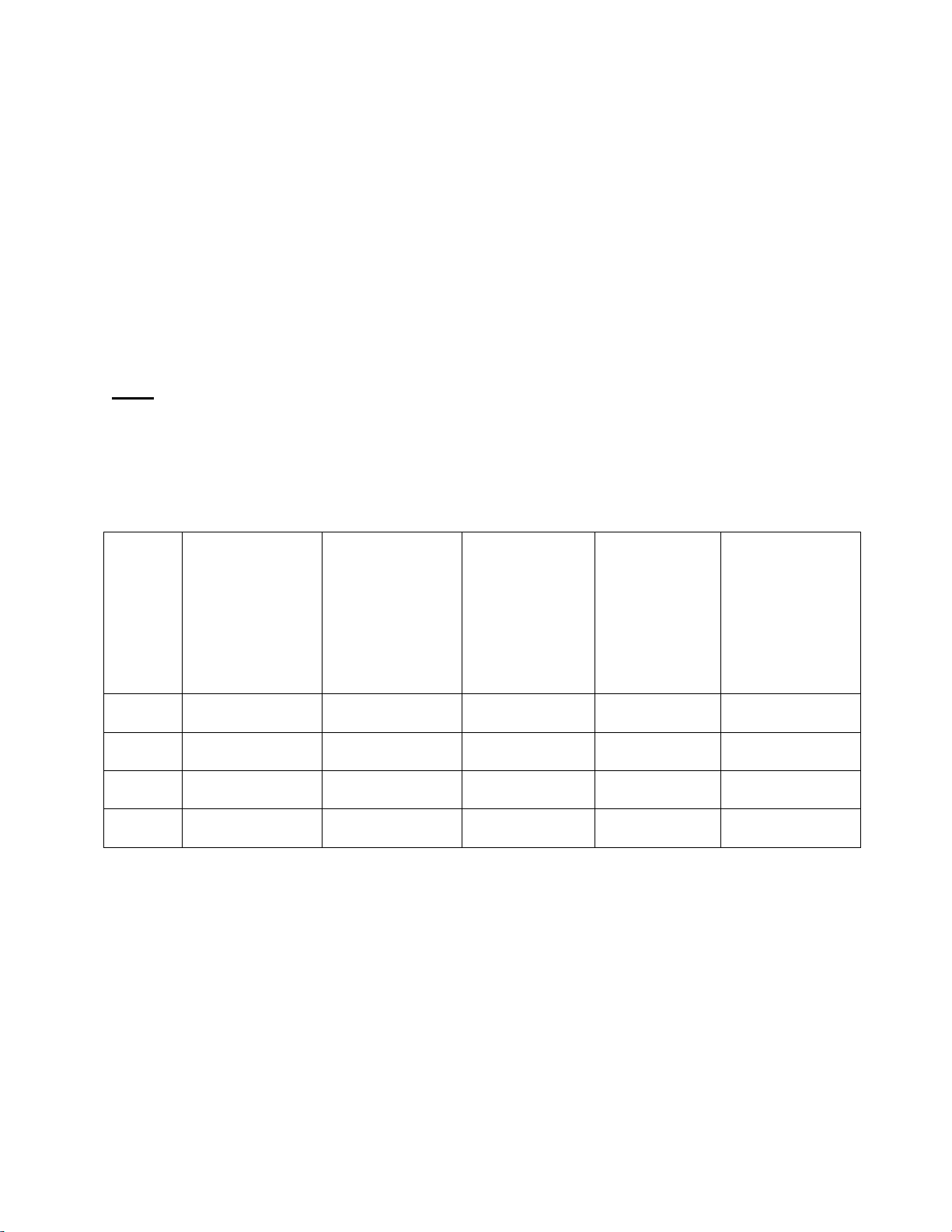
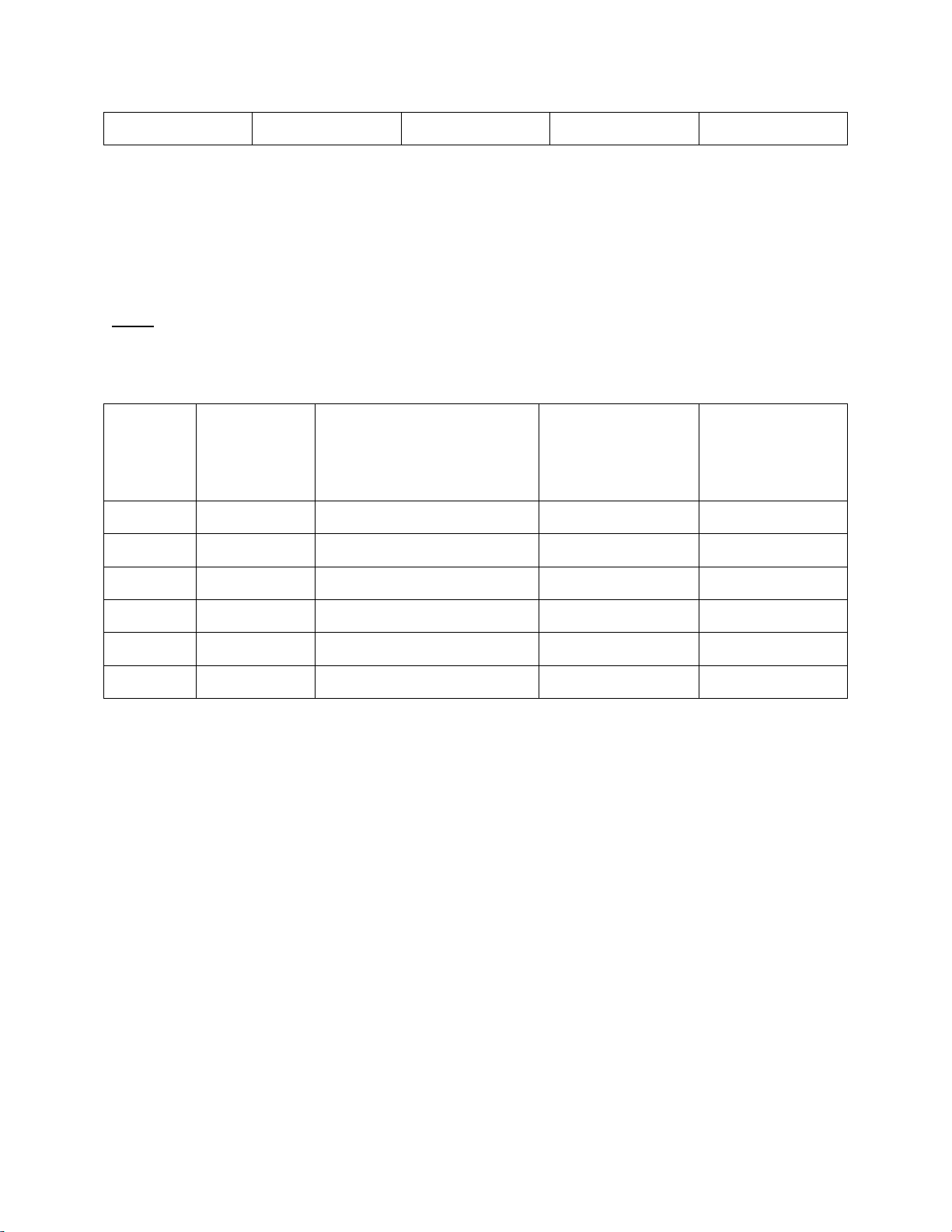
công (tại từng phân xưởng) trong bảng dưới đây. Quy trình công nghệ tuần tự từ nguyên công 1 đến nguyên công 4. No NC Tên nguyên
Thời gian định Số công nhân Số máy tại Định mức thời công mức/SP; giờ làm việc tại
phân xưởng; gian sửa chữa công phân xưởng máy máy theo thời trong 1 ca; gian làm việc người quy định; (%) 1. Rèn 140 16 16 5 2. Cơ khí 800 50 50 5 3. Lắp cụm 500 40 - - 4. Lắp tổng thành 350 20 - -
Nhà máy làm việc 2 ca/ngày. Thời gian gián đoạn giữa mỗi phân xưởng là 1 ngày. Nhà máy nghỉ thứ 7, chủ nhật.
a) Tính thời gian công nghệ của đơn hàng tại từng phân xưởng theo ngày- làm việc (working day)?
b) Tính tổng thời gian chu kỳ sản xuất của đơn hàng qua 4 nguyên công theo ngày- làm việc (working day)?
b) Sử dụng lịch 2019 và tính thời gian chu kỳ thực hiện đơn hàng trên theo ngày- lịch (calendar day)?
c) Vẽ sơ đồ Gantt minh họa quá trình thực hiện đơn hàng theo ngày - lịch?
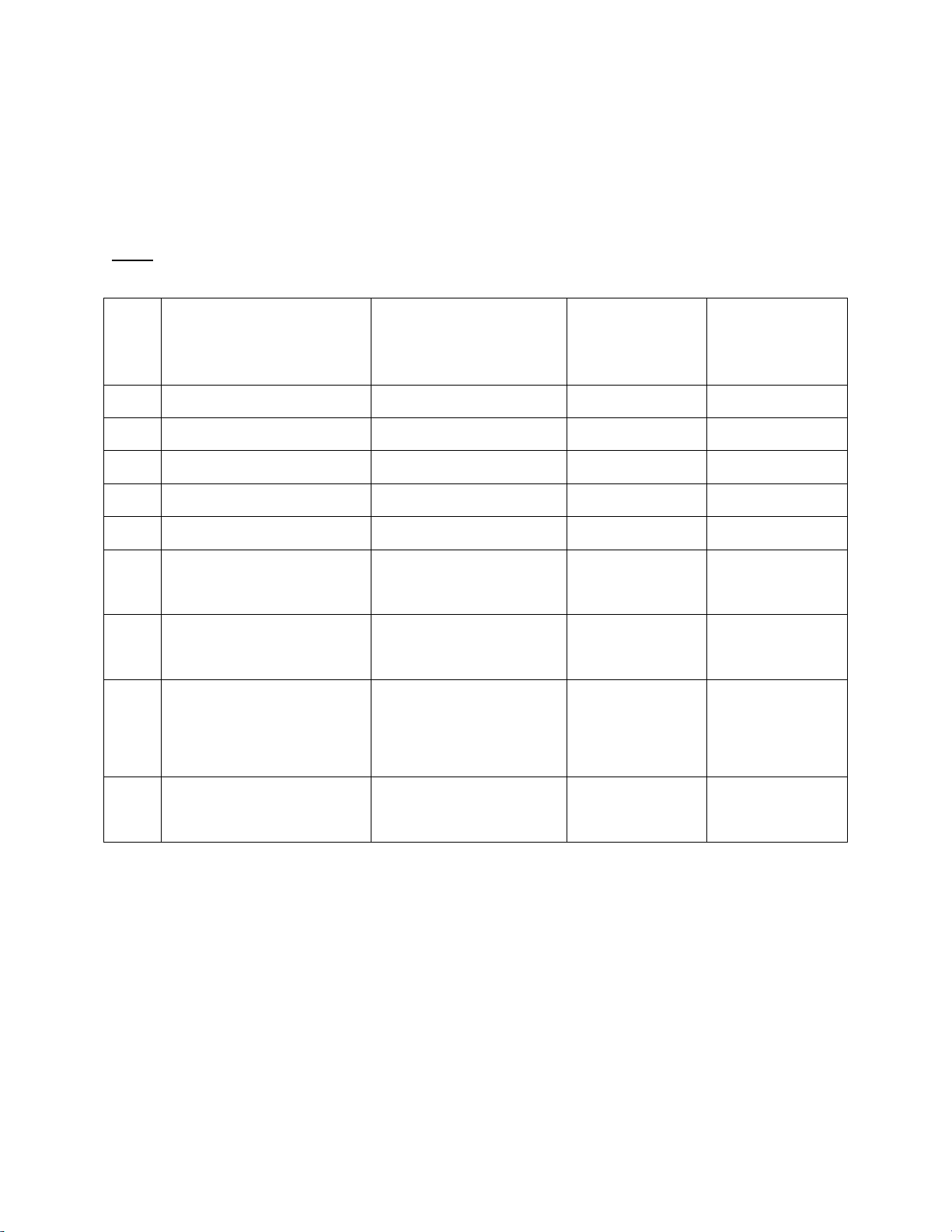
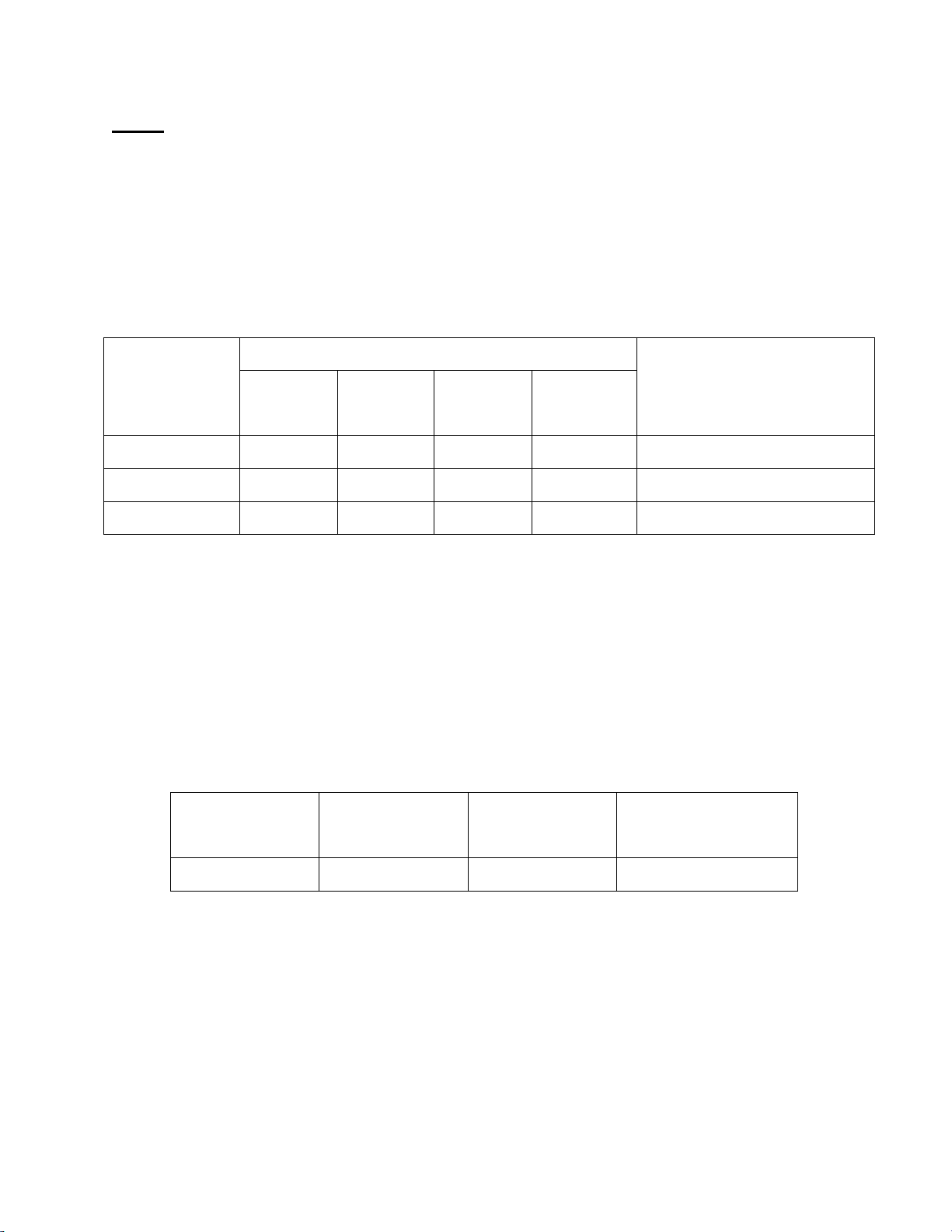
Bài 2. Một đơn hàng lắp ráp sản phẩm A gồm 4 nguyên công trong bảng dưới đây. STT Tên nguyên công Mô tả nguyên công
Thời gian định Số công nhân NC
mức; giờ công cùng làm theo định mức; người 1 Lắp cụm đơn - CE1
Lắp từ các chi tiết rời 32 2 2 Lắp cụm đơn - CE2
Lắp từ các chi tiết rời 16 1 3 Lắp cụm đơn - CE3
Lắp từ các chi tiết rời 32 2 4 Lắp cụm đơn - CE4
Lắp từ các chi tiết rời 8 1 5 Lắp cụm đơn - CE5
Lắp từ các chi tiết rời 48 3 6 Lắp cụm phức trung Lắp từ cụm đơn: CE1; 16 1 gian- A1 CE2 7 Lắp cụm phức trung
Lắp từ 1 cụm đơn và 1 8 1 gian- A2 cụm phức là: A1; CE3 8
Lắp từ 1 cụm phức và 2 16 2
Lắp tổng thành sản phẩm cụm đơn: A2; CE4; hoàn chỉnh- A CE5 9
Điều chỉnh và hoàn thiện Điều chỉnh, chạy thử, 16 1 sản phẩm - A hoàn thiện
a) Vẽ sơ đồ lắp ráp sản phẩm và sơ đồ Gantt thể hiện kế hoạch lắp ráp đơn hàng theo thời gian và
sử dụng nhân lực (số công nhân) theo kế hoạch lắp ráp đó?
b) Nếu tổng số công nhân lắp ráp không quá 6 công nhân thì kế hoạch lắp ráp có thay đổi hay
không? Nếu thay đổi thì thay đổi thế nào và vẽ lại sơ đồ Gantt minh họa?
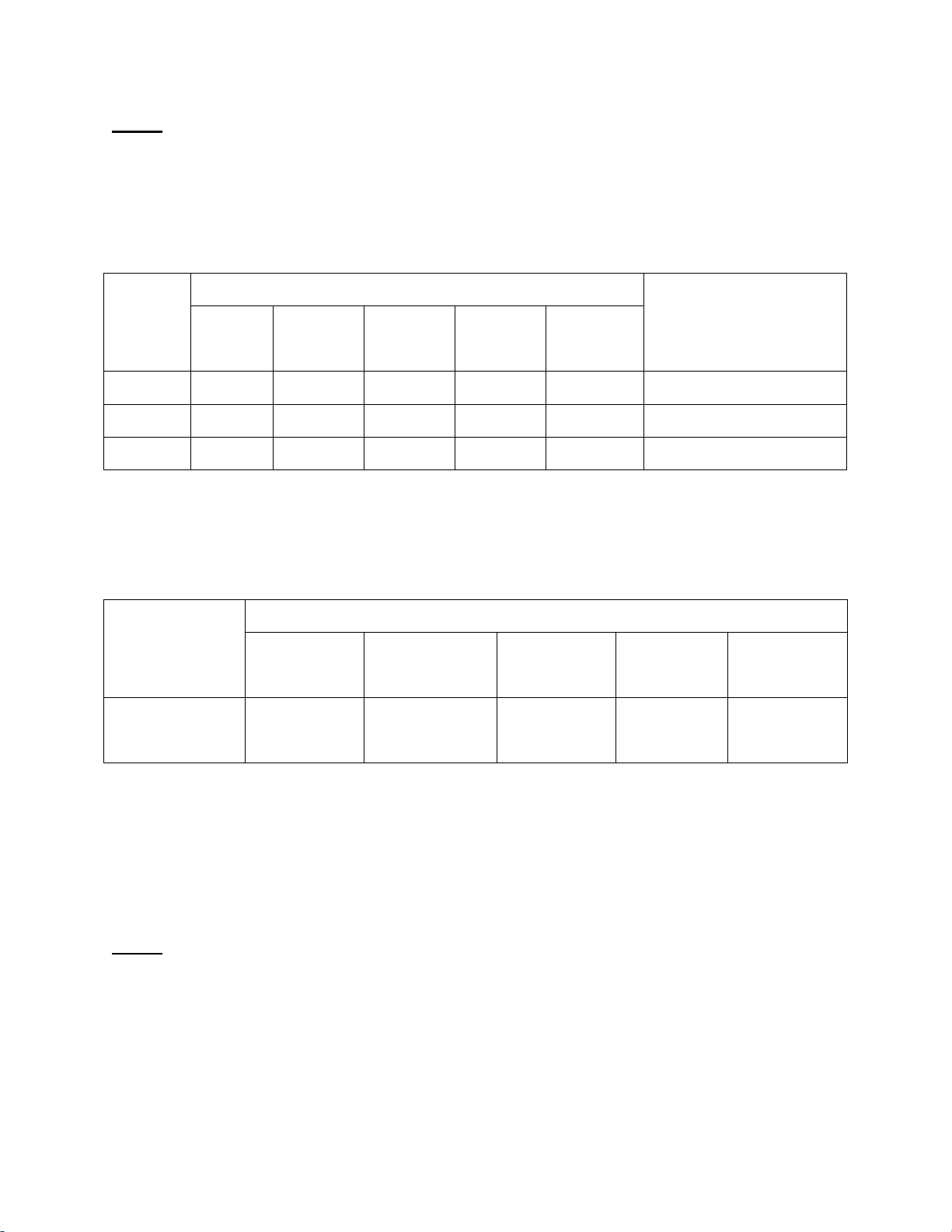
Bài 3. Hôm nay là ngày 30/09/2019 (thứ 2), bộ phận điều độ sản xuất tại phân xưởng xem xét
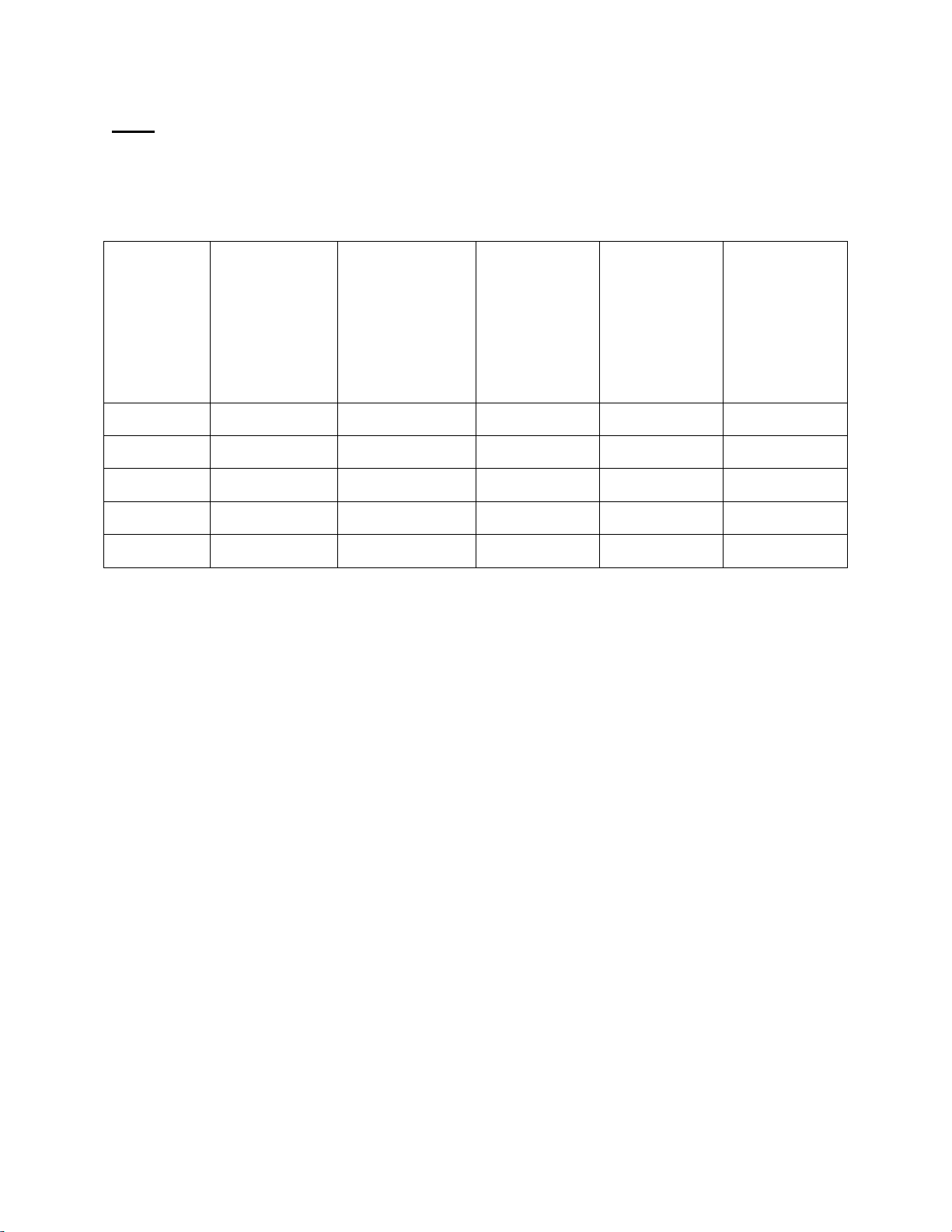
phân công thứ tự thực hiện cho 5 đơn hàng đang nằm chờ tại phân xưởng với các thông tin trong bảng sau: Tên
đơn Thứ tự đến Thời gian định Thời gian Tổng thời Ngày cần hàng phân xưởng
mức thực hiện; gián đoạn bắt gian cần hoàn hoàn thành
ngày- làm việc buộc của đơn thành đơn theo cam kết
hàng; ngày- hàng; ngày- với khách làm việc làm việc hàng A 1 2 12 14 25/10/2019 B 2 5 8 23 31/10/2019 C 3 9 15 24 4/11/2019 D 4 7 9 16 22/10/2019 E 5 4 22 26 11/11/2019
Phân xưởng không làm việc vào thứ 7, chủ nhật. Tại một thời điểm chỉ cho phép 1 đơn hàng vào gia công.
Quy định về thời gian giao hàng: vào đầu ngày cam kết với khách (có nghĩa các đơn hàng cần
kết thúc vào cuối ngày làm việc ngay liền kế trước đó. Ví dụ, ngày giao hàng vào sáng
25/10/2019, thứ 6- thì ngày chậm nhất cần kết thúc đơn hàng đó là vào cuối ngày 24/10/2019,
thứ 5. Còn với ngày giao hàng vào 4/11/2019, thứ 2 thì ngày cần kết thúc đơn hàng chậm nhất là
chiều thứ 6, ngày 1/11/2019.
Hãy sử dụng lịch làm việc của nhà máy dưới đây (working canlendar 2019) để thực hiện việc sắp
xếp các đơn hàng tại phân xưởng theo các nguyên tắc ưu tiên dưới đây:
a) FCFS? Tính 3 chỉ tiêu hiệu quả xếp hàng với nguyên tắc này?
b) SPT? Tính 3 chỉ tiêu hiệu quả xếp hàng với nguyên tắc này?
c) LPT? Tính 3 chỉ tiêu hiệu quả xếp hàng với nguyên tắc này?
e) CR? Tính 3 chỉ tiêu hiệu quả xếp hàng với nguyên tắc này?
f) ST? Tính 3 chỉ tiêu hiệu quả xếp hàng với nguyên tắc này?
Bài 4. Một bộ phận mài của nhà máy có 2 máy: mài phẳng và mài nhọn. Quy trình công nghệ
của tất cả các đơn hàng đều cần qua 2 máy này tuần tự: mài phẳng -> mài nhọn. Có 7 đơn hàng
đang nằm chờ phân công thứ tự thực hiện với mục tiêu hoàn thành nhanh nhất 7 đơn hàng này tại
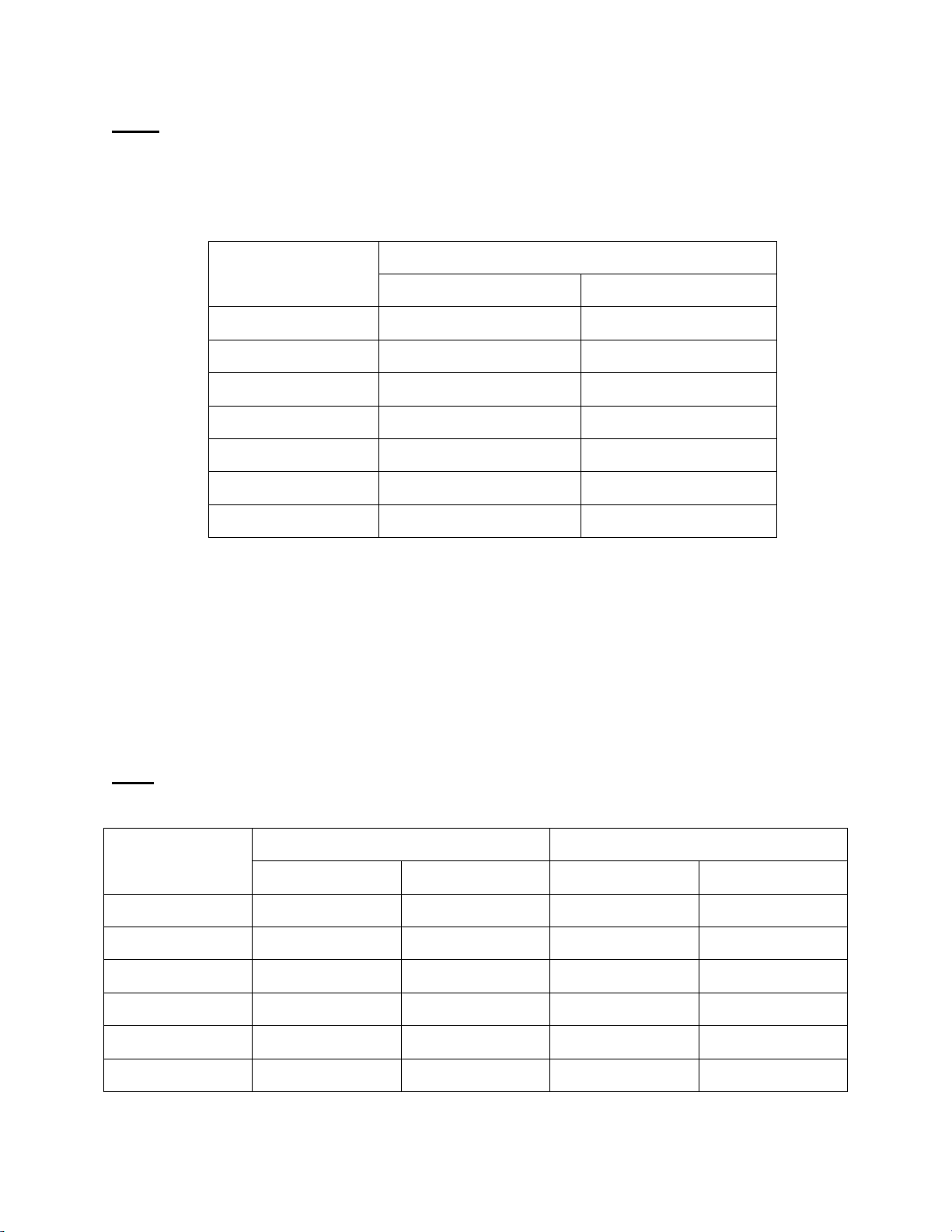
trung tâm. Tại một thời điểm chỉ cho phép 1 đơn hàng vào gia công. Tên đơn hàng
Thời gian thực hiện đơn hàng trên máy, giờ Mài phẳng Mài nhọn A 3 6 B 2 4 C 1 5 D 4 3 E 9 4 F 8 7 G 6 2
a) Người thợ cả của bộ phận mài này dùng nguyên tắc SPT để sắp xếp thứ tự các đơn hàng với
thời gian thực hiện đơn hàng tại bộ phận mài này (tính cho cả 2 máy). Hãy lên thứ tự theo cách
của người thợ cả này và tính tổng chu kỳ thực hiện 7 đơn hàng này tại bộ phận mài?
b) Dùng phương pháp Jonhson để lên thứ tự thực hiện 7 đơn hàng? Cho biết phương pháp thứ 2
này đã rút ngắn được thời gian so với phương pháp đầu tiên bao giờ?
Bài 5. Thợ cả của một trung tâm cơ khí gồm hai bộ máy phay và mài đang sắp xếp thứ tự thực
hiện cho 7 đơn hàng tại trung tâm như sau: Phay Mài Tên đơn hàng Bắt đầu Kết thúc Bắt đầu Kết thúc A 0 3 3 6 B 3 7 7 9 C 7 11 11 13 D 11 15 15 21 E 15 17 21 25 F 17 20 25 28 G 20 21 28 33
Hãy tìm thử phương án sắp xếp khác để tổng thời gian chu kỳ thực 7 đơn hàng tại trung tâm này
với chu kỳ sản xuất thấp nhất? So với phương án của thợ cả trên thì phương án mới của bạn tiết
kiệm được bao phần trăm về thời gian chu kỳ thực hiện 7 đơn hàng đó tại trung tâm?
Bài 6. Thợ cả tại một trung tâm sản xuất cần sắp xếp thứ tự thực hiện 6 đơn hàng tại trung tâm.
Tại một thời điểm chỉ cho phép 1 đơn hàng vào gia công. Các thông tin về các đơn hàng trong bảng sau:
Tên đơn Thứ tự đến Thời gian định mức thực Thời gian cần Số nguyên còn hàng trung tâm
hiện đơn hàng; ngày hoàn thành; ngày lại cần hoàn thành A 1 3,5 9 2 B 2 6,0 16 4 C 3 5.5 11 3 D 4 1,5 27 5 E 5 2,5 18 3 G 6 4,5 19 1
a) Hãy sắp xếp thứ tự các đơn hàng theo nguyên tắc: FCFS? Tính 3 chỉ tiêu hiệu quả xếp hàng với nguyên tắc này?
b) Hãy sắp xếp các đơn hàng theo nguyên tắc SPT? Tính 3 chỉ tiêu hiệu quả xếp hàng với nguyên tắc này?
c) Hãy sắp xếp các đơn hàng theo nguyên tắc LPT? Tính 3 chỉ tiêu hiệu quả xếp hàng với nguyên tắc này?
e) Hãy sắp xếp các đơn hàng theo nguyên tắc CR? Tính 3 chỉ tiêu hiệu quả xếp hàng với nguyên tắc này?
f) Hãy sắp xếp các đơn hàng theo nguyên tắc EDD? Tính 3 chỉ tiêu hiệu quả xếp hàng với nguyên tắc này?
g) Hãy sắp xếp các đơn hàng theo nguyên tắc ST? Tính 3 chỉ tiêu hiệu quả xếp hàng với nguyên tắc này?
h) Hãy sắp xếp các đơn hàng theo nguyên tắc S/0? Tính 3 chỉ tiêu hiệu quả xếp hàng với nguyên tắc này?
i) Hãy sắp xếp các đơn hàng theo nguyên tắc Random? Tính 3 chỉ tiêu hiệu quả xếp hàng với nguyên tắc này?
k) Nếu có thêm thông tin: đơn L nhất định phải đưa vào làm ngay đầu tiên do là khách hàng VIP
của trung tâm, hãy sắp xếp thứ tự các đơn hàng theo nguyên tắc MIX (hỗn hợp): tính tới ưu tiên
VIP trên và nguyên tắc EDD sử dụng để sắp xếp thứ tự các đơn còn lại? Tính 3 chỉ tiêu hiệu quả
xếp hàng với nguyên tắc MIX này?
l) Đưa tất cả các kết quả sắp xếp (có 3 chỉ tiêu hiệu quả sáp xếp) theo các nguyên tắc trên vào 1
bảng tổng hợp kết quả và đưa ra nhận xét của bạn?
Bài 7. Có 6 đơn hàng cần sắp xếp thứ tự gia công tại một bộ phận sản xuất với 2 nguyên công
cần làm liên tiếp nhau theo thứ tự. Tại một thời điểm chỉ cho phép 1 đơn hàng vào gia công.
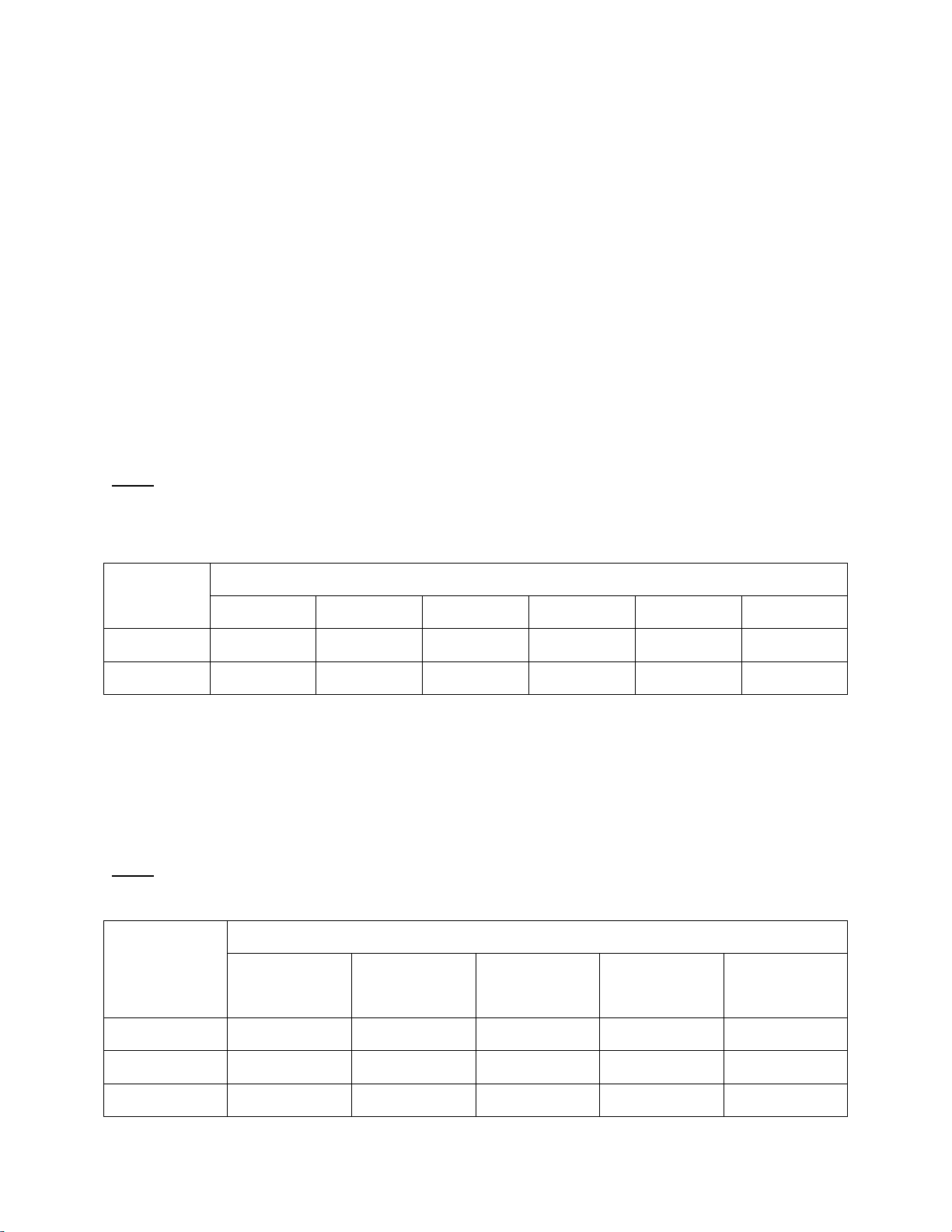
Thông tin về các đơn hàng trong bảng sau: Nguyên
Thời gian thực hiện các đơn hàng trên từng nguyên công; phút công số A B C D E F No 1 18 15 42 60 35 40 No 2 26 30 51 14 26 24
a) Hãy sắp xếp các đơn hàng sao cho tổng thời gian chu kỳ thực hiện các đơn đó là MIN?
b) Tính tổng thời gian rỗi (không tải) tại cả 2 nguyên công trong cả chu kỳ thực hiện 6 đơn hàng đó?
Bài 8. Có 5 đơn hàng đang chờ phân công thực hiện vào 5 máy. Máy nào cũng có thể nhận bất
cứ đơn hàng nào trong số đó vào gia công, thời gian thực hiện đơn hàng/máy trong bảng sau:
Thời gian thực hiện đơn hàng trên từng máy; phút Tên đơn A B C D E hàng No 1 4 5 9 8 7 No 2 6 4 8 3 5 No 3 7 3 10 4 6 No 4 5 2 5 5 8 No 5 6 5 3 4 9
Hãy sắp xếp các đơn hàng sao cho tổng thời gian chu kỳ thực hiện các đơn đó là MIN?
Bài 9. Một công ty đang xem xét chọn 4 nhà thầu phụ cho 4 công việc của mình. Sau đây là bảng
dự tính chi phí cho nhà thầu phụ thực hiện từng công việc: Tên nhà thầu
Chi phí thực hiện từng công việc; USD phụ A B C D No 1 1400 1800 700 1000 No 2 650 2200 1500 1300 No 3 750 1100 1200 500 No 4 1000 1800 2100 1500
Hãy đưa ra lựa chọn tối ưu của bạn để tổng chi phí hoàn thành các công việc là MIN?
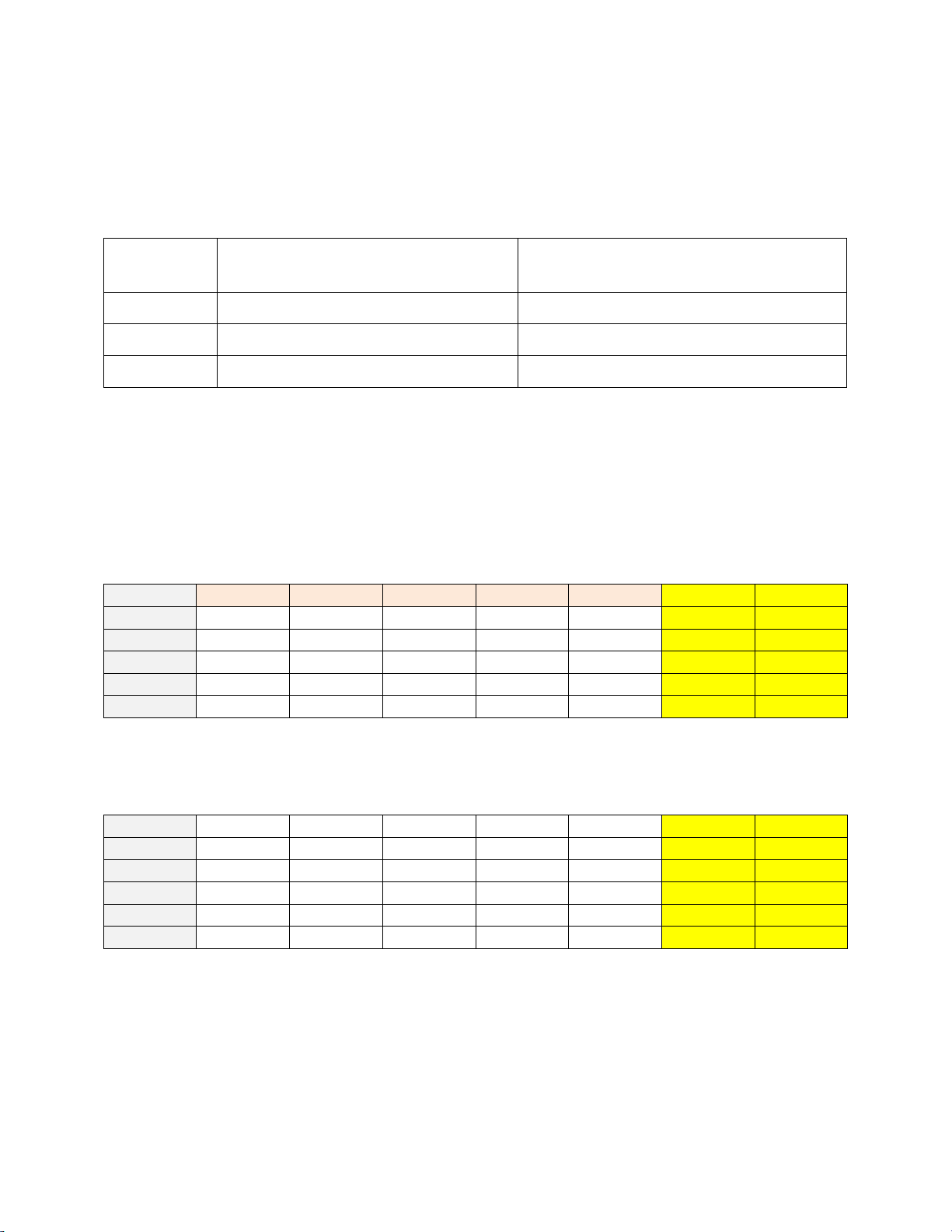
Bài 10. Trong bảng sau có thời gian cần thiết để hoàn thành và thời gian quy định cần hoàn
thành của 5 đơn hàng tại một bộ phận gia công cơ khí của nhà máy ô tô. Tại một thời điểm chỉ
nhận gia công 1 đơn hàng tại trung tâm này.
a) Hãy sắp xếp thứ tự thực hiện các đơn hàng theo các nguyên tắc ưu tiên: FCFS, SPT, LPT,
EDD, CR và tính 3 chỉ tiêu: thời gian hoàn thành trung bình/ đơn hàng; thời gian chận trung
bình/ đơn hàng; số đơn hàng bình quân nằm trong phân xưởng?
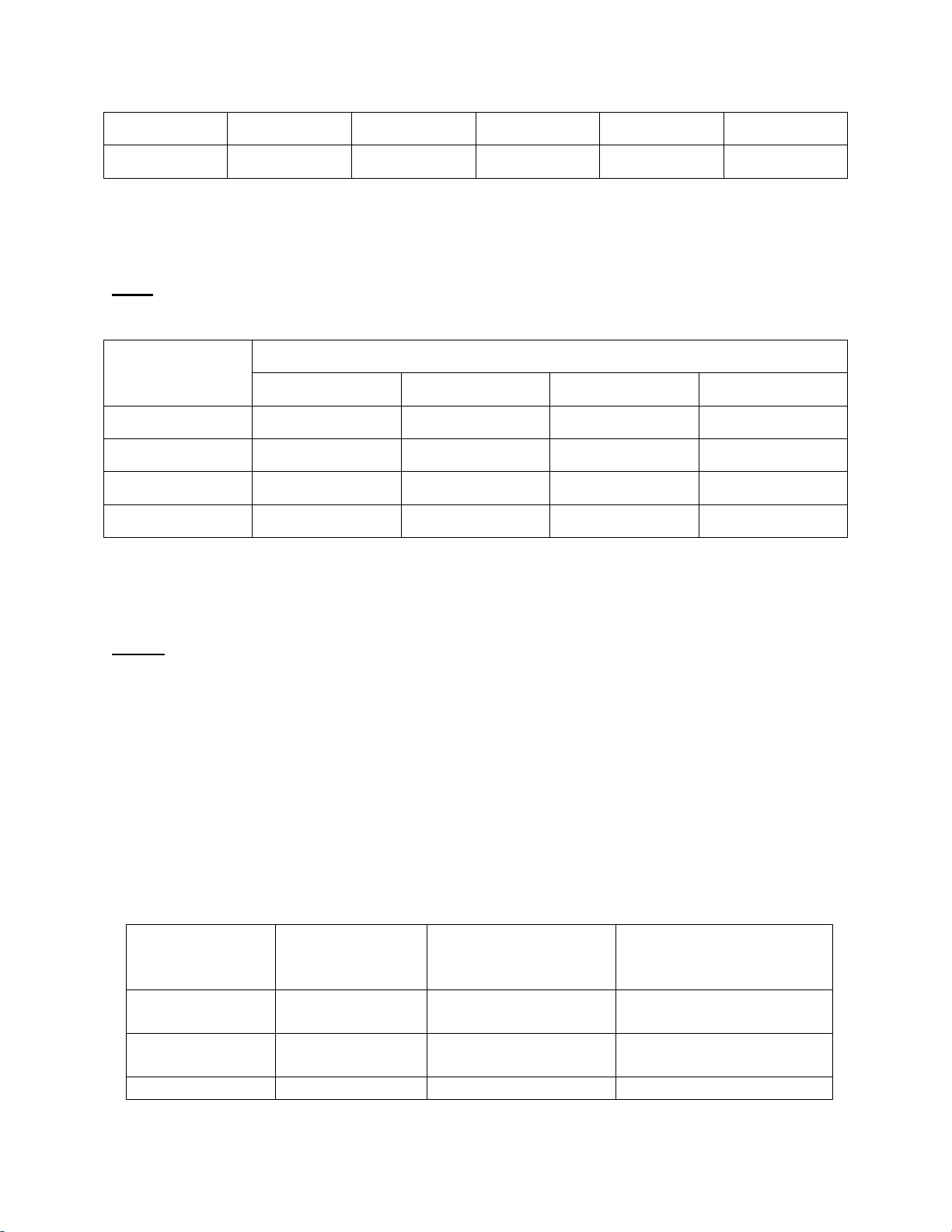
b) Lập bảng so sánh để chỉ ra nguyên tắc nào là tối ưu theo từng chỉ tiêu trong 3 chỉ tiêu so sánh nêu trên? Thứ tự đến PX Đơn hàng
Thời gian cần để
Thời gian quy định cần hoàn thành đơn
hoàn thành đơn hàng; hàng; ngày ngày 1 A 3 10 2 B 4 6 3 C 4 8 4 D 7 17 5 E 5 7
Bài 11. Một nhà máy mini sản xuất ba sản phẩm phụ trợ cho ngành ô tô là các sản phẩm A; B; C.
Nhà máy sản xuất theo đơn đặt hàng được xây dựng theo từng ngày làm việc và quy định chỉ sản
xuất theo đúng số lượng trong đơn đặt hàng. Thông tin về kế hoạch đưa các sản phẩm vào sản
xuất các sản phẩm A; B; C cho tuần thứ 43 năm 2019 (từ 21/10- 25/10) và quy trình công nghệ
sản xuất mỗi sản phẩm (được cung cấp từ phòng sản xuất) trong bảng dưới đây.
- Quy định về kiểm tra chất lượng sau gia công tại mỗi công đoạn sản xuất: mỗi đơn hàng gia
công sau khi gia công xong tại mỗi bộ phận công nghệ phải nằm tại đó kiểm tra chất lượng,
chỉnh sửa (khi cần thiết) rồi vận chuyển sang bộ phận công nghệ tiếp theo vào sáng ngày làm
việc kế tiếp theo để tiếp tục quy trình công nghệ sản xuất sản phẩm.
- Ngày giao sản phẩm hoàn chỉnh cho khách hàng sẽ vào cuối ngày làm việc tại bộ phận công
nghệ cuối cùng theo quy trình công nghệ.
Biết quy định làm việc của nhà máy là 1 ca/ngày; 8h/ ca. Nhà máy nghỉ thứ 7 và chủ nhật. Các
hệ số về thời gian dừng kỹ thuật theo thời gian làm việc quy định (để đưa các máy móc, thiết bị
vào trạng thái làm việc sẵn sàng) của mỗi loại máy tiện; phay; bào; mài lần lượt là: 5%; 4%; 8%; 10%. Sản
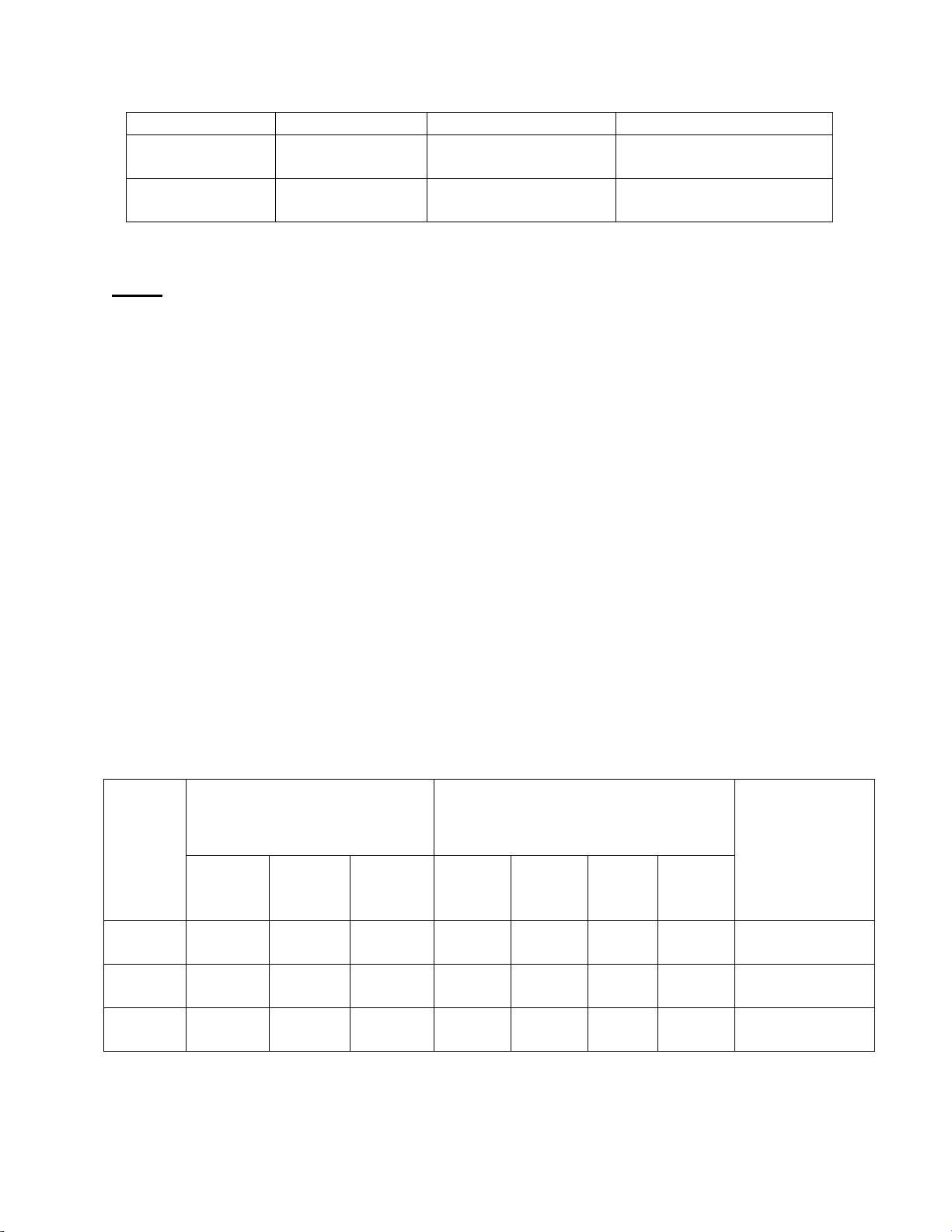
Kế hoạch đưa vào sản xuất
Thời gian định mức/sản phẩm tại Ghi chú về phẩm các sản phẩm;
mỗi bộ phận công nghệ; (đv:sản phẩm) hành trình
(đv: giờ/sản phẩm) đặt theo công nghệ 21/10 23/10 25/10 đơn Tiện Phay Bào Mài của sản phẩm Thứ 2 Thứ 4 Thứ 6 (T) (F) (B) (M) A 2000 1000 1000 0,05 0,02 - 0,01 T- F- M B 1500 900 1700 0,03 - 0,1 0,04 T- B- M C 1200 1500 2500 - 0,025 0,03 0,015 F- B- M
a) Hãy lên kế hoạch tác nghiệp sản xuất - kế hoạch đưa vào sản xuất tại từng bộ phận công nghệ
để triển khai kế hoạch sản xuất các sản phẩm A; B; C trong tuần 43?
b) Tính số máy cần bố trí theo từng ngày tại mỗi bộ phận công nghệ để thực hiện kế hoạch sản xuất đó?
Bài 12. Bộ phận Điều độ sản xuất đang kiểm tra lại lần nữa về tính khả thi của kế hoạch sản xuất
các sản phẩm A; B; C trong tuần 43 (bài 11 trên). Thông tin về kế hoạch bố trí máy trong thời
gian từ 21/10/2019 – 28/10/2019 để thực hiện kế hoạch sản xuất đó từ Phòng công nghệ (liên
quan đến lịch bảo dưỡng máy theo kế hoạch đã thông qua từ trước) trong bảng sau.
Số máy được bố trí cho sản xuất trong tuần cho từng bộ phận sản xuất; Ngày làm việc máy /Thứ Tiện Phay Bào Mài 21/10/ 2019 / 20 25 20 20 thứ 2 22/10/2019/ 20 22 20 22 Thứ 3 23/10/2019/ 18 20 15 20 Thứ 4 24/10/2019/ 18 20 17 18 Thứ 5 25/10/2019 19 21 18 18 Thứ 6 28/10/2019 / 19 22 19 19 Thứ 2 29/10/2019 / 20 22 20 20 Thứ 3
a) Kế hoạch sản xuất các sản phẩm A; B; C tuần 43 có khả thi không? Vì sao?
b) Tính hệ số phụ tải công suất máy theo lịch sản xuất (mỗi ngày làm việc trong tuần) tại mỗi bộ
phận sản xuất? Vẽ đồ thị phụ tải minh họa để trực quan hóa kết quả thu được?
Bài 13. Ngày 27/9/2019, phòng kinh doanh nhận được một đơn đặt hàng với ba mã sản phẩm
M, N, P và cần giao hàng vào 08/10/2019. Thời gian chu kỳ sản xuất của đơn hàng là 3 ngày -
làm việc. Dự kiến đưa đơn hàng vào sản xuất trong tuần làm việc 41/ 2019. Điều độ viên đang
kiểm tra về bảo nguyên vật liệu cho sản xuất để khẳng định lại trước khi thông qua kế hoạch này.
Định mức sử dụng các nguyên vật liệu chính cho 3 sản phẩm này và kế hoạch sản xuất dự kiến trong bảng 1 dưới đây.
Bảng 1. Kế hoạch sản xuất dự kiến tuần 41 và định mức tiêu thụ vật tư
Định mức sử dụng vật tư/ sản phẩm; kg/SP
Kế hoạch sản xuất dự kiến Thép Thép Đồng Sắt vuông
của tuần 41; sản phẩm Sản phẩm Crom carbon thau tròn 18 mm M 40 20 8 - 500 N 30 14 4 7 850 P - 25 10 5 1500
Nếu có thông tin từ bộ phận kho về số nguyên vật liệu đang có trong kho tính đến suốt thời gian
thực hiện đơn hàng này đưa ra trong bảng 2. Nguyên vật liệu thép carbon và đồng thau phải nhập
từ nước ngoài theo yêu cầu của đơn hàng để đảm bảo chất lượng sản phẩm. Thời gian đặt hàng
hai loại vật tư đó là 1 tháng, các thứ còn lại có thể mua tại Việt Nam với thời gian đặt hàng trong
2 ngày. Biết nhà sản xuất ưu tiên chọn thứ tự các sản phẩm theo mức sinh lời của sản phẩm để
đưa vào sản xuất như sau: B => A => C ?
Bảng 2. Lượng tồn kho nguyên vật liệu trong kho để thực hiện đơn hàng; tấn Thép Crom Thép carbon Đồng thau tròn Sắt vuông 18 mm 47,5 60,8 20,2 15,3
a) Tính nhu cầu về nguyên vật liệu cho tuần 41 này?
b) Hãy cho biết đơn đặt hàng này có được đảm bảo về nguyên vật liệu không và nếu không thì
cần đàm phán với khách về điều chỉnh giảm sản phẩm nào và bao nhiêu so với đơn đặt hàng để
không bị phạt hợp đồng nếu ký kết?
Bài 14. Bộ phận điều độ sản xuất tại phân xưởng lắp ráp điều hòa đang kiểm tra lại kế hoạch đưa
vào sản xuất theo từng ngày của tuần 43/2019 trong bảng dưới đây. Biết công nhân nào cũng có
thể lắp ráp bất kỳ Model điều hòa nào và họ lắp độc lập theo từng chiếc sản phẩm với phương
pháp thủ công. Thời gian định mức lắp ráp điều hòa cũng được đưa ra trong cùng bảng 1 dưới.
Bảng 1: Kế hoạch sản xuất trong tuần 43/2019; sản phẩm
Ngày làm việc, thứ Mã sản 21/10, 22/10, 23/10, 24/10, 25/10,
Định mức thời gian lắp phẩm thứ 2 thứ 3 thứ 4 thứ 5 thứ 6 ráp; giờ công/SP A 200 700 200 - 400 1,2 B 500 - 1500 500 500 1,5 C 400 600 350 800 - 1,8
Nếu số công nhân có thể bố trí làm việc tại phân xưởng theo thông tin từ bộ phận nhân sự trong
tuần đó đưa ra trong bảng 2.
Bảng 2. Năng lực bố trí lao động cho phân xưởng lắp ráp điều hòa trong tuần 43 Ngày làm việc, thứ 21/10, 22/10, 23/10, 24/10, 25/10, thứ 2 thứ 3 thứ 4 thứ 5 thứ 6 Khả năng bố trí 225 250 350 300 150 lao động, người
a) Kế hoạch sản xuất tuần 43 có khả thi không? Vì sao?
b) Tính hệ số phụ tải công suất phân xưởng theo các ngày làm việc trong tuần 43 này? Vẽ đồ thị
phụ tải theo từng ngày làm việc trong tuần minh họa để trực quan hóa kết quả thu được?
Bài 15. Bộ phận điều độ sản xuất của xưởng gia công cơ khí số 1 đang kiểm tra lại kế hoạch yêu
cầu sản xuất trong tuần 43/2019 (từ 21/10/2019 – 28/10/2019) được đưa tới từ phân xưởng lắp
ráp: sản xuất theo bộ chi tiết để lắp ráp 10 sản phẩm hoàn chỉnh theo đơn đặt hàng. Cấu tạo sản
phẩm hoàn chỉnh và mức tiêu hao vật tư hợp kim X trong bảng 1 dưới đây. Biết khối lượng riêng
của hợp kim X là 15,6 kg/dm3. Thông tin từ bộ phận kho cho biết số lượng hợp kim X trong kho
chỉ còn: 14 tấn. Kế hoạch nhận hợp kim X từ nhà cung cấp đã được lên lịch từ trước là vào 5/ 11/2019.
Bảng: Định mức tiêu hao vật tư/ sản phẩm hoàn chỉnh No chi tiết
Số lượng chi tiết trong 1 sản phẩm
Mức tiêu hao vật tư hợp kim X cho hoàn chỉnh, chiếc
một chi tiết; 𝐦𝟑/sản phẩm 18 4 0,010 25 3 0,007 37 5 0,005
Kế hoạch sản xuất cho tuần 43 của phân xưởng gia công cơ khí số 1 liệu có khả thi hay không? Vì sao?
LỊCH LÀM VIỆC THÁNG 10/2019
(Working canlendar October 2019) Tuần Thứ 2 Thứ 3 Thứ 4 Thứ 5 Thứ 6 Thứ 7 Chủ nhật 40 1 2 3 4 5 6 41 7 8 9 10 11 12 13 42 14 15 16 17 18 19 20 43 21 22 23 24 25 26 27 44 28 29 30 31
LỊCH LÀM VIỆC THÁNG 11/2019
(Working canlendar November 2019) Tuần Thứ 2 Thứ 3 Thứ 4 Thứ 5 Thứ 6 Thứ 7 Chủ nhật 44 1 2 3 45 4 5 6 7 8 9 10 46 11 12 13 14 15 16 17 47 18 19 20 21 22 23 24 48 25 26 27 28 29 30
* Chi chú: Những ngày thứ 7, chủ nhật: không làm việc tại các bài tập trên đây.
PHẦN 2: CÁC BÀI TẬP TRẮC NGHIỆM (20 câu)
Chọn các đáp án đúng trong các đáp án sau?
Câu số Câu hỏi Câu trả lời Đáp án ( √ ) 1.
a) Xây dựng các kế hoạch tác
nghiệp sản xuất cho nhà máy, các
phân xưởng, bộ phận sản xuất;
b) Tổ chức thực hiện kế hoạch tác
Điều độ sản xuất là: nghiệp sản xuất;
c) Kiểm soát liên tục quá trình tổ
chức thực hiện kế hoạch tác nghiệp sản xuất;
d) Tổng hợp 3 nội dung trên; 2. a) Năm; Quý; Tháng
Kỳ kế hoạch tác nghiệp sản b) Quý; Tháng; Tuần; xuất có thể là: c) Tháng; Tuần; Ngày(ca) 3.
a) Kế hoạch sản xuất trung hạn;
Điều độ sản xuất cần căn b) Kế hoạch sản xuất dài hạn;
cứ vào kế hoạch sản xuất c) Kế hoạch sản xuất ngắn hạn; sau:
d) Tổng hợp 3 nội dung trên; 4.
a) Các báo cáo sản xuất;
b) Dự báo về cầu thị trường trong năm tới;
c) Kế hoạch bảo dưỡng thiết bị;
d) Kế hoạch sản xuất ngắn hạn;
e) Kế hoạch phát triển sản phẩm
Các căn cứ cần cho hoạch mới;
định tác nghiệp sản xuất là: f) Các đơn đặt hàng trong kỳ kế hoạch;
g) Công suất của hệ thống sản xuất trong kỳ kế hoạch;
h) Tổng hợp các nội dung trên; 5.
a) Hoạch định theo chi tiết;
Hệ thống hoạch định tác b) Hoạch định theo Bộ - Cụm;
nghiệp sản xuất phù hợp c) Hoạch định theo Bộ- Nhóm;
cho dạng sản xuất đơn chiếc
d) Hoạch định theo đơn đặt hàng; là: 6.
a) Hoạch định theo chi tiết;
Hệ thống hoạch định tác b) Hoạch định theo Bộ - Cụm;
nghiệp sản xuất phù hợp c) Hoạch định theo Bộ- Nhóm;
cho dạng sản xuất theo lô d) Hoạch định theo đơn đặt hàng; là: 7.
a) Hoạch định theo các chi tiết;
Hệ thống hoạch định tác b) Hoạch định theo Bộ - Cụm;
nghiệp sản xuất phù hợp c) Hoạch định theo Bộ- Nhóm;
cho dạng sản xuất đại trà d) Hoạch định theo đơn đặt hàng; là: 8.
a) Hoạch định theo KANBAN;
Hệ thống hoạch định tác b) Hoạch định theo tồn kho;
nghiệp sản xuất theo bộ chi c) Hoạch định theo Bộ - Cụm;
tiết lại bao gồm các hệ d) Hoạch định theo Bộ thống con - Nhóm; : 9.
a) Hoạch định theo KANBAN;
Hệ thống hoạch định tác b) Hoạch định theo tồn kho;
nghiệp sản xuất theo các c) Hoạch định theo nhịp
chi tiết lại bao gồm:
d) Hoạch định theo đơn đặt hàng; 10.
a) Phân chia các công việc cho các
trung tâm sản xuất (hoặc cho các
máy) theo các nguyên tắc ưu tiên
khác nhau được người lập kế hoạch lựa chọn;
b) Phân chia thứ tự thực hiện các
Phương pháp nguyên tắc công việc tại một trung tâm sản ưu tiên dùng để:
xuất bị hạn chế về công suất theo
các nguyên tắc ưu tiên khác nhau
được người lập kế hoạch lựa chọn;
c) Phân chia thứ tự thực hiện các
công việc tại một trung tâm sản
xuất bị hạn chế về công suất nhằm
đạt mục tiêu tối ưu về chi phí sản xuất;
d) Phân chia các công việc cho các
trung tâm sản xuất (hoặc cho các
máy) nhằm đạt mục tiêu giảm
thiểu sản xuất dở dang tại trung tâm; 11.
a) Phân chia các công việc cho các
trung tâm sản xuất (hoặc cho các
máy) nhằm đạt mục tiêu giảm
Phương pháp Jonhson để
thiểu chu kỳ sản xuất chung của tất
cả các công việc tại trung tâm;
b) Phân chia thứ tự thực hiện các
công việc tại một trung tâm sản
xuất có hai nguyên công (2 máy)
với thứ tự công nghệ xác định
trước nhằm tối thiểu hóa chi phí
thực hiện tất cả các công việc tại trung tâm;
c) Phân chia thứ tự thực hiện các
công việc tại một trung tâm sản
xuất bị hạn chế về công suất nhằm
giảm tổng thời gian chậm trễ của tất cả các công việc;
d) Phân chia các công việc cho các
trung tâm sản xuất (hoặc cho các
máy) theo các nguyên tắc khác
nhau được người lập kế hoạch lựa chọn; 12.
a) Phân chia các công việc cho các
trung tâm sản xuất (hoặc cho các
Phương pháp Hungary để: máy) nhằm đạt mục tiêu giảm
thiểu chu kỳ sản xuất chung của tất
cả các công việc tại trung tâm;
b) Phân chia các công việc cho các
trung tâm sản xuất (hoặc cho các
máy) nhằm đạt mục tiêu giảm
thiểu chi phí sản xuất của tất cả
các công việc tại trung tâm;
c) Phân chia thứ tự thực hiện các
công việc tại một trung tâm sản
xuất bị hạn chế về công suất nhằm
giảm tổng thời gian chậm trễ của tất cả các công việc;
d) Phân chia các công việc cho các
trung tâm sản xuất (hoặc cho các
máy) theo các nguyên tắc ưu tiên
khác nhau được người lập kế
hoạch lựa chọn nhằm tối thiểu hóa
chi phí thực hiện tất cả các công việc tại trung tâm; 13.
a) Sản xuất đơn chiếc;
Phương pháp sơ đồ mạng
lưới là công cụ để b) Sản xuất đại trà; lập kế
hoạch về thời gian cho c) Sản xuất theo lô;
dạng sản xuất sau: 14.
a) Lập kế hoạch sản xuất theo từng
loại chi tiết trong quá trình sản xuất gián đoạn;
b) Lập kế hoạch sản xuất theo từng
loại chi tiết trong quá trình sản xuất liên tục;
Phương pháp KANBAN c) Lập kế hoạch sản xuất theo từng dùng để:
bộ chi tiết trong quá trình sản xuất gián đoạn;
d) Lập kế hoạch sản xuất theo từng
bộ chi tiết trong quá trình sản xuất liên tục; 15.
a) Không phù hợp với quá trình sản xuất liên tục;
Nhược điểm của phương b) Không phù hợp với quá trình
pháp lập kế hoạch theo sản xuất gián đoạn; KANBAN là:
c) Không phản ứng nhanh với biến
động của cầu thị trường và các đơn đặt hàng mới;
d) Không cho phép sản xuất lô lớn
để giảm chi phí sản xuất; 16.
a) Đơn giản, trực quan hóa;
b) Dễ kiểm soát lượng tồn kho
giữa hai công đoạn công nghệ;
Ưu điểm của phương pháp c) Cho phép tự động hóa công tác lập kế hoạch theo kế hoạch; KANBAN là:
d) Giảm các sai lệch kế hoạch do
lô sản xuất nhỏ với thời gian sản xuất ngắn; 17.
a) Cho phép đồng bộ hóa sản xuất
giữa các xưởng theo quá trình lắp
ráp các lô sản phẩm hoàn chỉnh;
b) Cho phép tập trung hóa và tự
Ưu điểm của phương pháp động hóa công tác kế hoạch sản
lập kế hoạch theo bộ chi xuất; tiết
c) Đơn giản trong lập kế hoạch cấp nhà máy;
d) Tổng hợp tất cả các ưu điểm trên; 18.
a) Đơn giản hóa công tác kế hoạch sản xuất;
b) Cho phép tập trung hóa và tự
Ưu điểm của phương pháp động hóa công tác kế hoạch sản
lập kế hoạch theo nhịp là: xuất;
c) Phù hợp với tất cả các dạng (type) sản xuất;
d) Tổng hợp của tất cả các ưu điểm trên; 19.
a) Tăng mức đảm bảo về chi tiết
tồn kho cho quá trình lắp ráp;
b) Cho phép giảm số lần đưa vào
Ưu điểm của phương pháp sản xuất, giảm số chủng loại sản
lập kế hoạch theo tồn kho phẩm cùng lúc sản xuất trong hệ là: thống;
c) Cho phép tăng quy mô sản xuất
mỗi lần đặt hàng từ đó giảm chi phí sản xuất; 20.
a) Tăng mức tồn kho bình quân;
b) Giảm hiệu quả sử dụng vốn do mức tồn kho cao;
Nhược điểm của phương c) Tăng sự khó khăn cho quản lý
pháp lập kế hoạch theo tồn do cần kiểm soát liên tục mức tồn kho là: kho;
d) Tổng hợp của tất cả các nhược điểm trên;
Biên soạn: PGS. TS. Trần Thị Bích Ngọc
Tài liệu liên quan:
-

Bài giảng Chương 2: Quản trị công suất môn Quản lí sản xuất | Đại học Bách Khoa Hà Nội
27 14 -

Bài giảng Chương 1: Tổng quan chung về quản trị sản xuất môn Quản lí sản xuất | Đại học Bách Khoa Hà Nội
32 16 -
Bài giảng Chương 3: Chu kỳ sản xuất môn Quản lí sản xuất | Đại học Bách Khoa Hà Nội
32 16 -
Bài giảng Chương 4: Kế hoạch hóa sản xuất môn Quản lí sản xuất | Đại học Bách Khoa Hà Nội
30 15 -
Ngân hàng bài tập Chương 8 môn Quản lý sản xuất | Đại học Bách khoa Hà Nội
365 183