Thiết kế quy trình gia công giá chỉnh | Bài thuyết trình môn Các quá trình chế tạo
Bài thuyết trình môn Các quá trình chế tạo với đề tài: "Thiết kế quy trình gia công giá chỉnh" của Đại học Bách khoa Thành phố Hồ Chí Minh giúp bạn tham khảo và hoàn thành tốt bài tập của mình đạt kết quả cao. Mời bạn đọc đón xem!
Môn: Chế tạo máy 7 tài liệu
Trường: Trường Đại học Bách khoa - Đại học Quốc gia Thành phố Hồ Chí Minh 721 tài liệu
Tác giả:



















Preview text:
BÀI THUYẾT TRÌNH CỦA NHÓM 4
Môn học: Các quá trình chế tạo
GVHD: Thầy Hồ Triết Hưng
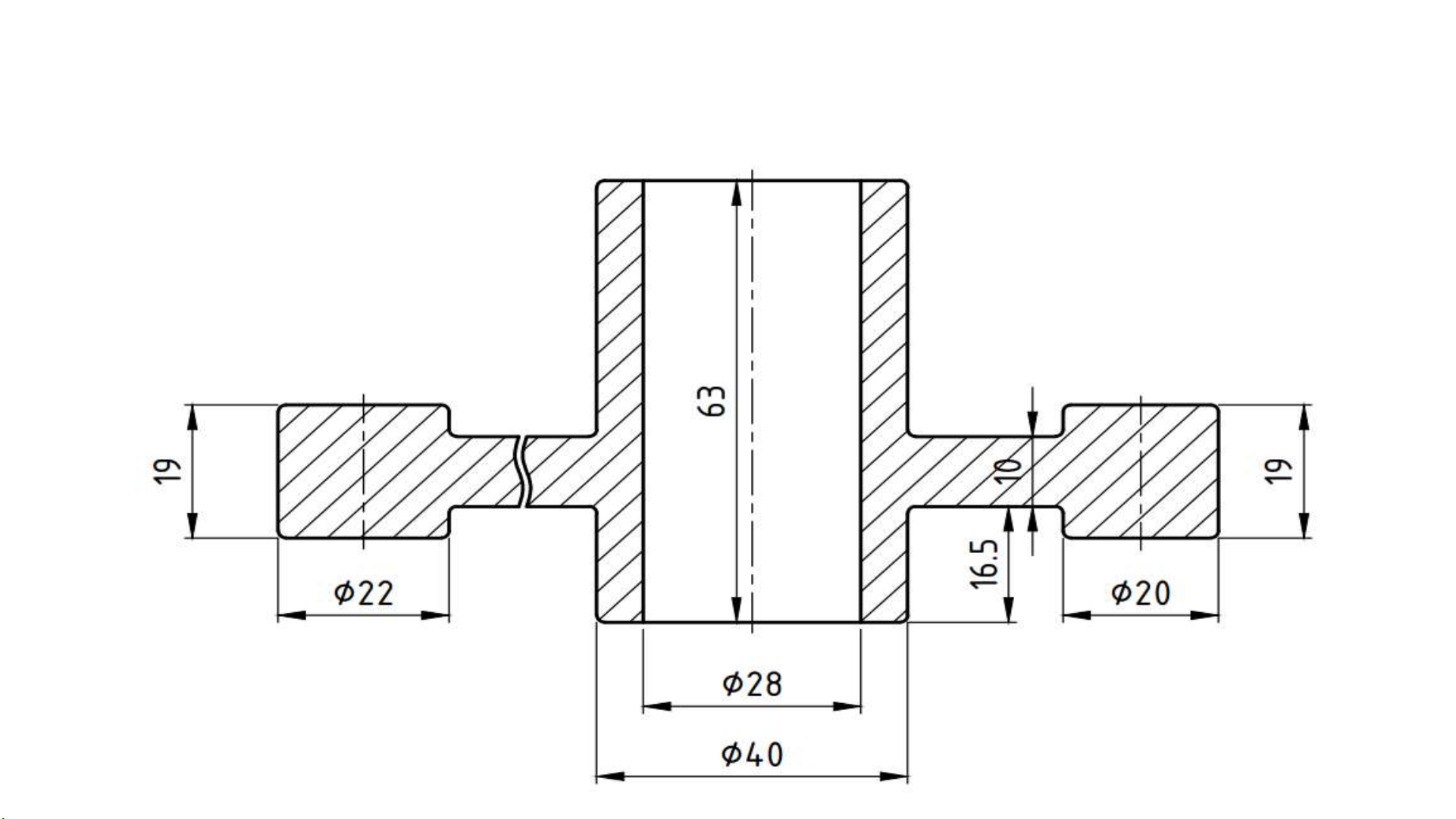
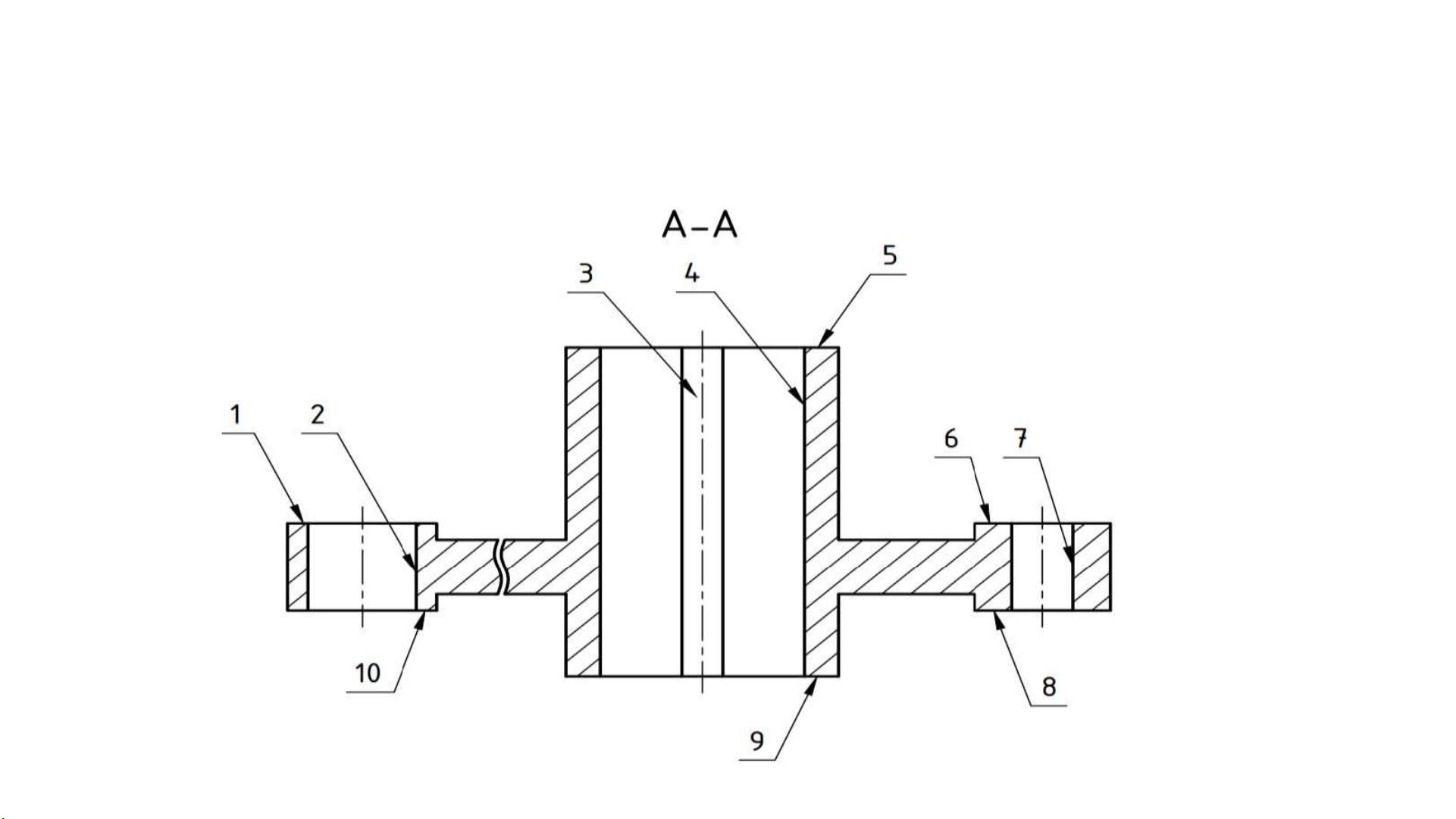
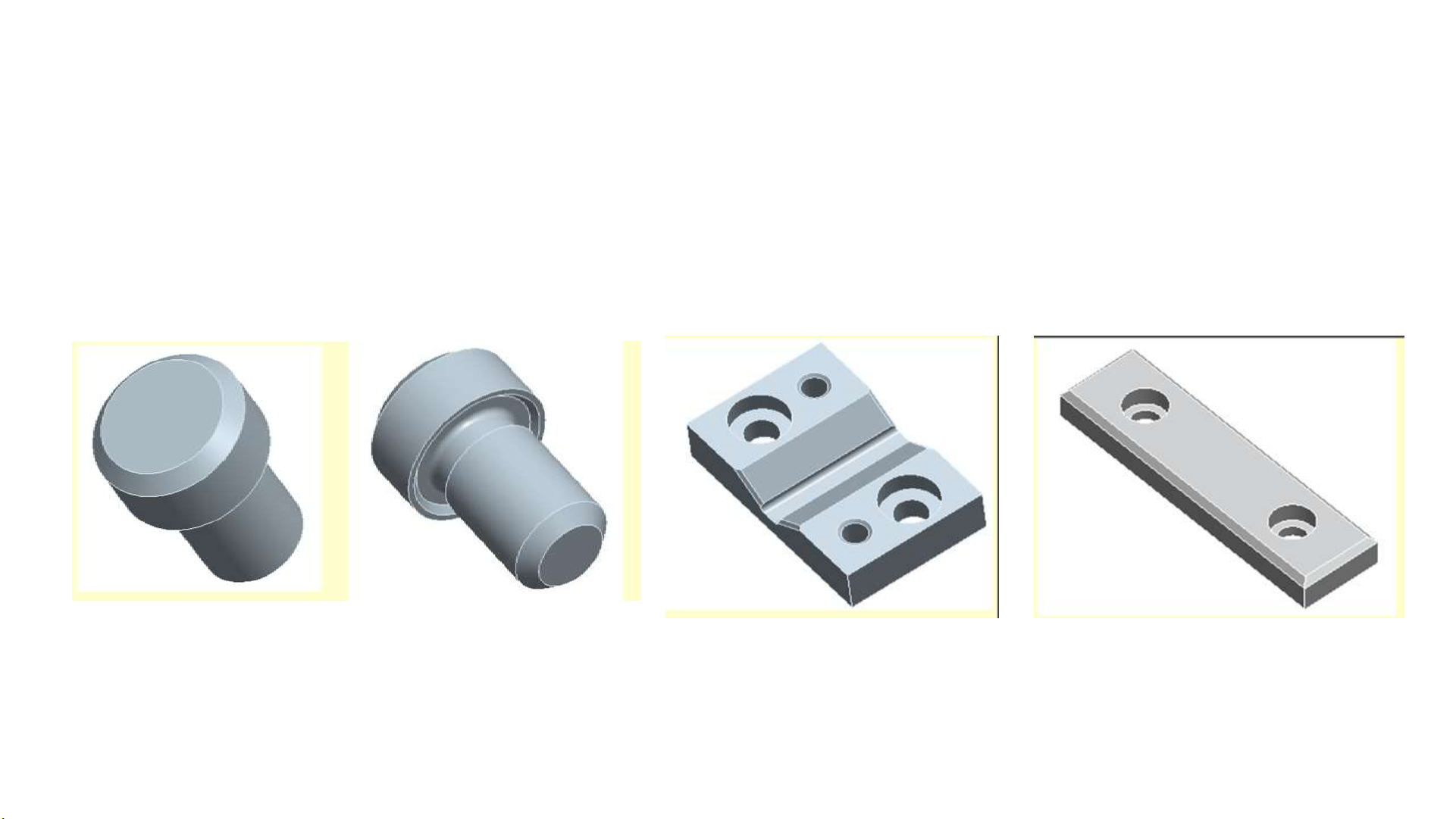
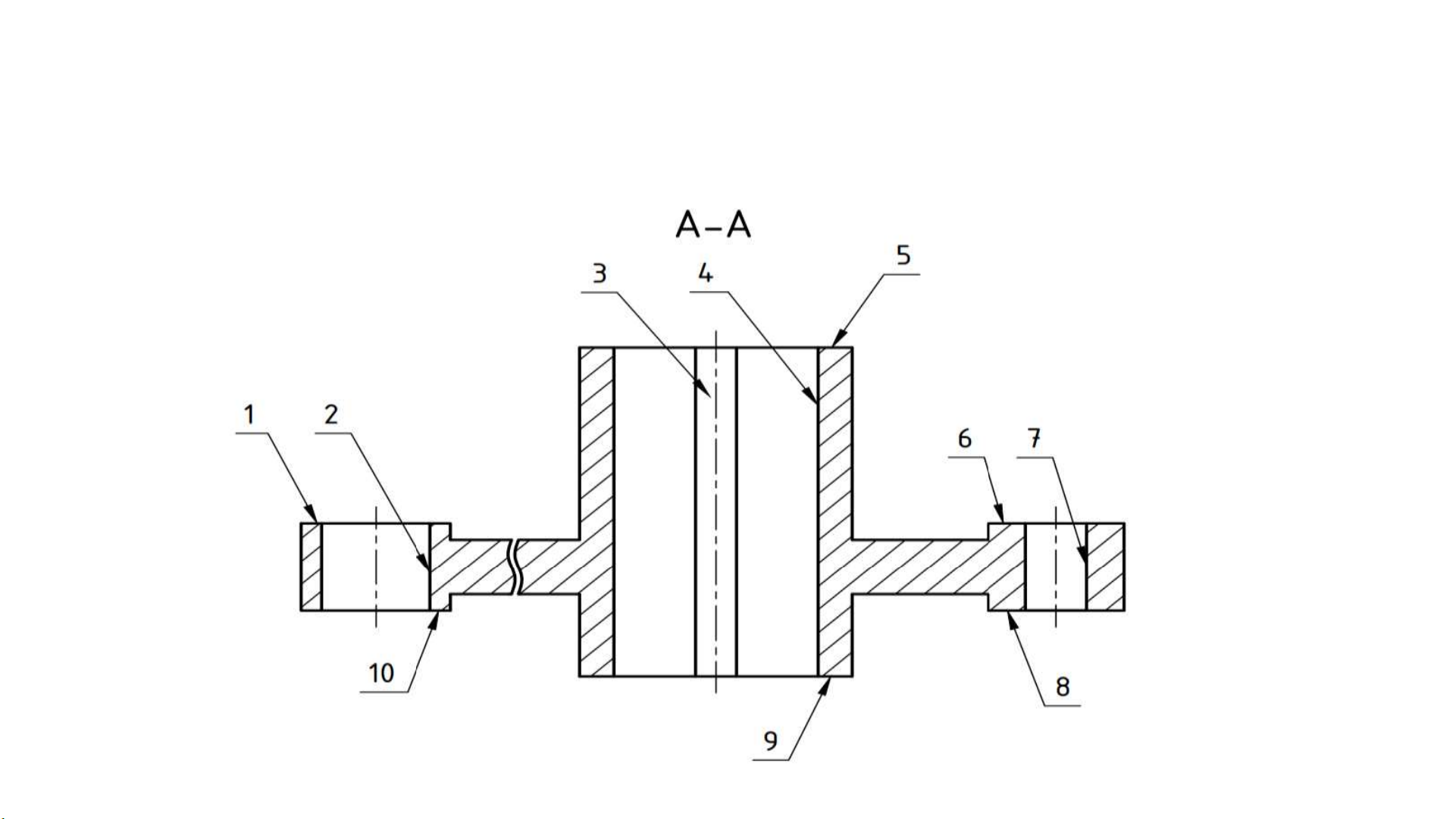
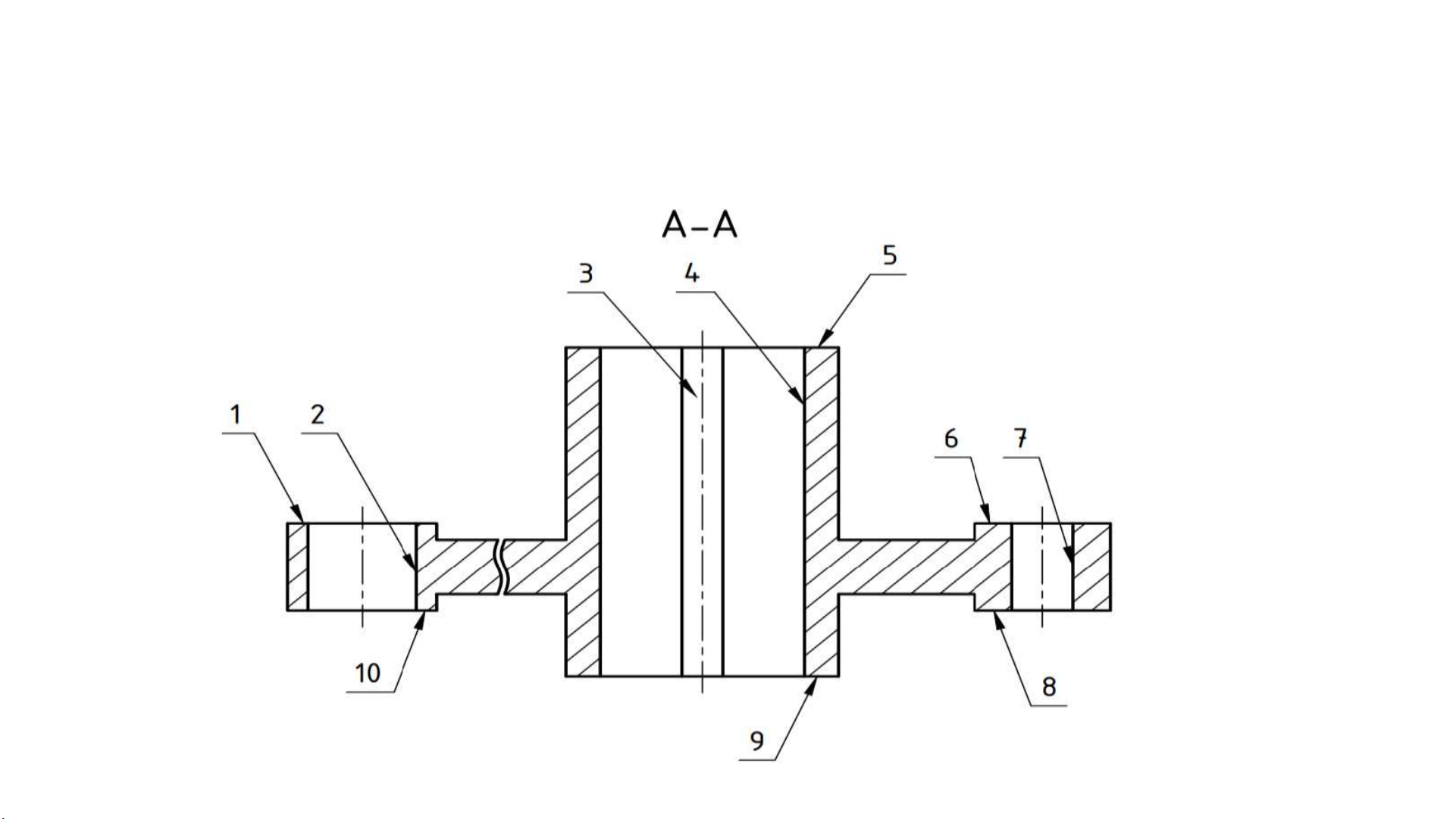
Đề tài: Thiết kế quy trình gia công giá chỉnh Lê Tuấn Anh 1410078 Nhóm trưởng Nguyễn Viết Duy 1410602 Thành viên Trần Quang Anh Duy 1410630 Thành viên Lê Bá Hạnh 1411098 Thành viên Đồng Điền Kha 1411676 Thành viên • Bản vẽ phôi đúc • Tổng quan:
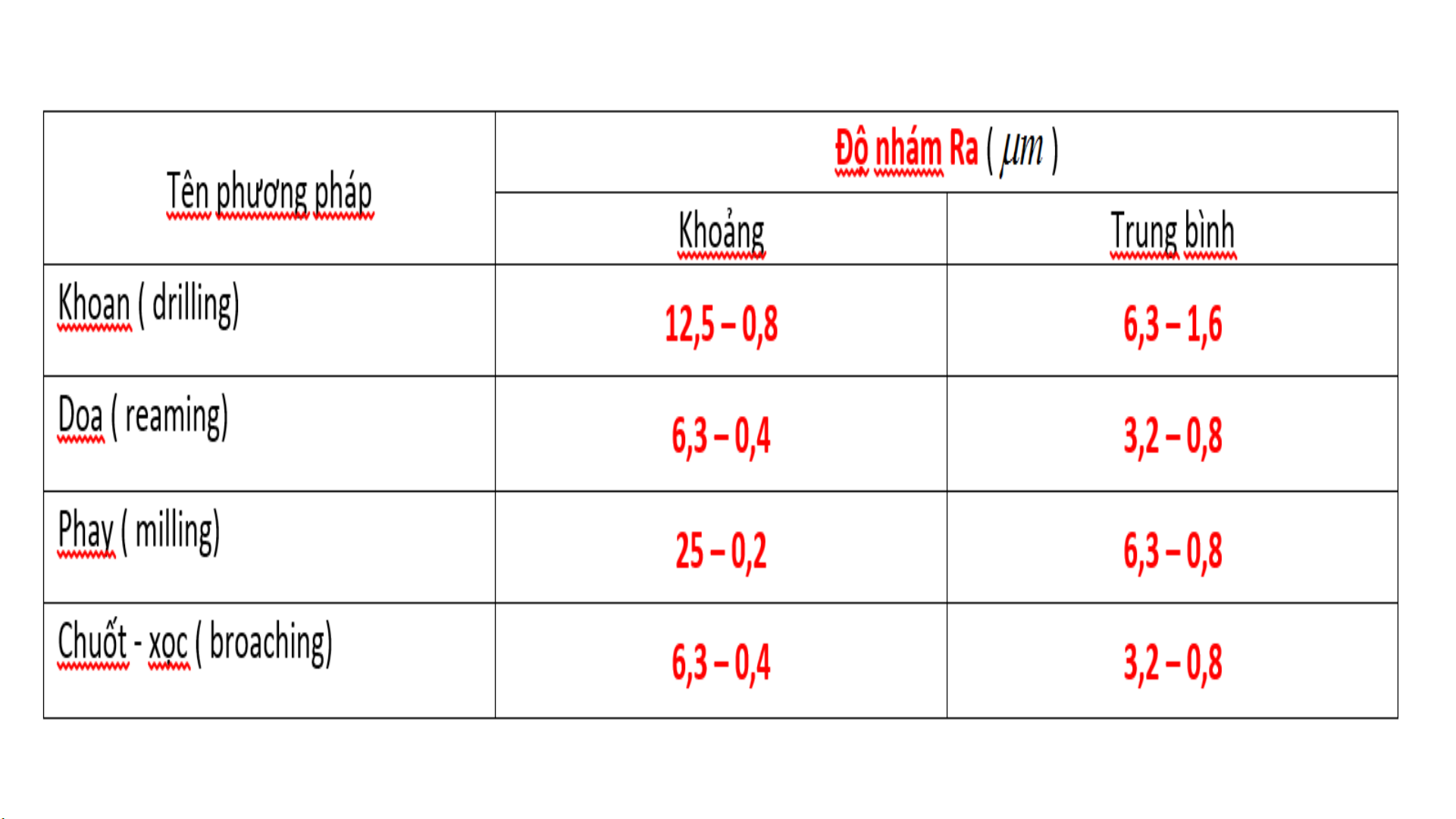
• Các phương pháp gia công được sử dụng: chủ yếu là phương pháp gia công
có phôi – khoan,khoét, doa, phay và xọc
• Nhóm Lựa chọn phương pháp gia công cho từng bề mặt theo các tiêu chí:
1. Chuyển động tạo hình của dao và phôi
2. Vật liệu làm dao và phôi
3. Các thông số công nghệ: vận tốc cắt, chiều sâu cắt, lượng chạy dao, hình
dáng hình học của dụng cụ cắt,…
4. Dựa vào khả năng công nghệ của phương pháp gia công có thể gia công
được những bề mặt nào? 5. Năng suất, giá thành. 6. Dung sai, độ nhám,…
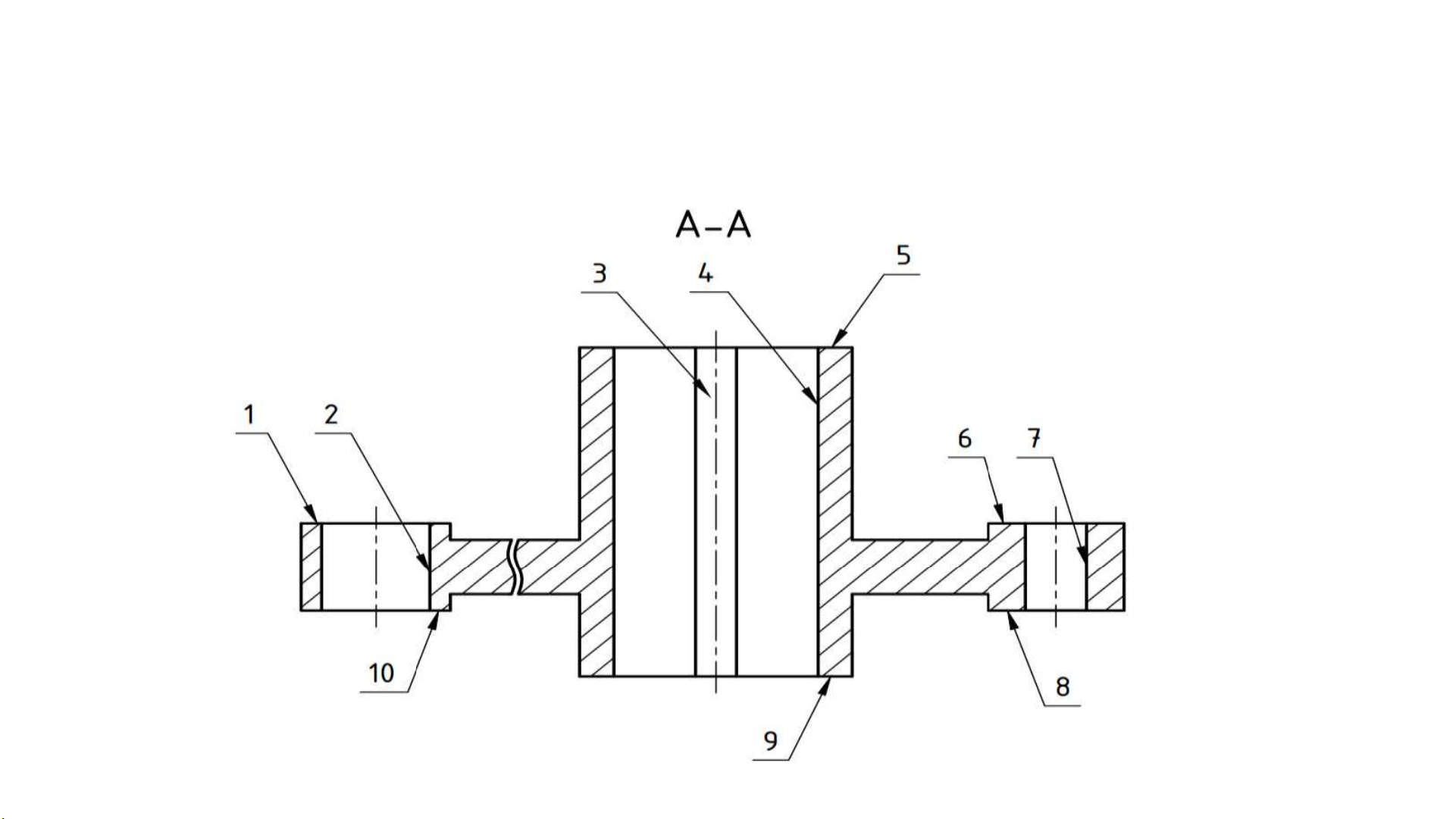
Nguyễn Viết Duy – mặt 3 và 4
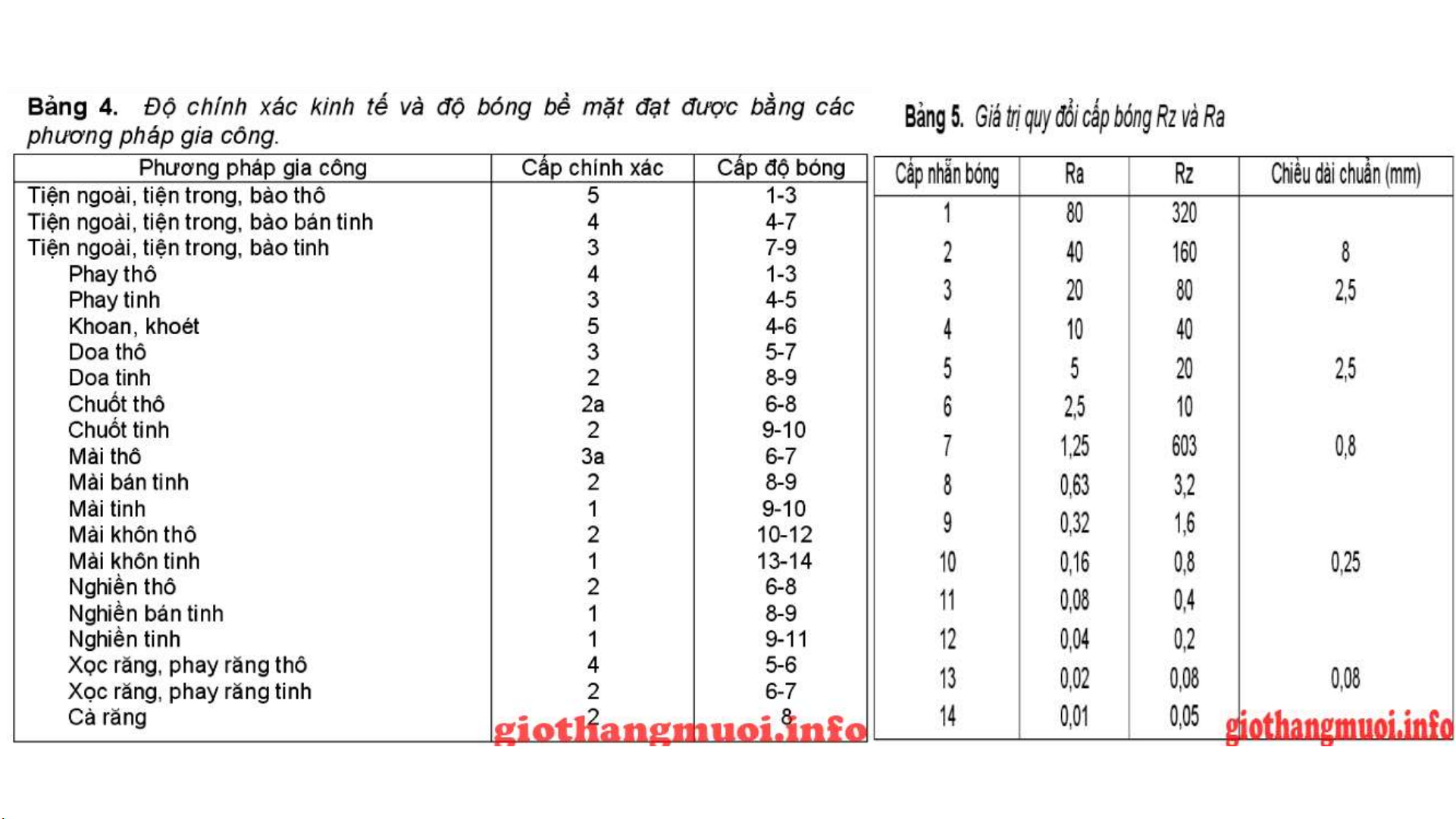
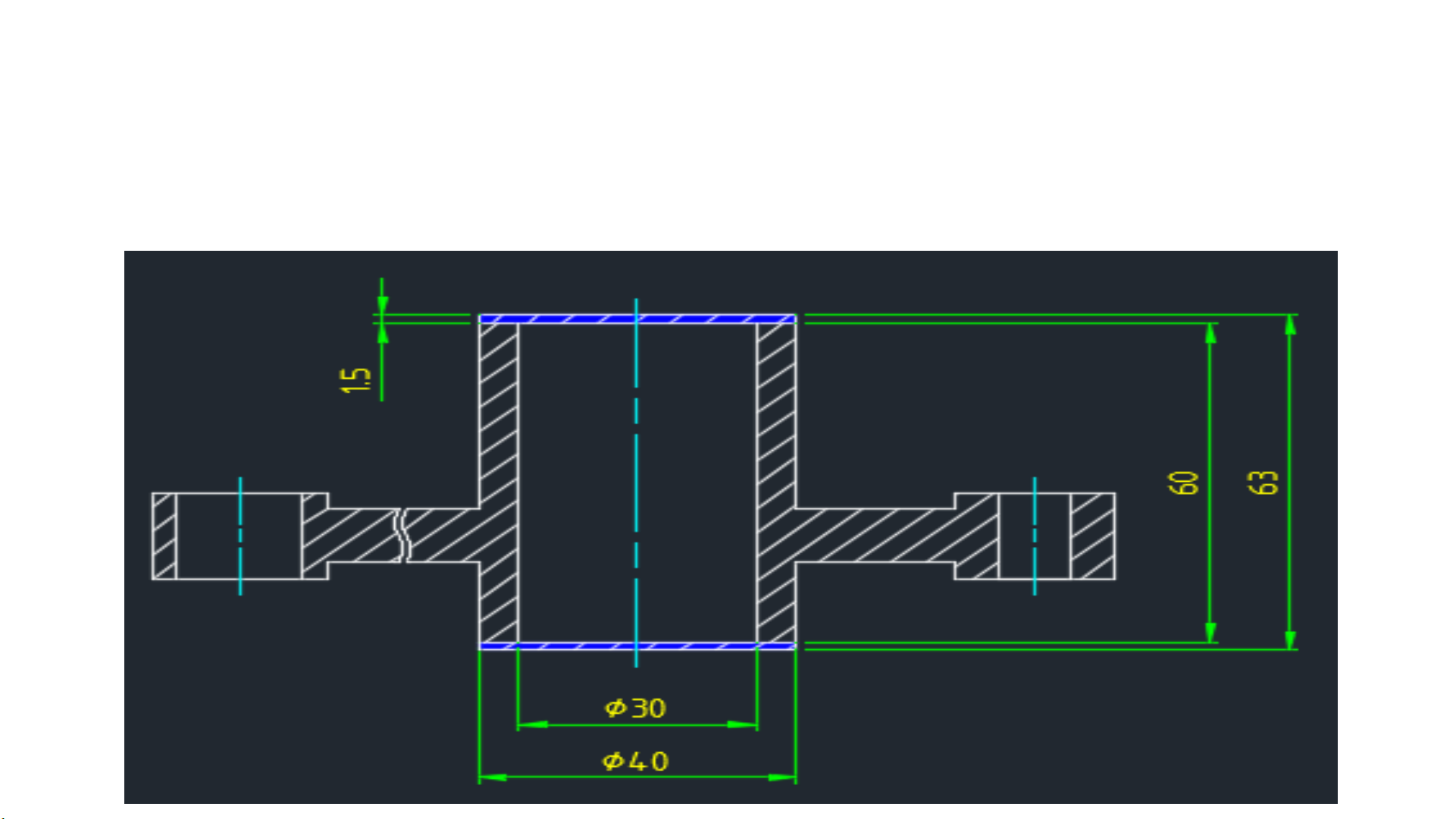
• Chi tiết lỗ có đường kính 30H8 (Ra=1.6) :chi tiết 30+0,033 có cấp
chính xác là 3 và độ nhám 7 nên ta dùng phương pháp gia
công lần cuối là doa thô
• Tên phương pháp : Đúc > Khoét > Doa thô .
+ Đúc vì lỗ có đường kính 30 nên có thể tiết kiệm vật liệu.
+ Khoét để gia công thô cho lỗ, là bước chuẩn bị để gia công tinh ( doa ). ( L/D < 5 )
+ Doa thô có độ chính xác và bề mặt cao, phù hợp với yêu cầu
( độ nhám 1.6 và độ chính xác H8 ).
Ta không dùng phương pháp khoan mà dung phương pháp khoét cho lỗ đúc sẵn?
Dung sai, cấp chính xác, khả năng công nghệ, năng suất : Khoét Doa thô Dung Sai (mm) 0,2 (29.8) 0,033 (30) Cấp chính xác Cũ 5- mới 11 Cũ 3 – mới 8
Khả năng công nghệ Khoét là phương Doa là nguyên pháp gia công mở công gia công tinh
rộng lỗ sau khi khoan các lỗ đã được hoặc đúc. Nâng cao khoan hoặc khoét
cấp chính xác và chất
lượng bề mặt lỗ, sửa
các sai số vị trí tương quan. Năng suất Cao Cao do lượng chạy dao lớn.
• Dụng cụ, máy, đồ gá :
• Dụng cụ cắt : thép gió P12.
• Máy : máy khoan cần 2M53.
• Đồ gá : chốt trụ ngắn ( 2 bậc tự do) , phiến tỳ ( 2 bậc tự do ), khối chữ V (2 bậc tự do)
• Thông số công nghệ : ( chiều sâu cắt, tốc độ, hình dáng dao,…) • Khoét :
Chiều sâu cắt : 1.1 ÷ 2 𝑚𝑚 . Vận tốc cắ 𝑚 𝑚𝑚
t : 23 ( ) .Lượng chạy dao : 𝑆 = 1.1 ÷ 1.3 ( ). ( bảng 5- 𝑝ℎ 𝑣ò𝑛𝑔
104 – sổ tay công nghệ chế tạo máy tập 2 ). • Doa :
Chiều sâu cắt : 0.25 ÷ 0.5 𝑚𝑚 . Vận tốc cắ 𝑚 t : 𝑉 = 6.2 ( ) . 𝑝ℎ Lượ 𝑚𝑚 ng chạy dao : 𝑆 = 2.4 (
). ( bảng 5-104 – sổ tay công nghệ 𝑣ò𝑛𝑔 chế tạo máy tập 2 ). Then : 6+0,031 . -0,031
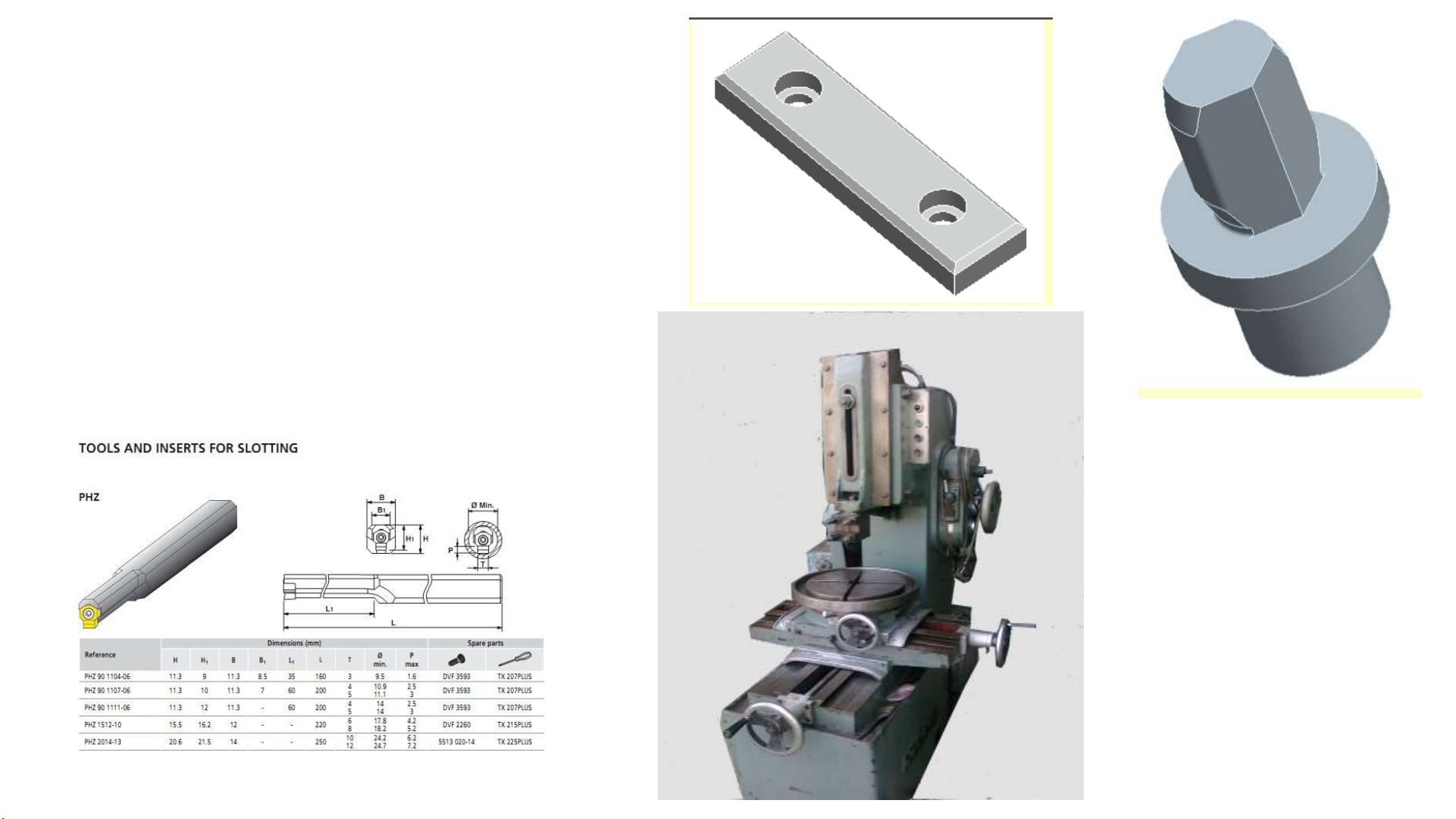
• Chọn xọc là thích hợp cho việc sản xuất theo yêu cầu ( dựa vào sản
lượng / năm và thể tích khối ta suy ra đây là sản xuất hàng loạt vừa nên xọc là phù hợp ).
• Dung sai, cấp chính xác, khả năng công nghệ, năng suất. • Dung sai : 0.062 (mm). • Cấp chính xác : Cũ 4.
• Khả năng công nghệ : Chuyển động cắt đơn giản : chuyển động theo phương thẳng đứng. • Năng suất : Thấp.
• Dụng cụ, máy, đồ gá : Vòng chữ C, phiến tỳ, chốt trám.
Dụng cụ cắt : thép gió P12. Thông số công nghệ :
• Chiều sâu cắt : t=2,8 mm.
• Lượng chạy dao S = 0,24 mm.
• Vận tốc cắt V=6.9 mm.
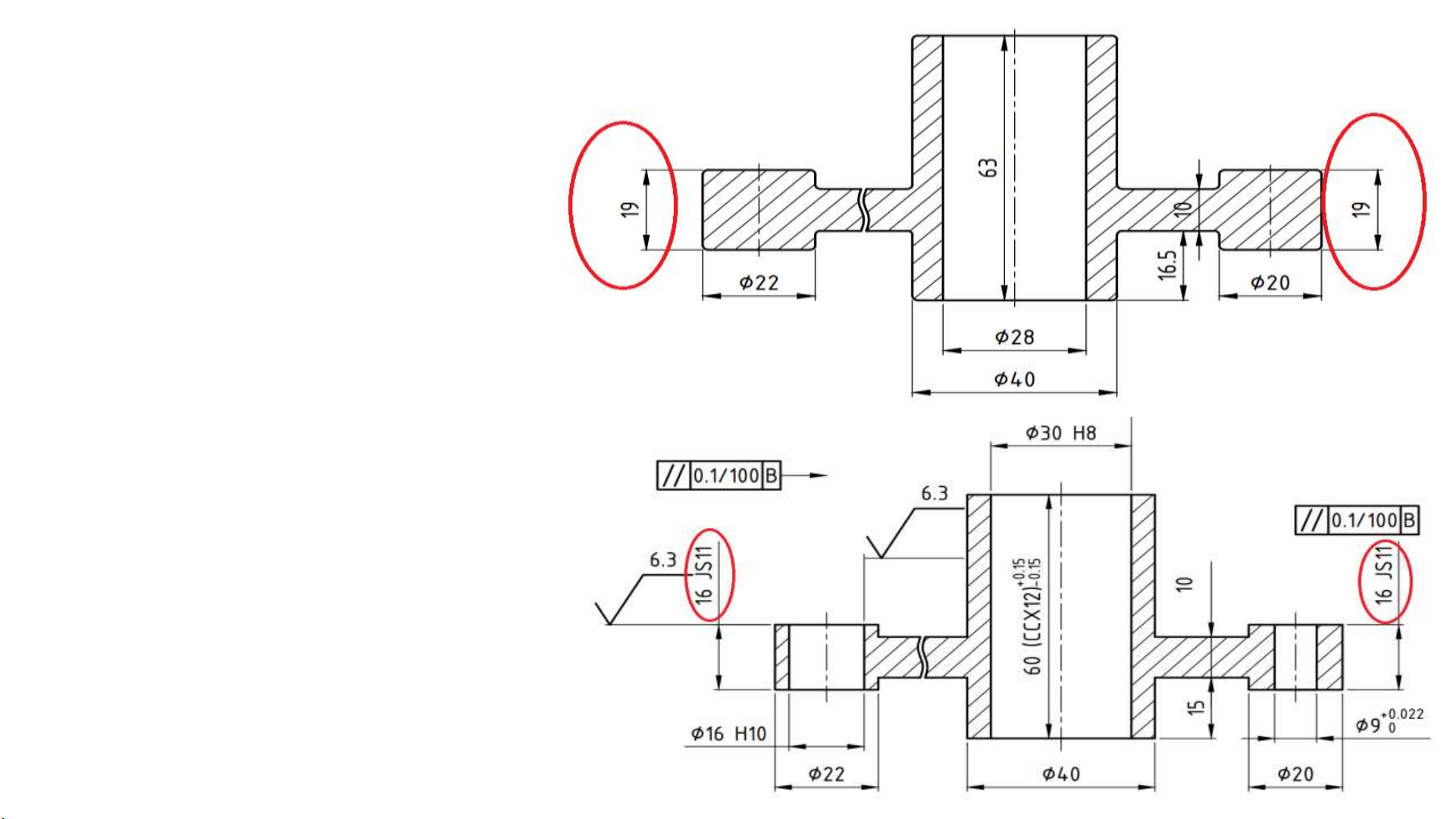
• TRẦN QUANG ANH DUY – mặt 5 và 9 Yêu cầu:
Kích thước trước gia công là 63 mm sau gia công là 60 mm Độ nhám: Ra = 3.2 Phương pháp gia công: Phay
- Dễ gá, thuận tiện để tiếp tục gia công các mặt đầu của hai lỗ còn lại.
- Đạt được độ chính xác cao và độ nhám theo yêu cầu
- Độ nhám mà phay có thể đạt được: Ra= 6,3 ÷ 0,8 µm - Cấp chính xác cỡ 3-4
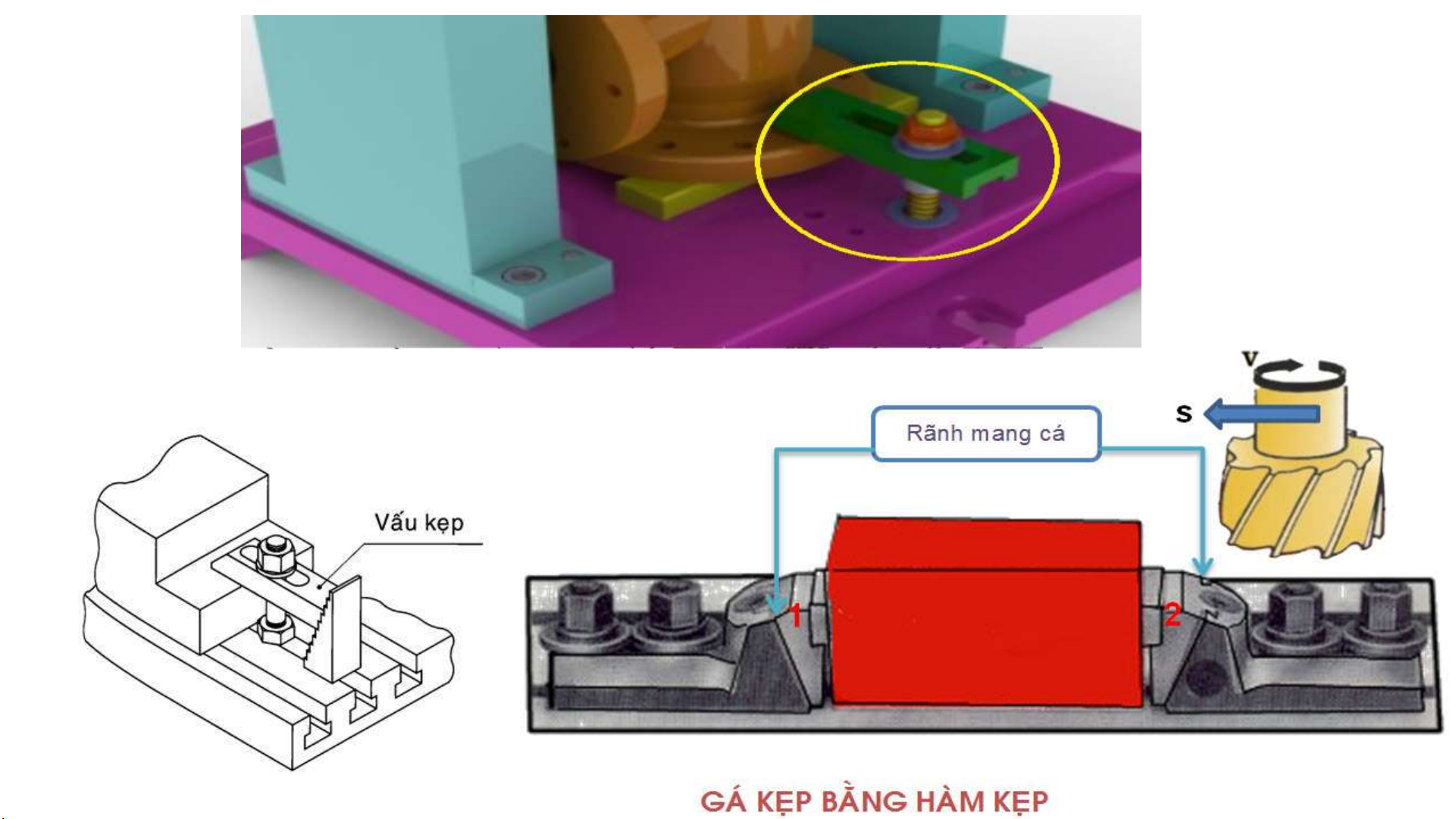
Đồ gá: Có thể dùng Phiến tì, Khối V, bu long, vấu kẹp, ke gá,… Quy trình: • Phay thô: Phay nghịch - Dụng cụ cắt: Dao phay mặt đầu
Vật liệu: thép gió có hợp kim cứng hoặc carbide - Chiều sâu cắt: 1 mm - Lượng chạy dao: 0,38 mm/vòng (Sổ tay công nghệ chế tạo máy tập 2) • Phay tinh: - Phay thuận - Chiều sâu cắt: 0,5 mm
- Lượng chạy dao: 0,14 mm/ vòng
- Tốc độ cắt phụ thuộc công
suất từng máy, vật liệu của và
chi tiết, đường kính dao …
Tùy từng trường hợp cụ thể
tốc độ cắt được tính theo công thức
• Cả hai lần phay thuận và
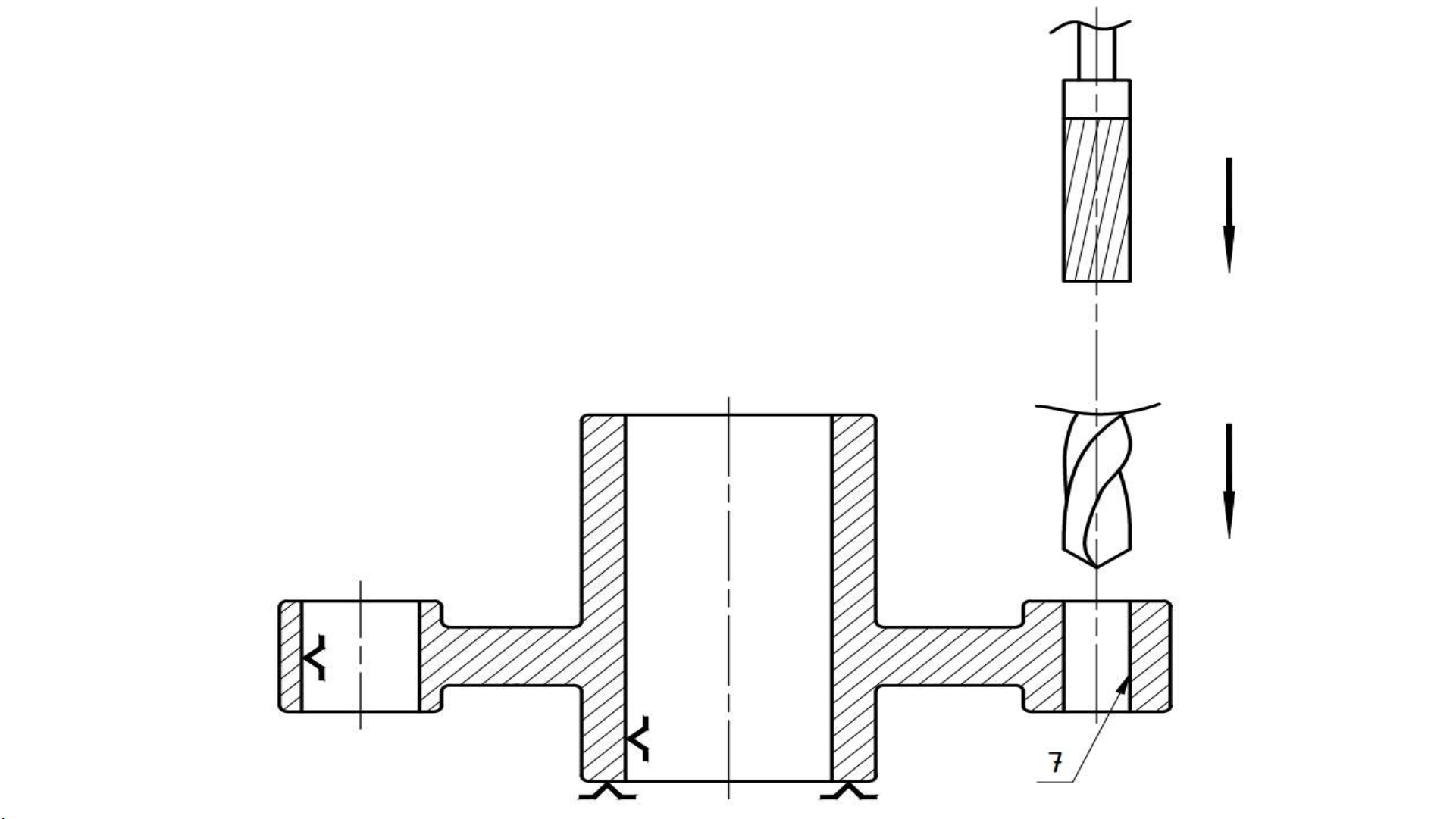
nghịch đều không sử dụng dung dịch bôi trơn. • LÊ TUẤN ANH – rãnh 7
• Yêu cầu kỹ thuật: lỗ phi 9+0,022 . Độ nhám 6.3. dung sai độ song song là 0.1/100
• Chọn phương pháp: khoan + doa và phay do khả năng công nghệ của phương
pháp đạt được yêu cầu kỹ thuật nêu trên.
• Khoan 2 lỗ của rãnh: dùng mũi khoan đường kính 7.5 hoặc 8 mm
• Doa 2 lỗ với mũi dao doa đường kính 9mm sữa sai lệch do khoan và đạt độ
chính xác, dung sai theo yêu cầu.
• Dùng dao phay ngón có đường kính 8mm phay rãnh còn lại • Thông số công nghệ:
• Khoan: hình dáng của mũi khoan + vật liệu . Số vòng quay, công suất máy,
feed ( lượng ăn dao mm/vòng), vật liệu phôi, vận tốc cắt,
• Doa: hình dáng + vật liệu làm dao. Tốc độ doa, vật liệu phôi, chiều sâu doa,…
• Phay: dao phay và vật liệu dao, vận tốc cắt, chiều sâu cắt, lượng chạy dao.
Chế độ phay ( phay thuận hay phay nghịch) Dụng cụ:
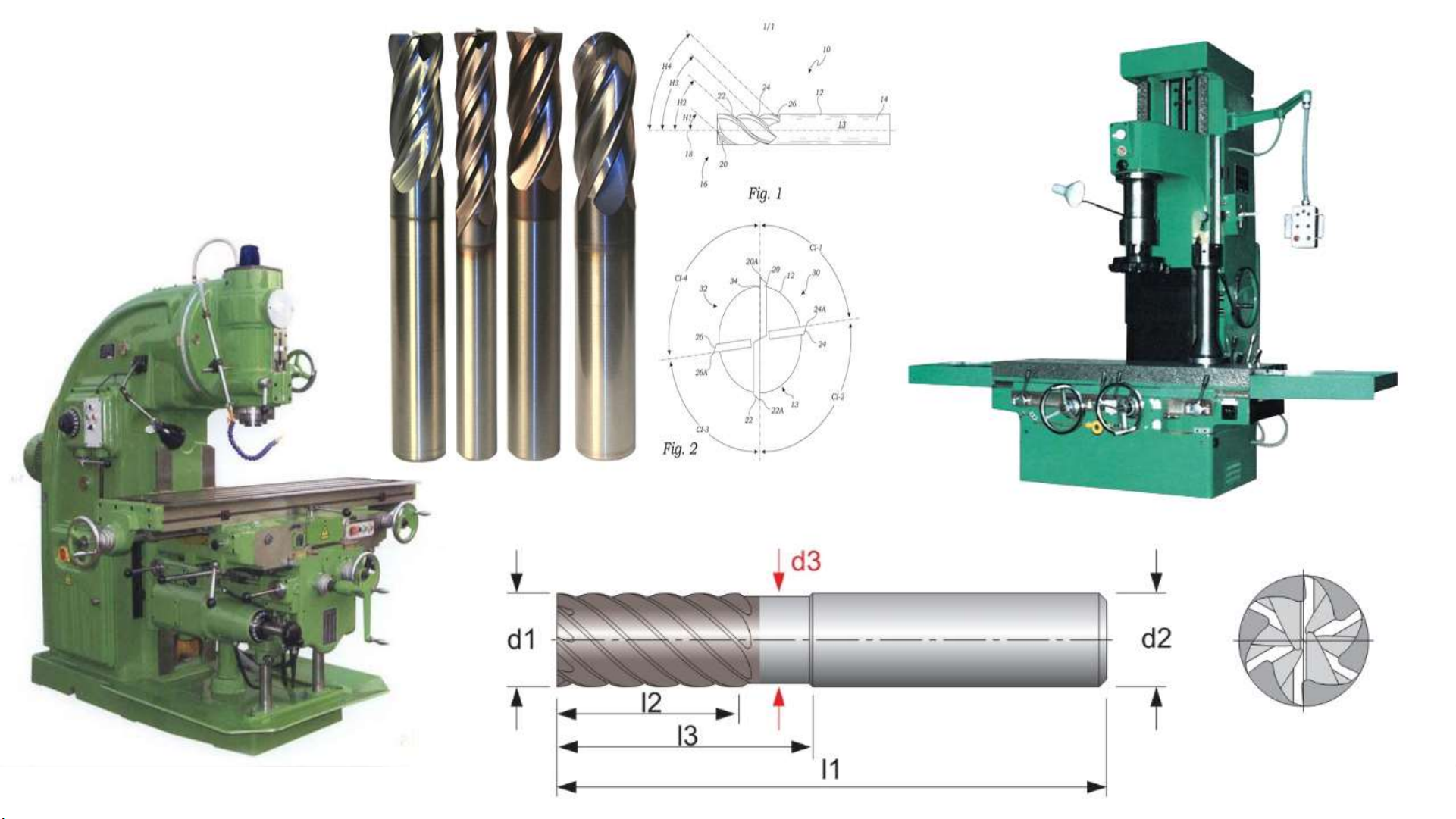
Dao – dao doa, dao phay ngón, mũi khoan ruột gà ( nòng súng)
Máy – máy phay ( khoan và phay) ví dụ: Máy phay đứng vạn năng Máy doa đứng
• Đồ gá: chốt tỳ điều chỉnh, phiến tỳ, bulong, chốt trám chống xoay, vấu kẹp, hàm kẹp, ke gá… • Trình tự thực hiện:
• Khoan 2 lỗ của rãnh đạt kích thước phi 8mm với mũi khoan đường kính 8mm
• Doa 2 lỗ bằng mũi dao doa để đạt kích thước phi 9mm
• Dùng mũi dao phay ngón đường kính 8mm phay thô rãnh
• Sau đó tiếp tục phay tinh để đạt kích thước 9mm
LÊ BÁ HẠNH– mặt 1-10 và 6-8 Yêu cầu:
Kích thước trước gia công là 19 mm . Lượng dư gia
công mỗi bề mặt là 1.5mm Sau gia công là 16 m Độ nhám: Ra = 6.3 mm Phương pháp gia công: Phay
- Đạt được độ chính xác cao và độ nhám theo yêu cầu
- Độ nhám mà phay có thể đạt được: Ra= 6,3 ÷ 0,8 µm - Cấp chính xác cỡ 3-4 Dụng cụ:
Dao phay – chọn dao phay mặt đầu
Máy phay- chọn máy phay đứng
(máy phay có trục chính vuông góc với bàn máy)
Đồ gá: có thể dùng chốt tỳ điều
chỉnh, phiến tỳ, bulong, chốt trám
chống xoay, vấu kẹp, hàm kẹp… • Thông số công nghệ:
Hình dáng, vật liệu làm dao
Chiều sâu cắt, tốc độ cắt, lượng chạy dao
Chế độ phay: phay thuận hay phay nghịch • Trình tự tiến hành: Phay thô và tinh mặt 6-8 Phay thô và tinh mặt 1-10 • Với mỗi bề mặt
Phay phá thô: phay nghịch với tổng chiều sâu cắt là 1mm
Phay tinh: phay thuận với tổng chiều sâu cắt là 0.5mm ĐỒNG ĐIỀN KHA– lỗ 2
• Yêu cầu: lỗ phi 16H10 => Sai lệch giới hạn dưới là 0, trên là +0.07, độ
nhám Ra=3.2, dung sai độ song song 0.1/100
• Chọn phương pháp: khoan + khoét+ doa
• Đặc điểm phôi: lỗ đặc . Ta dùng khoan để khoan lỗ tạm thời => dung
khoét và doa để nâng cao độ chính xác, dung sai và sữa sai lệch do khoan gây ra
• Dụng cụ: mũi khoan ruột gà, dao khoét, dao doa
• Máy khoan, khoét, doa hoặc dung chung 1 máy
• Đồ gá: có thể dùng chốt tỳ điều chỉnh, phiến tỳ, bulong, chốt trám
chống xoay, vấu kẹp, hàm kẹp… • Thông số công nghệ: • Khoan: • Khoét: • Doa:
Hình ảnh dao khoan khoét doa, máy • Trình tự tiến hành
• Dùng mũi khoan phi 14 khoan
• Dùng mũi khoét và doa phi 16