Bài 2 - hướng dẫn sử dụng dụng cụ đo | Thực tập cơ bản | Trường Đại học Bách Khoa Hà Nội
Mở, xem và in các file thiết kế mạch dễ dàng với đầy đủ các thông tinlinh kiện, netlist, dữ liệu bản vẽ, kích thước, số lượng .Tài liệu giúp bạn tham khảo, ôn tập và đạt kết quả cao. Mời đọc đón xem!
Môn: Thực tập cơ bản 331 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.6 K tài liệu
Tác giả:


















Preview text:
BÀI 2 - HƯỚNG DẪN SỬ DỤNG DỤNG CỤ ĐO 1.
ĐỒNG HỒ VẠN NĂNG 1.1. Giới thiệu
Đồng hồ vạn năng là đồng hồ đo các thông số của tín hiệu điện và các thông số
của linh kiện điện tử. Với các thông số đo cơ bản: Điện áp: AC, DC
Dòng điện: DC (mA, uA), AC (mA, uA), DC (A), AC (A). Hiện nay các
loại đồng hồ kim đa phần chỉ phổ cập đo DC (mA, uA).
Đo các thông số của linh kiện điện tử: Điện trở, tụ điện, Transitor… Hình 1: Hình n ả h m t ặ máy đ n ồ g h
ồ vạn năng chỉ thị kim 1 Hình 2: Đ n ồ g h ồ v n
ạ năng ch ỉth ịsố
Đồng hồ vạn năng bao gồm cơ cấu chỉ thị (chỉ thị kim hoặc chỉ thị số) và cơ
cấu điều khiển lựa chọn đo. Cơ cấu điều khiển thông thường gồm các phần như sau:
oDCV: Đo điện áp một chiều
oDCA: Đo điện áp xoay chiều (dòng điện cỡ mA)
oDC (Null): Đo điểm không của điện áp 1 chiều
oACV: Đo điện áp xoay chiều
oC: Đo giá trị tụ điện o
Ω: Đo giá trị điện trở
Bình thường, núm xoay lựa chọn ở vị trí OFF, khi chúng ta muốn đo một thông
số nào đó chúng ta sẽ lựa chọn vào khu vực của thông số cần đo. Các cung thông số
bao gồm các giá trị của thang đo mà người đo cần lựa chọn. 1.2.
Một số phép đo thông dụng: 1.2.1. Sử d n ụ g đ n ồ g h ồ v ạ n năng đo áp AC
Khi đo điện áp xoay chiều ta chuyển thang đo về các thang AC, để thang AC
cao hơn điện áp cần đo một nấc, Ví dụ nếu đo điện áp AC220V ta để thang AC 250V,
nếu ta để thang thấp hơn điện áp cần đo thì đồng hồ báo kịch kim, nếu để thanh quá
cao thì kim báo thiếu chính xác.
Chú ý: Tuyết đối không để thang đo điện trở hay thang đo dòng điện khi đo vào
điện áp xoay chiều => Nếu nhầm đồng hồ sẽ bị hỏng ngay lập tức 1.2.2. Sử d n ụ g đ n ồ g h ồ v ạ n năng đo đi ệ n tr ở
Đo kiểm tra điện trở bằng đồng hồ vạn năng Để đo tri số điện trở ta thực hiện theo các bước sau:
Bước 1: Để thang đồng hồ về các thang đo trở, nếu điện trở nhỏ thì để
thang x1 Ω hoặc x10 Ω, nếu điện trở lớn thì để thang x1KΩ hoặc 10 KΩ. =>
sau đó chập hai que đo và chỉnh triết áo để kim đồng hồ báo vị trí 0 Ω.
Bước 2: Chuẩn bị đo
Bước 3: Đặt que đo vào hai đầu điện trở, đọc trị số trên thang đo, Giá trị đo
được = chỉ số thang đo X thang đo
Bước 4: Nếu ta để thang đo quá cao thì kim chỉ lên một chút , như vậy đọc
trị số sẽ không chính xác.
Bước 5: Nếu ta để thang đo quá thấp , kim lên quá nhiều, và đọc trị số cũng không chính xác. 1.2.3. Sử d n ụ g đ n ồ g h ồ v ạ n năng đo đi ệ n áp 1 chi ề u
Khi đo điện áp một chiều DC, ta nhớ chuyển thang đo về thang DC, khi đo ta
đặt que đỏ vào cực dương (+) nguồn, que đen vào cực âm (-) nguồn, để thang đo cao
hơn điện áp cần đo một nấc. Ví dụ nếu đo áp DC 110V ta để thang DC 250V, trường
hợp để thang đo thấp hơn điện áp cần đo => kim báo kịch kim, trường hợp để thang
quá cao => kim báo thiếu chính xác. 1.2.4. Sử d ụ ng đ ồ ng h ồ đo thông m ạ ch
Chuyển sang thang đo x1 trên khu vực đo Ohm (Ω) đối với đồng hồ chỉ thị kim.
Đối với loại đồng hồ số, chuyển sang chế độ đo thông mạch với ký hiệu “Loa phát”.
Dây không đứt thì kim đồng hồ không dịch chuyển hoặc loa không kêu. 2.
MÁY HIỆN SÓNG – OSCILLOSCOPE 2.1.
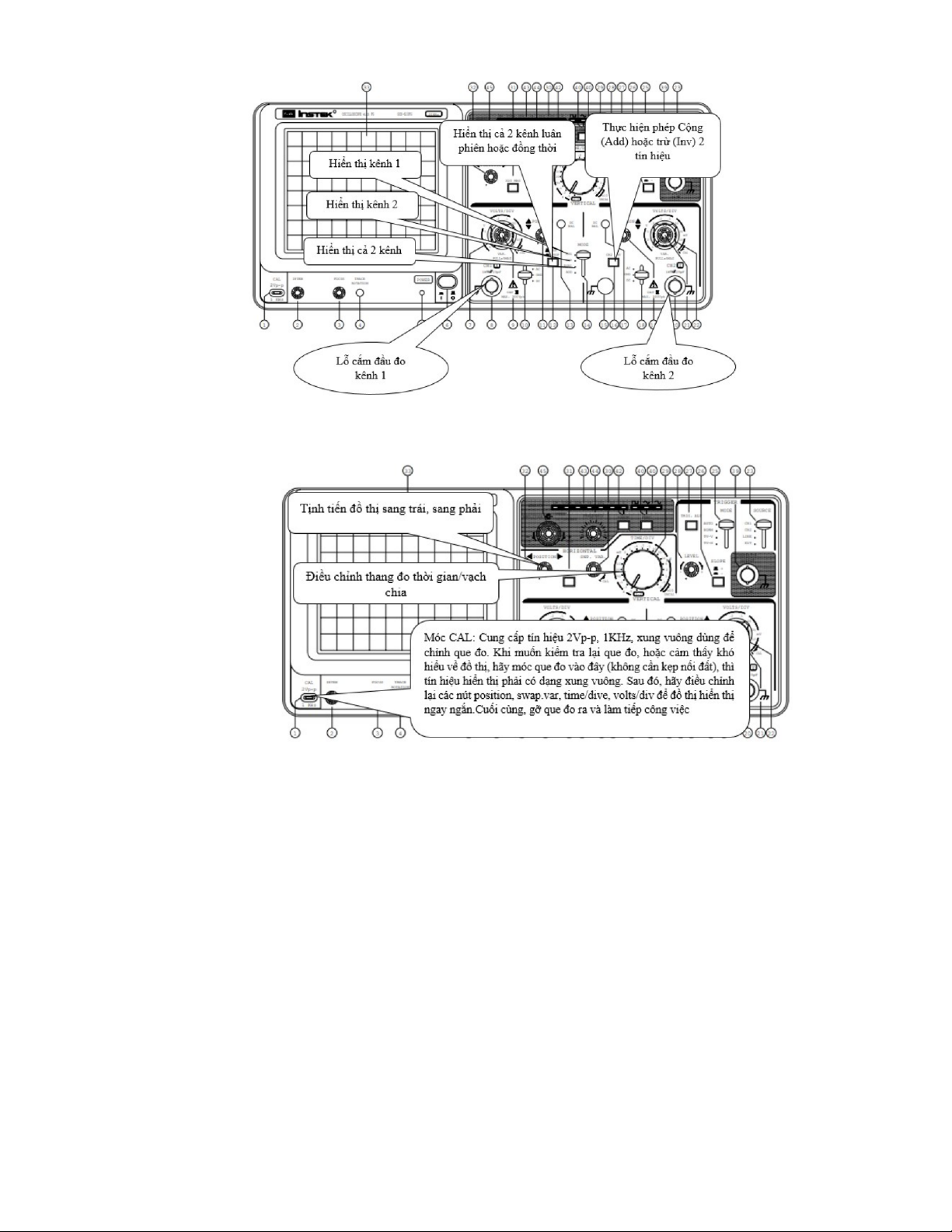
Hướng dẫn sử dụng các nút chức năng Hình 3: S
ơ đồ mặ t máy Oscilloscope Hình 4: S
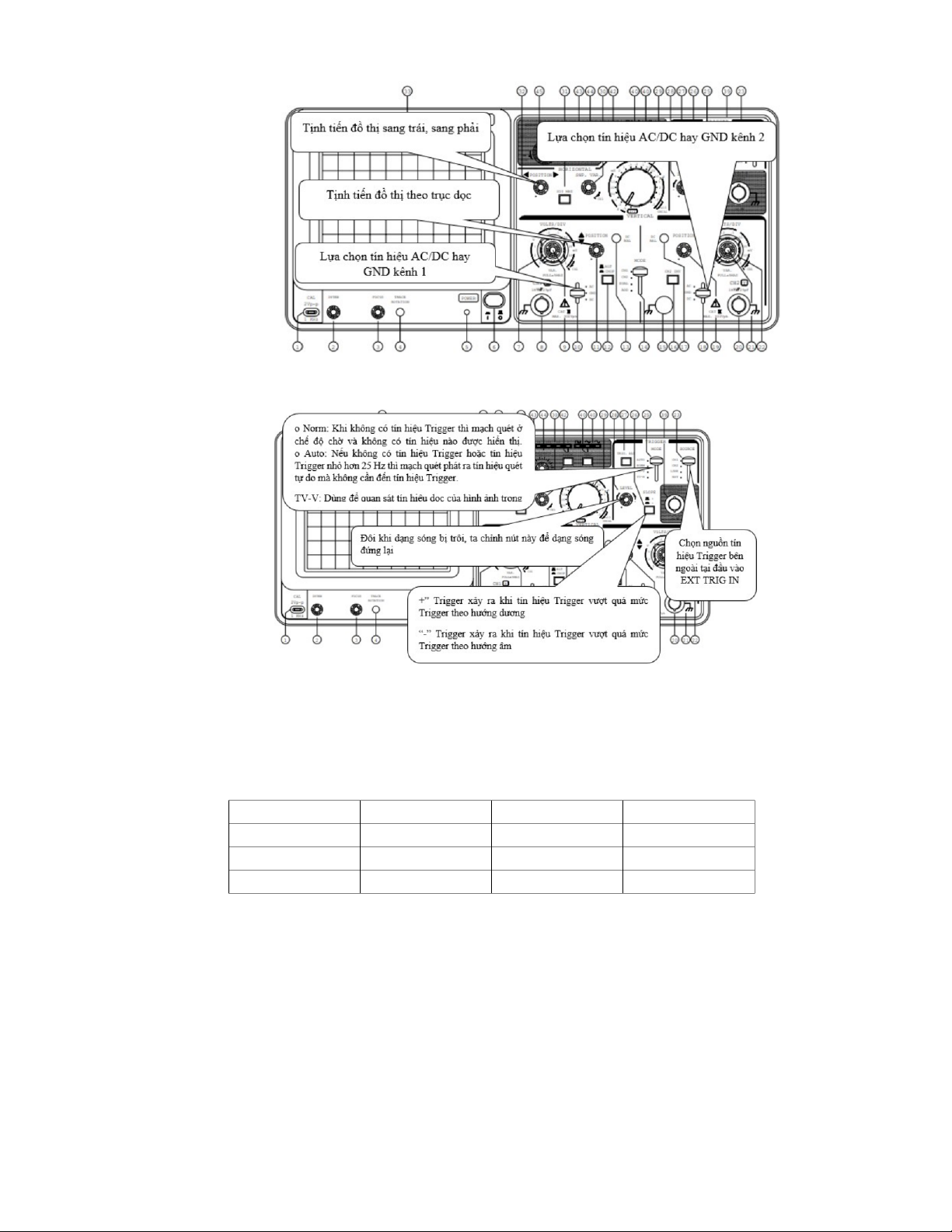
ơ đồ mặ t máy Oscilloscope (tiếp) Hình 5: S
ơ đồ mặ t máy Oscilloscope (tiếp) Hình 6: S
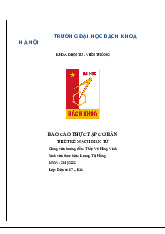
ơ đồ mặ t máy Oscilloscope (tiếp) Hình 7: S
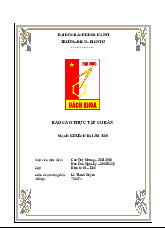
ơ đồ mặ t máy Oscilloscope (tiếp) Hình 8: S
ơ đồ mặ t máy Oscilloscope (tiếp) 2.2.
Hướng dẫn vận hành cơ bản 2.2.1. Chu n ẩ hóa máy tr c ướ khi s ử d ụ ng
Tắt máy và kiểm tra xem các nút điều khiển có ở đúng vị trí như sau Thành phần Thiết lập Thành phần Thiết lập CH2 INV Trạng thái nhả Slope + Alt/Chop/Add Chop Trig.alt Trạng thái nhả X1/X10 X1 Trigger mode Auto
Vào khu vực điều khiển trục dọc VERTICAL của các kênh CH1, CH2, bấm
vào nút GND. Trên màn hình sẽ hiện thị một đường thẳng tương ứng với
gốc 0V. Đôi khi, vạch ngang đó có thể không xuất hiện trên màn hình do bị
điều chỉnh ra ngoài vùng hiện thị. Hãy vặn nút Position để dạng sóng là
đường nằm ngang giữa màn hình. Chỉnh xong thì bấm vào nút GND lần
nữa để khôi phục tín hiệu vào thường.
Mắc đầu đo vào đầu CAL để có được tín hiệu vào chuẩn là dạng sóng
vuông 2 p-p (2 volt đỉnh - đỉnh).
Trong khu vực điều khiển trục ngang HORIZONTAL, chỉnh nút Position
để sao cho sóng hiện thị đúng giữa màn hình. Tiếp tục vặn nút Time/DIV
để vạch chia thời gian có độ rộng hợp lý, nhìn thấy rõ các tín hiệu.
Trong khu vực điều khiển trục dọc VERTICAL, chỉnh nút Volt/DIV để
vạch chia volt có độ rộng hợp lý, nhìn thấy rõ các tín hiệu. Lúc này, vạch
chia khắc trên nút vặn có thể không phù hợp với vạch chia trên màn hình, ví
dụ ta chọn Volt/DIV là 2V, nhưng độ biên độ của tín hiệu chuẩn (xung
vuông 2Vp-p) không khớp với 1 vạch chia trên màn hình. Khi đó, hãy tinh
chỉnh độ rộng vạch chia volts bằng cách vặn nút ở giữa cho tới khi trùng
khớp thì thôi. Chỉnh xong thì tháo que đo khỏi móc CAL. 2.2.2. M t ộ s
ố lư u ý khi sử dụ ng
Mỗi thanh đo gồm có đầu đo và mass. Chỉ việc gắn 2 đầu này vào hai điểm
cần đo. Lưu ý chế độ đang đo là AC hay DC mà chỉnh cần gạt cho phù hợp.
Có thể dạng sóng quá lớn hay quá nhỏ so với màn hình. Lúc này ta chỉnh
các nút Position để có dạng sóng nằm trong nàm hình. Để đọc các trị số của
tính hiệu ta lưu ý số ô và trị số của nút volt/DIV.
Mỗi máy sẽ có 2 dây đo. Khi sử dụng dây nào ta lưu ý phải chỉnh thanh
điều khiển về kênh đó, CH1 hoặc CH2.
Khi muốn hiển thị cả 2 kênh để so sánh 2 dạng tính hiệu ta chỉnh thanh điều khiển về chế độ DUAL.
Chế độ ADD của thanh điều khiển được sử dụng trong trường hợp muốn
cộng hai tín hiệu lại với nhau.
2.2.3. Thao tác khi hai kênh ho t ạ đ ộ ng
Đặt Vert Mode ở Dual, nối hai đầu dò vào Cal, đặt AC-GND-DC ở AC và chỉnh
núm Position để thấy được hai tia riêng biệt. 2.2.4. Thao tác ch ế đ ộ X – Y đ ộ c l ậ p
Chế độ X-Y cho phép Oscilloscope biễu diễn nhiều phép đo mà các cách quét
thông thường không thực hiện được.
Đặt núm chuyển đổi Time/Div sang X-Y để kích hoạt máy hoạt động ở chế độ X-Y.
oTrục X tín hiệu: Kênh Ch1
oTrục Y tín hiệu: Kênh Ch2
Ghi chú: Khi tần số cao được hiển thị trong chế độ X-Y, phải chú ý đến sự
khác nhau về pha cũng như về tần số giữa hai trục X-Y 2.3. Máy phát xung chuẩn Hình 9: S
ơ đồ mặ t máy bộ phát xung chuẩn Hình 10: S
ơ đồ mặ t máy bộ phát xung chuẩ n (tiế p)
BÀI 3 - HƯỚNG DẪN HÀN THỦ CÔNG 1.
GIFI THIÊHU DKNG CK HLN LINH KIỆN BỀ MẶT SMT (SURFACE MOUNT TECHNOLOGY)
Hình 11: Máy hàn tr m ạ Weller 1.1. Máy hàn
Hiê ƒn nay có rất nhiều loại máy hàn thủ công với nhiều tính năng đang được sử
dụng. Chúng tôi khuyến cáo người dùng nên sử dụng loại máy hàn có công suất tối thiểu là 50W.
Với các loại linh kiê ƒn chân hàn nhỏ thì công suất mỏ hàn khoảng 15W là hợp lý
nhưng đối với các linh kiê ƒn, vùng có diê ƒn tích chân hàn lớn (như vùng phủ đất,
connector, đường mạch có diê ƒn tích lớn) thì công suất của máy hàn phải được tăng lên.
Đa số các máy hàn cầm tay đều không có công tắc điều khiển công suất do đó công
suất bị tiêu hao do nhiê ƒt rất lớn dù nhiê ƒt đô ƒ của mỏ hàn là bao nhiêu. Khối điều khiển
nhiê ƒt đô ƒ của máy hàn Weller WTCP-S có chức năng khống chế điều khiển để nhiê ƒt đô ƒ
của mỏ hàn là không đổi. Điều này rất có ích bởi vì khi hàn số lượng lớn các chân hàn
hay các linh kiê ƒn kích thước lớn nhiê ƒt đô ƒ mỏ hàn luôn được cố định làm cho chất
lượng mối hàn đảm bảo. Nhiê ƒt đô ƒ tiêu chuẩn của mỏ hàn khoảng 320-350 C. o
Tu… theo kích thước của linh kiê ƒ
n, kích thước của chân hàn mà ta lựa chọn đầu mỏ hàn sao cho hợp lý. 1.2. Mô H t số nguyên vâ H t liê H
u, dụng cụ phụ trY khác Hình 12: M t ộ s
ố dụ ng cụ phụ c vụ hàn Flux
Đây là nguyên liê ƒu quan trọng. Viê ƒc phủ Flux lên chân hàn, chân linh kiê ƒn được
thực hiê ƒn trước khi hàn. Nó có tác dụng loại bỏ lớp oxide bám trên bề mă ƒt chân hàn,
chân linh kiê ƒn (nếu là linh kiê ƒn cắm) và có tác dụng d†n nhiê ƒt có tác dụng làm quá
trình hàn dễ dàng hơn, chất lượng mối hàn được đảm bảo Thiếc hàn
Loại thiếc hàn được sử dụng ở đây là loại thiếc dây với nhiều kích thước khác
nhau. Tu… thuôc ƒ vào kích thước của linh kiê ƒn mà ta lựa chọn loại thiếc hàn cho phù
hợp. Khi hàn các linh kiê ƒn hàn dán tu… thuôc ƒ vào kích thước của linh kiê ƒn ta có thể
chọn loại thiếc dây có đường kính 0.4-0.5 mm. Khi hàn các linh kiê ƒn chân cắm ta có
thể chọn thiếc dây có đường kính 0.8-1mm. Dây hút thiếc
Được sử dụng trong các trường hợp chân linh kiê ƒn hàn nhiều thiếc hoă ƒc các
chân linh kiê ƒn bị dính thiếc. Nhíp
Được sử dụng để cố định các loại linh kiê ƒn nhỏ (linh kiê ƒn dán) trong quá trình
hàn. Nên sử dụng loại nhíp đầu cong thì khi tiến hành hàn linh kiê ƒn sẽ không bị khuất
tầm nhìn linh kiê ƒn, kết quả hàn sẽ tốt và chính xác hơn. Kính lúp
Kính lúp rất có tác dụng khi hàn các linh kiê ƒn nhỏ, đă ƒc biê ƒt là các linh kiê ƒn dán.
Khi các chân linh kiê ƒn rất nhỏ và sát nhau, trong quá trình hàn rất dễ xảy ra hiê ƒn tượng
nhiều thiếc, dính thiếc giữa các chân linh kiê ƒn. Viê ƒc quan sát kiểm tra bằng mắt thường
sẽ khó khăn và mau chóng làm mỏi mắt. Chính vì vâ ƒy nên sử dụng kính lúp với đô ƒ
phóng đại 10X để kiểm tra chất lượng mối hàn. Hướng d†n hàn linh kiê ƒn chân cắm. 2.
HƯFNG D\N HLN LINH KIÊHN CHÂN C^M
Các linh kiê ƒn chân cắm là các linh kiê ƒn có chân đâm xuyên bo mạch Hình 13: Làm sạch b ạ o m ch hàn ch ắ ân c m 2.1. Làm s`ch bo m`ch:
Trước khi tiến hành hàn linh kiê ƒn ta phải Làm sạch bo mạch. Cụ thể là làm sạch
tại vị trí chân hàn linh kiê ƒn. Như đã biết bo mạch khi để ra ngoài không khí, các chân
hàn rất dể bị oxy hoá. Lớp oxy hoá trên bề mă ƒt trên hàn này làm cho chất lượng mối
hàn kém (giảm khả năng kết nối giữa linh kiê ƒn và bo mạch, mối hàn không đạt tiêu
chuẩn thẩm m‰). Trong trường hợp không có Flux ta có thể dùng tẩy để làm sạch chân hàn linh kiê ƒn. 2.2.
Làm s`ch đầu ma hàn
Hình 14: Làm sạch đ u ầ m ỏ hàn
Đầu mỏ hàn với nhiê ƒt đô ƒ cao nên sau nhiều lần hàn sẽ bị đen đầu làm cho khả
năng d†n nhiê ƒt của đầu mỏ hàn kém, d†n đên chất lượng của mối hàn kém. Do đó
trước khi hàn ta nên làm sạch đầu mỏ hàn. Đảm bảm đầu mỏ hàn luôn sáng bóng, có
như vâ ƒy thì nhiê ƒt lượng mỏ hàn không bị thất thoát, nhiê ƒt đô ƒ đầu mỏ hàn luôn đúng với
nhiê ƒt đô ƒ đã điều chỉnh.
“Multicore's Tip Tinner Cleaner (TTC)” là nguyên vâ ƒt liê ƒu chuyên dụng để làm
sạch đầu mỏ hàn. Bâ ƒt mỏ hàn, đợi cho đầu mỏ hản nóng lên sau đó nhúng vào trong
hô ƒp nguyên liê ƒu trên vài giây. 2.3. Cbm linh kiê H
n và cbt chân linh kiê H n Hình 15: Bẻ châ ệ n linh ki n
B‹ chân linh kiê ƒn sao cho khoảng cách giữa hai chân linh kiê ƒn bằng đúng
khoảng cách giữa hai chân hàn. Cắm linh kiê ƒn vào đúng vị trí theo sơ đồ mạch. Hình 16: Cắt ch ệ ân linh ki n
Cắt chân linh kiê ƒn. Khoảng cách tŒ bề mă ƒt bo mạch đến đầu chân linh kiê ƒn đã
cắt khoảng 1.5mm-2mm. Sau đó hơi bẽ nghiêng chân linh kiê ƒn sang 2 bên để cố định
linh kiê ƒn, không để linh kiê ƒn rơi khỏi bo. 2.4. Hàn linh kiê H n
Hình 17: Làm nóng chân linh kiện
Đưa đầu mỏ hàn vào giữa chân linh kiê ƒn và chân hàn theo góc 45 để o đồng thời
làm nóng chân linh kiê ƒn và chân hàn. Hình 18: Hàn thi c ế ch ệ ân linh ki n
Đưa dây thiếc vào chân hàn cho dây thiếc chảy ra mô ƒt lượng vŒa đủ. Sau đó lần
lượt nhấc dây thiếc, nhấc mỏ hàn ra. 2.5.
Quan sát kiem tra chft lưYng mối hàn Hình 19: Ki m ể t ố ra m i hàn
Sau khoảng 1s-2s mối hàn sẽ nguô ƒi và ta được kết quả như trên hình vẽ.
Quan sát mă ƒt phẳng mă ƒt nghiêng xem có bị hiê ƒn tượng hàn giả, dính thiếc hay
không. Nếu có lối phải sửa ngay.
Chú ý: Để mối hàn sáng bóng, chắc chắn, ta cần phải chú ý mô ƒt số điểm sau:
Làm sạch chân hàn và chân linh kiê ƒ n.
Làm sạch đầu mỏ hàn.
Phải để mỏ hàn nóng đủ nóng (đạt tới 350oC ).
Thời gian tŒ lúc bắt đầu đưa mỏ hàn vào chân hàn đến lúc nhấc mỏ hàn ra không quá 3s. 3.
HƯFNG D\N HLN LINH KIÊHN DÁN 3.1. Điê H n trg, tụ điê H n, cuô H n cảm
Hình 20: Linh kiện điện tr ở dán Làm sạch chân hàn.
Dùng Flux phủ lên chân hàn để loại bỏ lớp oxy hoá trên bề mă ƒt chân hàn. Hiê ƒn
nay đa số các loại dây thiếc đều có Flux ở trong lõi nên không ta không cần trong
trường hợp này ta không cần dùng bút Flux nữa mà trực tiếp phủ thiếc lên bề mă ƒt chân hàn.
Phủ thiếc lên mô ƒt chân hàn Hình 21: Phủ thi ế c chân hàn
Đồng đưa mỏ hàn và dây thiếc vào chân hàn cần phủ thiếc, để dây thiếc nóng
chảy mô ƒt lượng vŒa đủ lên bề mă ƒt chân hàn. Lớp thiếc này có tác dụng để cố đinh mô ƒt đầu linh kiê ƒn khi hàn.
Hình 22: Chân hàn sau khi đ6 đ c ư phủ thi ế c
Hàn cố định mô ƒt đầu linh kiê ƒn . Hình 23: C
ố đị nh linh kiện bằng nhíp
Dùng nhíp cầm ngang thân linh kiê ƒn cần hàn. Sau đó đă ƒt vào vị trí cần hàn.
Dùng nhíp điều chỉnh sao cho linh kiê ƒn nằm chính giữa chân hàn. Sau đó đưa mỏ hàn
vào bên chân hàn đã phủ thiếc làm cho thiếc nóng chảy dính vào chân của linh kiê ƒn để
giữ linh kiê ƒn cố định không bị xê dịch. Hình 24: C
ố đị nh mộ t đầu linh kiệ n Chú ý:
Thời gian tŒ lúc đưa mỏ hàn vào đến nhấc mỏ hàn ra không quá 3s.
Dùng nhíp điều chỉnh sao cho linh kiê ƒ n nằm chính giữa hai chân hàn và
bụng linh kiê ƒn tiếp xúc với bề mă ƒt bo mạch.
Hàn chân linh kiê ƒn còn lại Hình 25: Hàn đ u ầ cò ạ n l i linh ệ ki n
Sau khi đã hàn cố định mô ƒt đầu linh kiê ƒn. Linh kiê ƒn đã được điều chỉnh ngay
ngắn, thẳng hàng, không bị vênh, ta tiến hành hàn chân linh kiê ƒn còn lại. Đưa mỏ hàn
vào chỗ tiếp xúc giữa chân hàn và chân linh kiê ƒn đồng thời đưa dây thiếc vào. Cho dây
thiếc nóng chảy mô ƒt lượng vŒa đủ thì nhấc dây thiếc ra và nhấc mỏ hàn ra.. Hình 26: M i ố hỉàn hoàn ch nh 3.2.
IC hai hàng chân song song (SOIC) Làm sạch bo mạch
Tài liệu liên quan:
-

Báo cáo Thực Tập Cơ Bản: Linh Kiện và IC Trong Mạch Điện | Thực tập cơ bản | Trường Đại học Bách khoa Hà Nội
41 21 -
Báo cáo Thực Tập Cơ Bản: Thiết Kế Mạch Điện Tử | Thực tập cơ bản | Trường Đại học Bách khoa Hà Nội
35 18 -

Báo cáo về Chủ nghĩa Xã hội Khoa học và Vai trò của C. Mác - Ph. Ăngghen | Thực tập cơ bản | Trường Đại học Bách khoa Hà Nội
40 20 -

Báo cáo Thực Tập Cơ Bản: Thiết Kế Mạch Đếm Thuận 0-9 Bằng Altium | Thực tập cơ bản | Trường Đại học Bách khoa Hà Nội
35 18 -
Báo cáo thực tập Mạch khuếch đại âm tần - Điện tử | Thực tập cơ bản | Trường Đại học Bách khoa Hà Nội
38 19