Bài tập điều khiển lập trình PLC | Đại học Kinh tế Kỹ thuật Công nghiệp
Dưới đây là một số bài tập mẫu về lập trình điều khiển PLC, giúp sinh viên tại Đại học Kinh tế Kỹ thuật Công nghiệp thực hành các kiến thức đã học về lập trình điều khiển tự động hóa với PLC. Thiết kế một chương trình điều khiển PLC cho hệ thống bật tắt đèn. Có một nút nhấn để bật đèn và một nút khác để tắt đèn. Viết chương trình điều khiển PLC cho một động cơ điện có hai chế độ vận hành:
Môn: Lập trình nhúng 8 tài liệu
Trường: Trường Đại học Kinh tế kỹ thuật công nghiệp 1.7 K tài liệu
Tác giả:


Preview text:
Câu hỏi BT Điều Khiển Lập Trình PLC 2022
NHÓM TỔ HỢP CÂU HỎI SỐ: 01
Số câu hỏi/1 đề thi
Điểm số 1 câu hỏi Ghi chú 01 03
DANH MỤC CÁC CÂU HỎI THUỘC NHÓM TỔ HỢP SỐ 1
Mã câu hỏi 1_1. Trình bày về cấu trúc chung bộ điều khiển lập trình PLC?
Mã câu hỏi 1_2. Dòng sản phẩm PLC S7-1200 và PLC S7-1500 phù hợp cho những ứng dụng như thế nào?
Mã câu hỏi 1_3. Trình bày cấu trúc phần cứng của PLC S7-1200?
Mã câu hỏi 1_4. Trình bày cấu trúc phần cứng của PLC S7-1500?
Mã câu hỏi 1_5. PLC S7-1200 và PLC S7-1500 truy xuất Tag nhớ hay địa chỉ tr c ự tiếp?
Mã câu hỏi 1_6. PLC S7-1200 và PLC S7-1500 có bao nhiêu ngôn ngữ lập trình? Kể tên các ngôn ngữ trên?
Mã câu hỏi 1_7. Trình bày về lập trình cấu trúc của PLC S7-1200 và S7-1500, hàm chức
năng FC và khối hàm chức năng FB?
Mã câu hỏi 1_8. Trình bày về vòng quét chương trình của PLC S7-1200 và S7-1500 trên phần mềm TIA PORTAL?
Mã câu hỏi 1_9. Trình bày địa chỉ MAC, IP Address là gì?
Mã câu hỏi 1_10. Trình bày địa Subnet Mask là gì? Phân chia lớp mạng với IP và Subnet mask?
Mã câu hỏi 1_11. Trình bày các bước cấu hình địa chỉ IP cho máy tính?
Mã câu hỏi 1_12. Trình bày các bước cấu hình địa chỉ IP cho PLC S7-1200/1500?
Mã câu hỏi 1_13. Trình bày các bước cấu hình PLC S7-1200 và S7-1500 chuẩn dựa theo phần cứng PLC?
Mã câu hỏi 1_14. Trình bày các bước thực hiện mô phỏng (phần mềm giả lập) cho PLC S7-1200/1500?
Mã câu hỏi 1_15. Trình bày ưu điểm lập trình I/O Mapping và các bước lập trình với I/O
Mapping trên phần mềm TIA Portal?
Mã câu hỏi 1_16. Kể tên các tập lệnh logic và chức năng ứng dụng của nó?
Mã câu hỏi 1_17. Bộ định thì khai báo theo chuẩn IEC timer có những đặc trưng gì?
Mã câu hỏi 1_18. Trình bày nguyên lý hoạt động của bộ định thì tạo xung TP của PLC
S7-1200 và S7-1500? Nêu ví dụ minh họa?
Mã câu hỏi 1_19. Trình bày nguyên lý hoạt động của bộ định thì trễ sườn lên không nhớ
TON của PLC S7-1200 và S7-1500? Nêu ví dụ minh họa?
Mã câu hỏi 1_20. Trình bày nguyên lý hoạt động của bộ định thì trễ sườn xuống TOFF
của PLC S7-1200 và S7-1500? Nêu ví dụ minh họa?
Mã câu hỏi 1_21. Trình bày nguyên lý hoạt động của bộ định thì trễ sườn lên có nhớ
TONR của PLC S7-1200 và S7-1500? Nêu ví dụ minh họa?
Mã câu hỏi 1_22. Trình bày nguyên lý hoạt động của bộ đếm lên CTU của PLC S7-1200
và PLC S7-1500? Nêu ví dụ minh họa?
Mã câu hỏi 1_23. Trình bày nguyên lý hoạt động của bộ đếm xuống CTD của PLC S7-
1200 và PLC S7-1500? Nêu ví dụ minh họa?
Mã câu hỏi 1_24. Trình bày nguyên lý hoạt động của bộ đếm lên xuống CTUD của PLC
S7-1200 và PLC S7-1500? Nêu ví dụ minh họa?
Mã câu hỏi 1_25. Trình bày các phép toán so sánh bằng, so sánh khác, so sánh lớn hơn và
so sánh lớn hơn bằng trong TIA Portal cho PLC S7-1200 và PLC S7-1500? Lấy ví dụ minh hoạ?
Mã câu hỏi 1_26. Trình bày các phép toán so sánh lớn hơn, so sánh lớn hơn bằng, so sánh
nhỏ hơn và so sánh nhỏ hơn bằng trong TIA Portal cho PLC S7-1200 và PLC S7-1500? Lấy ví dụ minh hoạ?
Mã câu hỏi 1_27. Trình bày các bước tổng hợp mạch trình tự bằng phương pháp hàm tác
động và phương pháp Grafcet?
Mã câu hỏi 1_28. Trình bày các bước tổng hợp mạch trình tự bằng phương pháp bảng
trạng thái và phương pháp Grafcet?
Mã câu hỏi 1_29. Trình bày lập trình xử lý tín hiệu Analog input?
Mã câu hỏi 1_30. Trình bày lập trình xử lý tín hiệu Analog output? Lập trình xử lý tín hiệu nhiệt?
Mã câu hỏi 1_31. Trình bày câu lệnh NORM_X và lệnh SCALE_X trong TIA PORTAL?
Mã câu hỏi 1_32. Trình bày các tập lệnh xử lý PID trong TIA cho PLC S7-1200 và PLC S7-1500?
Mã câu hỏi 1_33. Trình bày đặc tính giao tiếp mạng truyền thông ASI?
Mã câu hỏi 1_34. Trình bày kiến trúc trong mạng ASI?
Mã câu hỏi 1_35. Trình bày tổng quan về mạng truyền thông Modbus? Các dạng mạng truyền thông Modbus?
Mã câu hỏi 1_36. Trình bày tập lệnh truyền thông cho mạng truyền thông Modbus trên phần mềm TIA PORTAL?
Mã câu hỏi 1_37. Trình bày tổng quan về mạng truyền thông Profibus? Truyền thông dữ
liệu với mạng Profibus DP?
Mã câu hỏi 1_38. Trình bày tập lệnh truyền thông mạng Profibus DP trên phần mềm TIA PORTAL?
Mã câu hỏi 1_39. Trình bày tổng quan mạng truyền thông Profinet? Truyền thông dữ liệu
với mạng truyền thông Profinet?
Mã câu hỏi 1_40. Trình bày tập lệnh truyền thông mạng Profinet trên phần mềm TIA PORTAL?
NHÓM TỔ HỢP CÂU HỎI SỐ: 02
Số câu trong 1 đề thi
Điểm số 1 câu hỏi Ghi chú 01 03
DANH MỤC CÁC CÂU HỎI THUỘC NHÓM TỔ HỢP SỐ 2
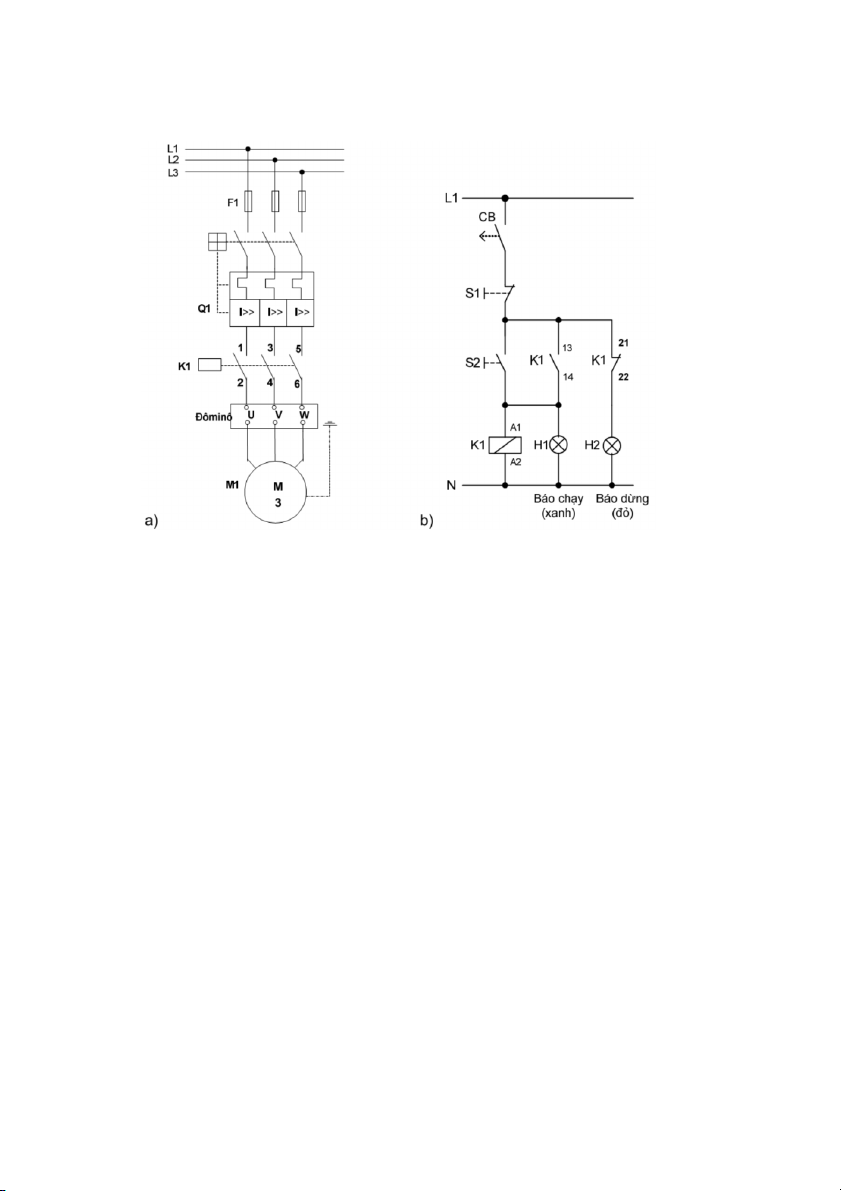
Mã câu hỏi 2_1: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển ON/OFF
động cơ có chỉ báo theo yêu cầu:
Một động cơ điện 3 pha được điều khiển bằng một PLC S7-300. Khi nhấn nút S2 (thường
hở) thì động cơ sẽ chạy. Khi nhấn nút S1 (thường đóng) thì động cơ sẽ dừng lại. Các chế
độ hoạt động chạy và dừng được báo bằng 2 đèn báo H1 và H2.
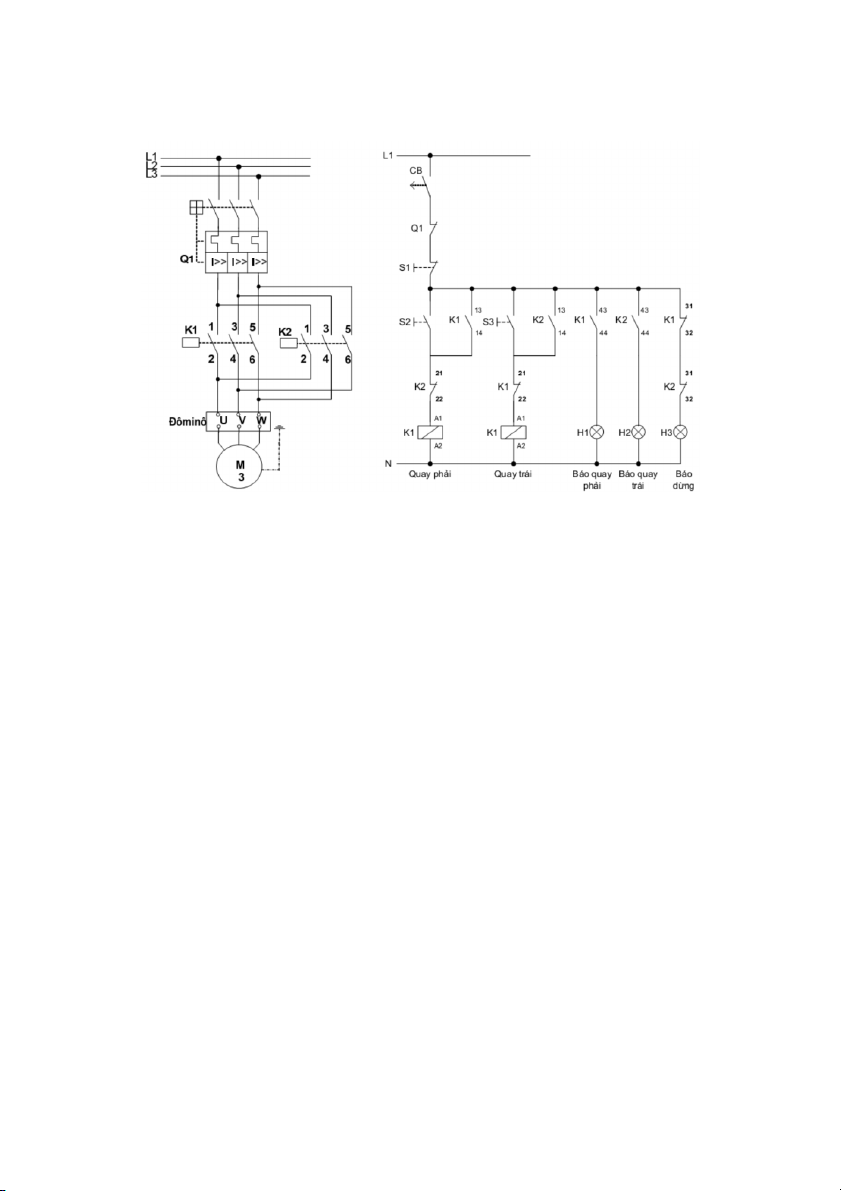
Mã câu hỏi 2_2: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển đảo chiều
quay động cơ theo yêu cầu:
Một động cơ điện 3 pha cần được điều khiển đảo chiều. Khi ấn S1 (thường hở) thì động
cơ sẽ quay phải và đèn H1 sáng báo động cơ đang quay phải. Khi nhấn nút S2 (thường hở)
thì động cơ quay trái và đèn H2 sáng báo động cơ đang quay trái. Động cơ có thể dừng bất
cứ lúc nào nếu ấn nút dừng S3 (thường đóng) hoặc động cơ xảy ra sự cố quá dòng làm cho
tiếp điểm của thiết bị bảo vệ Q1 tác động (tiếp điểm 13, 14 của Motor CB). Khi động cơ dừng đèn báo H3 sáng.
Mã câu hỏi 2_3: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển tuần tự 3
động cơ không đồng bộ xoay chiều 3 pha theo yêu cầu:
Khi ấn nút START thì động cơ Đ1 làm việc, sau 10 giây thì động cơ Đ2 làm việc, sau 15
giây tiếp theo thì động cơ Đ3 làm việc, Nhấn nút STOP thì dừng hệ thống
Mã câu hỏi 2_4: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển tuần tự 4
động cơ không đồng bộ xoay chiều 3 pha theo yêu cầu:
Khi nhấn nút M thì sau 5s động cơ Đ1 làm việc, sau 10 giây thì động cơ Đ2 làm việc,
sau 15 giây tiếp theo thì động cơ Đ3 làm việc, sau 20s động cơ Đ4 làm việc. Hệ thống làm
việc lặp lại 5 lần sau đó dừng. Nhấn nút D thì dừng hệ thống
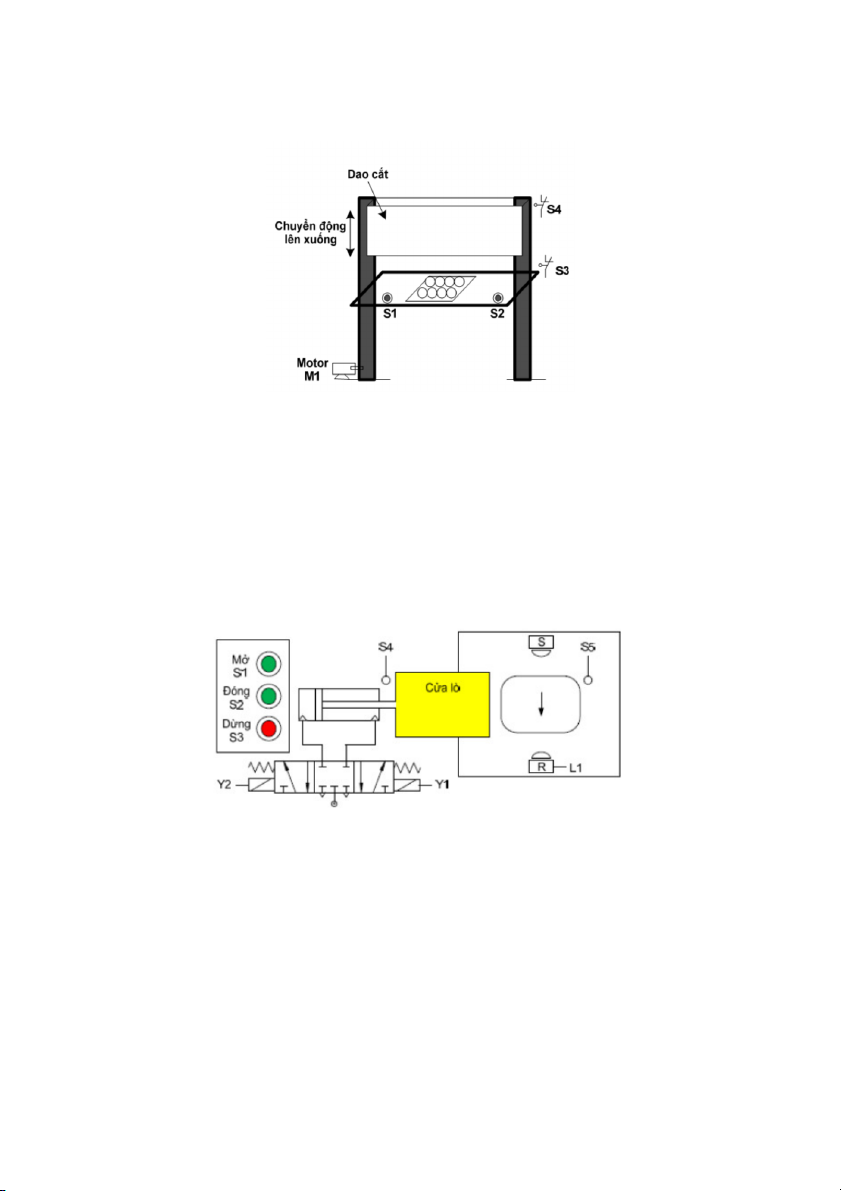
Mã câu hỏi 2_5: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển cơ cấu máy dập theo yêu cầu:
Một cơ cấu dập trong một máy dập nguyên liệu (ví dụ dập ra các vỏ hộp) có thể chuyển
động nâng lên hay hạ xuống nhờ một động cơ điện M1 quay 2 chiều. Để đảm bảo an toàn
cho tay người vận hành thì chỉ khi nào người vận hành dùng cả 2 tay nhấn đồng thời 2 nút
nhấn S1 (NO) và S2 (NO) thì bàn dập mới hạ xuống. Khi hạ xuống đụng công tắc hành
trình giới hạn dưới S3 (NC) thì tự chạy nâng lên cho tới khi đụng công tắc hành trình giới
hạn trên S4 (NC) thì dừng lại. Chu kỳ lặp lại khi nào người vận hành lại nhấn 2 nút nhấn S1 và S2.
Mã câu hỏi 2_6: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển cửa lò theo yêu cầu:
Một cửa lò có chức năng “mở, đóng và ở vị trí bất kỳ” được điều khiển bởi một cylinder.
Ở vị trí bình thường thì cửa lò được đóng.
- Khi tác động nút nhấn “S1” (NO) thì cửa lò mở ra và khi đến công tắc hành trình giới hạn
mở cửa “S4” (NC) thì dừng lại.
- Nếu cửa đã mở ra ở vị trí giới hạn mở cửa “S4” thì sẽ tự động đóng lại sau thời gian 6s
hoặc nút nhấn đóng cửa “S2” (NO) được ấn.
- Khi đến giới hạn cửa đóng “S5” (NC) thì việc đóng cửa kết thúc.
- Quá trình đóng cửa dừng ngay lập tức nếu cảm biến L1 (NO) bị tác động. Nhưng nếu cảm
biến quang không bị tác động thì quá trình đóng cửa vẫn tiếp tục.
- Khi cửa lò đang dịch chuyển có thể dừng bằng cách ấn nút dừng “S3” (NC).
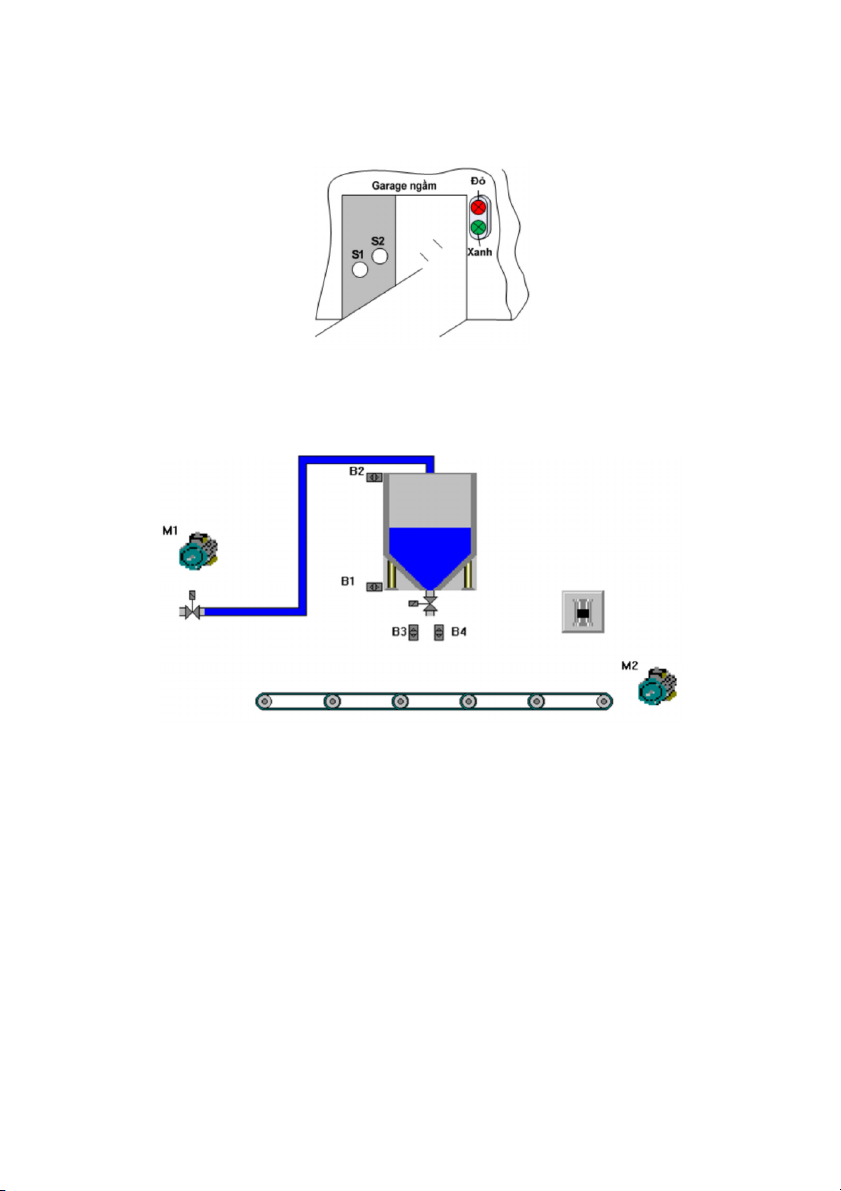
Mã câu hỏi 2_7: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển kiểm soát
chỗ cho Garage ngầm theo yêu cầu:
Một Garage ngầm có 20 chỗ đậu xe. Ở ngõ vào có hai đèn báo: Đèn đỏ báo hiệu Garage
đã hết chỗ, đèn xanh báo hiệu Garage còn chỗ trống. Đường vào và đường ra chỉ cho phép
một xe chạy. Hai cảm biến S1 và S2 được đặt gần nhau để nhận biết xe vào và ra:
Mã câu hỏi 2_8: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển hệ thống đóng chai theo yêu cầu:
Nước được bơm vào bồn bằng bơm và xả vào các chai liên tục thông qua van. Chai được
vận chuyển đến và đi bằng băng chuyền: Nguyên lý hoạt động:
Nhấn nút PM, hệ thống hoạt động. Bơm M được điều khiển chạy để bơm nước vào bồn
cho đến khi cảm biến B2 được tích cực. Nếu mực nuớc trong bồn bị giảm xuống B1, hệ
thống bơm được điều khiển để tiếp tục bơm đầy. Chai được liên tục đưa vào dây chuyền
và chạy cho đến khi chạm cảm biến B3, dây chuyền dừng lại, van được mở ra cho đến khi
cảm biến B4 xác định mức đầy chai, dây chuyền lại được cho phép chạy cho đến khi chai
chạm cảm biến B3. Hệ thống hoạt động liên tục như thế cho đến khi nhấn nút SS2.
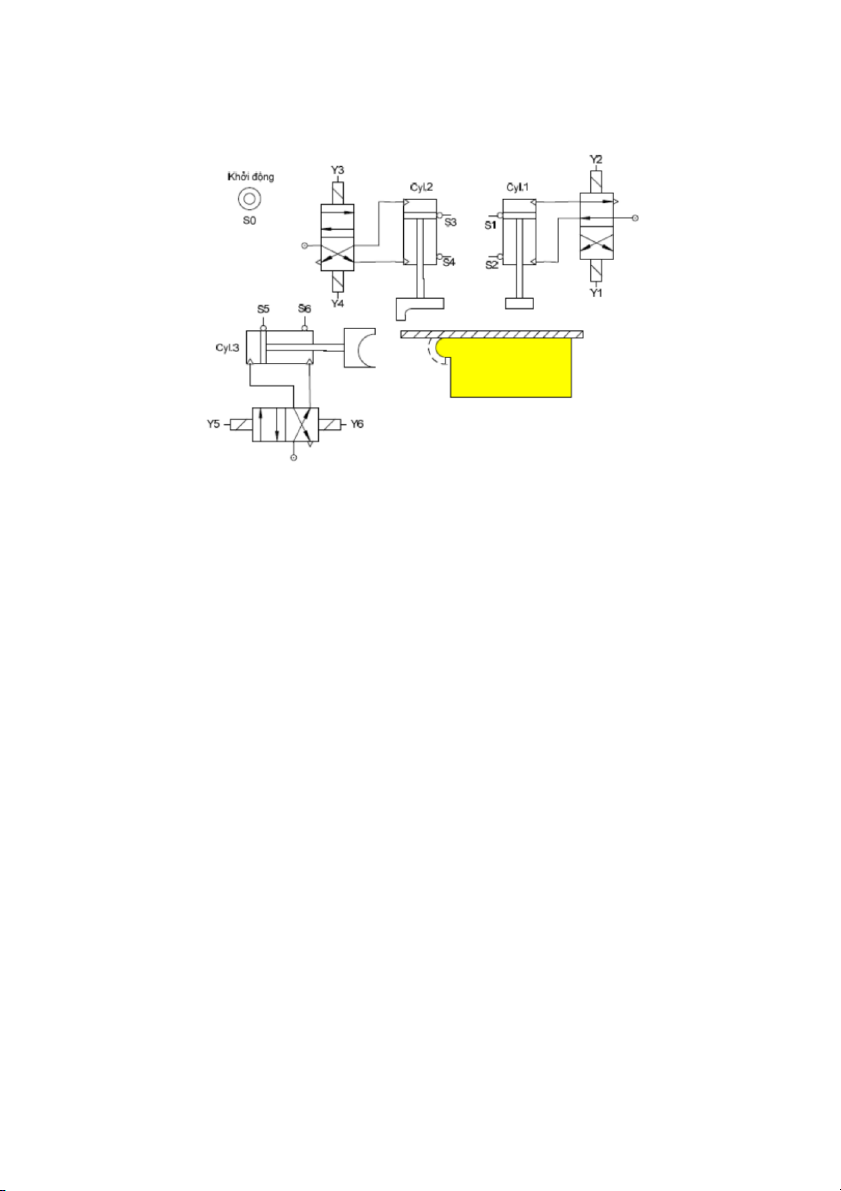
Mã câu hỏi 2_9: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển máy uốn
thanh kim loại bằng phương pháp Grafcet theo yêu cầu:
Các thanh kim loại cần được uốn một đầu theo theo một khuôn cho trước (sơ đồ công
nghệ). Qui trình hoạt động của máy như sau:
- Thanh kim loại cần uốn được đặt lên khuôn uốn
- Ấn nút khởi động S0 thì xy lanh Cyl.1 hạ xuống để giữ lấy thanh kim loại.
Khi thanh kim loại được giữ chặt (nhận biết bởi công tắc hành trình S2) thì xy lanh Cyl.2
hạ xuống để uốn thanh kim loại vuông góc trước. Sau khi uốn xong thì tự động nâng lên
nhờ công tắc hành trình S4.
- Khi xy lanh Cyl.2 trở về vị trí cơ bản (nhận biết bởi S3) thì xy lanh Cyl.3 được đẩy để
uốn thanh kim loại ở giai đọan uốn cuối theo định hình của khuôn uốn. Khi xy lanh Cyl.3
đến vị trí S6 thì tự động rút ngược về.
- Khi xy lanh Cyl.3 rút về đến vị trí cơ bản (nhận biết bởi S5) thì xy lanh Cyl.1 cũng rút về
vị trí cơ bản của nó (nhận biết bởi S1). Lúc này thanh kim loại được tự do. Người sử dụng
có thể lấy ra và đặt một thanh kim loại mới vào. Và một chu kỳ mới lại có thể bắt đầu.
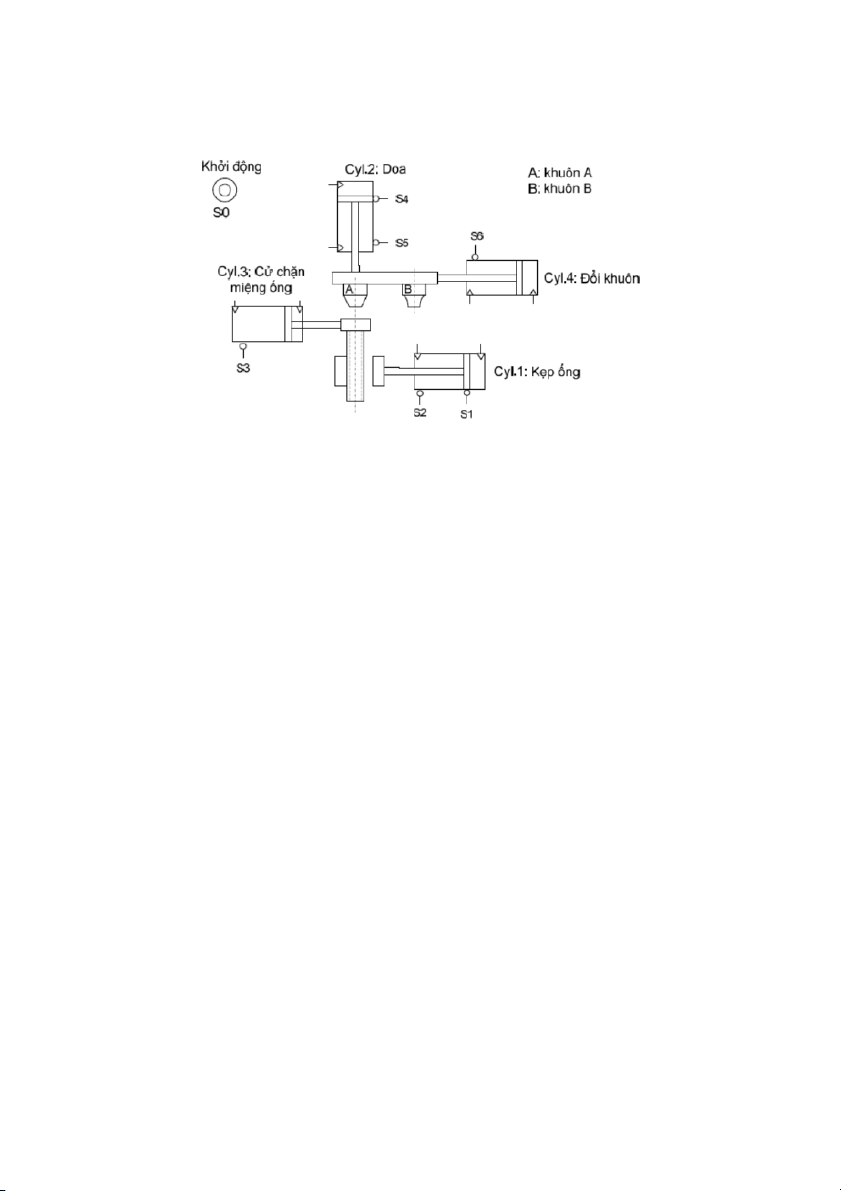
Mã câu hỏi 2_10: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển máy doa
miệng ống kim loại theo yêu cầu:
Ống kim loại cần được doa miệng theo một khuôn cho trước (sơ đồ công nghệ).
Máy hoạt động như sau: Người vận hành đặt ống kim loại cần doa miệng vào vị trí sao
cho miệng ống phải chạm vào cử chặn miệng ống. Sau đó ấn nút nhấn S0, xy lanh Cyl.1 sẽ
kẹp ống lại. khi ống đã được kẹp thì cử chặn miệng ống tự động rút về. Xy lanh Cyl.2 sẽ
hạ xuống doa miệng ống theo khuôn A. thời gian doa khỏang 3s. Sau đó xy lanh Cyl.2 rút
về và khuôn B được xylanh Cyl.4 đưa vào. Sau khi khuôn B được đưa vào thì xy lanh Cyl.2
hạ xuống để doa miệng ống theo khuôn B. Tương tự như khuôn A việc doa khoảng 3s. Sau
đó xy lanh Cyl.2 trở về vị trí cơ bản của nó và xy lanh Cyl.4 cũng rút khuôn B về và đặt
khuôn A về vị trí sẵn sàng cho ống kim loại kế tiếp. Sau khi miệng ống đã được doa theo
khuôn B xong thì xy lanh kẹp ống Cyl.1 co về thả ống kim loại khỏi hàm kẹp. Xy lanh
Cyl.2 được đẩy trở về vị trí chặn miệng ống. Một chu kỳ mới lại có thể bắt đầu.
Mã câu hỏi 2_11: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển đảo chièu
quay động cơ không đồng bộ 3 pha có khống chế thời gian theo yêu cầu:
Một động cơ điện 3 pha có thể đảo chiều quay. Khi ấn nút nhấn quay phải “S1” (NO) thì
động cơ quay phải, đèn “H1” sáng báo động cơ quay phải. Khi ấn nút nhấn quay trái “S2”
(NO) thì động cơ quay trái, đèn “H2” sáng báo động cơ quay trái. Động cơ có thể dừng bất
cứ lúc nào nếu ấn nút nhấn dừng “S3” (NC) hoặc xảy ra sự cố. Khi dừng thì đèn báo “H0”
sáng. Việc đảo chiều quay không thể thực hiện được sau khi nút dừng “S3” được ấn và
chưa hết 5s chờ cho động cơ dừng hẳn. Đèn báo chờ đợi “H3” sẽ chớp tắt với tần số 1Hz
trong thời gian chờ động cơ dừng hẳn.
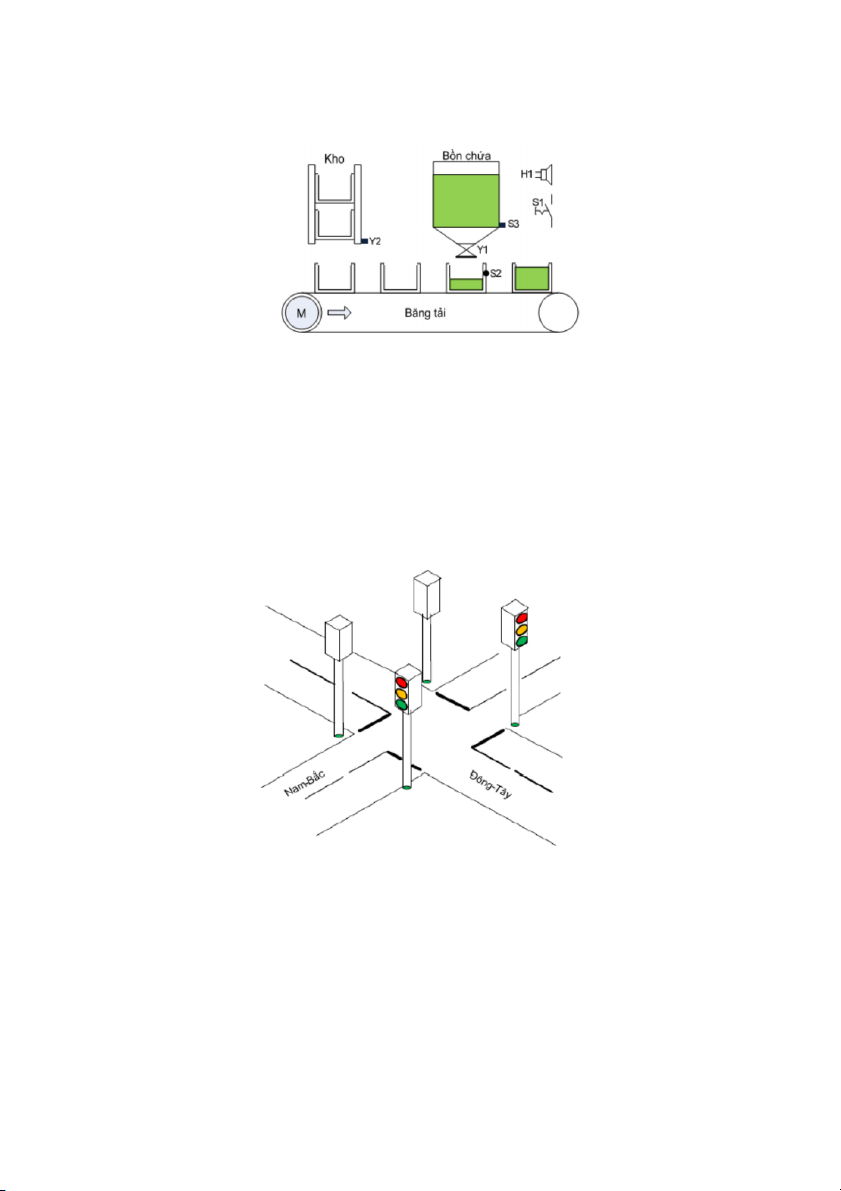
Mã câu hỏi 2_12: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển thiết bị
rót chất lỏng vào thùng chữa theo yêu cầu:
Khi bật công tắc “S1” thì thùng từ kho chứa thùng rỗng sẽ được đưa vào băng tải, và băng
tải vận chuyển thùng hoạt động. Khi một thùng rỗng đến dưới bồn chứa (được nhận biết
bởi cảm biến “S2”) thì băng tải dừng. Van “Y1” mở rót chất lỏng trong bồn vào thùng. Sau
thời gian 5s thì thùng chứa đầy. Van “Y1” đóng lại, một thùng rỗng sẽ được đưa vào băng
tải và băng tải tiếp tục di chuyển cho đến khi nào thùng đến dưới bồn chứa thì dừng lại.
Quá trình cứ lặp lại. Nếu chất lỏng trong bồn chứa hết thì còi “H1” sẽ báo với tần số 1Hz.
Nếu thùng chứa trong kho hết thì băng tải cũng tự động dừng sau thời gian 15s kể từ thùng
cuối cùng được rót đầy.
Chú ý: “Y2” là một solenoid được sử dụng để chặn thùng trong kho. Để thùng rớt vào
băng tải chỉ cần solenoid có điện trong thời gian 100ms.
Mã câu hỏi 2_13: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển đèn giao
thông ngã tư theo yêu cầu:
Nhấn Start hệ thống làm việc: Đèn đỏ sáng 70s, đèn vàng sáng 10s, đèn xanh sáng 60s.
Nhấn Stop dừng hệ thống và đèn vàng nhấp nháy.
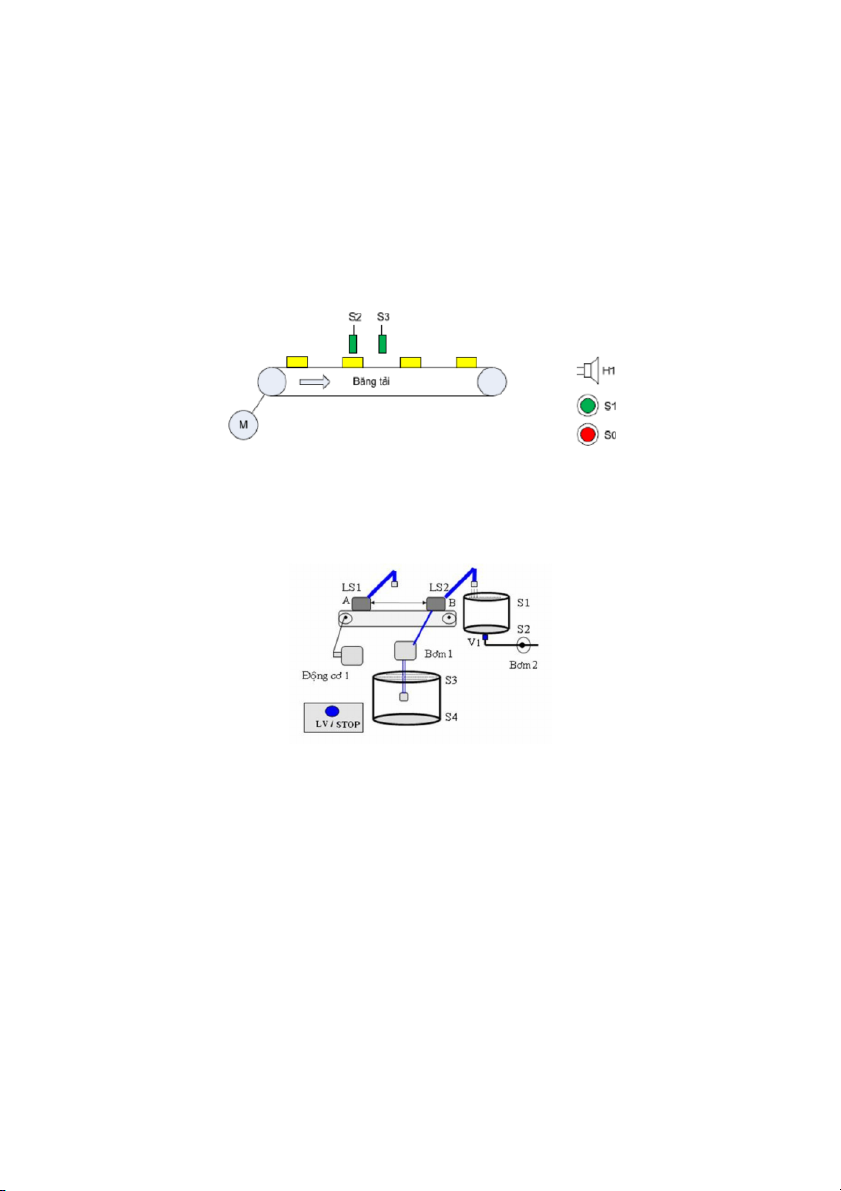
Mã câu hỏi 2_14: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển giám sát
hoạt động băng tải bằng thời gian theo yêu cầu:
Băng tải vận chuyển sản phẩm được truyền động thông qua một động cơ. Sản phẩm trên
băng tải được nhận biết bởi hai cảm biến “S2” và “S3”. Thời gian tối đa để sản phẩm di
chuyển từ “S2” đến “S3” là 3s. Nếu vượt quá thời gian này thì băng tải xem như bị lỗi. Khi
bị lỗi thì động cơ kéo băng tải dừng ngay lập tức và một chuông báo phát ra với tần số 3Hz.
- Băng tải khởi động bằng nút nhấn “S1” (NO).
- Băng tải dừng bằng nút nhấn “S0” (NC).
Mã câu hỏi 2_15: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển hệ thống
đổ nhiên liệu theo yêu cầu:
- LS1, LS2 : Công tắc hành trình
- S1, S2 : Báo bồn 1 đầy và cạn
- S3, S4 : Báo bồn nguyên liệu đầy và cạn
Khi nhấn nút LV thì cần bơm nguyên liệu di chuyển từ A đến B (nhờ động cơ 1 kéo). Khi
đến B thì cần bơm dừng lại và bắt đầu bơm nguyên liệu vào bồn 1 nhờ bơm 1. Khi bồn 1
đầy thì ngừng bơm và mở van V1, đồng thời bơm nguyên liệu ra khỏi bồn 1 nhờ bơm 2.
Khi bồn 1 đã cạn thì ngừng bơm 2 và đóng van V1 lại, sau đó cần bơm trở về vị trí A.
Muốn làm việc nữa thì nhấn nút LV trở lại.
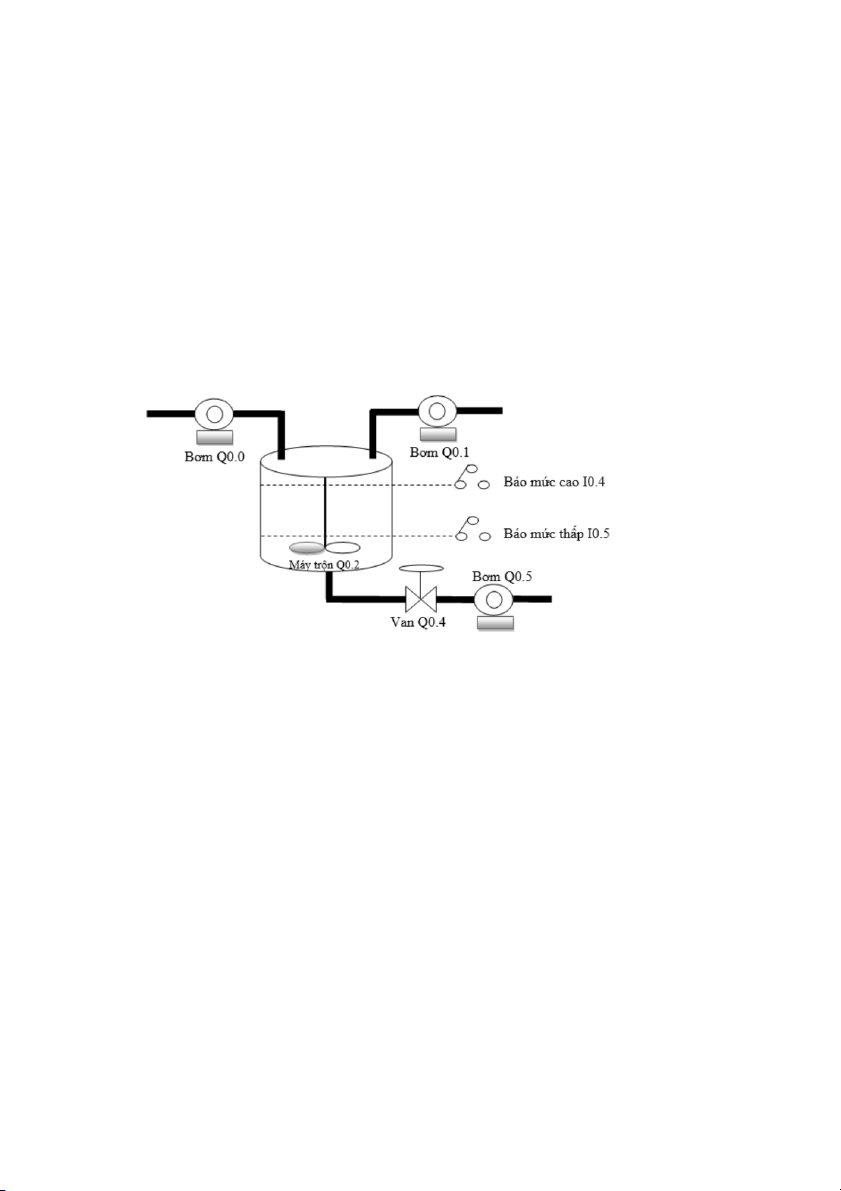
Mã câu hỏi 2_16: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển công
nghệ quá trình trộn sơn theo yêu cầu:
Trước tiên bơm hai loại sơn khác màu nhau vào bình, loại sơn thứ nhất được đưa vào
bình bằng máy bơm được điều khiển qua (Q0.0), loại thứ hai được điều khiển qua (Q0.1).
Sau khi dung dịch trong bình đã đạt mức cực đại (I0.4 = 1) thì dừng hai máy bơm và bắt
đầu quá trình trộn (Q0.2) và thời gian trộn cần thiết là 5s. Sau khi trộn xong, sản phẩm
được đưa ra để rót vào các hộp đựng sơn qua van (Q0.4) và máy bơm (Q0.5).
Như vậy, PLC phải thực hiện điều khiển quá trình rót, kiểm tra mức trong bình, điều
khiển quá trình trộn và quá trình đưa sản phẩm ra. Có thể tóm tắt quá trình trộn như sau:
- Bước 1: Rót loại sơn thứ nhất và loại sơn thứ hai vào bình.
- Bước 2: Điều hành chế độ làm việc khi đạt mức cao (I0.4 = 1).
- Bước 3: Điều khiển động cơ trộn và đặt thời gian trộn.
- Bước 4: Đưa sản phẩm ra khỏi bình trộn.
- Bước 5: Đếm số lần trộn. Nếu đã đủ 10 lần thì dừng sản xuất.
- Bước 6: Quay lại chế độ làm việc như bước 1.
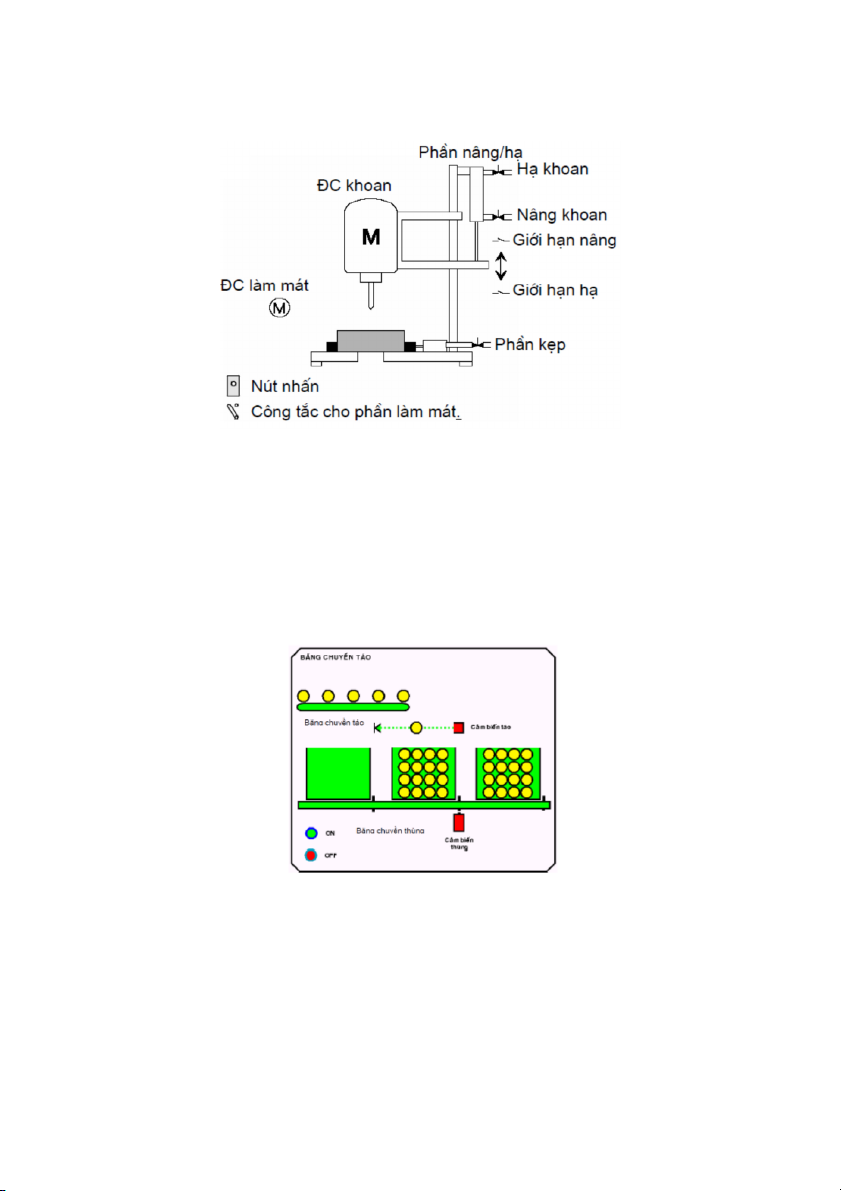
Mã Câu hỏi 2_17: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển khoan
cần theo yêu cầu công nghệ sau:
Giai đoạn đầu: Động cơ khoan và động cơ làm mát nghỉ, Phần nâng/hạ khoan ở vị trí trên
cùng, Không có vật liệu trong phần kẹp
Trình tự khoan: Đưa đối tượng vào phần kẹp (bằng tay) → bật công tắc cho phần làm mát
(nếu cần) → nhấn nút START để chạy động cơ khoan → vật liệu được kẹp với một áp lực
đặt trước → hạ khoan tới vị trí thấp (Khoan) → chờ 0,5s ở vị trí thấp (Khoan) → nâng
khoan tới vị trí cao (Dừng khoan, dừng bơm nước) → tháo vật liệu (bằng tay).
Mã câu hỏi 2_18: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển băng
chuyền đếm táo theo yêu cầu công nghệ sau:
Khi ấn nút khởi động ON thì băng chuyền thùng hoạt động. Khi thùng đến vị trí thì dừng
lại và băng chuyền táo hoạt động. Nếu số lượng táo đếm được bằng 12 thì băng chuyền táo
dừng. Băng chuyền chạy tiếp cho đến khi một thùng thứ hai đúng vị trí thì dừng lại. Quá
trình được lặp đi lặp lại cho đến khi nào ấn nút OFF.
Mã câu hỏi 2_19: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển dây
chuyền rót và đóng lắp trai theo yêu cầu công nghệ:
Yêu cầu công nghệ: Nhấn nút ON băng tải 1 hoạt động đưa chai không chạy trên băng
tải 1, tới vị trí rót nhớt băng tải một dừng, hệ thống rót nhớt vào chai và đồng thời băng tải
2 cũng hoạt động. Sau 5s (thời gian rót nhớt là 5s) thì băng tải 1 hoạt động trở lại. Khi chai
gặp cảm biến đóng lắp (tại băng tải 2) thì băng tải 2 dừng để quá trình đóng lắp bắt đầu.
Thời gian đóng lắp là 5s sau đó băng tải 2 hoạt động và vận chuyển chai vào thùng. Một
thùng 10 chai, khi đếm đủ mười chai thì số thùng tăng lên một đơn vị. Nhấn nút nhấn OFF
tắt dây chuyền, reset bộ đếm.
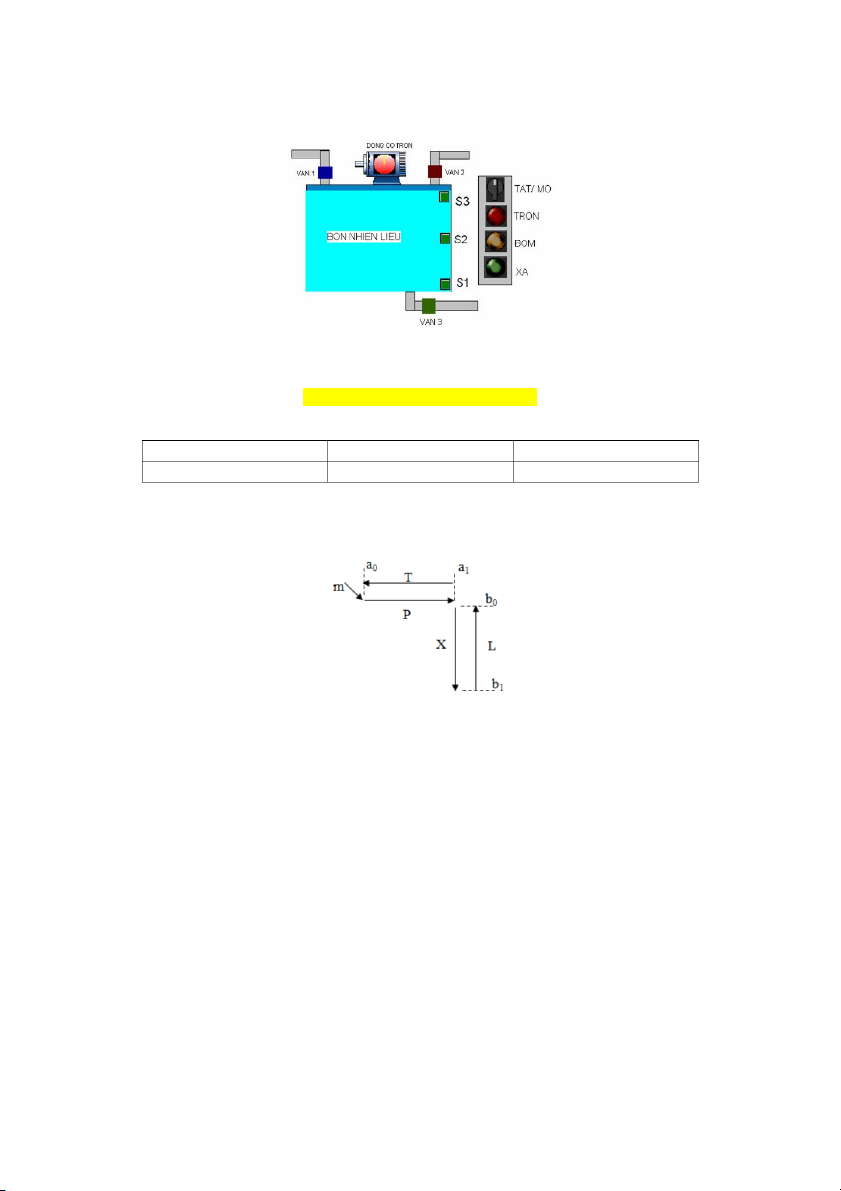
Mã câu hỏi 2_20: Sử dụng PLC S7-1200 hoặc PLC S7-1500 lập trình điều khiển đóng mở
nhiên liệu vào bồn theo yêu cầu:
Công tắc Tắt/Mở dùng để đóng/mở hệ thống. Khi bật công tắc thì van 1 và van 2 có
điện, mở van bơm nhiên liệu vào bồn. Khi nhiên liệu đã được bơm đến mức S2, động cơ
trộn bắt đầu hoạt động trộn nhiên liệu. Nhiên liệu đến mức S3 thì van 1 và van 2 dừng hoạt
động, động cơ trộn thêm 15s thì dừng. Sau đó van xả hoạt động, khi xả hết nhiên liệu thì
quá trình lại lặp lại. Khi gạt công tắc tắt hệ thống thì quá trình vẫn hoạt động cho tới khi xả
hết nhiên liệu thì hệ thống dừng hoạt động.
NHÓM TỔ HỢP CÂU HỎI SỐ: 03
Số câu trong 1 đề thi
Điểm số 1 câu hỏi Ghi chú 01 04
DANH MỤC CÁC CÂU HỎI THUỘC NHÓM TỔ HỢP SỐ 3
Mã câu hỏi 3_1: Cho hệ thống điều khiển cần trục có sơ đồ công nghệ như hình vẽ:
Trong đó: a0, a1, b0, b1 là các công tắc hành trình. Quá trình P, T và X, L được điều khiển
bởi 2 động cơ ba pha không đồng bộ roto lồng sóc.
Yêu cầu: Thiết kế chương trình điều khiển trên PLC S7-1200 hoặc PLC S7-1500 sử dụng
phương pháp lập trình hàm tác động.
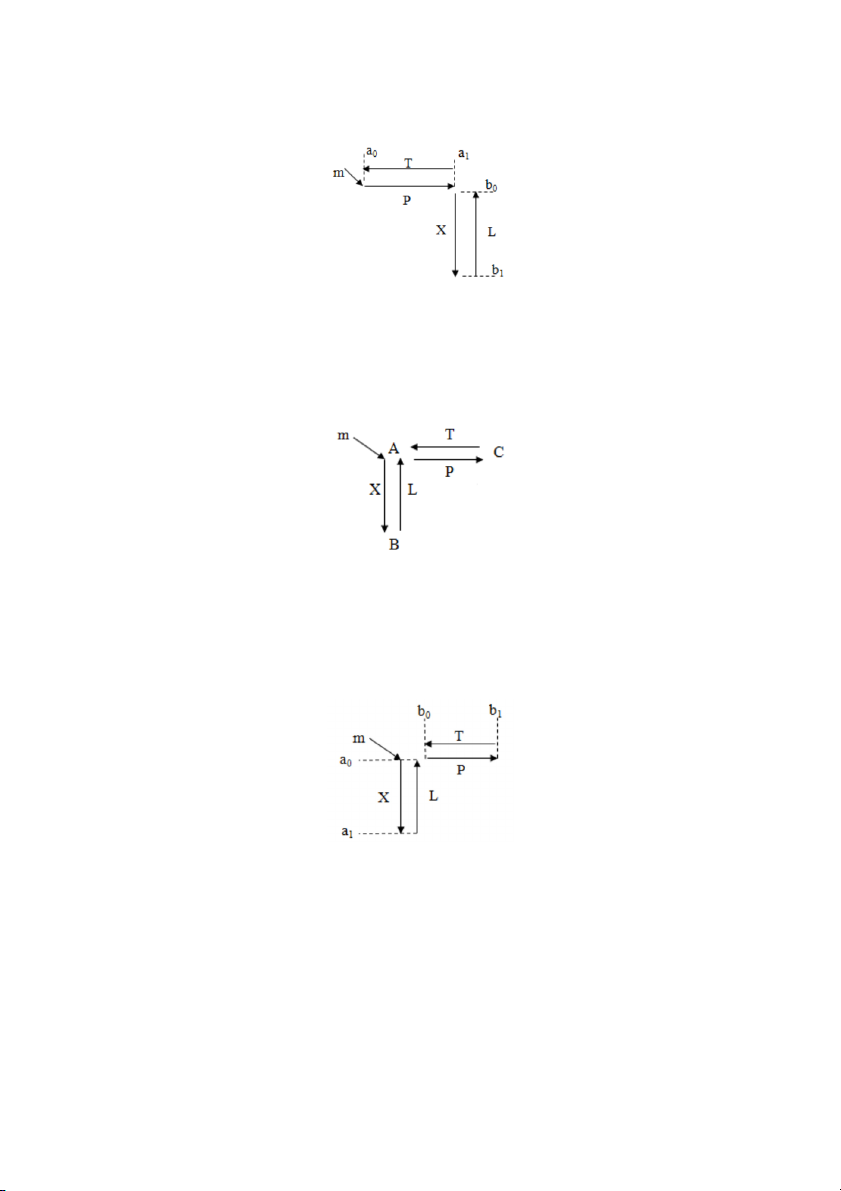
Mã câu hỏi 3_2: Cho hệ thống điều khiển cần trục có sơ đồ công nghệ như hình vẽ:
Trong đó: a0, a1, b0, b1 là các công tắc hành trình. Quá trình P, T và X, L được điều khiển
bởi 2 động cơ ba pha không đồng bộ roto lồng sóc.
Yêu cầu: Thiết kế chương trình điều khiển trên PLC S7-1200 hoặc PLC S7-1500 sử dụng
phương pháp lập trình Grafcet.
Mã câu hỏi 3_3: Cho sơ đồ công nghệ sau:
Trong đó: A, B, C là các công tắc hành trình. Quá trình P, T và X, L được điều khiển bởi
2 động cơ ba pha không đồng bộ roto lồng sóc.
Yêu cầu: Thiết kế chương trình điều khiển trên PLC S7-1200 hoặc PLC S7-1500 sử dụng
phương pháp lập trình hàm tác động.
Mã câu hỏi 3_4: Cho hệ thống điều khiển cần trục có sơ đồ công nghệ như hình vẽ:
Hệ thống cần trục gồm 2 cơ cấu chuyển động lên-xuống và phải-trái. Đầu tiên cơ cấu lên
xuống sẽ thực hiện chuyển động đi xuống (cơ cấu chuyển động phải-trái đứng im). Khi gặp
công tắc hành trình a1 thì sẽ thực hiện chuyển động lên (cơ cấu chuyển động phải-trái vẫn
đứng im). Khi gặp công tắc hành trình a0 thì cơ cấu lên-xuống dừng, cơ cấu phải-trái thực
hiện chuyển động sang phải. Khi gặp công tắc hành trình b1 thì thực hiện chuyển động
sang trái. Khi gặp công tắc hành trình b0 thì cơ cấu phải trái dừng và cơ cấu lên xuống thực
hiện chuyển động đi xuống và chu trình sẽ được lặp lại.
Yêu cầu: Thiết kế chương trình điều khiển trên PLC S7-1200 hoặc PLC S7-1500 sử dụng
phương pháp lập trình bảng trạng thái.
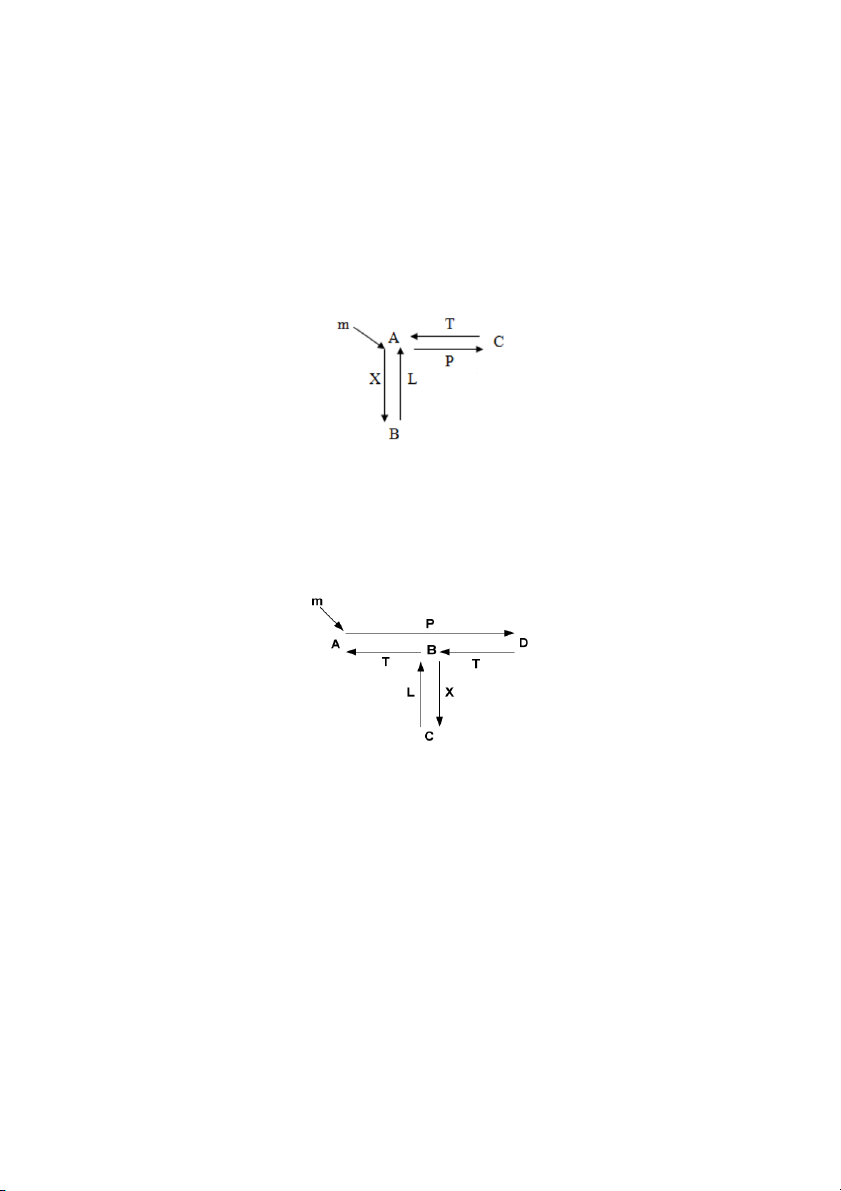
Mã câu hỏi 3_5: Cho hệ thống điều khiển cần trục có sơ đồ công nghệ như hình vẽ:
Trong đó: A, B, C là các công tắc hành trình. Quá trình P, T và X, L được điều khiển bởi
2 động cơ ba pha không đồng bộ roto lồng sóc.
Yêu cầu: Thiết kế chương trình điều khiển trên PLC S7-1200 hoặc PLC S7-1500 sử dụng
phương pháp lập trình Grafcet.
Mã câu hỏi 3_6: Cho sơ đồ công nghệ điều khiển cầu trục sau:
Trong đó: A, B, C, D là các công tắc hành trình. Quá trình P, T và X, L được điều khiển
bởi 2 động cơ ba pha không đồng bộ roto lồng sóc.
Yêu cầu: Thiết kế chương trình điều khiển trên PLC S7-1200 hoặc PLC S7-1500 sử dụng
phương pháp lập trình hàm tác động.
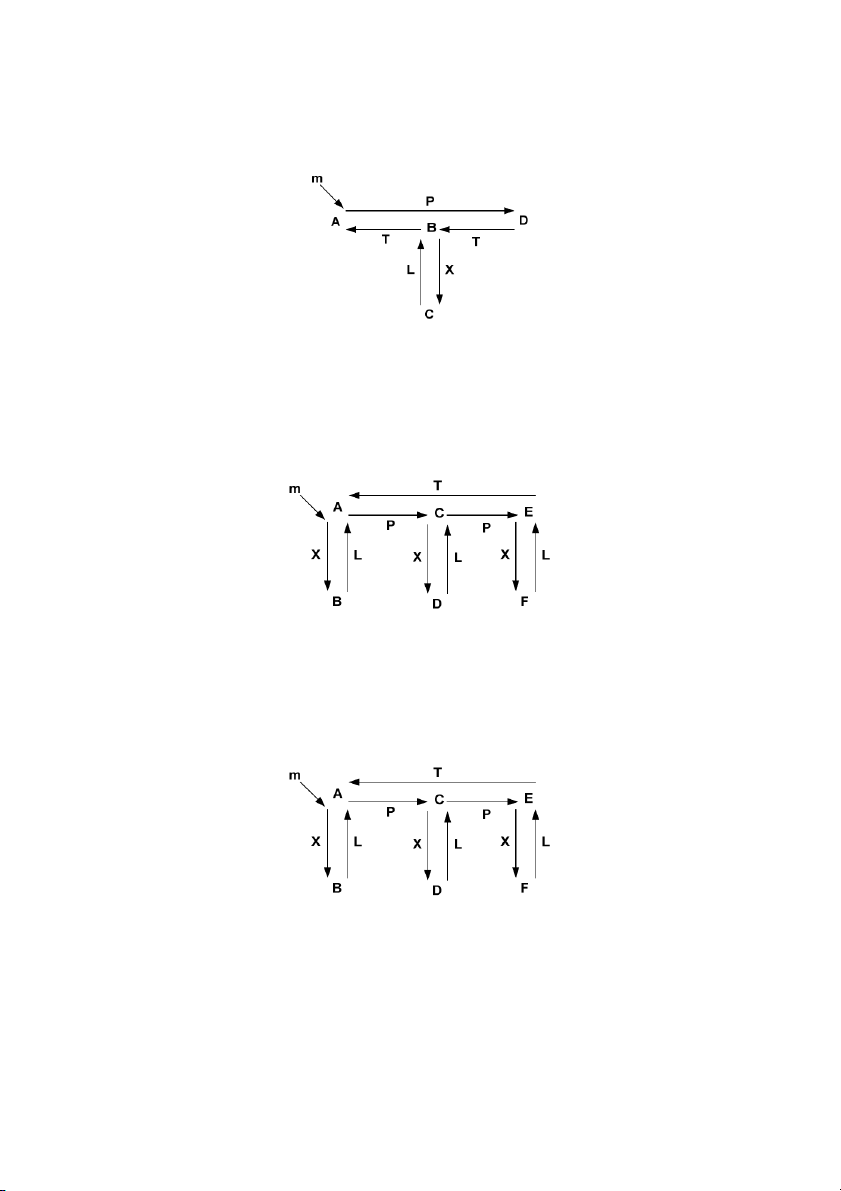
Mã câu hỏi 3_7: Cho sơ đồ công nghệ điều khiển cầu trục sau:
Trong đó: A, B, C, D là các công tắc hành trình. Quá trình P, T và X, L được điều khiển
bởi 2 động cơ ba pha không đồng bộ roto lồng sóc.
Yêu cầu: Thiết kế chương trình điều khiển trên PLC S7-1200 hoặc PLC S7-1500 sử dụng
phương pháp lập trình Grafcet.
Mã câu hỏi 3_8: Cho sơ đồ công nghệ cầu trục sau:
Trong đó: A, B, C, D, E, F là các công tắc hành trình. Quá trình P, T và X, L được điều
khiển bởi 2 động cơ ba pha không đồng bộ roto lồng sóc.
Yêu cầu: Thiết kế chương trình điều khiển trên PLC S7-1200 hoặc PLC S7-1500 sử dụng
phương pháp lập trình Grafcet. Trong đó chu trình hệ thống lặp lại liên tục, khi nhấn nút
STOP thì hệ thống dừng khi chạy hết chu trình.
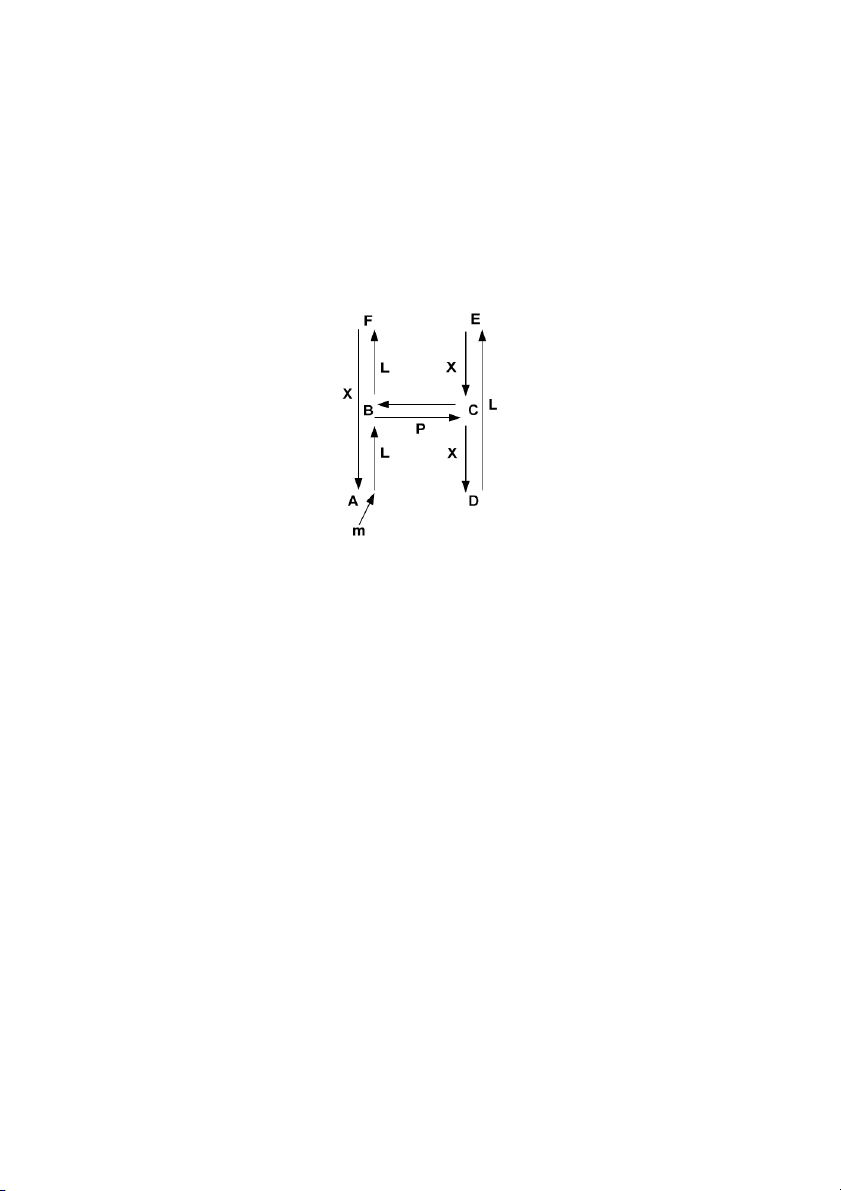
Mã câu hỏi 3_9: Cho sơ đồ công nghệ sau:
Trong đó: A, B, C, D, E, F là các công tắc hành trình. Quá trình P, T và X, L được điều
khiển bởi 2 động cơ ba pha không đồng bộ roto lồng sóc.
Yêu cầu: Thiết kế chương trình điều khiển trên PLC S7-1200 hoặc PLC S7-1500 sử dụng
phương pháp lập trình Grafcet. Khi hệ thống hoạt động hết một chu trình thì dừng lại, nhấn
nút nhấn START (m) hệ thống mới chạy chu trình tiếp theo.
Mã câu hỏi 3_10: Cho sơ đồ công nghệ điều khiển hệ thống cầu trục sau:
Trong đó: A, B, C, D, E, F là các công tắc hành trình. Quá trình P, T và X, L được điều
khiển bởi 2 động cơ ba pha không đồng bộ roto lồng sóc.
Yêu cầu: Thiết kế chương trình điều khiển trên PLC S7-1200 hoặc PLC S7-1500 sử dụng
phương pháp lập trình Grafcet. Trong đó chu trình hệ thống lặp lại liên tục, khi nhấn nút
STOP thì hệ thống dừng khi chạy hết chu trình.
Mã câu hỏi 3_11: Cho sơ đồ công nghệ điều khiển hệ thống cầu trục sau:
Trong đó: A, B, C, D, E, F là các công tắc hành trình. Quá trình P, T và X, L được điều
khiển bởi 2 động cơ ba pha không đồng bộ roto lồng sóc.
Yêu cầu: Thiết kế chương trình điều khiển trên PLC S7-1200 hoặc PLC S7-1500 sử dụng
phương pháp lập trình Grafcet. Khi hệ thống hoạt động hết một chu trình thì dừng lại, nhấn
nút nhấn START (m) hệ thống mới chạy chu trình tiếp theo
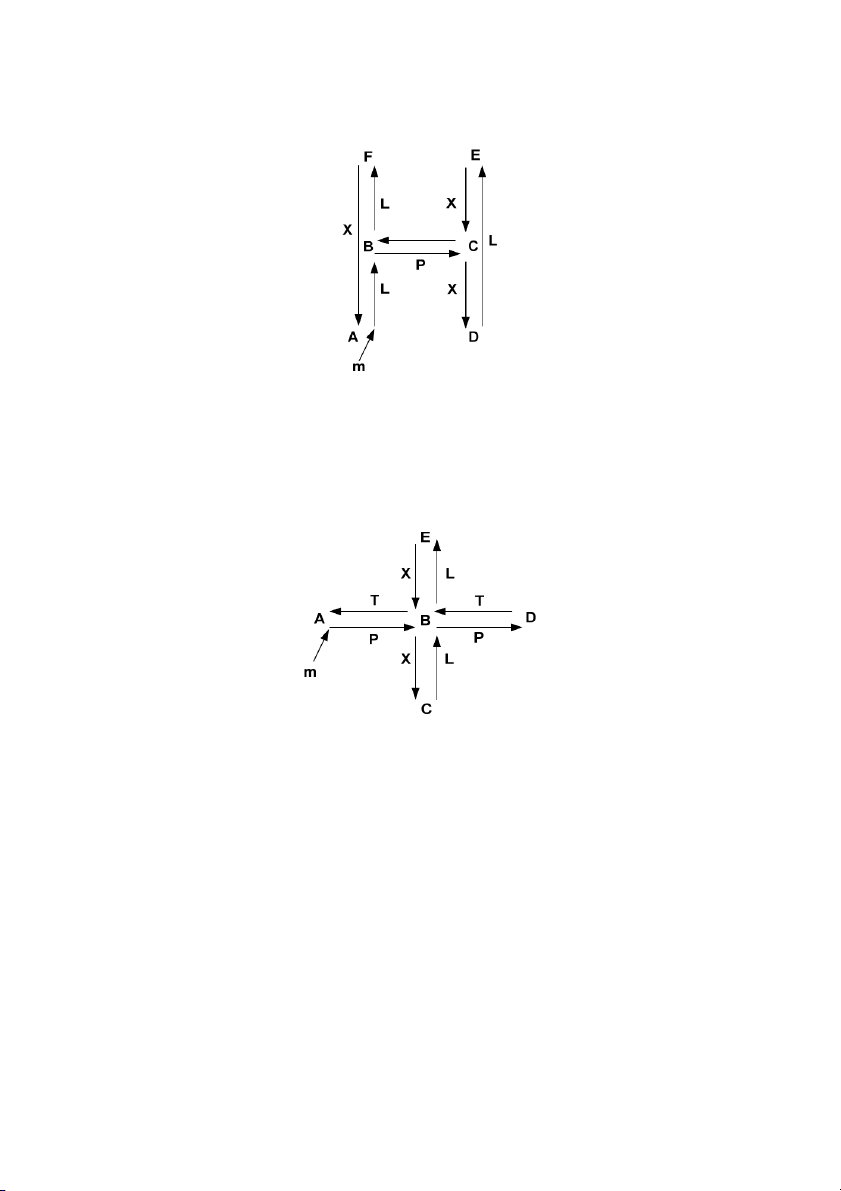
Mã câu hỏi 3_12: Cho sơ đồ công nghệ điều khiển hệ thống cầu trục sau:
Trong đó: A, B, C, D, E là các công tắc hành trình. Quá trình P, T và X, L được điều khiển
bởi 2 động cơ ba pha không đồng bộ roto lồng sóc.
Yêu cầu: Thiết kế chương trình điều khiển trên PLC S7-1200 hoặc PLC S7-1500 sử dụng
phương pháp lập trình Grafcet.
Mã câu hỏi 3_13: Cho hệ thống tay máy công nghiệp sau:
Tài liệu liên quan:
-

Đề thi kết thúc học phần Lập trình nhúng | Đại học Kinh tế kỹ thuật công nghiệp
78 39 -

Thiết Kế Hệ Thống Tưới Cây Tự Động | Báo cáo BTL Môn Lập Trình Nhúng
94 47 -
Đề thi kết thúc học phần Lập trình nhúng | Đại học Kinh tế kỹ thuật công nghiệp
79 40 -

Gợi ý câu hỏi ôn tập Lập trình nhúng | Đại học Kinh tế kỹ thuật công nghiệp
90 45 -

Đề thi kết thúc học phần Lập trình nhúng | Đại học Kinh tế kỹ thuật công nghiệp
92 46