Bài tập nhóm môn Công nghệ in đề tài "Các giải pháp gia tăng giá trị sản phẩm in khi dùng máy in Flexo khổ nhỏ"
Bài tập nhóm môn Công nghệ in đề tài "Các giải pháp gia tăng giá trị sản phẩm in khi dùng máy in Flexo khổ nhỏ" của Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh với những kiến thức và thông tin bổ ích giúp sinh viên tham khảo, ôn luyện và phục vụ nhu cầu học tập của mình cụ thể là có định hướng ôn tập, nắm vững kiến thức môn học và làm bài tốt trong những bài kiểm tra, bài tiểu luận, bài tập kết thúc học phần, từ đó học tập tốt và có kết quả cao cũng như có thể vận dụng tốt những kiến thức mình đã học vào thực tiễn cuộc sống. Mời bạn đọc đón xem!
Môn: Công nghệ in 13 tài liệu
Trường: Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh 4.4 K tài liệu
Tác giả:








Preview text:
lOMoARcPSD| 36625228
BỘ GIÁO DỤC VÀ ĐÀO TẠO
TRƯỜNG ĐẠI HỌC SƯ PHẠM KỸ THUẬT TP. HỒ CHÍ MINH
KHOA ĐÀO TẠO CHẤT LƯỢNG CAO ***********
CÁC GIẢI PHÁP GIA TĂNG GIÁ TRỊ SẢN
PHẨM IN KHI DÙNG MÁY IN FLEXO KHỔ NHỎ
I. THÔNG TIN SẢN PHẨM 1. Nguồn gốc
Milo là một sản phẩm đồ uống có nguồn gốc từ Australia do Nestle sản xuất và được
Thomas Mayne phát triển, có thành phần từ sữa, kết hợp với chocolate, mạch nha. Loại
đồ uống này được sản xuất tại nhiều nước như Malaysia, Singapore, Trung Quốc, Nhật
Bản, Ấn Độ, Việt Nam … Tên sản phẩm Milo được xuất phát từ tên một vận động viên
người Hy Lạp, nổi tiếng với sức mạnh huyền thoại.
Thương hiệu Milo là một ví dụ điển hình về một loại hình sản phẩm công nghệ cao,
được cấp bằng sáng chế và được doanh nghiệp sản xuất phân phối trực tiếp đến người
tiêu dùng. Ngoài việc luôn cố gắng làm mọi cách để xây dựng niềm tin và sự yêu thích
từ khách hàng, Milo còn luôn nỗ lực dẫn trước hoặc đi theo xu hướng tiêu dùng của thị
trường, không ngừng tìm tòi và học hỏi để tạo ra và đáp ứng những nhu cầu về sản phẩm.
Thương hiệu Milo ngoài sản phẩm sữa bột thì còn phát triển thêm rất nhiều sản phẩm
khác như: sữa uống liền, bánh kẹp, kẹo ngậm,.. đều có tên là Milo và hương vị tương
đồng. Điều này giúp doanh nghiệp cung cấp thêm cho khách hàng các sự lựa chọn, giải
quyết nhiều vấn đề mà sản phẩm sữa bột không thể đáp ứng như tính tiện lợi, nhanh gọn.
Trong đó Bao bì là thứ mà bất kỳ doanh nghiệp nào cũng phải quan tâm khi cho ra
đời sản phẩm bởi đây là thứ giúp bảo vệ chất lượng sản phẩm trước và sau khi sử dụng.
Tuy nhiên đây cũng là vấn đề nhiều doanh nghiệp lo ngại khi nguyên liệu chủ yếu được
sử dụng làm bao bì là nhựa và nilon, những chất sau khi sử dụng sẽ có hại cho môi lOMoARcPSD| 36625228
trường. Vậy nên chiến lược Marketing của Milo tập trung vào tối ưu hóa chất liệu để
phát triển loại bao bì thân thiện môi trường, đồng thời cung cấp những thông tin, cách
thức tái chế hữu ích đến với khách hàng.
Nestle khẳng định luôn không ngừng cố gắng tìm ra những giải pháp bao bì tốt nhất
cho sản phẩm của mình, giảm thiểu tối đa ảnh hưởng của chúng đến môi trường. Một
hành động đáng chú ý năm 2008 của Milo khi quyết định hợp tác với PIQET, tạo ra một
mẫu mã bao bì mới đảm bảo hạn chế nhất các tác động tiêu cực tới môi trường. 2. Bao bì
Kích thước: 4.5cm x 3.5cm x 12cm
Kích thước trải: 17cm x 16cm Số màu in: 4 màu
Hình thức giao hàng: Giao dạng tờ Số lượng: 3000 lOMoARcPSD| 36625228
II. ĐIỀU KIỆN SẢN XUẤT 1. Điều kiện in 1.1. Phương pháp in
Flexo là phương pháp in cao vẫn đang phát triển mạnh mẽ, sản phẩm chủ yếu của nó
là bao bì, nhãn hàng và báo. Đặc trưng của phương pháp in Flexo là nó dùng bản in
mềm, mềm hơn Typo và cho phép sử dụng loại mực riêng biệt. Dùng loại bản in mềm
(độ dẻo tốt) và loại mực riêng cho vật liệu in, Flexo có thể in trên nhiều loại vật liệu có
tính chất thấm hút hoặc không thấm hút. Nguyên lý in như hình vẽ: lOMoARcPSD| 36625228
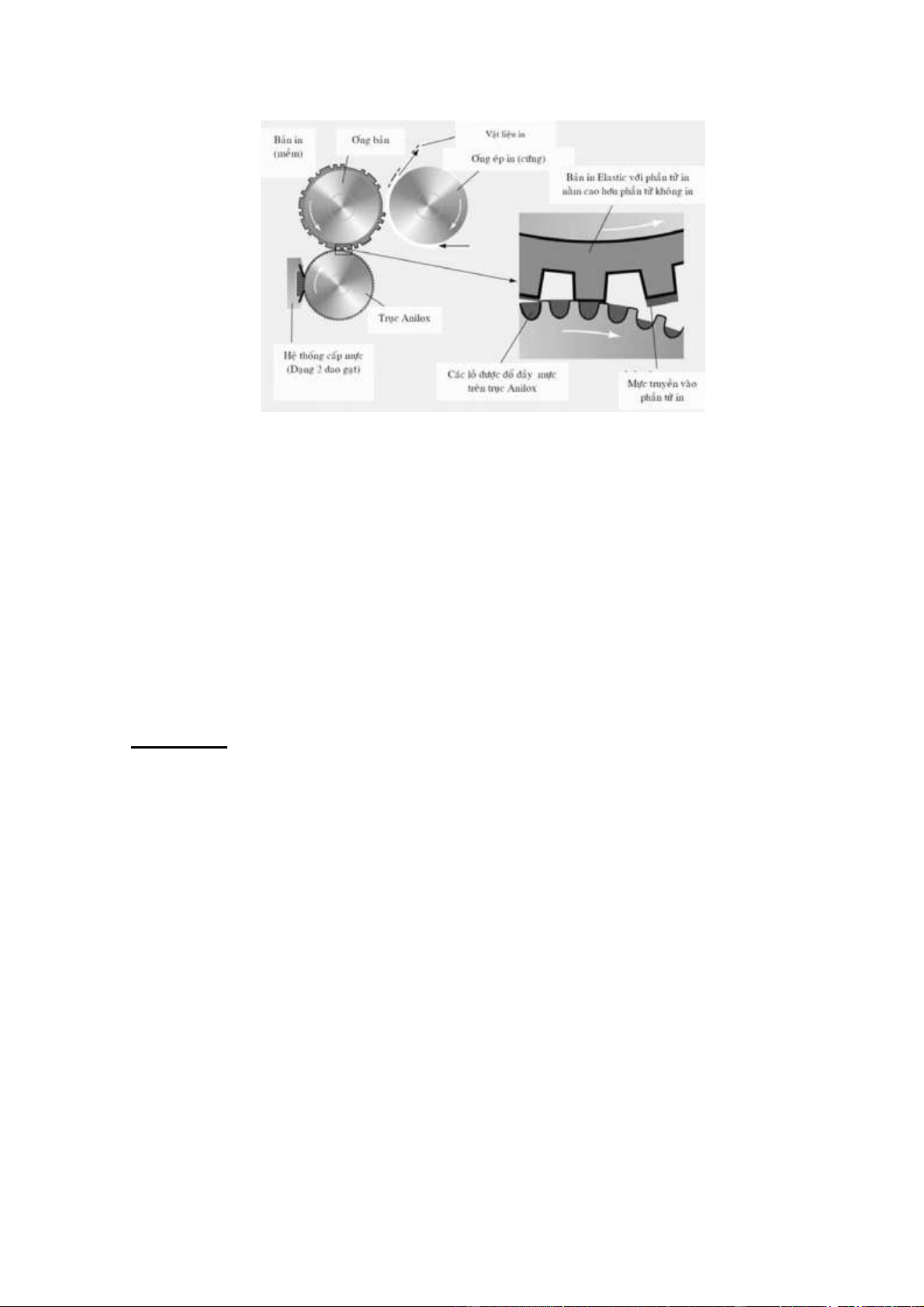
Hình 1.1. Đơn vị in Flexo (dạng rotary)
Mực in có độ nhớt thấp được đưa vào bản in nhờ trục có các lỗ chứa mực, được gọi
là trục Anilox (các lỗ được khắc trên bề mặt trục làm bằng gốm hay kim loại, có mật độ
200 – 600 line/cm). Bản in bằng cao su hay plastic được gắn trên ống bản. Mực truyền
qua vật liệu in nhờ ống ép in và ống bản. Dao gạt mực dùng để gạt mực thừa trên trục Anilox.
Loại bản in cao su được ứng dụng từ rất sớm, chất lượng in tương đối thấp chỉ phù
hợp in với các mảng in tông nguyên hay chỉ phù hợp với nét vẽ hoặc hình ảnh có độ
phân giải tương đối thấp. Hiện nay chất lượng in đòi hỏi rất cao đặc biệt là trong lĩnh
vực in bao bì, bản in photopolyme được dùng như “ Nylonflex” hay “Cyrex” cho độ
phân giải đến 60 line/cm. 1.2. Máy in
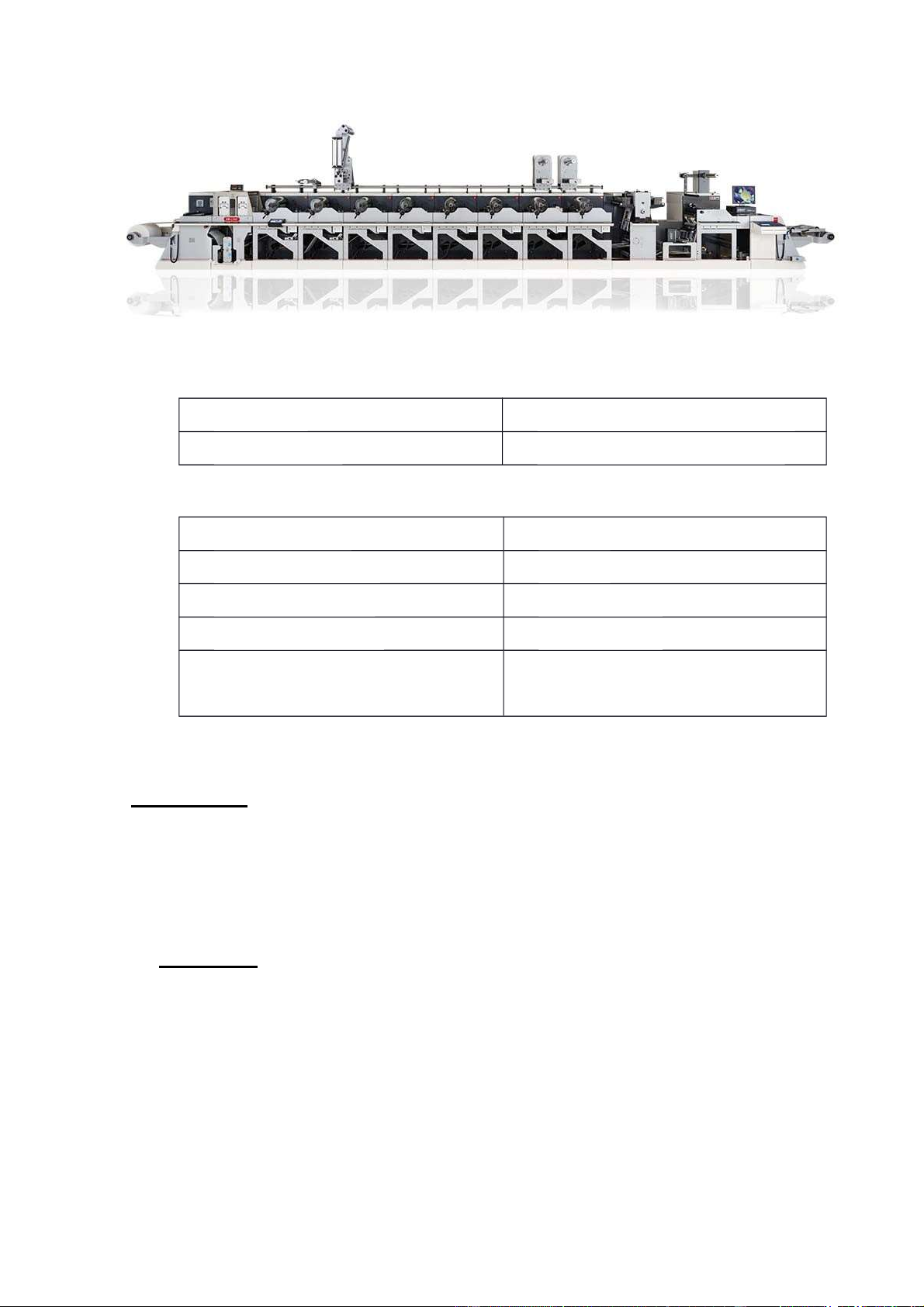
Máy Nilpeter FA-4*là máy in flexo (flexo) cấp tờ, hiệu suất cao được thiết kế để in
nhãn, bao bì linh hoạt và các ứng dụng cao cấp khác. FA-4* là một phần của dòng máy
ép flexo FA-Line của Nilpeter, được biết đến với tính linh hoạt, tốc độ và đầu ra chất lượng cao. lOMoARcPSD| 36625228
Thông số kỹ thuật Press speed 0-175 m/min. mechanical speed Nilscreen speed 0-80 m/min. mechanical speed
Printing mm (feet/inches) Web width, max. 420 mm Printing width, max. 410 mm Flexo, repeat length 203,2-635 mm Screen, repeat length 304,8-635 mm Die-cutting, repeat length 304,8-635 mm
https://www.blginternational.com/product-detail/fa-4-your-flexo-line-for- optimisedperformance/ 1.3. Khuôn in
Nội dung trên khuôn in được khắc ngược chiều đối với in tờ rời, khắc thuận chiều
đối với in dạng cuộn, được cấp mực bằng trục anilox, sau đó được truyền mực trực tiếp
lên bề mặt bao bì qua quá trình ép in. Làm từ nhựa photopolymer, có thể chế tạo bằng
phương pháp quang hóa hoặc khắc laser, các yếu tố như độ dày, độ cứng hay mềm của
khuôn sẽ phụ thuộc vào vật liệu cần in (giấy, carton hay các loại màng). 1.4. Giấy in
Giấy in Hộp sữa Milo thường được làm bằng nhiều lớp bìa hoặc vật liệu làm từ giấy,
được ép lại với nhau để tạo độ bền, độ bền và khả năng bảo vệ chống ẩm cũng như các
yếu tố môi trường khác. Các lớp và vật liệu cụ thể được sử dụng có thể khác nhau tùy
thuộc vào yêu cầu cụ thể của thùng carton và quy trình sản xuất.
Lớp ngoài(Coated Paperboard): Lớp này thường được làm từ giấy tráng hoặc bìa,
giúp tạo bề mặt nhẵn cho việc in ấn và nâng cao vẻ ngoài bắt mắt của thùng carton. lOMoARcPSD| 36625228
Lớp polyetylen: Một lớp polyetylen mỏng thường được phủ lên lớp ngoài để tạo lớp
màng chống ẩm và bảo vệ chống rò rỉ.
Lớp rào cản(Aluminum Foil): Có thể sử dụng một
lớp rào cản làm từ lá nhôm hoặc các vật liệu khác để
bảo vệ bổ sung chống lại oxy, ánh sáng và các yếu tố bên ngoài khác.
Lớp keo(Adhesive): Một lớp keo được sử dụng
để liên kết các lớp khác nhau của thùng carton lại với
nhau và đảm bảo chúng ở đúng vị trí. lOMoARcPSD| 36625228
Lớp trong(Uncoated Paperboard): Lớp trong cùng của hộp thường được làm từ
giấy hoặc bìa không tráng phủ, giúp tạo bề mặt phù hợp để tiếp xúc với thực phẩm và đồ uống. 1.5. Mực in
Mực in Flexo gốc nước dòng Teknova NM Thông số kỹ thuật: Drying speed:6 Gloss:4 Ink density (premium):7 Ink density (standard):9 Rub resistance:5 Water resistance:5
https://anyflexo.com/teknova-wb-
nmseries-turkey-1 1.6. Tram hóa
Theo ISO 12647, đối với phương pháp in Flexo trên bề mặt giấy tráng phủ sử dụng
tram AM ( tram điều biên) có: tần số tram 45 – 54 Lpcm, tổng diện tích điểm tram (TAC) 280% - 300%. lOMoARcPSD| 36625228
II. ĐIỀU KIỆN CHẾ BẢN
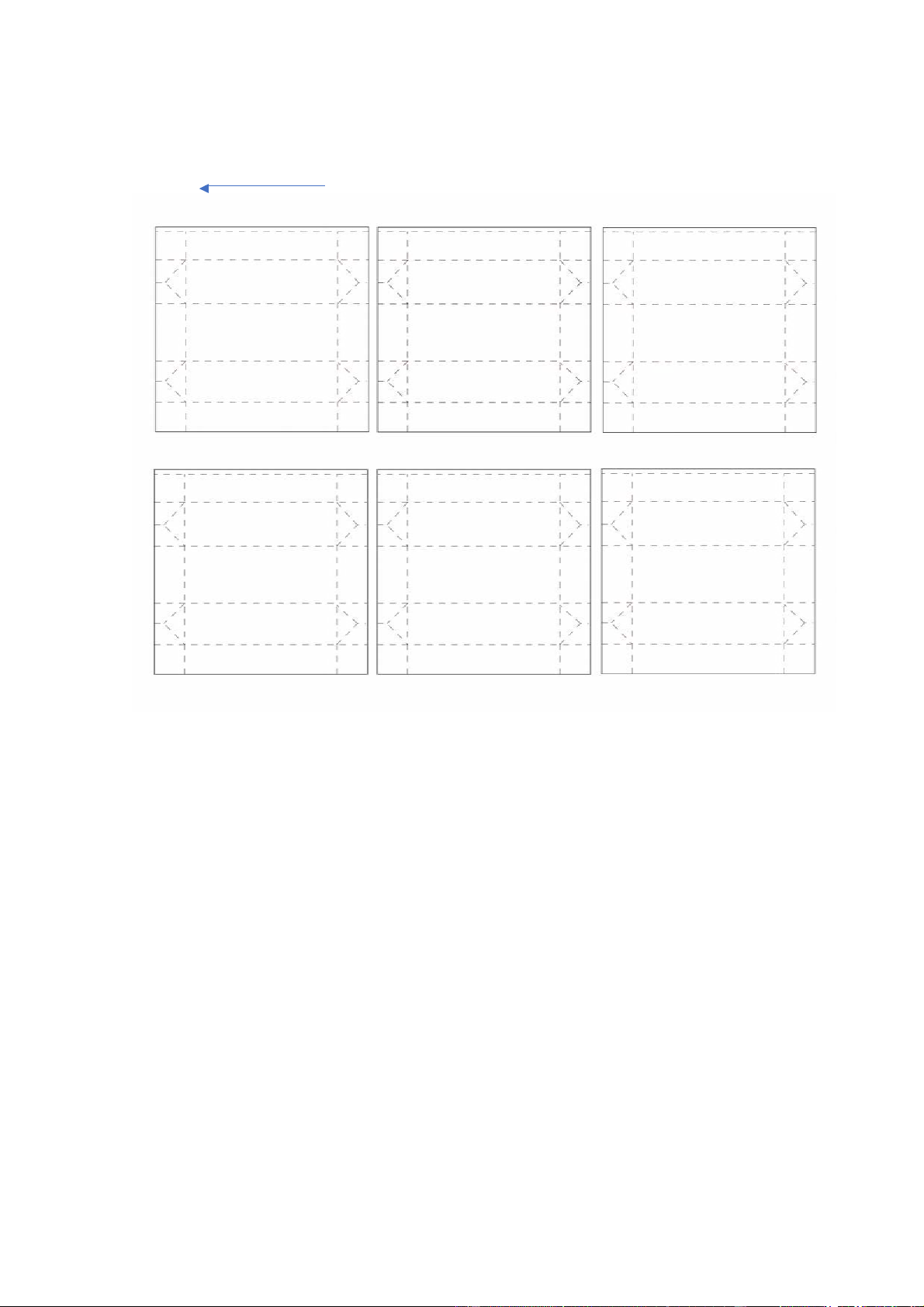
1. Sơ đồ bình sản phẩm: Kích thước 19 inch x 14 inch
hướng sớ giấy ( 1 9 inch ) lOMoARcPSD| 36625228 . Máy 2 ghi bản Flexo CTP
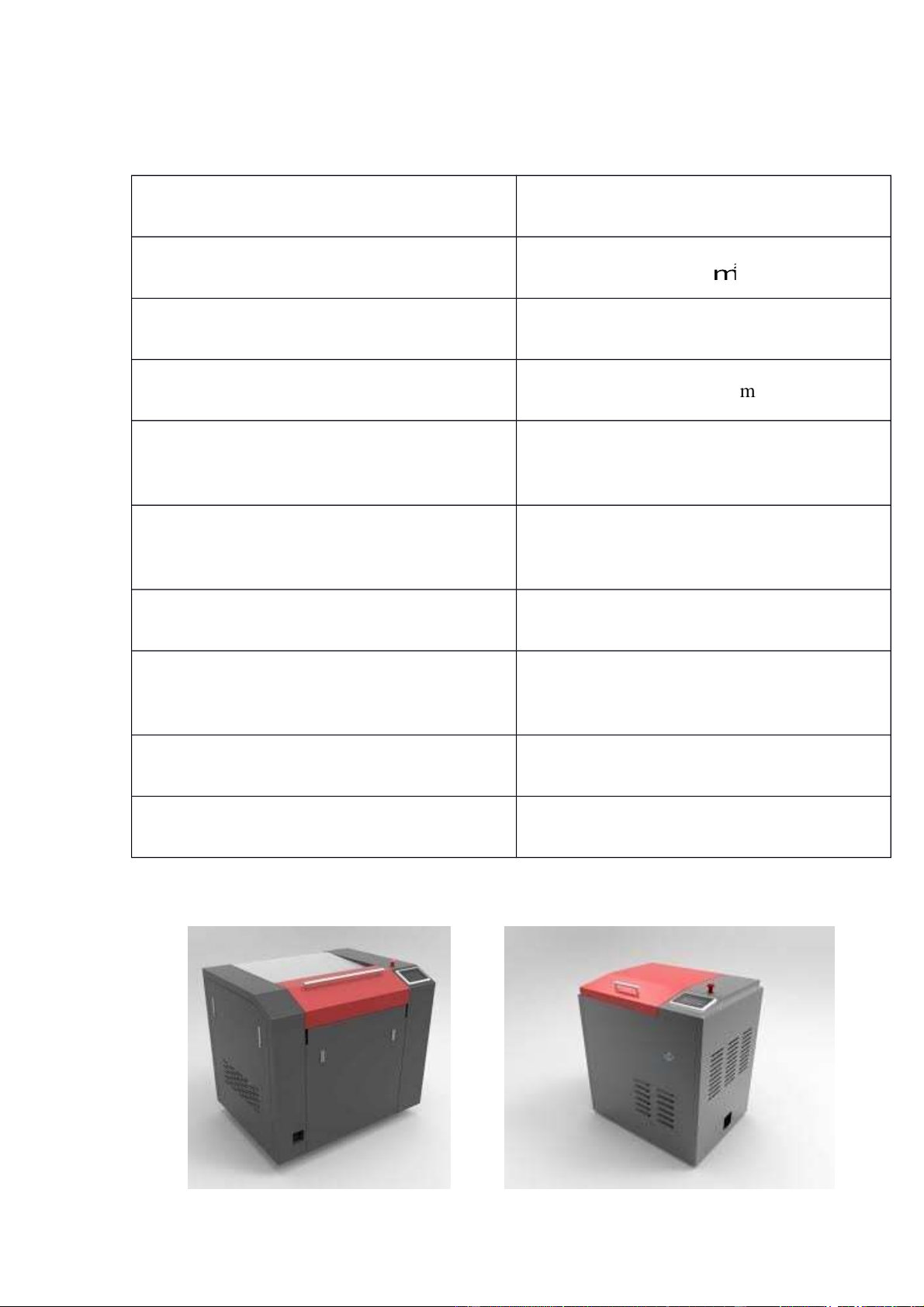
Thông số kỹ thuật Máy ghi bản Flexo CTP: DX940F-I Mã máy Năng suất 1.3 / h Kích thước tấm tối đa 940 x 675 mm(37 x 26inches ) Độ dày tấm 0.15-3.94mm
In tem nhãn mác, máy in flexo, máy Ứng dụng Letterpress
Tấm bản rửa bằng nước, tấm bản rửa Loại bản
bằng hóa chất, CTP nhiệt, tấm polymer… Độ phân giải 48000 dpi
18-30 độ, độ ẩm 40-70% (không ngưng Môi trường hoạt động tụ) Công suất 5 kw Kích thước máy 1425 x 980 x 1150mm
https://maybaobivugia.com/san-pham/may-ghi-ban-flexo-ctp/ 3. Máy hiện bản lOMoARcPSD| 36625228
Máy hiện bản kẽm CTP-UV CTP NR-940 NR 940 Model Loại kẽm Kẽm CTP dương bản Khổ kẽm tối đa 880 mm
Khổ kẽm tối thiểu 430 mm Độ dày bản kẽm 0 ,12 – 0,40 mm
Tốc độ hiện bản 12 – 65s
Phạm vi nhiệt độ hiện bản 15-35 ˚C
Gia nhiệt thuốc hiện 0.3 ˚C/phút
Làm mát thuốc hiện 0.2 C/phút
Tự động bổ sung hóa chất
Tự động bổ sung chất chống oxi-hóa
Hệ thống bổ sung hóa chất
ngay khi bắt đầu vận hành
Có thể bổ sung thủ công
Thể tích bồn chứa thuốc hiện 40- 50 lít
Thể tích bồn rửa
trên 1 lít, thay nước tuần hoàn
Phạm vi nhiệt độ sấy 30-65 ˚C
Tốc độ chổi hiện bản 50-120 vòng/phút
Tốc độ chổi rửa bản 50 /120 vòng/phút
Sai số nhiệt độ vận hành ±0.5 ˚C Công suất 3.5 KW/ 220V lOMoARcPSD| 36625228
https://sieuthinganhin.com/may-hien-ban-kem-ctp-uv-ctp-nr-940/
III. ĐIỀU KIỆN THÀNH PHẨM
1. Máy ghép 5 loại giấy vật liệu https://www.gmbmachinery.com/products/sfml-
530-semi-auto-thermal-filmlaminator.html MÁY SFML-530
Kích thước giấy tối đa (mm) 500 ( chiều rộng ) Tốc độ cán (m/min) 0-20 Độ dày tấm (g/m 2 ) 105-500 Tổng công suất (kw) 7 Tổng trọng lượng (kg) 400
Kích thước tổng thể (mm) 2500*1000*1500
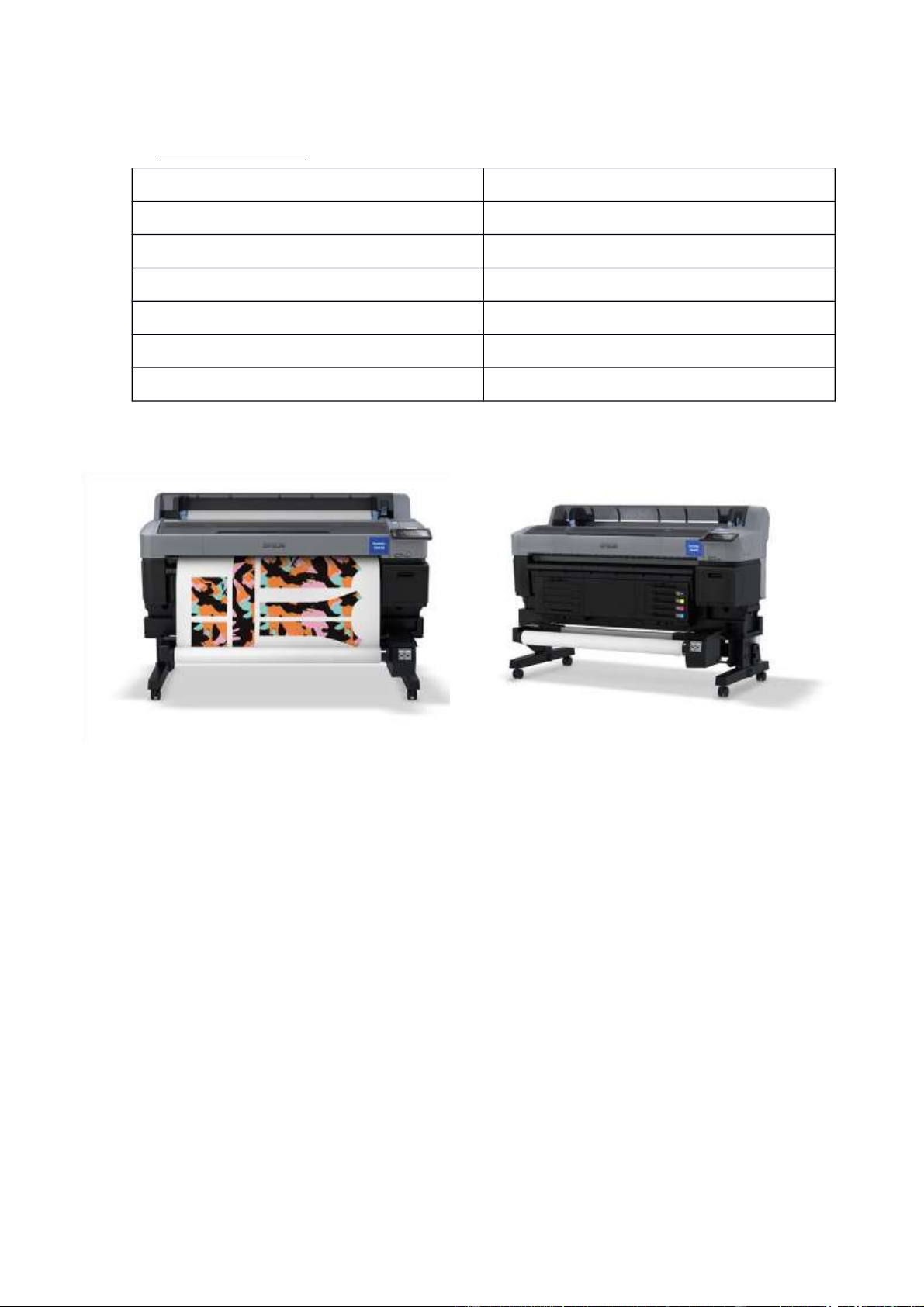
2 . Máy in thử kỹ thuật số lOMoARcPSD| 36625228
SureColor F6470 44" Dye-Sublimation Printer Thông số kỹ thuật Ink Configuration C, M, Y, HDK Maximum Resolution 1 ,200 x 600 dpi Print Speed Up Up to 820 ft/hr1 Maximum Paper Width 44 " Minimum Paper Width 10 " Left/Right Margins 0.12 " (0.24" total ) Maximum Printable Width Up to 43.8"
https://mediaserver.goepson.com/ImConvServlet/imconv/fcd73596f8e7cbd96e78f82
cf67b4bff4972c0ed/original?
assetDescr=SureColor_F6470_Printer_Specification_Sheet_CPD-62627R1_Final.pdf lOMoARcPSD| 36625228
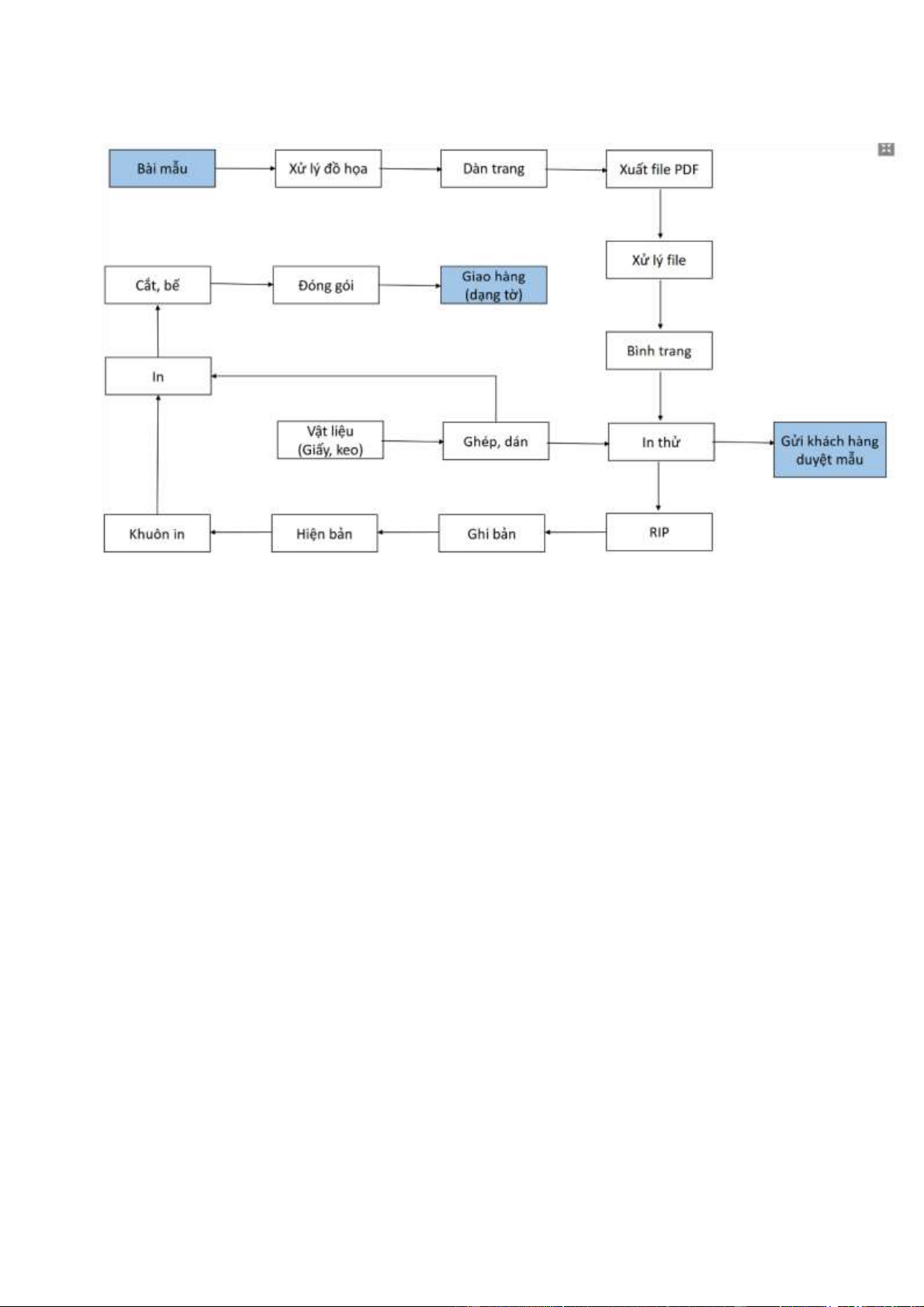
IV. QUY TRÌNH CÔNG NGHỆ
V. LỖI IN LIÊN QUAN ĐẾN VẬT LIỆU 1. Màu quá đậm
Vấn đề: Màu sắc hình ảnh khác với tiêu chuẩn. Nguyên nhân : -
Dung môi flexo : Độ nhớt của mực quá cao -
Mực flexo nước : Mực pH quá cao - Sắc tố mực quá cao -
Cuộn anilox không phù hợp; khối lượng thể tích quá lớn hoặc số lượng thể tíchquá thấp -
Cài đặt áp suất không phù hợp trên cuộn hiển thị -
Tấm hoặc cuộn đo mực máy đo độ cứng quá thấp- Không thỏa đáng về bộ
phận lưỡi máy Giải pháp : -
Dung môi Flexo: Giảm độ nhớt đến mức phù hợp mức với hỗn hợp dung môiđược đề nghị -
Mực Flexo nước: Kiểm tra và điều chỉnh pH sau đó giảm độ nhớt đến mức phùhợp -
Giảm cường độ màu mực với cân bằng bộ mở rộng -
Thay thế con lăn anilox bằng một trong những dòng cao hơn số lượng
và/hoặcdung lượng có thể tích thấp hơn -
Thay thế con lăn anilox bằng một trong những dòng cao hơn số lượng
và/hoặcdung lượng âm lượng thấp hơn lOMoARcPSD| 36625228 -
Điều chỉnh hiển thị cho khả năng in tối ưu -
Tham khảo nhà sản xuất tấm và/hoặc con lăn -
Điều chỉnh bộ phận lưỡi máy theo khuyến nghị được đề xuất 2. Nổi trên mực
Vấn đề: Lớp không đồng nhất trên bề mặt mực trong thùng chứa có thể dẫn đến nhiều
lỗi in khi thùng chứa được sử dụng.
Nguyên nhân : Phụ gia không tương thích ít đậm đặc hơn mực
Giải pháp : Trộn và tiếp tục trộn trong khi sử dụng . Kích động trong thùng đựng
nước thải có thể được yêu cầu trong trường hợp nghiêm trọng
3. Quầng sáng xung quanh khi in
Vấn đề: Khu vực ngay bên trong hình ảnh in có ánh sáng hoặc không có mực; thường kèm theo bản in bẩn.
Nguyên nhân: Cài đặt áp suất không phù hợp khi hiển thị
Giải pháp: Điều chỉnh để càng gần với ấn tượng “hôn” nhất có thể , phù hợp với khả
năng in chấp nhận được
Tài liệu liên quan:
-

Đồ án liên môn gồm 3 sản phẩm ( nhãn - hộp- tạp chí)
8 4 -

Bài giảng Quy trình sản xuất ấn phẩm môn Công nghệ in | Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
43 22 -

Bài giảng Tổng quan về các phương pháp in dùng khuôn in môn Công nghệ in | Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
41 21 -

Tìm hiểu về các sản phẩm bao bì in bởi công nghệ in Offset và xu hướng phát triển | Môn Công nghệ in - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
110 55 -

Tìm hiểu độ bền chà xát của các sản phẩm bao bì giấy in bằng phương pháp in Offset | Môn Công nghệ in - Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
110 55