Chương 5 Thép và gang môn Vật lý đại cương | Học viện Báo chí và Tuyên truyền
Chương 5 Thép và gang môn Vật lý đại cương | Học viện Báo chí và Tuyên truyền. Tài liệu giúp bạn tham khảo, ôn tập và đạt kết quả cao. Mời đọc đón xem!
Môn: Vật lý đại cương 28 tài liệu
Trường: Học viện Báo chí và Tuyên truyền 2.8 K tài liệu
Tác giả:

Preview text:
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
1. Thép cacbon & Thép hợp kim 2. Thép xây dựng
3. Thép chế tạo máy 4. Thép dụng cụ 5. Thép đặc biệt 6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Thành phần hóa học:
Là hợp kim Fe-C: %C ≤ 2,14 (thường dùng <1,4%C)
Là thép thường: ngoài C còn một số tạp chất thường có (chất lẫn):
- Tạp chất có lợi (từ quặng sắt, fero khử oxy): ≤0,8%Mn, ≤0,4%Si
- Tạp chất có hại (từ quặng sắt, than coke): ≤0,05%P, ≤0,05%S
- Tạp chất khác: H, O, N, (Cr, N r i, Cu ≤0,3%) % , (W, M W o, T o, i T ≤0 ≤ ,05%) %
Fe – C(≤ 2,14) – Mn(≤ 0,8) – Si(≤ 0,4) – P(≤ 0,05) – S(≤ 0,05)
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
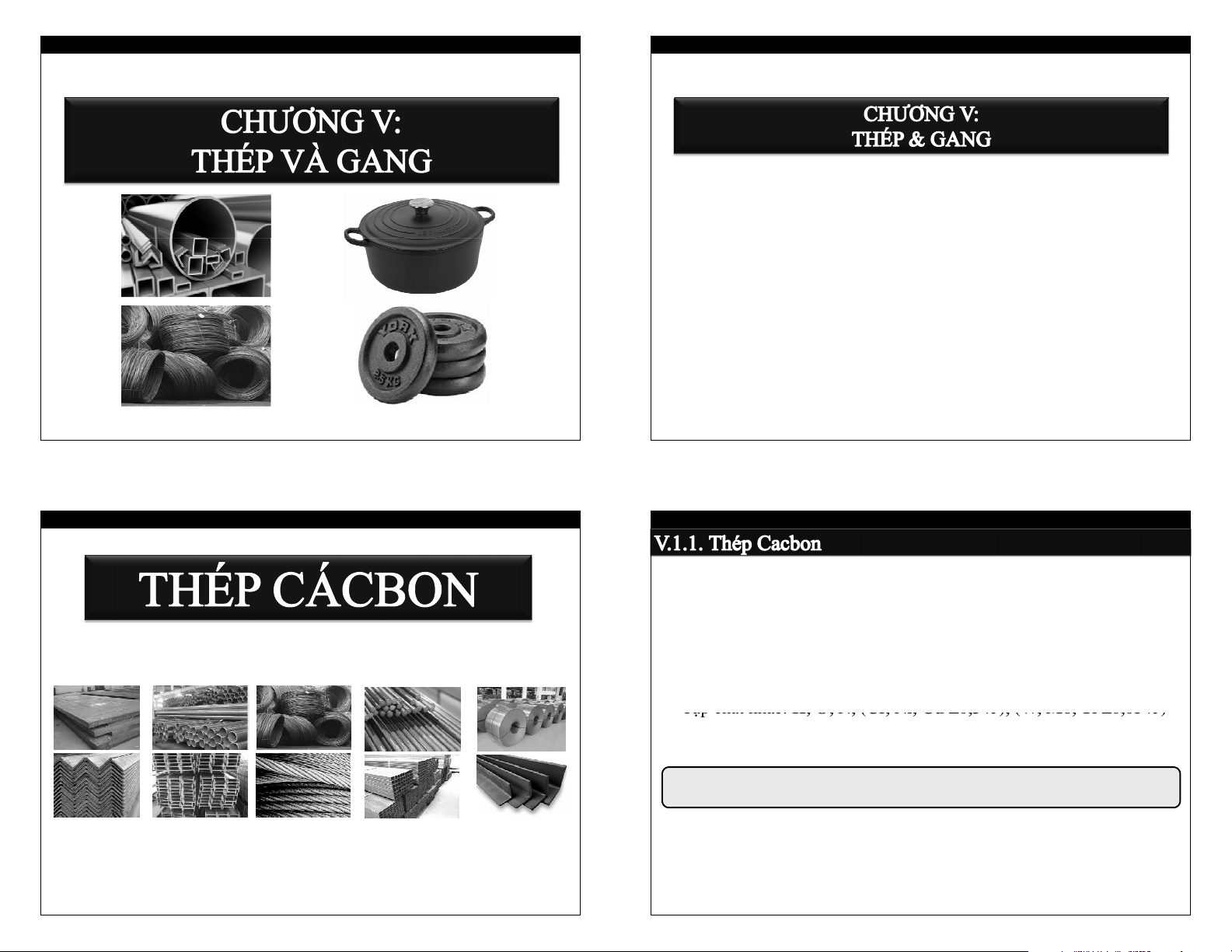
Ảnh hưởng của C đến tổ chức tế vi:
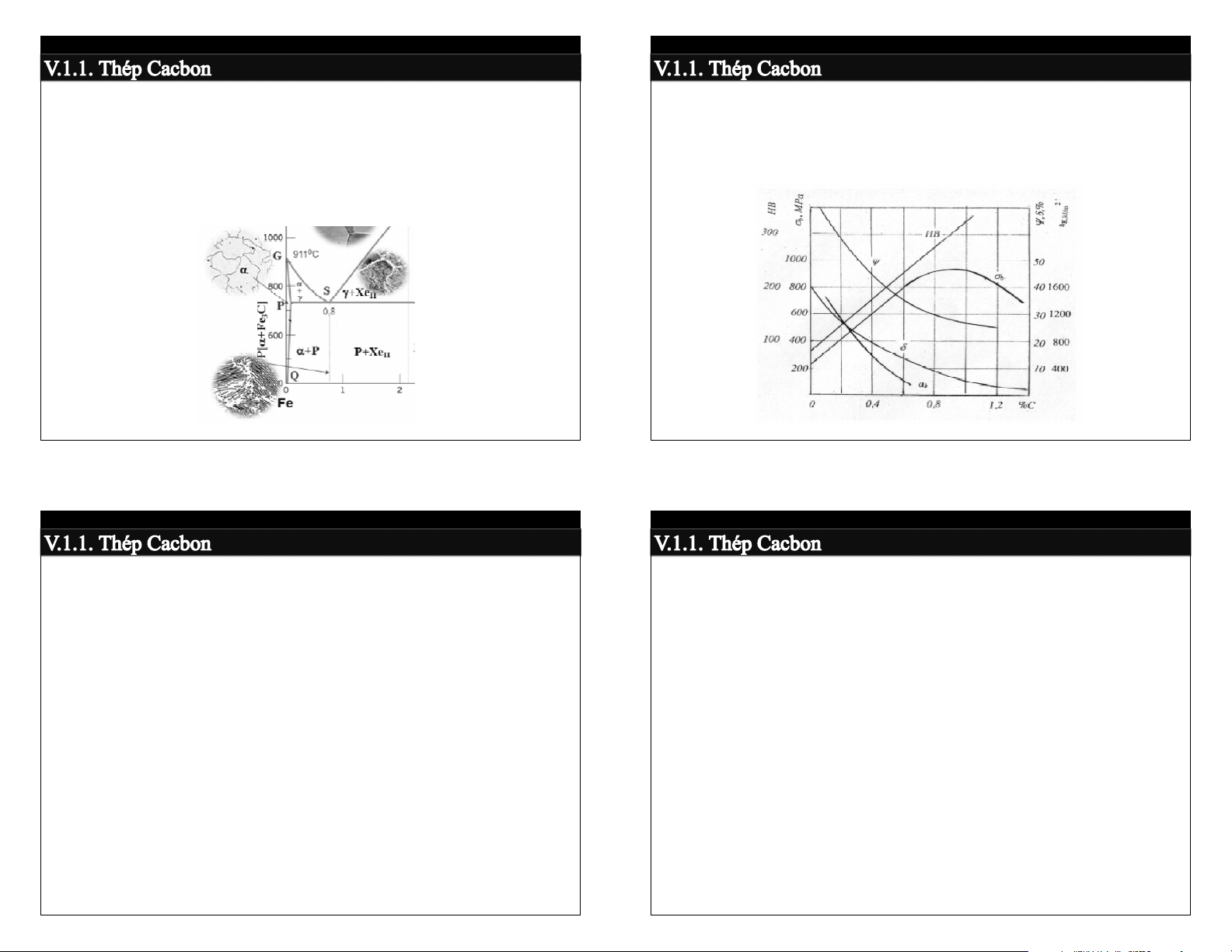
Ảnh hưởng của C đến cơ tính:
C ≤ 0,05%: thuần Ferit %C↑ → HB↑
C = 0,1 ÷ 0,7%: Ferit + Peclit (thép trước ct) → %C↑ → %Peclit ↑
%C↑ → ψ% và δ% ↓ (do lượng Xe cứng và giòn tăng lên) II
C = 0,8%: Peclit (thép cùng tích)
%C↑ → σ tăng đến σ
rồi lại giảm (do lượng Xe tăng lên) b b max II
C = 0,9 ÷ 2,14%: Peclit + Xe (thép sau ct) → %C↑ → %Xe ↑ II II
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Vai trò của C đến công dụng của thép:
Ảnh hưởng của các tạp chất thường có:
Thép C thấp (%C < 0,25%): δ và a (cao), H và σ (thấp) →chủ k
Mangan: Mn có trong thép là do dùng fero Mn khử oxy + quặng
yếu dùng trong kết cấu xây dựng. Có thể sử dụng để chế tạo một số
Mn + FeO → Fe + MnO (nhẹ → nổi đi vào xỉ)
chi tiết máy sau khi hoá nhiệt luyện. Hiệu quả tôi+ram không cao
Tác dụng: hoá bền Ferit (%Mn: 0,5-0,8%)
→cần thấm C trước khi tôi+ram thấp
Silic: Si có trong thép là do dùng fero Si khử oxy + quặng
Thép C trung bình (0,3-0,5%C ): H, σ, δ và a (đều cao) →
Si + 2FeO →2Fe + SiO (nhẹ → nổi đi vào xỉ) k 2
thuờng dùng chế tạo các chi t
iết chịu tải trọng tĩnh và va đập cao Tác dụng: h
oá bền Ferit (%Si: 0 ,2-0,4%)
Thép C khá cao (0,55-0,65%C ): H và σ (cao), δ và a (không quá k
Phốtpho: Có trong thép là do lẫn trong quặng
thấp), giới hạn đàn hồi cao nhất → thuờng dùng chế tạo các chi tiết
P + Fe→Fe P (cứng và giòn) 3
cần có tính đàn hồi tốt
Khi P>1,2% → bở nguội. P thiên tích mạnh →(%P < 0,05%)
Thép C cao (%C > 0,7% ): H và σ (cao nhất) →thường dùng chế
Lưu huỳnh: S lẫn trong quặng
tạo các chi tiết làm dụng cụ cắt, khuôn dập, dụng cụ đo
S + Fe → cùng tinh (Fe S + Fe): có To thấp (988 oC) 3 nc
Khi nung: biên giới hạt chảy truớc →bở nóng → (%S < 0,05%)
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Phân loại thép cacbon theo độ sạch tạp chất có hại (P và S):
Phân loại thép cacbon theo phương pháp khử oxy:
Chất luợng thuờng: %P < 0,05% và %S < 0,05%
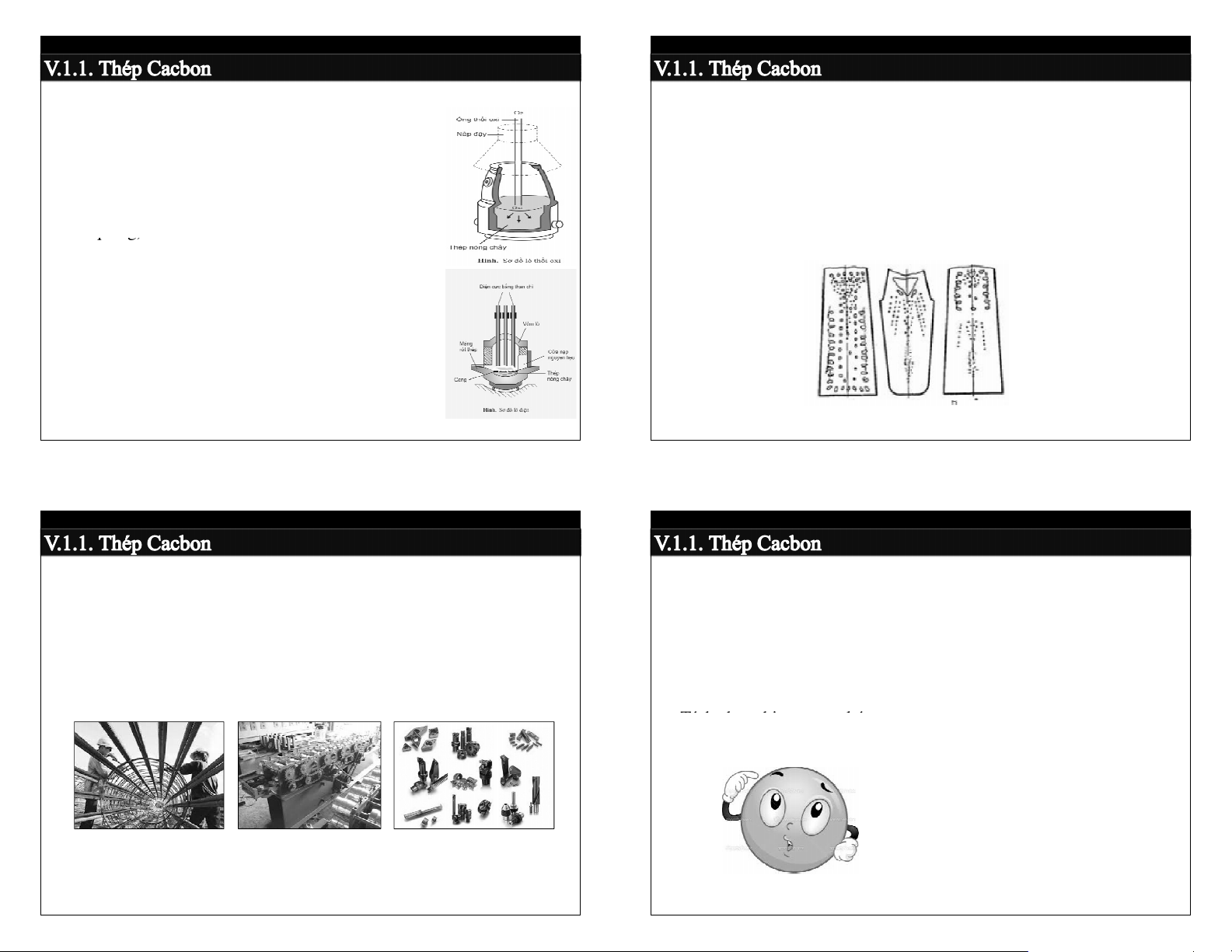
Thép sôi (khử Oxy chưa triệt để): Khử bằng Fero Mn→còn FeO
(FeO + C → Fe + CO↑) ⇒ bề mặt “sôi” (lò L-D)
Thép lặng (khử Oxy triệt để): thuờng khử bằng Fero Mn, Fero Si
Chất luợng tốt: %P < 0,04% và %S < 0,04% (lò
và Al →không còn FeO ⇒ bề mặt phẳng lặng
Thép nửa lặng (là dạng trung gian của 2 loại thép trên): thường hồ h quang) ng khử bằ b ng Fe F ro Mn và va Al A
Chất luợng cao: %P < 0,03% và %S < 0,03% (lò
hồ quang + chất khử mạnh, tuyển chọn nguyên liệu đầu vào)
Chất luợng rất cao: %P < 0,02% và %S < 0,02%
(lò hồ quang + điện xỉ..)
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Phân loại thép cacbon theo công dụng:
Ưu điểm của thép cacbon:
Thép kết cấu: cần vừa bền vừa dẻo dai (cơ tính tổng hợp)
Rẻ, dễ kiếm do không đòi hỏi thành phần phức tạp
- Thép xây dưng: cần cơ tính tổng hợp (song không cao)
Có cơ tính phù hợp với một số truờng hợp nhất dịnh
- Thép chế tạo máy: cần cơ tính tổng hợp cao hơn
Có tính công nghệ tốt: dễ đúc, cán, rèn… so với thép hợp kim
Thép dụng cụ: cần độ cứng và chống mài mòn
Nhược điểm của thép cacbon:
Ðộ thấm tôi thấp → hiệu quả hoá bền bằng NL không cao Tí
T nh chịu nhiệt độ cao kém
Chống ăn mòn, tính cứng nóng… kém
Làm cách nào để khắc phục các nhược điểm?
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Thành phần hóa học:
Là thép C + nguyên tố khác ngoài C (Ni, Cr, Ti…..) với luợng đủ lớn
→làm thay đổi tổ chức →cải thiện tính chất của vật liệu (NTHK)
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
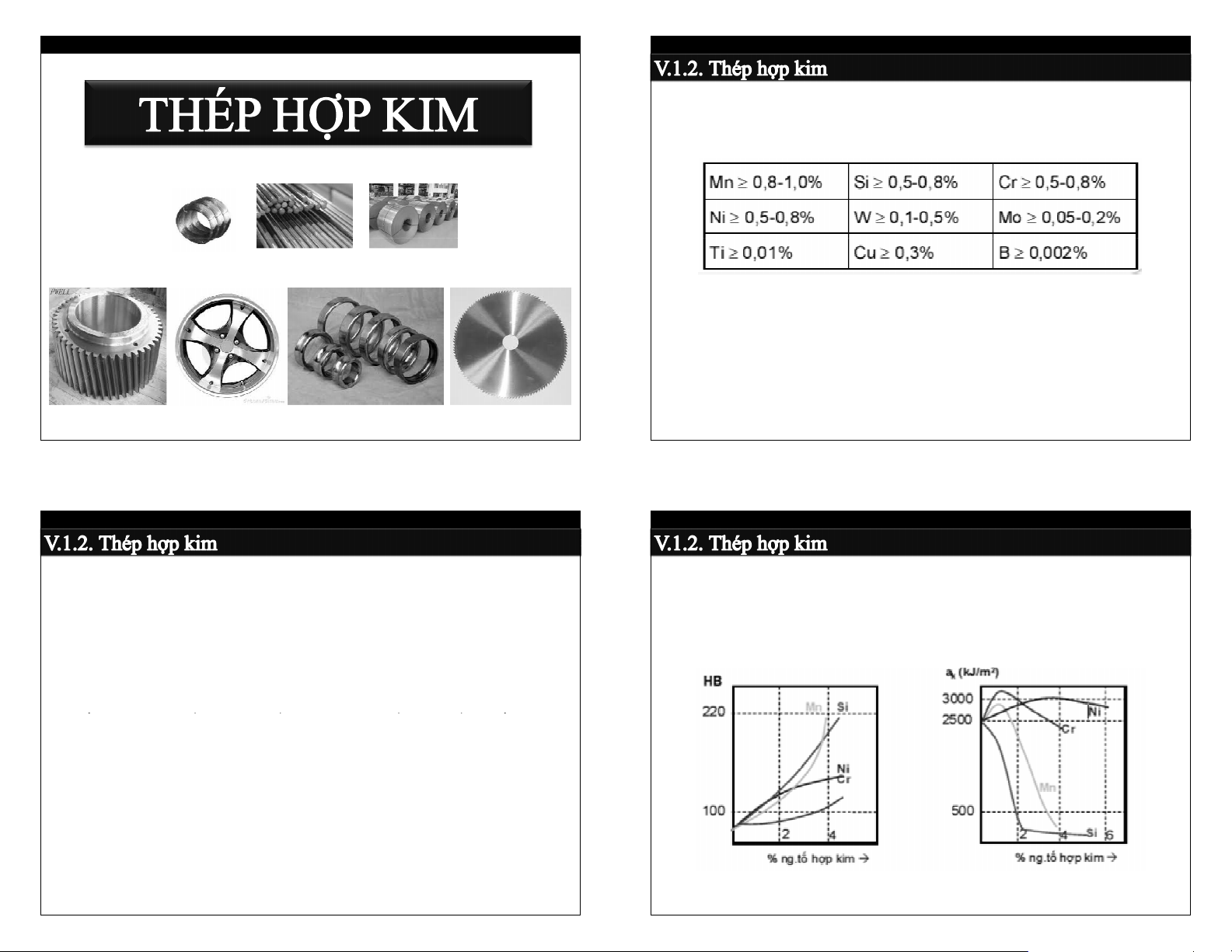
Các đặc tính của thép hợp kim:
Tác dụng của nguyên tố hợp kim đến tổ chức của thép:
Cơ tính: Do đặc điểm có ng.tố HK → tính thấm tôi cao hơn thép C
Hòa tan vào sắt thành dung dịch rắn:
- Trạng thái không NL: σ ≈ σ
(cùng %C) → phải NL (tôi +ram)
- Với lượng nhỏ: không làm thay đổi dạng GÐP Fe-C, chỉ ảnh huớng thép C cho thép HK
đến tính chất (độ cứng, độ dai a ) k
- Sau khi nhiệt luyện → σ >> σ
, nhưng δ và a ↓→ dùng lượng thép C k
hợp kim vừa đủ (phụ thuộc tiết diện chi tiết)
- Ðộ thấm tôi lớn (∆ >> ∆ ) → chi h t iết lớn (> 20mm) m dễ̃ đạt tôi thấu thép C
hơn thép C → độ bền cao hơn
- V nhỏ →nguội chậm: tôi dầu, không khí… → giảm cong vênh chi th tiết
- Tính công nghệ (đúc, cắt gọt, rèn, dập...) kém hơn thép C
Tính chịu nhiệt độ cao:
- Các ng.tố HK cản trở sự khuếch tán của C → Mactenxit khó phân
tán, cácbit khó kết tụ ở nhiệt độ cao → bền ở nhiệt độ cao
T/c vật lý hóa học đặc biệt: không gỉ, từ tính, giãn nở nhiệt đặc biệt
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
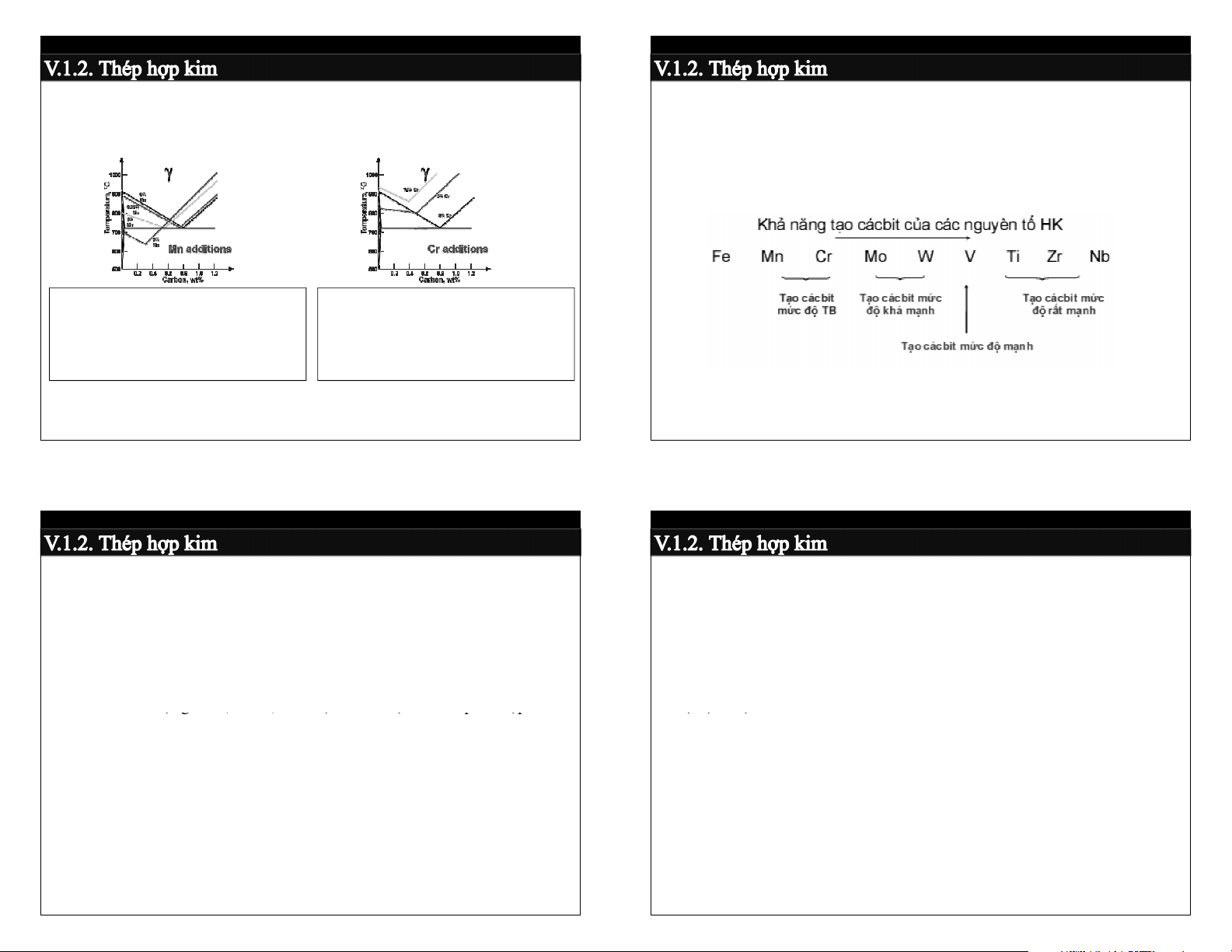
Tác dụng của nguyên tố hợp kim đến tổ chức của thép:
Tác dụng của nguyên tố hợp kim đến tổ chức của thép:
a. Hòa tan vào sắt thành dung dịch rắn: b. Tạo thành Cacbit:
- Với luợng lớn: làm thay đổi GÐP Fe-C. Điểm S và E thay đổi vị trí
- Si, Ni, Al, Cu, Co: không tạo thành được cacbit trong thép (chỉ có thể hòa tan vào Fe)
- Mn, Cr, Mo, W, V, Ti, Zr, Nd: vừa có thể tạo cacbit, vừa hòa tan S S
Mn (Ni) mở rộng vùng γ (thu hẹp
Cr mở rộng vùng α (thu hẹp γ)→
α)→ hàm lượng ≈ 10 ÷ 20 % thì
hàm lượng ≈ 20 % thì tổ chức γ
tổ chức γ tồn tại ở cả To thường
không tồn tại ở cả To cao → thép Austenit → thép Ferrit
Tùy thuộc vào nguyên tố hợp kim đưa vào mà
Tổ chức 1 pha → không thể hóa bền bằng pp tôi
C sẽ ưu tiên kết hợp với ng. tố mạnh trước
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Tác dụng của nguyên tố hợp kim đến tổ chức của thép:
Tác dụng của nguyên tố hợp kim đến tính chất của thép:
Tạo thành Cacbit: các pha cacbit có thể có trong thép hợp kim
Vai trò của Cacbit hợp kim:
- Xementit hợp kim (Fe, Me) C:
- Tăng độ cứng, tính chống mài mòn: mạnh hơn Xe 3
• khi thép có lượng ít (1÷2%) ng.tố Mn, Cr, Mo, W→ hòa tan thay
- Nâng cao nhiệt độ tôi, giữ cho hạt nhỏ: do khó hòa tan vào γ →
thế vào Fe tạo (Fe, Me) C ⇒ ổn định hơn Fe C, To ↑
nâng cao độ dai và cơ tính 3 3 tôi
- Cacbit với kiểu mạng phức tạp:
- Có tính cứng nóng, bền nóng: do khi ram cần nhiệt độ cao mới kết
• khi có lượng lớn (>10%) Cr hoặc Mn→ tạo cacbit ph phức tạp: tụ ụ lại được
Cr C , Cr C , Mn C…⇒ cứng hơn Xe, To ≈ 1550÷1850oC, To 7 3 23 6 3 nc tôi > 1000oC
• khi thép có Cr với W hoặc Mo → tạo cacbit phức tạp: Me C ⇒ 6
To ≈ 1200÷1300oC tôi
- Cacbit với kiểu mạng đơn giản:
• khi có các ng.tố hợp kim tạo cacbit rất mạnh (V, Ti, Zr, Nd) → tạo
cacbit đơn giản: VC, TiC, ZrC, NdC ⇒ cứng, ít giòn hơn Xe, Tonc ≈ 3000oC
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Ảnh hưởng của nguyên tố hợp kim đến quá trình nhiệt luyện:
Ảnh hưởng của nguyên tố hợp kim đến quá trình nhiệt luyện:
Ảnh hưởng đến chuyển biến khi nung nóng để tôi (Peclit → γ):
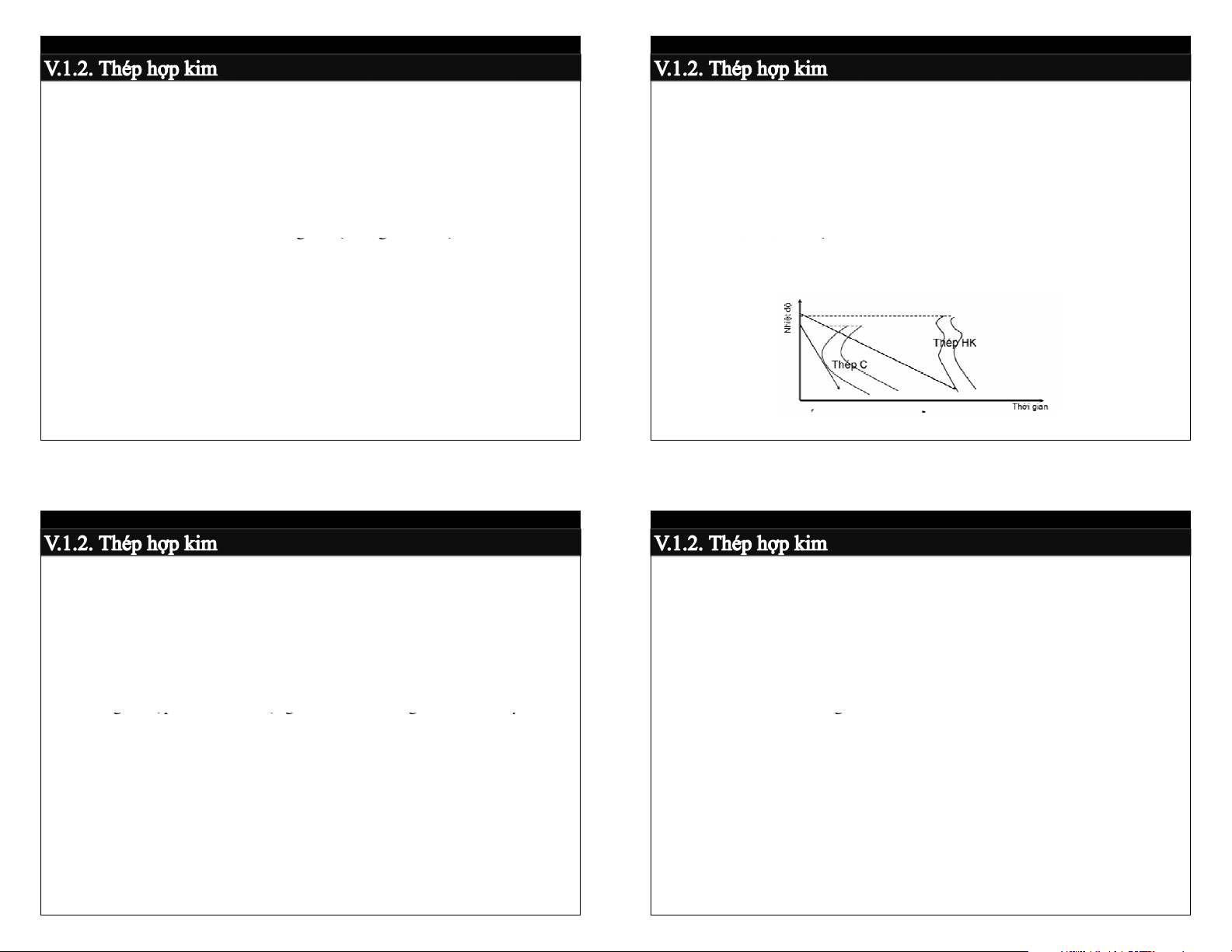
Ảnh hưởng đến sự phân hóa đẳng nhiệt của γ: Làm chậm tốc độ
- Cacbit hòa tan vào γ ở To cao hơn và τ dài hơn:
phân hóa của γ → ”C” dịch sang phải → V giảm. (Lưu ý: khi ng.tố gn th
• Thép cacbon (1,00%C): Fe C →To ~ 780oC
hợp kim không hòa tan vào γ mà ở dạng cacbit → làm giảm tính ổn 3 tôi
• Thép HK thấp (1,00%C + 1,50%Cr): (Fe,Cr) C, →To ~ 830oC
định của γ quá nguội → V tăng) 3 tôi th
• Thép HK cao (1,00%C + 12,0%Cr): Cr C →To > 1000oC
• Mo và (Cr+Ni): rất mạnh 23 6 tôi - Cacbit khó
khó hòa tan nằm ở biên giới hạ hạt → gi g ữ ữ cho hạ hạt nhỏ: nho • Cr C , r Mn, B: , B mạ m nh
• TiC, ZrC, NbC, VC: tác dụng mạnh
• Với cùng tổng lượng hợp kim: hợp kim hóa phức tạp làm Vth • WC, MoC: yếu hơn
giảm mạnh hơn hợp kim đơn giảm • Mn: làm to hạt
• Cr, Ni, Si, Al: trung tính
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Ảnh hưởng của nguyên tố hợp kim đến quá trình nhiệt luyện:
Ảnh hưởng của nguyên tố hợp kim đến chuyển biến Mactenxit:
Ảnh hưởng đến độ thấm tôi:
Các nguyên tố hợp kim (trừ Co, Al, Si) khi hòa tan vào γ đều hạ
- Các ng.tố hợp kim (trừ Co) khi hòa tan vào γ → V giảm → tăng độ
thấp M và M → tăng lượng γ dư → giảm độ cứng → khắc phục th s f thấm tôi
bằng gia công lạnh hoặc ram nhiều lần • Nếu V < V
của lõi → tôi thấu th nguội Ví dụ: • Nếu V < V
trong không khí → tự tôi - 1% Mn → M giảm 45oC th nguội s - Các ng.tố ố hợp kim nằm ở dạ dạng cacbit mà
m không hòa tan vào γ → làm - 1% Cr → M giảm 35o 35 C s giảm độ thấm tôi - 1% Ni → M giảm 26oC s - 1% Mo → M giảm 25oC s - 1% Co → M tăng 12oC s - 1% Al → M tăng 18oC s
- Si không ảnh hưởng gì
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
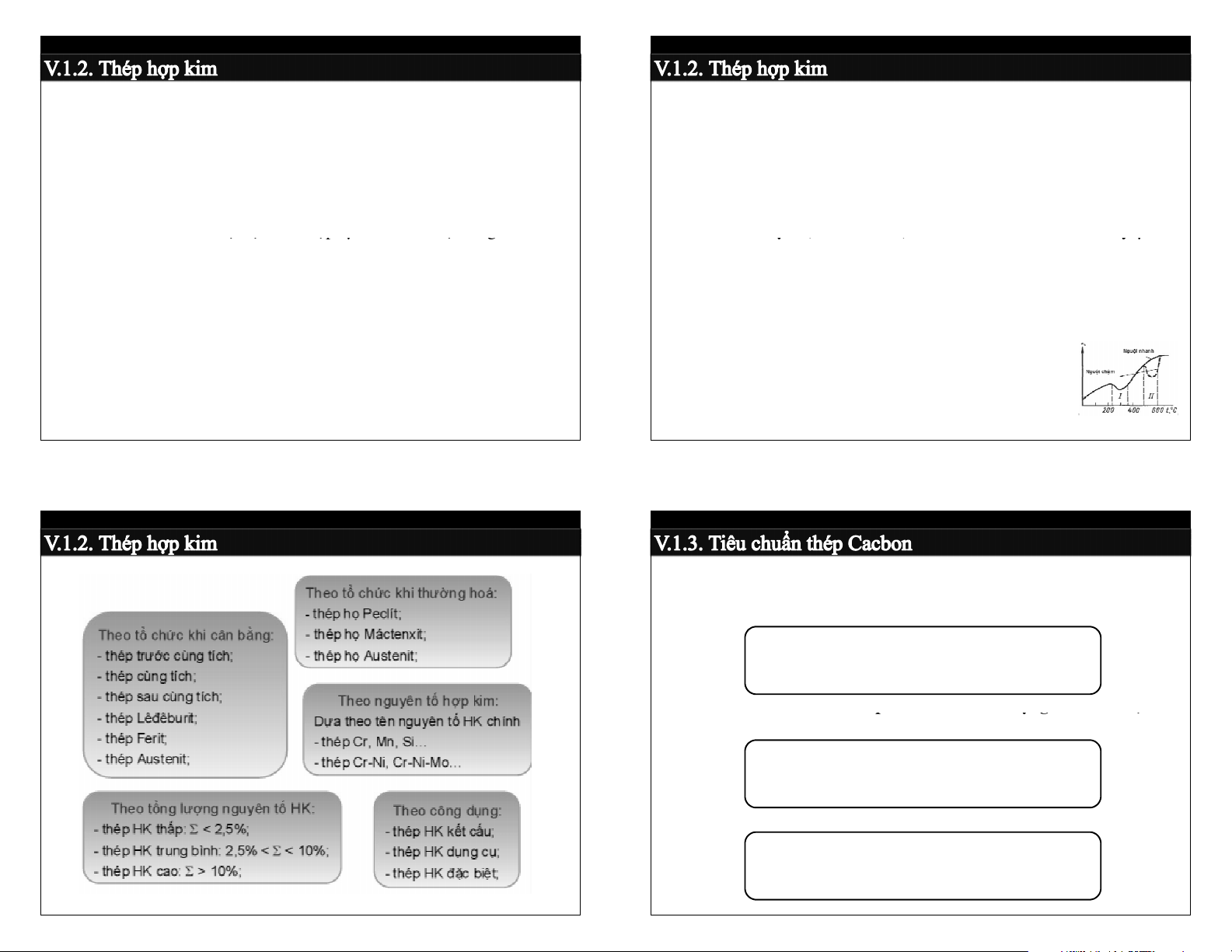
Ảnh hưởng của nguyên tố hợp kim đến chuyển biến khi ram:
Các khuyết tật của thép hợp kim:
Các nguyên tố hợp kim khi hòa tan trong Mactenxit làm cản trở
Thiên tích: khi kết tinh có tổ chức không đồng nhất, khi cán thì tạo
sự phân hóa của M khi ram →tăng To
→duy trì độ cứng ở To cao
tổ chức thớ → khắc phục bằng ủ khuếch tán rồi đem cán nóng ram
- Nâng cao tính chịu nhiệt độ cao: cứng nóng, bền nóng
Đốm trắng: do hyđrô hòa tan vào thép lỏng rồi nằm lại trong thép
- Cacbit HK tiết ra ở nhiệt độ cao hơn → khó kết tụ, phân tán
rắn → khuyết tật → khắc phục bằng giảm lượng hơi nước trong khí → hóa cứng phân tán
quyển, sấy khô mẻ luyện và làm nguội thật chậm khi cán - Khi ram m ở nhiệt độ ộ thích hợp: γ
Giòn ram loại I (285 ÷ 350 C): do cacbit ε tiết ra khỏi M hay γ
dư → M ⇒ độ cứng thứ hai
ư → M ⇒ độ cứng thứ ha
Giòn ram loại I (285 ÷ 350oC): do cacbit ε tiết ra khỏi M hay dư → ư
Ví dụ: cacbit hợp kim tiết ra khỏi Mactenxit ở các nhiệt độ sau
M, làm thép trở nên giòn (không thuận nghịch, không chữa được, - Xementit Fe C ở 200oC
thép C cũng có loại giòn ram này nhưng ở nhiệt độ thấp hơn) 3 - Xementit hợp kim (Fe,Me) C ở 250 ÷ 300oC 3
Giòn ram loại II (500 ÷ 600oC): do thúc đẩy tiết ra các pha giòn ở - Cacbit crôm Cr C , Cr C ở 400 ÷ 450oC
biên giới hạt→ (thuận nghịch, có thể chữa được) → khắc phục: nguội 7 3 23 6 - Cacbit Me C (Fe W C) ở 550 ÷ 600oC
nhanh sau ram hoặc thêm 0,2÷0,5%Mo hay 0,5÷1%W 6 3 3
- VC, TiC, ZrC, NdC không hòa tan khi nung nóng nên không tiết ra
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Phân loại thép hợp kim: TCVN:
Theo TCVN 1765-75: thép C kết cấu chất luợng thuờng để làm
các kết cấu xây dựng với %P (0,04-0,07%) và %S (0,05-0,06%) CT xx (n,s)
xx: σ tối thiểu (kG/mm2), n: nửa lặng, s: sôi b Ví dụ: CT 38 Theo T
o CVN 1766-75: thép C kết cấu chất luợng tốt để chế tạo các
chi tiết máy P, S < 0,04% C xx (A)
xx: hàm lượng cacbon TB (phần vạn) Ví dụ: C 45
Theo TCVN 1822-76: thép C dụng cụ dùng để chế tạo các dụng cụ CD xx (A)
xx: hàm lượng cacbon TB (phần vạn) Ví dụ: CD 120
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang TCVN 1759-75: Ví dụ:
40Cr → %C = 0,36÷0,44; %Cr = 0,80 ÷ 1,00
12CrNi3 → %C = 0,09÷0,16; %Cr = 0,60÷0,90; %Ni = 2,75÷3,75
140CrW5 → %C = 1,25÷1,50; %Cr = 0,4÷0,7; %W = 4,5÷5, 5
90CrSi → %C = 0,85÷0,95; %Cr = 0,95÷1,25; %Si = 1,20÷1,60
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Đặc điểm chung: chất lượng luyện kim thường (P, S ≥ 0,04%) Phân loại:
Yêu cầu cơ tính: bền (σ ), độ dẻo cao (δ~15÷35%), độ dai tốt c
Thép thông dụng (thép thường) (a ~500kJ/m2) k
Thép hợp kim thấp độ bền cao
Về tính công nghệ: cần có tính hàn cao
Về thành phần hóa học: để có tính hàn tốt - C ≤ 0,22%
- Cđ = C + Mn/6 + (Cr+Mn+V)/5 + (Ni+Cu)/15 ≤ 0,55% l
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
a. Thép thông dụng (thép thường): TCVN 1765-75
b. Thép hợp kim thấp độ bền cao HSLA: TCVN 3104-79
Phân nhóm A: CT xx gồm (CT31, CT33, CT34, CT38, CT42, CT52,
Có độ bền và tính chống ăn mòn cao hơn thép thông dụng: do có CT61) → tra bảng 5.1 (σ
min). Làm kết cấu xây dựng. Ví dụ:
thêm lượng nhỏ các nguyên tố hợp kim (Si, Cr, Cu, Ni, B, N) bk
- CT38: 0,18 ÷ 0,21%C → kết cấu thông dụng → ở dạng tròn trơn
Tính hàn hơi kém, nâng cao nhiệt độ giòn lạnh
- CT51: 0,30 ÷ 0,35%C → kết cấu chịu lực cao, tính hàn kém hơn →
Dùng tôi + ram để nâng cao độ bền (có thể đạt σ = 400 ÷ 600 MPa) ở dạ ch ng thép vằn
Hiệu quả: dùng thép HSLA thay thế cho thép thông dụng - σ = 350
(MPa) tiết kiệm được 15% kim loại 0,2 - σ
= 400(MPa) tiết kiệm được 25 ÷30% 0,2 - σ
= 600(MPa) tiết kiệm được 50% 0,2
Chế tạo: tận dụng việc hợp kim hóa tự nhiên (dùng gang luyện từ
Phân nhóm B: BCT xx gồm (BCT31 ÷ BCT61). Với xx không phải
vùng quặng giầu NTHK), sử dụng lại phế liệu là thép HK; dùng các
là σ → tra bảng. Làm kết cấu hàn.
nguyên tố rẻ như Mn, Si→tổng luợng hợp kim < 2,0 ÷2,5%, b
Phân nhóm C: CCT xx có cơ tính của phân nhóm A và thành phần
hóa học của phân nhóm B. Làm kết cấu hàn chịu lực.
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
b. Thép hợp kim thấp độ bền cao HSLA:
b. Thép hợp kim thấp độ bền cao HSLA:
Dùng làm kết cấu kim loại: TCVN 3104-79
Dùng làm cốt bê tông: TCVN 1651-85 (chia làm 4 cấp)
- loại ~ 1%Mn (14Mn, 15MnV, 19Mn): 19Mn →làm đường ống dẫn
- Cấp C I (chịu lực thấp, thép tròn trơn): CT38 dầu, khí đốt…
- Cấp C II (thép có đốt): CT51
- loại ~ 2%Mn (09Mn2, 14Mn2, 18Mn2): 14Mn2 →làm vỏ lò cao,
- Cấp C III và C IV (chịu lực cao): thép HSLA gồm 35MnSi, thiết bị lọc bụi… 18Mn2Si, 25 , Mn2Si, 20CrMn2Zr
- loại ~ 1%Mn + 0,6%Si (12MnSi, 16MnSi, 17MnSi): 17MnSi →làm dầm ô tô, đóng toa xe…
- loại ~ 1%Mn + 0,6%Si + 0,6%Cr (14CrMnSi):
- loại ~ 1,50%Mn + 0,60 hay 1%Si (09Mn2Si, 10Mn2Si1):
- loại ~ 0,80%Cr + 0,80%Si + 0,60%Ni + 0,40%Cu (10CrSiNiCu):
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Đặc điểm chung: chất lượng luyện kim cao (P, S < 0,04%)
Yêu cầu cơ tính: cần độ bền (σ ), độ dai tốt (a ), độ cứng bề mặt ch k cao, giới hạn mỏi cao
Về tính công nghệ: thường phải biến dạng nóng và cắt gọt → phải
chọn mác thép và chế độ nhiệt luyện thích hợp
Tính kinh tế: cần rẻ → dùng thép C và hợp kim thấp, trung bình
Về thành phần hóa học:
- Thành phần C = 0,10÷0,65%: tùy thuộc vào yêu cầu cụ thể. Thép
cacbon kết cấu chế tạo máy dùng làm chi tiết nhỏ (<20 mm), hình dạng đơn giản. - Thành phần hợp kim:
• Nhóm ng.tố hợp kim chính: Cr, Mn, Si, Ni, B
• Nhóm ng.tố hợp kim phụ: Ti, Zr, Nb, V, Mo
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Quan hệ giữa tổng lượng hợp kim và đường kính tôi thấu: Phân loại:
Thép có độ thấm tôi thấp (đường kính tôi thấu ≤ 15mm): không
Thép thấm cacbon: %C < 0,25 (muốn ↑σ → tôi + ram thấp, b hợp kim hóa (thép Cacbon) muốn ↑ H → thấm C) bề mặt
Thép có độ thấm tôi trung bình (đường kính tôi thấu ≤ 35mm):
Thép hóa tốt: %C ≈ 0,3 ÷ 0,5 (muốn ↑σ → tôi + ram cao, b
thép được hợp kim hóa thấp và đơn giản (ví dụ: 1%Cr, 2%Mn…) muốn ↑ H → tôi bề mặt) bề mặt Thép có đ
ó ộ̣ thấm tương đối cao (đường kính tôi thấu ≤ 75mm):
Thép đàn hồi: %C ≈ 0, 0 55 ÷ 0,
0 65 (muốn ↑σđ → tôi + ram trung đh
thép được hợp kim hóa thấp nhưng phức tạp (ví dụ: Cr-Ni, Cr-Mo…) bình)
Thép có độ thấm tương cao (đường kính tôi thấu ~ 100 mm): thép
Các thép kết cấu có công dụng riêng:
được hợp kim hóa cao (5÷6%) và phức tạp (ví dụ: Cr-Ni, Cr-Ni- Mo…)
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang a. Thép thấm Cacbon: a. Thép thấm Cacbon:
Thép cacbon (C = 0.1 ÷ 0,25%): giới hạn dưới khi cần độ dai
Thép cacbon (C = 0.1 ÷ 0,25%): C10, C15, C20, C25, CCT38
cao, giới hạn trên khi cần độ bền cao. Có độ thấm tôi thấp →
- Tôi nước, độ thấm tôi không cao, hình dạng đơn giản, chi tiết nhỏ
dùng cho chi tiết nhỏ, hình dạng đơn giản. Do thấm C ở nhiệt (Φ<20 mm)
độ cao, thời gian dài → phải là thép khử oxy triệt để
- To thấm < 900 oC vì trong thép không có yếu tố giữ hạt nhỏ → sau Thép hợp kim: C
ó độ̣ thấm tôi cao → dùng cho chi tiết lớn, thấm phả
phải thường hóa trước khi tôi (gây bi biến dạ dạng lớn)
hình dạng phức tạp. Các ng.tố hợp kim vừa tăng tính thấm tôi
- Làm trục, côn và bi trong xe đạp
(tăng bền) + thúc đẩy quá trình thấm C → không dùng Si.
Thép Crôm (Cr ~ 1%): 15Cr, 20Cr, 15CrV, 20CrV
Nguyên tố cơ bản là Cr.
- Do Cr có ái lực với C →Thúc đẩy quá trình thấm
- To thấm ~ 900÷920 oC, không cần thường hóa trước khi tôi
- Làm bánh răng, trục bậc, chốt. (Φ ~ 20÷40 mm)
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang a. Thép thấm Cacbon: a. Thép thấm Cacbon:
Thép Cr-Ni và Cr-Ni-Mo:
Thép Cr-Mn-Ti: Làm bánh răng ôtô tải nhẹ và trung bình. Ưu điểm
- Thép Crôm-Niken thường (~1%Cr + 1%Ni): → dễ tôi trong dầu →
chính là tính công nghệ.
làm chi tiết phức tạp, kích thước trung bình (Φ ~ 50÷75 mm), chịu
- Không quá dẻo dai, đủ mềm để cắt
tại trọng va đập như bánh răng ôtô tải nhẹ và du lịch. 20CrNi
- Công nghệ thấm C của thép này có nhiều ưu việt: Do có Mn→ bề
- Thép Crôm-Niken cao (~1%Cr + 3%Ni): → làm chi tiết ph phức tạp, mặ m t thép không bi b ã bão hòa Cacbon. M . n làm hạ hạt lớn nhưng Ti T cản trở̉
kích thước lớn (>100 mm), chịu tại trọng nặng và mài mòn mạnh như
bù lại → thấm được ở To cao ~ 950 oC (thời gian ngắn, tiết kiệm), tôi
các chi tiết trog máy bay, ôtô. Tuy nhiên, đắt và khó gia công cắt, quy
trực tiếp sau khi thấm (ko cần thường hóa hoặc tôi lần thứ nhất), quy
trình nhiệt luyện phức tạp (thường hóa + ram cao, tôi + ram thấp).
trình đơn giản nên biến dạng thấp
12CrNi3A và 20Cr2Ni4A
- Mác thép chính: 18CrMnTi (18XΓT) và 25CrMnTi (25XΓT),
- Thép Crôm-Niken-Molipđen: Mo tăng tính thấm tôi, không phải 30CrMnTi, 25CrMnMo
chống giòn ram (vì là ram thấp). 20CrNi2Mo và 18Cr2Ni4MoA
- Làm bánh răng, hộp số ôtô
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang b. Thép hóa tốt: b. Thép hóa tốt: Đặc điểm:
Thép Cacbon: C30, C35, C40, C45, C50 và C40Mn
- C = 0.3÷ 0.5% → cơ tính tổng hợp tốt (độ bền, độ dẻo, độ dai)
Thép Crôm: 40Cr, 40CrVA →Cr làm tăng tính thấm tôi, cho chi tiết
- % hợp kim thích hợp (Cr + Mn + Ni + Si + Mo + W + B) → để tôi
nhỏ, hình dạng phức tạp. Giòn ram loại II nên phải nguội trong dầu.
thấu (cơ tính đồng nhất)
Thép Cr-Mo: 38CrMoA →Mo tránh giòn ram, cho chi tiết TB, hình - Nhi N ệt luyệ uy n ệ sơ bộ: ô ủ hoàn hoà toàn oà dạng phức tạp.
- Nhiệt luyện kết thúc (chia làm 2 bước):
Thép Cr-Mn và Cr-Mn-Si: 40CrMn, 30CrMnSi → tăng tính thấm
• Tôi + ram cao với chi tiết lớn, thường hóa với chi tiết nhỏ.
tôi→cho chi tiết lớn. Nhưng bị giòn nên ít dùng.
• Tôi bề mặt + ram thấp. Với %C > 0.3, thấm C-N ở nhiệt độ thấp (550
Thép Cr-Ni và Cr-Ni-Mo: 40CrNi, 30CrNi3A → bị giòn ram → ÷ 560 oC)
dùng 38Cr2Ni2MoA, 38CrNi3VA tránh giòn ram, gia công cắt kém
Thép để thấm Nitơ: 38Cr2MoAlA → Cr, Mo và Al để tạo nitrit
cứng, phân tán và ổn định hơn nitrit sắt. %C trung bình để nhiệt
luyện hóa tốt. To thấm Nitơ < T cao khi hóa tốt ram
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang c. Thép đàn hồi:
c. Thép kết cấu có công dụng riêng:
Điều kiện làm việc và Đặc điểm:
Thép lá để dập nguội sâu:
- Giới hạn đàn hồi cao:
- Yêu cầu: có tính dẻo cao
- Độ cứng khá cao (HRC 35÷45)
- Thành phần: Cacbon thấp (≤0.1%, tổ chức chủ yếu là ferit). Silic rất
- Giới hạn mỏi cao → phải chú ý chất lượng bề mặt (chống thoát C, tạo
thấp (≤0.07%, vì Si hòa tan vào ferit làm tăng độ cứng và tính giòn,
ứng suất nén trên bề̀ mặ
m t bằng phun bi, lăn ép, nâng cao độ ộ nhẵn là t hé h p é sôi)
bóng bề mặt bằng cán kéo tinh hay mài)
- Hạt nhỏ, đều: cấp hạt 6÷8 - %C = 0.55÷0.65
- Mác thép: C5s, C8s, C10s, C15s
- Để nâng cao giới hạn đàn hồi và độ cứng → dùng Mn, Si.
- Để nâng cao độ thấm tôi → dùng Cr+Ni
- Mác thép: C65, C70, CD80, CD100, 65Mn, 60Si2, 50CrMn, 60Si2CrVA, 60Si2NiA.
Thép lá mỏng tráng thiếc (sắt tây)
Thép lá mỏng tráng Zn, Al (tôn lợp)
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
c. Thép kết cấu có công dụng riêng:
c. Thép kết cấu có công dụng riêng:
Thép dễ cắt (tính gia công cắt) Thép ổ lăn
- Độ cứng và độ bền không quá cao hoặc quá thấp → C = 0.1÷0.4%
- Độ cứng và tính chống mài mòn cao
- Cần tính dẫn nhiệt cao
(HRC≥64, cao hơn bề mặt thấm C)
- Có những pha có tính giòn nhất định: nên có P, S cao hơn mức bình
- Cơ tính đồng nhất (không có điểm mềm, tôi thư h ờ ư ng → P = P 0.08 . ÷ 08 0. 0 1 . 5 1 % 5 , S = , S 0 .15 . ÷ 15 0.35 . % 35 . C . ầ C n n có M ó n = thấ h u) u
0.8÷1% tạo pha MnS dẻo, P hòa tan trong Ferit giòn. Có thể cho
- Độ bền mỏi tiếp xúc cao
thêm Pb (không hòa tan vào Ferit) bị chảy ở To = 327 oC khi mẫu bị nóng trong quá trình cắt
- Mác thép: xxS (xx: phần vạn C trung bình)
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
c. Thép kết cấu có công dụng riêng: Thép ổ lăn - %C cao (~1%) - Tôi + ram thấp
- Tôi thấu (Cr = 0.5÷1.5%, Mn~1%, Si~1%) - Để ít điểm mề m m → ít P, S P
, rỗ khí → tinh luyện bằ b ng điện xỉ, đ , úc rót trong chân không.
- Có nhiều C → nhiều cacbit dư → phải qua biến dạng nóng để
cacbit nhỏ mịn và phân bố đều
- Phôi thép phải ủ không hoàn toàn (cầu hoá)
- Mác thép: OL100Cr1,5 → C = 1%, Cr = 1,5%
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Cơ tính: yêu cầu độ cứng (>56HRC) và chống mài mòn cao, độ dai
va đập, tính chịu nhiệt
Tính công nghệ: không yêu cầu cao như thép kết cấu, bắt buộc có
nhiệt luyện kết thúc (tôi+ram thấp)
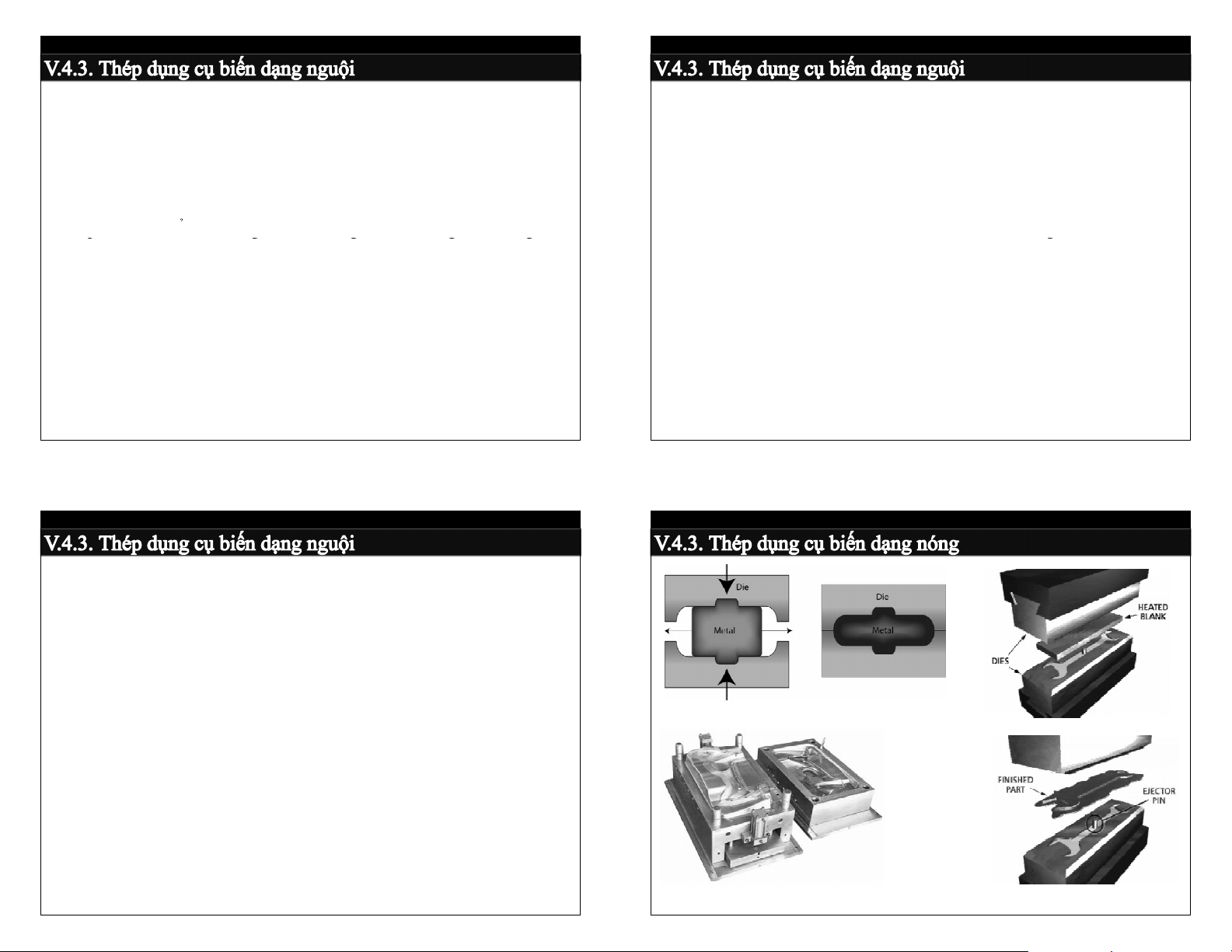
Thành phần hóa học: Dụng cụ biến dạng nguội cần %C cao (0.7 ÷ 2%). Dụng cụ ụ bi biến dạ
dạng nóng (%C = 0.3 ÷ 0.5%). Nguyên tố ố hợp
kim (W, Mo) làm tăng tính thấm tôi, nâng cao nhiệt độ phân hóa
Mactenxit → tăng tính chống ram → tăng tính cứng nóng. Phân loại:
Thép làm dụng cụ cắt:
Thép làm dụng cụ đo:
Thép làm dụng cụ biến dạng nguội:
Thép làm dụng cụ biến dạng nóng:
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang Yêu cầu cơ tính:
Thép làm dao có năng suất thấp: (Vcắ = 5 ÷ 10 m/min) t
Độ cứng cần cao hơn hẳn phôi: %C = 0.7%, tôi + ram thấp min Thép Cacbon:
Cần tính chống mài mòn cao: phụ thuộc độ cứng (HRC>60 → tăng
- CD70, CD80, CD80Mn, CD90, CD100, CD110, CD120, CD130
1 đơn vị → tuổi bền tăng 25÷30%) và lượng cacbit dư (thép càng
- CD70A ÷ CD130A (chất lượng cao: P ≤ 0.030%, S ≤ 0.020%)
xa cùng tích →càng nhiều cacbit →càng tăng tính chống mài mòn)
- Đặc tính: Sau tôi + ram→ HRC ≥ 60
Cần tính cứng nóng cao: cần pha thêm các nguyên tố ố tăng tính cứng - Ưu Ư điểm ể : m Dễ b ̃ iế i n ế dạng nóng nó , gia công ô cắt ắ và va rẻ
nóng sao cho khi cắt ở tốc độ cao thì C vẫn bị giữ ở trong Mactenxit
- Nhược điểm: Độ thấm tôi thấp, tính cứng nóng và chống ram thấp
tới 500 ÷ 600 oC → HRC > 60 ở nhiệt độ cao
- Công dụng: Ít dùng làm dao cắt, làm dao nhỏ, hình dạng đơn giản
Các yêu cầu phụ khác: đảm bảo độ bền (uốn), độ dai, tính thấm tôi
năng suất thấp (ví dụ: dũa làm bằng thép CD120)
tốt, có khả năng chịu gia công áp lực ở trạng thái nóng, có khả năng
chịu gia công cắt ở trạng thái ủ, có tính mài tốt sau tôi
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Thép làm dao có năng suất thấp: (Vcắ = 5 ÷ 10 m/min) t
Thép làm dao có năng suất cao: High speed steel – Thép gió
Thép hợp kim: (cacbon cao: C ∼ 1%, hợp kim hóa thấp và vừa)
Vcắ = 30 ÷ 80 m/min: 3 ÷ 7 lần so với thép năng suất thấp t
- Loại có tính thấm tôi tốt: 90CrSi (HRC > 60, cứng nóng đến 300
Tính chống mài mòn và tuổi bền cao: 8 ÷ 10 lần
oC, tương đối rẻ → dùng phổ biến làm dao nhỏ, hình dạng phức tạp)
Độ thấm tôi cao: tôi thấu với tiết diện bất kỳ
nhưng dễ thóat C (do có nhiều Si). → Làm mũi khoan, doa, taro, bàn
Thành phần hóa học: W+Mo cao (>10%), Cr (4%), V, Co ren, l , ược ren, n phay …
- Cacbon: hòa tan vào M + tạo cacbit với ng.tố ố hợp kim mạ m nh W, M W o
- Loại có tính chống mài mòn cao: 140CrW5 (do W tạo cacbit mạnh
→ cứng và tăng mạnh tính chống mài mòn
→ chống mài mòn cao) nhưng tính thấm tôi thấp (do ít Cr và nhiều
- Cr: tăng mạnh tính thấm tôi, (Cr+ W+Mo) > 15%→ tự tôi, tôi thấu
cacbit) → Làm dao tiện, phay
- W: tỷ lệ cao nhất, quan trọng nhất → tạo tính cứng nóng cao
- Mo: rẻ và nhẹ hơn W, tính chất rất giống W → dùng để thay thế W
- V: tạo cácbit rất nhỏ → ↑tính chống mài mòn, giữ cho hạt nhỏ khi tôi
- Co: tăng tính cứng nóng, nhưng dễ bị thoát cacbon và giòn
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Thép làm dao có năng suất cao: High speed steel – Thép gió
Các mác thép gió và công dụng:
Tổ chức tế vi: do hợp kim cao (10÷20%) + Cacbon cao → thép gió
Thép gió năng xuất thường (có tính cứng nóng đến 615÷620 oC):
thuộc loại Le (khi ủ), M (khi thường hóa, ở trạng thái cung cấp). không có Co, < 2%V
Thép chứa nhiều Cacbit chủ yếu ở dạng cùng tinh Le hình xương cá
- 80W18Cr4V → cổ điển
→ rất giòn → phải làm nhỏ chúng bằng biến dạng nóng (cán, rèn) +
- 85W6Mo5Cr4V → thông dụng hơn, rẻ hơn
ủ không hoàn toàn (840÷860 o
860 C)+ nhiệt luyện kết thúc (tôi+ram) m Th T é h p gió o nă n ng n xuấ xu t cao ao ( có t ó í t n í h n cứn ứ g n nó n ng n đế đ n 630÷650 o 650 C) C : c ó
Tôi: To = 1300 oC ± 10 (thấp quá thì không hòa tan hết W, cao quá Co, > 2%V tôi
thì cacbit hoa tan nhiều, hạt phát triển mạnh gây giòn). Nhiều cách tôi - 85W18Co5Cr4V
(tôi trong dầu nóng, tôi phân cấp trong muối nóng chảy, gia công lạnh, - 155W12Co5V5Cr4
tôi trong không khí, tôi đẳng nhiệt)
Công dụng: làm dao phức tạp nhất, chủ chốt nhất
Ram: ram 2÷ 4 lần, ở 550 ÷ 570 oC, mỗi lần trong 1h
Hóa nhiệt luyện: thấm C-N thể lỏng (ở 550 ÷ 570 oC trong 2 ÷ 3h)
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang Yêu cầu cơ tính:
Độ cứng và tính chống mài mòn: Ít bị mòn, độ chính xác cao trong
thời gian làm việc lâu dài → HRC = 63÷ 65
Ổn định kích thước:
- Hệ số giãn nở về nhiệt nhỏ
- Sự̣ ổn định của tổ
ổ chức đạt được trong on thời gian dài
Độ nhẵn bóng bề mặt cao (cấp 14 khi mài) và ít biến dạng khi nhiệt luyện
⇒ Cần độ cứng và tính chống mài mòn cao
như dao cắt, nhưng không cần tính cứng
nóng nên không nhất thiết làm bằng thép gió
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Thép làm dụng cụ đo cấp chính xác cao:
Thép làm dụng cụ đo cấp chính xác thấp:
Độ cứng và tính chống mài mòn cao (HRC = 63÷ 65) → dùng
Độ cứng và tính chống mài mòn cao (HRC = 63÷ 65) → dùng
thép (~1%C) + hợp kim hóa thấp (vì chi tiết nhỏ) + tôi cứng
thép cacbon + hóa bền bề mặt
Để hợp kim hóa: Cr + Mn → tăng độ thấm tôi, ít biến dạng (do Mn Mác thép:
làm tăng austenit dư đến mức thích hợp làm kích thước hầu như
- Thép cacbon thấp (≤0.25%C): C15, C20, BCT3 + thấm Cacbon, tôi không đổi khi tôi) + ram m thấp
Để ổn định kích thước: nhiệt luyện kết thúc phải được Mactnexit
- Thép cacbon TB: C45, C50, C55 + tôi bề mặt + ram thấp (tôi) mà không phải M
vì: M có độ cứng và tính chống mài mòn ram tôi
cao, đảm bảo độ nhẵn bóng khi mài và có hệ số giãn nở nhiệt rất nhỏ
(10-5 ÷ 10-6/oC) → thép sau tôi phải được già hóa (già hóa thép tôi ở 120 ÷ 140oC < To
, trong 1 ÷2 ngày → Mactenxit (tôi) + Austenit ram
(dư) không bị chuyển biến
Mác thép: 100Cr, 100CrWMn, 140CrMn
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Điều kiện làm việc và yêu cầu:
Điều kiện làm việc: Về cơ bản giống dao cắt + chịu ứng suất uốn +
lực va đập và ma sát, không bị nóng lên nhiều (<200÷250oC) Yêu cầu:
- Độ cứng cao (HRC = 58 ÷ 62): phụ thuộc loại khuôn, chiều dày và
độ̣ cứng của thép lá - Tính chống mài mòn cao
- Độ bền và độ dai đảm bảo
- Khuôn dập lớn cần thêm yêu cầu về độ thấm tôi + ít thay đổi thể tích khi tôi
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Đặc điểm của thép làm dụng cụ biến dạng nguội:
Thép làm khuôn bé (30÷40mm): hình dạng đơn giản, tải trọng
Thành phần cacbon: ~ 1%C (khi chịu va đập mạnh → %C = nhỏ
0.4÷0.6%, khi cần chống mài mòn cao → %C = 1.5÷2.0%)
Thép dụng cụ cacbon: CD100, CD120. Tôi trong nước → độ cứng
Thành phần hợp kim: phụ thuộc hình dạng, kích thước khuôn và
cao, độ thấm tôi thấp (lõi dẻo → chịu va đập), tính chống mài mòn
tính chống mài mòn, nâng cao độ thấm tôi, tạo cacbit cứng thấp - Để̉ tăng độ ộ thấm tôi: thêm Cr, r Mn, Si, W , ( W ~1% mỗ m i loạ oại)
- Để tăng tính chống mài mòn: Cr (~12%) + C (1.5÷2.0%)
Nhiệt luyện kết thúc: giống dao cắt (tôi + ram thấp → M ) tôi - To
cao hơn dao cắt (20÷40oC) để austenit đồng nhất hơn, nâng cao tôi độ thấm tôi
- Trước khi tôi nên thường hóa: giảm biến dạng, nứt - To
cao hơn (song vẫn là ram thấp): chú ý tránh giòn ram loại I ram
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Thép làm khuôn trung bình (70÷100mm): hoặc khuôn nhỏ hình
Thép làm khuôn lớn (200÷300mm) chịu tải trọng nặng và có tính
dạng phức tạp, tải trọng lớn → Cacbon cao (1%) + Cr, W, Mn, Si
chống mài mòn cao: hình dạng phức tạp, tải trọng lớn → Cacbon (~1% mỗi loại)
rất cao (1.5÷2.2%) + Cr (~12%)
Thép hợp kim: 110Cr, 110CrWMn, 100CrWSiMn.
Thép hợp kim: Cr12 (210Cr12), Cr12Mo (160Cr12Mo), Cr12V1
110CrWMn: phổ biến nhất, do có Mn→ khi tôi có γ dư, Tôi phân
- Tính chống mài mòn rất cao : do có lượng cacbit crôm lớn (~30%)
cấp (khuôn nhỏ), tôi trong 2 môi m trường (khuôn trung bì bình) để̉ giảm
- Độ̣ thấm tôi cao (tôi thấu 150x200 mm
m khi tôi trong dầu → σ, H cao
độ biến dạng mà độ cứng vẫn cao. Thiên tích cacbit lớn → dễ gây nứt
- Có thể áp dụng nhiều chế độ tôi + ram khác nhau:
• Tôi nhiệt độ thấp (1050÷1075oC): ít γdư, H cao, tính cứng nóng thấp
(tôi ra độ cứng thứ nhất). Ram ở 150÷200oC
• Tôi ở nhiệt độ cao (1125÷1150oC): γ được hợp kim hóa cao, M có
tính cứng nóng cao, nhưng H thấp, ram nhiều lần được độ cứng thứ 2.
• Tôi ở nhiệt độ trung bình (1000÷1125oC): có lượng γdư lớn → tôi ổn định kích thước
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Thép làm khuôn chịu tải trọng va đập: hình dạng phức tạp, tải
trọng lớn → Cacbon rất cao (1.5÷2.2%) + Cr (~12%)
Thép hợp kim: Cr12 (210Cr12), Cr12Mo (160Cr12Mo), Cr12V1 (130Cr12V1).
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Điều kiện làm việc và yêu cầu:
Đặc điểm của thép làm dụng cụ biến dạng nguội:
Điều kiện làm việc: Bị nóng lên (~500÷700oC) nhưng không
Thành phần cacbon trung bình: → %C = 0.3÷0.5%
thường xuyên + độ cứng không cần cao như khuôn dập nguội + có
Thành phần hợp kim: phụ thuộc hình dạng, kích thước khuôn và
kích thước lớn và chịu tải trọng lớn
tính chống mài mòn, nâng cao độ thấm tôi, tạo cacbit cứng Yêu cầu:
- Để tăng độ thấm tôi và độ dai: thêm Cr + Ni
- Độ̣ bền và̀ độ̣ dai đảm cao, Độ̣ cứng vừa phả phải (HRC = 35 ÷ 46) - Để̉ chị hịu nóng + chống ram: m 8÷10% W - Tính chống mài mòn cao
Nhiệt luyện kết thúc: (tôi + ram → Trôxtit ) ram
- Tính chịu nhiệt cao + chống mỏi nhiệt → tính chống ram cao - To
~ 500÷600 oC → chú ý tránh giòn ram loại II ram
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
Thép làm khuôn rèn: chịu tải trọng va đập + nung nóng ko liên
Thép làm khuôn ép chảy: nung nóng liên tục + va đập nhỏ →
tục → Cr-Ni + Mo + W + 0,5%C
cứng nóng cao (gần giống thép gió) → Cr-W + Mo (~1%, thấm
Thép hợp kim: 50CrNiMo, 50CrNiW, 50CrNiSiW, 50CrMnMo,
tôi) + V (~1%, mài mòn) + 0.3÷0.4%C
50CrNiMo: thông dụng nhất
Thép hợp kim: 30Cr2W8V, 40Cr5W2VSi
- Tính thấm tôi cao, tôi thấu trong dầu (400x300x300mm), có thể tôi
Chú ý khi nhiệt luyện khuôn ép chảy:
phân cấp hay đẳng nhiệt với khuôn bé bé - To T cao ~ 1000 o
1000 C → Cácbit hợp kim hòa tan và n o γ → sau tôi được tôi - Tôi + ram: 500÷600 oC
Mactenxit hợp kim cao (cho tính cứng nóng cao) + hạt nhỏ (độ dai tốt)
Chú ý khi nhiệt luyện khuôn rèn: (tôi + ram → Trôxtit ) - To ~ 600÷650 oC → Trôxtit ram ram ram - τ
kéo dài → chú ý tránh oxy hóa và thoát C
- Sau tôi + ram → thấm C-N ở 500÷600 oC nung
- Khuôn lớn thì ưu tiên độ dai hơn là độ cứng
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang Đặc điểm chung:
Về thành phần cacbon: Phần lớn có cácbon rất thấp (<0,01÷0,15%), hoặc cao (>1%)
Về thành phần hợp kim: Phần lớn thuộc loại hợp kim hóa cao (>10
%). Thường dùng một hay hai nguyên tố HK (Cr, Cr-Ni) Về̀ tổ̉ chức ứ tế́ vi: H
ợp kim hóa cao → có thể̉ c có tổ ổ chức 1 pha
austenit, ferit ở trạng thái cung cấp Về tính chất:
- Có tính chống mài mòn đặc biệt cao
- Có tính điện từ đặc biệt
- Làm việc ở nhiệt độ cao
- Có tính giãn nở nhiệt hay đàn hồi đặc biệt
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang
V.1. Thép C & HK V.2. Thép xây dựng V.3. Thép chế tạo máy
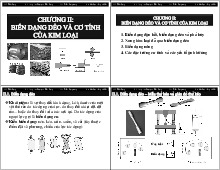
V.4. Thép dụng cụ V.5. Thép đặc biệt V.6. Gang Phân loại:
Định nghĩa: Là loại thép có tính chống ăn mòn cao trong môi trường Thép không gỉ:
ăn mòn mạnh như axit, bazơ… Thép bền nóng:
Thép có tính chống mài mòn đặc biệt cao dưới tải trọng va đập:
Tài liệu liên quan:
-
Chương 2 Biến dạng dẻo và cơ tính của kim loại môn Vật lý đại cương | Học viện Báo chí và Tuyên truyền
29 15 -

Chương 3 Hợp kim và giản đồ pha môn Vật lý đại cương | Học viện Báo chí và Tuyên truyền
31 16 -
Chương IV môn Vật lý đại cương | Học viện Báo chí và Tuyên truyền
30 15 -

Bài tập Nhiệt học môn Vật lý đại cương | Học viện Báo chí và Tuyên truyền
28 14