Chế Tạo Máy - Kiến Thức Cơ Bản về Tiện trong Ngành Cơ Khí. Môn Học máy | Trường Đại học Công nghệ, Đại học Quốc gia Hà Nội.
Chế Tạo Máy - Kiến Thức Cơ Bản về Tiện trong Ngành Cơ Khí. Môn Học máy | Trường Đại học Công nghệ, Đại học Quốc gia Hà Nội.
Tài liệu gồm 6 trang giúp bạn tham khảo, củng cố kiến thức và ôn tập đạt kết quả cao trong kỳ thi sắp tới. Mời bạn đọc đón xem!
Môn: Học máy 10 tài liệu
Trường: Trường Đại học Công nghệ, Đại học Quốc gia Hà Nội 824 tài liệu
Tác giả:



Preview text:
lOMoAR cPSD| 59735516
Ngành cơ khí chế tạo máy học gì?
Cơ khí chế tạo máy là ngành chế tạo ra các loại máy móc và thiết bị sản xuất, tạo tư liệu
sản xuất phục vụ mọi nhu cầu của đời sống hiện nay. Đây là lĩnh vực hoạt động đặc thù,
có vai trò quan trọng, được ví như trái tim của quá trình công nghiệp hóa.
Ngành cơ khí chế tạo máy được thiết kế để đào tạo các kỹ sư cơ khí/ kỹ sư chế tạo tương
lai những kiến thức, kỹ năng căn bản về cơ khí chế tạo thông qua các môn học như: công
nghệ chế tạo máy, kỹ thuật đo lường, dung sai lắp ghép, chi tiết máy, sức bền vật liệu,
vật liệu cơ khí, máy công cụ, công nghệ CNC,… và những môn học như toán, tin học,
ngoại ngữ,… bổ trợ cho phát triển tư duy, kỹ năng tính toán để có thể đảm nhận việc thiết
kế máy móc, thiết bị, dụng cụ chuyên dụng hoặc lập quy trình chế tạo, lắp đặt và gia công
máy móc... tại các nhà máy, xí nghiệp, xưởng cơ khí, thậm chí trong các viện nghiên cứu. Tiện là gì?
Tiện là phương pháp gia công cắt gọt kim loại có phoi được thực hiện bằng sự phối hợp
chuyển động của phôi và dao. Chuyển động chính là chuyển động xoay tròn của phôi tạo
thành chuyển động cắt. Kết hợp với đó là chuyển động tịnh tiến dao tổng hợp do cùng lúc
chuyển động tiến dao dọc (Sd) và dao ngang (Sng).
Khi tiện trục trơn, chuyển động tiến dao ngang Sng = 0. Còn chuyển động tiến dao dọc sẽ khác không.
Đối với trường hợp tiện mặt đầu hoặc cắt đứt, chuyển động tiến dao dọc Sd = 0. Còn chuyển động
tiến dao ngang Sng sẽ khác 0. Từ đó, thực hiện quy trình tiện một cách tốt nhất.
Đặc điểm của phương pháp tiện là gì? •
Tiện là một phương pháp gia công cơ khí có phôi. Giống như phay, quá trình gia công tiện
dựa trên hai chuyển động tạo hình. Đó là chuyển động quay tròn của phôi và chuyển động
tịnh tiến của lưỡi cắt. •
Các sản phẩm của phương pháp gia công tiện chủ yếu là dạng tròn xoay như: trục trơn,
trục bậc, côn, ren, lỗ, lệch tâm… •
Giống như gia công phay, gia công tiện có năng suất cao, tính vạn năng lớn, độ chính xác cao. •
Có nhiều kiểu, loại, kích cỡ máy tiện khác nhau do đó các sản phẩm phương pháp này có tính đa dạng cao. •
Khó gia công các chi tiết có hình dạng phức tạp, đặc biệt trên mặt phẳng.
Khả năng và công nghệ của Tiện Khả năng tạo hình lOMoAR cPSD| 59735516
Tiện có thể gia công được nhiều loại bề mặt tròn xoay khác nhau như: tiện mặt ngoài, tiện lỗ, tiện mặt
đầu, tiện cắt đứt, tiện ren ngoài, tiện ren trong, tiện công ngoài, tiện côn trong, tiện định hình
Khả năng đạt độ chính xác gia cao
Độ chính xác của nguyên công tiện phụ thuộc vào các yếu tố sau: •
Độ chính xác của máy: Độ đảo trục chính, độ song song của sống trượt với đường tâm trục
chính, độ đồng tâm ụ động và trục chính,… Tình trạng dao cụ. •
Trình đồ tay nghề công nhân. •
Khi gia công trên máy tiện CNC chất lượng nguyên công ít phụ thuộc vào kỹ năng và kỹ xảo của
người thợ so với tiện trên máy vạn năng. •
Độ chính xác khi gia công •
Độ chính xác về vị trí tương quan như độ đồng tâm giữa các bậc trục, •
Độ đồng tâm giữa mặt trong và mặt ngoài phụ thuộc vào phương pháp gá đặt phôi, •
Độ chính xác của máy và có thể đặt được 0.01 mm •
Khi tiện ren độ chính xác có thể đạt cấp 7, Ra= 2.5 – 1.25 micro mét. Tiện thô & tiện tinh là gì?
Dựa vào mức độ hoàn thiện của chi tiết sản phẩm, chúng ta có tiện thô, tiện bán tinh, tiện tinh mỏng. Tiện thô •
Gia công tiện thô là quá trình bóc đi bề mặt ngoài của phôi, nhằm loại bỏ một phần bề mặt
phôi xấu xí, lồi lõm cũng như định hình một phần hình dạng của chi tiết sản phẩm và cũng
có thể phát hiện các khuyết tật của phôi. •
Chiều sâu cắt từ 4 – 6 mm. •
Máy tiện dùng cho gia công thô cần đạt công suất lớn, độ cứng vững cao, độ chính xác
không quá quan trọng khi tiện thô. •
Tiện thô mặt ngoài có thể cắt theo từng lớp, từng đoạn hoặc cắt phối hợp. Tiện bán tinh •
Quá trình tiện bán tinh thực hiện sau khi tiện thô và trước khi tiện tinh, nhằm cắt bỏ các
bậc gồ ghề quá nhiều trên chi tiết, để hỗ trợ cho quá trình tiện tinh. •
Chiều sâu cắt từ 2 – 4 mm. Tiện tinh •
Tiện tinh là quá trình gia công cuối để hoàn thiện bề mặt sản phẩm, thường sử dụng các
dao tiện có lưỡi cắt hợp kim cứng hoặc kim cương để lấy đi một lớp kim loại tương đối
mỏng trên bề mặt chi tiết. •
Ở chế độ cắt khi tiện tinh thì lượng chạy dao và chiều sâu cắt là khá nhỏ, còn vận tốc cắt
thì khá lớn. Tốc độ khi tiện tinh hợp kim nhôm có thể đạt từ 1000 – 1500m/phút, với hợp
kim đồng thì từ 300 – 450 m/phút, kim loại khác thì từ 200 – 250m/phút. •
Máy tiện sử dụng cho quá trình tiện tinh cần có độ chính xác và độ cứng vững cao. lOMoAR cPSD| 59735516
Các phương pháp tiện phổ biến
Tiện trụ mặt ngoài
Đây là phương pháp gia công tiện phổ biến nhất. Phương pháp tiện ngoài này dùng để
tạo ra bề mặt trụ: tiện trụ dài, tiện trụ ngang, và tiện tinh rộng. Bằng cách dụng dao tiện
( hay còn gọi là chíp tiện) gia công bề mặt bên ngoài của sản phẩm.
Với tiện trụ ngoài, tùy theo hình dạng chi tiết cần sản xuất mà các kỹ sư sẽ chọn phương
pháp gia công khác nhau. Nó có thể tiện bằng phương pháp tự động đặt kích thước hoặc
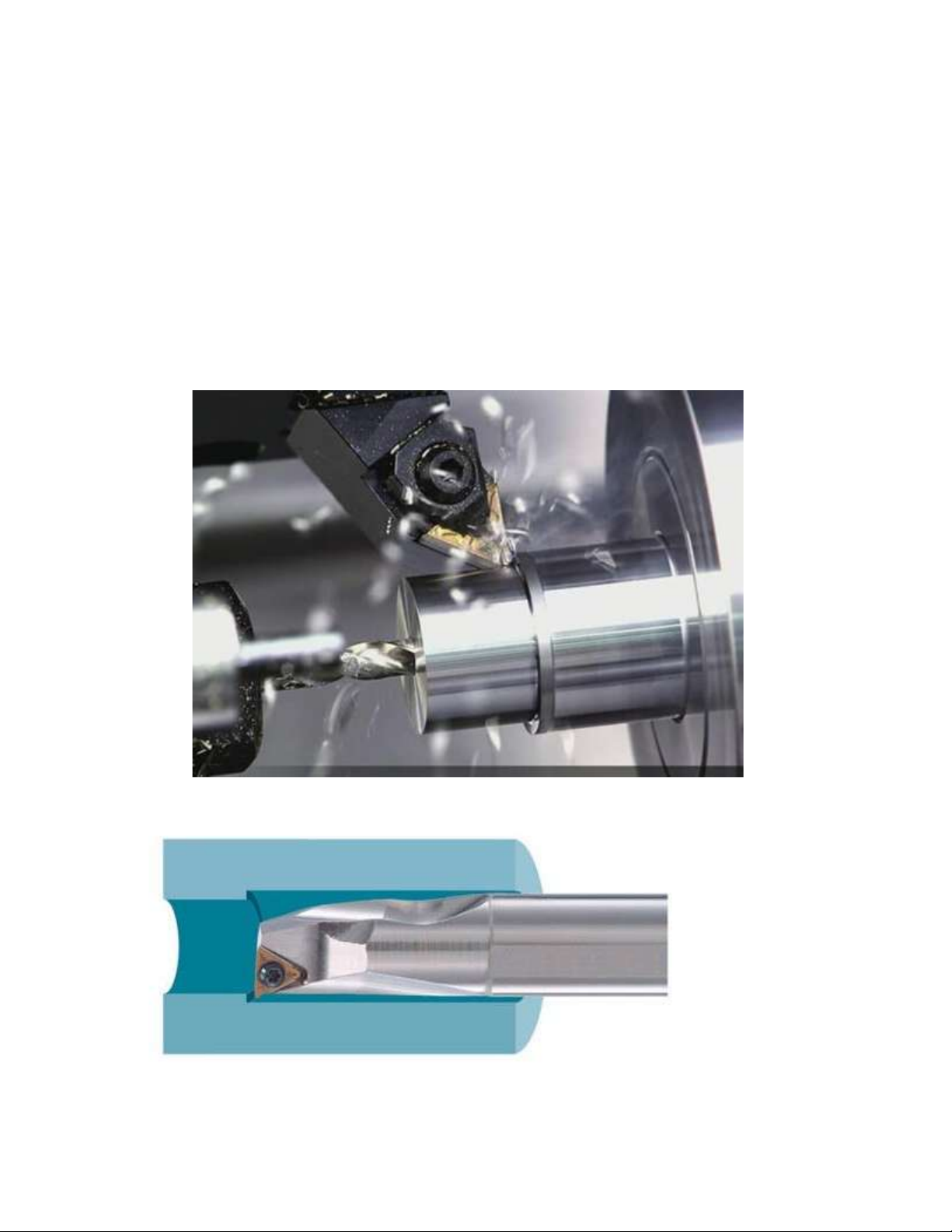
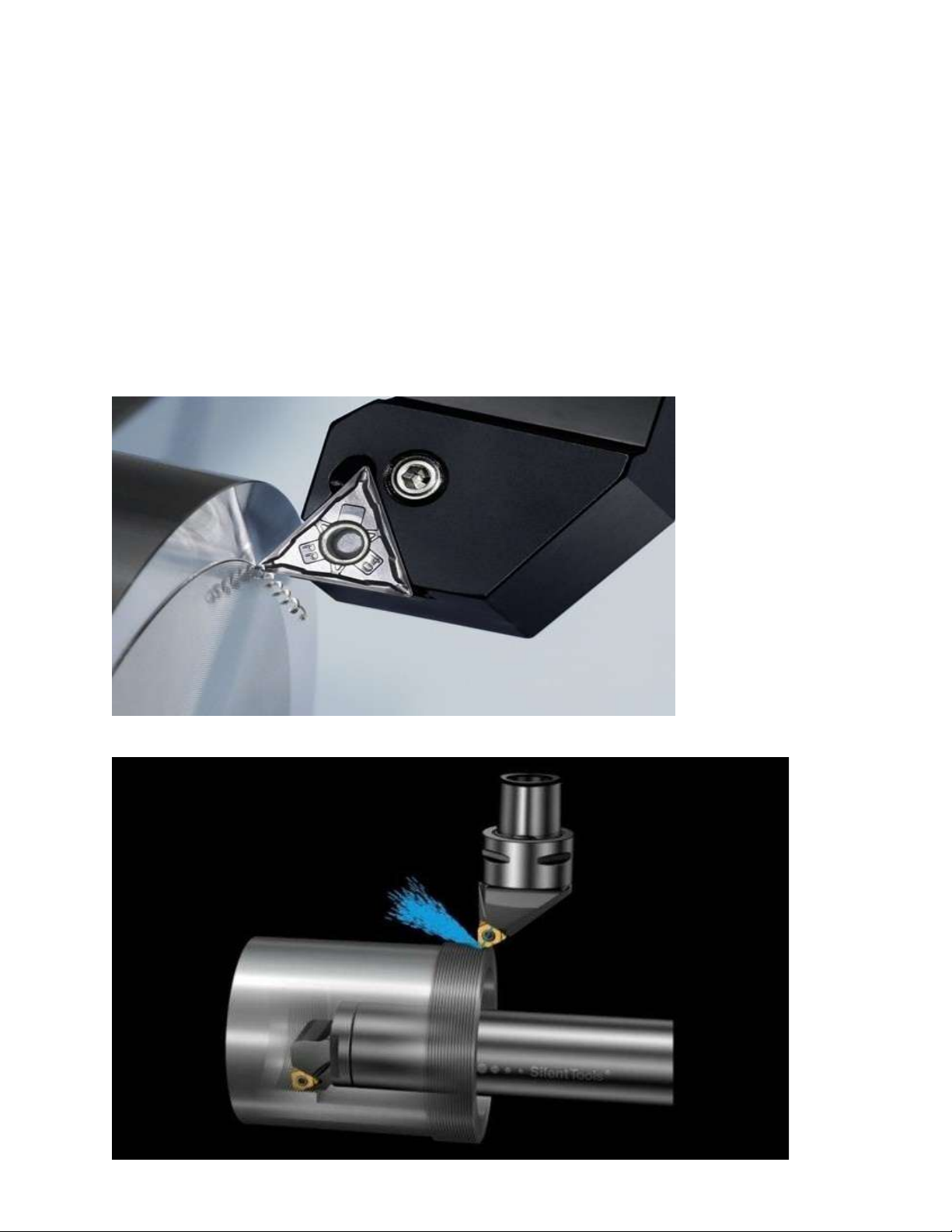
bằng phương pháp cắt thử. Tiện lỗ
Hình ảnh biểu diễn phương pháp 琀椀 ện lỗ lOMoAR cPSD| 59735516
Tiện lỗ giống như tiện ngoài. Bản chất của nó vẫn là phương thức cắt gọt để tạo hình cho
sản phẩm. Tuy nhiên, điều kiện cắt gọt ở đây nhằm tạo ra những lỗ có đường kính lớn nhỏ
khác nhau cho sản phẩm. Thông thường, phương pháp này sẽ được thực hiện trên máy
doa, máy tiện lỗ cao cấp.
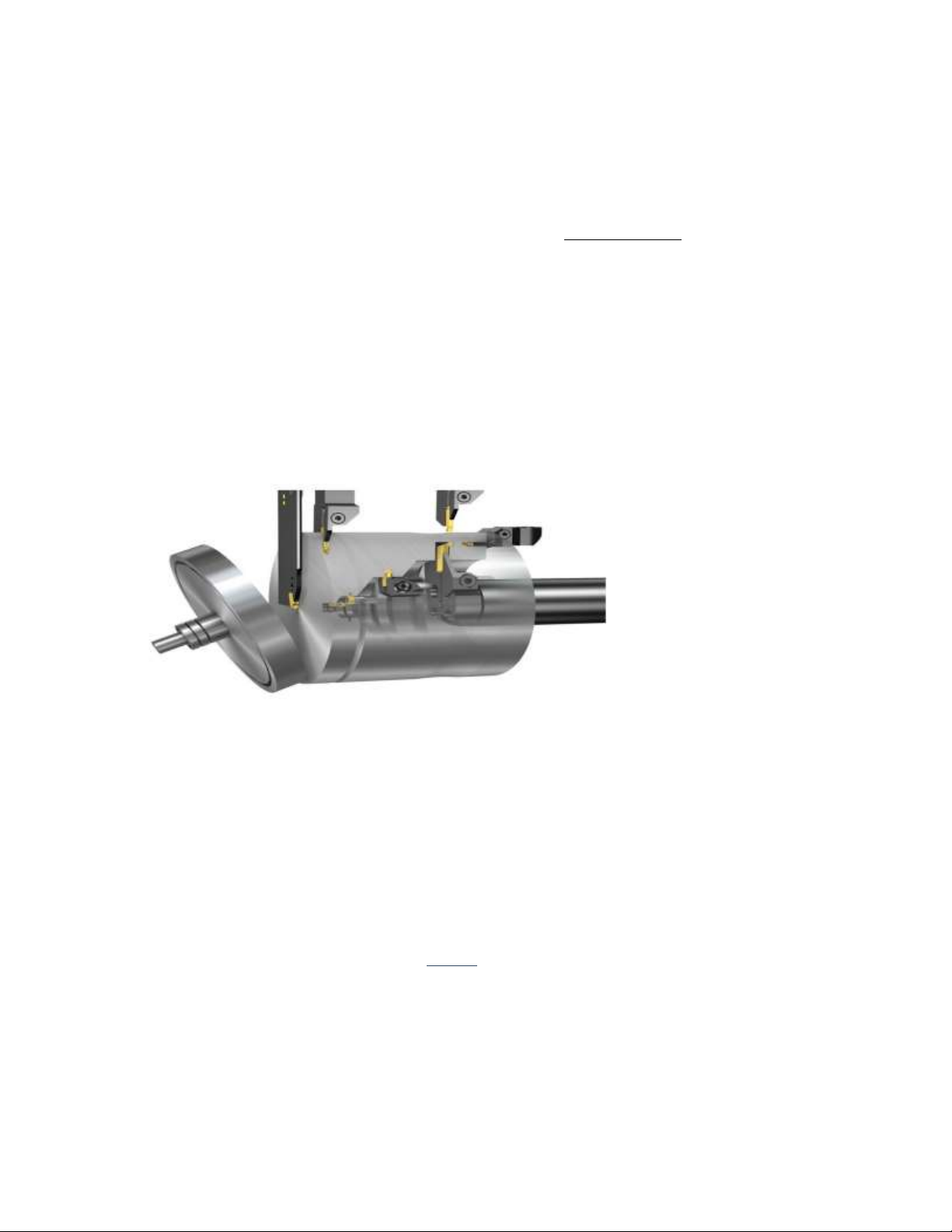
Tiện khỏa mặt dầu
Tiện khỏa mặt đầu là phương pháp tiện khỏa bề mặt của sản phẩm. Phương pháp tiện
này sử dụng khá nhiều loại dao tiện như dao thẳng đầu, dao cong đầu, dao khỏa mặt đầu
chuyển dụng hay thậm chí là dao vai. Tiện khỏa mặt đầu được áp dụng đối với những
phôi kim loại đang muốn loại bỏ phần kim loại thừa phần đầu, làm cho chúng nhắn và mịn hơn. Tiện ren lOMoAR cPSD| 59735516
Phương pháp 琀椀 ện tạo ren cho sản phẩm
Là một phương pháp gia công cơ khí khá đơn giản nhưng rất phổ biến. Chỉ cần sử dụng
loại dao tiện cơ bản là có thể dễ dàng thực hiện quá trình tiện ren mà không gặp chút khó
khăn nào. Phương pháp này hiện đang được áp dụng tại mọi cơ sở gia công cơ khí, gia
công kim loại để tạo các chi tiết ren chẳng hạn như các thanh ren inox . Tuy nhiên, năng
suất của tiện ren không được đánh giá cao. Nhất là khi tiện ren các lỗ nhỏ hay bước ren
nhỏ hoặc độ cứng vững trục dao yếu. Tiện cắt đứt
Phương pháp tiện cắt đứng có bản chất tương tự như tiện bề mặt ngoài nhưng lại có điều
kiện cắt khắc nghiệt hơn bởi dao tiện thường có độ bền kém hơn so với tiện bề mặt. Tuy
nhiên, không vì điều này mà tiện cắt đứt không được áp dụng nhiều, ngược lại chúng
được sử dụng tương đối rộng rãi khi gia công sản phẩm.
Ưu điểm của phương pháp tiện •
Độ chính xác cao trong gia công tiện là một ưu điểm của phương pháp gia công
này, khi các máy CNC được sử dụng, quá trình gia công tiện CNC càng đạt được
độ chính xác cao hơn và đồng thời cũng nâng cao năng suất tiện. •
Cách thức vận hành và thao tác trên máy tiện khá đơn giản, dễ thực hiện. •
Gia công tiện là phương pháp phù hợp nhất khi gia công các chi tiết có hình dạng tròn xoay. •
Các máy tiện CNC còn có tính ứng dụng cao khi ngoài gia công tiện thì chúng còn
có thể được sử dụng trong việc khoan, doa, vát mặt, miết, mài…
Nhược điểm của phương pháp tiện •
Phương pháp gia công tiện phụ thuộc nhiều vào hình dạng của chi tiết, do đó đối
với những sản phẩm có độ phức tạp hơn thì phương pháp gia công phay sẽ được lựa chọn. lOMoAR cPSD| 59735516 •
Năng suất và độ chính xác của gia công tiện cũng bị ảnh hưởng nhiều vào dụng cụ
tiện, vật liệu gia công, tay nghề thợ tiện… Do đó đối với mỗi loại vật liệu thì cần lựa
chọn loại dao tiện và ch ế độ c ắt phù hợp.
Tài liệu liên quan:
-
Bài giảng về Decision Trees and Bias-Variance môn Học máy | Trường Đại học Công nghệ, Đại học Quốc gia Hà Nội
30 15 -
Bài giảng về Information Theory and Linear Regression | Trường Đại học Công nghệ, Đại học Quốc gia Hà Nội
30 15 -

Tài liệu học thuật về Deep Learning môn Học máy | Trường Đại học Công nghệ, Đại học Quốc gia Hà Nội
36 18 -

Ôn tập cuối kỳ: Regularized cost and gradient môn Học máy | Trường Đại học Công nghệ, Đại học Quốc gia Hà Nội
70 35 -

Ôn tập cuối kỳ: Logistic Regression môn Học máy | Trường Đại học Công nghệ, Đại học Quốc gia Hà Nội
66 33