Chương 5: Chi tiết máy | Bài giảng môn Cơ khí ứng dụng | Đại học Bách khoa hà nội
Ghép bằng đinh tán thuộc vào loại mối ghép cố định và không thể tháo rời được. Tài liệu trắc nghiệm môn Cơ khí ứng dụng học giúp bạn tham khảo, ôn tập và đạt kết quả cao. Mời bạn đọc đón xem!
Môn: Cơ khí ứng dụng 20 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.8 K tài liệu
Tác giả:














Preview text:
CƠ KHÍ ỨNG DỤNG
Mã học phần: CH3456
Khối lượng 3(3-1-0-6)
TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI
Bộ môn Máy và Thiết bị Công nghiệ p Hóa chất Chương 5 Chi tiết máy 5.1. Khái niệm v
ề chi tiết máy và các chỉ tiêu đánh giá khả năng làm
việc của chi tiết máy
5.2. Lắp ghép các chi tiết máy
5.2.1. Lắp ghép bằng đinh tán
5.2.2. Lắp ghép bằng độ dôi 5.2.3. Lắp ghép bằng ren
5.2.4. Lắp ghép bằng then và then hoa
5.3. Truyền động cơ khí
5.3.1. Các khái niệm về truyền động
5.3.2. Truyền động bánh ma sát 5.3.3. Truyền động đai 5.3.4. Truyền động xích
5.3.5. Truyền động bánh răng
5.3.6. Truyền động trục vít Chương 5 Chi tiết máy 5.4. Trục và ổ đỡ
5.4.1. Trục và kết cấu trục 5.4.2. Ổ trượt 5.4.3. Ổ lăn 5.4.4. Nối trục CHƯƠNG 5: CHI TIẾT MÁY
5.1 Khái niệm về chi tiết máy và các chỉ tiêu đánh giá khả
năng làm việc củ a chi tiế t má y
5.1.1. Khái niệ m về sản phẩm, chi tiết máy, bộ phận máy, cơ cấu m áy, phôi
a) Sản phẩ m
• Trong sản xuất cơ khí cũng như trong các lĩnh vực cơ khí
khác, sả n phẩm là mộ t
danh từ quy ước c hỉ vậ t ph ẩm đượ c
tạo ra ở giai đoạn chế t ạo cu ối cùng của m ột cơ sở sản xuất.
• Sản phẩm không chỉ là máy móc hoàn chỉnh đem sử dụng được mà cò n có th ể là c ụm máy
hay chi tiết máy. Ví dụ:
nhà máy sản xuất xe đạ p có sả n ph
ẩm là xe đạp, nhà máy
sản xu ất ô
tô có sản phẩm là ôtô, nhưng nhà máy sản xu ất
ổ bi thì sản phẩ m l ại là các ổ bi. b) Chi tiết máy
• Đây là đơn vị nhỏ nhất và hoàn chỉnh của máy, đặc trưng
của nó là không thể tách ra được và đạt mọi yêu cầu kỹ
thuật. Ví dụ: bánh răng, trục xe đạp, bulông,...
• Có thể xếp các chi ti ết máy thành hai nhóm:
Chi ti ết m áy có công dụ ng chung: là các chi tiết máy dùng
được trong nhiều máy khác nhau.Ví dụ: bulông, đai ốc,
bánh đai, xích, bánh răng,...
Chi tiết máy có công dụng riêng: là các chi tiết máy chỉ
được dùng trong một số máy nhất định. Ví dụ: trục khuỷu,
trục cam, thân máy,...
c) Bộ ph ận máy • Đây
là một phần của máy, bao gồm hai hay nhiều chi tiết
máy được liên kết với nhau theo những nguyên lý máy nhất
định có thể là liên kết động hay liên kết cố định. Ví dụ:
moay ơ của xe đạp, hộp giảm tốc, hộp số,...
• Có rất nhiều loại máy khác nhau về tính năng, hình dáng,
kích thước... Tuy nhiên bất kỳ máy nào cũng đều cấu tạo
bởi nhiều bộ phận máy. Ví dụ: máy tiện: ụ động, hộp số,… d) Cơ cấu máy
• Đây là một phần của máy hoặc của bộ phận máy có chức
năng nhất định trong máy. Ví dụ: đĩa, xích, líp của xe đạp
tạo thành cơ cấu chuyển động xích trong xe đạp.
• Một c ơ cấu có thể là một b ộ phậ n má y, nh ư ng các chi tiết
trong một cơ cấu có thể nằm ở nhiều bộ phận khác nhau. e) Phôi
• Đó là một từ kỹ thuật có tính chất quy ước dùng để chỉ một
vật phẩm được tạo ra từ một quá trình sản xuất này
chuyển sang một quá trình sản xuất khác. Ví dụ: kết thúc
quá trình đúc, ta nhận được một vật đúc có hình dáng,
kích thước theo yêu cầu, những vật đúc này có thể là:
Sản ph ẩm của quá trình đúc. Chi tiết đúc, nếu như
không cần gia công gì thêm. Phôi đ úc, nếu vật đúc phải qua gia c
ông c ắt gọt như tiện,
phay, bào... Như vậy trong trường hợp này, sản phẩm của
quá trình đúc được gọi là phôi đúc. • Hiện n ay các ph ương
pháp chế t ạo phôi trong sản xuất cơ
khí bao gồm đúc, gia công áp lực, hàn và cắt kim loại bằng
khí, hộp quang điện, tia lửa điện.
5.1.2. Các chỉ tiêu đánh giá khả năng làm việc của chi tiết máy
Khả năng làm việc của chi tiết máy được đánh giá bằng các chỉ tiêu chính như sau: a) Độ bề n; b) Độ cứ ng; c) Độ bề n mỏi;
d) Khả n ăng chịu nhiệt; e) Độ ổn định dao động;
Tuỳ theo vật liệu chế tạo, hình dạng và kích thước chi tiết
máy và điều kiện làm việc của nó mà người ta đánh giá khả
năng làm việc của chi tiết máy bằng một hoặc nhiều hoặc tất
cả các chỉ tiêu nói trên. Ví dụ nếu chi tiết máy chỉ làm việc ở
điều kiện bình thường thì không cần chỉ tiêu d) khả năng chịu nhiệt,…
5.2 Lắp ghép các chi tiết máy
5.2.1 Lắp ghép bằng đinh tán • Ghép bằ ng đ inh tán
thuộc vào loại mối ghép cố định và không th ể tháo rời đượ c; • Các chi tiết đượ c
ghép chặt với nhau nhờ đinh tán;
a) Các loại đinh tán
• Đinh tán: được
chế tạo từ thanh kim loại tròn, thường có
một mũ đượ c làm sẵn gọi là
mũ sẵ n và mũ thứ hai được
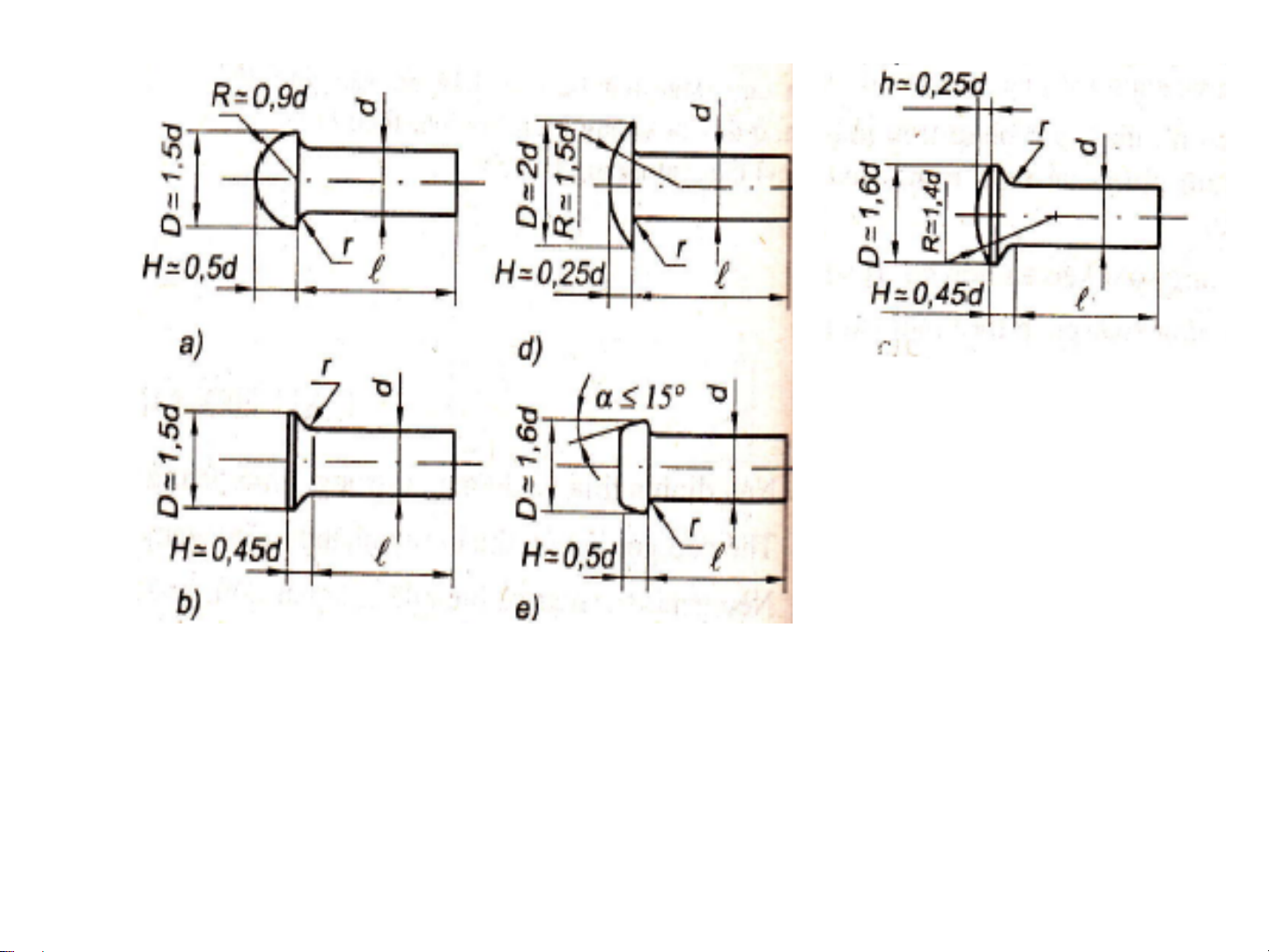
hình thành sau khi tán gọi là mũ tán; • Hình dáng và quan h ệ
kích thước c ủa một số loại đinh tán tiêu chu ẩn
được giới t hiệ u nh ư hình vẽ: Các kiểu đinh tán: a) Mũ chỏm cầ
u; b) Mũ chìm; c) Mũ nửa chìm;
d) Mũ ch ỏm cầu dẹt; e) Mũ côn
• Chiều dài nguyên thủy của đinh tán: l = ∑δ + (1,5 – 1 ,7)d
• Với: ∑δ - là tổng chi ều dày của các tấm thép; d - là đường kính đ inh t án; • Vật liệu là m đ inh tán th
ường là thép cacbon thấp như:
CT2, CT3, C10, C15,… Ở những mối ghép bằng kim
loại màu và hợp kim màu thì đinh tán thường được làm
bằng kim loại màu như như đồng và hợp kim của đồng,
nhôm và hợp kim của nhôm,… • Ưu nh ược điểm:
+ Ưu điểm c ủa mối ghép bằng đinh tán là chắc chắn,
dễ kiểm tra chất lượng, ít làm hỏng các chi tiết máy
được ghép khi cần tháo rời (so với ghép bằng hàn); + Nhược điểm l à tố n kim loạ i, giá t hành cao, hình dạng
và kích thước cồng kềnh.
b) Mối ghép bằng đinh tán
Theo công dụng - các
mối ghép bằng đinh tán được chia làm 2 loạ i: • Mố i
ghép chắc: dùng trong các kết cấu thép chịu tải tr ọng r ất nặ ng, trong các cụ
m kế t cấu c ủa thi ết bị bay,…
• Mối ghép chắc kín: dùng trong các kết cấu nồi hơi,
thiết bị chịu áp lực,… ở đ ây ngoài yêu cầu về chịu tải trọng
còn phải đảm bả o độ kín khít.
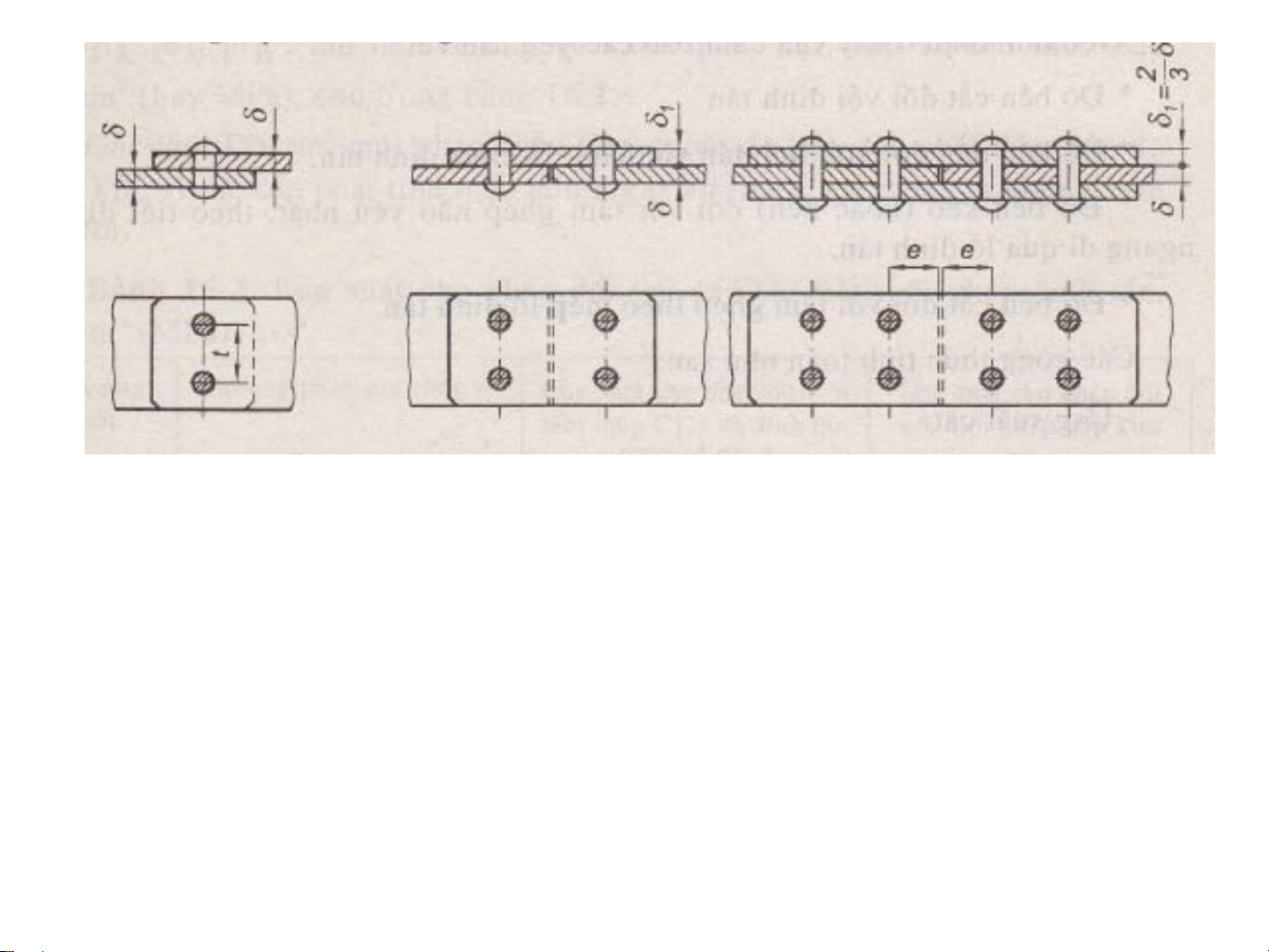
Theo hình thứ
c cấ u tạo - có thể chia ra: • Mối ghép chồng; • Mối ghép
giáp mối với một tấm đệm • Mối ghép
giáp m ối với hai tấm đệ m Theo số l
ượng hàng đinh - có thể chia ra: • Mối ghép có một h àng đ inh mỗi bên • Mối ghép có hai hàng đ inh mỗ i bên
Một số giá trị kích thước chính của đinh tán: • Bước t: là kho ảng cách giữ a 2 đ inh t án kề nhau trong một hàng đ inh, thườ ng ch ọn theo công th ứ c: t = (3 - 6)d
• Đường kính đinh t án: thường lấy trong giới hạn d = (1,5 - 2 ) min
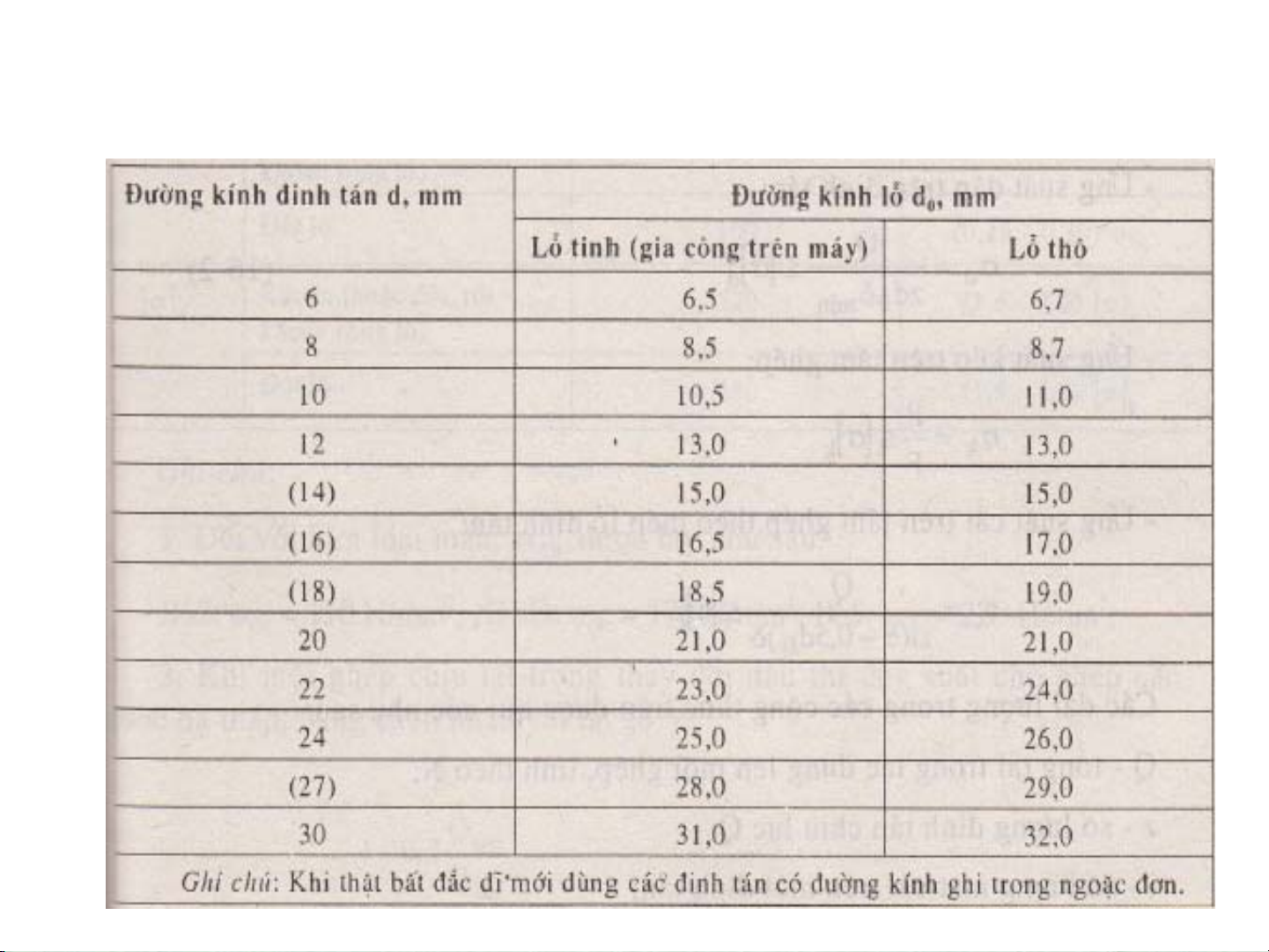
• Lỗ chứa đinh tán: th ường lấy theo bảng
BẢNG - Lỗ chứa đinh tán
c) Tính toán mối ghép chắc khi chịu lực chiều trục Yêu cầu
đảm b ảo:
• Độ b ền c ắt với đinh tán •
Độ bề n dập với đ inh t
án và thanh lỗ chứa đinh tán •
Độ bề n kéo (hoặc nén) đối với tấm ghép nào yếu nhất
theo tiết diện ngang đi qua lỗ đinh tán
• Độ bền cắt đối v ới tấm ghép theo mép lỗ đinh tán
Công th ức tính toán: Q • Ứng c 2 suất c ắt: c d 0 • z i 4 • Ứng suất dập: Q d c zd 0 min P
• Ứng suất kéo trên tấm ghép: k k F
• Ứng suất cắt trên tấm ghép Q c c (theo mép lỗ đinh tán):
zie0,5d 0 Trong đó:
• Q – tổ ng tải trọng tác dụng lên mối ghép, [N] • z – số lượ ng đinh t án ch ịu lực Q; • i – số l
ượng mặ t cắt trên một đinh tán; • d 0 – đường kính lỗ đinh tán, [mm]; • , 1 – chiều dày tấ
m ghép và tấm đệm, [mm];
• min – tổng chiề u dày nh ỏ nhấ t c ủa c ác thành phần chịu cắt trên cùng mộ tph ươ ng, [mm];
• P – lực dọc t rục tác dụng lên tiết diện cần kiểm tra, [N]; • F – di ện tích tiết diện cắt qua đường tâm dãy lỗ đ inh, [mm2]; • e – k hoảng cách từ mép tấ m ghép tới đườ ng tâm của dãy đ inh đầu tiên; •
; ; c d k - Ứng xuất cho phép;
5.2.2 Lắp ghép bằng độ dôi
1. Khái niệ m chung Định nghĩ
a: Mối ghép bằng độ dôi là mối ghép gồm có: chi
tiết bao (moayơ) bao lấy chi tiết bị bao (trục). Mặt ghép giữ a 2 chi ti ết ấ
y có cùng kíc h th ước danh nghĩa
nhưng phải có độ dôi để tạo nên lực căng.
Độ dôi là mộ t đại lượ ng >0 như ng có
giá trị rất nhỏ (chỉ từ
phần ngàn đến chục ngàn mm) Sau khi ghép, do biến dạ ng đ
àn hồi và biến dạng dẻo, độ
chênh kích thước không còn nữa và 2 bề mặt tiếp xúc
đều có chung một kích thước danh nghĩa d. Tuy nhiên,
lúc này giữa chúng sẽ xuất hiện áp suất p và nhờ thế mà
tạo lực ma sát để chống lại khuynh hướng làm cho chúng
trượt lên nhau khi mối ghép chịu lực dọc trục và mô men xoắn.
Nhờ vậy mối ghép bằng độ dôi được dùng để truyền mô
men xoắn và lực dọc trục hoặc kết hợp cả hai.
2. Các phương pháp lắp a) Phươ ng pháp
ép ngu ội Đây là phươ ng pháp
hay gặp nhất. Để ép trục vào lỗ, người
ta dùng máy ép trục vít hay máy ép thuỷ lực, thậm chí
dùng cả xung lực (búa đóng - nhưng ít dùng)
Ưu điểm: đơ n g iản, s ử d ụng ở nhiệt độ thườ ng;
Nhượ c điể
m: làm mất m ột ph ần độ nhấ p nhô bề mặt (độ
nhám) làm giảm độ dôi, làm giảm khả năng chịu tải của
mối ghép, dễ làm biến dạng không đều các chi tiết máy
được ghép và làm hỏng mặt đầu;
b) Phương pháp ép nóng Đây là phươ ng pháp l
ợi dụng tính chất giãn nở vì nhiệt độ
của các chi tiết lắp ghép.
Nung nóng chi tiết bao để lỗ của nó được mở rộng rồi ép chi
tiết bị bao vào. PP này hạn chế được những nhược điểm
của phương pháp ép nguội và thường dùng để ghép các
chi tiết có chiều dài lớn hơn nhiều so với đường kính.
Tuy nhiên cần xác định và tính toán nhiệt độ nung hợ p lý nếu
không sẽ làm biến dạng và thay đổi cấu trúc mạng tinh thể của chi tiết.
c) Phương pháp ép lạnh Tương tự như ph
ương pháp ép nóng. Ở đây chi tiết bị bao
được làm lạnh để kích thước trục của nó bị co lại rồi ép
vào lỗ của chi tiết bao. PP này
thích hợ p với c ác mối ghép có kích thước nhỏ.
So với ph ương pháp ép nguộ
i, phươ ng pháp ép nóng và ép
lạnh cho kết quả chịu tải cao hơn 50%. Tuy nhiên tươ ng tự
như phương pháp ép nóng, cần xác định
và tính toán nhiệt độ làm lạnh hợp lý nếu không sẽ làm
biến dạng và thay đổi cấu trúc mạng tinh thể của chi tiết.
2. Tính toán mối ghép bằng độ dôi Việc tính t
oán ở đây nhằm xác đị nh độ dôi cần thiết để tạo ra áp suất đủ
đảm bả o khả năng chị u tả icủ a mối ghép. a) Tính
áp suấ t v à độ dôi cần thiết
Áp suất cầ n t
hiết tối thiểu pmin : KP p
• Khi mối ghép chịu lực chiều trục P: min fdl
• Khi mối ghép chịu mômen xoắn M: 2KM p min 2 fd l
• Khi mối ghép chịu lực chiều trục 2 2M 2 K P P đồ ng th ời chịu mômen xoắn M: d p min fdl Trong đó:
pmin – là áp suất cần thiết nhở nhất, N/mm2;
K – Hệ số an toàn, K = 1,2 – 2; P – L ực c hiề u trục, N;
f – Hệ số ma sát, f = (0,1 – 0,12) đối với thép/ thép;
f = (0,075 – 0,08) đối với thép/ gang; f = (0,07 – 0 ,075) đối với gang/ đồng;
d – Đường kính danh nghĩa củ a mối ghép, mm l – Chi ều dài mối ghép, mm; M – Mô m
en xo ắn t ác dụng lên mối ghép, Nmm;
Tài liệu liên quan:
-

tinh toan he dan dong co khi trinh chat
10 5 -

Bài tập lớn Cơ khí đại cương | Đại học Bách khoa Hà Nội
35 18 -

300 câu hỏi trắc nghiệm ôn tập môn Cơ khí đại cương bản PDF (1) | Đại học Bách Khoa Hà Nội
42 21 -
Thiết kế dầm hộp trong cơ khí
36 18 -
Chương 6: Thiết bị vỏ mỏng | Bài giảng môn Cơ khí ứng dụng | Đại học Bách khoa hà nội
264 132