Đề tài: Khuôn dập nguội chế tạo từ thép SKD11 | Thực tập cơ bản | Trường Đại học Bách Khoa Hà Nội
Khuôn dập nguội là dụng cụ để gia công kim loại và hợp kim bằngphương pháp biến dạng nguội . Tài liệu giúp bạn tham khảo, ôn tập và đạt kết quả cao. Mời đọc đón xem!
Môn: Thực tập cơ bản 331 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.6 K tài liệu
Tác giả:












Preview text:
VIỆN KHOA HỌC VÀ KĨ THUẬT VẬT LIỆU **********
BÁO CÁO THỰC TẬP KỸ THUẬT
Đề tài: Khuôn dập nguội chế tạo từ thép SKD11
Giảng viên hướng dẫn: TS. Nguyễn Thị Vân Thanh Sinh viên thực hiện: Bùi Quang Minh 20185563 Trần Quang Mong 20185565 Dương Văn Dũng 20185518 Hà Nội, …/…/2021
TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI
CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM
VIỆN KHOA HỌC VÀ KỸ THUẬT VẬT LIỆU
Độc lập – Tự do – Hạnh phúc
BỘ MÔN VẬT LIỆU HỌC, XLN&BM ******* ***********
THÔNG TIN SINH VIÊN THỰC TẬP
Nhóm 3 sinh viên gồm các thành viên có tên trong danh sách đi thực tập tại Trường Đại học Bách Khoa Hà Nội STT Họ và tên Ngày sinh Lớp Ghi chú 1 Bùi Quang Minh 07.04.2000 Nhiệt luyện K63 2 Trần Quang Mong 14.01.2000 Nhiệt luyện K63 3 Dương Văn Dũng 14.08.2000 Nhiệt luyện K63
Hà Nội, ngày….. tháng….. năm 202.. Giảng viên hướng dẫn
TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI
CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM
VIỆN KHOA HỌC VÀ KỸ THUẬT VẬT LIỆU
Độc lập – Tự do – Hạnh phúc
BỘ MÔN VẬT LIỆU HỌC, XLN&BM ******* *********** KẾ HOẠCH THỰC TẬP
(Từ ngày…../…./202.. đến ngày…../…./202..) Thời gian Nội dung thực hiện
Hà Nội, ngày….. tháng….. năm 202.. Giảng viên hướng dẫn
ĐÁNH GIÁ CỦA GIẢNG VIÊN HƯỚNG DẪN
1. Thái độ tác phong thực tập:
…..................................................................................................................................
………………………………………………………………………………………..
……………………………………………………………………………………......
......................................................................................................................................
……………………………………………………………………………………….. 2. Kiến thức chuyên môn:
………………………………………………………………………………………..
…..................................................................................................................................
………………………………………………………………………………………..
………………………………………………………………………………………..
……………………………………………………………………………………….. 3. Đánh giá khác:
………………………………………………………………………………………..
………………………………………………………………………………………..
………………………………………………………………………………………..
………………………………………………………………………………………..
………………………………………………………………………………………..
Hà Nội, ngày….. tháng….. năm 202.. Giảng viên hướng dẫn MỤC LỤC
Lời nói đầu.................................................................................................................1
I. MỤC ĐÍCH VÀ YÊU CẦU...................................................................................2
1. Mục đích thực tập...............................................................................................2
2. Yêu cầu thực tập..................................................................................................2
II. GIỚI THIỆU VỀ THIẾT BỊ..................................................................................3
1. Giới thiệu chung..................................................................................................3
1.1. Giới thiệu chung về khuôn dập nguội...........................................................3
1.2. Điều kiện làm việc của khuôn dập nguội......................................................5
1.3. Yêu cầu cơ tính khuôn dập nguội.................................................................5
2. Đặc điểm của thép làm khuôn dập nguội (thép SKD11)....................................6
2.1. Yêu cầu về cơ tính đối với thép làm khuôn dập nguội.................................6
2.2. Tổng quan về thép SKD11............................................................................7
2.3. Tính chất của thép làm khuôn dập nguội SKD11.........................................9
2.4. Ưu điểm và ứng dụng của thép SKD11......................................................11
3. Quy trình chế tạo khuôn dập nguội từ thép SKD11..........................................11
3.1. Quy trình nhiệt luyện sơ bộ........................................................................12
3.2. Quy trình nhiệt luyện kết thúc....................................................................13
III. KẾT LUẬN........................................................................................................14 Lời nói đầu
Khuôn dập nguội là dụng cụ để gia công kim loại và hợp kim bằng phương
pháp biến dạng nguội. Khuôn dập nguội được sử dụng rộng rãi trong các ngành
công nghiệp chế tạo ô tô, xe máy, đồ gia dụng... gồm nhiều chủng loại như đột dập,
dập vuốt, dập sâu... Ở Việt Nam hiện nay, khuôn dập nguội được sử dụng theo hai
nguồn: sản xuất trong nước song chất lượng không cao, tuổi thọ thấp và nhập khẩu
thì giá thành cao. Vì vậy, nâng cao chất lượng và tuổi thọ của khuôn đang là vấn đề
được quan tâm của công nghiệp Việt Nam.
Trong quá trình làm việc, ngoài việc chịu áp lực lớn, khuôn còn chịu ứng suất
uốn, lực va đập và lực ma sát lớn. Để đảm bảo điều kiện làm việc như vậy, bên
cạnh lựa chọn chính xác vật liệu làm khuôn tùy theo chủng loại khuôn, vật liệu dập,
khối lượng mẻ, khuôn phải được nhiệt luyện để có độ bền, độ cứng, độ dai và khả
năng chống mài mòn, đảm bảo khuôn làm việc lâu dài, tạo ra các sản phẩm có độ
chính xác cao, chất lượng tốt với giá thành hạ. Nếu độ cứng của khuôn cao, khả
năng chống mài mòn tốt thì độ bền và độ dai va đập lại kém, khuôn dễ bị sứt, vỡ.
Song để độ bền và độ dai cao thì độ cứng và khả năng chống mài mòn lại kém, cần
có biện pháp tăng độ cứng và chống mài mòn bề mặt. 1 I. MỤC ĐÍCH VÀ YÊU CẦU 1. Mục đích thực tập
Thực tập kỹ thuật là đợt thực tập bắt buộc đối với sinh viên hệ chính quy
nhằm tạo điều kiện cho sinh viên thâm nhập thực tiễn, củng cố những kiến thức đã
được học ở trường Đại học, tạo điều kiện cho sinh viên hiểu biết hơn về về máy
móc, các quy trình sản xuất trong thực tế.
Nhằm tạo điều kiện cho sinh viên phát huy khả năng tư duy sáng tạo trong
thực tiễn rèn luyện những kỹ năng mềm, đáp ứng nhu cầu đòi hỏi của những nghiệp
vụ, những công việc cụ thể tại cơ quan thực tập. 2. Yêu cầu thực tập
Vừa đáp ứng được yêu cầu theo quy trình đào tạo của nhà trường, của chuyên
ngành đào tạo, vừa đáp ứng được yêu cầu về những nghiệp vụ, công tác cụ thể của thực tiễn.
Sinh viên phải nắm bắt được các quy trình công nghệ thực tế tại cơ quan thực
tập, có kỹ năng vận dụng kiến thức, kỹ năng để giải quyết các vấn đề liên quan đến
chuyên ngành trong thực tế.
Có kỹ năng giao tiếp, kỹ năng làm việc nhóm, thái độ làm việc chuyên
nghiệp phù hợp với môi trường cơ quan nhận thực tập.
Sau khi kết thúc đợt thực tập, sinh viên viết báo cáo nộp về cho Bộ môn để lấy điểm môn học. 2
II. GIỚI THIỆU VỀ THIẾT BỊ 1. Giới thiệu chung
1.1. Giới thiệu chung về khuôn dập nguội
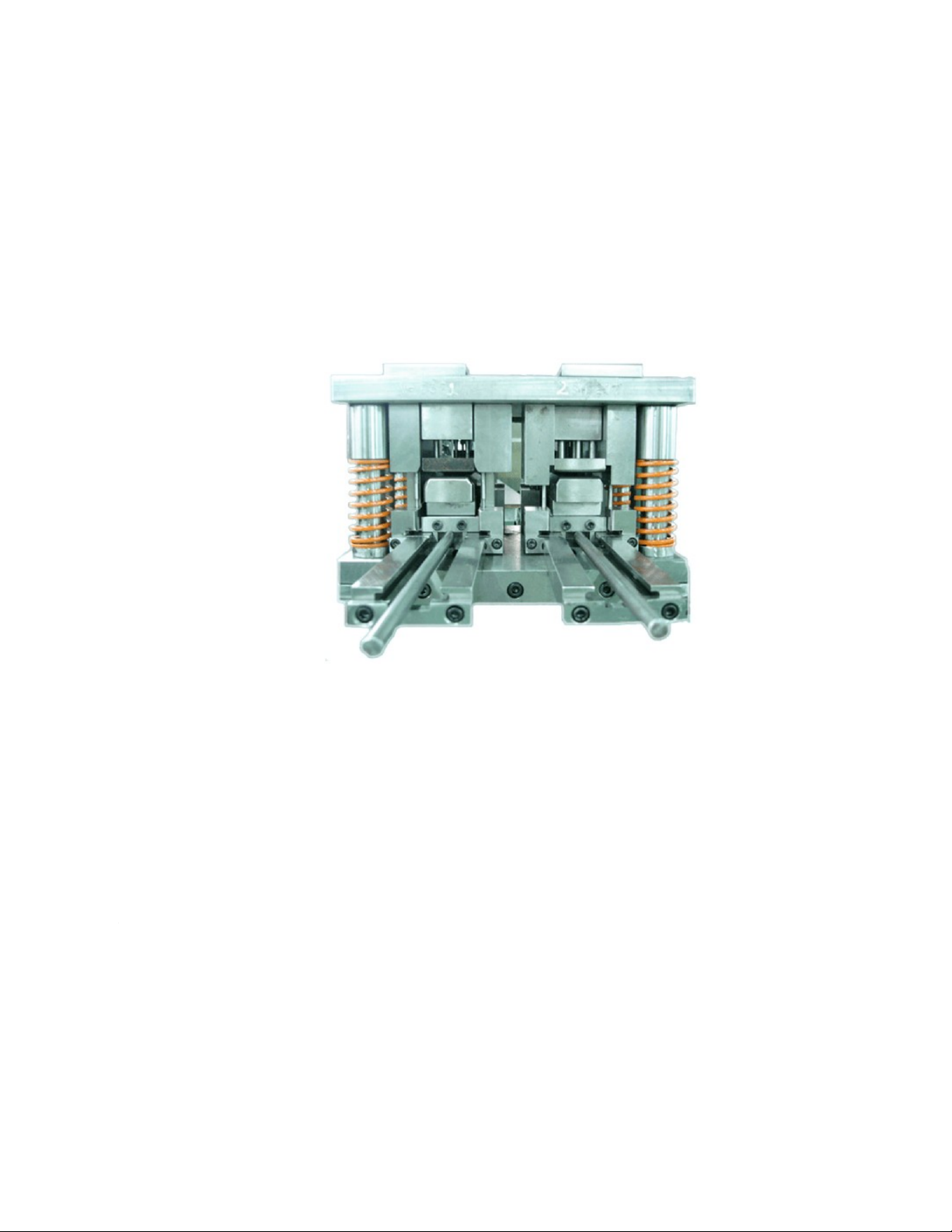
Khuôn dập nguội là dụng cụ tạo hình sản phẩm dưới tác dụng của áp lực,
phôi dùng để tạo hình ở trạng thái nguội (Tthép cacbon dạng tấm, thép không gỉ, hợp kim nhôm, hợp kim magie... Ngày nay,
công nghiệp ô tô, đồ gia dụng, các ngành công nghiệp phụ trợ khác phát triển kéo
theo một số lượng lớn khuôn dập nguội cần có như khuôn đột dập, khuôn dập sâu, khuôn dập vuốt,...
Về chủng loại thì khuôn dập được sử dụng rất đa dạng với nhiều chủng loại
khác nhau. Tuy nhiên dựa vào tính năng làm việc có thể chia làm hai dòng khuôn
chính là khuôn dập vuốt, dập sâu và khuôn đột dập. 3
Một vài ví dụ về các loại khuôn và đặc điểm ứng dụng của nó như sau:
Dụng cụ uốn cong, tạo hình nối, vuốt. Đây có thể gọi chung là khuôn dập
vuốt tạo hình, yêu cầu độ cứng bề mặt rất cao và độ dai va đập vừa phải. Lọai này
dùng để dập sâu xoong, nồi làm bằng nhôm hoặc inox, dụng cụ y tế từ tấm thép không gỉ,…
Khuôn đột dập, cắt phôi tiền, dập lỗ. Loại này thì cần độ cứng thấp hơn
khuôn dập vuốt do phải chịu va đập mạnh và thường xuyên hơn. Ứng dụng chủ yếu
như là: dập đồng tiền xu bằng hợp kim, đột dập tấm thép mỏng sản xuất cây máy vi tính,...
Cấu tạo của khuôn gồm hai phần: khuôn trên và khuôn dưới. Khuôn trên (còn
gọi là chày) được gắn với búa, chuyển động nhờ áp lực của búa. Khuôn dưới (còn
gọi là cối) được cố định.
Độ cứng bề mặt khuôn cần có để đảm bảo lượng sản phẩm trên một đầu khuôn theo yêu cầu. 4
1.2. Điều kiện làm việc của khuôn dập nguội
Đối với khuôn dập nguội yêu cầu khi làm việc cần phải biến dạng dẻo được
kim loại ở nhiệt độ thường ( hoặc T< Tkt i). Vì vậy, khi làm việc các khuôn dập
nguội ngoài phải chịu áp lực rất lớn còn chịu ứng suất uốn, lực va đập và lực ma sát.
Để đảm bảo được điều kiện làm việc như vậy thép làm khuôn dập nguội phải
đạt được các yêu cầu cơ tính cao, đảm bảo khuôn làm việc lâu dài, dập ra các sản
phẩm có độ chính xác cao và giá thành hạ. Muốn vậy vật liệu làm khuôn phải được
lựa chọn chính xác tùy theo vật liệu dập, theo khối lượng mẻ, đồng thời quá trình
nhiệt luyện khuôn phải thực hiện đúng để khuôn có tuổi thọ cao. Việc đảm bảo
được không bị nứt, vỡ khuôn là yêu cầu tối thiểu và tiên quyết đối với khuôn.
Chịu ma sát lớn khi dập, ép, miết… làm cho khuôn bị mài mòn. Yếu tố tránh
mài mòn phụ thuộc rất lớn vào độ cứng bề mặt và cấu trúc của vật liệu. Vì vậy để
đảm bảo cho khuôn chống mài mòn tốt (đây cũng chính là chỉ tiêu kinh tế cho nhà
sản xuất là số lượng sản phẩm lớn trên tuổi thọ của khuôn) thì độ cứng bề mặt và
cấu trúc tế vi của vật liệu cần xem xét và lựa chọn phù hợp.
Ví dụ: Với khuôn dập vuốt và dập sâu thì ma sát rất lớn, kéo dài vì vậy nguy
cơ bị mòn là không thể tránh khỏi. Ngoài ra khuôn còn bị nung nóng do nhiệt độ
được sinh ra trong quá trình dập.
Khuôn cũng phải chịu va đập khi dập, khả năng chịu va đập của khuôn phụ
thuộc vào độ dai va đập ak. Độ dai này phải thỏa mãn điều kiện cho khuôn không bị
biến dạng dẻo khi làm việc.
Ngoài ra khuôn còn làm việc trong môi trường hóa chất, không khí ẩm… làm
cho khuôn bị ăn mòn hóa học ảnh hưởng tới chất lượng sản phẩm cũng như tuổi thọ của khuôn.
Như vậy từ điều kiện làm việc được phân tích và đưa ra mang đến cho khuôn
nhưng yêu cầu khắt khe, trong đó có một số yêu cầu mang tính đối lập. Bài toán đặt
ra là làm sao phải dung hòa được các điều kiện đó để đạt được chỉ tiêu kinh tế cao nhất.
1.3. Yêu cầu cơ tính khuôn dập nguội
Có thể nêu ra các yêu cầu tổng quát về cơ tính đối với khuôn dập nguội như sau: a, Độ cứng cao 5
Đây là yêu cầu đầu tiên về cơ tính đối với khuôn dập nguội, tuy không đòi
hỏi độ cứng cao như dao cắt nhưng cũng phải đạt được khoảng 56 – 62 HRC, tùy
vào loại khuôn, chiều dày và độ cứng của phôi thép.
Các khuôn dập cắt phôi thép cứng và có chiều dày lớn phải yêu cầu có độ
cứng cao trên 60 HRC, khi dập, uốn các lá thép mỏng có độ cứng thấp, độ cứng của
khuôn có thể thấp hơn. Nhưng khi độ cứng quá cao (trên 62 HRC) khuôn dễ bị nứt,
vỡ hoặc sứt mẻ khi làm việc, với khuôn dập sâu dễ gây ra rách sản phẩm. Do vậy,
đối với các khuôn dập vuốt và dập sâu thì độ cứng có thể giảm đi (56 – 58 HRC),
khi đó khả năng chống mài mòn cao có thể đạt được nhờ công nghệ xử lý bề mặt,
chẳng hạn như phun phủ cacbit, mạ crom cứng hay thấm nito… b, Tính chống mài mòn cao
Khuôn dập nguội cần có tính chống mài mòn cao để đảm bảo khả năng làm
việc lâu dài, ổn định kích thước sản phẩm trong phạm vi dung sai cho phép nhất là
khi số lượng sản phẩm lớn. Khi khuôn bị mài mòn nhanh, khe hở giữa chày và cối
tăng lên, khuôn dập khi đó sẽ bị loại bỏ và sản phẩm sẽ bị phế phẩm, quá trình sản
xuất bị dừng lại, giá thành sản phẩm vì thế sẽ tăng lên.
c, Độ bền và độ dai đảm bảo
Khuôn dập nguội ngoài yêu cầu có độ cứng cao để có được tính chống mài
mòn tốt còn phải có độ bền và độ dai nhất định để đảm bảo chịu được lực va đập
trong suốt quá trình làm việc, chịu được tải trọng đặt vào lớn, tránh hiện tượng lún
khuôn có thể xảy ra, đảm bảo tuổi thọ khuôn cao.
d, Giảm triệt để ứng suất của khuôn để tránh nứt vỡ khuôn do việc tích thêm
ứng suất trong suốt quá trình làm việc
e, Khuôn có tính cứng nóng
Khuôn phải chịu được nhiệt độ trong khoảng 200 – 250C, do trong quá trình
làm việc khuôn phải chịu áp lực nhiều, chịu ứng suất uốn, lực va đập, ma sát liên
tục. Hơn nữa cho do diện tích tiếp xúc giữa khuôn và bề mặt vật liệu lớn nên khuôn
dập sẽ bị nóng lên ở khoảng nhiệt độ đó.
2. Đặc điểm của thép làm khuôn dập nguội (thép SKD11)
2.1. Yêu cầu về cơ tính đối với thép làm khuôn dập nguội
Dụng cụ gia công nguội thường làm việc trong môi trường áp lực lớn và độ
mài mòn cao. Trong điều kiện làm việc như vậy thép chế tạo dụng cụ bền nguội
(khuôn, dao cắt) cần có các tính chất sau: 6
Độ bền cao để chịu được tải trọng liên tục trong quá trình làm việc.
Khả năng chống mài mòn cao và mỏi cao. Độ dai va đập tốt. Độ cứng cao.
Ổn định kích thước trong quá trình làm việc.
Tổ chức đồng đều và đẳng hướng.
2.2. Tổng quan về thép SKD11
2.2.1. Về thành phần hóa học
- Hàm lượng cacbon chiếm khoảng 1,4 – 1,6%.
- Hàm lượng silic chiếm khoảng 0,25%.
- Hàm lượng mangan chiếm khoảng 0,45%.
- Hàm lượng crom chiếm khoảng 11 – 13%.
- Hàm lượng molipden chiếm khoảng 0,8 – 1,2%.
- Hàm lượng vanadi chiếm khoảng 0,2 – 0,5%.
2.2.2. Vai trò của các nguyên tố hợp kim a, Ảnh hưởng của cacbon
Cacbon là nguyên tố quan trọng nhất quyết định chủ yếu đến tổ chức và tính
chất của thép. Khi lượng chứa của cacbon trong thép tăng lên lượng cacbít cũng
tăng lên tương ứng và làm thay đổi tổ chức tế vi của thép. Ở trạng thái ủ khi thành
phần cacbon tăng lên độ bền, độ cứng tăng còn độ dẻo và độ dai giảm. Với hàm
lượng cacbon 1,4 – 1,6% trong thép có tác dụng đảm bảo độ cứng và tính chống mài mòn cho khuôn. b, Ảnh hưởng của crom 7
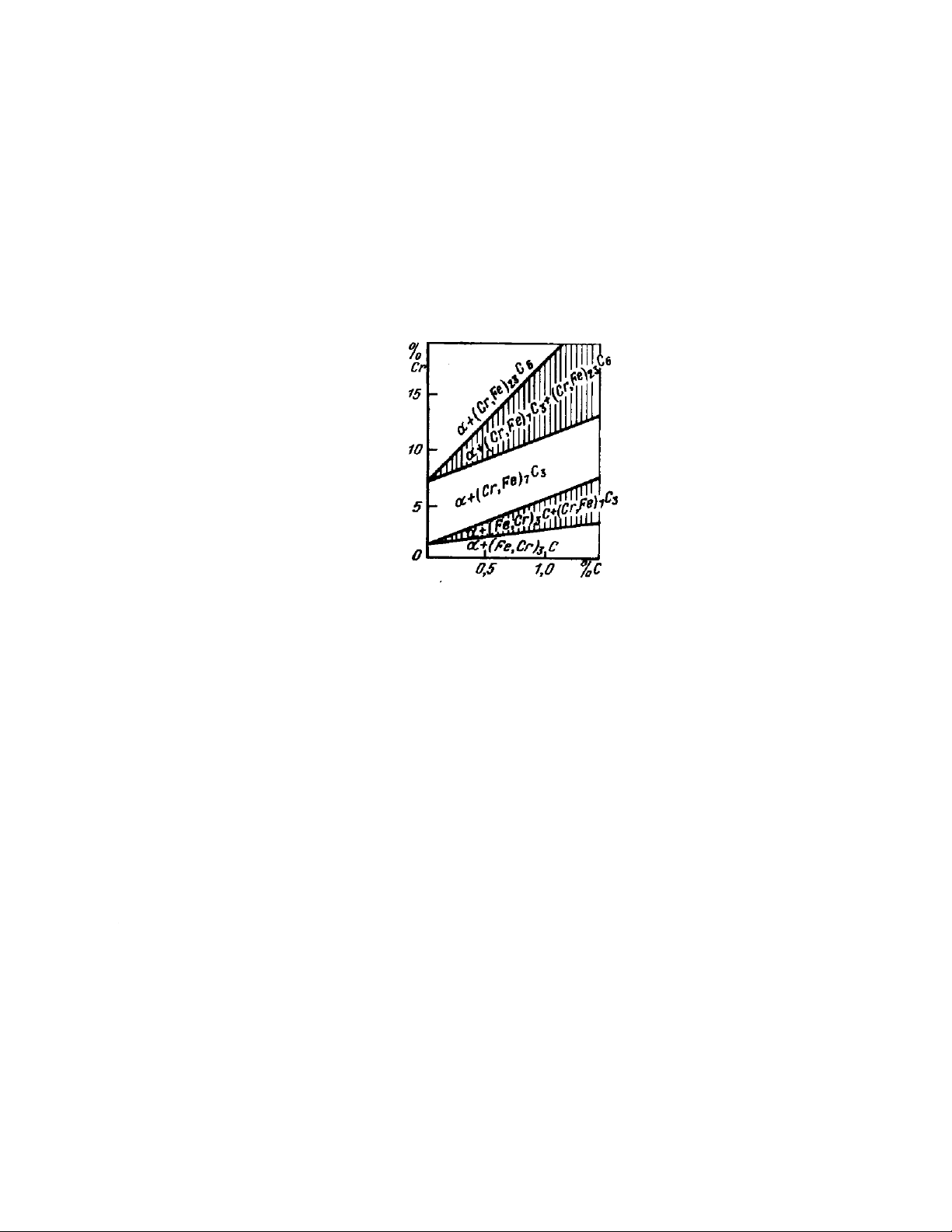
Crôm là nguyên tố hợp kim thông dụng để hợp kim hoá, là nguyên tố tạo
cacbit trung bình. Crôm có thể hòa tan trong ferit, mở rộng α, khi hàm lượng crôm
cao nó sẽ kết hợp với cacbon để tạo ra cementit hợp kim (Fe, Cr)3C và các loại
cácbit Cr7C3 và Cr23C6, những cacbit này làm nâng cao nhiệt độ tới hạn Ac1 và hạ
thấp điểm Ac3 ngăn cản sự lớn lên của tinh thể, tăng độ thấm tôi cho thép. Crôm
làm tăng cơ tính tổng hợp, nó còn có tác dụng cải thiện tính chống ram và độ bền ở
nhiệt độ cao do nó tạo cacbit nhỏ mịn khi ram tiết ra ở nhiệt độ trên 2500C, do đó
nó có tính chống ram đến nhiệt độ 250 - 3000C, vì thế có tính cứng nóng đến
3000C. Ngoài ra, Crôm còn tăng mạnh tính chống oxy hóa do tạo thành Cr2O3 rất bền.
Sự phân bố giới hạn tồn tại của các loại cácbit trong hợp kim Fe-C-Cr
c, Ảnh hưởng của molipden
Môlipđen tăng mạnh độ thấm tôi, cải thiện tính chống ram do nó tạo cacbit
nhỏ mịn phân tán khi ram ở nhiệt độ cao, làm giảm sự nhạy cảm đối với giòn ram.
Môlipđen cùng với crôm có ái lực hoá học mạnh với cacbon tạo cacbit dạng Me6C
giữ cacbon lại trong mactenxit làm cho thép nâng cao tính chịu nhiệt độ cao, tính bền nóng và cứng nóng. d, Ảnh hưởng của vanadi 8
Vanađi tạo cacbit VC có độ cứng rất cao, nhỏ mịn, nằm ở biên giới hạt ngăn
cản sự lớn lên của austenit khi nung. Vanađi tăng tính bền nóng và tăng khả năng
chống mài mòn cho thép. Cacbit VC khó tan (hầu như không hòa tan) vào trong
austenit ở nhiệt độ austenit hóa, khi lượng vanađi tăng tính chống mài mòn và tính mài giảm.
2.2.3. Tổ chức tế vi của thép SKD11
- Tổ chức tế vi của thép đạt được sau tôi và ram là Mactenxit ram, cacbit không hòa tan trong austenit.
2.2.4. Các mác thép tương đương
- Theo tiêu chuẩn AISI, ta có các mác: O7, D2, D3, D4, D5, D7.
- Theo tiêu chuẩn JIS, ta có các mác: SKD1, SKS31.
2.3. Tính chất của thép làm khuôn dập nguội SKD11
Tính chất vật liệu của của loại thép này phụ thuộc nhiều vào công nghệ chế
tạo cũng như phương pháp nhiệt luyện chúng. Mỗi mác thép do từng hãng sản xuất
có những tính chất đặc thù riêng. Tuy nhiên, các tính chất cơ bản của chúng không khác nhau nhiều. a, Độ cứng
Độ cứng là một tính chất rất quan trọng của loại vật liệu chế tạo khuôn bền
nguội. Gần như là một định luật, với một loại vật liệu nhất định (có thành phần và
tổ chức ban đầu cố định), độ cứng càng cao thì khả năng chịu mài càng lớn. Độ
cứng dễ kiểm tra và có thể đo trực tiếp trên sản phẩm và nó phản ảnh khá đầy đủ và
trung thực tính chất vật liệu của sản phẩm. Vì thế, độ cứng thường được lấy làm chỉ
tiêu đánh giá cũng như thước đo chất lượng vật liệu của sản phẩm sau nhiệt luyện.
Ở trạng thái ủ, loại vật liệu này có độ cứng max 250HB, đây là độ cứng cho
phép gia công cơ khí thuận lợi. Thông thường sau khi tôi (đạt độ cứng tối đa),
người ta ram để được độ cứng khoảng 58-62HRC, một số trường hợp có thể sử
dụng ở độ cứng thấp hơn như 54-56 HRC. b, Độ bền 9
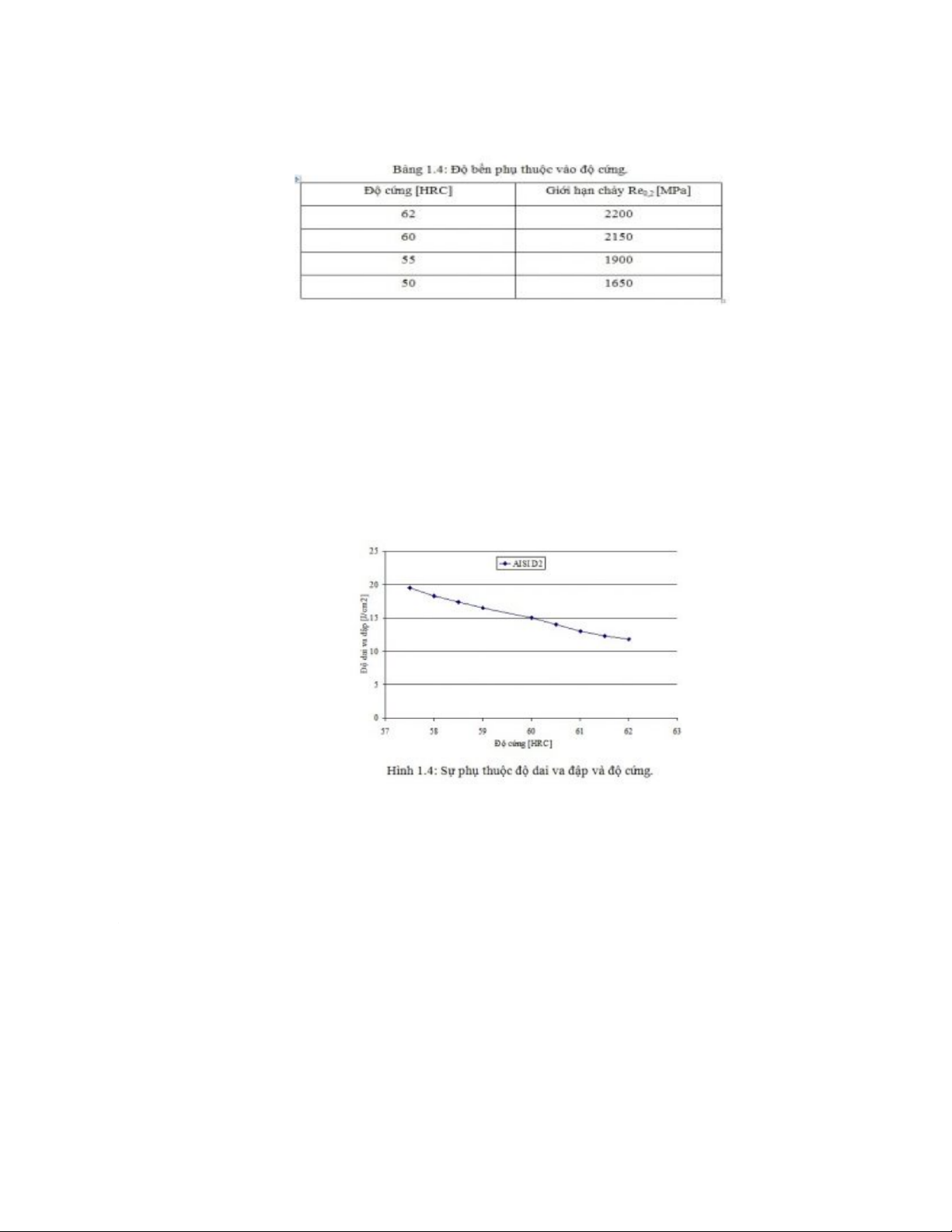
Sau khi tôi, tuỳ theo các ứng dụng thực tế mà chọn độ cứng để từ đó chọn
chế độ ram hợp lý. Sự phụ thuộc giữa độ cứng và độ bền được thể hiện trong bảng dưới đây.
Thông thường các thông số về độ bền ít được kiểm tra (vì với độ cứng cao thì
việc thực hiện phép thử kéo rất khó khăn), người ta thường lấy độ cứng và độ dai
va đập làm thước đo cho tính chất chất cơ học của loại vật liệu này. c, Độ dai va đập
Cũng như độ bền, độ dai va đập phụ thuộc nhiều vào độ cứng, trong khoảng
độ cứng thường sử dụng, độ dai va đập phụ thuộc vào độ cứng như trên hình 1.4.
Có thể nhận thấy, độ cứng càng cao thì độ dai va đập càng thấp. Đây là một đặc
điểm rất quan trọng, cần phải biết thoả hiệp giữa độ cứng và độ dai va đập để có
được tính chất tổng hợp tốt nhất phù hợp với yêu cầu sử dụng.
Để làm các dụng cụ biến dạng nguội chịu va đập như đục, búa hơi, khuôn
dập cắt thép tấm dày 3 – 4mm trở lên thì phải làm bằng thép hợp kim với 3 – 5% 10
nguyên tố hợp kim song có lượng cacbon thấp hơn, chỉ 0,4 – 0,6% để đảm bảo độ dai va đập nhất định. d, Độ chịu mài mòn
Mài mòn là một tính chất rất quan trọng của vật liệu chế tạo khuôn. Cần phải
hiểu độ mài mòn là tính chất công nghệ, nó phụ thuộc nhiều vào hệ mài, vào điều
kiện mài. Các thông số đưa ra chỉ có tính chất tham khảo vì nó chỉ đúng với một
điều kiện mài cụ thể.
Đa số các nhà vật liệu học đều thống nhất rằng độ mài mòn của các loại dụng
cụ chế tạo từ loại thép này phụ thuộc vào độ cứng và hàm lượng cacbit.
Hàm lượng cacbit càng cao thì độ cứng càng cao và khả năng chống mài mòn
càng tốt. Tuy nhiên, như đã đề cập ở phần độ dai va đập, độ cứng cao thì độ dai va
đập giảm vì thế phải chọn độ cứng và độ dai hợp lý để có độ mài mòn tối ưu và như
thế tuổi thọ của khuôn mới được kéo dài.
2.4. Ưu điểm và ứng dụng của thép SKD11
2.4.1. Ưu điểm của thép SKD11
SKD11 là loại thép thường sử dụng trong ngành cơ khí gia công khuôn mẫu,
chi tiết trong máy, … Được sử dụng rộng rãi trong ngành gia công khuôn dập
nguội. Với độ mài mòn cao, độ thấm tôi tuyệt vời, sự cân bằng giữa độ cứng và độ
dẻo nên thép SKD11 là loại thép rất thích hợp để đáp ứng được các yêu cầu mà ngành khuôn dập đề ra.
SKD11 là loại thép có hàm lượng cacbon cao nên độ bền kéo rất tốt, có khả
năng chịu ăn mòn do oxi hóa, độ mài mòn cao, độ thấm tôi tuyệt vời, có sự cân
bằng giữa độ cứng và độ dẻo. Thép SKD11 là loại thép có độ cứng đạt 58-60 HRC
sau khi nhiệt luyện. Với những đặc điểm nêu trên, thép SKD11 nâng cao hiệu suất
và kéo dài tuổi thọ cho sản phẩm.
2.4.2. Ứng dụng của thép SKD11 trong ngành cơ khí
Với những đặc điểm riêng biệt của thép SKD11 loại thép này thường được
ứng dụng rộng rãi trong ngành cơ khí trong các sản phẩm sau:
- Khuôn dập nguội, khuôn đột, khuôn gạch không nung.
- Dao chấn tôn, dao xả băng tôn, dao xả băng Inox, dao hình, dao cắt thép. 11
- Trục cán, trục điều hướng, trục truyền động, trục khuỷu.
- Các chi tiết chịu tải trọng như đinh ốc, bulong, bánh răng.
3. Quy trình chế tạo khuôn dập nguội từ thép SKD11 Phôi đúc Tạo mẫu Thiết kế Lắp ráp khuôn CAD/CAM
Đánh bóng chi tiết Gia công bề mặt Kiểm tra và thử nghiệm
Vấn đề nâng cao chất lượng và tuổi thọ của khuôn dập
nguội đang là mục tiêu quan tâm của công nghiệp Việt Nam trong thời kỳ đổi mới,
nhằm sản xuất ra các sản phẩm có chất lượng cao, giá thành hạ, có tính cạnh tranh
trong khu vực và trên thế giới. Để giải quyết được vấn đề đó, cần phải có chế độ xử
lý nhiệt hợp lý để đảm bảo cơ tính làm việc của khuôn dập nguội.
Tuổi thọ của khuôn dập nguội phụ thuộc vào độ bền, độ cứng và khả năng
chống mài mòn. Thép có độ bền, độ cứng cao sẽ có tính chống mài mòn cao. Khi
độ cứng của thép lớn hơn 60HRC thì cứ tăng thêm 1HRC, tuổi thọ của khuôn sẽ
tăng thêm 30%. Thép SKD11 ở trạng thái cung cấp có tổng hàm lượng các nguyên
tố hợp kim 14,35 – 17,25% thuộc họ thép lêđêbuarit, sau khi đúc có lượng cacbit
lớn ở dạng xương cá thô. Yếu tố này ảnh hưởng rất lớn đến quy trình nhiệt luyện và cơ tính của khuôn.
Xuất phát từ yêu cầu làm việc của khuôn dập vuốt, độ cứng cần đạt từ 58-
60HRC. Khuôn làm việc chịu mài mòn cao và thay đổi liên tục. Như vậy, muốn
khuôn có tuổi thọ cao, ngoài việc chọn độ cứng thích hợp còn phải chọn chế độ xử
lý nhiệt sao cho trong tổ chức có nhiều cácbit nhỏ mịn phân bố đều. Vấn đề được
đặt ra ở đây là sự kết hợp giữa độ cứng với tổ chức tế vi thích hợp để đạt được mục
tiêu vừa đề cập ở trên.
3.1. Quy trình nhiệt luyện sơ bộ
Ủ đẳng nhiệt ở nhiệt độ 850 – 870C, để làm mềm thép. Sau đó để nguội cùng
lò đến khoảng 650C, giữ nhiệt trong khoảng 4 – 5h để chuyển hóa hoàn toàn 12
austenit thành peclit hạt, để dễ cắt gọt, sau đó tiếp tục đem ra làm nguội ngoài không khí.
3.2. Quy trình nhiệt luyện kết thúc
Tôi phân cấp trong lò chân không ở nhiệt độ 1030 – 1050C, để tránh việc có
các tạp chất trong không khí lẫn vào trong lò, gây ra hiện tượng oxy hóa làm bong
tróc bề mặt và gây thoát C; sau đó làm nguội trong dầu nóng để đạt tốc độ nguội
hợp lý, tránh gây ra ứng suất bên trong gây nứt, cong vênh.
Sau đó đem đi ram ở khoảng 540 – 560C để đạt tổ chức mactenxit ram, giúp
chi tiết có độ bền, độ cứng phù hợp với yêu cầu sử dụng, tránh ram ở nhiệt độ 300
– 350C, vì ở đây xuất hiện giòn ram loại I. Thực hiện ram nhiều lần để austenit dư
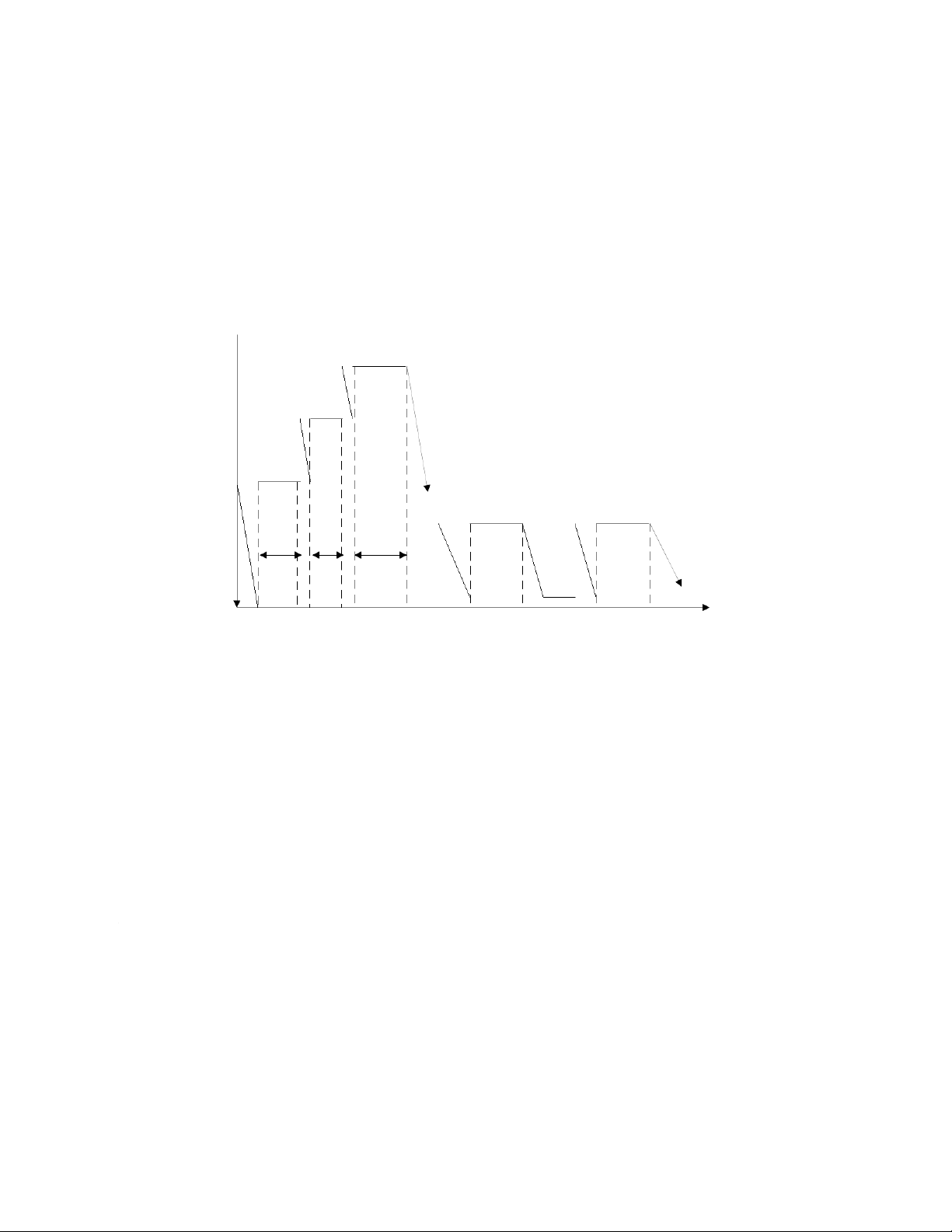
chuyển biến hết thành mactenxit. 1050 0C 850 dầầu nóng 600-800 650 5400-5600 5400-5600 τgn1 τgn2 τgn Không khí 3 300- 500
Tôi Ram lầần 1 Ram lầần 2 Th i gian ờ
Sơ đồ tổng quát quy trình nhiệt luyện kết thúc thép SKD11 làm khuôn dập nguội
Sau tôi và ram, có thể đem chi tiết đi thấm nito với phương pháp thấm hai
giai đoạn ở nhiệt độ khoảng 530C trong khoảng 8h để cải thiện chất lượng bề mặt,
cứng hơn, bền hơn, nâng cao tuổi thọ chi tiết. 13 III. KẾT LUẬN
Trong lần thực tập này đã giúp cho chúng em có sự liên tưởng giữa thực tế và
lý thuyết. Từ đó giúp cho em hiểu sâu hơn về các môn học, và nghành nghề của
mình sau khi ra trường để từ đó bổ sung kịp thời thêm kiến thức để đủ đáp ứng nhu
cầu cho xã hội, bên cạnh không ngừng học hỏi những kinh nghiệm thực tế. Tuy sẽ
còn phải tiếp tục trau dồi, củng cố thêm nhiều kiến thức trong tương lai, nhưng lần
thực tập này có đem lại cho chúng em rất nhiều lợi ích để phục vụ công việc sau này.
Chúng em xin chân thành cảm ơn! 14
Tài liệu liên quan:
-

Báo cáo Thực Tập Cơ Bản: Linh Kiện và IC Trong Mạch Điện | Thực tập cơ bản | Trường Đại học Bách khoa Hà Nội
41 21 -
Báo cáo Thực Tập Cơ Bản: Thiết Kế Mạch Điện Tử | Thực tập cơ bản | Trường Đại học Bách khoa Hà Nội
35 18 -

Báo cáo về Chủ nghĩa Xã hội Khoa học và Vai trò của C. Mác - Ph. Ăngghen | Thực tập cơ bản | Trường Đại học Bách khoa Hà Nội
40 20 -

Báo cáo Thực Tập Cơ Bản: Thiết Kế Mạch Đếm Thuận 0-9 Bằng Altium | Thực tập cơ bản | Trường Đại học Bách khoa Hà Nội
35 18 -
Báo cáo thực tập Mạch khuếch đại âm tần - Điện tử | Thực tập cơ bản | Trường Đại học Bách khoa Hà Nội
38 19