Lý thuyết bài giảng môn học Quản lý sản xuất nội dung chương 5: Chọn loại quy trình sản xuất
Bài giảng môn học Quản lý sản xuất nội dung chương 5: Chọn loại quy trình sản xuất của Đại học Bách khoa Thành phố Hồ Chí Minh với những kiến thức và thông tin bổ ích giúp sinh viên tham khảo, ôn luyện và phục vụ nhu cầu học tập của mình cụ thể là có định hướng ôn tập, nắm vững kiến thức môn học và làm bài tốt trong những bài kiểm tra, bài tiểu luận, bài tập kết thúc học phần, từ đó học tập tốt và có kết quả cao cũng như có thể vận dụng tốt những kiến thức mình đã học vào thực tiễn cuộc sống. Mời bạn đọc đón xem!
Môn: Quản lý sản xuất (IM1013) 7 tài liệu
Trường: Trường Đại học Bách khoa - Đại học Quốc gia Thành phố Hồ Chí Minh 721 tài liệu
Tác giả:













Preview text:
lOMoARcPSD| 36991220
QUẢN LÝ SẢN XUẤT CHOKỸSƯ
Chương 5: Chọn lựa quy trình sản xuất 1. Phân loại quá trình (process)
tập trung theo quá trình): Dựán, đóngtàu,bệnh 2. Phân tích sản phẩm ●
Biểu đồ lắp ráp sản
● Sản xuất đơn chiếc ( viện, nhà phẩm hàng,...
Xe ô tô, xe gắn máy, hàng gia dụng,... ●
● Sản xuất lặp lại:
Mass Customization): do khách hàng mass lại ●
loạt theo khách hàng ( )
xuất khối lớn (tập trung vào sản phẩm, ít đa dạng
Chỉ ra mối quan hệ của các thành tố với thành phần có trước nó, nhómcác chi tiết hình
thành một cụm lắp ráp và thứ tự cho việc lắpráp. ● Biểu đồ các quá trình
Chứa đựng các thông tin: máy móc, công nhân, thời gian cầnthiết đểhoàn thành
một thao tác, các dụng cụ đặc biệt, đồ gá, dụngcụđocầnthiết, vị trí thực hiện thao
tác. → Được dùng như tài liệu gốc về những yêu cầu tác nghiệpchoviệcthiết kế công việc.
● Lưu đồ quá trình
Mô tả quá trình sản xuất hàng hóa/ dịch vụ.
Biểu tượng để thể hiện
Quá trình Vòng tròn
Kiểm tra Hình vuông
Di chuyển Mũi tên Chờ Chữ “D”
Nhà kho Tam giác ngược
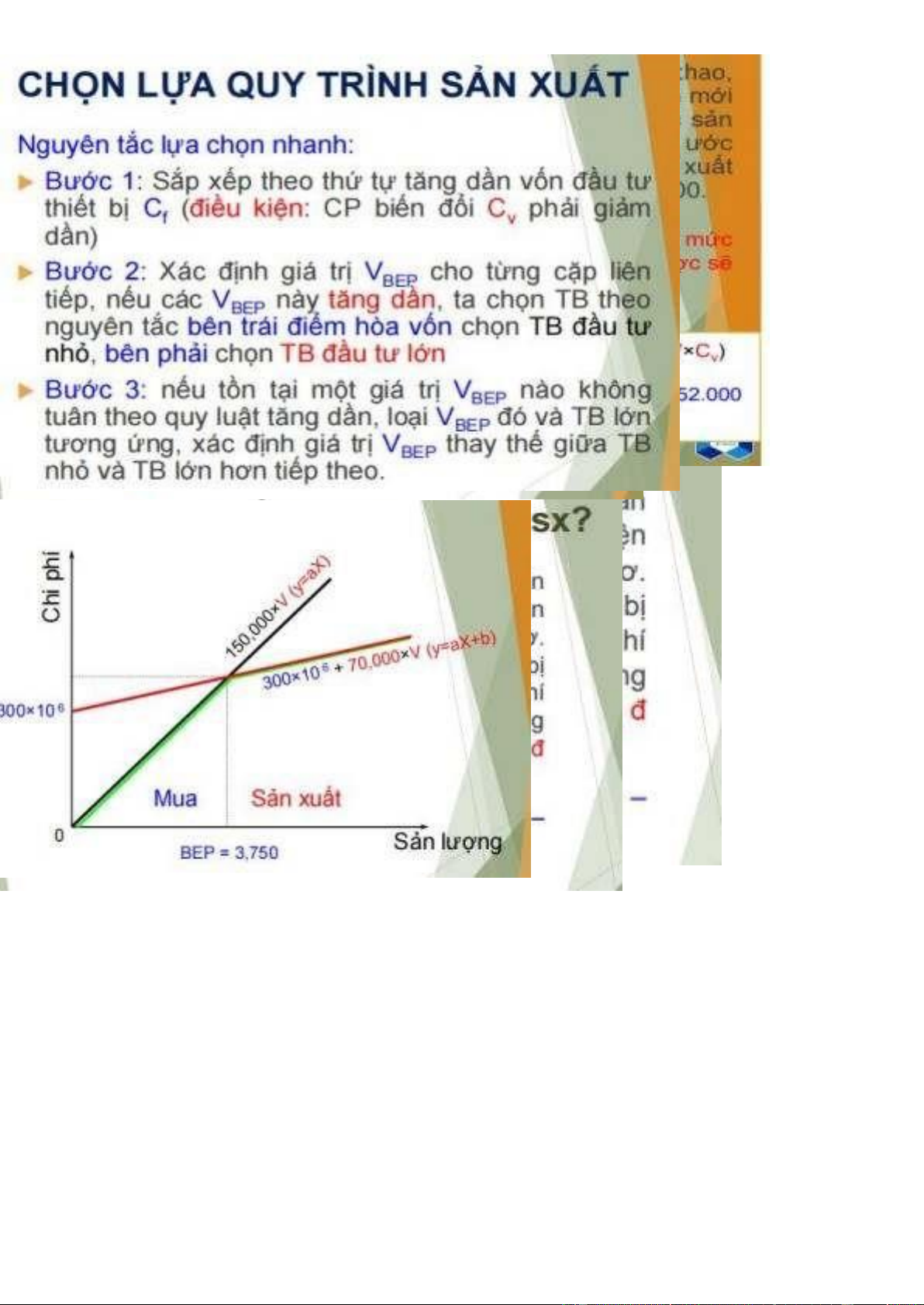
3. Chọn lựa quy trình sản xuất
● Không có quy trình sản xuất tối ưu cho mọi trường hợp! ● Việc chọn lựa quy trình
sản xuất phụ thuộc vào sản phẩm 1 Tổng hợp: PhạmThànhAn lOMoARcPSD| 36991220
Mức độ tiêu chuẩn hóa ● Độ tiêu chuẩn hóa thấp→ Quy trình linh hoạt/ ổn định?
Nhu cầu số l ượng ● Sx số lượng thấp →Sửdụngnhiều/ít lao động? ●
Sản xuất số lượng nhiều →nên/không nên tự động hóa?
Phân tích điểm hòa vốn 2
● Sản lượng: là mức độ của SX, thường được diễn tả bằng sốđơnvị SPSX và bán được (V).
● Chi phí: chi phí cố định (Cf) và chi phí biến đổi (Cv)
● Doanh số trên đơn vị sản phẩm (p): là giá mà mỗi SPbán được, tổngdoanh số (TR)
là tích giá bán với số lượng SP bán được.
● Lợi nhuận: là hiệu của doanh số và tổng chi phí.
PHÂN TÍCH ĐIỂM HÒA VỐN Tổng CP cố định + Tổng CP biến đổi =
Tổng CPCf +V * Cv = TC (Y = ax +b) Số lượng bán * giá SP = Tổng
doanh thuV * p = TR (Y= ax) Lợi nhuận = Tổng doanh thu - Tổng chi
phí Z = TR -TC = V*p - (Cf +V*Cv) Nếu Z = 0 TR = TC V*p = Cf + V*Cv V = Cf/ (p-Cv) trong đó: Cf = CP cố định V = sản lượng
Cv= CP biến đổi cho từng đơn vị SF p = giá bán đơn vị Tổng hợp: PhạmThànhAn lOMoARcPSD| 36991220 3 5 4
Tổng hợp: PhạmThànhAn Tổng hợp: PhạmThànhAn Tổng hợp: PhạmThànhAn 6 lOMoARcPSD| 36991220 Tổng hợp: PhạmThànhAn lOMoARcPSD| 36991220
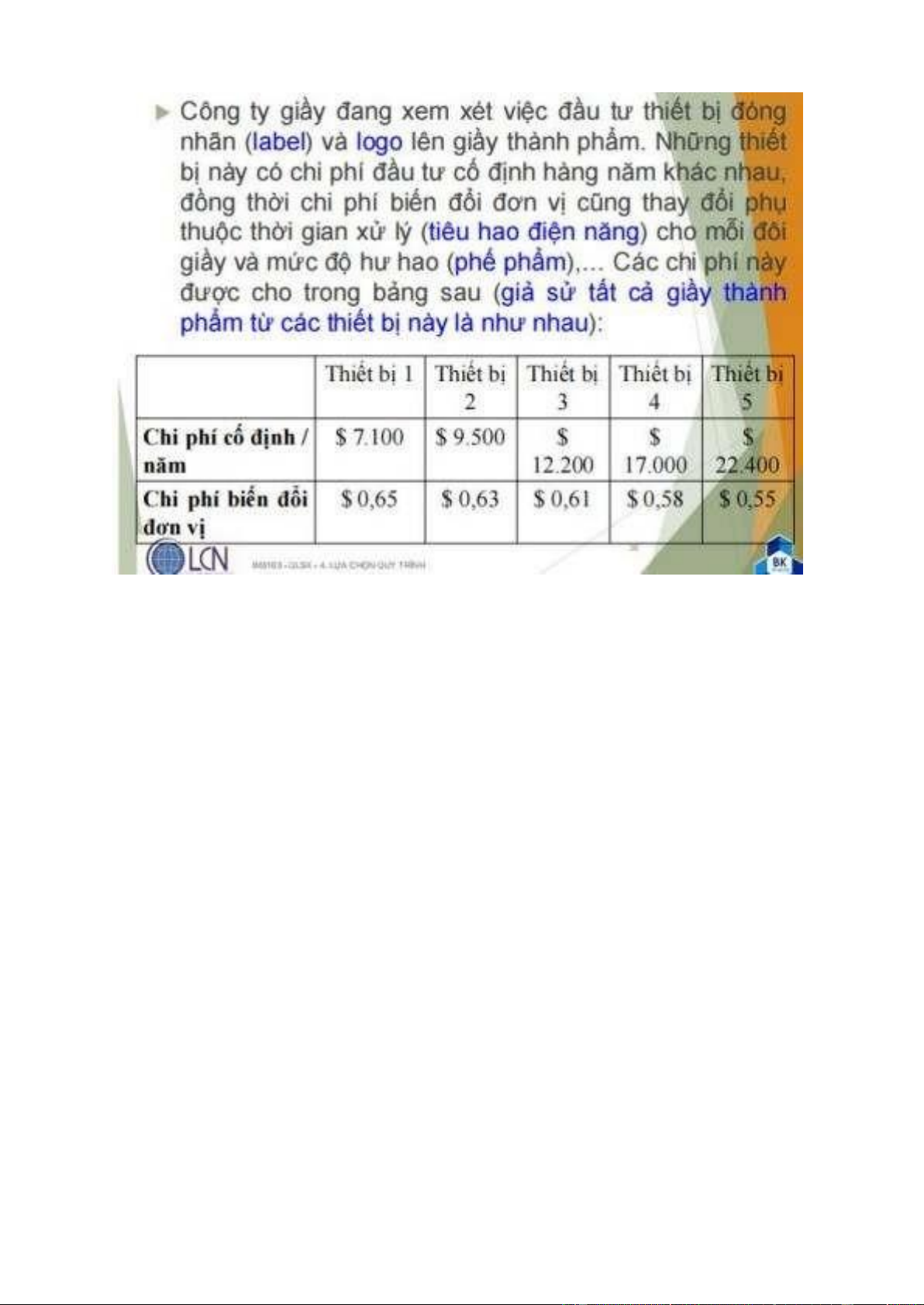
Đáp án câu 3: F ≥ 3250$ 7 Tổng hợp: PhạmThànhAn
Chương 6: Hoạch định tổng hợp
1. Quá trình hoạch định
- Hoạch định ngắn hạn: < 3 tháng
- Hoạch định trung hạn:3-18 tháng
- Hoạch định dài hạn: > 1 năm Mối quan hệ giữa các kế hoạch sản xuất -
Là quá trình cân bằng giữa nguồn lực và nhu cầu được dựbáo- Điều chỉnh nhu cầu cạnh tranh của
tổ chức từ chuỗi cungứngđến khách hàng cuối cùng -
Liên kết việc hoạch định chiến lược với các hoạt độngthuộclĩnhvực lập kế hoạch
2. Giới thiệu về hoạch định tổng hợp Kế hoạch tổng hợp
- Là kế hoạch bao gồm các mức dự báo cho các họ sản phẩm, sửdụngcác chính sách
hàng tồn kho, thay đổi trong lực lượng lao động, hợpđồng ngoài.
- Xác định số lượng và thời gian sản xuất cho trung hạn(3đến18tháng). lOMoARcPSD| 36991220
Kế hoạch tổng hợp cần phải: có tính đại diện cao, kịp thời, toàndiện, Logic về đơn vị đo lường doanh số
và sản lượng, dự báo nhucầuhợplý, phương pháp xác định chi phí phù hợp, có mô hình kết hợpdựbáovà
chi phí để có thể đưa ra quyết định.
bảngkếhoạch Bản chất của hoạch định tổng hợp
Mục tiêu của hoạch định tổng hợp thường là vừa đápứngnhucầu dự
báo, vừa giảm thiểu chi phí. - Điều chỉnh tỷ lệ sản xuất
- Điều chỉnh mức lao động 8
- Điều chỉnh mức tồn kho Tổng hợp: - Làm thêm giờ PhạmThànhAn - Hợp đồng phụ 3. Các chiến lược
Disaggregation là quá trình chia nhỏ một kế hoạch tổng thểthànhcác kế hoạch chi tiết hơn hoạch định tổng
→ Lịch trình sản xuất tổng thể master production schedule: xác định chủ hợ ng p lo K ạ ế i
và thời điểm sản xuất (mua hay sảnxuất)→ Hoạch định nhu hoạch
cầu nguyên liệu (MRP) → Điều độ sản xuất: lịch trình làm việc chi tiết Công suất (capacity options) -
chiến lược thụđộng: làcác chiến lược để tác động lên công suất nhà máy, bao gồm: ●
Thay đổi mức tồn kho
● Thay đổi lực lượng lao động bằng tuyển dụng hay sa thải ● Thay đổi mức sản
xuất bằng tăng ca hay dãn ca ● Hợp đồng phụ
● Thuê nhân công bán thời gian
Kế hoạch nhu cầu: là chiến lược tác động trực tiếp lên nhucầu, làmthay đổi nhu cầu khách hàng.
● Tác động lên nhu cầu
● Đặt hàng trước trong thời kỳ nhu cầu cao ● Phối hợp sản phẩm hỗn hợp theo mùa
→ Khó khăn trong việc tìm ra sản phẩm đối nghịch 4. Các phương pháp hoạch
định tổng hợp - Phương pháp thực nghiệm: Không thể đưa ra phươngántối
ưunhưng có tính đơn giản, dễ hiểu.
- Phương pháp tính toán: Áp dụng mô hình bài toán vận tải. - Chiến lược theo đuổi:
Lập kế hoạch sao cho kế hoạch sảnxuất bằngđúng nhu cầu dự báo.
- Chiến lược hỗn hợp: Sử dụng các biến kiểm soát để tạo rachiếnsảnxuất khả thi.
- Chiến lược duy trì công suất: Duy trì sản lượng đầu ra, lực lượnglaođộng là không
đổi trong suất thời gian lập kế hoạch.
Bài tập hoạch định tổng hợp
Nhu cầu về sản phẩm A tại công ty trong 4 tháng tới dự báo nhưsau: Tháng 2 3 4 1800 Nhu cầu 1300 17 00 18 00 lOMoARcPSD| 36991220
Mức sản xuất của tháng 12 năm trước là 1700sp/tháng Tồn kho đầu kỳ của tháng 1 là 150sp
Chi phí sản xuất trong 1 giờ là 100đ/sp
Chi phí thuê mướn là 60đ/sp
Chi phí sa thải là 80đ/sp
Chi phí tồn trữ là 20đ/sp/tháng
Chi phí hợp đồng phụ là 70đ/sp
Công ty có 2 phương án sau 9 Tổng hợp: PhạmThànhAn
A. Thay đổi lực lượng lao động để đáp ứng chính xác nhu cầutrongtừngthời kỳ (chạy theo nhu cầu).
B. Duy trì lực lượng lao động ổn định để sản xuất 1800sp/tháng(mứcbìnhquân) và
thayđổi mức tồn kho để đáp ứng phần chênh lệchgiữanhucầu và sản xuất. Phương
Án A (không có tồn kho) Tháng đầu Nhu ờ Sathải cầuSxgi ồn trongT huê T ròng kho mướn 1 150 1150 1150 0 2 0 1700 1700 550 3 0 1800 1800 100 4 0 1800 1800 0 Tổng cộn g 6450 650 550 0 0 0
550 Tổng chi phí = 6450*100 + 650*60 + 550*80 = 728000đ Phương án B lOMoARcPSD| 36991220 Tháng cầu Nhu Sx Tồn Thuê NhuTồn k trong kho ho kỳ cầu mướn 650 giờ cuối 750 ròng kỳ 750 750 1 1300 1 50 1150 180 0 2900 2 1700 6 50 1700 180 0 3 1800 7 50 1800 180 0 4 1800 7 50 1800 180 0 Tổng c ộng 7200 100 0 0 0 100
Tổng chi phí = 7200*100 + 2900*20 + 100*60 = 784000đ → Chi phí phương án A
thấp hơn nên chọn phương án A 10 Tổng hợp: PhạmThànhAn
Chương 7: Quản lý tồn kho
1. Giới thiệu về tồn kho
Tầm quan trọng của tồn kho
- Tất cả các tổ chức đều quan tâm đến hoạt động quản lý tồn kho. - Hàng tồn kho là
một trong những tài sản đắt nhất. - Chiếm đến 50% tổng vốn đầu tư.
- Giảm tồn kho: Giảm chi phí, tăng nguy cơ thiếu hụt hàng. - Tăng tồn kho: Tăng chi
phí, giảm nguy cơ thiếu hụt hang. - Mục tiêu của quản lý tồn kho là đảm bảo đủ lượng
hànghóađểđápứng nhu cầu của khách hàng trong điều kiện hiệu quả về chi phí.
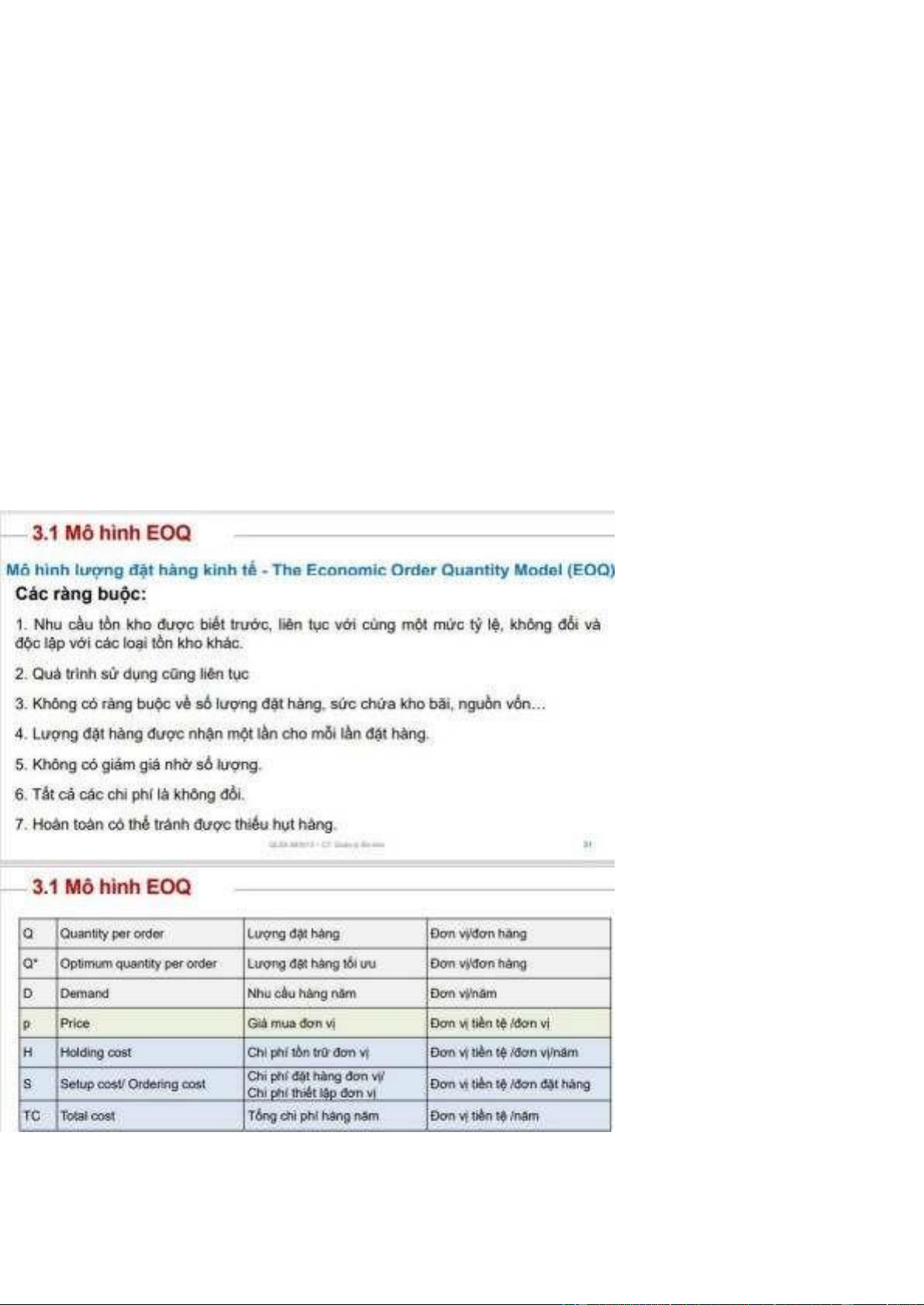
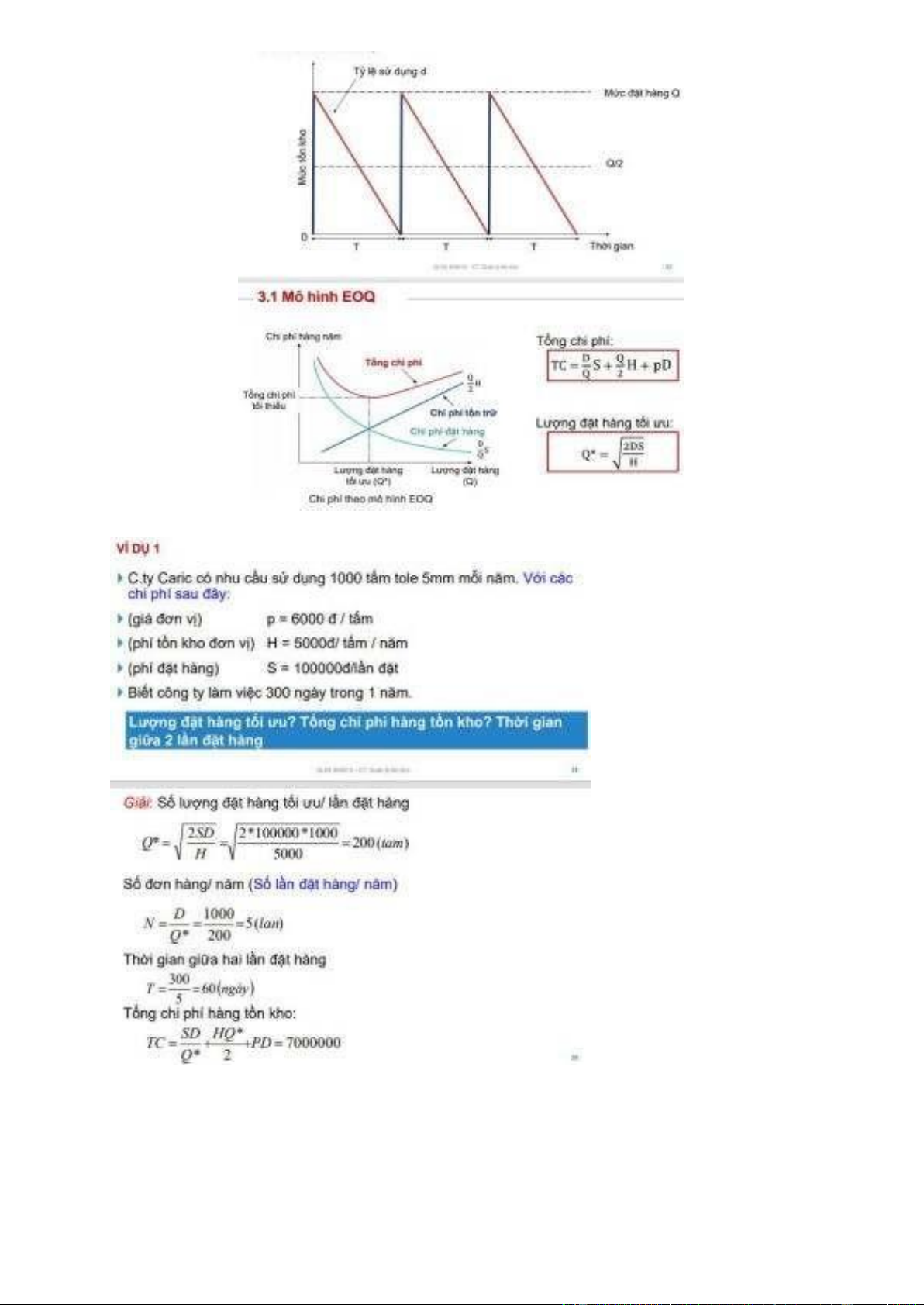
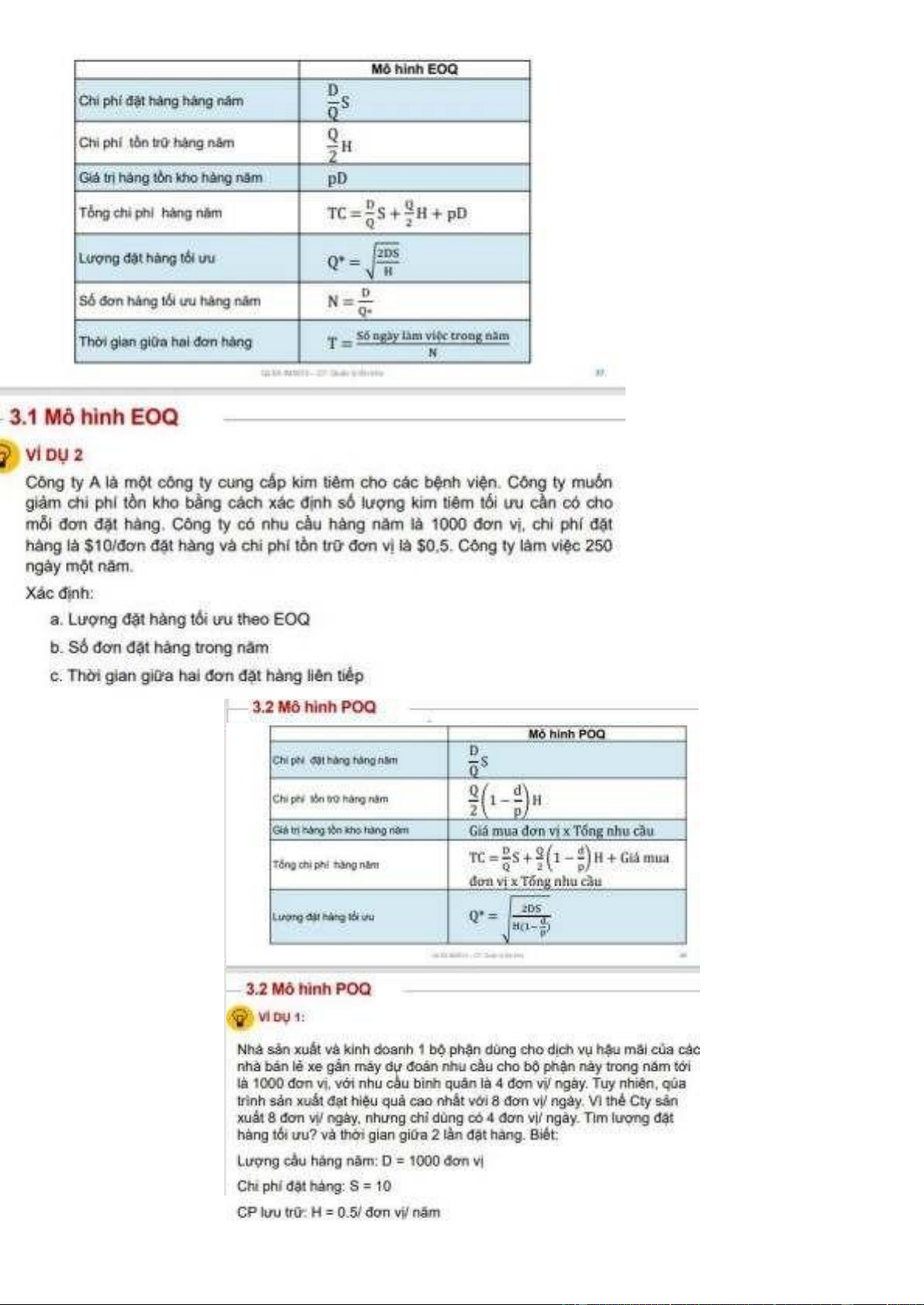
Đặt hàng bao nhiêu? → Mô hình tồn khoKhi nào đặt
hàng? → Điểm tái đặt hàng lOMoARcPSD| 36991220
Các chức năng của tồn kho
- Đáp ứng được sự thay đổi nhu cầu khách hàng.
- Phòng ngừa rủi ro bị ảnh hưởng bởi thay đổi từ nhà cung cấp. - Duy trì tính độc lập của các công đoạn.
- Tận dụng giảm giá nhờ số lượng. lOMoARcPSD| 36991220
- Tạo sự linh hoạt cho điều độ sản xuất.
Các loại hàng tồn kho
- Hàng tồn kho: hàng hóa được bảo quản trong kho nhằmđápứngnhucầu cho sảnxuất hay cho khách hàng.
- Tồn kho nguyên vật liệu: là phụ nguyên liệu đã được mua nhưngchưađược đưa vàoquy
trình sản xuất, thường được cung cấp từnhàcungcấp hoặc nhà thầu phụ (ví dụ: hóa chất, cao su, vải,...).
- Tồn kho bán thành phẩm: là các nguyên liệu đã trải qua một sốthayđổi nhưng chưa được hoàn thành.
- Tồn kho thành phẩm:Là sản phẩm hoàn chỉnh và chờ giao hàng. - Tồn kho phụ tùng:
(MRO) là những phụ tùng dành cho bảotrì, sửachữa, vận hành. Cần thiết để đảm bảo
máy móc và quy trìnhhoạt độnghiệu quả.
→ Không nằm trong cấu tạo sản phẩm nhưng cần thiết đểtạorasảnphẩm. 11 Tổng hợp: PhạmThànhAn
Các loại chi phí tồn kho
-Lượng đặt hàng cố định-Mức dự trữ tồn-Lượng đặt
Chi phí vốn -Là chi phí cho việc mua hàngtồnkhokho thấp-Chi phí phục vụ giám cao hơn -Chi phí p Chi phí tồn trữ
-Chi phí nhà kho, nhân công, mấtmát, hư hỏng và lỗi thời
Chi phí đặt hàng/ thiết lặp
-Chi phí cho việc phát đơn-Chi phí để chuẩn bị
máy hoặcquytrình sản xuất → Không phụ thuộcPhân tích ABC
vào sốđặt hàng trong mỗi đơn hàng- Phân chia hàng tồn kho
thành ba loại dựa trên - Thiết lập các chính
sách tập trung nguồn lực và trọng” thay vì
những loại tồn kho “ít quan trọng”. của từng loại
tồn kho x Chi phíđơn vị
Chi phí do thiếu hụt -Phát sinh khi gián đoạn sảnxuất dothiếu → Dự báo tốt hơn,
kiểm soát tốt hơn, độ tin cậy của nguyên liệu phụ kiện/ linhkiện-
Bồi hoàn cho khách hàngđủ hàng cung cấp khi đã nhậnhợpđồng
-Thiệt hại do mất doanh số→ Thường là ước
tính chủphỏng đoán từ kinh nghiệm hàng ) lOMoARcPSD| 36991220
2. Hệ thống kiểm soát tồn kho
Hệ thống kiểm soát liên tục Hệ thống kiểmsoát địnhkỳ lượng dokhông bánhàng quanhay tăngvà 12 Tổng hợp: PhạmThànhAn 3. Mô hình tồn kho 13 Tổng hợp: PhạmThànhAn lOMoARcPSD| 36991220
_________________________________________
14 Tổng hợp: PhạmThànhAn ) lOMoARcPSD| 36991220 15 Tổng hợp: PhạmThànhAn
_______________________________________________________ 16 Tổng hợp: PhạmThànhAn lOMoARcPSD| 36991220
________________________________________________ 17 Tổng hợp: PhạmThànhAn ) lOMoARcPSD| 36991220
_____________________________________________________ 18 Tổng hợp: PhạmThànhAn lOMoARcPSD| 36991220
_____________________________________________ 19 Tổng hợp: PhạmThànhAn ) lOMoARcPSD| 36991220
_____________________________________________ Chương 8: Hoạch định nhu cầu vật tư 20 Tổng hợp: PhạmThànhAn lOMoARcPSD| 36991220 1. Khái niệm - Độc lập: sản phẩmsau cùng, có được từ dự báonhu cầu. - Phụ thuộc: chitiết/nguyên vật liệu cấu thành nênsản phẩm - → tính toán thôngqua nhu cầu độc lập. - Ví dụ: Máy tính: nhucầu độc lập Số lượng mànhình, CPU,... Phụ thuộc.
2. Cách tiếp cập MRP
- Sử dụng cho nhu cầu phụ thuộc.
- Cho biết chi tiết/ nguyên vật liệu cần tại thời điểmnào và điềuđộchúngsẵn sàng sử dụng. 3. Hệ thống MRP
Dữ liệu đầu vào cho hệ thống MRP:
● Bảng điều độ sx chính
● Bảng danh sách vật tư ● Hồ sơ về tồn kho ● Thông tin đơn hàng
● Thời gian thực hiện các chi tiết
- MRP cung cấp: NVL, chi tiết nào cần đặt hàng, số lượng, khi nàocầnđặt.
4. Bảng danh sách vật tư (BOM)
- BOM = danh sách tất cả các thành phần, liên kiện tạo nên sảnphẩm&số lượng mỗi loại.
→ Cấu trúc cây sản phẩm: thể hiện trật tự lắp ráp - Lưu ý:
+ Nên mã hóa chi tiết thành ký tự
+ Chi tiết cùng mức (level) đặt cùng hàng + Chi tiết giống nhau đặt cùng mức
→dễ tính tổng + Chi tiết giống nhau cùng một mã 21 Tổng hợp: PhạmThànhAn 5. X á c đị ) lOMoARcPSD| 36991220 n h kí c h th ư ớ c lô hàng 22 Tổng hợp: PhạmThànhAn lOMoARcPSD| 36991220 23 Tổng hợp: PhạmThànhAn
Chương 9: ĐIỀU ĐỘ SẢN XUẤT
1. Tổng quan về điều độ sản xuất
Hoạch định công suất ● Dài hạn ● Thay đổi máy móc thiết bị
Hoạch định tổng hợp ● Trung hạn, hàng quý, tháng● Sử dụng cơ sở vật chất ● Thay đổi nhân sự ● Dùng hợp đồng phụ ) lOMoARcPSD| 36991220
Điều độ sản xuất chính ● Trung hạng, hàng tuần ● MRP ● DISAGGREGATE
Điều độ sản xuất ● Ngắn hạn, ngày, giờ, phút ● Khối lượng trạmlàmviệc ● Thứ tự công việc
→ Điều độ sản xuất là quá trình công ty sắp xếp thứ tự công việc, đơnhàngvào trong các trạm
làm việc có thể (có thể hiểu là các máy) theo một thứtựphù hợp.
Các tiêu chí điều độ sản xuất
- Tối thiểu thời gian hoàn thành 24 Tổng hợp: PhạmThànhAn
- Tối đa hóa hiệu quả sử dụng (utilization)
- Giảm thiểu tồn kho bán thành phẩm (WIP) - Giảm thiểu thời gian chờ đợi của khách hàn
2. Điều độ sản xuất cho một máy
Sắp xếp thứ tự các đơn hàng vào trong 1 máy, chỉ trải quamột côngđoạn
gia công duy nhất. Các quy tắc
● FCFS (first come, first served): Công việc đến trước được thị hiệntrước. ● SPT (shortest
processing time): Các công việc, đơn hàng cóthời gianxử lý ngắn nhất thì sẽ được gia công trước.
● EDD (earliest due date): Các công việc, đơn hàng có thời hạnhoànthành sớm nhất sẽ
được thực hiện trước.
● LPT (longest processing time): Công việc có thời gian xửlý lâunhất được thực hiện trước.
Chỉ tiêu đo lường hiệu quả
● Thời gian hoàn thành trung bình = Tổng TG lưu/ số công việc● Hiệu suất sử
dụng = Tổng TG gia công/ Tổng TG lưu● Số công việc trung bình trong hệ thống =
Tổng TGlưu/ TổngTGgiacông
● Thời gian trễ trung bình = Tổng số ngày trễ/ Số công việc*Đơn hàng không
trễ(tổng ngày trễ = 0 )
*Ví dụ bài toán điều độ trên 1 máy lOMoARcPSD| 36991220 (ngày) Công
việc Thời gian gi a công Thời hạn hoànthành A 6 8 B 2 6 C 8 18 D 3 15 E 9 23
Dựa trên 4 quy tắc sắp xếp thứ tự thực hiện điều độ 5 công việctrên
- Theo FCFS: A - B - C - D - E - Theo SPT: B - D - A - C - E - Theo EDD: B - A - D - C - E
- Theo LPT: E - C - A - D - B (ngược lại với SPT) 25 Tổng hợp: PhạmThànhAn
Áp dụng quy tắc FCFS lOMoARcPSD| 36991220
Các tiêu chí FCFS h trung TG hoàn thàn nh 13 13.6 20.6 bì15.4 Hiệu suất 36.4 43.1 41.2 27.2 rung Số công việc t 2.32 2.43 3.68 bình2.75 rung Thời gian trễ t 1.81.2 9.6 bình2.2
Tính to án tương tự cho các quy tắc còn lại EDDLPT
→ Nhận xét: Không có một quy tắc nào là tốt nhất trên tất cảcáctiêuchí.
● SPT là kỹ thuật tốt nhất để giảm thiểu luồng công việc trungbìnhtrong hệ thống → hiệu suất tăng.
● FCFS không đạt điểm cao trên hầu hết các tiêu chí. Cólợi thếtạora sự công bằng
với KH, điều này quan trọng trong côngnghiệpdịch vụ.
● EDD giảm thiểu thời gian trễ trung bình, điều này có thểcầnthiết cho những công
việc có mức phạt rất nặng như trễ hàng. 3. Điều độ sản xuất cho 2 máy lOMoARcPSD| 36991220 26 Tổng hợp: PhạmThànhAn Quy tắc Johnson
● Khi N công việc (N từ 2 trở lên) phải đi qua 2 máy hoặcviệc khác nhau theo
cùng một thứ tự. Mỗi trạmlàmviệchiện một công việc tại một thời điểm.
→ Áp dụng quy tắc Johnson
● Quy tắc Johnson: là phương pháp giảm thiểu tổng thời gianđểsắpxếp
mộtnhóm công việc qua 2 trạm làm việc đồng thời giảmthiểutổng thời gian nhàn trong các trạm rỗi làm việc. trạmlàm chỉ thực 1
Tất cả các công việc phải được liệt kê và xác định thời
gianthựchiện từng công việc trên máy. 2
Chọn công việc có TG thực hiện ngắn nhất. Nếu
TGngắnnhấtnằm ở máy 1, công việc sẽ được thực hiện trước.
NếuTGngắnnhất nằm ở máy 2, công việc được thực hiện cuối cùng. 3
Khi công việc đã được điều độ, loại bỏ công việc này rakhỏi tậpcông việc xem xét. 4
Áp dụng bước 2 và 3 cho các công việc còn lại
việc TG thực hiện trên máy 1 TG thực Công hiệntrênmáy2 A 5 2 B 3 6 C 8 4 D 10 7 E 7 12 Theo Johnson
Processing time nhỏ nhất = 2 ứng với công việc A → Công việc A được gia công
cuối cùng. Sắp vào ô cuối cùng, gạchbỏcôngviệc A, xét tiếp các công việc tiếp theo.
Note: Processing time = nhau thì điều độ công việc nào trước cũngđược. Sắp xếp thứ tự công việc lOMoARcPSD| 36991220 27 Tổng hợp: B PhạmThànhAn lOMoAR cPSD| 36991220
Để gia công 5 đơn hàng này, cần thời gian thực hiện trong 35 ngày (Makespan = 35)
Thời gian nhàn rỗi ứng với từng máy (nếu không còn đơn khác) là ● Máy 1: 2 ngày (từ 33-35)
● Máy 2: 4 ngày (từ 0-3) và (9-10)
Bài tập ứng dụng
28 Tổng hợp: PhạmThànhAn lOMoAR cPSD| 36991220 29 Tổng hợp: PhạmThànhAn lOMoAR cPSD| 36991220 TÀI LIỆU THAM KHẢO
Slide bài giảng của cô Huỳnh Thị Phương Lan và cô Nguyễn Thị HoàngMai GOOD THINGS TAKE TIME
Tài liệu liên quan:
-

Chương 2: Cách mạng Kinh tế: Các Thành phần và Tác động trong Quản lý Chuỗi Cung | Môn: Quản lý sản xuất - Trường: Đại học Bách khoa Thành phố Hồ Chí Minh
118 59 -
Đề cương ôn giữa kì QLSX - Đề cương ôn thi giữa kỳ IM1023. 5 chương đầu tiên của chương trình môn học
519 260 -
Báo cáo thực tập tốt nghiệp Kỹ thuật sản xuất bao bì nhựa Sài Gòn
706 353 -

Đề cương ôn tập thi giữa kỳ môn Quản ký sản xuất | Đại học Bách khoa Thành phố Hồ Chí Minh
753 377 -
Đề thi cuối kỳ (mẫu) môn Quản lý sản xuất Đề số 01 | Đại học Bách khoa Thành phố Hồ Chí Minh
1.5 K 742