Sấy hầm bánh phở| BT môn Thiết kế hệ thống sấy các sản phẩm thực phẩm| Trường Đại học Bách Khoa Hà Nội
Sấy là một quá trình công nghệ được sử dụng trong rất nhiêu ngành công nông nghiệp. Trong nông nghiệp sấy là một trong những công đoạn quan trọng sau thu hoạch. Trong công nghiệp như công nghiệp chế biến nông hải - sản, công nghiệp chế biến gỗ, công nghiệp sản xuất vật liệu xây dựng v v... kỹ thuật sấy cũng đóng một vai trò quan trọng trong dây chuyền sản xuất .
Môn: Thiết kế hệ thống sấy các sản phẩm thực phẩm 35 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.4 K tài liệu
Tác giả:













Preview text:
MỤC LỤC Trang
Phần I: Tổng quan về công nghệ sản xuất bánh phở khô 4
I. Đặt vấn đề.................................................................................................. 4
II. Quy trình công nghệ sản xuất bánh phở khô............................................ 4
1. Chuẩn bị dịch bột. 5 2. Quá trình tráng: 6 3. Quá trình sấy. 8
4. Bao gói và bảo quản. 13
Phần II: Phân tích quá trình và lựa chọn phương án sấy 15
I- Phân tích quá trình sấy:........................................................................... 15
1. Giai đoạn sấy tăng tốc. 15
2. Giai đoạn sấy giảm dần. 15
II- Lựa chọn phương án sấy:....................................................................... 17
1. Thiết bị sấy đối lưu. 17
2. Thiết bị sấy tiếp xúc 28
3. Thiết bị sấy bức xạ. 30
Phần 4: Tính toán hệ thống 32
I. Chọn nhiệt độ tác nhân:........................................................................... 32
II. Sơ đồ nguyên lý của hệ thống.................................................................32
III. Tính nhiệt cho hầm sấy..........................................................................32
1. Năng suất sấy và năng suất bốc hơi ẩm. 32
2. Xây dựng quá trình sấy lý thuyết và tính lượng không khí cần thiết:. 33
IV. Xác định kích thước hầm sấy.................................................................34
1. Kích thước phên phơi bánh: 34
V. Tính toán nhiệt cho hầm sấy................................................................... 35
1. Nhiệt lượng có ích để bốc hơi 1kg ẩm: 36
2. Tổn thất nhiệt do 1kg vật liệu sấy mang đi: 36
3. Tổn thất do xe mang đi: 36
4. Tổn thất nhiệt ra môi trường xung quanh. 37 1
5. Tổng tất cả các tổn thất. 42
VI. Tính toán quá trình sấy thực................................................................. 42
1. Xây dựng đồ thị cho quá trình sấy thực. 42
2. Xác định lượng không khí thực tế cần cho quá trính sấy. 44
3. Kiểm tra tốc độ tác nhân chuyển động trong buồng sấy: 45
4. Cân bằng nhiệt và hiệu suất buồng sấy. 45
VI. Tính toán diện tích truyền nhiệt và lượng than cho quá trình sấy:....... 46
1. Tính bề mặt truyền nhiệt. 46
2. Tính lượng than tiêu thụ: 51 3. Diện tích gi lò: 52
VII. Tính toán khí động và chọn quạt gió................................................... 53
1. Quạt và cách chọn quạt. 53 2. Tính chọn quạt. 53 Tài liệu tham khảo 62 2 LỜI NÓI ĐẦU
Sấy là một quá trình công nghệ được sử dụng trong rất nhiêu ngành công
nông nghiệp. Trong nông nghiệp sấy là một trong những công đoạn quan
trọng sau thu hoạch. Trong công nghiệp như công nghiệp chế biến nông hải -
sản, công nghiệp chế biến gỗ, công nghiệp sản xuất vật liệu xây dựng v v... kỹ
thuật sấy cũng đóng một vai trò quan trọng trong dây chuyền sản xuất .
Quá trình sấy không chỉ là quá trình tách hơi nước ra khỏi vật liệu một
cách đơn thuần mà là một quá trình công nghệ. Nó đòi hỏi sau khi sấy vật liệu
phải đảm bảo chất lượng cao, tiêu tốn năng lượng ít và chi phí vận hành thấp.
Chẳng hạn, trong chế biến gỗ, sản xuất vật liệu xây dựng, sản phẩm sau khi
sấy không được nứt nẻ cong vênh. Trong chế biến nông hải sản, sản phẩm sấy
phải bảo đảm duy trì màu sắc, hương vị, các vi lượng. Trong sấy thóc phải
đảm bảo thóc sau khi sấy có tỷ lệ nứt gãy khi xay xát là thấp nhất v.v...
Để thực hiện quá trình sấy người ta sử dụng một hệ thống sấy gồm nhiều
thiết bị như : thiết bị sấy (thùng sấy, buồng sấy , hầm sấy , tháp sấy v.v...) thiết
bị đốt nóng tác nhân sấy (calorifer) hoặc thiết bị lạnh để làm khô tác nhân sấy,
quạt, bơm và một số thiết bị phụ khác như buồng đốt, xyclon v.v...Chúng ta
gọi hệ thống các thiết bị thực hiện một quá trình sấy cụ thể nào đó là một hệ thống sấy.
Kỹ thuật sấy hiện nay đang được ứng dụng rộng rãi ở Việt Nam để phục
vụ sản xuất, nhằm đáp ứng yêu cầu đó, trong phạm vi đồ án tốt nghiệp tác giả
đã được giao nhiệm vụ thiết kế hệ thống sấy hầm để sấy bánh phở, theo
những yêu cầu mà trong đề tài đồ án tốt nghiệp đã có, nội dung như sau :
“Thiết kế hệ thống sấy bánh phở với năng suất G2= 50 kg/h”
1. Tính toán nhiệt hệ thống sấy.
2. Thiết kế chi tiết hầm sấy, calorifer khí khói.
3. Bố trí thiết bị và chọn quạt. 3
Phần I: Tổng quan về công nghệ sản xuất bánh phở khô I. Đặt vấn đề.
Trong một số các mặt hàng xuất khẩu nông sản, bánh đa nem cũng là
một mặt hàng được thế giới ưa thích, đó là một món ăn đặc sản của Việt Nam.
Hiện nay bánh phở chủ yếu được sản xuất ở các hộ gia đình. Việc trang
bị cho người dân các thiết bị sản xuất để tăng năng suất và chất lượng sản
phẩm là công việc rất cần thiết đối với các cán bộ khoa học kỹ thuật, và cũng
là chủ trương chính sách của nhà nước ta.
Bánh phở gồm hai loại là bánh phở khô và bánh phở tươi. Bánh phở tươi
được sử dụng làm phở ngay khi tráng xong. Còn bánh phở khô thì được phơi
khô cắt sau khi tráng và có thể vận chuyển được đến nơi xa, bảo quản được trong thời gian dài ngày.
Quá trình sấy là một công đoạn sản xuất trong dây truyền cơ khí sản xuất
bánh phở khô. Đây là công đoạn cuối để cho ra sản phẩm trước khi đóng gói
để đưa tới tay người tiêu dùng.
II. Quy trình công nghệ sản xuất bánh phở khô.
Quy trình sản xuất bánh phở khô bao gồm các công đoạn sau:
Chuẩn bị dịch bột (gạo→ngâm→xay) → tráng → sấy khô (khô sơ bộ →
cắt sợi → khô lần cuối) → sản phẩm và bao gói.
Trước khi tráng phải chuẩn bị dịch bột đúng với nồng độ và chất lượng.
Các công đoạn được phân tích như sau:
1. Chuẩn bị dịch bột. 1.1 Chuẩn bị gạo:
Bánh phở được sản xuất từ gạo có hàm lượng amiloza cao để bánh sản
xuất ra được dai hơn. Hàm lượng amiloza trong tinh bột gạo phụ thuộc vào
giống lúa. Ví dụ đối với loại gạo hạt dài thì hàm lượng amiloza khoảng 4
21-33%. Đối với gạo hạt ngắn thì khoảng 17 - 19 %. Theo một số nhà nghiên
cứu thì giống lúa hạt dài có độ trắng trong cao hơn thì hàm lượng amiloza trong tinh bột cao hơn.
Các loại gạo được chọn để sản xuất bánh phải được xay xát kỹ, trắng.
Các loại cám, trấu phải được tách hết. 1.2 Ngâm gạo:
Sau khi đã chuẩn bị được gạo, ta đem gạo ngâm vào nước để nước ngấm
vào hạt gạo nhằm mục đích làm giảm các mối liên kết → làm cho hạt nở ra,
để tăng hiệu quả cho giai đoạn xay. 1.3 Xay:
Trong sản xuất bột và tinh bột gạo, muốn giải phóng được tinh bột gạo
thì phải xay ướt. Xay ướt thì bột mới mịn và khi làm bánh mới dai.
Cứ 1kg gạo xay thì cho vào 0,8 lít nước sạch.
Sau khi xay xong, dịch bột gạo được tập cho vào thùng để lắng trong một
đêm. Mục đích của quá trình ngâm và gạn nước trong là vì thành phần của
gạo có một số chất làm giảm độ dai của bánh phở khi tráng như: xenluloza,
protein, đường,... việc tách xenluloza bằng cách xay xát gạo kỹ, còn tách
đường bằng cách ngâm dịch bột và gạn nước trong đi thay bằng nước sạch
mới vì đường đã tan vào nước cũ.
Sau khi ngâm, sáng ngày sau gạn hết nước trong nồi rồi thêm nước mới
vào, điều chỉnh nồng độ bột theo như lượng nước ở trên. Khuấy dịch bột lên
chúng ta được dịch cho quá trình tráng.
2. Quá trình tráng:
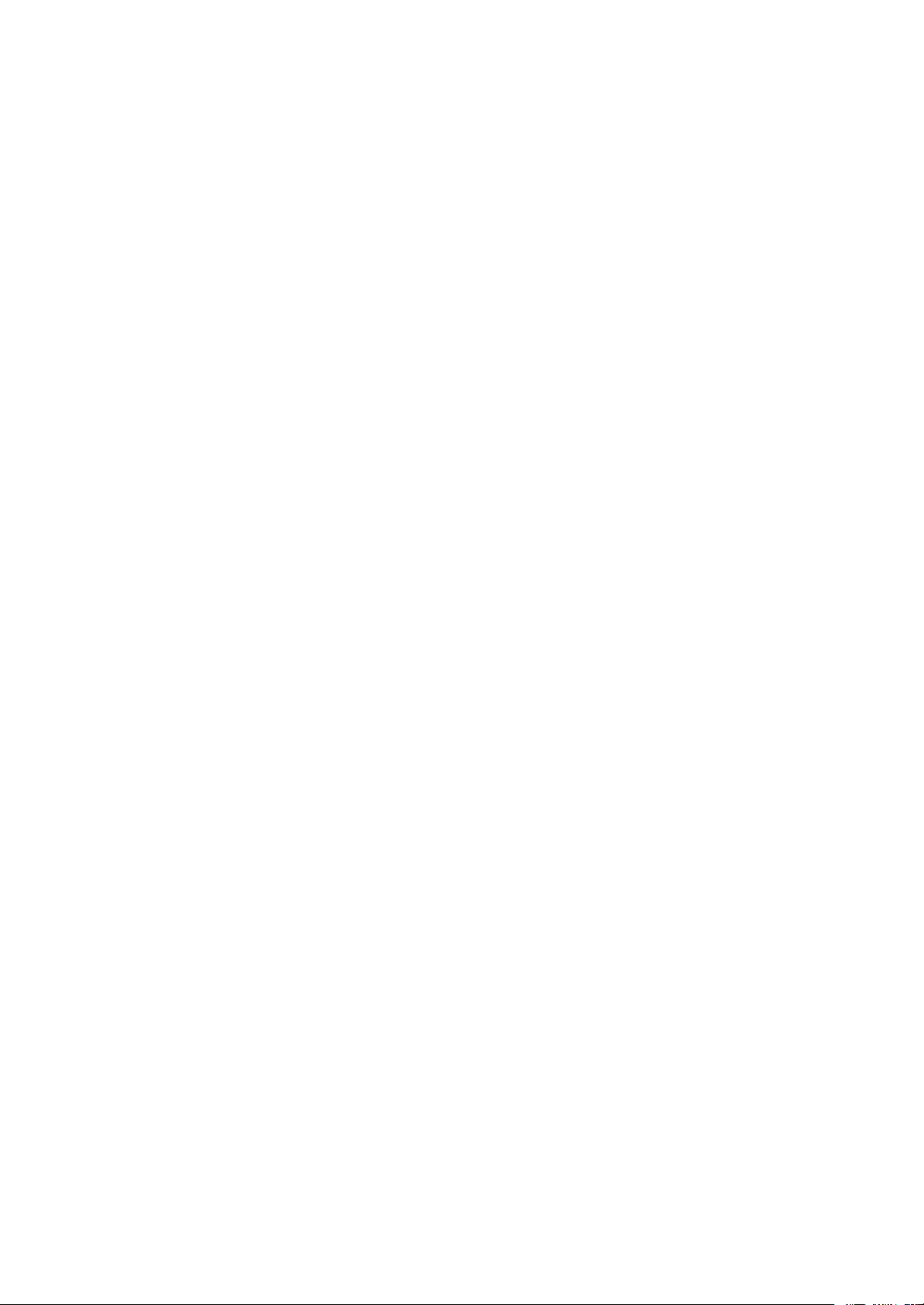
Thiết bị tráng cơ khí: Cấu tạo: 5
1. Thùng cấp dịch bột 6. Con lăn đỡ
2. Thanh điều chỉnh
7. Bộ phận dẫn động 3. Nắp buồng hấp 8. Phên ra bánh 4. Băng tải 9. Lò than 5. Nồi nấu nước 10. Cửa lò than
Hình 1: Máy tráng bánh phở liên tục.
+ Thùng chứa dịch bột (1): bằng nhôm hoặc inox
+ Băng tráng (4): bằng vải mịn, bề mặt băng rộng 600 mm được dệt
thành vòng tròn liền phù hợp với bố trí dài khoảng 9000 mm.
+ Nồi nấu nước sôi (5): bằng thép dày 3 mm
+ Lò than (9): liền với nồi nấu nước sôi cũng bằng thép 3 mm, dài bằng
nồi hơi hoặc xây gạch. Lò có 2 cửa đốt than (do nồi dài 3 m)
+ Con lăn đỡ (6): là ống thép tráng kẽm φ20
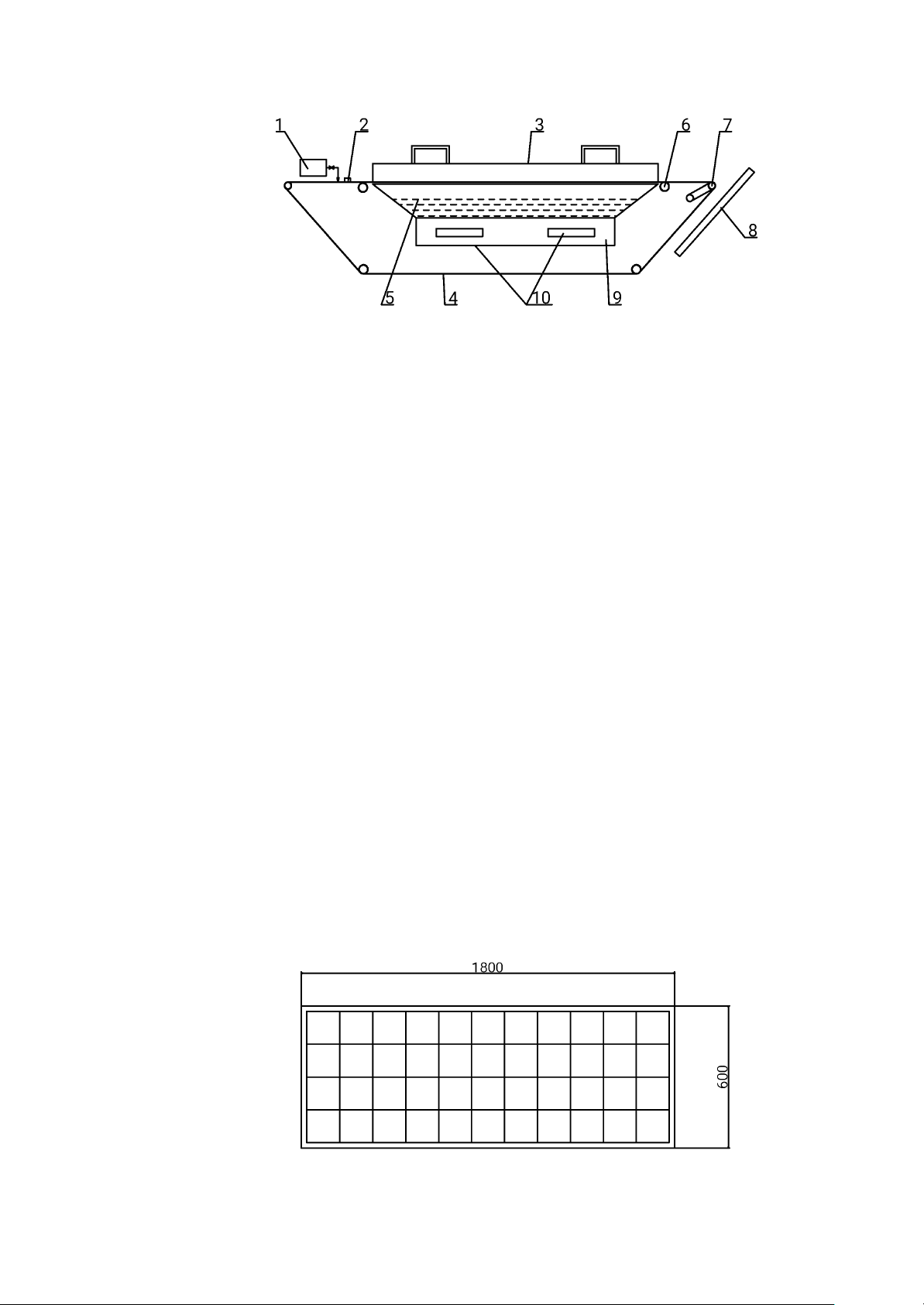
+ Nắp nồi (3): làm bằng tôn hoa + Phên phơi bánh:
Hình 2: Phên phơi bánh phở 6
+ Bộ phận dẫn động (7): có nhiệm vụ quay băng tráng.
Quá trình tráng như sau: dịch bột đã được chuẩn bị được chứa trong nồi
phía dưới có van cho dịch bột xuống. Thanh (2) sẽ điều chỉnh độ dài của bánh
bằng điều chỉnh lượng bột ra băng. Qua vùng hấp, dịch bột sẽ chín, bánh phở
được tách ra các tấm phên để đi phơi, sấy, hoặc vận chuyển đi. Quá trình tráng
cứ tiếp tục như vậy, bột vẫn tiếp tục tráng trên băng và các phên cứ ra bánh
liên tục cho đến khi hết bột.
Bánh phở sản xuất theo phương pháp này có ưu điểm rẻ, năng suất cao.
3. Quá trình sấy.
Trong sản xuất bánh phở khô, sấy khô là công đoạn rất quan trọng. Chế
độ sấy hợp lý quyết định thời gian sấy cũng như hình dáng của sản phẩm, tức
là sản phẩm có đạt yêu cầu về độ thẳng hay không, hay bị cong vênh ảnh
hưởng đến bao gói và chuyên trở.
Đối với sấy khô bánh phở, quá trình sấy được chia làm 3 công đoạn: Sấy
từ bánh phở tươi đến độ ẩm 17 - 20%, sau đó đưa vào máy cắt thành sợi và
sấy đến độ ẩm nhỏ hơn 14% để bao gói và bảo quản.
3.1 Quá trình sấy sơ bộ:
Quá trình sấy sơ bộ là sấy đến độ ẩm khoảng 17 - 20 % để thuận tiện cho
công đoạn cắt thành sợi. Có nhiều loại thiết bị sấy khác nhau, song tuỳ thuộc
vào năng suất và yêu cầu, tính chất vật liệu sấy, kinh phí đầu tư, mức độ tự
động của hệ thống mà ta chọn thiết bị sấy cho phù hợp.
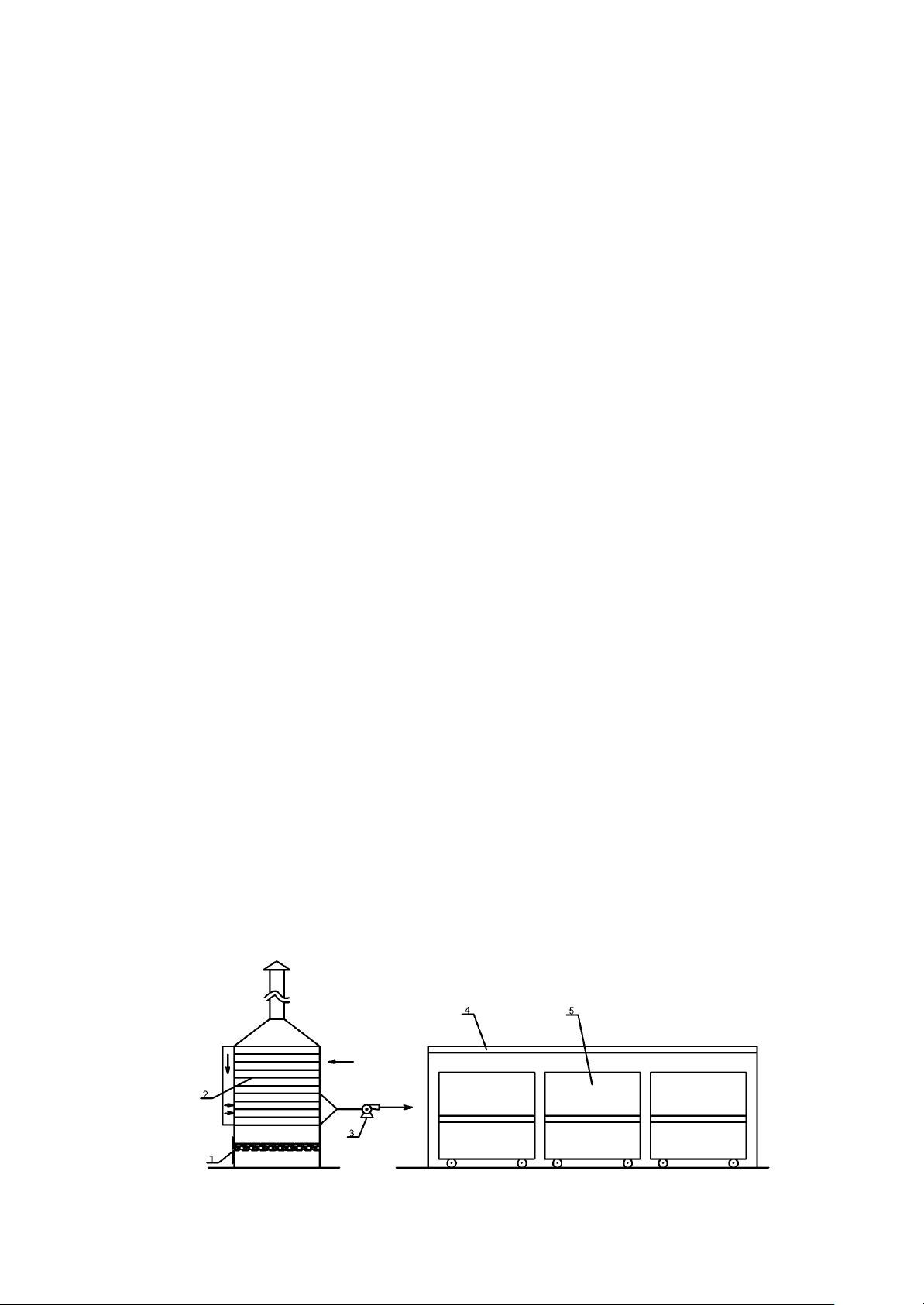
Thiết bị sấy ở đây là thiết bị sấy gián tiếp có cấu tạo như sau: 7
Hình 3: Thiết bị sấy bánh phở. 1. Lò than 4. Hầm sấy
2. Giàn ống sinh nhiệt 5. Xe chở phên bánh 3. Quạt gió
Nguyên lý làm việc của thiết bị này như sau: Đầu tiên đốt lò thanh (cùng
lúc với đốt lò máy tráng). Khi quá trình tráng bắt đầu, bánh được lấy ra trải
trên các phên. Lần lượt xếp các phên lên các xe từ tầng 1 đến tầng 2. Xe nào
đầy thì đẩy vào hầm sấy. Bật quạt thổi gió nóng vào hầm, quá trình sấy được
tiến hành khoảng 1 giờ thì đảo xe 1 lần. Sau thời gian sấy 2 giờ thì đưa toàn
bộ xe ra cho sản phẩm mới vào (để nguyên cả khung bánh cho bánh khô tiếp).
Khi bánh khô bóc đều ra xếp chồng lên nhau để điều hoà ẩm tạo điều kiện
thuận lợi cho công đoạn cắt.
3.2 Quá trình cắt sợi:
Cắt sợi là công đoạn tạo sợi cho bánh phở, khi bánh sấy đạt độ ẩm từ 17 -
20% được đưa qua thiết bị cắt để cắt các tấm thành sợi có chiều rộng từ 4 - 6 mm.
3.3. Quá trình sấy khô lần cuối.
Mục đích của sấy khô lần cuối là sấy cho bánh phở đạt độ ẩm bảo quản không bị mốc (≤ 14%).
3.2.1 Sấy khô bằng thiết bị sấy:
Thiết bị sấy tương tự như thiết bị sấy sơ bộ, nhưng để phù hợp với vật
liệu này thì trên khung xe sấy làm thêm các móc tròn. Quá trình vận hành
thiết bị sấy hoàn toàn như sấy sơ bộ. Bánh phở sau khi được cắt thành sợi
hoặc tạo thành nắm, người ta vắt sợi bánh lên các cây sào tre dài bằng xe sấy
(không nên xếp dày quá sẽ lâu khô, nếu thưa quá làm giảm năng suất) và sau
khi bánh phở đầy lần lượt đặt các sào bánh lên các móc tròn trên xe theo thứ
tự từ bên này sang bên kia. Khi xếp đầy theo phương ngang (khoảng cách
giữa các sào bánh khoảng 150mm) và tiếp tục xếp lên tầng thứ 2, thứ 3 cho 8
đến khi xếp đầy xe sấy. Khi xe sấy đã được xếp đầy, đẩy xe vào hầm sấy và
sấy cho đến khô thì đưa ra.
Đối với bánh phở nắm, người ta xếp các nắm lên các thanh tre hoặc nứa
và gác lên xe sấy. Trường hợp này trên xe gia cố thêm khung để đỡ khay.
Khoảng cách các tầng sấy bánh phở nắm từ 120 - 150 mm và bánh phở nắm
xếp lên khay thiết kế sao cho vừa khung và hầm sấy, tránh có khoảng cách
trống trong hầm làm cho gió phân bố không đều ảnh hưởng đến độ khô của sản phẩm sau này.
Theo phương pháp này, sản phẩm sau khi sấy giòn nên bánh sau khi ra
khỏi hầm sấy cần để nguội rồi mới lấy bánh ra khỏi các sào sấy.
3.2.2 Sấy khô bằng phòng điều hoà ẩm:
Với những cơ sở sản xuất ở quy mô trung bình hoặc khá lớn thường dùng
phòng điều hoà để làm khô bánh phở ở giai đoạn cuối. Phương pháp này còn
gọi là sấy ở nhiệt độ thấp. Vậy sấy ở nhiệt độ thấp xảy ra như thế nào? Tại sao
không sấy ở nhiệt độ cao mà lại sấy ở nhiệt độ thấp?
Chúng ta biết rằng quá trình sấy là quá trình làm bay hơi ẩm khỏi vật
liệu. Ẩm bay hơi khỏi vật liệu là nhờ có chênh lệch ẩm giữa vật liệu và không
khí xung quanh, chênh lệch này càng cao thì khả năng thoát ẩm càng nhanh
và quá trính xảy ra càng nhanh và ngược lại chênh lệch này càng ít thì khả
năng bay hơi ẩm của vật liệu càng chậm và quá trình sấy càng lâu. Trường
hợp ẩm của vật liệu cân bằng với không khí thì không có quá trình bay hơi
nghĩa là không có quá trình sấy xảy ra.
Để tạo nên chênh lệch ẩm có hai phương pháp:
- Phương pháp tăng nhiệt độ: khi nhiệt độ tăng thì độ ẩm tương đối của
không khí giảm dần đến chênh lệch ẩm của vật liệu và không khí tăng.
Phương pháp này phù hợp sấy các loại vật liệu chịu được nhiệt sấy cao.
- Phương pháp giảm nhiệt độ: khi nhiệt độ không khí giảm thì độ bão hoà
của không khí giảm và độ ẩm tương đối của không khí do đó cũng giảm theo 9
dẫn đến chênh lệch ẩm của vật liệu và không khí tăng. phương pháp này thích
hợp cho sấy những loại vật liệu thích hợp ở nhiệt độ thấp.
Từ những phân tích trên ta thấy rằng với sản phẩm bánh phở thì sấy khô
ở nhiệt độ thấp cũng là một phương pháp thích hợp.
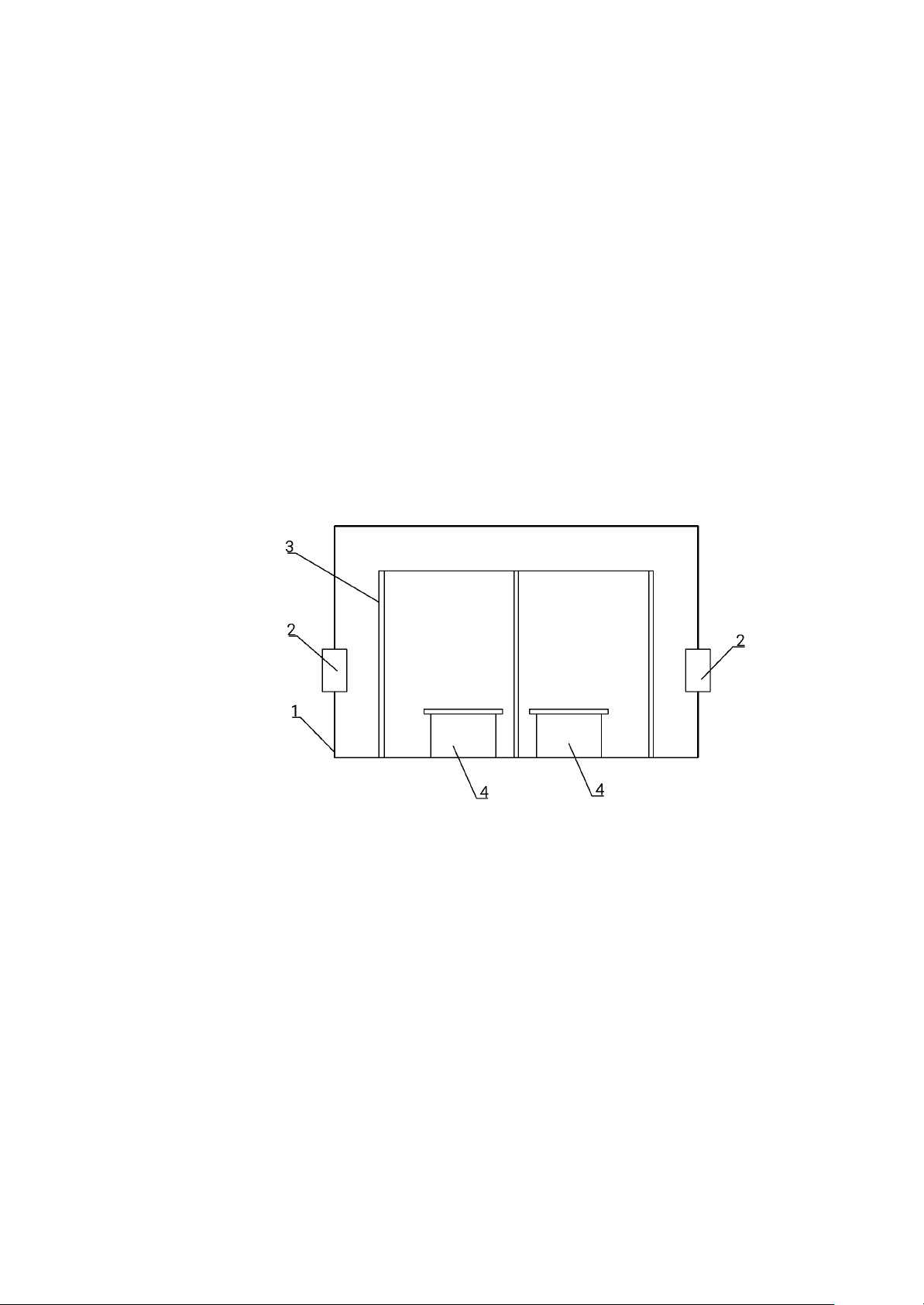
Thiết bị của phương pháp này gồm :
+ Một phòng kín đặt máy điều hoà hoặc máy tách ẩm: mục đích là tách
nước của không khí làm cho độ ẩm của không khí giảm không khí sẽ khô
hơn. Kích thước của phòng phụ thuộc vào năng xuất của bánh phở cần làm khô.
+ Các giá để treo các sào bánh và đặt các khay bánh phở nắm.
+ Một bàn để bao gói sản phẩm. 1. Phòng điều hoà 3. Giá đỡ 2. Điều hoà (tách ẩm) 4. Bàn thao tác
Hình 4: phòng điều hoà ẩm.
Bánh sau khi được cắt thành sợi và tạo nắm được đưa vào treo và xếp
trong phòng điều hoà. Nhiệt độ phòng khoảng 150C. Bánh sấy trong phòng
cho đến khi đạt độ khô.
Phương pháp sấy này bánh khi khô ít giòn hơn, quá trình sấy chủ động
hơn và ta có thể điều chỉnh được nhiệt độ và độ ẩm theo ý muốn. Một điều
không kém phần quan trọng là phương pháp sấy có phòng điều hoà tiết kiệm
được diện tích sử dụng rất nhiều. 10
4. Bao gói và bảo quản.
Bánh phở khô là loại sản phẩm hút ẩm không nhiều so với bánh đa nem
hoặc giấy tinh bột gói kẹo do đó việc bảo quản không quá phức tạp.
Bánh phở sau khi được sấy khô xong được đóng gói ngay. Trọng lượng
mỗi gói khoảng 0,5kg, 1kg tuỳ theo yêu cầu của người tiêu dùng. Đối với
bánh phở nắm có thể xâu thành chuỗi để tiện đưa đi không bị dập gãy.
Lượng bánh phở chưa kịp đóng gói có thể cho vào túi nilon lớn buộc kín sau sử dụng dần.
Bánh phở khô có ưu điểm là có thể vận chuyển đi xa mà không sợ hỏng,
nhu cầu tiêu dùng của nhân dân là nhiều, khả năng sản xuất lớn, kỹ thuật sản
xuất không phức tạp và ở đâu cũng có thể làm được.
Trên đây là toàn bộ các công đoạn của quy trình công nghệ sản xuất bánh
phở khô nước ta hiện nay. Tuỳ theo điều kiện kinh tế ở mỗi nơi mỗi khác và
khả năng tiêu thụ mà người sản xuất có thể tổ chức sản xuất ở quy mô và
trang bị như thế nào cho phù hợp. 11
Phần II: Phân tích quá trình và lựa chọn phương án sấy
I- Phân tích quá trình sấy:
Khi sấy thì lượng ẩm trong sản phẩm sấy bay hơi và giảm dần theo thời
gian, do đó tốc độ sấy cũng biến đổi theo thời gian và nó biến đổi theo độ ẩm
của sản phẩm sấy, qua quá trình nghiên cứu người ta thấy quá trình sấy của
sản phẩm ướt đến độ ẩm cân bằng gồm ba giai đoạn chính.
1. Giai đoạn đốt nóng vật.
Giai đoạn này bắt đầu từ khi đưa vật liệu sấy vào thiết bị sấy tiếp xúc với
tác nhân sấy cho tới khi nhiệt độ vật đạt đến bằng nhiệt độ nhiệt kế ướt ( tư ).
Trong quá trình này toàn bộ vật liệu sấy được gia nhiệt, ẩm lỏng trong vật
cũng được gia nhiệt cho tới khi đạt đến nhiẹt độ sôi tương ứng với phân áp
suất hơi nước trong môi trường không khí của thiết bị sấy. Do bị làm nóng
nên độ ẩm của vật có giảm chút ít do bay hơi ẩm còn nhiệt độ của vật thì tăng
dần từ nhiệt độ ban đầu cho đến khi bằng nhiệt độ nhiệt kế ướt. Tuy vậy sự
tăng nhiệt độ trong quá trình này xảy ra không đồng đều ở phần ngoài và phần
trong vật. Vùng trong vật đạt tới tư chậm hơn. Đối với vật dễ sấy thì giai đoạn
làm nóng xảy ra rất nhanh.
2. Giai đoạn sấy giảm dần.
Kết thúc quá trình gia nhiệt, nhiệt độ vật bằng nhiệt độ nhiệt kế ướt. Tiếp
tục cung cấp nhiệt, ẩm trong vật sẽ hoá hơi còn nhiệt độ của vật giữ không đổi
nên nhiệt lượng cung cấp chỉ để hoá hơi nước, ẩm sẽ hoá hơi ở lớp vật liệu sát
bề mặt vật, ẩm lỏng bên trong vật sẽ truyền ra ngoài bề mặt vật để hoá hơi.
Do nhiệt độ TNS không đổi, nhiệt độ vật cũng không đổi nên chênh lệch nhiệt
độ giữa vật và môi trường cũng không đổi. Do vậy tốc độ bay hơi ẩm của vật
cũng không đổi. Điều này làm tốc độ giảm của độ chứa ẩm của vật theo thời
gian không đổi, có nghĩa là tốc độ sấy không đổi: ∂𝑢 = 𝑐𝑜𝑛𝑠𝑡 ∂τ 12
Trong giai đoạn tốc độ sấy không đổi, biến thiên của độ chứa ẩm theo
thời gian là tuyến tính, ẩm được thoát ra trong giai đoạn này là ẩm tự do. Khi
độ ẩm của vật đạt đến trị số giới hạn uk = ucbmax thì giai đoạn sấy tốc độ không
đổi chấm dứt. Đồng thời cũng là chấm dứt giai đoạn thoát ẩm tự do chuyển
sang giai đoạn sấy tốc độ giảm dần.
3. Giai đoạn sấy tốc độ giảm dần.
Kết thúc giai đoạn sấy tốc độ không đổi, ẩm tự do đã bay hơi hết, còn lại
trong vật là ẩm liên kết. Năng lượng để bay hơi ẩm liên kết lớn hơn so với ẩm
tự do và càng tăng lên khi độ ẩm của vật càng nhỏ (ẩm liên kết càng chặt). Do
vậy tốc độ bay hơi ẩm trong giai đoạn này nhỏ hơn giai đoạn sấy tốc độ
không đổi có nghĩa là tốc độ sấy trng giai đoạn này nhỏ hơn và càng giảm đi
theo thời gian sấy. Quá trình sấy càng tiếp diễn, độ ẩm của vật càng giảm, tốc
độ sấy cũng giảm cho đến khi độ ẩm của vật giảm đến bằng độ ẩm cân bằng
ứng với điều kiện môi trường trong thiết bị sấy thì quá trình thoát ẩm của vật
ngừng lại, có nghĩa là tốc độ sấy bằng không ( ∂𝑢 = ) 0 . Trong giai đoạn này ∂τ
nhiệt độ vật tăng lớn hơn nhiệt độ nhiệt kế ướt. Nhiệt độ ở các lớp bên ngoài
bề mặt tăng nhanh hơn còn càng sâu vào bên trong vật nhiệt độ tăng chậm do
đó hình thành gradien nhiệt độ trong vật sấy. Khi độ ẩm của vật đã đạt đến độ
ẩm cân bằng thì lúc này giữa vật sấy và môi trường có sự cân bằng nhiệt và
ẩm. Có nghĩa là không có sự trao đổi nhiệt và chất giữa vật và môi trường (
nhiệt độ vật bằng nhiệt độ môi trường, còn độ ẩm của vật là độ ẩm cân bằng ).
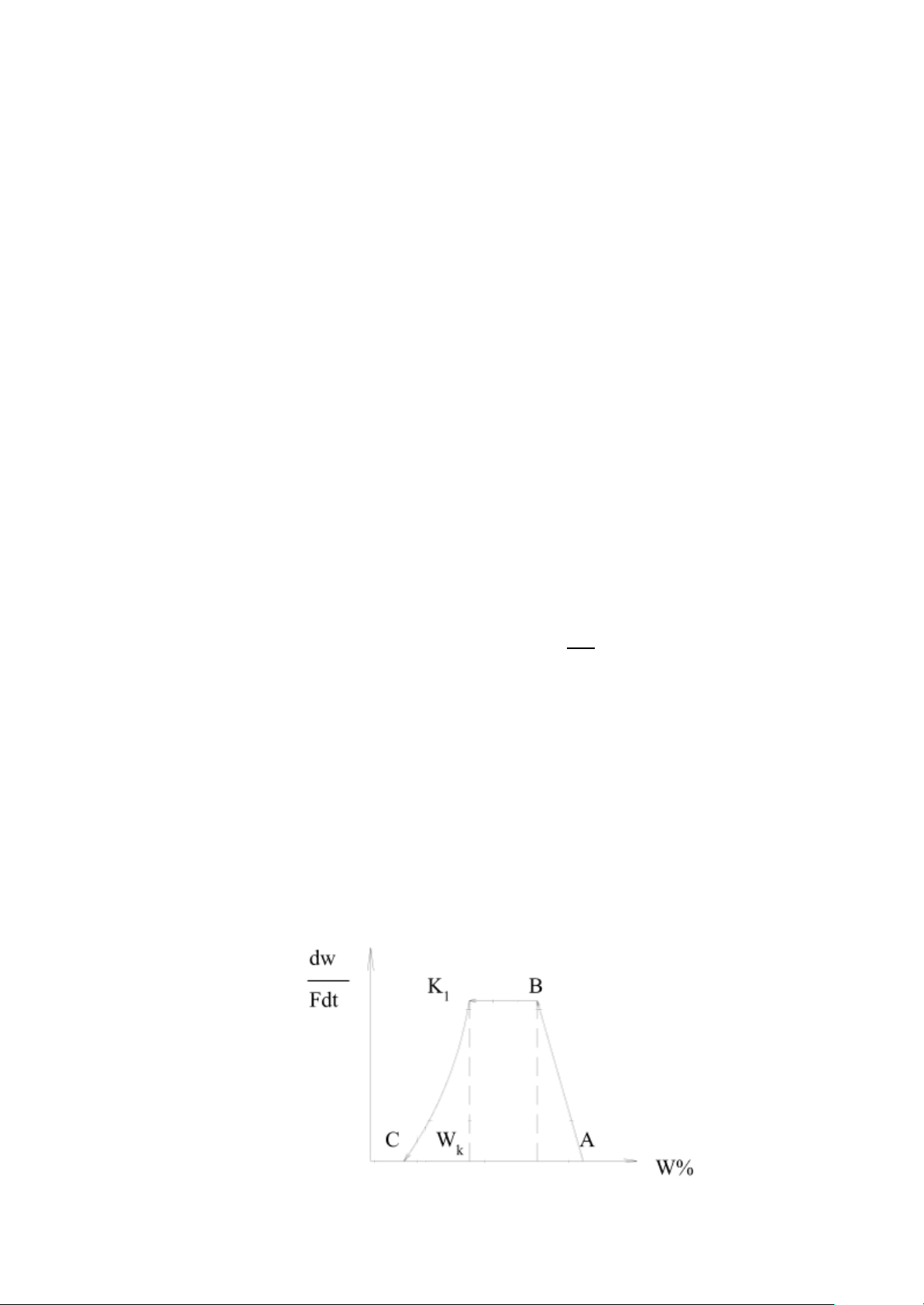
Đường cong vận tốc sấy được mô tả như sau: 13
Hình 8: Đường cong vận tốc sấy -
Đoạn AB: giai đoạn đốt nóng sản phẩm sấy, nhiệt độ sản phẩm sấy
tăng nhanh đến nhiệt độ tác nhân sấy, độ ẩm sản phẩm thay đổi
không đáng kể, vận tốc sấy tăng nhanh đến giá trị cực đại. -
Đoạn BK1: giai đoạn vận tốc sấy không đổi, độ ẩm sản phẩm sấy
giảm nhanh, nhiệt độ sản phẩm sấy không đổi. Giai đoạn này chỉ
bốc hơi ở bề mặt sản phẩm sấy. -
Đoạn K1C: giai đoạn vận tốc sấy giảm dần, nhiệt độ của sản phẩm
sấy tăng lên dần, độ ẩm của vật liệu tăng lên dần đến cân bằng và
khi nó bằng giá trị độ ẩm cân bằng thì nhiệt độ của sản phẩm sấy
bằng nhiệt độ của tác nhân sấy,
II- Lựa chọn phương án sấy:
I. Sơ lược về các thiết bị sấy:
1. Thiết bị sấy đối lưu.
Trong các thiết bị sấy đối lưu năng lượng vật liệu sấy nhận được bằng
phương pháp truyền nhiệt đối lưu, do đó tác nhân sấy đồng thời là chất tải
nhiệt để cung cấp năng lượng cho vật liệu sấy và mang ẩm thoát từ vật sấy
thải vào môi trường. Tác nhân sấy trong thiết bị sấy đối lưu thường là không khí nóng hoặc khói lò.
Thiết bị sấy đối lưu có thể có các dạng sau:
a) Thiết bị sấy buồng.
Thiết bị sấy buồng thường để sấy các vật liệu dạng cục, hạt với một năng
suất không lớn lắm. Thiết bị sấy buồng thường là thiết bị sấy làm việc theo
chu kỳ. Buồng sấy có thể làm bằng thép tấp hai lớp giữa có lớp cách nhiệt
hoặc đơn giản xây bằng ghạch đỏ có cách nhiệt hoặc không. Dung lượng của
buồng sấy có thể từ mấy dm3 đến mấy m3. Thiết bị sấy buồng thường là
không khí nóng hoặc khói lò. Không khí được đốt nóng nhờ calorifer điện
hoặc calorifer khí - khói. Calorifer được đặt phía dưới các thiết bị đỡ vật liệu 14
hoặc hai bên sườn buồng sấy. Trong thiết bị sấy buồng ta có thể tổ chức cho
tác nhân sấy lưu động tự nhiên (không có quạt) hoặc cưỡng bức nhờ một hệ
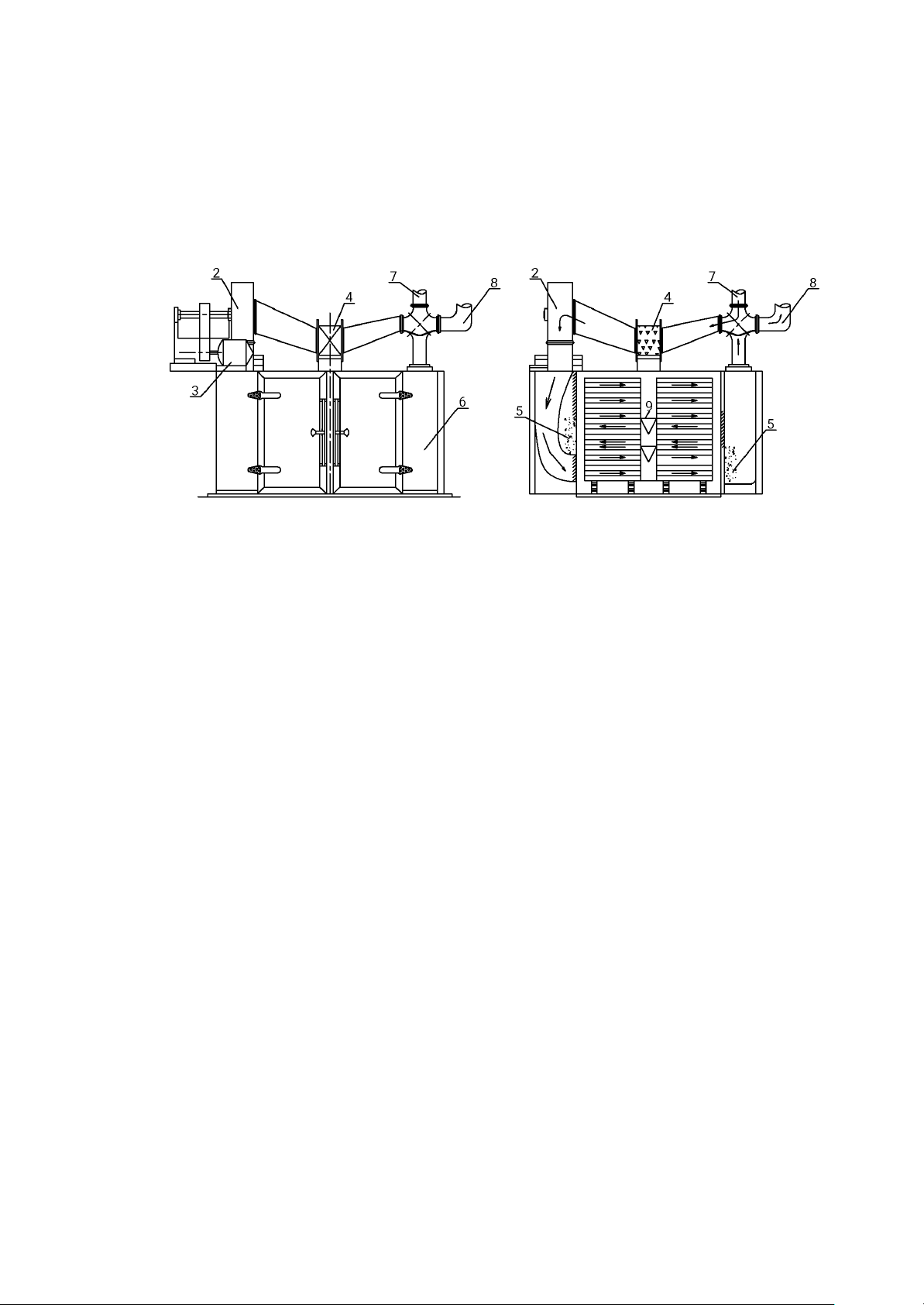
thống quạt gió. Kết cấu của thiết bị sấy buồng đối lưu cưỡng bức có đốt nóng
trung gian có thể có dạng như hình vẽ sau:
1. Xe goòng chứa vật liệu 2. Quạt li tâm 3. Động cơ kéo quạt 4, 5. calorifer 6. Cửa buồng sấy 7. ống dẫn không khí 8. ống thải tác nhân 9. vách ngăn
Hình 5: Thiết bị sấy buồng có đốt nóng trung gian.
Khi thiết kế thiết bị sấy buồng với các tác nhân sấy đối lưu tự nhiên
chúng ta cần bố trí các thiết bị phụ như giá đỡ, khay... sao cho tác nhân sấy có
thể và dễ dàng đi qua vật liệu sấy để truyền nhiệt và nhận ẩm thải ra ngoài. Vì
vậy, mật độ vật liệu sấy trên khay, khe hở giữa thành khay với tường thiết bị
sấy, kích thước và vị trí lỗ thoát ẩm có một ý nghĩa đặc biệt trong thiết bị sấy
buồng. Khe hở giữa thành khay và tường thiết bị sấy nên bố trí để cho thao
tác dễ dàng, thường lấy bằng δ = 50 ÷ 100 mm. Mật độ vật liệu sấy trên khay
cũng có một ý nghĩa đặc biệt. Nếu vật liệu sấy có mật độ quá lớn tác nhân sấy
khó lưu chuyển dẫn đến thời gian sấy dài và vật liệu khô không đều, do đó
chất lượng và năng suất thiết bị có thể giảm. Ngược lại, nếu mật độ vật liệu
sấy trên khay quá bé thì điều kiện truyền nhiệt truyền chất được tăng cường 15
thời gian sấy sẽ giảm, chất lượng sấy sản phẩm cao nhưng năng suất thiết bị
không lớn. Vì vậy, mật độ vật liệu sấy trên khay có một giá trị tối ưu. Giá trị
tối ưu này phụ thuộc vào từng loại vật liệu sấy và thường được xác định theo
thực nghiệm. Đối với vật liệu sấy là thực phẩm có dạng cục và hạt mật độ vật
liệu sấy trên khay nằm trong khoảng 2 ÷ 5 kg/m2.
Về phần kết cấu, phần trên của thiết bị sấy buồng nên bố trí theo dạng
chóp, đỉnh chóp là lỗ thoát ẩm. Kích thước của lỗ thoát ẩm cần cân xứng với
thiết bị và có cơ cấu điều chỉnh lượng tác nhân thoát ra ngoài bằng van con
bướm. Theo kinh nghiệm, đối với thiết bị sấy buồng đối lưu tự nhiên hoạt
động gián đoạn giai đoạn đốt nóng vật liệu sấy kéo dài và tiêu tốn nhiều nhiệt
lượng. Để giảm thời gian đốt nóng và tiết kiệm năng lượng cần hạn chế lượng
tác nhân thải ra ngoài. Lượng tác nhân thải ra ngoài môi trường ở giai đoạn
đốt nóng vật liệu sấy trong thiết bị sấy buồng đối lưu tự nhiên về mặt lý luận
cũng như thực tiễn cho thấy một giá trị tối ưu. Giá trị này xác định bằng thực nghiệm.
● Ưu điểm của thiết bị sấy buồng là có kết cấu đơn giản, dễ vận
hành, không yêu cầu lớn mặt bằng.
● Nhược điểm của thiết bị sấy buồng là năng suất thấp, khó tự động
hoá, vốn đầu tư không đáng kể.
Vì vậy, thiết bị sấy buồng thích hợp nhất với các xí nghiệp nhỏ, lao động
thủ công là chính, chưa có điều kiện kinh phí để xây dựng các thiết bị sấy có
năng suất cao dễ cơ giới hoá.
b) Thiết bị sấy hầm.
Thiết bị sấy hầm là một trong những thiết bị sấy đối lưu được dùng phổ
biến trong công nghiệp. Nó cũng được dùng để sấy các vật liệu dạng cục,
hạt... với năng suất cao và có thể dễ dàng cơ giới hoá. Khác với các thiết bị
buồng là sấy từng mẻ, trong thiết bị sấy hầm vật liệu sấy được đưa vào và lấy ra gần như liên tục. 16
Hầm sấy thường dài từ 10 ÷ 15 m hoặc lớn hơn. Chiều cao và chiều dài
hầm phụ thuộc vào xe goòng và khay tải vật liệu sấy. Đối với điều kiện Việt
Nam chiều cao hầm sấy vào khoảng 1200 ÷ 1600 mm và chiều rộng hầm từ
1200 ÷ 1400 mm. Hầm sấy thường được xây bằng gạch đỏ có cách nhiệt hoặc
không. Trần hầm sấy làm bằng bêtông cách nhiệt. Khi xây dựng hầm sấy
chúng ta chú ý đến vấn đề xử lý nền hầm sấy. Theo kinh nghiệm tổn thất nhiệt
qua nền đối với điều kiện Việt Nam là rất lớn và phụ thuộc nhiều vào điều
kiện địa chất nơi xây dựng như: độ ẩm của đất, phía dưới có nước ngầm hay
không ... có thể lấy tổn thất qua nền vào khoảng qN =10 ÷ 15 W/m2.
Thiết bị chuyền tải vật liệu sấy trong thiết bị sấy hầm thường là xe goòng
hoặc băng tải. Xe goòng dùng trong thiết bị sấy hầm ở Việt Nam chưa được
tiêu chẩn hoá. Hiện nay thường dùng xe goòng cao từ 1100 ÷ 1500 mm, dài
và rộng từ 500 ÷ 1000 mm. Trên xe bố trí từ 10 ÷ 15 khay tải vật liệu với diện
tích mỗi khay trên dưới 1 m2. Cũng như trong thiết bị sấy buồng mật độ vật
liệu sấy trên khay ở đây cũng phụ thuộc vào từng loại vật liệu và cũng bố trí từ 2 ÷ 5 kg/m2.
Khe hở giữa hai thanh ngoài của các khay với hai tường bên, giữa đỉnh
và trần hầm sấy phải đảm bảo cho xe goòng dịch chuyển dễ dàng nhưng
không quá lớn, theo kinh nghiệm các khe hở này lấy trong khoảng từ 50 ÷ 100 mm.
Trong thiết bị sấy hầm tác nhân sấy chủ yếu là không khí nóng. Calorifer
để gia nhiệt cho không khí trong thiết bị sấy hầm thường dùng là calorifer khí
- khói hoặc calorifer khí - hơi, tuỳ nguồn năng lượng là hơi nước hay khói lò 17
của cơ sở sản xuất. Calorifer thường được bố trí trên nóc hầm sấy, do đó có
hai cách đưa tác nhân sấy vào hầm từ trên trần xuống hoặc đưa vào từ hai bên
hầm sấy. Cách thứ nhất có kết cấu gọn nhẹ nhưng theo kinh nghiệm sự phân
bố tác nhân sấy trong hầm đặc biệt là ở giai đoạn đầu của hầm sấy không đều.
Điều đó có ảnh hưởng đến chất lượng và năng suất của sản phẩm sấy. Cách
thứ hai khắc phục được nhược điểm của cách thứ nhất nhưng kết cấu phức tạp
hơn và yêu cầu mặt bằng lớn hơn để bố trí hai ống dẫn và cửa phân phối tác nhân sấy.
Để tiết kiệm năng lượng và nhiều khi còn do yêu cầu công nghệ sản
phẩm sấy phải được sấy dịu để chống nứt nẻ, trong thiết bị sấy hầm người ta
còn dùng tái tuần hoàn. Vấn đề tái tuần hoàn là vấn đề của kinh tế - kỹ thuật.
Khi thiết kế phải cân nhắc, tính toán lượng nhiên liệu tiết kiệm được với vốn
đầu tư và vật liệu tăng lên để thực hiện tái tuần hoàn.
Vấn đề thải ẩm trong thiết bị sấy hầm không có gì đặc biệt. Nó thực hiện
nhờ một ống thoát ẩm lấy từ trên nóc hầm sấy, ở phần cuối dẫn ra ngoài nhờ quạt thải ẩm.
Xe goòng tải vật liệu trong hầm sấy có thể bố trí từ 10 ÷ 15 xe hoặc
nhiều hơn và hệ thống xe goòng này dịch chuyển theo chiều dài hầm sấy có
thể thực hiện bằng thủ công hoặc cơ giới hoá nhờ tời đẩy hoặc tời kéo. Tời
trong thiết bị sấy hầm là một hệ thống cơ giới gồm một động cơ, một hộp
giảm tốc và một cơ cấu đẩy hoặc kéo. Tời đẩy hoặc kéo dùng trong các thiết
bị sấy hầm ở Việt Nam cũng chưa được chuẩn hoá. Thông thường, chúng ta
phải tự thiết kế hoặc chọn hệ thống tời đẩy hoặc kéo tuỳ thuộc vào khối lượng
xe goòng, khay, vật liệu sấy và tổng các ma sát có thể có của hệ thống.
c) Thiết bị sấy tháp.
Thiết bị sấy tháp là thiết bị sấy chuyên dụng để sấy các loại hạt như thóc,
ngô, đậu... có độ ẩm ban đầu không lớn lắm (ω = 20 ÷ 30 ) % vật liệu sấy 1
có thể tự dịch chuyển dễ dàng từ trên đỉnh tháp xuống dưới nhờ chính trọng 18
lượng của nó. Đôi khi trong thiết bị sấy tháp người ta còn đặt các kết cấu cơ
khí thêm để làm chậm hoặc tăng cường tốc độ dịch chuyển của khối hạt. Sản
phẩm sấy trong thiết bị sấy tháp có thể lấy ra liên tục hoặc định kỳ.
Đặc điểm của thiết bị sấy tháp khác với các thiết bị sấy buồng, hầm là
các kênh gió nóng và các kênh thải ẩm được bố trí xen kẽ ngay trong khối vật
liệu sấy. Tác nhân sấy từ kênh dẫn gió nóng luồn lách qua lớp vật liệu sấy để
thực hiện quá trình sấy rồi nhận thêm ẩm đi vào kênh thải ra ngoài. Trong
thiết bị sấy tháp nhiệt lượng vật liệu sấy nhận được gồm hai thành phần: thành
phần đối lưu giữa tác nhân sấy nhận được gồm hai thành phần: thành phần đối
lưu giữa tác nhân sấy với khối hạt và thành phần dẫn nhiệt giữa bề mặt các
kênh gió nóng, kênh thải ẩm với chính lượng vật liệu ẩm nằm trên đó.
Để tăng năng suất thiết bị ngoài phương pháp mở rộng dung lượng tháp,
ở một mức độ đáng kể người ta còn tìm cách tăng tốc độ tác nhân chuyển
động qua lớp hạt, tốc độ này có thể từ 0,2 ÷ 0,3 m/s đến 0,6 ÷ 0,7 m/s hoặc
lớn hơn. Tuy nhiên, tốc độ tác nhân khi ra khỏi ống góp kênh thải ẩm theo
kinh nghiệm không nên vượt quá 6 m/s để tránh hạt bị cuốn theo tác nhân đi
vào hệ thống thải ẩm và đọng lại trong các đoạn ống dẫn đến quạt thải.
Hệ số truyền nhiệt giữa tác nhân và lớp hạt có thể xác định theo công
thưcs kinh nghiệm của V.N. Timôphêev [10] ● Khi Re = 20 ÷ 200 thì Nu = 0.106.Re ● Khi Re > 200 thì Nu = 0,610.Re0,67
Kết cấu và cách bố trí các kênh dẫn và kênh thải ẩm có một ý nghĩa đặc
biệt nó ảnh hưởng đến sự dịch chuyển của lớp hạt và độ sấy đồng đều của sản
phẩm. Nói cách khác nó góp phần tăng năng suất thiết bị và nâng cao chất
lượng sản phẩm sấy. Kết cấu và cách bố trí các kênh dẫn và thải tác nhân có
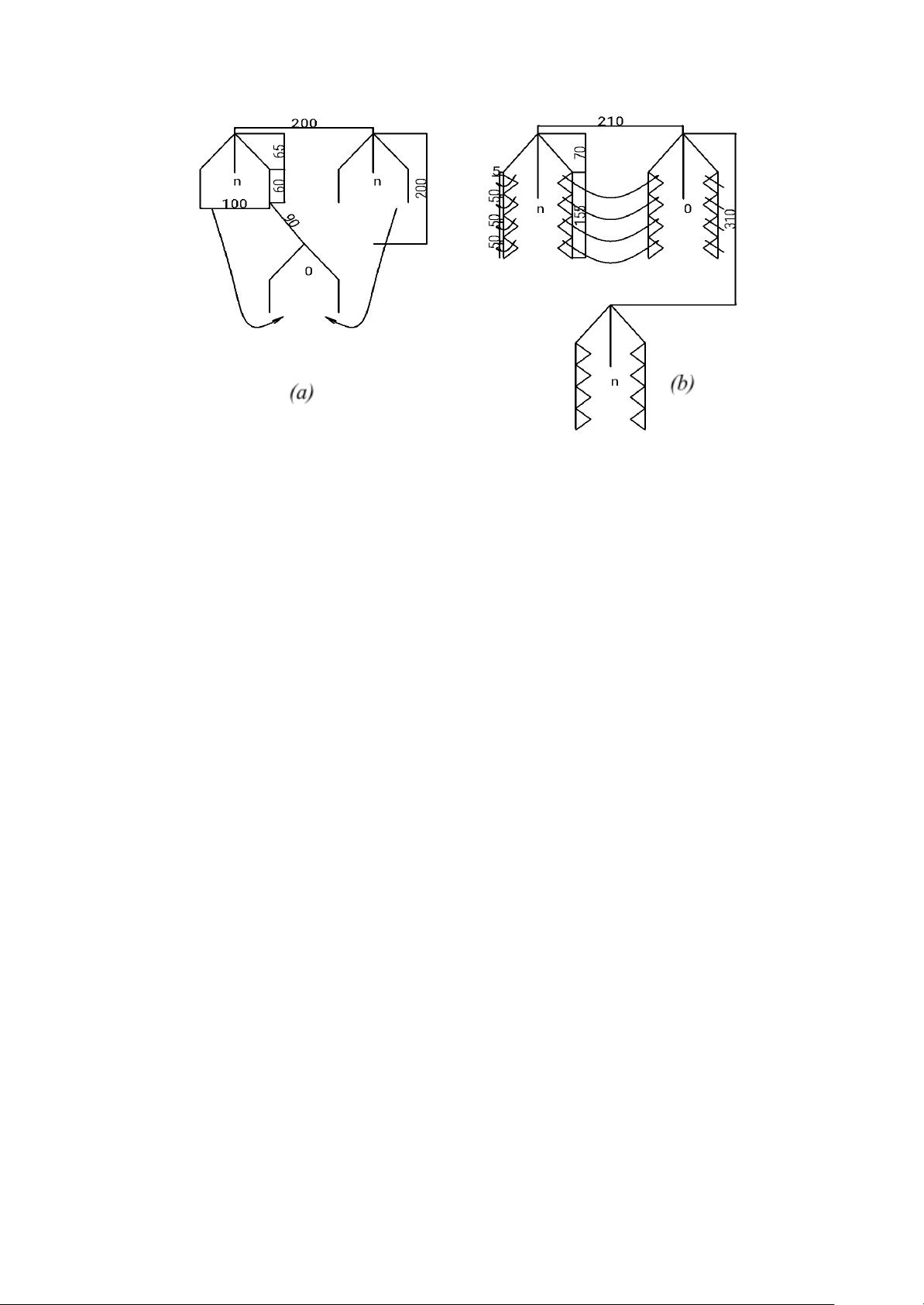
thể thực hiện theo sơ đồ trang sau: 19
Hình 6: Sơ đồ bố trí kênh dẫn và thải
(a) Kênh dẫn và thải đơn
(b) Kênh dẫn và thải nhiều
Theo kinh nghiệm khoảng cách tối thiểu giữa hai kênh để cho vật liệu
sấy chuyển động phụ thuộc vào từng loại vật liệu và có thể từ 10 ÷ 100 mm hoặc lớn hơn. d,
Thiết bị sấy thùng quay
Thiết bị sấy thùng quay cũng là một thiết bị sấy chuyên dùng để sấy vật
liệu dạng hạt hoặc bột nhão, cục nhưng có thể có độ ẩm ban đầu lớn, và khó
tự dịch chuyển nếu dùng thiết bị sấy tháp. Phần chính của thiết bị sấy thùng
quay là một trụ tròn đặt nằm nghiêng so với mặt phẳng ngang một góc nào đó
cố định hoặc biến đổi. Thông thường, góc nghiêng đó nằm trong khoảng 1/15
÷ 1/50. Trong thùng quay tuỳ theo tính chất của vật liệu sấy, người ta có thể
đặt các cánh xáo trộn, vách ngăn để tăng cường quá trình sấy.
Hình dạng và cách bố trí cac vách ngăn có thể bố trí theo sơ đồ sau: 20
Tài liệu liên quan:
-

Giáo trình Kỹ thuật sấy nông sản thực phẩm - Nguyễn Văn May | Đại học Bách Khoa học Hà Nội
59 30 -
Tính toán quá trình, thiết bị tập 2_Nguyễn Bin| Giáo trình môn Thiết kế hệ thống sấy các sản phẩm thực phẩm| Trường Đại học Bách Khoa Hà Nội
360 180 -
Tính toán quá trình, thiết bị tập 1_Nguyễn Bin| Giáo trình môn Thiết kế hệ thống sấy các sản phẩm thực phẩm| Trường Đại học Bách Khoa Hà Nội
553 277 -
Tính toán và hệ thống thiết kế sấy_Trần Văn Phú| Giáo trình môn Thiết kế hệ thống sấy các sản phẩm thực phẩm| Trường Đại học Bách Khoa Hà Nội
5.2 K 2.6 K -
Sổ tay quá trình và thiết bị tập 2| Giáo trình môn Thiết kế hệ thống sấy các sản phẩm thực phẩm| Trường Đại học Bách Khoa Hà Nội
584 292