Slide bài giảng môn Kỹ thuật công trình nội dung chương 5: Công tác cọc và cừ
Slide bài giảng môn Kỹ thuật công trình nội dung chương 5: Công tác cọc và cừ của Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh với những kiến thức và thông tin bổ ích giúp sinh viên tham khảo, ôn luyện và phục vụ nhu cầu học tập của mình cụ thể là có định hướng ôn tập, nắm vững kiến thức môn học và làm bài tốt trong những bài kiểm tra, bài tiểu luận, bài tập kết thúc học phần, từ đó học tập tốt và có kết quả cao cũng như có thể vận dụng tốt những kiến thức mình đã học vào thực tiễn cuộc sống. Mời bạn đọc đón xem!
Môn: Kỹ thuật thi công 11 tài liệu
Trường: Trường Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh 4.4 K tài liệu
Tác giả:

























Preview text:
lOMoARcPSD| 36991220 Chương 5 Công tác cọc và cừ lOMoARcPSD| 36991220 Nội dung
Chương này giới thiệu những vấn đề sau:
1. Phân loại cọc và cừ
2. Các thiết bị thi công cọc và cừ
3. Trình tự và kỹ thuật thi công đóng cọc và cừ:
o Cọc vuông BTCT o Cọc tròn BTCT o Cọc khoan nhồi o Cừ BTCT o Cừ thép Larsen lOMoARcPSD| 36991220
1. Các loại cọc và cừ
1.1. Phân loại cọc:
1.1.1 Phân loại cọc theo vật liệu: - Cọc gỗ - Cọc thép - Cọc BTCT - …
1.1.2 Phân loại cọc theo phương pháp thi công: - Cọc đúc sẵn - Cọc đổ tại chỗ
- Kết hợp cả 2 loại trên lOMoARcPSD| 36991220
1. Các loại cọc và cừ
Chiều dài và kích thước cọc vuông BTCT: Chiều dài cọc Tiết diện cọc Mác BT (m) (cm) (kG/cm2) <5m 20x20 170 6-9 25x25 170 10-12 30x30 170-200 13-16 35x35 200-250 17-20 40x40 250-300 >20 45x45 300-350
Cọc tròn UST có tiết diện quy ổi tương ương nhưng mác BT cao hơn lOMoARcPSD| 36991220
1. Các loại cọc và cừ
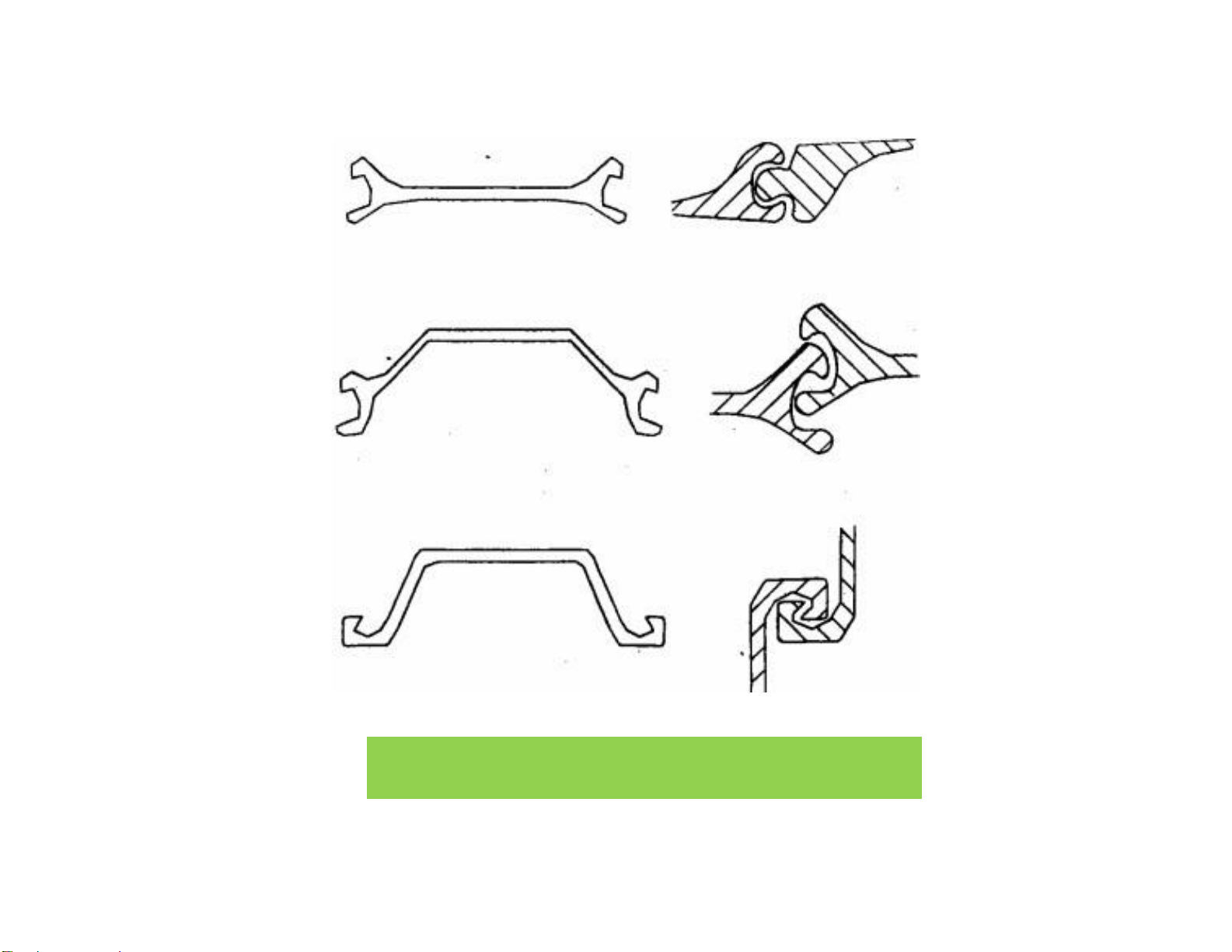
1.2. Phân loại cừ: lOMoARcPSD| 36991220 1.2.1 Cừ thép a. Ván cừ ẳ th ng b. Ván cừ khum c. Ván cừ Larsen
1. Các loại cọc và cừ lOMoARcPSD| 36991220
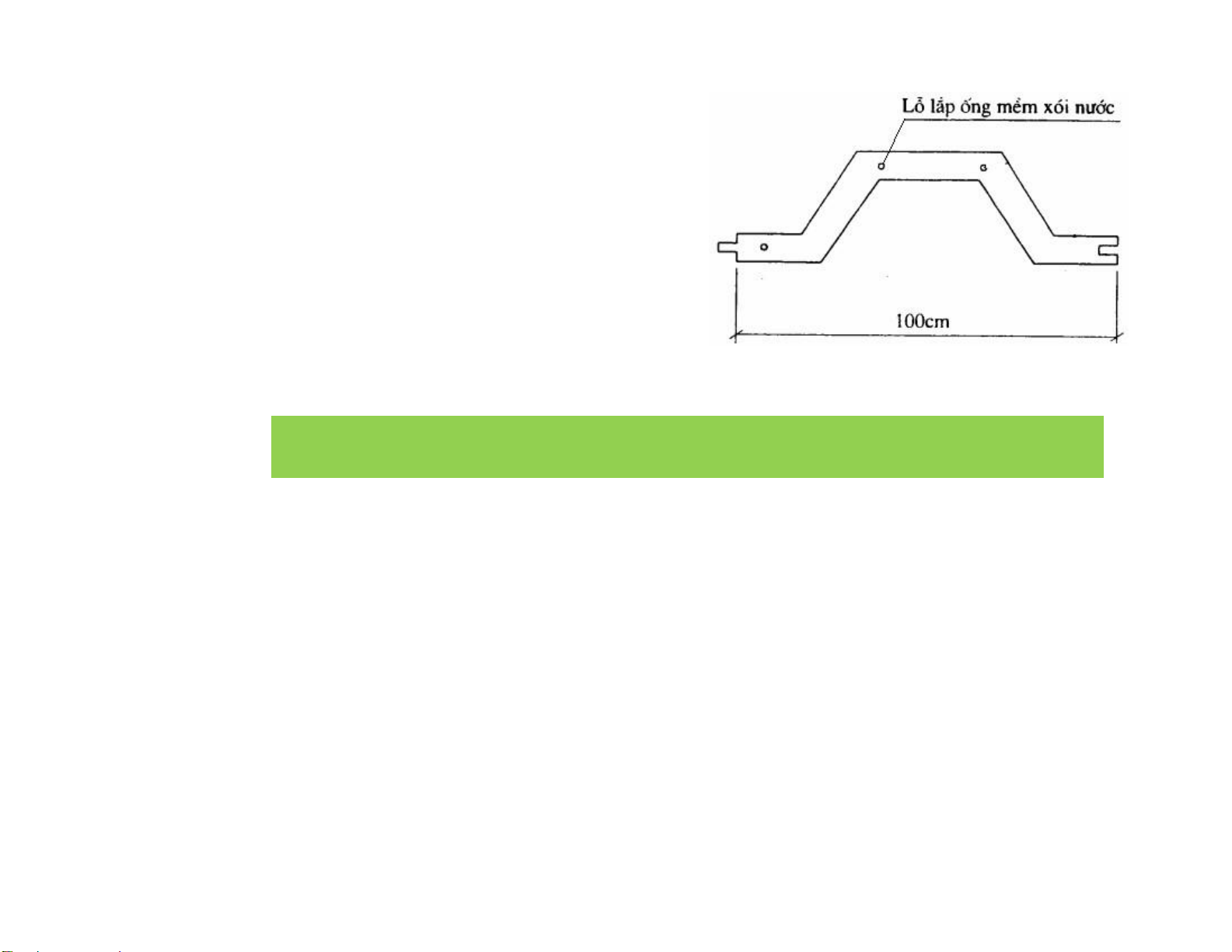
1.2. Phân loại cừ: 1.2.2 Cừ BTCT
- Chiều dài hạn chế, không có khả năng nối dài
-Tính chịu uốn, chống va ập thấm
-Khả năng sử dụng lại hầu như không có
-Chống thấm khó khăn, vận chuyển phức tạp lOMoARcPSD| 36991220 Cừ BTCT iển hình
2. Thiết bị thi công cọc và cừ
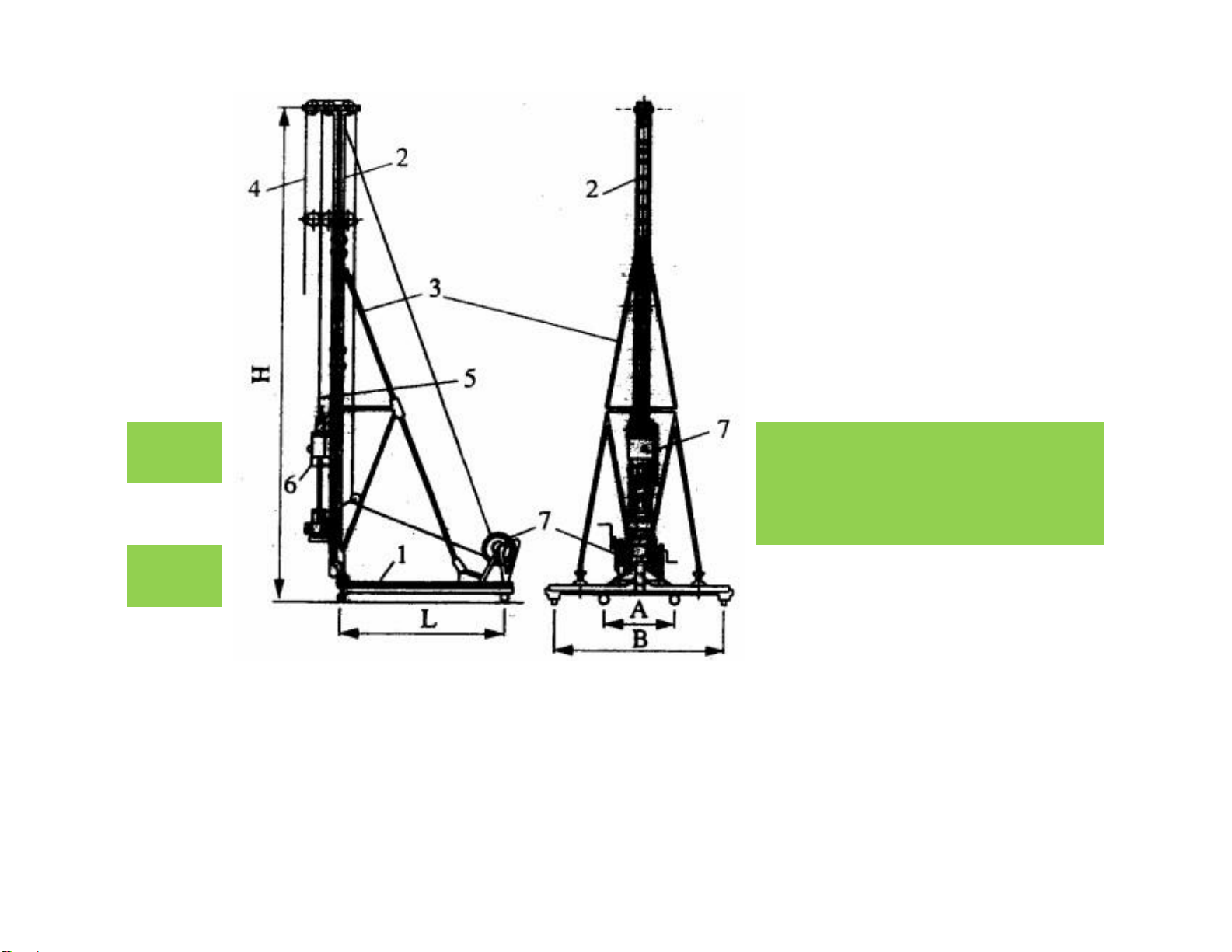
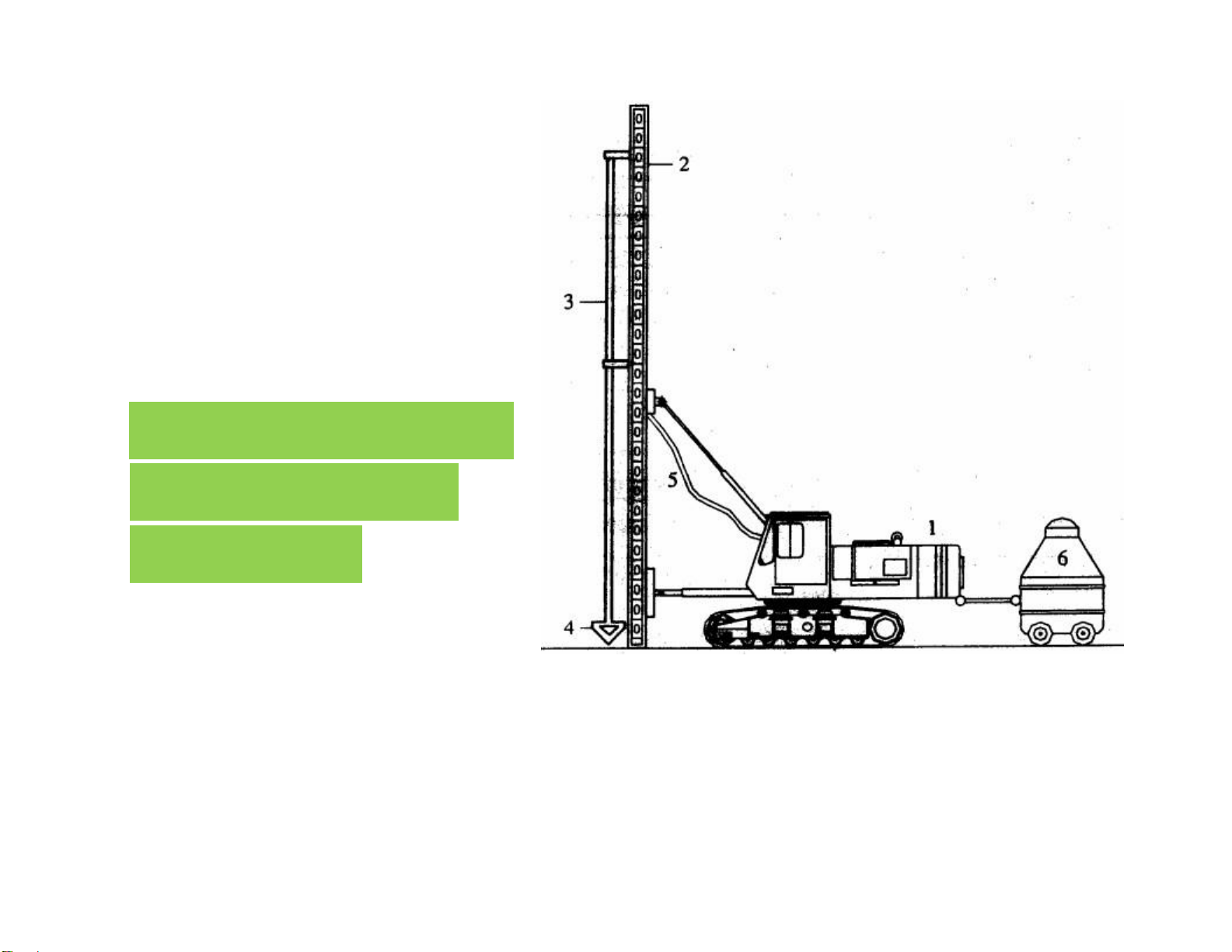
2.1. Giá búa óng cọc: lOMoARcPSD| 36991220 Giá búa óng cọc: 1.Khung ế 2.Thanh ịnh hướng 3.Thanh giằng xiên 4.Dây cáp kéo dọc 5.Dây cáp nâng búa 6.Búa 7.Tời 2. Thiết bị thi công cọc và cừ 2.1. Giá búa óng cọc:
Giá búa phải có chiều cao ảm bảo óng ược những cọc theo thiết kế. lOMoARcPSD| 36991220
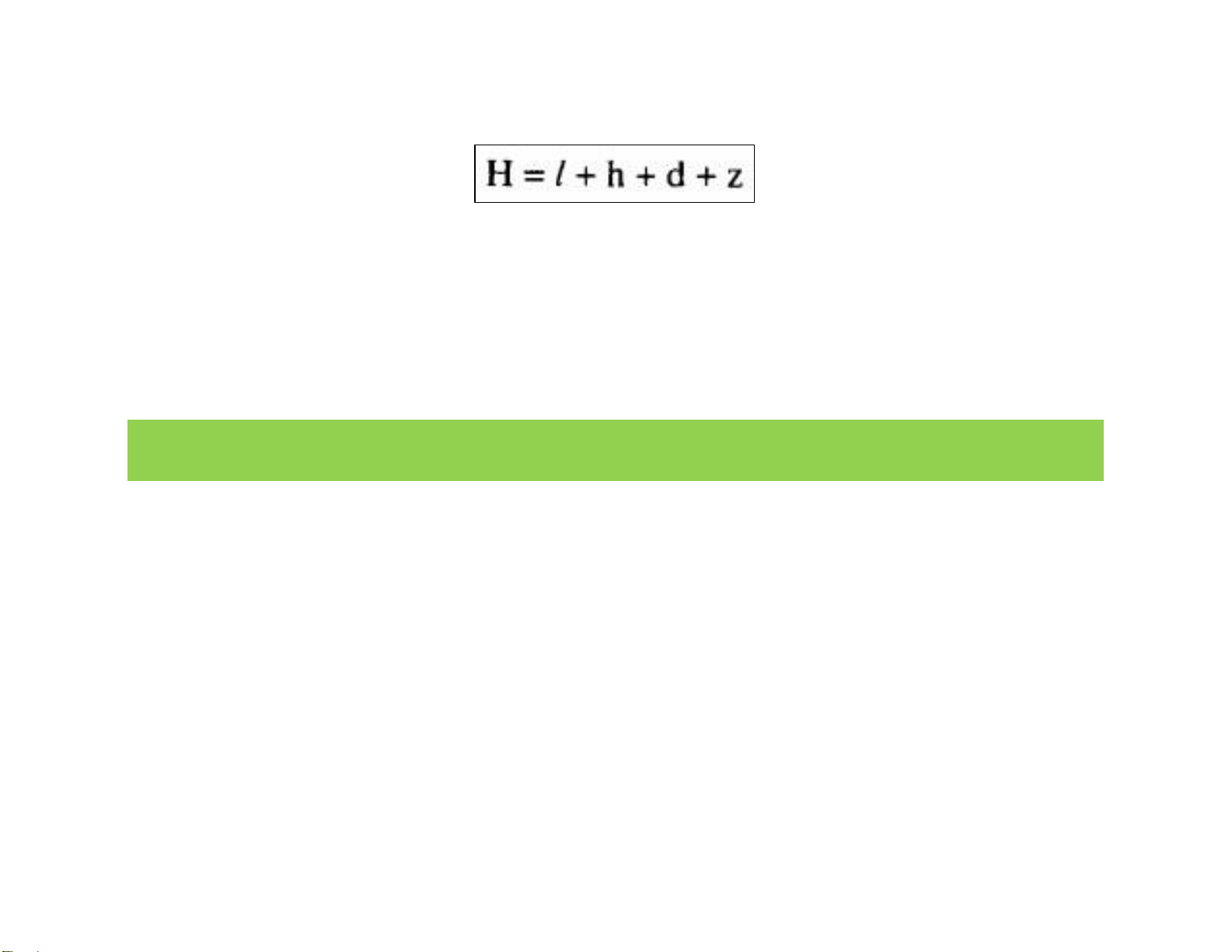
Chiều cao của giá búa ược xác ịnh theo công thức sau: Trong ó:
l: chiều dài cọc (m) h: chiều cao của búa d:
chiều cao nâng búa z: oạn giá búa có treo
các thiết bị cẩu búa và ròng rọc
2. Thiết bị thi công cọc và cừ
2.2. Các loại búa óng cọc: a. Búa treo (drop hammer)
Bằng kim loại nặng: 0.5-0.6 tấn
Treo bằng dây cáp và kéo lên bằng tời, búa rơi xuống tự do lOMoARcPSD| 36991220
Độ cao nâng búa: 2.4-4.0m
Tần suất óng: 4-10 nhát/ phút
2. Thiết bị thi công cọc và cừ
2.2. Các loại búa óng cọc: a. Búa treo (drop hammer) lOMoARcPSD| 36991220
2. Thiết bị thi công cọc và cừ
2.2. Các loại búa óng cọc:
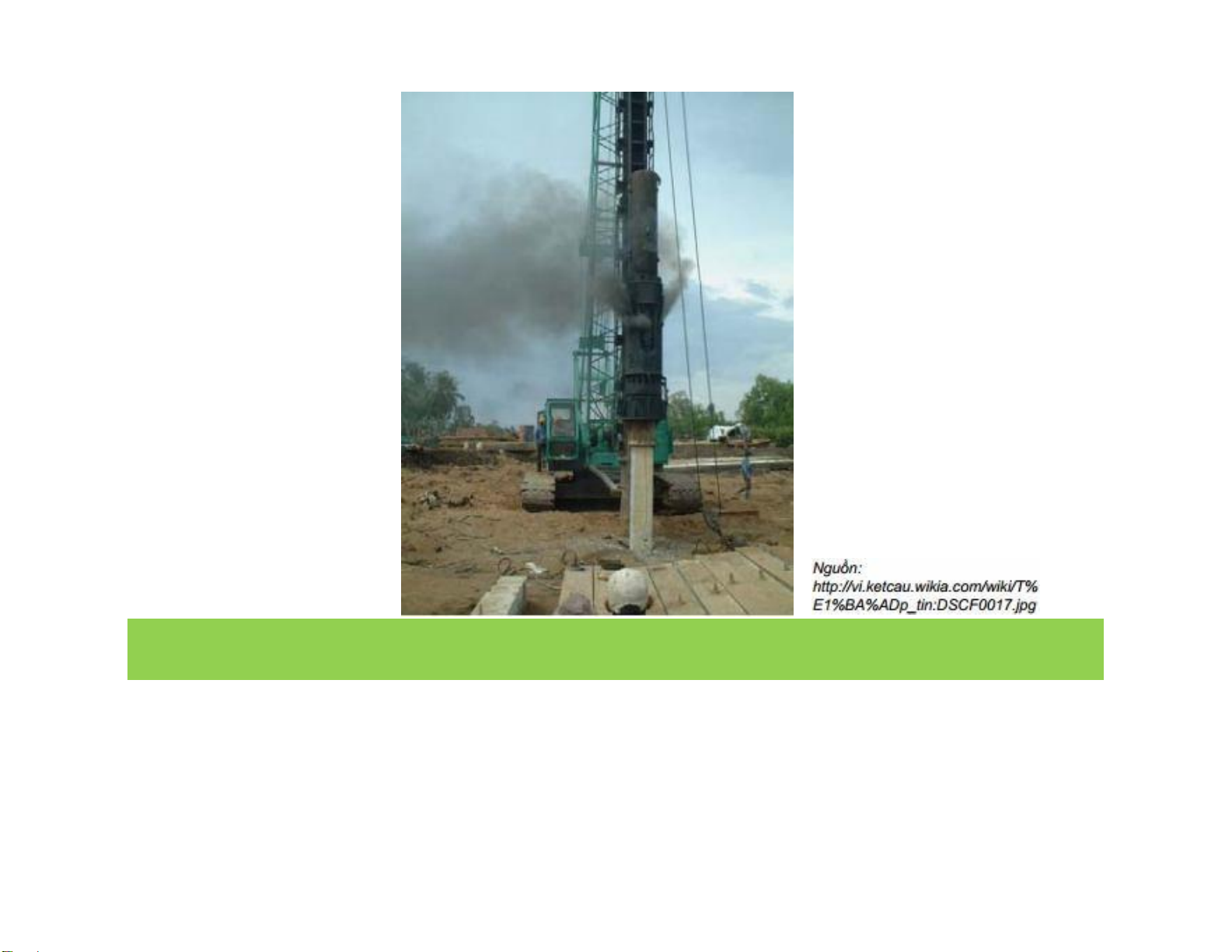
b. Búa diezen (diesel hammer) lOMoARcPSD| 36991220
Thiết bị óng trang bị ộng cơ diezen 2 kỳ
Dễ vận chuyển và bảo trì
Trọng lượng búa: 0.6-5 tấn
Có thể hoạt ộng không tốt khi óng cọc trên nền ất yếu
Độ ồn cao và dễ gây ô nhiễm môi trường
2. Thiết bị thi công cọc và cừ
2.2. Các loại búa óng cọc:
b. Búa diezen (diesel hammer) lOMoARcPSD| 36991220
2. Thiết bị thi công cọc và cừ
2.2. Các loại búa óng cọc:
c. Búa thủy lực (hydraulic hammer) lOMoARcPSD| 36991220
Hoạt ộng bởi ộng cơ thủy lực hay từ một máy thủy lực cơ sở
Búa thủy lực ược phát triển ể giải quyết vấn ề ô nhiễm
môi trường và tiếng ồn
Búa có cấu tạo ơn giản nhưng thường cồng kềnh vì
phần tạo hơi nước và khí ép có kích thước lớn.
2. Thiết bị thi công cọc và cừ
2.2. Các loại búa óng cọc:
c. Búa thủy lực (hydraulic hammer) lOMoARcPSD| 36991220
2. Thiết bị thi công cọc và cừ
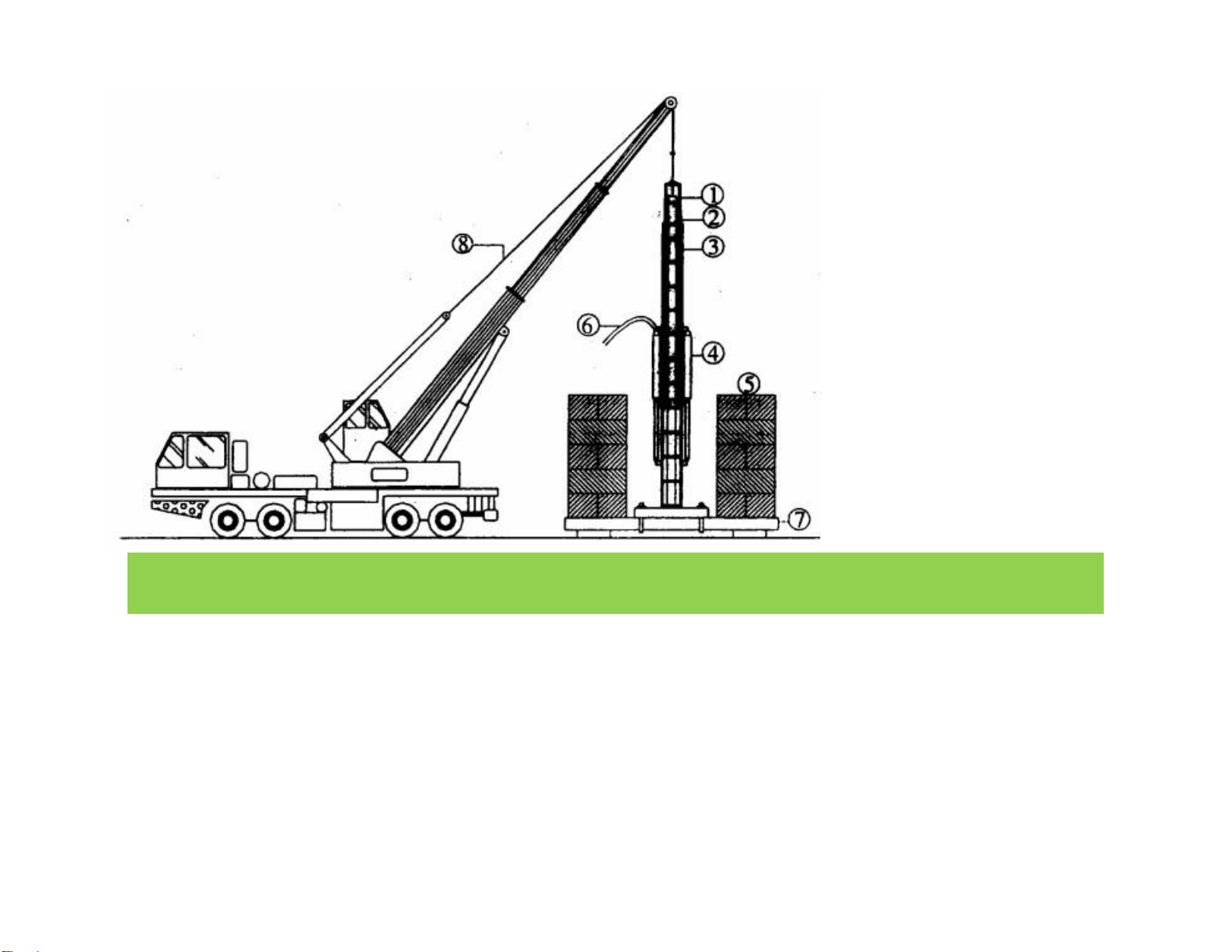
2.3. Thiết bị thi công ép cọc:
a. Máy ép cọc loại lớn: sức ép từ 60-200 tấn lOMoARcPSD| 36991220 Sơ ồ máy ép cọc: 1.Cọc ép 2.Khung dẫn di ộng 3.Khung dẫn cố ịnh 4.Kích thủy lực 5.Đối trọng 6.Ống dẫn dầu 7.Bệ máy 8.Cần trục
2. Thiết bị thi công cọc và cừ
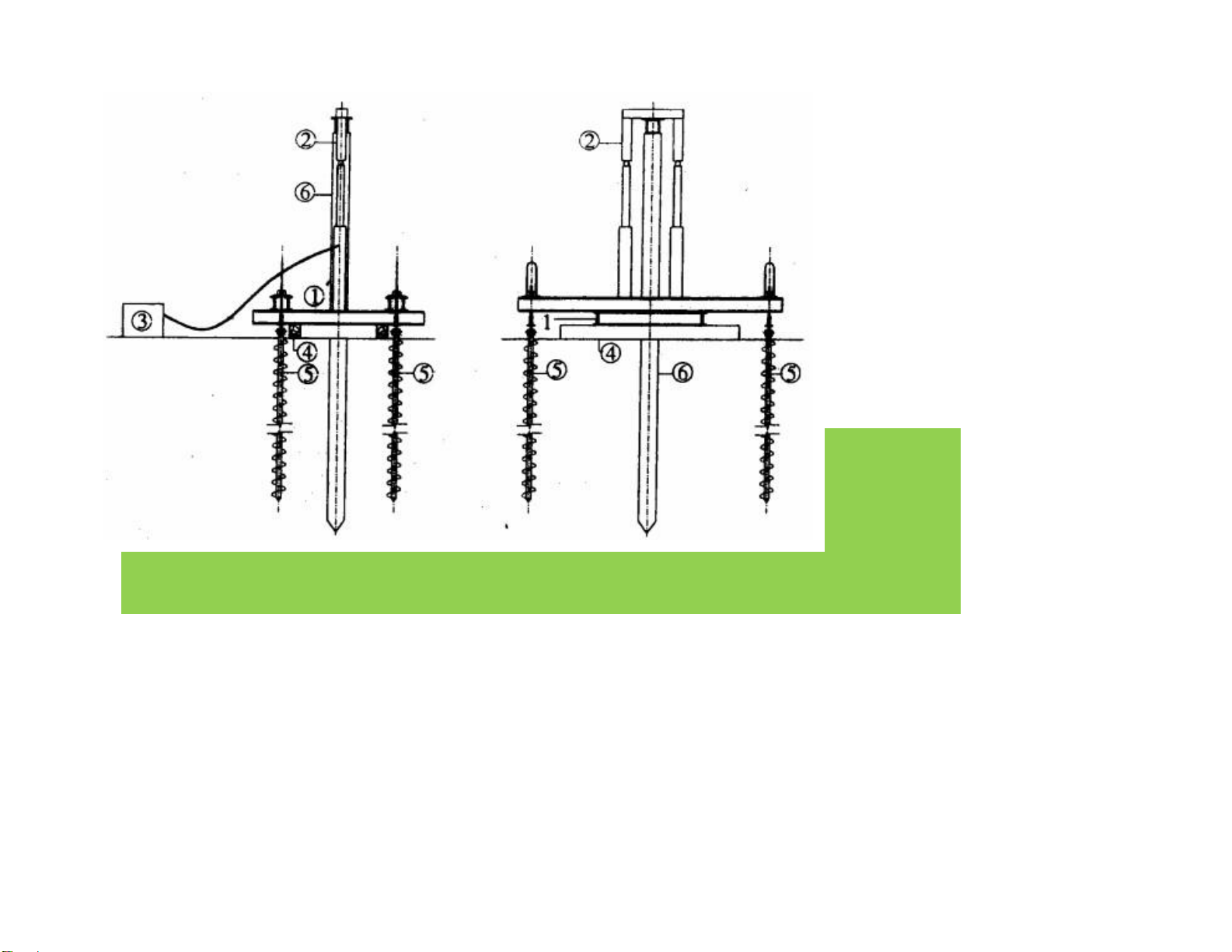
2.3. Thiết bị thi công ép cọc:
b. Máy ép cọc loại nhỏ: sức ép từ 20-40 tấn lOMoARcPSD| 36991220 Sơ ồ máy ép cọc: 1.Bệ máy 2.Khung dẫn hướng 3.Máy thủy lực 4.Gỗ kê 5.Neo ất 6.Cọc BTCT 2. Thiết
bị thi công cọc và cừ
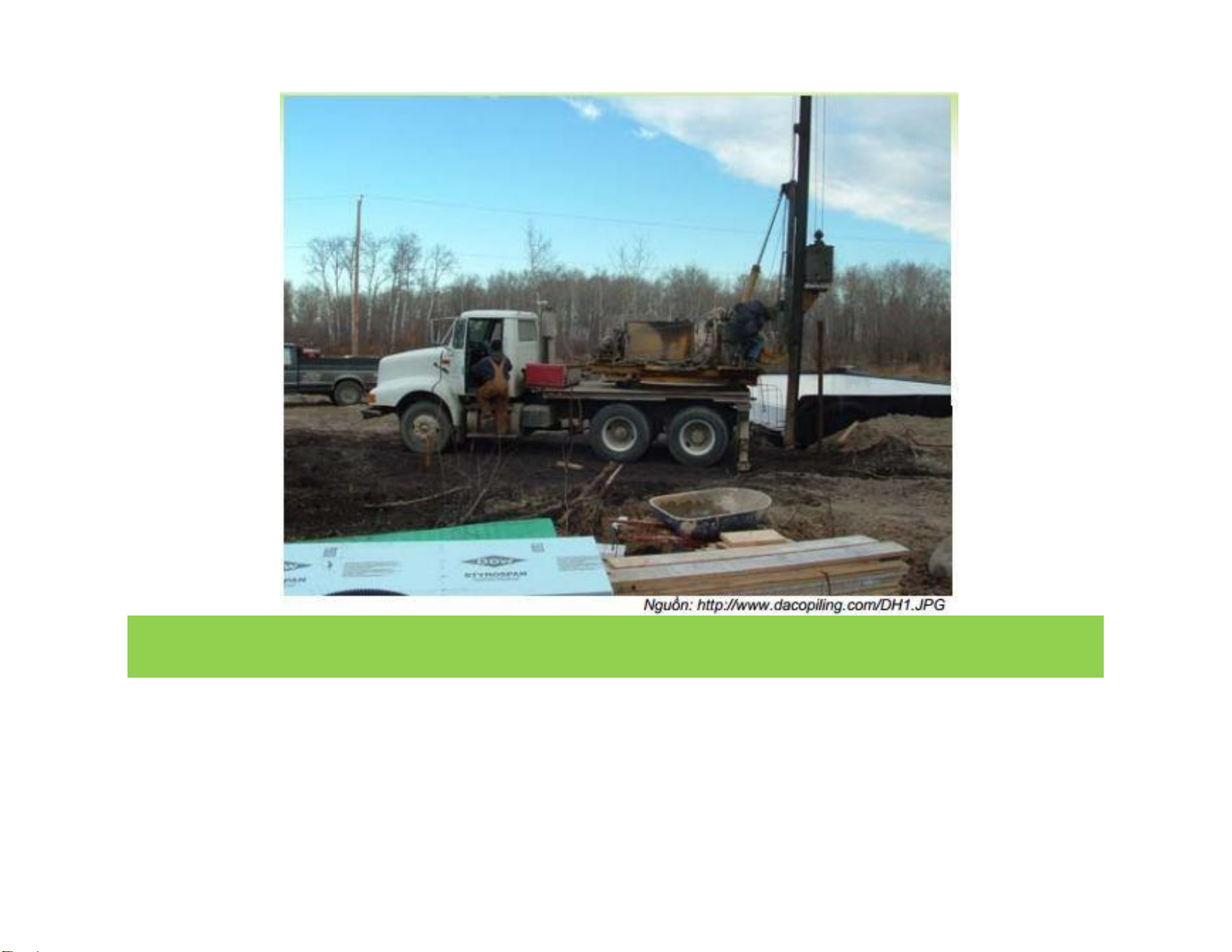
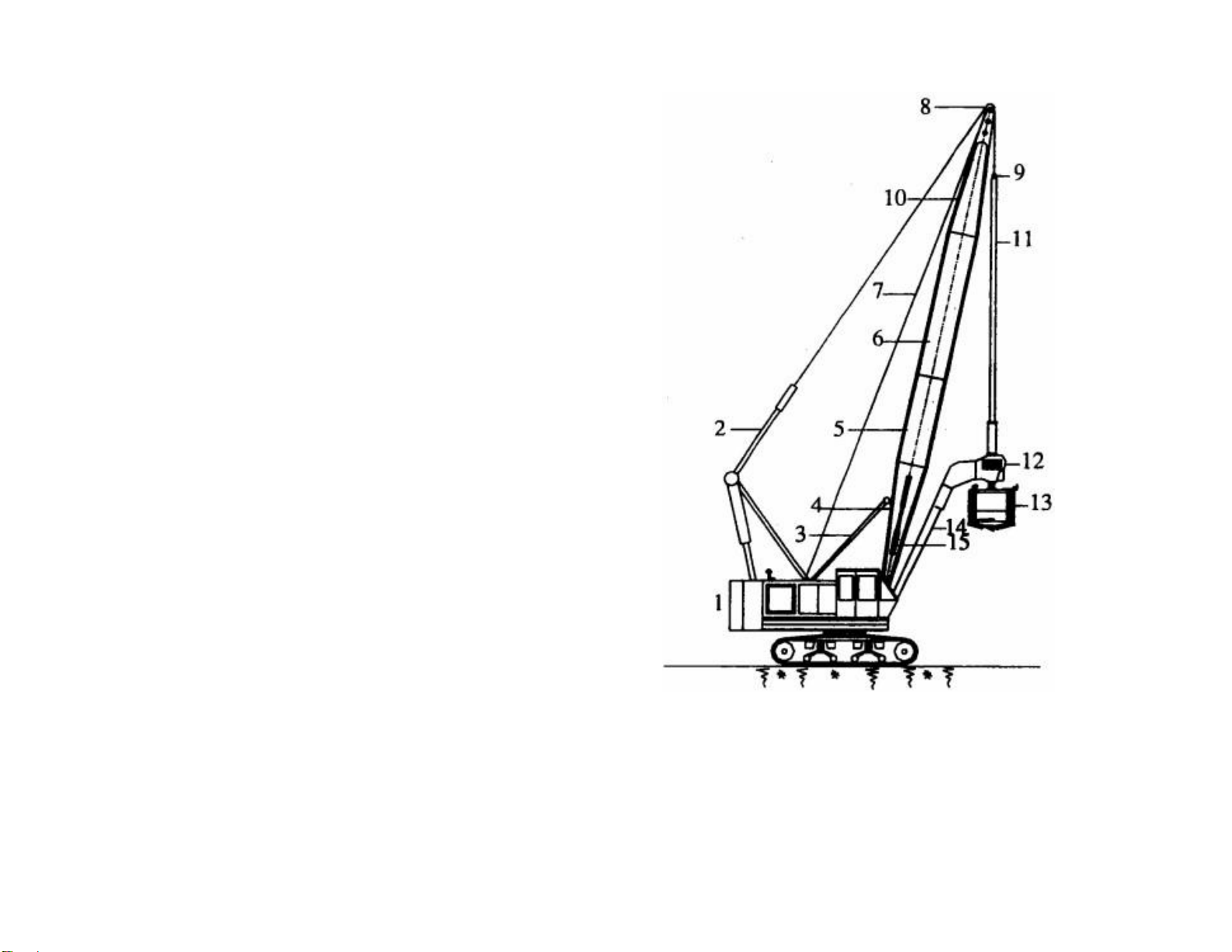
2.4. Thiết bị thi công cọc khoan nhồi: lOMoARcPSD| 36991220 a. Máy khoan thùng Sơ ồ máy: 1.Máy khoan 2.Cáp nâng giá khoan 3.Thanh giằng cho giá 4.Bệ giá
5.Đốt giá dưới (khoảng 3m)
6.Đốt giá giữa (khoảng 6m) 7.Cáp cần khoan 8.Bánh luồn cáp 9.Khớp nối
10.Đốt giá trên (khoảng 3m) 11.Cần khoan 12.Trục quay 13.Gầu khoan 14.Khung ỡ phía trước 15.Xi lanh lOMoARcPSD| 36991220
2. Thiết bị thi công cọc và cừ
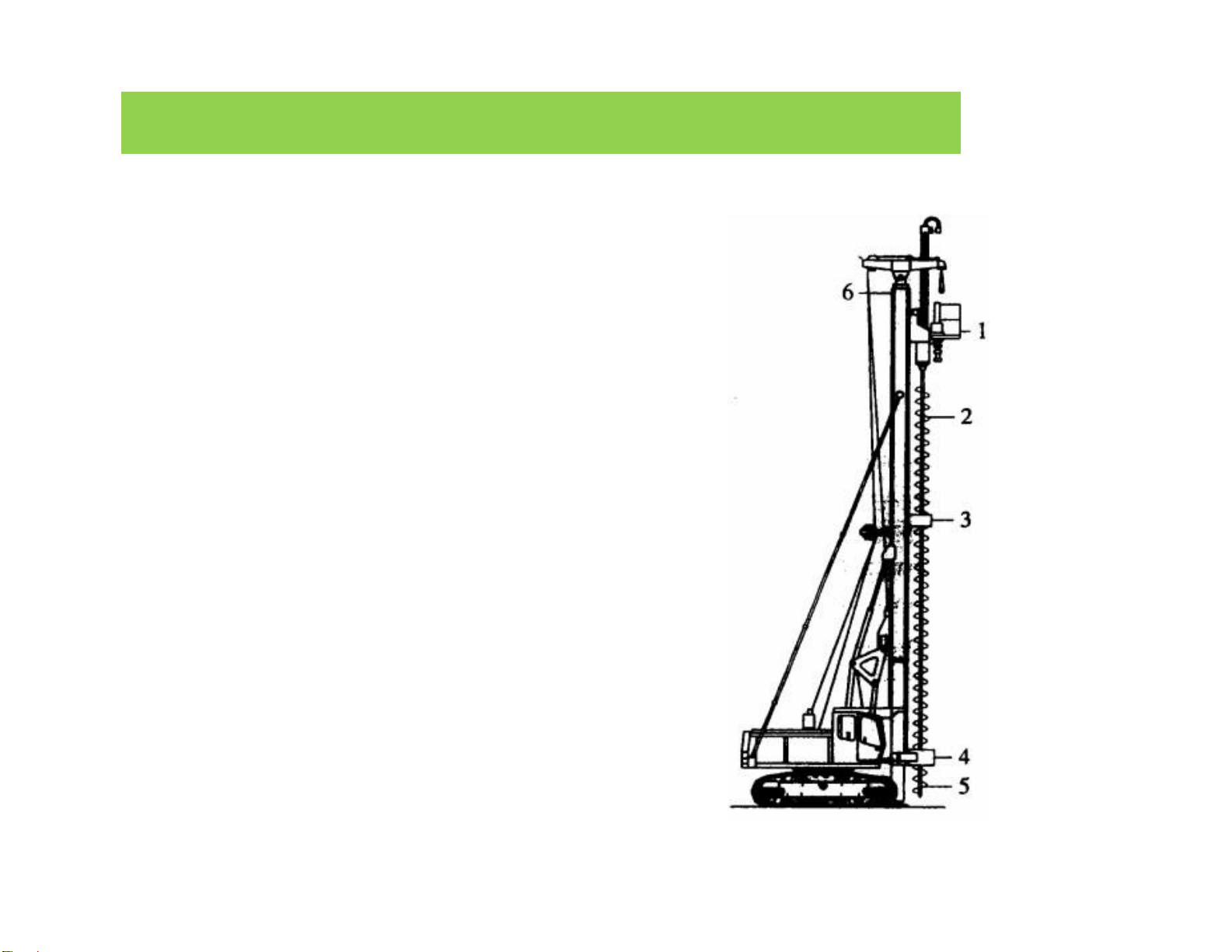
2.4. Thiết bị thi công cọc khoan nhồi: b. Máy khoan guồng xoắn Sơ ồ máy: 1.Cơ cấu quay cần khoan 2.Cần khoan 3.Ổ ỡ trượt 4.Ổ ỡ cố ịnh 5.Lưỡi khoan 6.Bệ ỡ lOMoARcPSD| 36991220
2. Thiết bị thi công cọc và cừ
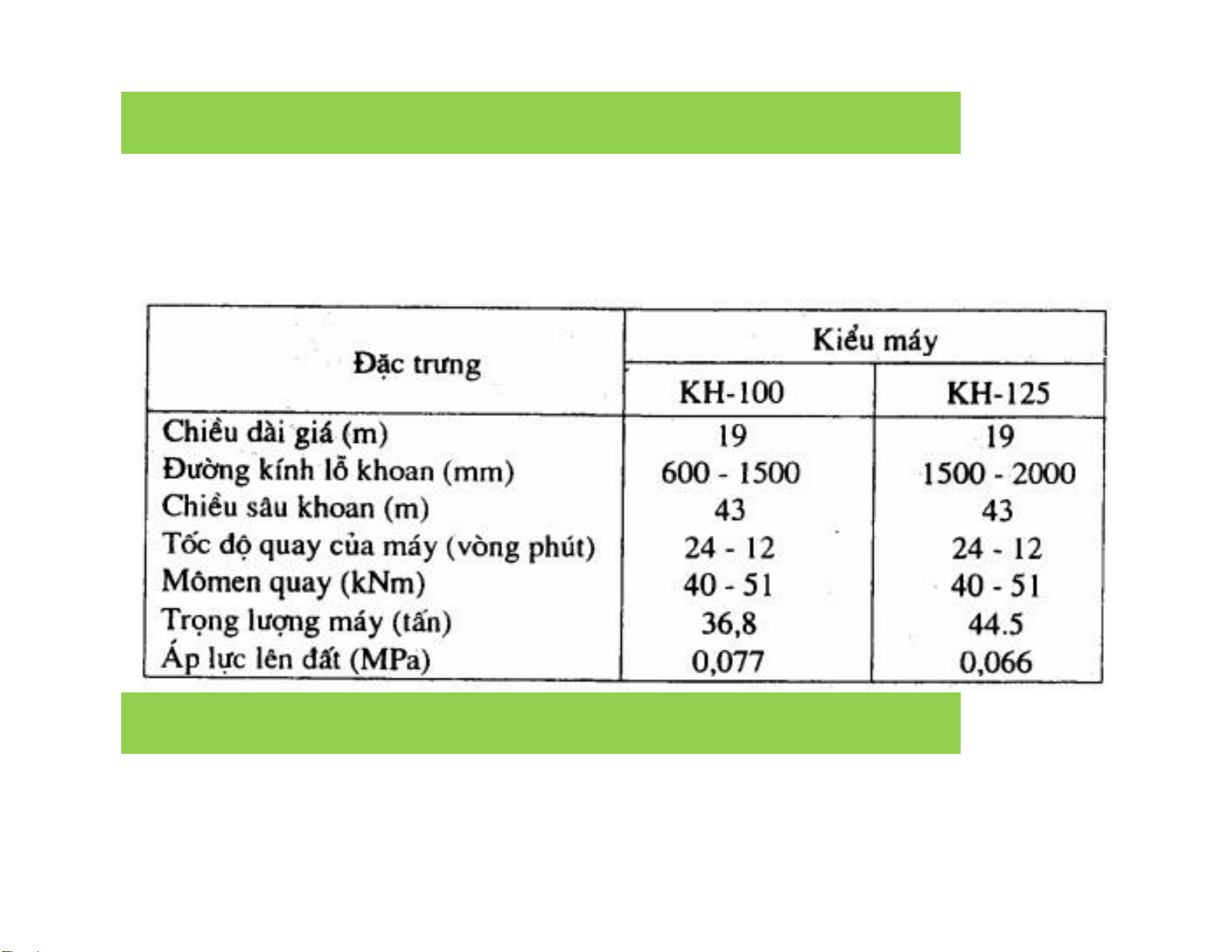
2.4. Thiết bị thi công cọc khoan nhồi: c.
Đặc iểm của một số loại máy khoan cọc nhồi
2. Thiết bị thi công cọc và cừ
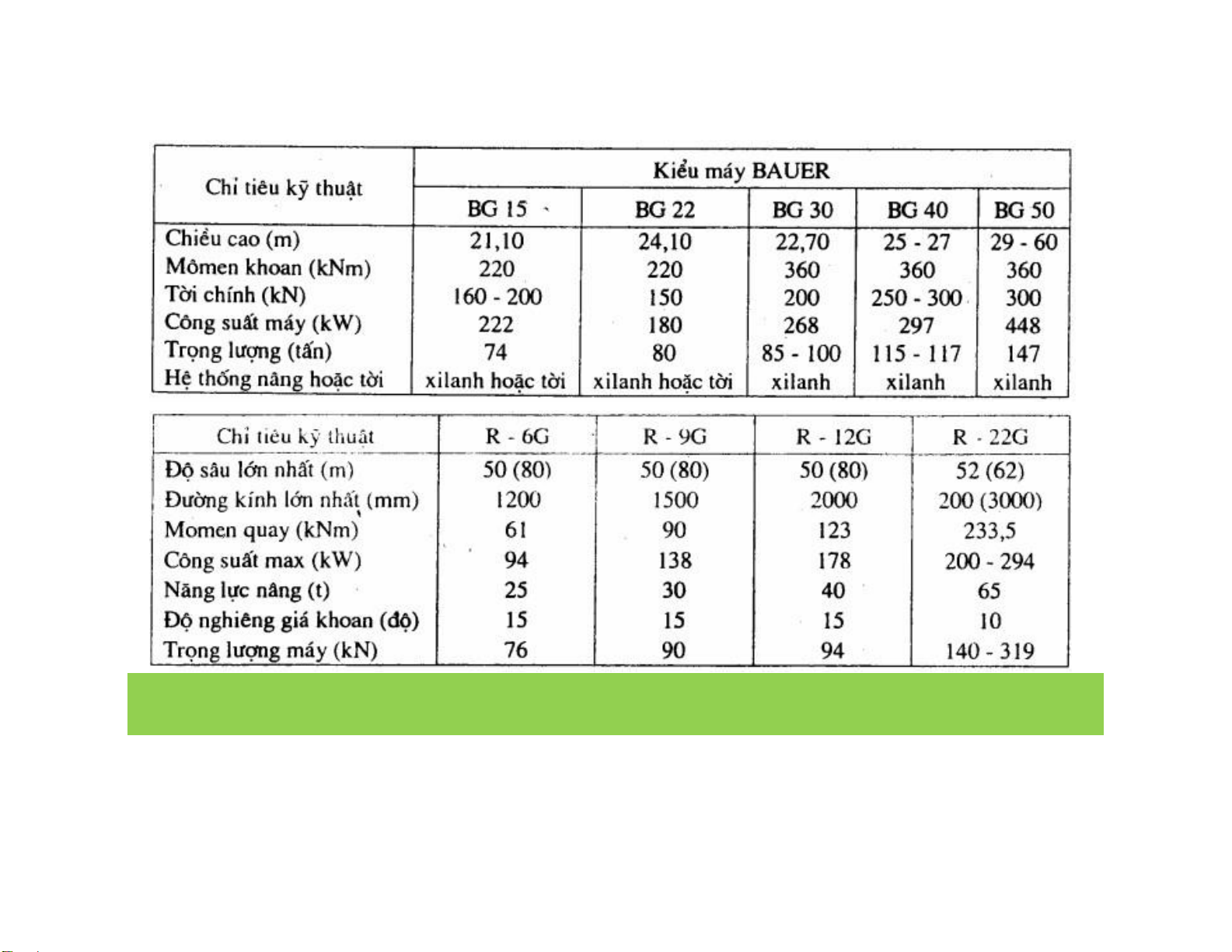
2.4. Thiết bị thi công cọc khoan nhồi: lOMoARcPSD| 36991220 c.
Đặc iểm của một số loại máy khoan cọc nhồi
2. Thiết bị thi công cọc và cừ
2.5. Thiết bị thi công cọc Barrette: lOMoARcPSD| 36991220
Máy ào ất là máy khoan tạo lỗ cọc khoan nhồi nhưng
tháo bỏ cơ cấu ịnh hướng, cần khoan và lắp gầu ào chuyên dụng.
Bề rộng của gầu ào bằng chiều rộng của cọc Barrete,
thường từ 40cm ến 150cm.
Gầu phải ủ nặng ể có thể tự i xuống trong khi ào ất
bằng trọng lượng bản thân.
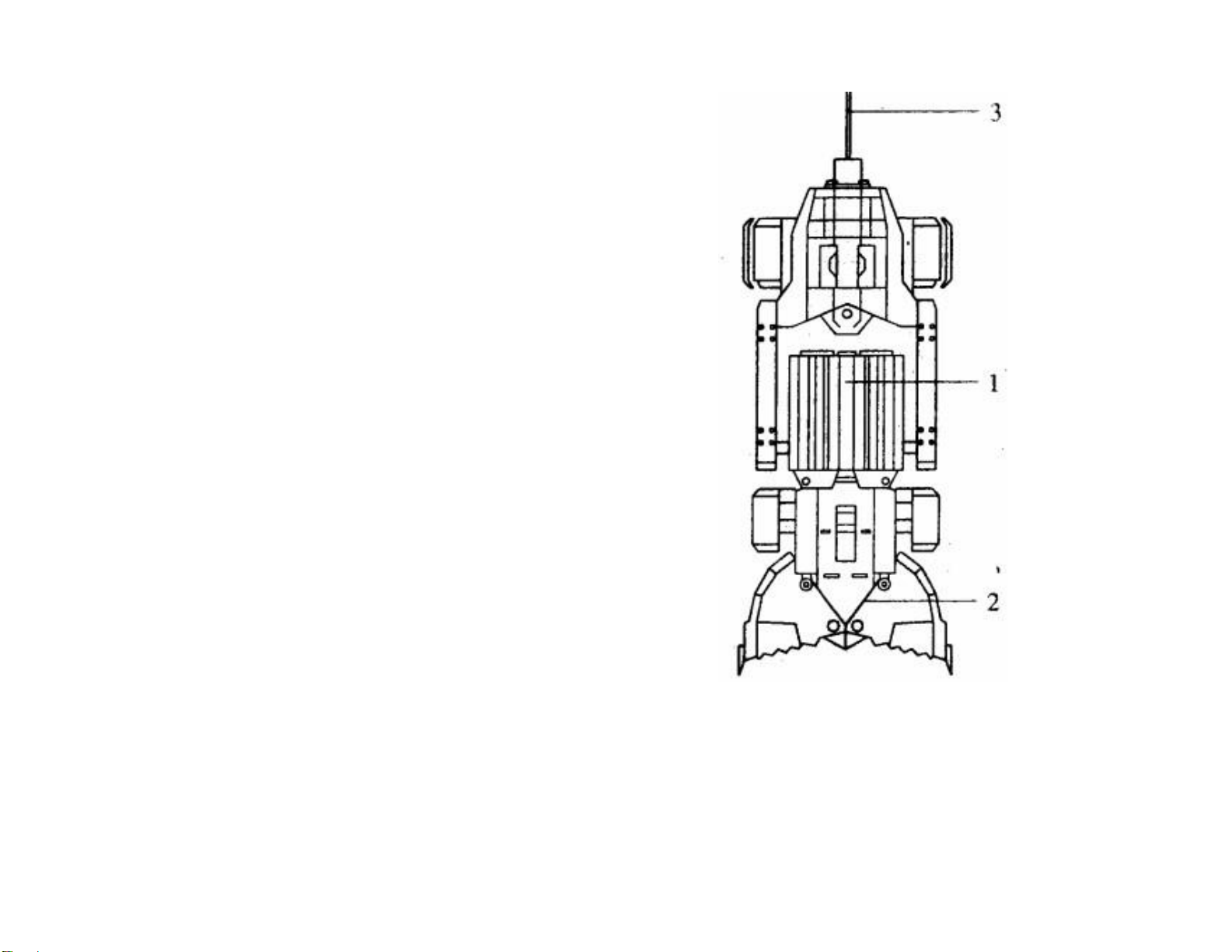
2. Thiết bị thi công cọc và cừ
2.5. Thiết bị thi công cọc Barrette: lOMoARcPSD| 36991220
Gầu thi công cọc Barrete: 1.Thân gầu 2.Lưỡi gầu 3.Cáp puli của máy lOMoARcPSD| 36991220
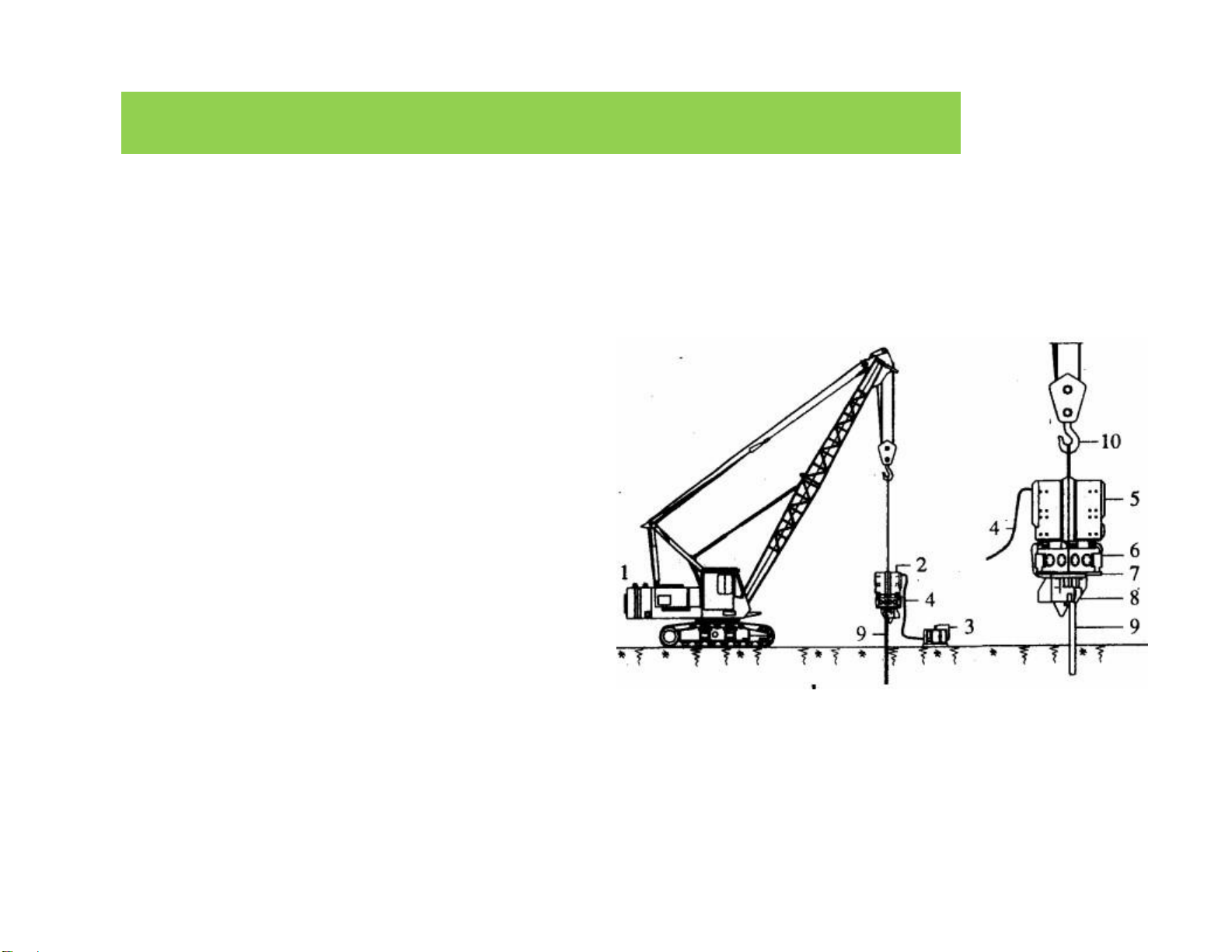
2. Thiết bị thi công cọc và cừ
2.6. Thiết bị thi công ván cừ: a. Máy ép rung Sơ ồ máy: 1.Cần trục bánh xích 2.Búa rung 3.Máy phát iện 4.Cáp iện 5.Bộ giảm rung
6.Trọng lượng lệch tâm 7.Bộ phận rung ộng 8.Kẹp thủy lực 9.Ván cừ 10.Móc cẩu lOMoARcPSD| 36991220
2. Thiết bị thi công cọc và cừ
2.6. Thiết bị thi công ván cừ: a. Máy ép thủy lực Sơ ồ máy: 1.Thân máy 2.Má kẹp ịnh vị 3.Piston 4.Cừ ã ép 5.Cừ ang ép 6.Móc cẩu 7.Bộ iều khiển lOMoARcPSD| 36991220
2. Thiết bị thi công cọc và cừ
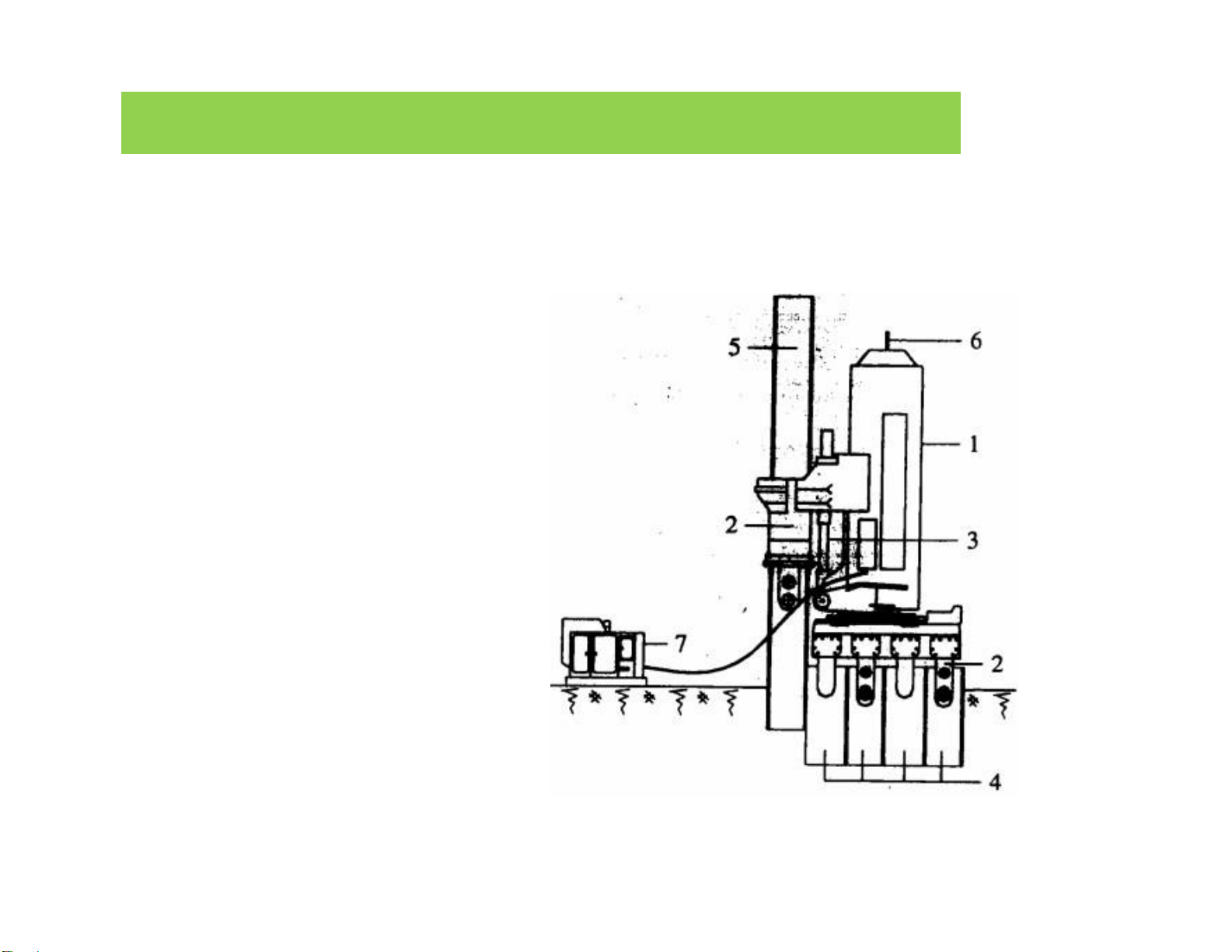
2.7. Thiết bị thi công cọc xi măng ất:
Năng suất cao (khoảng 600m cho cọc D600 một ca)
Chất lượng cọc ồng ều theo yêu cầu thiết kế do có sự
kiểm soát của máy tính trong suốt quá trình thi công cọc
Có thể thi công sâu hơn 20m
Trọng lượng máy lớn khoảng 35 tấn.
2. Thiết bị thi công cọc và cừ
2.7. Thiết bị thi công cọc xi măng ất: lOMoARcPSD| 36991220 Sơ ồ máy: 1.Thân máy 2.Cần dẫn hướng 3.Cần khoan 4.Mũi khoan
5.Bó dây dẫn iều khiển 6.Xi lô ựng vật liêu
3. Trình tự và kỹ thuật thi công cọc và cừ
3.1. Thi công óng cọc vuông BTCT: lOMoARcPSD| 36991220
1. Cẩu móc cọc vào vị trí 2. Định vị cọc lOMoARcPSD| 36991220
3. Trình tự và kỹ thuật thi công cọc và cừ
3.1. Thi công óng cọc vuông BTCT: l O M o A R c P S D | 3 6 9 9 1 2 2 0 3. Đ ó n g o ạ n c ọ c ầ u t i ê n
4. Nối cọc và óng tiếp các oạn còn lại lOMoARcPSD| 36991220
3. Trình tự và kỹ thuật thi công cọc và cừ
3.2. Thi công óng cọc tròn BTCT:
1. Tập kết cọc, ịnh vị cọc 2. Đóng cọc và cẩu cọc vào vị trí lOMoARcPSD| 36991220
3. Trình tự và kỹ thuật thi công cọc và cừ
3.2. Thi công óng cọc tròn BTCT:
3. Cẩu oạn cọc tiếp theo 4. Hàn nối cọc vào vị trí lOMoARcPSD| 36991220
3. Trình tự và kỹ thuật thi công cọc và cừ
3.2. Thi công óng cọc tròn BTCT:
5. Đóng tiếp oạn cọc 6. Kiểm tra ộ rung khi vừa nối óng cọc lOMoARcPSD| 36991220
3. Trình tự và kỹ thuật thi công cọc và cừ
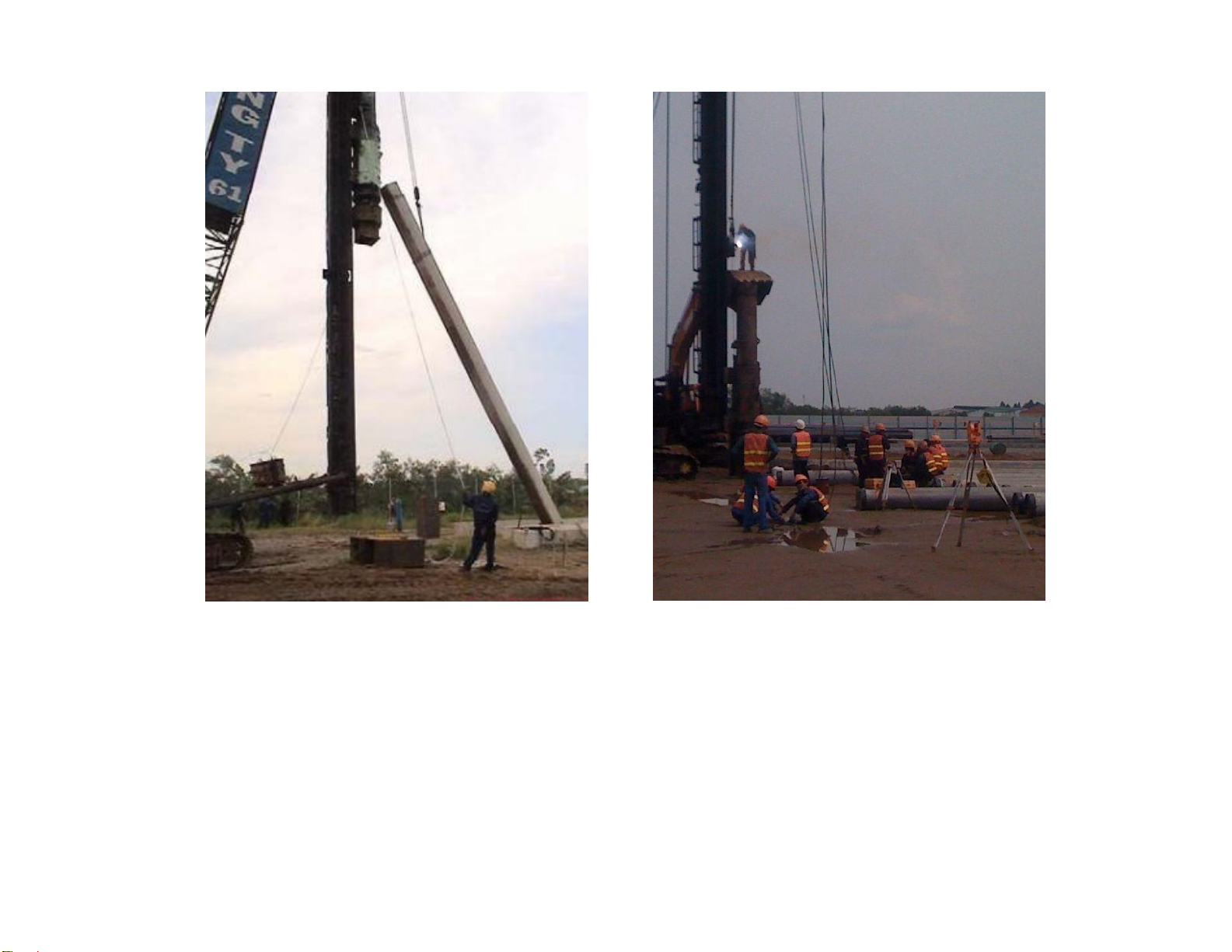
3.3. Thi công cừ BTCT:
1. Tập kết cừ, thiết bị ịnh 2. Lắp giá ỡ ịnh vị vị cừ lOMoARcPSD| 36991220
3. Trình tự và kỹ thuật thi công cọc và cừ
3.3. Thi công cừ BTCT:
3. Cẩu cừ từ vị trí tập kết
4. Đưa cừ vào vị trí giá ỡ lOMoARcPSD| 36991220
3. Trình tự và kỹ thuật thi công cọc và cừ
3.3. Thi công cừ BTCT:
3. Cẩu cừ từ vị trí tập kết
4. Đưa cừ vào vị trí giá ỡ lOMoARcPSD| 36991220
3. Trình tự và kỹ thuật thi công cọc và cừ
3.3. Thi công cừ BTCT: 5. Rung và dẫn cừ ến
6. Tháo máy rung 7. Sau khi hoàn cao
trình thiết kế ra khỏi ầu cừ thành lOMoARcPSD| 36991220
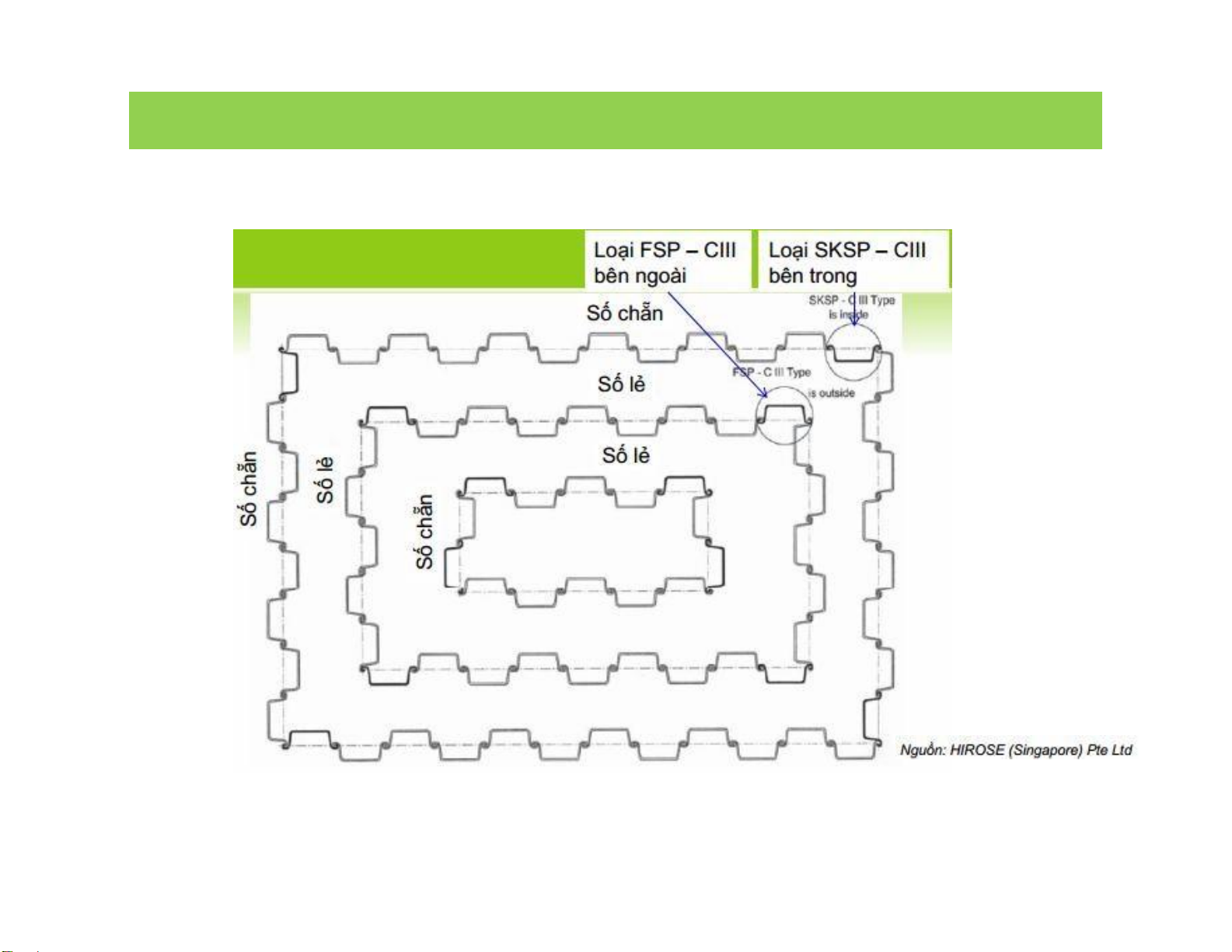
3. Trình tự và kỹ thuật thi công cọc và cừ
3.4. Thi công cừ Larsen: Cách bố trí cừ Larsen lOMoARcPSD| 36991220
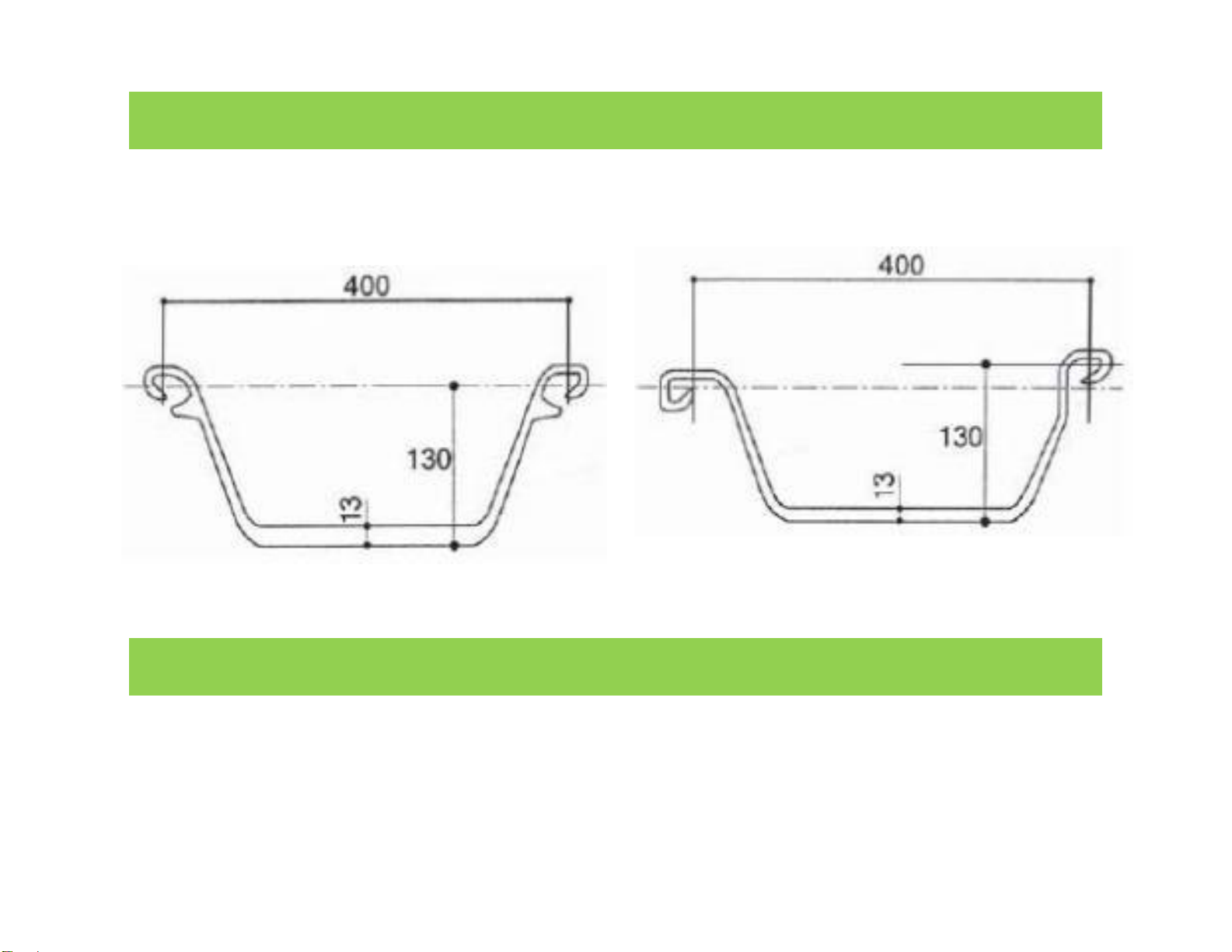
3. Trình tự và kỹ thuật thi công cọc và cừ
3.4. Thi công cừ Larsen: Loại FSP – CIII Loại SKSP – CIII
3. Trình tự và kỹ thuật thi công cọc và cừ
3.4. Thi công cừ Larsen: lOMoARcPSD| 36991220 1. Móc cừ vào máy ép 2. Dẫn ầu cừ khớp với cừ cũ
3. Trình tự và kỹ thuật thi công cọc và cừ
3.4. Thi công cừ Larsen: lOMoARcPSD| 36991220
3. Cẩu máy rung vào 4. Rung dẫn cừ Larsen ầu cừ xuống ất
3. Trình tự và kỹ thuật thi công cọc và cừ
3.4. Thi công cừ Larsen: lOMoARcPSD| 36991220
5. Kết hợp bơm xói ể hạ cừ 6. Sau khi hoàn thành ến cao ộ thiết kế lOMoARcPSD| 36991220
3. Trình tự và kỹ thuật thi công cọc và cừ lOMoARcPSD| 36991220
3.5. Thi công trụ vữa xi măng ất: Sơ lOMoARcPSD| 36991220 ồ bố trí máy
3. Trình tự và kỹ thuật thi công cọc và cừ
3.5. Thi công trụ vữa xi măng ất: lOMoARcPSD| 36991220
1. Tập kết thiết bị, vật tư 2. Chuẩn bị mặt bằng
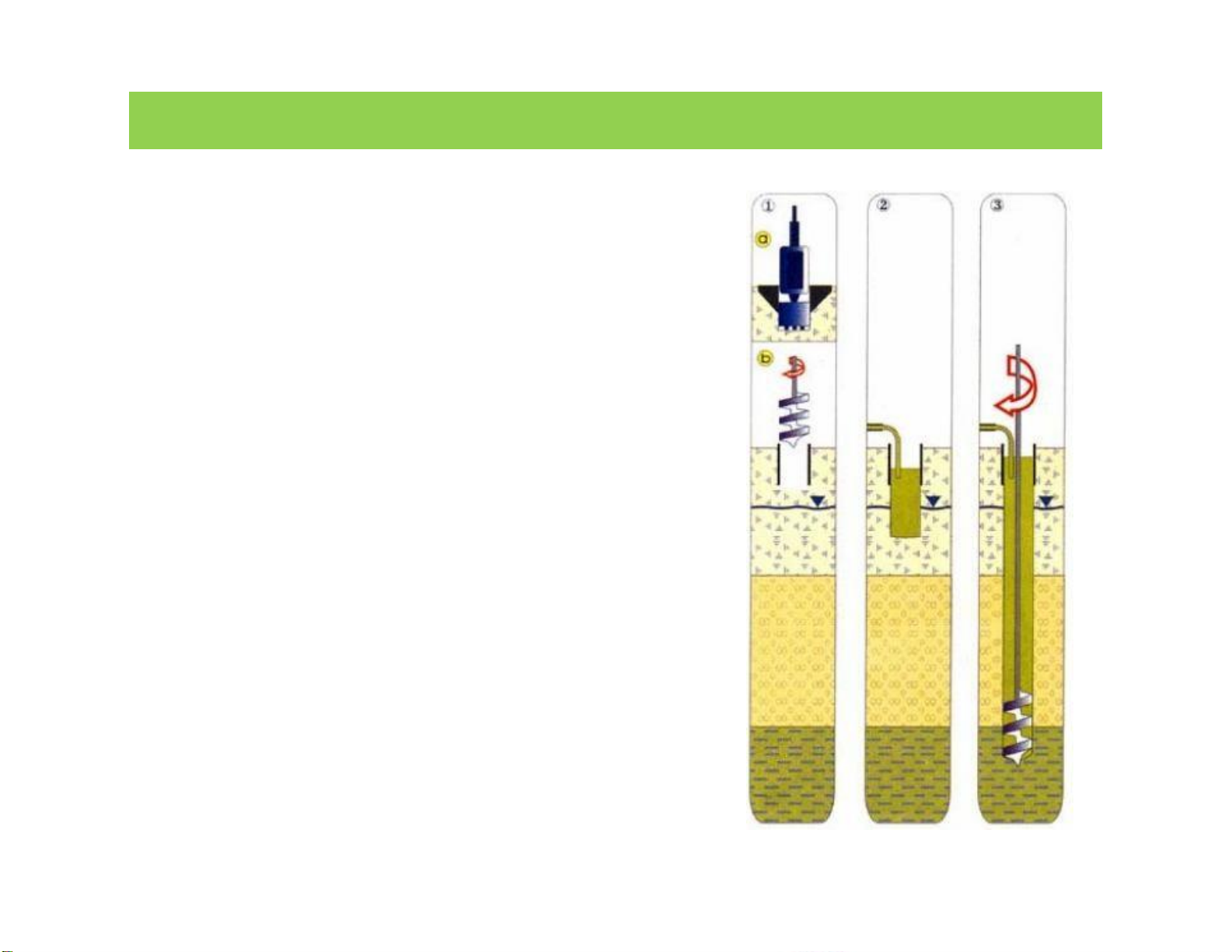
3. Trình tự và kỹ thuật thi công cọc và cừ
3.5. Thi công trụ vữa xi măng ất: lOMoARcPSD| 36991220
3. Bắt ầu khoan và bơm 4. Khoan tạo trụ xi măng vữa xi
măng ến cao trình thiết kế
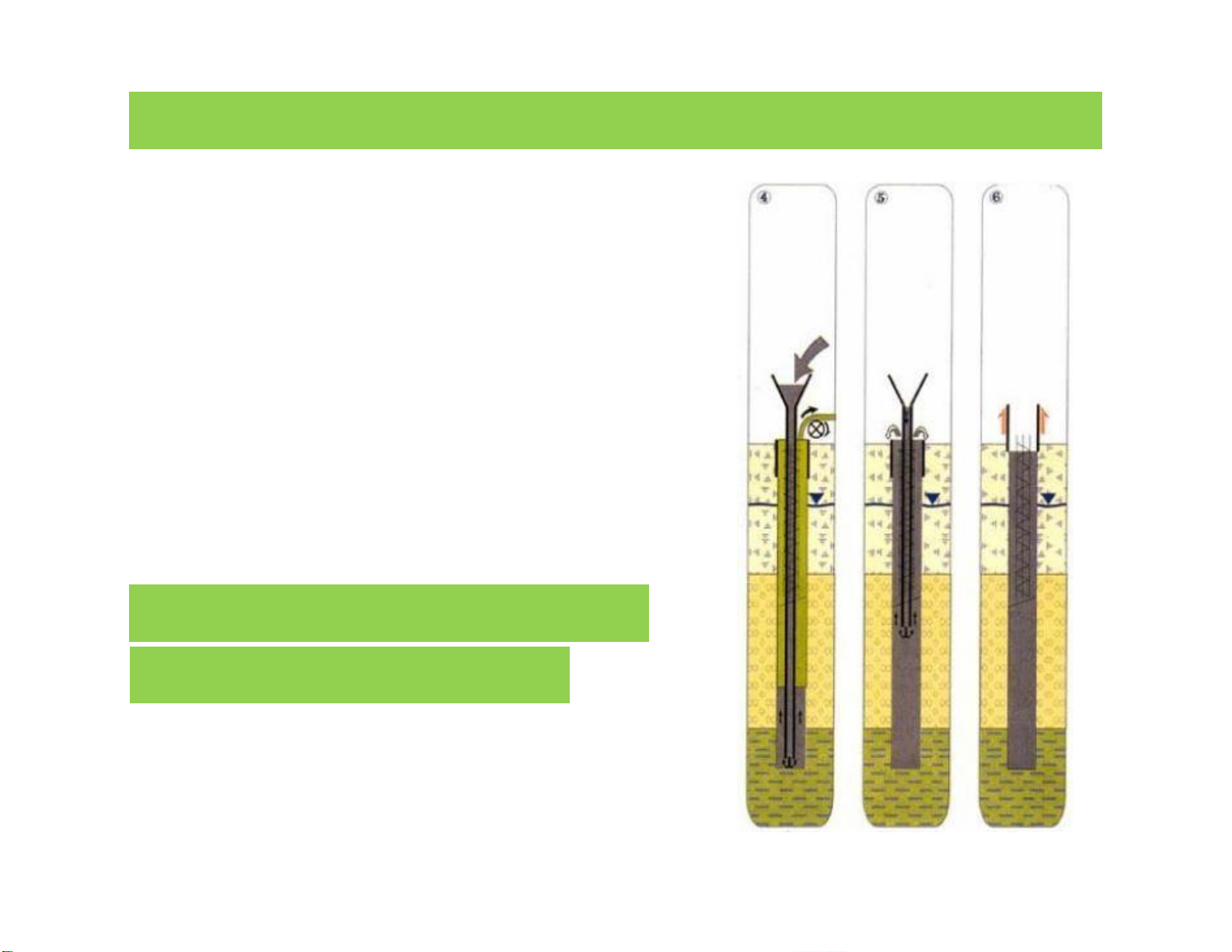
3. Trình tự và kỹ thuật thi công cọc và cừ
3.5. Thi công trụ vữa xi măng ất: lOMoARcPSD| 36991220
5. Trụ vữa xi măng sau khi hoàn thành
3. Trình tự và kỹ thuật thi công cọc và cừ
3.6. Tính toán búa óng cọc (pile driving hammer) lOMoARcPSD| 36991220
Lựa chọn búa óng cọc theo khả năng chịu tải thiết kế
của cọc (designed load bearing capacity) và trọng lượng cọc: E = 1.75aP ≤ Ett Trong ó:
o E – năng lượng ập của búa (energy) (kGm) o
a – hệ số bằng 25 kGm/tấn
o P – khả năng chịu tải thiết kế của cọc (Tấn)
3. Trình tự và kỹ thuật thi công cọc và cừ
3.6. Tính toán búa óng cọc o
Ett = 0.9WrH ối với búa ống (tube hammer), và lOMoARcPSD| 36991220
Ett = 0.4WrH ối với búa cần (rod hammer) o Wr
– trọng lượng phần ập của búa (pestle/ram weight) (kG) o
Đối với búa ống: H = 2.8m; ối với búa cần, H tra theo bảng sau: Trọng lượng (kG) H (m) 1250 1.7 1800 2.0 2500 2.2
3. Trình tự và kỹ thuật thi công cọc và cừ
3.6. Tính toán búa óng cọc lOMoARcPSD| 36991220
Loại búa ược chọn với năng lượng nhát ập Ett phải thõa iều kiện: Trong ó: o
Qn – trọng lượng toàn phần của búa (total weight of hammer) (kG) o
q – trọng lượng cọc gồm cả trọng lượng mũ
(capblock) và ệm ầu cọc (shoe) (kG) o k –
hệ số thích dụng (suitable coefficient), tra bảng
3. Trình tự và kỹ thuật thi công cọc và cừ
3.6. Tính toán búa óng cọc
Bảng tra hệ số thích dụng (k): lOMoARcPSD| 36991220 Loại búa
Hệ số thích dụng (k) Búa diesel kiểu ống và 6 song ộng (double acted hammer) Búa ơn ộng (single 5 acted hammer) và diesel kiểu cần Búa treo (dropped 3 hammer)
3. Trình tự và kỹ thuật thi công cọc và cừ
3.6. Tính toán búa óng cọc
Xác ịnh ộ chối (rebound) của cọc: (công thức ộng lOMoARcPSD| 36991220 Hilley) Trong ó:
o e – tính trung bình cho 10cm cuối cùng (m) o
ef – hiệu suất cơ học của búa óng cọc, tra bảng
3. Trình tự và kỹ thuật thi công cọc và cừ
3.6. Chọn búa óng cọc
Bảng tra hiệu suất cơ học của búa óng cọc: Dạng búa ef lOMoARcPSD| 36991220
Búa rơi tự do iều khiển 0.8 tự ộng Búa diesel 0.8
Búa rơi tự do nâng bằng 0.4 cáp tời Búa hơi ơn ộng 0.6
3. Trình tự và kỹ thuật thi công cọc và cừ
3.6. Tính toán búa óng cọc o Qu – khả năng chịu tải cực hạn (ultimate load), T Q = SFxP (T), với SF ≥ 2
o e0 – ược xác ịnh theo công thức sau: lOMoARcPSD| 36991220
o Lp – chiều dài cọc (m) o F – diện tích tiết diện cọc (m2)
o Ee – modun àn hồi của vật liệu làm cọc (T/m2)
3. Trình tự và kỹ thuật thi công cọc và cừ
Bài tập tại lớp 2: Hãy tính toán búa óng cọc. Cho thông số ầu vào:
o Đối với cọc: chiều dài cọc Lp = 30m, cọc ly tâm ứng
suất trước D450, dày 80mm. Trọng lượng mũ và ệm lOMoARcPSD| 36991220
cọc 450Kg. Tải trọng thiết kế của cọc P=80T. Môdun
àn hồi của vật liệu làm cọc E = 2.7x106
T/m2. Hệ số an toàn: SF = 3.0 o Đối với búa: Loại
búa diesel KB45 (dạng ống) có trọng lượng phần chày
Wr =4,5T, và trọng lượng toàn phần Qn =13,5T, và
chiều cao rơi của búa H = 2.3m.
3. Trình tự và kỹ thuật thi công cọc và cừ
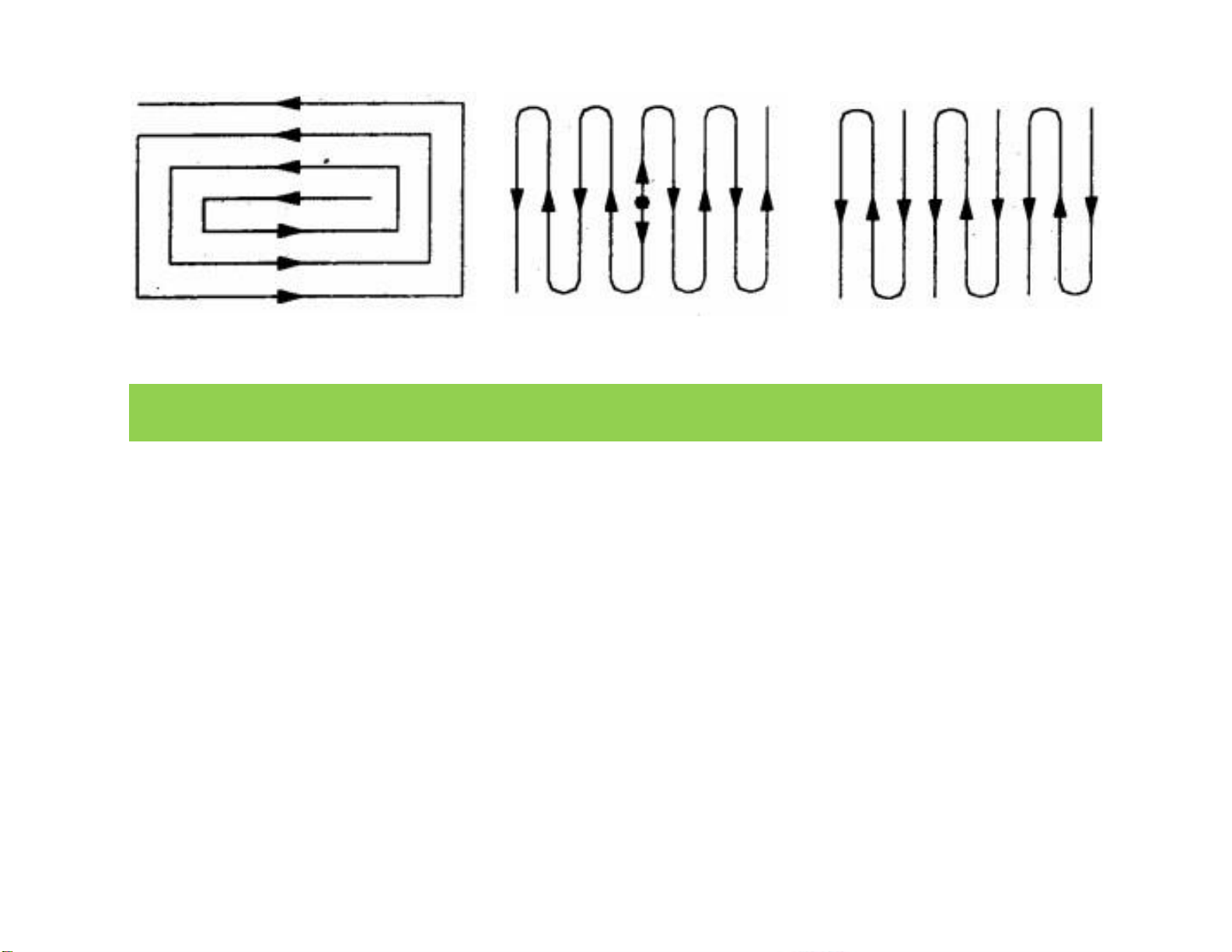
3.7. Kỹ thuật óng cọc (pile driving)
Sơ ồ óng cọc phổ biến: lOMoARcPSD| 36991220 Xoắn ốc (khóm cọc) Chạy dài Phân khu
3. Trình tự và kỹ thuật thi công cọc và cừ
3.8. Kỹ thuật ép cọc (pile pressing)
Số lượng cọc ép (hoặc óng) thử từ 0.5-1% tổng số lượng cọc.
Chỉnh các ường trục của khung máy, ường trục kích và
ường trục cọc trùng nhau
Độ nghiêng (declination) của bệ máy không quá 0.5%. lOMoARcPSD| 36991220
Tốc ộ xuyên (penetrative velocity) không lớn hơn 1cm/s
trong giai oạn ầu, và không quá 2cm/s khi ã ổn ịnh.
Độ nghiêng cọc không quá 1%.
Gia tải lên mặt cọc từ 3-4 kg/cm2 rồi tiến hành hàn nối các oạn cọc.
3. Trình tự và kỹ thuật thi công cọc và cừ
3.8. Kỹ thuật ép cọc
Cọc ép (hoặc óng) ược công nhận là ạt khi thõa
mãn ồng thời các yêu cầu sau: o Đạt chiều sâu thiết kế
o Lực ép ( óng) khi dừng bằng 1,5-2.0 lần sức
chịu tải cho phép của cọc theo thiết kế lOMoARcPSD| 36991220
o Cọc ược ngàm vào lớp ất tốt một oạn bằng 3-5
lần ường kính cọc. o Độ lệch theo phương ứng
không quá 1% (xem thêm TCVN 286-2003).
3. Trình tự và kỹ thuật thi công cọc và cừ
3.9. Kỹ thuật khoan cọc nhồi (bored pile)
Cọc khoan nhồi nhỏ: D <= 600mm, và cọc khoan nhồi lớn: D > 600mm.
Khung giàn khoan tháo dỡ và vận chuyển ược.
Khi khoan ạt ộ sâu yêu cầu, tiến hành ổ bê tông và hạ lồng thép
Thường dùng bentonite ể làm cứng thành hố khoan. lOMoARcPSD| 36991220
Dùng mũi khoan xoay và gầu với sự hỗ trợ của ộng cơ diesel. lOMoARcPSD| 36991220
3. Trình tự và kỹ thuật thi công cọc và cừ
3.9. Kỹ thuật khoan cọc nhồi
1. Định vị cọc, khoan mồi, ặt ống tạm 2. Đưa dung dịch khoan (bentonite) vào
3. Khoan ến ộ sâu thiết kế ồng thời
với việc bơm dung dịch khoan lOMoARcPSD| 36991220
3. Trình tự và kỹ thuật thi công cọc và cừ
3.9. Kỹ thuật khoan cọc nhồi
4. Làm sạch lỗ khoan, ặt lồng thép, ổ bê tông dưới nước
5. Đổ bê tông ến cao ộ thiết kế và phần ngàm vào ài cọc.
6. Rút ống tạm, hoàn tất cọc
3. Trình tự và kỹ thuật
thi công cọc và cừ
3.9. Kỹ thuật khoan cọc nhồi lOMoARcPSD| 36991220
Cọc khoan nhồi ạt chất lượng khi: (theo TCXD
1971997): o Đạt sức chịu tải thiết kế
o Vị trí cọc không ược lệch quá 75mm theo bất kỳ
phương nào o Sai số thẳng ứng nằm trong khoảng 1/100
3. Trình tự và kỹ thuật thi công cọc và cừ
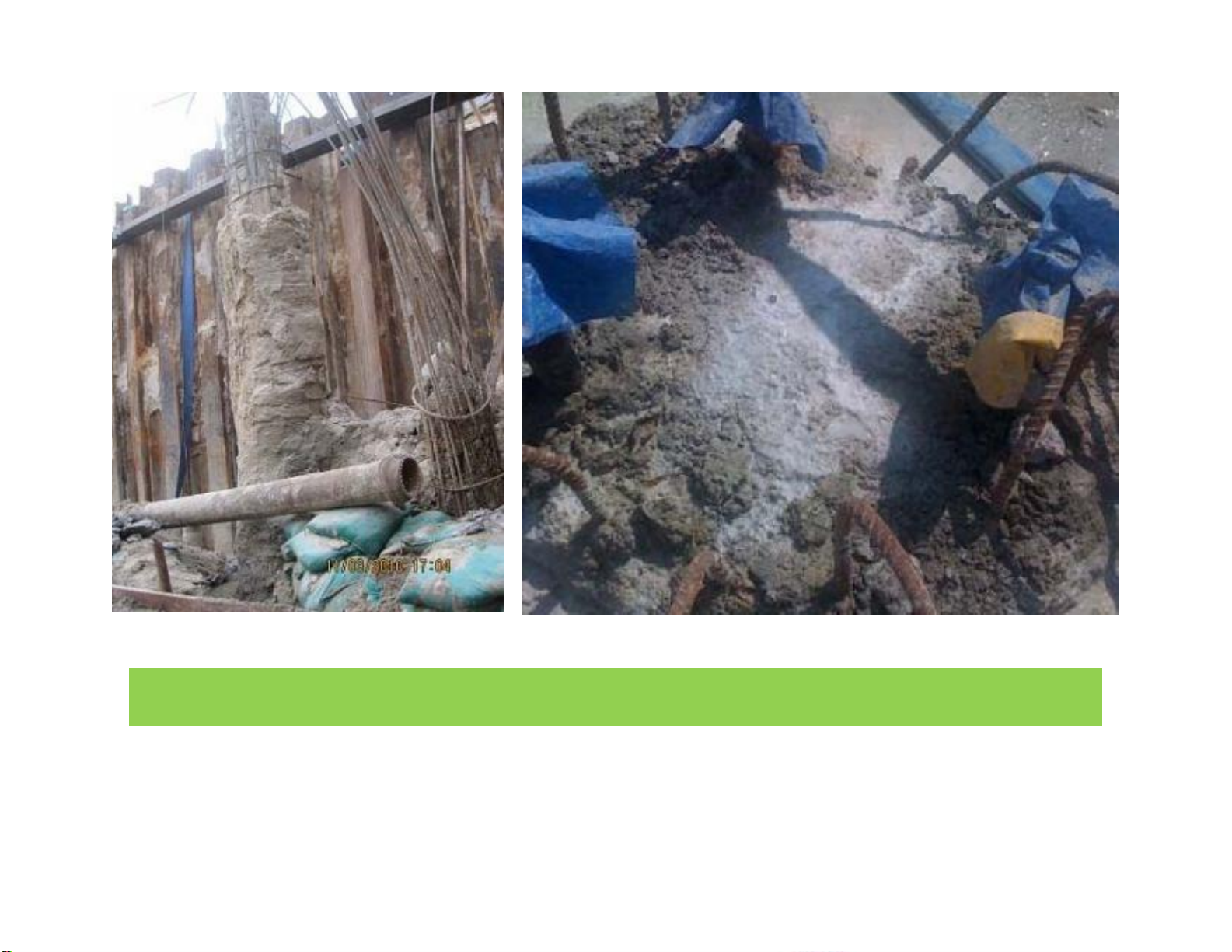
3.9. Kỹ thuật khoan cọc nhồi lOMoARcPSD| 36991220
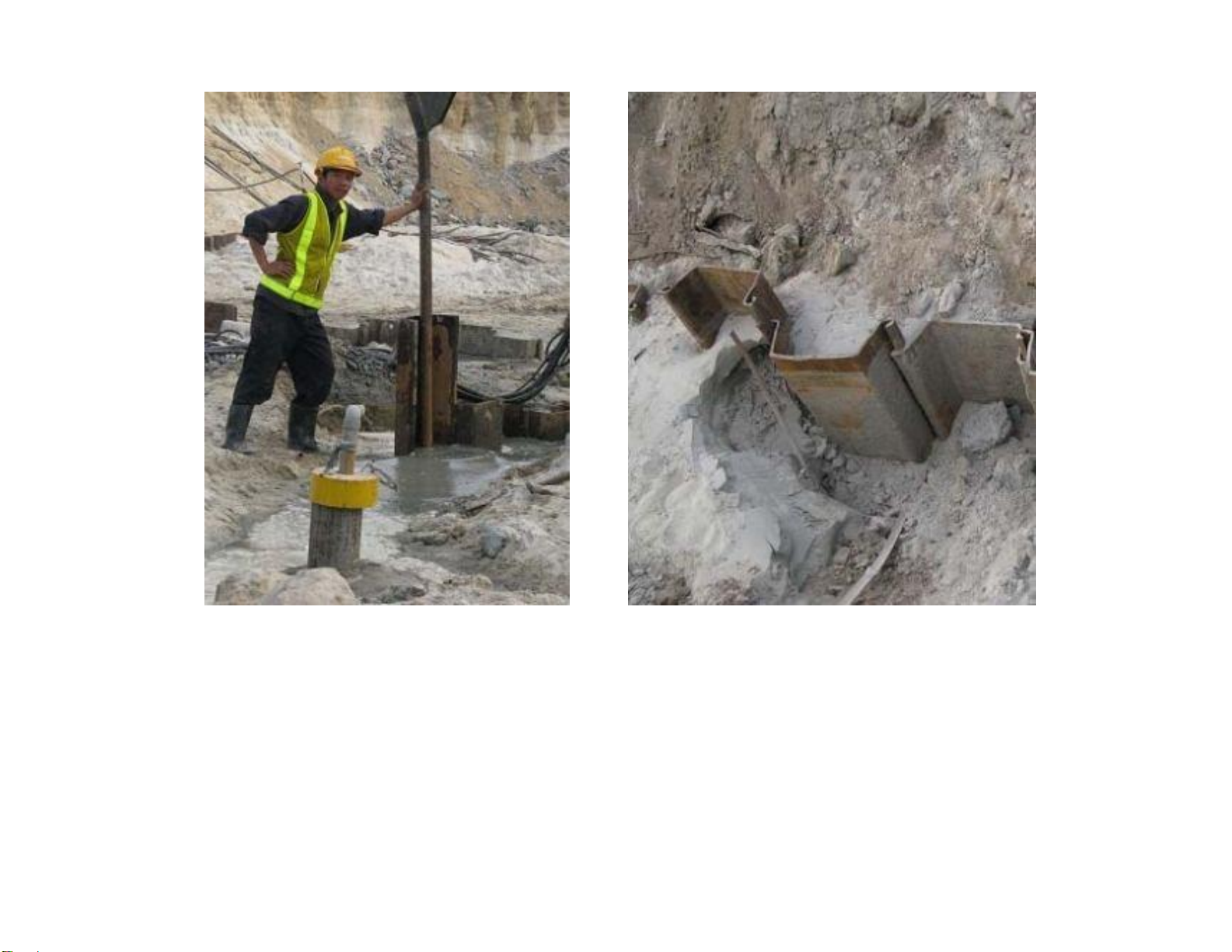
Cọc khoan nhồi bị thối
Cọc khoan nhồi bị thấm ngược
3. Trình tự và kỹ thuật thi công cọc và cừ
3.9. Kỹ thuật khoan cọc nhồi lOMoARcPSD| 36991220
Lồng thép thấp hơn cao ộ cần neo lOMoARcPSD| 36991220 Nội dung tự học
1. Các bộ phận cấu tạo và nguyên lý hoạt ộng của máy thi công cọc Barrette.
2. Trình tự và biện pháp nhổ cừ ván.
3. Các tiêu chuẩn xây dựng: TCVN 190-1996; TCXD
1961997; TCXD 197-1997; TCXD 206-1998; TCXD 2862003. lOMoARcPSD| 36991220 CHÂN THÀNH CẢM ƠN 63
Tài liệu liên quan:
-

Đề thi cuối kì Môn Kỹ thuật thi công | Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
135 68 -

Báo cáo nghiên cứu thị trường cho thuê máy và thiết bị thi công | Báo cáo môn Kỹ thuật thi công Trường đại học sư phạm kỹ thuật TP. Hồ Chí Minh
237 119 -

Lý thuyết môn kỹ thuật thi công chương 3: thiết kế thi công nền đường | Trường Đại học sư phạm kỹ thuật TP Hồ Chí Minh
451 226 -

Giáo trình Kỹ thuật thi công | Đại học Sư phạm Kỹ thuật Thành phố Hồ Chí Minh
276 138 -

Slide bài giảng môn Kỹ thuật thi công nội dung chương 9: Công tác thi công lắp ghép
373 187