Sơ đồ khối quy trình thực hiện pa tập kết và lắp đặt thiết bị | Thực tập cơ bản | Trường Đại học Bách khoa Hà Nội
Kiểm tra hồ sơ – chứng từ Kiểm tra và đối chiếu packing list, hợp đồng, danh mục thiết bị. Chuẩn bị biên bản xuất kho tạm giao. Xác nhận danh sách thiết bị theo số serial, model, quy cách.2. Kiểm tra tình trạng thiết bị và đóng gói Thiết bị có bao bọc PE, chặn lắp chắc chắn. Pallet đặt dưới và tem "Hàng dễ vỡ". Không móp méo, thấm nước, mất linh kiện. Chụp hình tổng quan trước khi giao. Tài liệu được sưu tầm và soạn thảo dưới dạng file PDF để gửi tới các bạn cùng tham khảo, ôn tập đầy đủ kiến thức, chuẩn bị cho các buổi học thật tốt. Mời bạn đọc đón xem!
Môn: Thực tập cơ bản 331 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.6 K tài liệu
Tác giả:

Preview text:
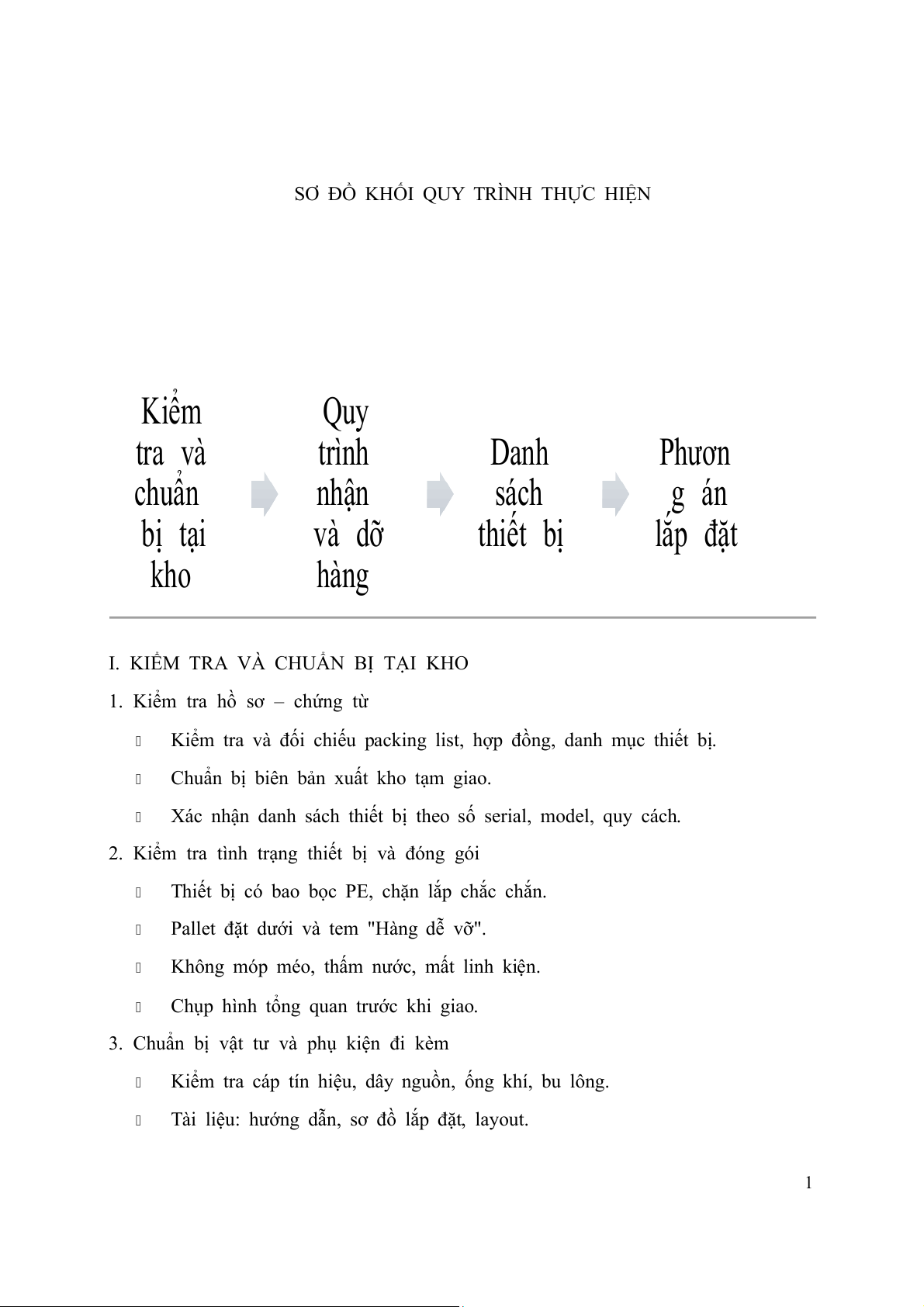
SƠ ĐỒ KHỐI QUY TRÌNH THỰC HIỆN Kiểm Quy tra và trình Danh Phươn chuẩn nhận sách g án bị tại và dỡ thiết bị lắp đặt kho hàng
I. KIỂM TRA VÀ CHUẨN BỊ TẠI KHO
1. Kiểm tra hồ sơ – chứng từ
Kiểm tra và đối chiếu packing list, hợp đồng, danh mục thiết bị.
Chuẩn bị biên bản xuất kho tạm giao.
Xác nhận danh sách thiết bị theo số serial, model, quy cách.
2. Kiểm tra tình trạng thiết bị và đóng gói
Thiết bị có bao bọc PE, chặn lắp chắc chắn.
Pallet đặt dưới và tem "Hàng dễ vỡ".
Không móp méo, thấm nước, mất linh kiện.
Chụp hình tổng quan trước khi giao.
3. Chuẩn bị vật tư và phụ kiện đi kèm
Kiểm tra cáp tín hiệu, dây nguồn, ống khí, bu lông.
Tài liệu: hướng dẫn, sơ đồ lắp đặt, layout. 1
Nhóm theo cụm thiết bị (Camera Nắp, Camera Nhãn...).
4. Chuẩn bị phương tiện và thiết bị nâng hạ
Xác định trọng lượng, kiện cồng kênh.
Bốc xếp dùng xe nâng hoặc cẩu (tùy loại).
Có người điều phối khi bốc xếp.
5. Đánh dấu và dán nhãn nhận diện
Mỗi kiện gắn nhãn: tên, mã, cụm lắp.
Đánh dấu màu theo phân nhóm.
In mã QR hoặc mã số nội bộ (nếu có).
6. Thông báo và bàn giao
Lập phiếu giao lô thiết bị cho nhóm thi công/vận chuyển.
Thông báo nhà máy nhận hàng về thời gian, điều kiện hỗ trợ.
II. QUY TRÌNH NHẬN VÀ DỠ HÀNG
1. Nhận thông báo & chuẩn bị tiếp nhận
Bộ phận kho/logistics nhận lịch hẹn giao hàng từ bên vận chuyển hoặc nhà cung cấp. Kiểm tra và chuẩn bị: o Vị trí đỗ xe container. o
Thiết bị nâng hạ (xe nâng/cẩu). o
Nhân sự tiếp nhận, giám sát kỹ thuật. o
Biên bản giao nhận, packing list, dụng cụ hỗ trợ (dao rọc, dây buộc…)
2. Xe container đến cổng nhà máy
Bảo vệ kiểm tra biển số xe, lệnh giao hàng, mã seal (niêm phong container).
Ghi nhận thông tin vào sổ nhật ký hoặc phần mềm quản lý.
Hướng dẫn container đến vị trí dỡ hàng đã quy hoạch. 2
3. Mở cửa container và kiểm tra sơ bộ
Kiểm tra niêm phong: Mã seal có khớp không?
Mở cửa container và kiểm tra sơ bộ tình trạng hàng: o
Có xô lệch, đổ ngã không? o
Có bị nước vào, mùi lạ, móp méo kiện hàng không?
4. Dỡ hàng bằng xe nâng hoặc cẩu
Dùng xe nâng phù hợp tải trọng (hoặc cẩu nếu cần) để lấy từng kiện hàng.
Ưu tiên lấy hàng nặng/cồng kềnh trước. Nguyên tắc: o
Không đè hàng nặng lên hàng nhẹ. o Không kéo lê kiện hàng. o
Đảm bảo cân bằng khi nâng.
Mỗi kiện được đặt xuống mặt sàn bằng phẳng, khô ráo.
5. Kiểm đếm và đối chiếu thực tế
Đối chiếu số lượng – mã thiết bị – mô tả trên packing list và biên bản giao hàng.
Ghi nhận các trường hợp: o
Thiếu hàng, nhầm mã, thùng hỏng, dấu hiệu va đập. o
Lập biên bản hiện trường nếu có vấn đề.
6. Tập kết tạm thiết bị tại khu vực chờ lắp đặt
Vận chuyển thiết bị đến khu vực chờ gần khu vực thi công.
Không để thiết bị dưới mưa/nắng trực tiếp.
Không xếp chồng lên nhau nếu không có pallet cứng.
Dán tem “ĐÃ KIỂM TRA – CHỜ LẮP ĐẶT”.
7. Hoàn tất và lưu hồ sơ
Lập biên bản giao nhận thiết bị với đại diện nhà máy và bên giao hàng ký xác nhận. 3 Lưu file mềm + bản in: o Biên bản giao hàng. o
Hình ảnh chụp thực tế khi dỡ hàng. o Packing list có ký nhận.
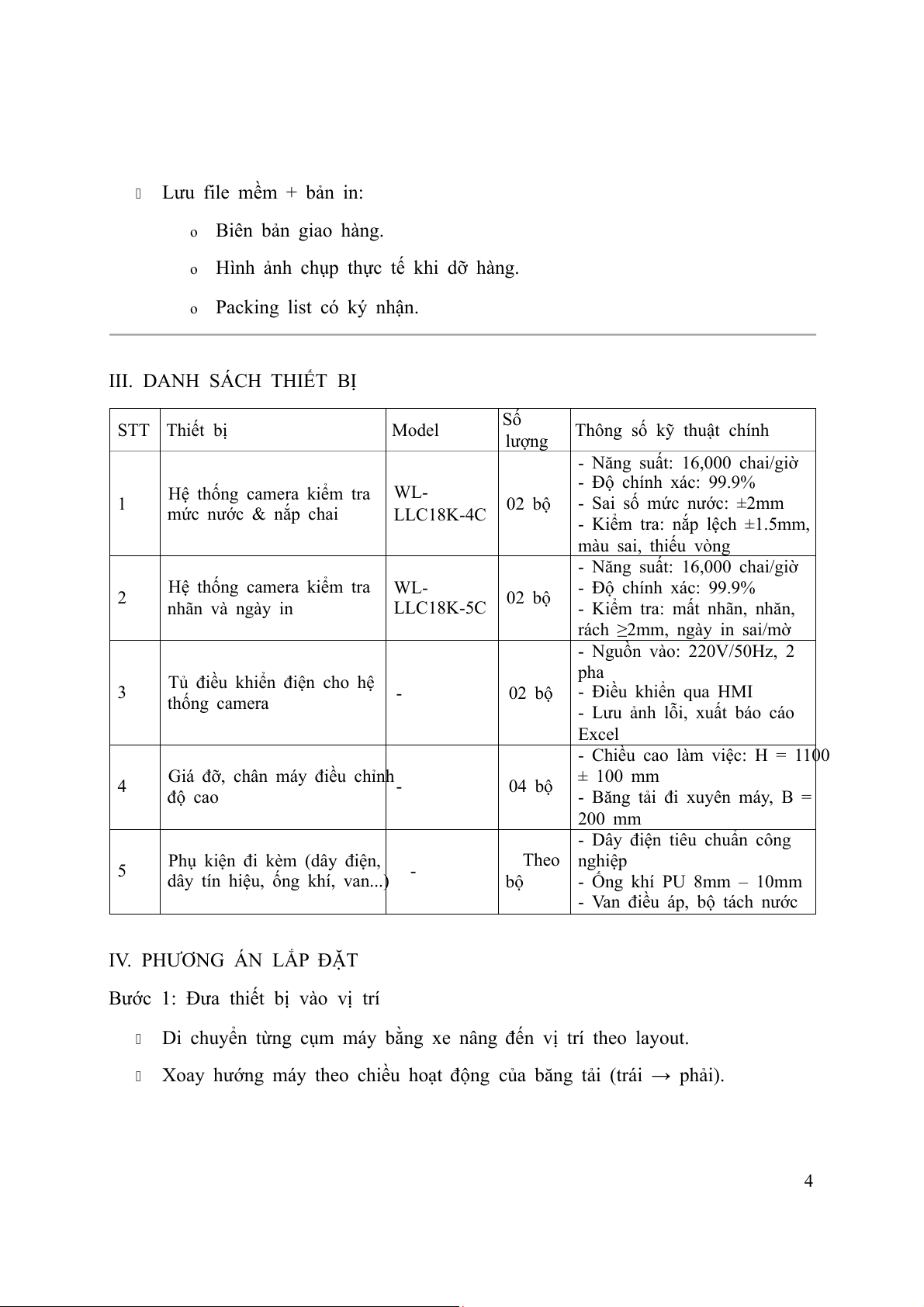
III. DANH SÁCH THIẾT BỊ Số STT Thiết bị Model
Thông số kỹ thuật chính lượng
- Năng suất: 16,000 chai/giờ - Độ chính xác: 99.9%
Hệ thống camera kiểm tra WL- 1
- Sai số mức nước: ±2mm mức nước & nắp chai 02 bộ LLC18K-4C
- Kiểm tra: nắp lệch ±1.5mm, màu sai, thiếu vòng
- Năng suất: 16,000 chai/giờ
Hệ thống camera kiểm tra 2 WL- - Độ chính xác: 99.9% 02 bộ nhãn và ngày in LLC18K-5C
- Kiểm tra: mất nhãn, nhăn,
rách ≥2mm, ngày in sai/mờ - Nguồn vào: 220V/50Hz, 2 pha
Tủ điều khiển điện cho hệ 3 - 02 bộ - Điều khiển qua HMI thống camera
- Lưu ảnh lỗi, xuất báo cáo Excel
- Chiều cao làm việc: H = 1100
Giá đỡ, chân máy điều chỉnh 4 ± 100 mm - 04 bộ độ cao
- Băng tải đi xuyên máy, B = 200 mm
- Dây điện tiêu chuẩn công
Phụ kiện đi kèm (dây điện, Theo 5 - nghiệp
dây tín hiệu, ống khí, van...) bộ - Ống khí PU 8mm – 10mm
- Van điều áp, bộ tách nước
IV. PHƯƠNG ÁN LẮP ĐẶT
Bước 1: Đưa thiết bị vào vị trí
Di chuyển từng cụm máy bằng xe nâng đến vị trí theo layout.
Xoay hướng máy theo chiều hoạt động của băng tải (trái → phải). 4
Căn chỉnh máy theo cao độ H = 1100 ± 100 mm để băng tải đi xuyên vùng quét camera.
Cố định chân máy xuống sàn bằng bulong nở (nếu cần thiết).
Căn chỉnh song song và vuông góc với line băng tải.
Bước 2: Lắp đặt tủ điều khiển
Đặt tủ điện gần từng cụm máy, cách mặt đất tối thiểu 100mm.
Đảm bảo khoảng cách vận hành và bảo trì thuận tiện.
Kéo dây tín hiệu từ camera và cảm biến về tủ điều khiển.
Kết nối nguồn: 220V/50Hz, 2 pha.
Dùng máng cáp hoặc ống gen để gom gọn đường dây.
Kéo ống khí PU 8-10mm từ hệ thống khí trung tâm đến các xi lanh xả NG.
Gắn bộ lọc – van điều áp tại điểm vào mỗi cụm máy.
Bước 3: Kiểm tra và chạy thử
Kiểm tra các kết nối điện, khí, tín hiệu.
Chạy khô không tải từng cụm máy.
Kiểm tra khả năng nhận diện lỗi và cơ cấu loại bỏ. 5
Tài liệu liên quan:
-

Báo cáo Thực Tập Cơ Bản: Linh Kiện và IC Trong Mạch Điện | Thực tập cơ bản | Trường Đại học Bách khoa Hà Nội
41 21 -
Báo cáo Thực Tập Cơ Bản: Thiết Kế Mạch Điện Tử | Thực tập cơ bản | Trường Đại học Bách khoa Hà Nội
35 18 -

Báo cáo về Chủ nghĩa Xã hội Khoa học và Vai trò của C. Mác - Ph. Ăngghen | Thực tập cơ bản | Trường Đại học Bách khoa Hà Nội
40 20 -

Báo cáo Thực Tập Cơ Bản: Thiết Kế Mạch Đếm Thuận 0-9 Bằng Altium | Thực tập cơ bản | Trường Đại học Bách khoa Hà Nội
34 17 -
Báo cáo thực tập Mạch khuếch đại âm tần - Điện tử | Thực tập cơ bản | Trường Đại học Bách khoa Hà Nội
36 18