Thiết kế chế tạo mô hình máy phun ép nhựa | Đồ án tốt nghiệp khoa Điện | Đại học Bách khoa Đà Nẵng
Đồ án tốt nghiệp khoa Điện của Trường Đại học Bách khoa, Đại học Đà Nẵng với đề tài: "Thiết kế chế tọ mô hình máy phun ép nhựa" giúp bạn tham khảo và hoàn thành tốt bài tập của mình đạt kết quả cao. Mời bạn đọc đón xem!
Môn: Truyền động điện (TDD) 47 tài liệu
Trường: Trường Đại học Bách khoa, Đại học Đà Nẵng 1.7 K tài liệu
Tác giả:















































Preview text:
TÓM TẮT ĐỒ ÁN TỐT NGHIỆP
Tên đề tài: Thiết kế chế tạo mô hình máy phun ép nhựa.
Sinh viên thực hiện: Phan Trọng Hậu
số thẻ sinh viên: 105130259
Sinh viên thực hiện: Phan Quốc Chấn
số thẻ sinh viên: 105130251 Lớp: 13TDH1
Tóm tắt nội dung đề tài:
Dựa vào tìm hiểu thực tế và các kiến thức được trang bị ở trường. Chúng em
chọn đề tài tốt nghiệp của mình là “Thiết kế chế tạo mô hình máy phun ép nhựa”.
Về quy trình công nghệ gồm có 3 giai đoạn: - Lấy nhựa vào khuôn ép
- Tạo áp lực ép để điền đầy
- Làm nguội và lấy sản phẩm ra khỏi khuôn.
Dựa vào quy trình công nghệ trên và các tài liệu tham khảo khác em chế tạo mô
hình của mình gồm các bộ phận sau:
- Bộ phận kẹp giữ khuôn: Cơ cấu chấp hành dùng xylanh thủy khí và van điện từ.
- Bộ phận lấy nhựa: Là khối phức hợp gồm trục vít tải kết hợp với xylanh được
điều khiển bằng van điện từ.
- Bộ phận đẩy sản phẩm ra khỏi khuôn: Là một xylanh được điều khiển bằng van
điện từ nổi thẳng vào ty đẩy của khuôn.
Ứng với mỗi quy trình và một bộ phận cần có nhiều cơ cấu hỗ trợ kèm theo
cũng như cần được lập trình để mô hình có thể hoạt động. Trong mô hình của
mình em sử dụng PLC SAM SUNG FARA N70-α. 1 ĐẠI HỌC ĐÀ NẴNG
CỘNG HÒA XÃ HÔI CHỦ NGHĨA VIỆT NAM
TRƯỜNG ĐẠI HỌC BÁCH KHOA
Độc lập - Tự do - Hạnh phúc KHOA ĐIỆN
NHIỆM VỤ ĐỒ ÁN TỐT NGHIỆP TT Họ tên sinh viên Số thẻ SV Lớp Ngành 1 Phan Trọng Hậu 105130259 13TDH1
Kỹ thuật điều khiển và tự động hóa 2 Phan Quốc Chấn 105130251 13TDH1
Kỹ thuật điều khiển và tự động hóa
1. Tên đề tài đồ án: Thiết kế mô hình máy phun ép nhựa
2. Đề tài thuộc diện: ☐ Có ký kết thỏa thuận sở hữu trí tuệ đối với kết quả thực hiện
3. Các số liệu và dữ liệu ban đầu:
4. Nội dung các phần thuyết minh và tính toán: a. Phần chung: STT Họ tên sinh viên Nội dung 1 Phan Trọng Hậu
- Nghiên cứu tổng quát về công nghệ
- Thi công, lắp ráp mô hình cơ khí kết hợp với chạy thực tế. 2 Phan Quốc Chấn - Viết báo cáo b. Phần riêng: T Họ tên sinh viên Nội dung T 1 Phan Trọng Hậu
Quy trình công nghệ máy phun ép nhựa, lập trình hệ thống trên PLC 2 Phan Quốc Chấn
Thiết kế sơ đồ nối dây, lập trình arduino
5. Các bản vẽ, đồ thị ( ghi rõ các loại và kích thước bản vẽ ):
- Đồ thị thể hiện số kg nhựa bình quân đầu người
- Bản vẽ sơ đồ nối dây (A3) 2
6. Họ tên người hướng dẫn: Phần/Nội dung: TS. GIÁP QUANG HUY
Theo sát quá trình làm đồ án
Đóng góp ý tưởng để đồ án hoàn thiện hơn
7. Ngày giao nhiệm vụ đồ án: 17 / 02 / 2018
8. Ngày hoàn thành đồ án: 30/ 05 / 2018
Đà Nẵng, ngày 30 tháng 05 năm 2018 Trưởng Bộ môn Người hướng dẫn 3
Thiết kế mô hình máy phun ép nhựa LỜI NÓI ĐẦU
Hiện nay đất nước ta đang trong thời kì đổi mới, thời kỳ công nghiệp hóa hiện
đại hóa cùng với sự phát triển của nghành chế tạo máy, nghành kỹ thuật điện tử
là sự phát triển của kỹ thuật điều khiển và tự động hóa. Hệ thống điều khiển là
một bộ phận không thể thiếu được trong mọi quá trình tự động hóa.
Nhu cầu về vật liệu mới: ngày nay chất dẻo, hay còn gọi là nhựa, là các hợp chất
cao phân tử, được dùng làm vật liệu để sản xuất nhiều loại vật dụng trong đời
sống hằng ngày cho đến những sản phẩm công nghiệp, gắn với đời sống hiện đại của con người.
Đây là đề tài, đồ án nghiên cứu cuối cùng của em trước khi rời khỏi ghế nhà trường và
trở thành kỹ sư, với những kiến thức được lĩnh hội, em đều áp dụng vào đề tài này.
Trong quá trình thực hiện đề tài, đã nhận được sự giúp đỡ, ủng hộ rất nhiều từ phía
thầy cô, gia đình và bạn bè.
Qua đó, chúng em xin được gửi lời cảm ơn sâu sắc đến những người đã hỗ trợ chúng
em hoàn thành đồ án này, đặc biệt là thầy Ts. Giáp Quang Huy, thầy là người đã luôn
theo dõi, hướng dẫn, chỉ bảo rất tận tình trong suốt quá trình em thực hiện đề tài.
Trong đề tài chắc chắn sẽ còn nhiều thiếu sót, rất mong nhận được những
đóng góp quý báu từ phía quý Thầy Cô và các bạn đọc để đề tài hoàn thiện hơn. Trân trọng cảm ơn!
Đà Nẵng, tháng 5 năm 2018 Sinh viên thực hiện
Phan Trọng Hậu – Phan Quốc Chấn 4
Thiết kế mô hình máy phun ép nhựa CAM ĐOAN
Đồ án tốt nghiệp của em là một sản phẩm được làm ra từ chính bản thân của
chúng em. Không ăn cắp ý tưởng hay vi phạm bản quyền đề tài của ai.
Trong đồ án tất cả các thuật ngữ, chú giải, hình ảnh đều được ghi rõ nguồn gốc
khi sử dụng hình ảnh. Các tài liệu tham khảo được trích dẫn tại mục phụ lục 1
đều để tên và ghi rõ ràng tác giả của tài liệu. Xin chân thành cảm ơn! Sinh viên thực hiện
Phan Trọng Hậu – Phan Quốc Chấn 5
Thiết kế mô hình máy phun ép nhựa MỤC LỤC Tóm tắt Nhiệm vụ đồ án
Lời nói đầu ……………………………………………………………………i
Lời cam đoan liêm chính học thuật …………………………………………….ii
Mục lục …………………………………………………………………………iii
Danh sách các bảng biểu, hình vẽ và sơ đồ …………………………………… v
Danh sách các cụm từ viết tắt ………………………………………………… vi 6
Thiết kế mô hình máy phun ép nhựa
DANH MỤC CÁC HÌNH ẢNH SỬ DỤNG TRONG ĐỒ ÁN 7
Thiết kế mô hình máy phun ép nhựa
CHƯƠNG 1: TỔNG QUAN VỀ CÔNG NGHỆ ÉP PHUN
1.1 Giới thiệu về ngành nhựa.
Chất dẻo, hay còn gọi là nhựa hoặc polymer, được dùng làm vật liệu sản xuất
nhiều loại vật dụng góp phần quan trọng vào phục vụ đời sống con người cũng
như phục vụ cho sự phát triển của nhiều ngành và lĩnh vực kinh tế khác như:
điện, điện tử, viễn thông, giao thông vận tải, thủy sản, nông nghiệp v.v. Cùng với
sự phát triển của khoa học công nghệ, chất dẻo còn được ứng dụng và trở thành
vật liệu thay thế cho những vật liệu truyền thống tưởng chừng như không thể
thay thế được là gỗ, kim loại, silicat... Do đó, ngành công nghiệp Nhựa ngày
càng có vai trò quan trọng trong đời sống cũng như sản xuất của các quốc gia.
Trên thế giới cũng như ở Việt Nam, ngành công nghiệp nhựa dù còn non trẻ so
với các ngành công nghiệp lâu đời khác như cơ khí, điện - điện tử, hoá chất, dệt
may v.v… nhưng đã có sự phát triển mạnh mẽ trong những năm gần đây. Ngành
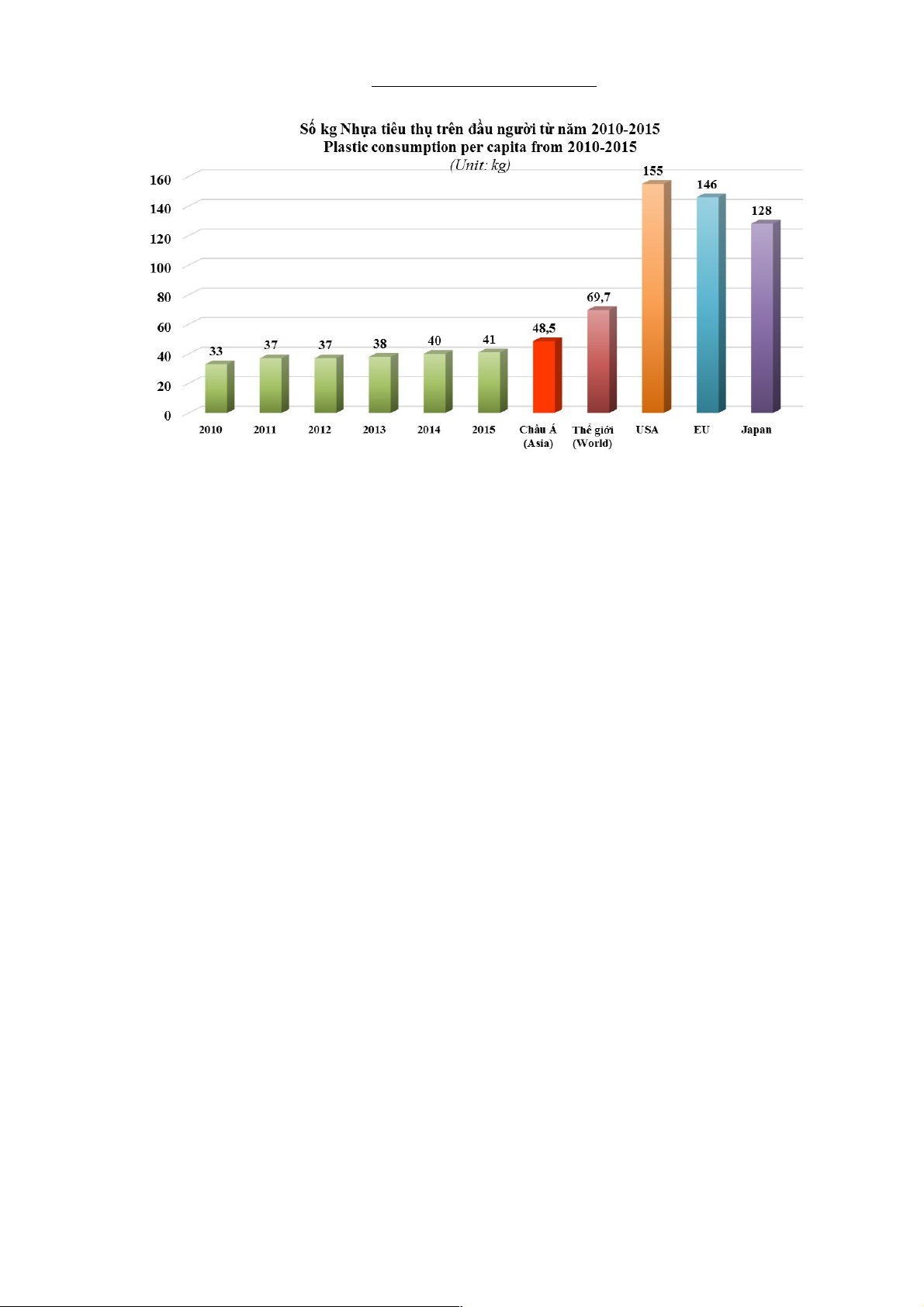
Nhựa giai đoạn 2010 – 2015, là một trong những ngành công nghiệp có tăng
trưởng cao nhất Việt Nam với mức tăng hàng năm từ 16% – 18%/năm (chỉ sau
ngành viễn thông và dệt may), có những mặt hàng tốc độ tăng trưởng đạt gần
100% [1]. Với tốc độ phát triển nhanh, ngành Nhựa đang được coi là một ngành
năng động trong nền kinh tế Việt Nam. Sự tăng trưởng đó xuất phát từ thị trường
rộng, tiềm năng lớn và đặc biệt là vì ngành nhựa Việt Nam mới chỉ ở bước đầu
của sự phát triển so với thế giới và sản phẩm nhựa được phát huy sử dụng trong
tất cả các lĩnh vực của đời sống bao gồm sản phẩm bao bì nhựa, sản phẩm nhựa
vật liệu xây dựng, sản phẩm nhựa gia dụng và sản phẩm nhựa kỹ thuật cao.
SVTH: Phan Trọng Hậu – Phan Quốc Chấn GVHD: Giáp Quang Huy 8
Thiết kế mô hình máy phun ép nhựa
Hình 1. 1: Số kg nhựa tiêu thụ trên đầu người từ năm 2010-2015
1.2 Tổng quan về công nghệ ép phun
1.2.1 Giới thiệu về công nghệ ép phun
Công nghệ ép phun là công nghệ truyền thống của ngành sản xuất nhựa, được
phát triển qua 4 thế hệ máy, thế hệ thứ 4 là các loại máy ép điện, ép gas đang
dược áp dụng phổ biến ở các quốc gia có công nghiệp nhựa tiên tiến như Mỹ,
Đức, Nhật… đang thâm nhập vào thị trường Châu Á. Loại công nghệ này phục
vụ cho các ngành công nghiệp điện tử, điện dân dụng, sản xuất xe hơi và các
ngành công nghiệp khác, đỉnh cao của công nghệ này là công nghệ nhựa vi
mạch điện tử. Tại Việt Nam, hiện có gần 3000 thiết bị ép phun trong đó có 2000
máy ở thế hệ thứ 2, thứ 3[1]. Trước đây công nghệ ép phun được sử dụng sản
xuất hàng gia dụng nay đã chuyển sang hàng nhựa công nghiệp phục vụ cho các
ngành công nghiệp khác, sản phẩm của nó được thay thế các chất liệu khác như
gỗ, sắt, nhôm, trong công nghiệp bao bì và hàng tiêu dùng.
1.2.2 Đặc điểm công nghệ ép phun.
Công nghệ ép phun là quá trình phun nhựa nóng chảy điền đẩy lỏng khuôn.
Một khi nhựa được làm nguội và định hình lại trong lòng khuôn thì khuôn được
mở ra và sản phẩm được đẩy ra khỏi khuôn nhờ hệ thống đẩy, trong quá trình
SVTH: Phan Trọng Hậu – Phan Quốc Chấn GVHD: Giáp Quang Huy 9
Thiết kế mô hình máy phun ép nhựa
này không có bất cứ một phản ứng hóa học nào.
Bằng cách quan sát thông thường nhất chúng ta có thể lấy rất nhiều sản
phẩm nhựa xung quanh chúng ta. Từ các sản phẩm đơn giản là các dụng cụ học
tập như: thước, bút, đồ chơi cho đến các sản phẩm phức tạp như: Bàn ghế, máy
tính…đều được làm bằng nhựa. Các sản phẩm này đều có màu sắc và hình dáng
đa dạng chúng đã làm cho cuộc sống ta thêm đẹp và tiện nghi hơn. Điều này
đồng nghĩa với sản phẩm nhựa mà phần lớn tạo ra bằng công nghệ ép phun đã
trở thành một phần không thể thiếu trong cuộc sống của chúng ta. Với các tính
chất như: độ dẻo dai, có thể tái chế, không phản ứng hóa học nào với không khí
ở điều kiện thường…Vật liệu nhựa đã đang thay thế dần các loại vật liệu như:
sắt, nhôm, gang…đang ngày càn cạn kiệt trong tự nhiên.
Ép phun (đúc dưới áp suất hay đúc tiêm) là phương pháp gia công chủ yếu
trong công nghiệp gia công polymer.Các nhựa nhiệt dẻo thường được gia công
bằng phương pháp này.Phương pháp ép phun thuộc nhóm 1 theo cách phân
nhóm trạng thái vật liệu. Sản phẩm gia công có kích thước khá chính xác théo 3
chiều vi được tạo ra hình trong khuôn kín.
Quá trình gia công gồm 2 quá trình:
Nhựa hoá trong xi lanh nguyên liệu. Tạo hình trong khuôn.
Quá trình tạo hình chỉ tiến hành khi làm khít 2 nửa khuôn lại với nhau. Tùy theo
nguyên liệu đúc, chế độ nhiệt độ của khuôn đúc khác nhau (nhựa nhiệt dẻo khác
nhựa nhiệt rắn). Vật liệu chảy vào khuôn qua các rảnh, cửa tiết diện nhỏ. Khi
vùng tạo hình của khuôn đã được lấp đầy nguyên liệu thì khuôn mới chịu tác
dụng của lực ép. Năng suất cao, chu kỳ ngắn, gia công bằng phương pháp ép
phun tiết kiệm được nhiều nguyên liệu, ít tốn công hoàn tất. Quá trình ép phun
không ổn định về nhiệt độ và áp suất. Đây là một đặc điểm không thuận lợi của
phương pháp và chất lượng sản phẩm chịu ảnh hưởng rất lớn đặc điểm này.
SVTH: Phan Trọng Hậu – Phan Quốc Chấn GVHD: Giáp Quang Huy 10
Thiết kế mô hình máy phun ép nhựa
1.2.3 Phân loại máy ép phun theo cấu tạo
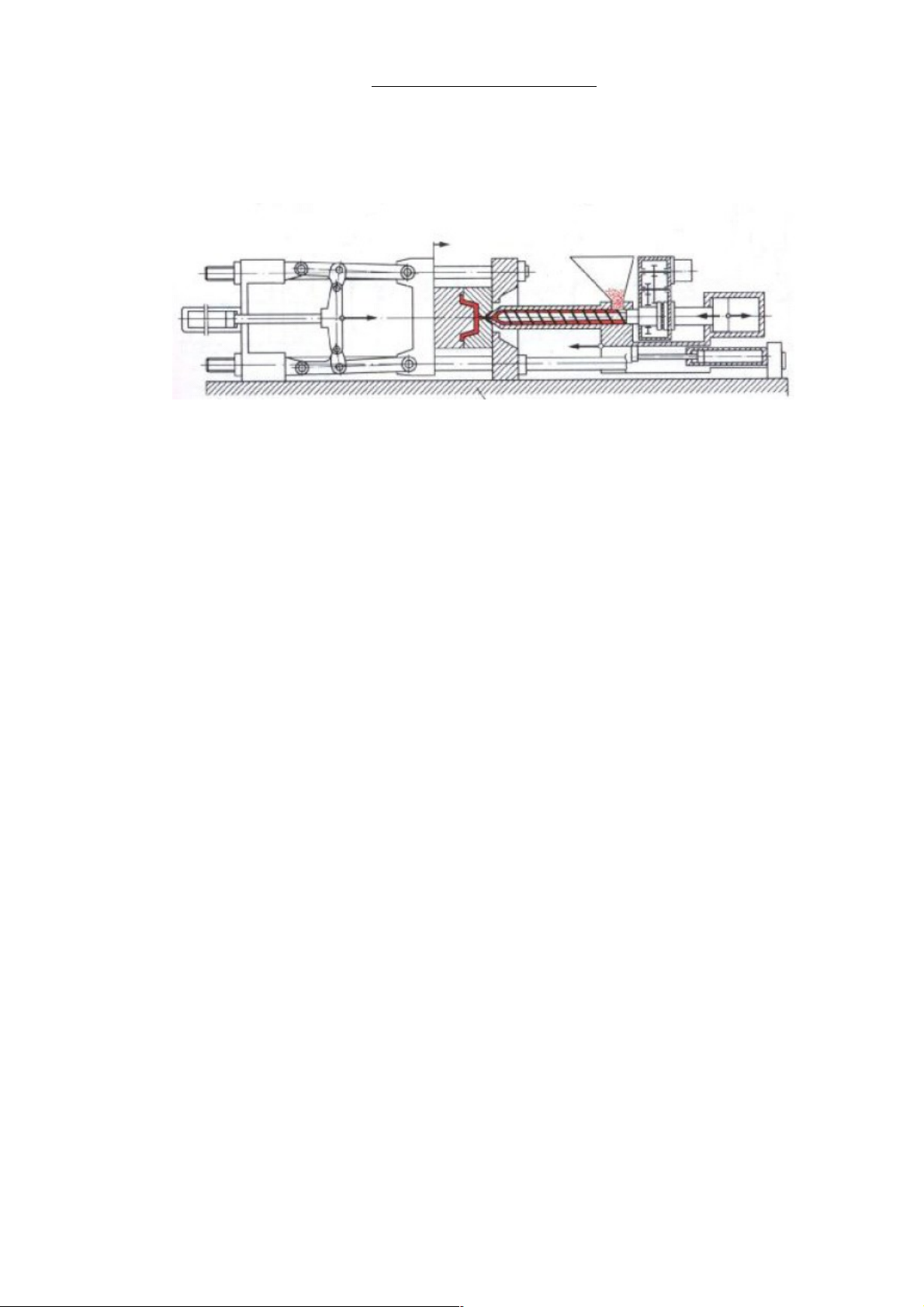
a. Máy ép phun trục vít
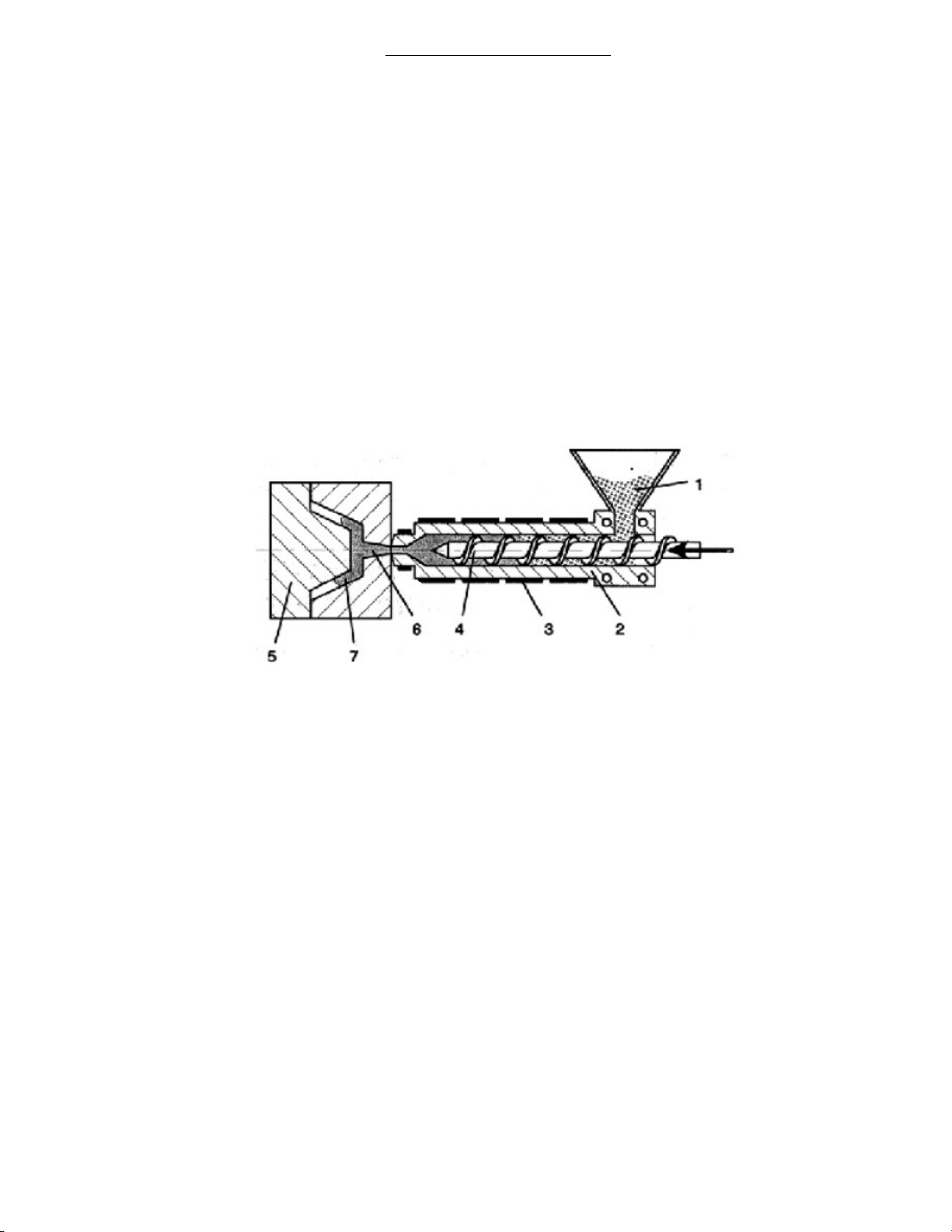
Hình 1. 2: Máy ép phun trục vít
Cấu tạo và nhiệm vụ:
Trục vít: Được chế tạo bằng thép cứng để chống mòn, được xi mạ tránh
bám dính và giảm ma sát. Khe hở của vít thu hẹp dần để giảm thể tích nhờ
đó áp suất kéo nén lên phía trên cũng tăng theo. Phía trước của vít có cơ cấu
van một chiều chỉ cho phép nguyên liệu đi lên phía trên khi nạp liệu nhưng
khi bơm sẽ đóng lại không cho nhựa đi về phía sau.
Trục vít quay để lấy nguyên liệu nhờ motor dầu ở phía sau xylanh thuỷ
lực. Trục vít chuyển động tịnh tiến nhờ xylanh thuỷ lực nằm phía sau trục vít.
Nhiệm vụ: vừa làm nhiệm vụ nhựa hoá vừa giữ nhiệm vụ tạo áp suất đẩy
vào vùng tạo hình của khuôn đúc, để thực hiện được nhiệm vụ này, bộ phận
truyền động của bộ phận trục vít phải tạo được chuyển động quay tròn và chuyển động tinh tiến.
Bộ phận truyền động: Trục vít hoạt động nhờ hai bộ phận truyền động khác nhau:
Chuyển động tới lui nhờ vào xylanh thuỷ lực lắp sau xylanh nguyên liệu.
Chuyển động quay tròn có thể do động cơ điện truyền động qua bộ phận
SVTH: Phan Trọng Hậu – Phan Quốc Chấn GVHD: Giáp Quang Huy 11
Thiết kế mô hình máy phun ép nhựa
giảm tốc bằng bánh răng và cũng có thể nhờ vào bộ phận truyền động thuỷ
lực. Hiện nay người ta dùng động cơ thuỷ lực, vì phạm vi điều chỉnh vận tốc
rộng, mặt khác cơ cấu vận động kiểu này đơn giản hơn.
Đầu phun: Là bộ phận nối tiếp giữa xylanh nguyên liệu, nó giữ nhiệm vụ
dẫn nguyên liệu từ xylanh nguyên liệu đến khuôn. Cấu tạo và hình dạng cua
đầu phun có ảnh hưởng rõ rệt đến áp suất và nhiệt của nhựa, đồng thời nó
cũng ảnh hưởng tới thời gian duy trì áp suất, nghĩa là ảnh hưởng đến chu kì đúc.
Cấu tạo của đầu phun phải đảm bảo 3 yêu cầu sau: Không có điểm dừng
trên đầu nguyên liệu. Tổn thất áp suất nhỏ nhất. Có khả năng ăn khớp với lỗ
phun keo trên khuôn không cho nhựa lỏng trong xylanh nguyên liệu chảy ra
ngoài trong khi phun ép đúc sản phẩm.
Nhiệm vụ của đầu phun: Giống như một chiếc van nối giữa bộ phận trục vít và khuôn nhựa.
Cụm đóng mở khuôn: Bộ phận này rất đa dạng, gồm các loại thuỷ lực, cơ
học, thuỷ lực kết hợp cơ học, cơ điện… Mỗi kiểu có những ưu điểm và
nhược điểm của nó và hiện nay người ta có khuynh hướng sử dụng tổ hợp
các xylanh thuỷ lực khác nhau và không dùng thuỷ lực cơ học.
Dù kiểu nào đi nữa thì bộ phận này cũng phải đáp ứng hai yêu cầu sau:
Kết cấu gọn nhẹ. Đảm bảo độ cứng vững, chịu được lực lớn khi đóng khuôn. Ưu điểm:
Nguyên liệu được đốt nóng nhanh và điều, vì trong xylanh nguyên liệu,
nguyên liệu vừa được tạo thành các lớp mỏng,vừa được trộn liên tục.
Thời gian lưu của nguyên liệu trong xylanh nguyên liệu ngắn.
Cấu tạo của máy gọn nhẹ nhất là bộ phận nạp liệu.
SVTH: Phan Trọng Hậu – Phan Quốc Chấn GVHD: Giáp Quang Huy 12
Thiết kế mô hình máy phun ép nhựa
Tuy không đòi hỏi đo lường, nhưng lượng vật liệu đi vào máy khá đồng
đều giúp cho việc đảm bảo áp suất đúc ổn định, chất lượng sản phẩm đồng đều.
Tổn thất áp suất trong vùng nguyên liệu trước trục vít ít do chúng đã được
đốt nóng đến trạng thái chảy nhớt.
Nhược điểm: Không tạo được áp suất lớn do có khe hở giữa răng vít và xylanh. b. Máy ép phun piton
Hình 1. 3: Máy ép phun bằng piton dạng vít đùn.
Trên hình là máy ép phun piton, Đặc điểm của máy này khi hoạt động máy cho
phép nhựa đã gia nhiệt nằm trong piton đẩy tạo ra áp lực lớn đưa vào khuôn
nhựa mà không có bọt khí . Từ đó máy tạo ra sản phẩm chất lượng tốt không bị
các lỗi dễ gặp như rỗ khí, hai lai, bavia. Dạng máy ép phun piton có lợi thể dễ
sữa chưa bảo trì, linh kiện thay thế khá đang dạng. Máy cũng có giá thành rẽ
hơn so với các loại máy ép sử dụng động cơ điện. Từ đó, máy rất phù hợp với
điều kiện sản xuất nhỏ lẽ chi phí đầu tư ban đầu thấp.
Tuy nhiên nhược điểm của máy là do sử dụng piton nên vận hành có ồn cao, tạo
nhiều rung động, thường xuyên phải bảo dưỡng các chi tiết nhạy cảm như van dầu, động cơ bơm áp…
SVTH: Phan Trọng Hậu – Phan Quốc Chấn GVHD: Giáp Quang Huy 13
Thiết kế mô hình máy phun ép nhựa
1.2.4 Phân loại theo cơ chế vận hành a. Máy ép ngang
Hình 1. 4: Máy ép phun nằm ngang
Đây là loại phổ biến nhất. Một phần của máy, bộ phận khuôn và các bộ phận vòi
phun nằm trên trục trung tâm và khuôn được mở ra theo hướng nằm ngang.
Kích thước ngắn gọn, dễ vận hành bảo trì, trọng tâm máy thấp, cài đặt máy ổn
định, sản phẩm sau khi hoàn thành dễ dàng được lấy ra nhờ trọng lượng của sản
phẩm do đó dễ dàng thực hiện hoạt động tự động hoàn toàn. Hiện nay đa số sử dụng loại máy này.
Hiện nay đa số dòng máy này đều sử dụng động cơ điện AC SERVO cho các cơ
cấu chấp hành của máy. Các loại máy này thường vận hành êm, điều khiển vị trí
chính xác, phân cấp bảo vệ cao nên vận hành rất an toàn. Dễ dàng lắp ráp thêm
robot phục vụ cho quá trình sản xuất. b. Máy ép dọc
Một phần của máy, bộ phận khuôn và các bộ phận vòi phun nằm trên trục trung
tâm theo chiều dọc và khuôn được mở ra theo hướng thẳng đứng. Loại máy này
thường sản xuất các sản phẩm nhỏ, cấu tạo đơn giản, dễ vận hành. Điểm đặc biệt
SVTH: Phan Trọng Hậu – Phan Quốc Chấn GVHD: Giáp Quang Huy 14
Thiết kế mô hình máy phun ép nhựa
của máy này cũng là do máy nằm theo trục đứng nên diện tích sàn để lắp đặt máy không nhiều lắm.
Hình 1. 5: Máy phun ép dọc
Một phần của máy, bộ phận khuôn và các bộ phận vòi phun nằm trên trục trung
tâm theo chiều dọc và khuôn được mở ra theo hướng thẳng đứng.
Bệ máy nhỏ, dễ dàng đặt chèn, thuận tiện trong việc lắp khuôn, vật liệu từ phễu
vào các sản phẩm nhựa có thể được đồng đều hơn. Sản phẩm lấy ra không dễ
dàng và phải lấy ra bằng tay do đó khó thực hiện được hoạt động tự động. với
máy ép phun đứng này được sử dụng cho máy ép phun nhỏ.
c. Máy ép phun nghiêng
Bộ phận khuôn và các bộ phận vòi phun không nằm trên trục trung tâm mà tạo
thành một góc lệch tâm. Hướng phun và giao diện nằm trên cùng bề mặt khuôn.
Phù hợp cho các trung tâm gia công các sản phẩm có bề mặt phẳng không được
để lại dấu vết trên bề mặt sản phẩm. máy ép phun nghiêng có diện tích nhỏ hơn
máy ép phun ngang, nhưng nhựa được điền vào khuôn dễ dàng hơn do góc
nghiêng xuống. Đây là máy được sử dụng nhiều cho các mục đích công suất nhỏ.
SVTH: Phan Trọng Hậu – Phan Quốc Chấn GVHD: Giáp Quang Huy 15
Thiết kế mô hình máy phun ép nhựa
d. Máy ép phun có nhiều chế độ quay
Máy đặc biệt nhiều khuôn được đặc trưng bởi cấu trúc thiết bị quay kẹp, khuôn
bố trí xung quanh trục quay. Đây là loại máy ép phun phát huy khả năng hóa dẻo
để rút ngắn chu kì sản xuất và nâng cao năng lực sản xuất của máy, đặc biệt máy
thích hợp cho làm mát và hối lượng nhựa lớn trong một thời gian dài, nó hỗ trợ
thời gian làm mát và tăng lượng nhựa trong sản xuất sản phẩm. Tuy nhiên hệ
thống khuôn kẹp lớn, phức tạp, lực khá nhỏ do đó máy được sử dụng trong sản
xuất đế, bệ và một số sản phẩm khác…
Hiện nay các hãng máy đều tập trung vào phát triển hệ máy ép sử dụng động
cơ servo AC kết hợp kết cấu vitme – kìm để kẹp khuôn. Ưu điểm của loại máy
này là vận hành êm, ít tiếng ồn, dễ bảo trì bảo dưỡng, năng suất làm việc cao, dễ
dàng lập trình và điều khiển vị trí chính xác. Nhược điểm là giá thành cao hơn
so với các máy dùng xylanh truyền thống.
Một số hãng sản xuất máy như: LSMtron (dùng PLC KEBA làm bộ điều khiển
trung tâm kết hợp máy bộ trợ chuyên dụng cho ngành ép nhựa như STEAM),
WOOJIN, TOYO, KAWAGUCHI, ARBURG, NIIGATA, TOSHIBA, SUMITOMO...
SVTH: Phan Trọng Hậu – Phan Quốc Chấn GVHD: Giáp Quang Huy 16
Thiết kế mô hình máy phun ép nhựa
CHƯƠNG 2: MÔ TẢ CƠ KHÍ CỦA MÁY PHUN ÉP NHỰA
2.1 Cấu trúc hệ thống máy phun ép nhựa
Hình 2. 1: Mô hình máy phun ép nhựa:
Đơn vị đóng mở (1), Đơn vị ép phun(2), Bệ máy(3)
2.1.1 Đơn vị đóng mở Nhiệm vụ:
Giữ khuôn, đóng và mở khuôn, tạo kháng lực giữ khuôn, hoàn tất công việc tách
rời thành phẩm ra khỏi khuôn. Lực đóng được tạo ra bởi hệ thống cơ lực hay
thủy lực qua hệ thống xylanh thủy lực.
Tạo lực tác động đóng kín hai phẩn nửa cửa của khuôn lại với nhau, lực đóng
kín này không được lớn hơn 80% công suất và phải luôn lớn hơn áp suất bên
trong hốc khuôn do trục vít tạo nên.
Cấu trúc và chi tiết hoạt động của đơn vị đóng mở: hai phần nửa của khuôn
được đặt vào chính giữa 2 lỗ khoan hướng tâm nằm đối xứng trên hai tấm giữ
khuôn, trên mặt có những lỗ khoan đối xứng để bắt ốc giữ khuôn. Hai tấm giữ
này một phần cố định, phần còn lại chuyển động được tựa trên 4 thanh hình trụ
nằm ngang, hay thẳng đứng tùy theo dạng máy. Lực khởi động tiến trình đóng
mở được tạo ra bởi hệ thống thủy lực, thông qua một hệ thống đòn bẩy dạng
SVTH: Phan Trọng Hậu – Phan Quốc Chấn GVHD: Giáp Quang Huy 17
Thiết kế mô hình máy phun ép nhựa
khủy tay sẽ đẩy phần nửa tấm lót có mang một phần nửa khuôn chuyển động tới
lui dọc theo 4 trục định hướng. đòn bẩy khủy chân chuyển động tạo nên tiến trình đóng mở khuôn.
Hình 2. 2: Đơn vị đóng mở
Cấu tạo của đơn vị đóng mở:
Hình 2. 3: Cấu tạo của đơn vị đóng mở
Đơn vị đóng mở bào gồm các bộ phận:
SVTH: Phan Trọng Hậu – Phan Quốc Chấn GVHD: Giáp Quang Huy 18
Thiết kế mô hình máy phun ép nhựa • Khuôn (1)
• Tấm lót hướng tâm (2)
• Tấm giữ khuôn cố định(3)
• Lỗ khoan hướng tâm (4)
• Tấm giữ khuôn di chuyển(5) • Bệ máy (6)
SVTH: Phan Trọng Hậu – Phan Quốc Chấn GVHD: Giáp Quang Huy 19
Thiết kế mô hình máy phun ép nhựa 2.1.2 Đơn vị ép phun
Cấu tạo và hoạt động: bao gồm xylanh được bao xung quanh bởi các vòng băng
điện trở đốt nóng, trục vít bên trong xylanh. Trục vít chuyển động quay kéo theo
hạt nhựa xuống từ phễu nạp nguyên liệu và đẩy dần về phía trước, đồng thời ép
nhựa nóng chảy xuyên qua kênh tiếp nối đi vào bên trong hốc khuôn. Chuyển động
quay của trục vít được khởi động bởi một động cơ thủy lực hay động cơ điện.
chuyển động thẳng theo trục ngang được tạo ra bởi piton với xylanh thủy lực.
Đơn vị phun: trục vít theo chiều ngang, dọc theo xylanh về phía đầu phun để đẩy
khối nhựa nóng chảy vào hốc khuôn. Với hoạt động này, trục vít được xem như giữ
vai trò của một piton nạp nhựa nóng chảy theo một lượng nhất định vào hốc khuôn.
Hình 2. 4: Giai đoạn lấy nhựa vào khuôn
Các bộ phận của đợn vị ép phun:
• Phễu nạp nguyên liệu(1) • Trục vít (4) • Xylanh (2) • Khuôn đúc phun(5)
• Vòng băng điện trở(3) • Cuống nối nhựa(6)
SVTH: Phan Trọng Hậu – Phan Quốc Chấn GVHD: Giáp Quang Huy 20
Đơn vị ép: chuyển động quay của trục vít bắt đầu khởi động tạo áp suất lớn để
nén chặt nhựa trong hốc khuôn ngay sau hoạt động cung ứng theo liều lượng của đơn vị phun chấm dứt.
Hình 2. 5: Giai đoạn ép áp lực điền đầy nhựa vào khuôn Nhiệm vụ:
Vận chuyển nguyên liệu trong phễu từ trên cao xuống đưa vào bên trong xylanh
thông qua chuyển động quay của trục vít. Nấu chảy nguyên liệu bên trong
xylanh bởi nhiệt do nhiệt được cung cấp bởi vòng bang điện trở đót nóng bọc bên ngoài.
2.1.3 Một số bộ phận quan trọng của máy ép phun a. Phễu nạp liệu
Đây là bồn chứa nguyên liệu dưới dạng bột nhựa hay hạt nhựa đã được sấy khô
trước đó. Trong nhiều trường hợp bồn chứa được làm nóng bởi các mạch điện
trở bên trong để sấy khô hạt nhựa trước khi được đưa vào bên trong xylanh. Đối
với nhựa đàn hồi, bồn chứa được trang bị thêm một chốt chặn để kiểm soát
lượng nguyên liệu được nạp vào. b. Trục vít
Trục vít có nhiệm vụ kéo nguyên liệu từ phễu chứa vào trong xylanh để nấu
chảy. khi gia công nhựa nhiệt dẻo người ta thường sử dụng trục vít có 3 vùng:
vùng kéo, vùng nén và vùng ép phun. Các trục vít thường có chiều dài 20D (20
lần đường kính D). Kích thước của chiều dài dựa trên đòi hỏi của hiệu suất, sự
nóng chảy lỏng của nhựa nhão và điều kiện cọ sát giữa các hạt nhựa với bề mặt trục vít.
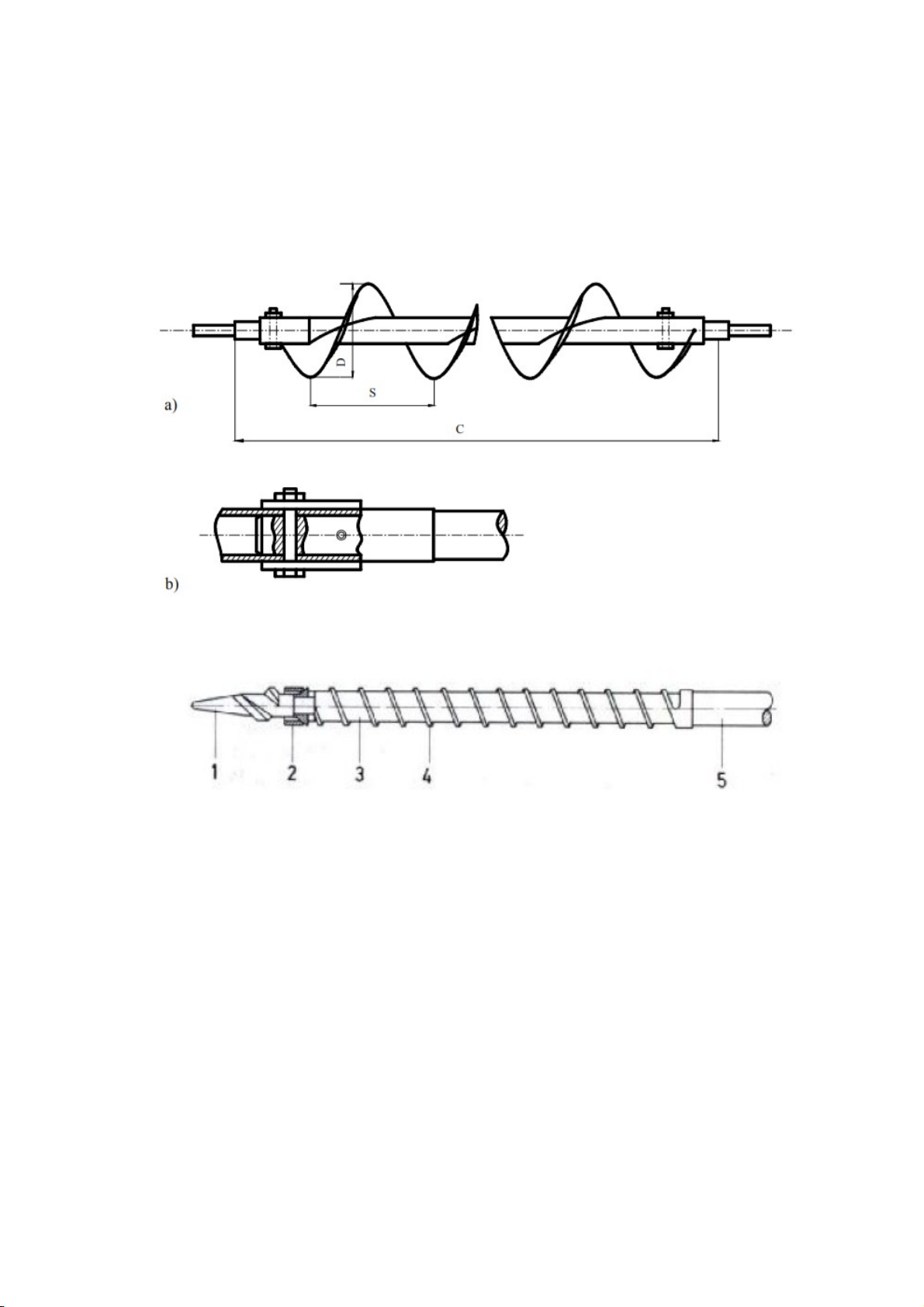
Hình 2. 6: a) Cấu tạo trục vít, b) cấu tạo chổ nối trục.
Hình 2. 7: Cấu tạo của trục vít đùn đơn giản • Mũi trục vít (1)
• Bộ phận chặn dòng chảy ngược(2) • Lõi trục vít (3) • Gờ vòng xoắn(4) • Chuôi rục(5)
c. Xylanh và vòng băng đốt trong
Xylanh là một ống thép với kích thước thành ống rất dày, bên ngoài được bao
bọc bởi các vòng băng điện trở đốt nóng. Xylanh hai lớp vỏ được ứng dụng đối
với nhựa cứng, giữa hai lớp vỏ này là dầu. Nhiệt độ của vòng băng nằm trong
vùng sẽ đạt được cố định thông qua dụng cụ điều chỉnh.
d. Bộ phận ngăn dòng chảy ngược nhựa lỏng:
Trong giai đoạn ép, trục vít quay tạo áp suất lớn để ép nhựa vào hốc khuôn, sức
ép này sẽ tạo ra phản lực đẩy nhựa lỏng lùi về phía sau. Để ngăn không cho hiện
tượng này xảy ra, người ta thiết kế thêm vào đầu trục vít một bộ phận chặn dòng chảy ngược. e. Đầu phun
Được xem như bộ phận tiếp nối giữa phần đầu của xylanh và khuôn. Đầu phun
được nối với xylanh thông qua đầu nối có ren vít hay thông qua nắp đậy. Kênh
dẫn nhựa nắp đậy thông qua đầu phun phải được thiết kế thích hợp với dòng
chảy và mặt tiếp giáp giữa đầu phun với ống lót. Kênh nối của khuôn phải thật
kín để tránh trường hợp nhựa lỏng chảy ra ngoài. Một chi tiết thiết kế cần lưu ý
đường bán kính của đầu phun luôn luôn nhỏ hơn bán kính của ống lót kênh nối
và đường kính kênh dẫn bên trong đầu phun phải nhỏ hơn đường kính kênh dẫn
bên trong ống lót kênh nối. Các dạng dầu phun thường thay đổi tùy theo khối
lượng nhựa lỏng nạp vào khuôn. Người ta phân biệt ra hai dạng chính: đầu phun
mở và đầu phun đóng. Đầu phun mở được ứng dụng đối với lượng nhựa có độ
dai quá lớn nên chúng không thể chảy thoát ra bên ngoài trong giai đoạn nạp
nhựa vào khuôn. Ngoài ra đối với các loại nhựa như PVC hay POM phải được
ứng dụng với đầu phun mở để giúp cho khí nén trong thoát ra ngoài dễ dàng.
Đầu phun đóng thường được ứng dụng đối với các loại nhựa có độ dai thấp khi
được nấu chảy lỏng có thể chảy ra ngoài (trong giai đoạn cuối tách rời thành
phẩm, đơn vị ép phun lùi về phía sau). Trong giai đoạn này kim đóng giữ nhiệm
vụ đóng mở miêng đầu phun thông qua tác động nén và dãn lò xo. Khi đầu ép
vào ống lót, đĩa ép lò xo lại, kim mở ra. Trong giai đoạn ép phun áp suất của
nhựa lỏng bên trong xylanh ép chốt đóng kín miệng đầu phun. Ngoài ra cơ phận
chân cũng được ứng dụng để ép mở đầu phun. Khi đơn vị phun tiến về phía
trước, ép đầu phun vào ống lót, đầu phun bị nén về phía sau, thanh chân ở vị trí
mở. Khi đơn vị phun lùi về phía sau, lò xo dãn ra đẩy đầu phun về phía trước, bộ
phận chặn ở vị trí đóng.
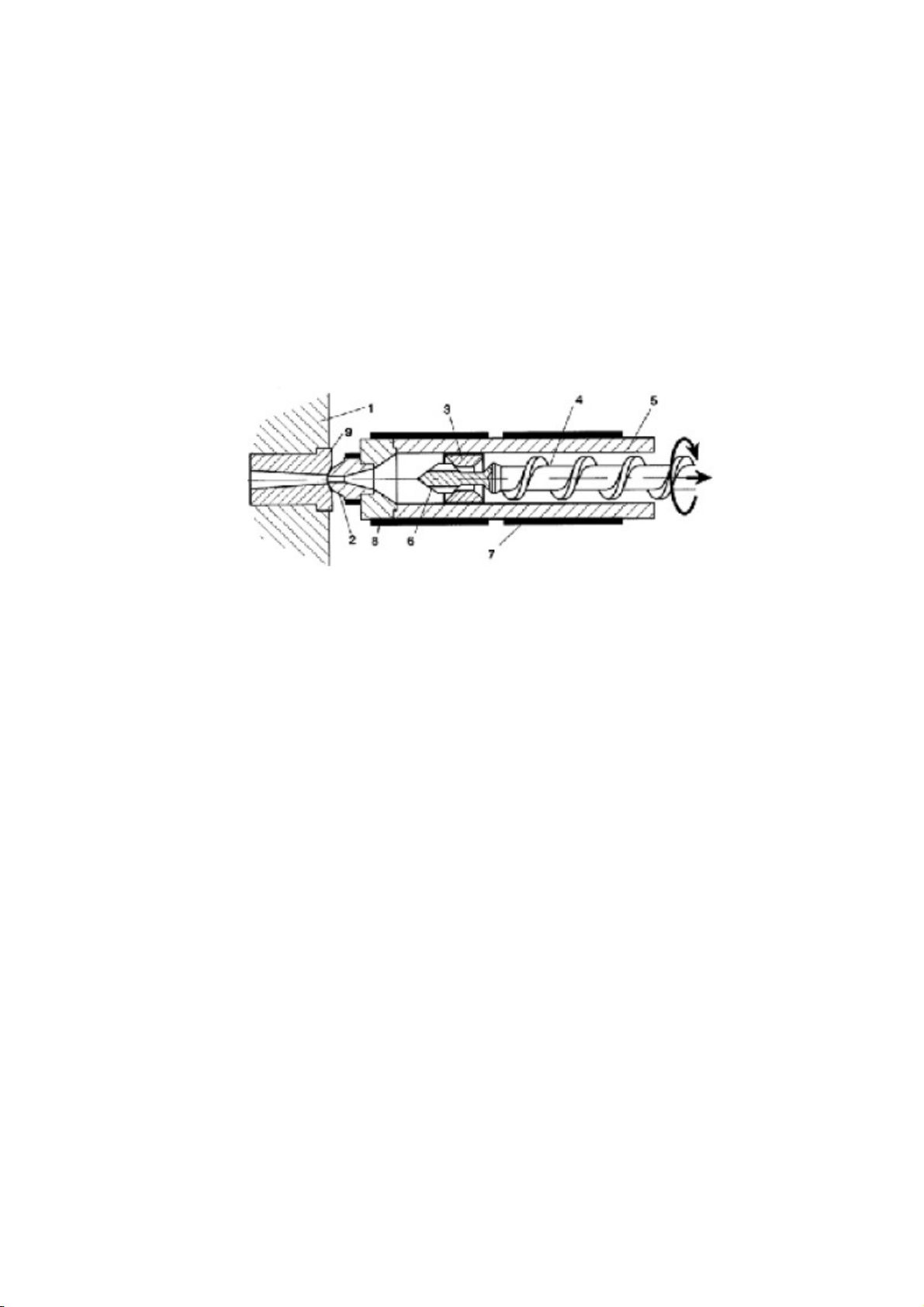
Hình 2. 8: Trục vít với van chặn dòng chảy ngược (Nguồn: Injection.vn)
Cấu tạo của bộ phận phun: • Khuôn (1) • Đầu Phun (2)
• Vặn chặn dòng chảy ngược (3) • Trục vít (4) • Xi lanh (5) • Mũi trục vít (6) • Đầu xylanh (7) • Ống lót cuốn nối(8) f. Khuôn ép phun
Khuôn là dụng cụ để định hình một sản phẩm nhựa, nó được thiết kế chế tạo sao
cho có thể được sử dụng cho một số lượng yêu cầu chu trình sản xuất, kích
thước và kết cấu của khuôn phụ thuộc và kích thước và hình dạng của sản phẩm,
tùy theo số lượng sản phẩm, yêu cầu chất lượng sản phẩm cần sản xuất mà
người ta thiết kế cho khuôn cho nhiều sản phẩm trên cho khuôn làm việc thủ
công, bán tự động hoặc tự động. Những yêu cầu trên ảnh hưởng đến giá thành sản phẩm.
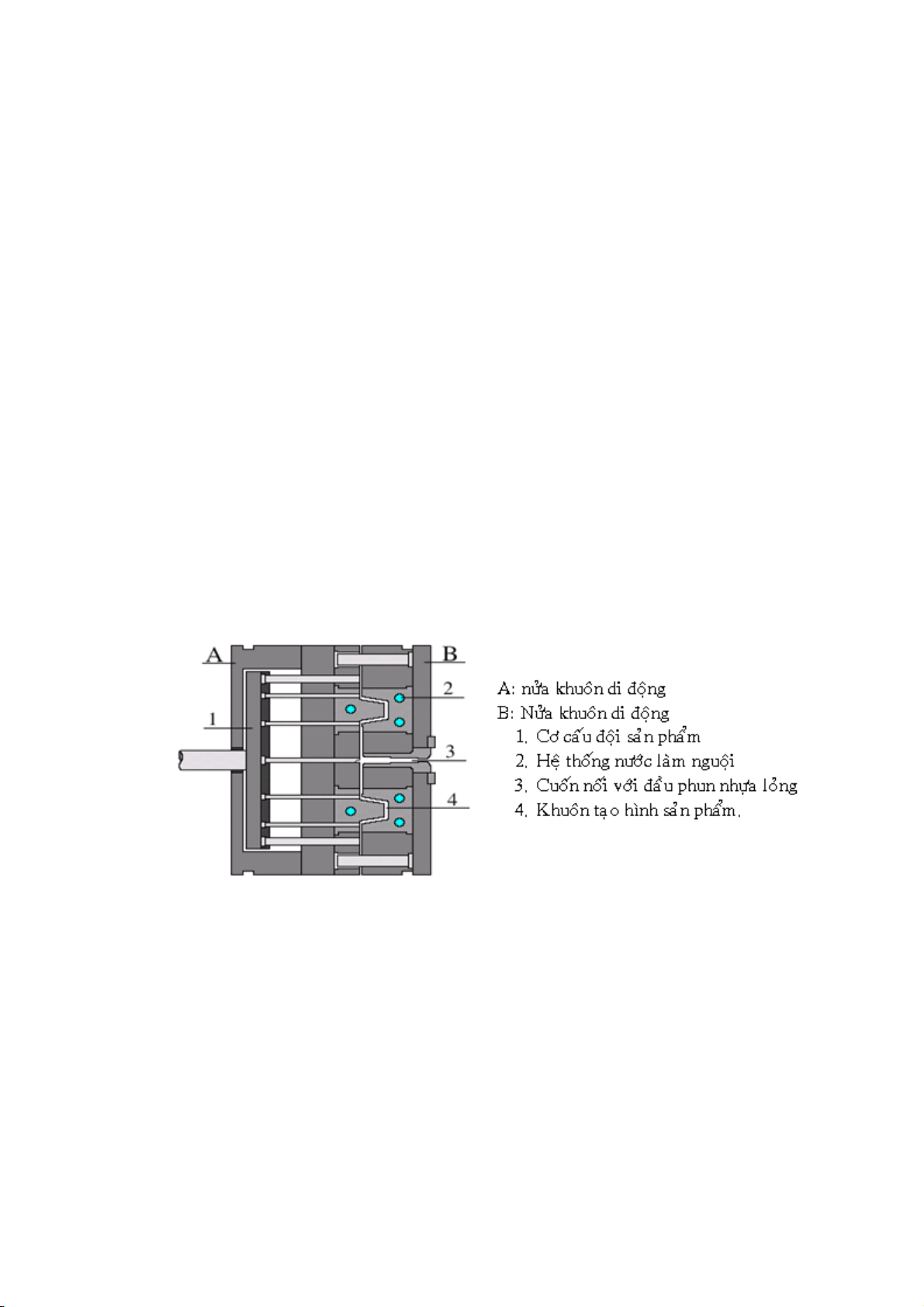
Cấu tạo chung của bộ khuôn trên máy ép phun gồm có 2 phần: khuôn cố định và
khuôn di động. Có ba dạng khuôn trên máy ép phun đang sử dụng trong nhà
máy đó là: máy khuôn 2 tấm (khuôn két bia, két nước ngọt, khuôn nắp thùng
sơn, decap…), khuôn ba tấm (khuôn than acquy, nắp acquy, khuôn nắp bảo vệ
thực vật…) và khuôn nhiều tầng.
Hình 2. 9: Khuôn đúc sản phẩm (Nguồn: http://www.thietkekhuon.com/)
Đối với ngành công nghiệp nhựa, việc thiết kế khuôn mẫu được tách ra làm việc
độc lập như một ngành riêng và đòi hỏi kỹ năng tính toán cũng như kinh nghiệm
trong việc thiết kế khuôn mẫu. g. Xylanh thủy khí
Xy lanh khí nén (hay còn gọi là ben khí nén) là thiết bị cơ được vận hành bằng
khí nén. Cụ thể, xylanh khí nén hoạt động bằng cách chuyển hóa năng lượng của
khí nén thành động năng, làm cho piton của xi lanh chuyển động theo hướng
như mong muốn, thông qua đó truyền động đến thiết bị.Trên thị trường có rất
nhiều loại xylanh khác nhau về chủng loại, mẫu mã cũng như xuất xứ, nhưng
chúng ta có thể phân ra thành hai loại:
Hình 2. 10: Xylanh thủy khí
Xylanh tác động đơn: Là loại xylanh sử dụng khí nén để dịch chuyển
pít tông xi lanh dịch chuyển theo hướng nhất định.
Xylanh tác động kép: Double Acting (DAC) là loại xi lanh cho phép
ứng dụng lực đẩy khí nén hai hướng hành trình di chuyển, cơ cấu dẫn
động có thanh đẩy ở hai đầu pít tông.
Hiện nay, các hãng xi lanh khí nén phổ biến được ứng dụng tại Việt Nam có thể
kể đến như: STNC, TPM, SMC… Xy lanh có các hành trình: 10, 15, 20, 25, 32, 40, 50, 75, 100… h. Van thủy khí
Hình 2. 11: Van khí nén (nguồn: https://www.smc.com)
Trong hệ thống khí nén, thông qua việc mở và đóng van khí nén sẽ chặn hoặc
giải phóng khí nén. Nhằm mục đích kiểm soát lượng thời gian được mở hoặc
đóng, van khí nén có thể điều khiển bằng tay, các công tắc hoặc các thiết bị tương tự.
Có thể phân van khí nén làm nhiều loại tùy theo số cửa và vị trí làm việc của van
như van: 3/2, van 4/2, van 5/2, van 5/3.… Hoặc theo tín hiệu điều khiển như:
van điều khiển bằng khí, van điều khiển bằng điện từ, van điều khiển bằng cơ,
van điều khiển bằng Servo…
Trong tính toán chọn van khí nén ta phụ thuộc nhiều vào tính chọn xylanh và áp
suất làm việc tối đa của van để tính chọn van phù hợp với yêu cầu.
CHƯƠNG 3: THIẾT KẾ HỆ THỐNG ĐIỀU KHIỂN
3.1Quy trình công nghệ máy phun ép nhựa
3.1.1 Quy trình công nghệ
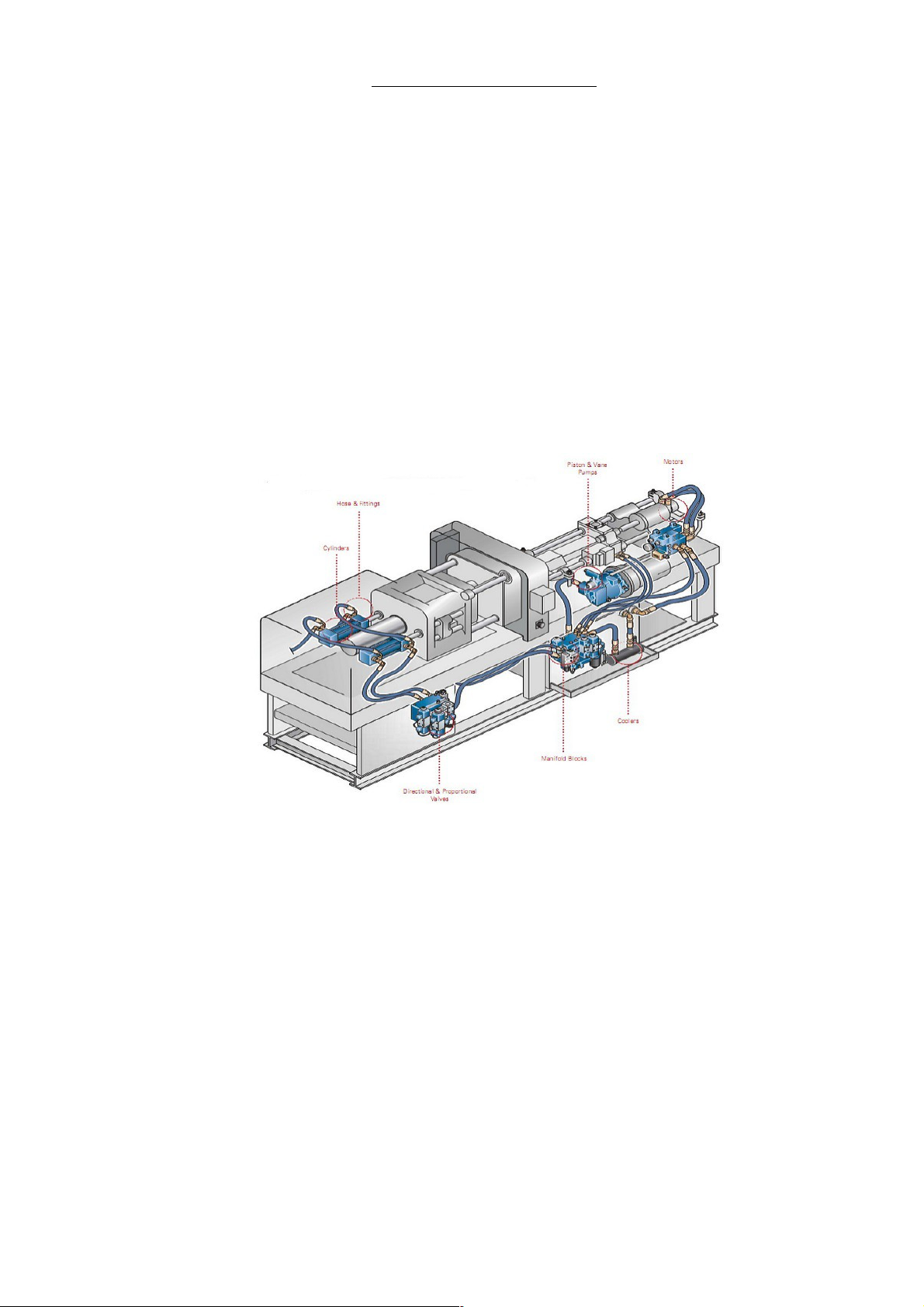
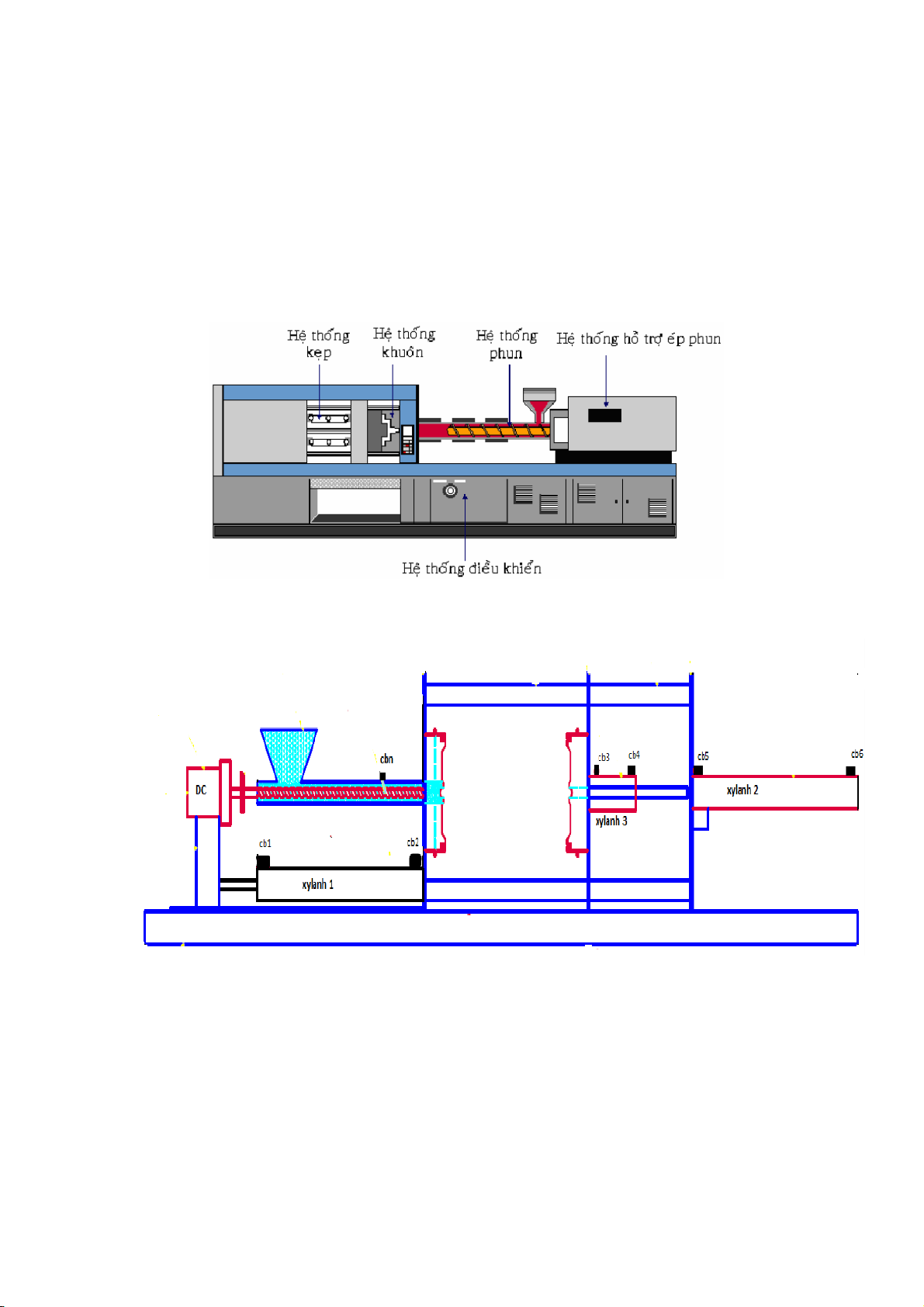
Hình 3. 1: Cấu trúc chính của máy phun ép nhựa (nguồn: http://www.vpas.vn/)
Hình 3. 2: Sơ đồ tổng thể mô hình máy ép nhựa.
Trên hình 3.1 cho ta biết được kết cấu chính của máy ép nhựa, đây là kết cấu cơ
bản của tất cả các máy phun ép nằm ngang đang có hiện nay. Dựa vào kết cấu đó
em thiết kế mô hình của mình theo như hình 3.2. Mô hình cũng có 4 phần chính:
Hệ thống kẹp khuôn, sử dụng xylanh kẹp nhằm đơn giản hóa do kích thước mô
hình nhỏ. Hệ thổng khuôn được thiết kế bằng Creo và gia công bằng máy CNC.
Hệ thống phun gồm buồng chứa và trục vít ép nhựa. Hệ thống hỗ trợ quá trình
phun sử dụng xylanh cho cơ cấu chuyển động tịnh tiến đơn giản.
Hình 3. 3: Quy trình công nghệ ép phun (Nguồn: http://www.vpas.vn)
Quy trình công nghệ: Đóng khuôn:
Sau khi khởi động, băng gia nhiệt làm nóng xylanh lên 250°C, nhiệt độ được đo
bằng cảm biến nhiệt (cbn). Sau khi nhiệt độ đạt 250°C thì xylanh 1 lùi về chạm
vào cảm biến vị trí 1 (cb1). tiếp đó xylanh 2 tiến vào kẹp chặt khuôn và chạm cảm biến 5 (cb5). Phun ép nhựa :
Sau khi cảm biến 5 (cb5) được kích hoạt, động cơ (DC) quay thuận để nạp
nhiên liệu. lúc này xylanh 1 tiến vào tạo nên áp suất đẩy lượng nhựa nóng chảy
đi qua cuống nối đi vào hốc khuôn. Sau khoảng 10s lượng nhựa lỏng ở nơi điểm
nối đông cứng chuyển qua giai đoạn làm nguội. Làm nguội:
Trong thời gian vật thể được làm nguội trong hốc khuôn, trục vít quay và xylanh
1 lùi về trở lại vị trí ban đầu chạm cảm biến 1 (cb1). sự chuyển động này tạo ra
lực đẩy nhựa lỏng về phía trước làm cho nhựa được lấp đầy khoảng trống giữa
đầu trục vít và đầu phun để khởi đầu lại chu trình của giai đoạn phun. Tách rời sản phẩm:
Ngay sau khi giai đoạn làm nguội kết thúc, xylanh 2 lùi về mở khuôn chạm cảm
biến (cb6). Xylanh 3 tiến vào đảy sản phẩm chạm cảm biến 3 (cb3) rồi lùi về vị
trí ban đầu chạm cảm biến 4 (cb4). Tiếp tục quay về chu kì khởi đầu đóng khuôn.
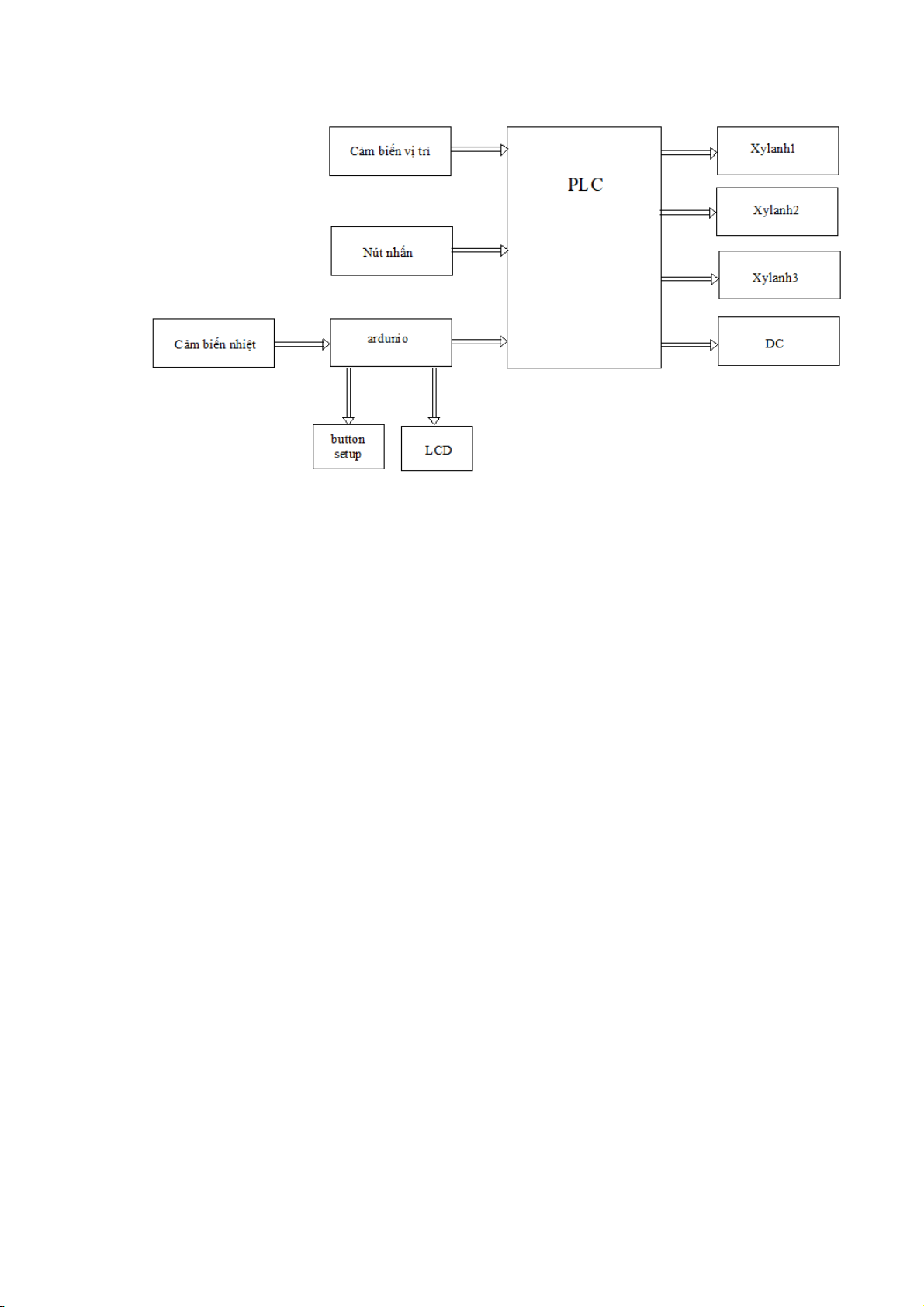
3.1.2 Cấu trúc hệ thống điều khiển
Từ quy trình công nghệ, chúng em có cấu trúc hệ thống điều khiển. Hệ thống
bao gồm PLC với các đầu vào là hệ thống nút nhấn, các cảm biến vị trí và
arduino đầu ra là các xylanh, động cơ. Arduino lấy tín hiệu từ cảm biến nhiệt,
màn hình LCD hiển thị nhiệt độ.
Hình 3. 4: Cấu trúc hệ thống điều khiển
3.2 Thiết kế hệ thống điều khiển
3.2.1 Tổng quan về PLC
a. Giới thiệu chung:
PLC viết tắt là Programmable Logic Controller: là thiết bị điều khiển lập trình (khả
trình) được cho phép thực hiện linh hoạt các thuật toán điều khiển logic thông qua một ngôn ngữ lập trình.
Người sử dụng có thể lập trình để thực hiện một loạt trình tự các sự kiện. Các sự kiện
này được kích hoạt bởi tác nhân kích thích (ngõ vào) tác động vào PLC hoặc qua các
hoạt động có trễ như thời gian định thì hay các sự kiện được đếm. PLC dùng để thay
thế các mạch relay (Relay) trong thực tế. PLC hoạt động theo phương thức quét các
trạng thái trên đầu ra và đầu vào. Khi có sự thay đổi ở đầu vào thì đầu ra sẽ thay đổi
theo. Ngôn ngữ lập trình của PLC có thể là Ladder hay State Logic. Hiện nay có nhiều
hãng sản xuất ra PLC như Siemen, SAMSUNG, Mitsu, Delta, INVT, Allen-Bradley, Omron, Honeywell..
Khi thiết bị được kích hoạt ( trạng thái ON hoặc OFF do thiết bị điều khiển vật lý bên
ngoài). Một bộ điều khiển lập trình sẽ liên tục lặp chương trình (vòng lặp) do người
dùng cài đặt sẵn và chờ các tín hiệu xuất hiện ở ngõ vào và xuất ra các tín hiệu ở ngõ ra.
Để khắc phục những nhược điểm của bộ điều khiển dùng dây nối (bộ điều khiển bằng
Relay) người ta chế tạo ra bộ PLC nhằm thỏa mãn các yêu cầu sau:
Lập trình dễ dàng, ngôn ngữ lập trình dễ học.
Gọn nhẹ, dễ dàng bảo quản, sửa chữa.
Dung lượng bộ nhớ lớn có thể chứa được những chương trình phức tạp.
Hoàn toàn tin cậy trong môi trường công nghiệp.
Giao tiếp được với các thiết bị thông minh khác như: máy tính, nối mạng, các Modul mở rộng.
Giá cả cá thể được cạnh tranh.
b. Hoạt động của một PLC
Về cơ bản hoạt động của PLC cũng khá đơn giản. Đầu tiên, hệ thống các cổng vào/ra
(Input/Output) (còn gọi là các Module xuất/nhập) dùng để đưa các tín hiệu từ các thiết
bị ngoại vi vào CPU (như các sensor, công tắc, tín hiệu từ động cơ...). Sau khi nhận
được tín hiệu ở ngõ vào thì CPU sẽ xử lý và đưa các tín hiệu điều khiển qua Module
xuất ra các thiết bị được điều khiển.
Trong suốt quá trình hoạt động, CPU đọc hoặc quét (scan) dữ liệu hoặc trạng thái của
thiết bị ngoại vi thông qua ngõ vào, sau đó thực hiện các chương trình trong bộ nhớ
như sau: một bộ đếm chương tình sẽ nhặt lệnh từ bộ nhớ chương trình đưa ra thanh ghi
lệnh để thi hành. Chương trình ở dạng STL (StatementList – Dạng lệnh liệt kê) sẽ
được dịch ra ngôn ngữ máy cất trong bộ nhớ của chương tình. Sau khi thực hiện xong
chương trình, CPU sẽ gửi hoặc cấp nhập (Update) tín hiệu tới các thiết bị, được thực
hiện trong qua module xuất. Một chu kỳ gồm đọc tín hiệu ở ngõ vào, thực hiện chương
trình và gởi cập nhật tín hiệu ở ngõ ra được gọi là một chu kỳ quét (Scanning).
Trên đây chỉ là hoạt động đơn giản của một PLC, với hoạt động này sẽ giúp cho người
thiết kế nắm được nguyên tắc của một PLC. Nhằm cụ thể hóa hoạt động của một PLC,
sơ đồ hoạt động của một PLC là một vòng quét (Scan) như sau: Gửi các tín hiệu tới đầu ra Nhận các tín hiệu đầu vào Kiểm tra trạng thái làm việc của CPU Thực hiện chương Thực hiện các trình điều yêu cầu về khiển truyển thông (nếu có)
Hình 3. 5: Chu kỳ vòng quét của PLC.
Thực tế khi PLC thực hiện chương trình (Program execution) PLC khi cập nhật tín
hiệu ngõ vào (ON/OFF), các tín hiệu hiện nay không được truy xuất tức thời để đưa ra
ở ngõ ra mà quá trình cập nhật tín hiệu ở ngõ ra (ON/OFF) phải theo hai bước: khi xử
lý thực hiện chương trình, vi xử lý sẽ chuyển đổi các bước logic tương ứng ở ngõ ra
trong “chương trình nội” (đã được lập trình), các bước logic này sẽ chuyển đổi
ON/OFF. Tuy nhiên lúc này các tín hiệu ở ngõ ra (tức tín hiệu được ra tại module out)
vẫn chưa được đưa ra. Khi xử lý kết thúc chương trình xử lý, việc chuyển đổi các mức,
logic (của các tiếp điểm) đã hoàn thành thì việc cập nhật các tín hiệu ở ngõ ra mới thực
sự tác động lên ngõ ra để điều khiển các thiết bị ở ngõ ra.
Thường việc thực thi một vòng quét xảy ra với một thời gian rất ngắn, một vòng quét
đơn (single scan) có thời gian thực hiện một vòng quét từ 1ms tới 100ms. Việc thực
hiện một chu kỳ quét dài hay ngắn còn phụ thuộc vào độ dài của chương trình và cả
mức độ giao tiếp giữa PLC với các thiết bị ngoại vi (màn hình hiển thị…). Vi xử lý có
thể đọc được tín hiệu ở ngõ vào chỉ khi nào tín hiệu này tác động với khoảng thời gian
lớn hơn một chu kỳ quét thì vi xử lý coi như không có tín hiệu này. Tuy nhiên trong
thực thế sản xuất, thường các hệ thống chấp hành “là các hệ thống cơ khí nên có tốc độ
quét như trên có thể đáp ứng được các chức năng của dây chuyền sản xuất”. Để khắc
phục thời gian quét dài, ảnh hưởng đến chu trình sản xuất các nhà thiết kế còn thiết kế
hệ thống PLC cập nhật tức thời, các hệ thống này thường được áp dụng cho các PLC
lớn có số lượng I/O nhiều, truy cập và xử lý lượng thông tin lớn.
c. Ứng dụng của PLC
Bộ lập trình PLC được ứng dụng rộng rãi trong nhiều ngành, nhiều loại máy móc như:
máy in, máy đóng gói, máy đánh sợi, máy se chỉ, máy chế biến thực phẩm, máy cắt tốc
độ cao, hệ thống phân bố giám sát trong dây chuyền sản xuất…
d. Giới thiệu PLC N70-α của hãng Samsung
N70-α là thiết bị điều khiển lập trình dạng module lắp ghép của hãng Samsung có cấu
trúc theo kiểu modul và các modul mở rộng, thành phần cơ bản của S7-200 là khối vi
xử lý CPU 212, CPU 214, CPU 224… Về hình thức bên ngoài, sự khác nhau của các
loại CPU này nhận biết nhờ số đầu vào/ra và nguồn cung cấp.
Mặc dù hiện nay có nhiều dòng cũng như hãng mới ra đời, nhưng trong đồ án này
nhóm em sử dụng N70-α vì:
Mô hình khá đơn giản, chủ yếu đóng ngắt van, động cơ, ít đầu vào ra.
N70-α có khả năng mở rộng nhiều đầu vào ra theo hình lắp ghép vào
thanh rack. Dễ dàng nâng cấp phần cứng và phần mềm.
CPU này nhóm em có sẵn, đỡ tốn chi phí mua hoặc thuê.
Hình 3. 6: PLC Samsung N70-α ( nguồn: Naver.com)
Hình 3. 7: Rack gắn module của PLC SAMSUNG (Nguồn: Naver.com)
PLC SAMSUNG N70-α có 4 block chính:
Khối nguồn: Nhiệm vụ biến đổi và cấp nguồn cho khối CPU trung tâm và
các khối làm việc khác trên cùng 1 rack. Nguồn cấp vào khối này là điện áp từ 110VAC đến 220VAC.
Khối CPU là khối điều khiển chính, gồm 1 cổng giao tiếp chuẩn RS442
hoặc RS232, công tác RUN_REMOVE_PROG để chọn chế độ làm việc khi thao tác trên PLC:
Chế độ RUN: chọn chế độ chạy chương trình được lưu trong bộ nhớ PLC
Chế độ REMOVE: Dừng toàn bộ chương trình.
Chế độ PROG: Dùng cho việc lập trình và kết nối mô phỏng với máy tính bằng phần mềm.
Ngoài ra trên PLC N70-α còn có các đèn chỉ thị chế độ:
Đèn RUN: cho biết PLC đang ở chế độ chạy chương trình.
Đèn PROG: cho biết PLC đang ở chế độ lập trình mô phỏng với máy tính.
Đèn Error: Báo lỗi chương trình.
Đèn Batt: Đèn báo lỗi Pin Cmos của PLC.
Đèn Alarm: đèn cảnh báo lỗi nếu một số biến nhớ hoạt động sai.
Các khối module chức năng:
Giống như một số PLC loại khác PLC N70-α dùng rack để nối các
module chức năng với nhau như: module input, module output, module
analog, module. Ngoài ra PLC N70-α có khả năng giao tiếp truyền thông internet hoặc và HMI…
Từ PLC N70-α trở xuống thì ta dùng phần mềm WINFPST để lập trình,
Các loại PLC thế hệ mới hơn như N70-plus, N700 Serial, NX70,
NX700… ta dùng phần mềm WINGPC để lập trình.
Hình 3. 8: Giao diện phần mềm lập trình WINFPST.
Hình 3. 9: Cấu hình tốc độ truyền cho PLC .
Một lưu ý khi kết nối PLC N70-α với máy tính. PLC giao tiếp với máy tính qua
cổng COM hoặc ta có thể dùng USB to COM để kết nối PLC với máy tính qua
cổng giao tiếp USB. Tuy nhiên trên PLC N70-α và các PLC SAMSUNG có các
công tắc chức năng chọn tốc độ truyền cho PLC ta phải cấu hình phần cứng của
nó tương thích với lựa chọn phần mềm như hình 3.5.
Việc kết nối hoặc tự chế cho mình một dây cáp lập trình đối với PLC giao tiếp
chuẩn RS232 hay RS422 cũng khá đơn giản theo nguyên tắc 2-2 3-3 5-5 như sơ đồ hình 3.6
Hình 3. 10: Sơ đồ nối cáp cho PLC N70-α.
3.2.2 Thiết kế sơ đồ nối dây mô hình
a. Hệ thống cung cấp nguồn
Nguồn nuôi PLC được cấp bằng điện áp 220VAC, đồng thời cũng là nguồn cấp
cho cuộn gia nhiệt. Module của PLC hoạt động theo chuẩn điện áp tín hiệu công
nghiệp 24VDC. Nguồn nuôi của Arduino được cấp 7VDC được lấy từ nguồn
24VDC qua mạch Boost điện áp để hạ nguồn. Để cách ly chống nhiễu đối với
nguồn tải và nguồn điều khiển em dùng một số relay trung gian để điều khiển.
Hình 3. 11: Hệ thống cung cấp nguồn
b. Mạch điều khiển arduino
Mạch điều khiển arduino bao gồm các nút nhấn để nhập dữ liệu, nhiệt độ được
đo bằng cảm biến nhiệt qua bộ khuếch đại tín hiệu vào chân A0, màn hình LCD
hiển thị. Tín hiệu ra pin 4 đóng rơ le để băng gia nhiệt đốt nóng khi nhiệt độ
<250°C và ngắt rơ le khi nhiệt độ >255°C. Tín hiệu ra pin 9 đóng rơ le khi nhiệt
độ >245°C và ngắt rơ le khi nhiệt độ <245°C giúp cho PLC chỉ hoạt động khi
nhiệt độ đủ để đốt nóng nguyên liệu.
Hình 3. 12: Sơ đồ mạch điều khiển arduino
c. Sơ đồ nối dây PLC
Thông thường các tín hiệu Input hay Output từ PLC ta thường cách ly bằng
Relay đối với tín hiệu Digital hoặc cách ly bằng Opto hay các module chức năng
tương đương đối với tín hiệu Analog. Điều này giúp tăng khả năng chống nhiễu
cũng như hệ số làm việc an toàn cho các linh kiện trong máy.
Trong giới hạn của mô hình này, các tín hiệu điều khiển khác cấp điện áp như
cuộn gia nhiệt hay tín hiệu nguồn nuôi của các bộ điều khiển em dùng các relay
để cách ly. Đối với van điều khiển và các đèn báo chuẩn công nghiệp 24VDC
nhận thấy khả năng đáp ứng dòng của PLC N-70α là đủ. Nên em không dùng
các linh kiện cách ly để tiết kiệm chi phí. Mặc dù vậy PLC vẫn đảm bảo khả năng hoạt động tốt.
Hình 3. 13: Sơ đồ nối dây PLC
Đối với các PLC của SAMSUNG hay các PLC có module tách rời việc cấp
nguồn cho PLC và đấu nối các thiết bị cảm biết hay cơ cấu chấp hành đòi hỏi
phải đọc rõ các module đó cấp nguồn tín hiệu kiểu PNP hay NPN để đảm bảo
không làm hư hỏng PLC cũng như các cơ cấu chấp hành và cảm biến.
d. Sơ đồ nối dây van xylanh
Để điều khiển hoạt động xy lanh, chúng em sử dụng van đảo chiều 5/2 1coil. Cơ
chế hoạt động của loại van này là khi được cấp tín hiệu vào coil của van. Van
thay đổi vị trí tác động, điều khiển xylanh tiến hoặc lùi. Khi tín hiệu không còn
tác động, van tự hồi về vị trí ban đầu nhờ cơ cấu lò xo đàn hồi trong van.
Hình 3. 14: Sơ đồ nối dây xylanh
3.2.3 Sơ đồ thuật toán chương trình PLC
Từ quy trình công nghệ, chúng em tiến hành xây dựng lưu đồ thuật toán hệ thống điều khiển.
Hình 3.15: Lưu đồ thuật toán chương trình PLC.
3.3 Cơ cấu điều khiển và cơ cấu chấp hành a. Arduino
Để hiển thị nhiệt độ lên LCD và dừng PLC khi nhiệt độ chưa đạt yêu cầu thì chúng em dùng arduino UNO. Hình 3. 16: Arduino UNO R3.
Một vài thông số arduino UNO [2]:
Vi điều khiển: ATmega328 họ AVR – 8 bit
Điện áp hoạt động: 5 VDC
Tần số hoạt động: 16MHz Dòng tiêu thụ: 30mA
Điện áp vào khuyên dung: 7-12VDC
Điện áp vào giới hạn: 6-20 VDC Số chân Digital I/O: 14 Số chân analog: 6
Dòng tối đa trên mỗi chân: 30mA Bộ nhớ flash: 32KB SRAM: 2KB EEPROM: 1KB b. Cảm biến D-A76H
Để xác định được vị trí xylanh em dùng cảm biến D-A76H của hãng SMC hoạt
động dựa rên nguyên lý cảm biến từ trường.
Hình 3.17: cảm biến DA76H. Thông số kỹ thuật [3]:
Nhiệt độ hoạt động -10-60°C.
Điện áp hoạt động: 6-8V.
Dòng điện hoạt động: 5-20mA
c. Dây cảm biến nhiệt độ NTC-100K.
Nhiệt độ của băng gia nhiệt được đo bằng cảm biến nhiệt độ NTC_100K. Cảm
biến này có độ nhạy cao, phản ứng nhanh, kích thước nhỏ dễ lắp đặt, phạm vi
nhiệt độ rộng, ổn định và độ tin cậy cao.
Hình 3.18: Dây cảm biến nhiệt độ NTC-100K. Thông số cảm biến [4]:
Trở kháng: R25 (25 °) 100 K
Độ chính xác: +-1%, +-2%, +-3%
Nhiệt độ hoạt động: -40 ~ +300°C
Hệ số công suất: mW > 5/°
Công suất định mức tối đa: 45 mW
Hằng số thời gian nhiệt: S < 7
Hệ số nhiệt kháng: -2 ~ -5%/°
d. Rơ le trung gian Omron MY2N
Hình 3.19: Rơ le trung gian Omron MY2N.
Thông tin về sản phẩm [5]:
Rơle công suất loại nhỏ 3-5A đã được cải tiến với nhiều model dùng cho điều
khiển Logic và các ứng về điều khiển công suất.
Chịu được điện áp tới 2000VAC.
Tuổi thọ cao, kích thước 36x28x21.5 mm.
Đáp ứng được yêu cầu của nhiều ứng dụng.
e. Công tắc hành trình
Hình 3.20: Công tắc hành trình
f. Động cơ pittman 8322
Hình 3. 21: Động cơ pittman 8322 (Nguồn: diendancnc.vn) Thông số kỷ thuật [6]: Hãng sản xuất: Pittmo
Điện áp định mức: 24 VDC
Điện áp hoạt động: 5 - 24 V DC
Tốc độ không tải ở 24V: 8,000 vòng/phút
Dòng điện không tải: 120 mA
Dòng điện định mức: 2.0 A Momen xoắn: 11mN/m
Kích thước trục: 12 mm L x 4.0 mm
Kích thước động cơ: 51 mm L x 30 mm Khối lượng: 133 g g. Màn hình LCD 16x2
Text LCD là loại màn hình tinh thể lỏng dùng để hiển thị các ký tự trong bảng
mã ASCII. Text LCD có nhiều kích thước khác nhau như 16×1, 16×2, 16×4,
20×2, 20×4… Trong đề tài này em sử dụng loại màn hình 16×2.
Hình 3. 22: Màn hình Text LCD 16x2
3.4 Xây dựng mô hình và kiểm nghiệm
Sau khi tính toán, thiết kế, lắp ráp, chúng em đã thu được mô hình máy phun ép nhựa.
Hình 3. 23: Mô hình thật của hệ thống
Mô hình máy phun ép nhựa của chúng em hầu như được tự động hóa 100%. Mô
hình gồm các phần chính sau: hệ thống 3 xylanh (xylanh nạp liệu, xylanh ép
khuôn, xylanh đẩy sản phẩm) và động cơ 24VDC quay trục vít nạp liệu. Hệ
thống 3 van điện từ, 6 cảm biến vị trí và 1 cảm biến nhiệt. Toàn bộ hệ thống
được điều khiển bằng PLC N70-α được cấp nguồn 220VAC. CPU gồm 9 ngõ
vào và 8 ngõ ra. Bên cạnh những bộ phận chính còn có còn có hệ thống relay
trung gian để đóng cắt mạch động lực.
Dưới đây là một số hình ảnh mô hình:
Hình 3. 24: Mô hình nhìn từ trên xuống
Hình 3. 25: Mô hình nhìn từ cạnh KẾT LUẬN
Sau một thời gian tìm tòi, học hỏi và nghiên cứu, vân dụng hầu hết các kiến thức
chuyên ngành đã được. Từ đó triển khai thực hiện đề tài “Thiết kế mô hình máy phun
ép nhựa”, em đã hoàn thành mục tiêu ban đầu đề ra, đồng thời đạt được các kết quả về học thuật như sau:
Chế tạo thành công mô hình và hệ thống điều khiển máy phun ép nhưa.
Hiểu rõ hơn về cấu tạo và nguyên lý làm việc của các thiết bị điện, điện tử:
động cơ một chiều, Relay, van khí, PLC …
Nắm rõ cách sử dụng một số phần mềm máy tính hỗ trợ: SolidWorks, Word, PowerPoint, Creo….
Hệ thống đạt được những ưu điểm như sau:
Mô hình có thể mô phỏng như máy thật, có thể điều khiển và giám sát nhiệt độ trên LCD.
Kết cấu nhỏ gọn, lập trình đơn giản, dễ dàng thay đổi chương trình tùy với nhu
cầu ép các loại sản phẩm khác nhau của người dùng.
Mô hình sử dụng xylanh nên việc bảo trì, thay thế dễ dàng khi vận hành.
Tuy nhiên, đề tài vẫn còn một số nhược điểm như sau:
Máy còn chưa có khuôn do chi tiết khuôn nhỏ lẽ khó tìm được đơn vị nhận gia
công CNC. Em sẽ cố gắng bổ sung khuôn khi liên hệ được đơn vị gia công.
Kết cấu kẹp của khuôn của máy chưa thực sự tối ưu cho trợ lực.
Chưa chủ động điều khiển tốc độ xylanh ở các vị trí khác nhau để giảm tác
động xấu lên khuôn và khung máy.
Trục vít đùn chế tạo chưa đúng kĩ thuật với bước và độ sâu rảnh âm biến thiên
trên trục để đảm bảo vận tốc dòng nhựa thay đổi theo hàm đơn vị nhiệt độ.
Nguyên liệu nhựa khó tìm trên thị trường bán nhó lẻ nên chưa có sản phẩm kiểm nghiệm. TÀI LIỆU THAM KHẢO
[1] Website hiệp hội nhựa Việt Nam http://www.vpas.vn/ [2] https://www.arduino.vn
[3] http://kythuatdienviet.com/cam-bien-tu-xi-lanh-sensor-smc-d-a93.html
[4] https://www.dientuspider.com
[5]http://baoanjsc.com.vn/san-pham/ro-le-trung-gian-omron-my-gs-series-
MY2N-GS-AC220-240_44062_vn.aspx
[6] https://vi.aliexpress.com/popular/motor-pittman.html
SAMSUNG Co.Ltd. – SAMSUNG FARA N70-α user manual.
Th.S Lê Cung – Giáo trình truyền động cơ khí – (2004) – NXB Khoa học kỹ thuật.
PGS.TS Trần Xuân Tùy – Điều khiển tự động – (2011) – NXB Khoa học kỹ thuật. - -
Phụ lục 1: Chương trình PLC - - - Phụ lục 51 - INPU - OUT T - Chú PUT - Chú PLC thích PLC thích - X1 - Stop - Y38 - DC-N - CT- - X2 XL1-T - Y3A - XL3-T - CT- - X3 XL1-L - Y3B - XL3-L - CT- - X4 XL2-T - Y3C - XL1-T - CT- - X5 XL2-L - Y3D - XL2-T - CT- - X8 XL3-T - Y3E - DC-T - CT- - X9 XL3-L - R0 - AUTO - iMAN - MAN - XF UAL - R1 UAL - arduin - X10 o - - - - - - - - - - - Phụ lục 52 -
Phụ lục 2: Chương trình Arduino - - #include
- #include // Khai báo thư viện LCD I2C
- #define SENSOR_PIN A0 // Định nghĩa chân cảm biến nhiệt
- #define BUTTON_UP 2 // Định nghĩa phím tăng nhiệt ở pin 2
- #define BUTTON_DOWN 12 // Định nghĩa phím giảm nhiệt ở pin 12
- #define BUTTON_CONFIRM 7 // Định nghĩa phím Đồng Ý ở pin 7
- #define BUTTON_HEAT 3 // Định nghĩa phím PAUSE ở pin 8
- #define OUT_HEAT 4 // Định nghĩa chân relay ở pin 4
- #define OUT_PLC 9 // Định nghĩa chân cho phép trục vít quay
- iquidCrystal_I2C lcd(0x3F, 20, 2);
- unsigned int SettingTemperature = 25; // Nhiệt độ cài đặt
- unsigned int CurrentTemperature = 20; // Nhiệt độ ban đầu
- unsigned int TemporaryTemperature = 250;// Biến tạm nhớ nhiệt độ
- int fix = 0; // Fix sai số nhiệt độ - bool IsEdit = false; - int heat; - uint32_t Counter = 0; - unsigned long time; - int i = 0; - void setup() - { Phụ lục 53 - Serial.begin(9600); - InitLCD(); - InitIO(); - } - void loop() - { - { - Temp_Sensor(); - UpdateLCDValue(); - delay(300); - }
- if (digitalRead(BUTTON_HEAT) != LOW) {
- if (digitalRead(BUTTON_UP) == LOW) - { - TemporaryTemperature += 5;
- if (TemporaryTemperature > 350) - { - TemporaryTemperature = 350; - } - UpdateLCDValue(); - IsEdit = true; - delay(300); - }
- if (digitalRead(BUTTON_DOWN) == LOW) Phụ lục 54 - { - TemporaryTemperature -= 5;
- if (TemporaryTemperature < 20) - { - TemporaryTemperature = 20; - } - UpdateLCDValue(); - - IsEdit = true; - delay(300); - }
- if (digitalRead(BUTTON_CONFIRM) == LOW) - {
- SettingTemperature = TemporaryTemperature; - IsEdit = false; - Counter = 0; - }
- // So saùnh nhiệt độ đo được vaø nhiệt độ caøi đặt
- if ((SettingTemperature >= CurrentTemperature + 5)) // Khống chế
thời gian đoùng cắt heating khoâng quaù nhanh - {
- digitalWrite(OUT_HEAT, HIGH); //Đoùng relay nhiệt
- delay(100); // Chống rung relay nhiệt - } Phụ lục 55
- if ((SettingTemperature <= CurrentTemperature - 5)) Khống chế
thời gian đoùng cắt heating khoâng quaù nhanh - {
- digitalWrite(OUT_HEAT, LOW); // Ngắt relay nhiệt
- delay(100); // Chống rung relay nhiệt - }
- // Nhấn giữ phím tăng giảm - if (IsEdit == true) - { - Counter++; - if (Counter > 100000) - { - lcd.setCursor(11, 0); - lcd.print(" "); - lcd.setCursor(11, 0);
- lcd.print(SettingTemperature);
- TemporaryTemperature = SettingTemperature; - Counter = 0; - IsEdit = false; - } - } - }
- else { // nếu BUTTON_HEAT được nhấn
- while ((BUTTON_CONFIRM) != LOW) - { Phụ lục 56 - heat_power(); - delay(300);
- if (digitalRead(BUTTON_CONFIRM) == LOW) - { - break; - } - } - } - }
- // Hiển thị maøn hình khởi đđñộng - void InitLCD() - { - Temp_Sensor(); - lcd.begin(); - lcd.backlight(); - lcd.setCursor(0, 0); - lcd.print("T cai dat:"); - lcd.setCursor(11, 0);
- lcd.print(SettingTemperature); - lcd.setCursor(0, 1); - lcd.print("T hien tai:"); - lcd.setCursor(11, 1);
- lcd.print(CurrentTemperature); - } Phụ lục 57
- // Hiển thị màn hình làm việc - void UpdateLCDValue() - { - Temp_Sensor(); - lcd.setCursor(11, 0); - lcd.print(" "); - lcd.setCursor(11, 0);
- lcd.print(TemporaryTemperature);
- Serial.println(TemporaryTemperature); - lcd.setCursor(0, 1); - lcd.print("T hien tai:"); - lcd.setCursor(11, 1);
- lcd.print(CurrentTemperature);
- Serial.println(CurrentTemperature);
- if (CurrentTemperature < 100) { - lcd.print(" "); - } - } - // Khai báo PIN Arduino - void InitIO() - {
- pinMode(BUTTON_UP, INPUT_PULLUP);
- pinMode(BUTTON_DOWN, INPUT_PULLUP);
- pinMode(BUTTON_CONFIRM, INPUT_PULLUP); Phụ lục 58 - pinMode(OUT_HEAT, OUTPUT);
- pinMode(BUTTON_HEAT, INPUT_PULLUP); - pinMode(SENSOR_PIN, INPUT); - pinMode(OUT_PLC, OUTPUT); - } - // Haøm đo nhiệt độ - void Temp_Sensor() - {
- unsigned int reading = analogRead(SENSOR_PIN);
- unsigned int temp = map(reading, 0, 1023, 400, 0); - temp = (int (temp - fix)); - CurrentTemperature = temp; - Serial.println(temp); - delay(100); - }
- // Haøm điều khiển nhiệt bằng tay - void heat_power() - {
- if (digitalRead(BUTTON_HEAT) == LOW) {
- heat = digitalRead(OUT_HEAT); - heat = !heat;
- digitalWrite(OUT_HEAT, heat) ; - delay(100); - } Phụ lục 59 - else - { - Temp_Sensor(); - } - } - - Phụ lục 60
Document Outline
- MỤC LỤC
- DANH MỤC CÁC HÌNH ẢNH SỬ DỤNG TRONG ĐỒ ÁN
- 1.1 Giới thiệu về ngành nhựa.
- 1.2 Tổng quan về công nghệ ép phun
- 1.2.1 Giới thiệu về công nghệ ép phun
- 1.2.2 Đặc điểm công nghệ ép phun.
- 1.2.3 Phân loại máy ép phun theo cấu tạo
- a. Máy ép phun trục vít
- b. Máy ép phun piton
- 1.2.4 Phân loại theo cơ chế vận hành
- a. Máy ép ngang
- b. Máy ép dọc
- d. Máy ép phun có nhiều chế độ quay
- CHƯƠNG 2: MÔ TẢ CƠ KHÍ CỦA MÁY PHUN ÉP NHỰA
- 2.1 Cấu trúc hệ thống máy phun ép nhựa
- 2.1.1 Đơn vị đóng mở
- 2.1.2 Đơn vị ép phun
- 2.1.3 Một số bộ phận quan trọng của máy ép phun
- a. Phễu nạp liệu
- b. Trục vít
- c. Xylanh và vòng băng đốt trong
- d. Bộ phận ngăn dòng chảy ngược nhựa lỏng:
- e. Đầu phun
- f. Khuôn ép phun
- Hình 2. 9: Khuôn đúc sản phẩm (Nguồn: http://www.thietkekhuon.com/)
- g. Xylanh thủy khí
- h. Van thủy khí
- 2.1 Cấu trúc hệ thống máy phun ép nhựa
- CHƯƠNG 3: THIẾT KẾ HỆ THỐNG ĐIỀU KHIỂN
- 3.1 Quy trình công nghệ máy phun ép nhựa
- 3.1.1 Quy trình công nghệ
- 3.1.2 Cấu trúc hệ thống điều khiển
- 3.2 Thiết kế hệ thống điều khiển
- 3.2.1 Tổng quan về PLC
- 3.2.2 Thiết kế sơ đồ nối dây mô hình
- 3.2.3 Sơ đồ thuật toán chương trình PLC
- 3.3 Cơ cấu điều khiển và cơ cấu chấp hành
- 3.4 Xây dựng mô hình và kiểm nghiệm
- 3.1 Quy trình công nghệ máy phun ép nhựa
- KẾT LUẬN
- TÀI LIỆU THAM KHẢO
- Phụ lục 1: Chương trình PLC
- Phụ lục 2: Chương trình Arduino
Tài liệu liên quan:
-
Bài tập Chương 2 môn Truyền động điện | Trường Đại học Bách khoa, Đại học Đà Nẵng
11 6 -
BÁO CÁO CUỐI KỲ HỌC PHẦN: ĐIỀU KHIỂN TRUYỀN ĐỘNG ĐIỆN TRONG CÔNG NGHIỆP - môn truyền động điện –Trường Đại học bách khoa – đại học Đà Nẵng
50 25 -

Đề thi môn truyền động điện –Trường Đại học bách khoa – đại học Đà Nẵng
40 20 -

Tổng hợp câu hỏi ôn tập phần điện trong nhà máy điện- môn truyền động điện –Trường Đại học bách khoa – đại học Đà Nẵng
44 22 -

ĐỒ ÁN: TRUYỀN ĐỘNG ĐIỆN TÊN ĐỀ TÀI : Thiết kế hệ thống điều khiển truyền động điện dùng để điều khiển động cơ một chiều kích từ độc lập vận chuyển gạo có khối lượng 10kg di chuyển với tốc độ chính xác–Trường Đại học bách khoa – đại học Đà Nẵng
42 21