Tiểu luận cuối kỳ 207OT: Ứng dụng kỹ thuật gia công cơ khí | Đại học Văn Lang
Tiểu luận cuối kỳ nằm trong chương trình đào tạo kỹ sư. Tiểu luận cuối kỳ 207OT: Ứng dụng kỹ thuật gia công cơ khí | Đại học Văn Lang. Tài liệu sưu tầm gồm 21 trang, giúp bạn tham khảo, ôn tập và đạt kết quả cao.
Môn: Thực tập cơ khí 10 tài liệu
Trường: Trường Đại học Văn Lang 1.5 K tài liệu
Tác giả:




Preview text:
lOMoARcPSD| 61551247
Sinh viên: Trầm Tấn Đăng MSSV: 2070T48092
Mã nhóm lớp học phần : 213_DOT200_08
NHẬN XÉT CỦA GIẢNG VIÊN HƯỚNG DẪN
Ý thức thực lOMoARcPSD| 61551247
hiện: ......................................................................................................................................
...... ........................................................................................................................................ .
... ...........................................................................................................................................
. ............................................................................................................................................
Nội dung thực
hiện: ......................................................................................................................................
...... ........................................................................................................................................ .
... ...........................................................................................................................................
. ............................................................................................................................................
Hình thức trình
bày: .......................................................................................................................................
.... .......................................................................................................................................... .
. ........................................................................................................................................... .
. ..........................................................................................................................................
Tổng hợp kết
quả: ...................................................................................................................................... .
.... .......................................................................................................................................... .
. ............................................................................................................................................
. ...........................................................................................................................................
TP. Hồ Chí Minh, Ngày 20 tháng 07 năm 2022
Giảng viên hướng dẫn (Ký, ghi rõ họ tên) Thầy Võ Duy Minh LỜI CẢM ƠN
Tiểu luận cuối kỳ nằm trong chương trình đào tạo kỹ sư của ngành Công nghệ kỹ thuật ô
tô, khoa Công nghệ ô tô Trường Đại học Văn Lang. lOMoARcPSD| 61551247
Trong thời gian làm bài, em đã nhận được sự giúp đỡ, đóng góp ý kiến và chỉ bảo nhiệt tình từ thầy.
Trong suốt quá trình thực hiện bài tuy em gặp không ít khó khăn nhưng với sự giúp đỡ
chân thành từ thầy và bạn bè đã giúp cho bài tiểu luận của em được hoàn thành tốt đẹp.
Em cũng chân thành cảm ơn các thầy ở khoa công nghệ ô tô đã dạy dỗ em cho em nhiều
kiến thức quý báo, tận tình hướng dẫn, chỉ bảo em trong suốt quá trình làm bài giúp em có
được cơ sở lý thuyết vững chắc trong suốt thời gian em học tập.
Thời gian làm bài có hạn, và việc vận dụng kiến thức chuyên môn chưa được nhạy bén,
bài báo không tránh khỏi sai sót kính mong nhận được sự thông cảm, góp ý của thầy.
Cuối lời, em xin chúc các quí thầy và quí cô trong trường dồi dào sức khỏe và công tác thật tốt. Trân trọng kính chào!
TP. Hồ Chí Minh, Ngày 20 tháng 07 năm 2022
Sinh viên thực hiện Trầm Tấn Đăng MỤC LỤC
• NHẬN XÉT CỦA GIẢNG VIÊN HƯỚNG DẪN
• LỜI CẢM ƠN
• CHƯƠNG 1: Phương pháp sử dụng dụng cụ kiểm tra
• CHƯƠNG 2: Thao tác khoan kim loại bằng máy khoan bàn - 1. Công
dụng của máy khoan bàn.
- 2. Cấu tạo máy khoan bàn.
- 3. Hướng dẫn sử dụng máy khoan bàn.
• CHƯƠNG 3: Thao tác cưa kim loại bằng cưa tay.
- 1. Khái niệm.
- 2. Kĩ thuật cưa.
+ a) Chuẩn bị
+ b) Tư đế đứng và thao tác cưa.
- 3. An toàn khi cưa.
• CHƯƠNG 4: Thao tác dũa kim loại -
1. Chọn Ê-tô -
2. Tư thế dũa.
- 3. Phân loại dũa.
+ a) Dũa dẹt ( dũa bản ):
+ b) Dũa vuông:
+ c) Dũa tam giác: lOMoARcPSD| 61551247
+ d) Dũa bán nguyệt ( lòng mo )
+ e) Dũa tròn:
+ f) Dũa hình thoi
- 4. Thao tác dũa.
- 5. Chú ý trong kỹ thuật dũa.
- 6. Kỹ thuật dũa kim loại trong gia công cơ khí.
- 7.Điền khiển lực ấn khi dũa.
- 8. Các phương pháp dũa:
+ a) Dũa ngang:
+ b)Dũa chéo:
+ c) Dũa đan chéo:
- 9. Phương pháp dũa mặt phẳng.
- 10. Kỹ thuật đánh bóng bằng dũa.
• CHƯƠNG 5: Bài tập ứng dụng làm búa nguội
• CHƯƠNG 6: Kết luận
CHƯƠNG 1 : PHƯƠNG PHÁP SỬ DỤNG DỤNG CỤ KIỂM TRA
- Quan sát phía sau trước khi vung búa để tránh bị thương: Nếu bạn vung búa mà
không kiểm tra kĩ trước , bạn có thể làm bị thương chính mình hoặc những người
khác đi ngang qua bạn . Trước khi bắt đầu tác động lực búa, hãy nhìn xung quanh
đảm bảo không có ai ở phía sau và không có vật dụng nào nhô ra ngoài. Ví dụ,
hãy quan sát phía sau bạn để đảm bảo rằng không có dây treo nào từ phía trên mà
búa của bạn có thể mắc vào dây. Nếu không nhìn phía sau, thì bạn có thể vô tình
đánh ai đó trong khi chuẩn bị vung búa.
- Nắm chặt búa vào cuối tay cầm: Nắm búa bằng toàn bộ các ngón tay của bạn
quanh tay cầm để ngón tay cái của bạn nằm trên đầu tay cầm. Bằng cách này, bạn
có thể kiểm soát tốt nhất chiếc búa của mình. Đặt ngón tay cái lên trên giúp bạn
kiểm soát được lượng lực dùng để di chuyển vật phẩm của mình.
- Giữ chặt chiếc búa để nó không bị tuột khỏi tay bạn: Nếu tay cầm của bạn bị lỏng,
búa có thể bay ra khi bạn vung nó, điều này có thể làm bị thương bản thân hoặc
vật bạn đang làm việc. Bóp chặt tay cầm khi bạn sử dụng để búa nằm đúng vị trí đã xác định.
- Xếp búa và vật dụng trước khi tác động lực để ra đòn chính xác: Để tránh đánh
nhầm các ngón tay của bạn trong khi thực hiện , hãy đặt đầu búa thẳng vào vật
phẩm trước khi bạn thực hiện cú vung đầu tiên. Làm điều này sẽ giúp bạn tập trung
mục tiêu, đẩm bảo một cú đánh thẳng và chắc chắn. Sau khi bạn thẳng hàng búa và
vật phẩm, hãy dùng lực đập đều . Ví dụ, giữ đinh lên tường và đưa đầu búa lên trên đầu đinh.
- Bắt đầu tác động bằng một cú đập nhẹ trước khi tăng sức mạnh của búa: Nếu banh
đang đóng một chiếc đinh vào tường hoặc bảng, hãy giữ chiếc đinh trên bề mặt và
dùng búa gõ nhẹ vào chiếc đinh cho đến khi nó đính cố định vào mặt phẳng. Dùng
lực nhẹ và đều đặn khi đóng đinh. Sau khi đinh đã cố định vào vị trí, bạn có thể
dùng lực vừa phải và đều để đẩy đinh đi sâu vào mặt phẳng. Sau khi đinh đã được lOMoARcPSD| 61551247
đính tương đối chặt vào tường, bạn có thể di chuyển tay của bạn ra khỏi vị trí tác
động. Bằng cách này, bạn có thể tránh được việc làm các ngón tay của mình bị
thương hoặc dùng quá nhiều lực. Khi phải dùng lực lớn tác động vào vật phẩm,
hoặc những đồ có độ cứng cao. Bạn nên dùng cả cánh tay và khuỷu tay để vung
búa với lực vừa phải, đều đặn. Ví dụ: làm điều này nếu bạn đang phá vỡ tường
thạch cao hoặc làm việc trên một bộ phận ô tô
➔ Như vậy qua những cách thức trên đã nói rõ về vấn đề an toàn trong lao động ,
chúng ta cần phải hiểu rõ về cách thức hoạt động của dụng cụ mà chúng ta đã
và đang sử dụng . Có như vậy , chúng ta mới tránh được những rủi ro ngoài ý
muốn . Hãy an toàn và giữ cho thân thể chúng ta thật lành lặn
CHƯƠNG 2: THAO TÁC KHOAN KIM LOẠI BẰNG MÁY KHOAN BÀN
1. Công dụng của máy khoan bàn:
+ Máy khoan bàn khác với máy khoan cầm tay mà mọi người thường thấy trong sinh
hoạt hằng ngày. Máy khoan bàn này là 1 loại máy thường được sử dụng máy khoan có
chức năng tạo và gia công lỗ, taro trên bề mặt kim loại, bề mặt gỗ… Vì nó yêu cầu kỹ
thuật và thao tác của người dùng cao hơn, vì vậy người dùng cần nắm vững cách sử dụng máy trước khi thao tác .
2. Cấu tạo máy khoan bàn:
• Máy khoan bàn được ưu tiên sản xuất và lắp ráp từ những chất liệu có chất lượng
cao. Gồm các bộ phận chính như sau: – Bảng điều khiển. – Cữ hành trình.
– Tay quay (trục chính, đầu khoan). – Trục chính. – Bàn máy. – Hộp chạy dao. – Thân máy. – Động cơ bơm nước. lOMoARcPSD| 61551247
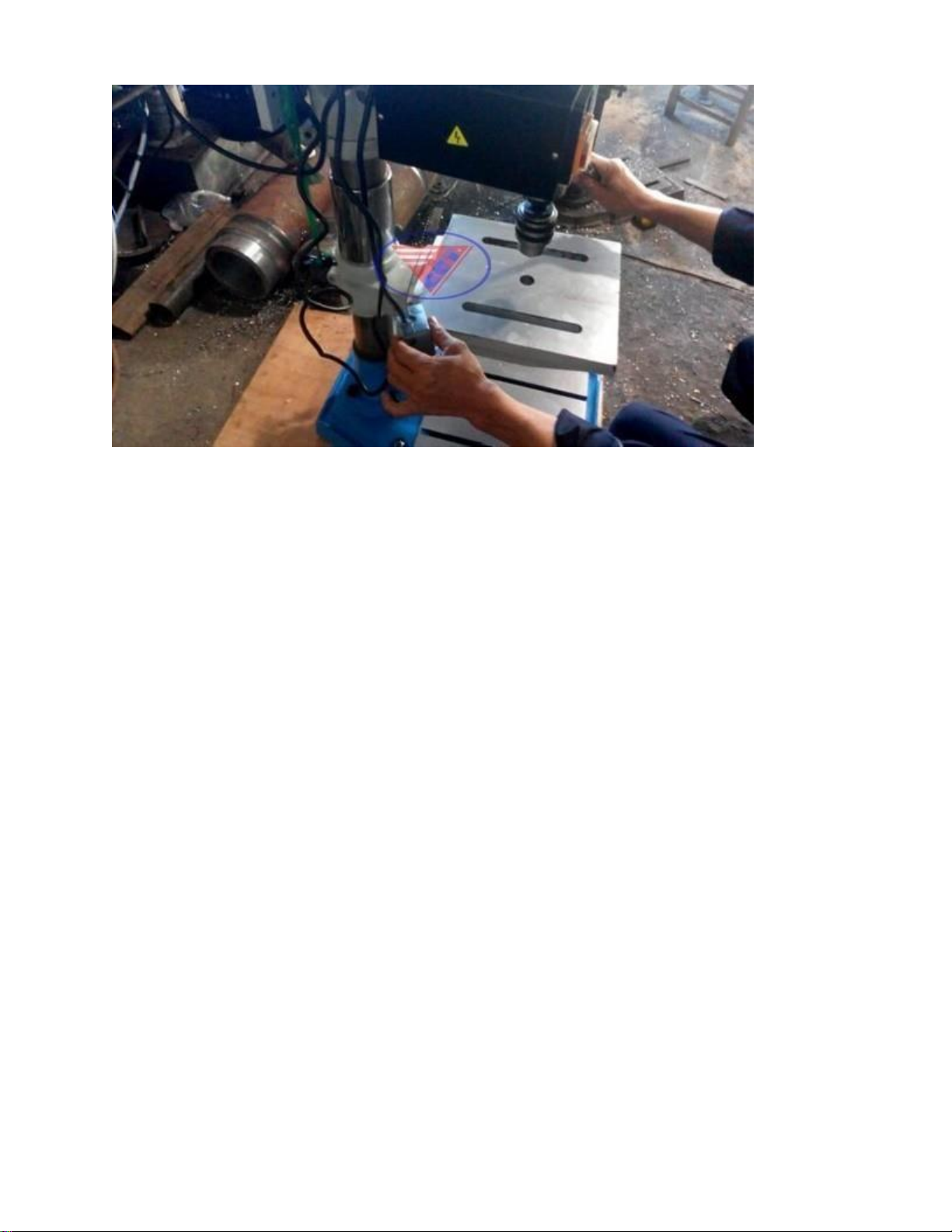
Cách sử dụng máy khoan bàn
3. Hướng dẫn cách sử dụng máy khoan bàn:
+ Việc đầu tiên trước khi vận hành máy thì phải kiểm tra xem máy móc có bị trục trặc gì
không ? Đã gắn mũi khoan đúng chiều hay chưa ? Kiểm tra vị trí đặt máy đã vững chắc
chưa ? Và có trang bị đồ bảo hộ khi sử dụng hay không ? Sau đó bạn mới tiến hành khởi
động máy theo các bước sau :
+ Bước 1: Kiểm tra sơ qua lặp đặt các phụ kiện máy khoan đi kèm, tất nhiên sẽ có những
dòng như máy khoan bàn vì nó đã lắp đặt sẵn rồi.
+ Bước 2: Nhìn sơ các chi tiết khi khởi động vận hành và kết nối máy với nguồn điện chuẩn chưa.
+ Bước 3: Tháo lỏng ốc khóa bàn làm việc và dùng tay quay để điều chỉnh cho phù hợp
với độ dày vật liệu khoan.
+ Bước 4: Tùy vào mục đích sử dụng để chỉnh độ sâu của khoan thêm. Sau đó nới lỏng
ốc trên cần điều khiển khoan và di chuyển tới độ sâu cần thiết theo vạch chia trên cần điều khiển .
+ Bước 5: Tốc độ khoan nhanh hay chậm bằng cách nới lỏng 2 ốc giữ Pully trung gian.
Và kéo dây đai để lựa chọn tốc độ phù hợp. Đối với điều chỉnh độ sâu và tốc độ người
dùng cần dừng máy rồi mới tiến hành thao tác.
- Tùy vào đường kính mũi khoan từ người dùng sẽ chọn tốc độ phù hợp:
+ 5mm: Tốc độ nhanh nhất
+ 5 – 8mm: Tốc độ thứ 2, chậm hơn chút lOMoARcPSD| 61551247
+ 8 – 11mm: Tốc độ vừa phải
+ 11mm: Tốc độ châm nhất
+ 17mm: Thì nên khoan mồi mũi nhỏ với tốc độ nhanh và sau đó khoan mũi lớn
hơn với tốc độ chậm.
+ Bước 6: Bước cuối cùng lắp đặt mũi khoan vào đúng vị trí tâm sau đó tiến hành khoan.
- Những lưu ý cần thiết khi sử dụng máy khoan bàn:
+ Nên đọc kỹ hướng dẫn sử dụng đi kèm theo máy, các khuyến cáo của nhà sản xuất.
+ Luôn để ý tới công tắc off hay chưa trước khi cắm điện.
+ Luôn quan sát máy, không để máy tự hoạt động.
+ Trang bị đầy đủ đồ bảo hộ lao động khi vận hành máy.
+ Các phụ kiện máy khoan cần được lấy ra khỏi máy sau khi làm việc.
+ Luôn cất gọn đồ phụ kiện sau mỗi lần khoan
+ Không dùng máy sai mục đích nhà sản xuất công bố, không tự chế máy.
CHƯƠNG 3 : THAO TÁC CƯA KIM LOẠI BẰNG CƯA TAY
1. Khái niệm:
- Cắt kim loại bằng cưa tay là một dạng gia công thô, dùng lực tác động làm cho lưỡi
cưa chuyển động qua lại để cắt vật liệu.
- Công dụng của cưa tay: cắt kim loại thành từng phần, loại bỏ phần thừa.
2. Kĩ thuật cưa:
a) Chuẩn bị:
- Lắp lưỡi cưa vào khung cưa sao cho các răng của lưỡi cưa hướng ra khỏi phía tay nắm.
- Lấy dấu vật cần cưa.
- Chọn và lắp êtô vừa tầm vóc người đứng.
- Kẹp chặt vật cưa (phôi) cần cưa vào má êtô. lOMoARcPSD| 61551247
b) Tư thế đứng và thao tác cưa:
- Người cưa đứng thẳng, thoải mái, khối lượng cơ thể phân đều lên 2 chân, chân phải
hợp với chân trái 1 góc 75o, chân phải hợp với trục của êtô 1 góc 45o.
- Cầm cưa theo tay thuận tay kia cầm vào khung cưa.
- Thao tác: Kết hợp hai tay và một phần khối lượng cơ thể để đẩy và kéo cưa. Khi
đẩy thì ấn lưỡi cưa và đẩy từ từ để tạo lực cắt, khi kéo cưa về, tay trái không ấn, tay
phải rút cưa về nhanh hơn lúc đẩy, quá trình lặp đi lặp lại như vậy cho đến khi kết thúc.
3. An toàn khi cưa:
- Kẹp vật cưa phải đủ chặt. Lưỡi cưa căng vừa phải, không dùng cưa không có tay
nắm hoặc tay nắm bị vỡ. Khi cưa gần đứt phải đẩy cưa nhẹ hơn và đỡ vật để vật
không dơi vào chân. Không dùng tay gạt mạt cưa hoặc thổi mạnh vào cưa vì mạt cưa dễ bắn vào mắt.
CHƯƠNG 4: THAO TÁC DŨA KIM LOẠI
• Một trong những phương pháp gia công cơ bản của nghề nguội, là dùng giũa để hớt đi
một lượng dư mỏng trên phôi (0.025 0.5mm), tạo cho chi tiết có hình dạng, kích
thước, độ bóng và độ chính xác bề mặt theo yêu cầu. Trong nghề nguội, nếu đục là
phương pháp gia công thô thì giũa là phương pháp gia công bán tinh hoặc tinh. Độ
chính xác và kích thước có thể đạt tới 0.05mm khi giũa bán tinh và 0.01mm khi giũa
tinh. Giũa chỉ gia công được kim loại mềm chưa qua nhiệt luyện; các bề mặt chai
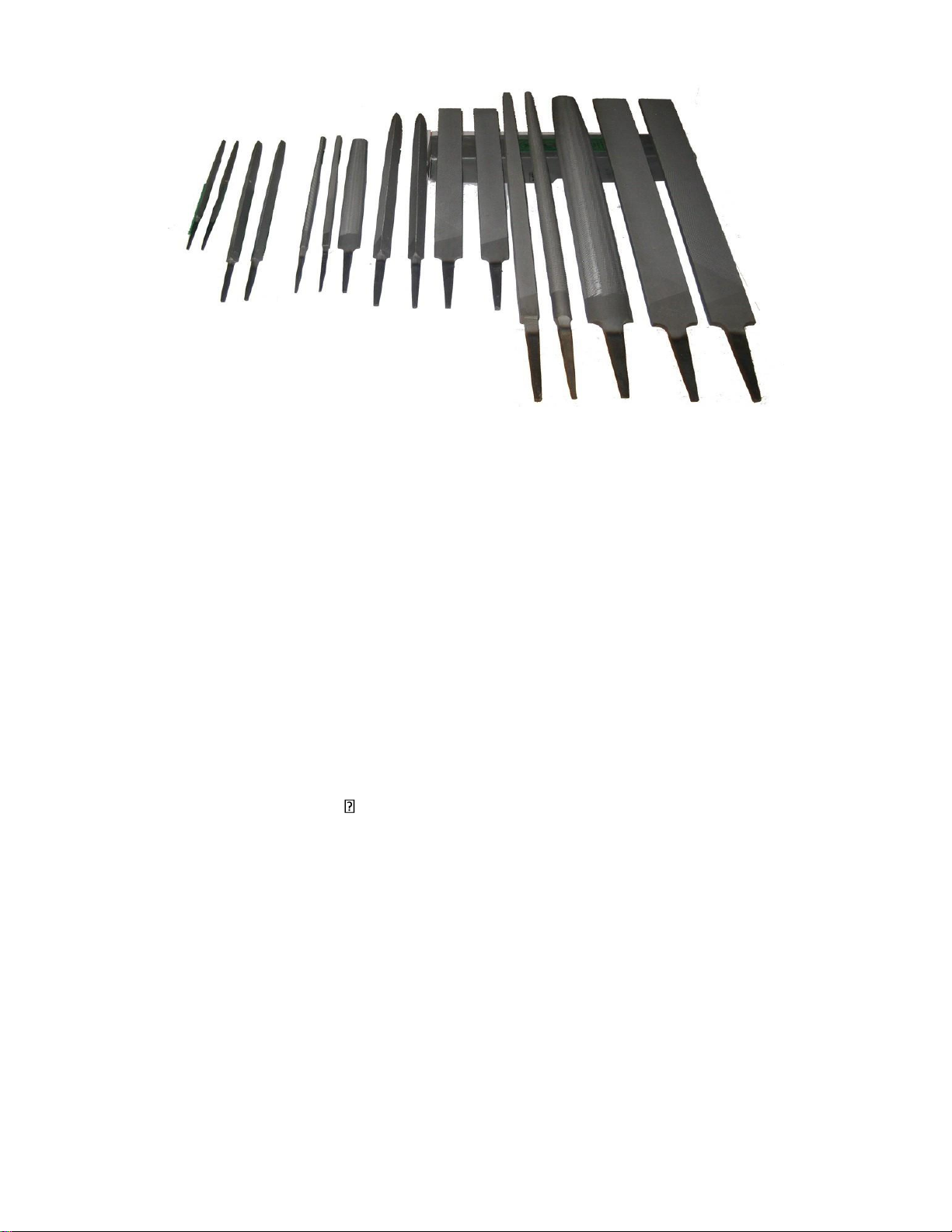
cứng hoặc đã qua tôi không thể gia công được bằng phương pháp giũa. lOMoARcPSD| 61551247
Hình ảnh các loại dũa kim loại trong cơ khí.
1. Chọn Ê-tô *
Chọn loại Ê-tô: vì lực cắt khi giũa không lớn, nên không cần chọn Ê-tô
có lực cặp lớn như khi đục. Nhưng cần phải chọn Ê-tô có 2 má thật song song để
vật cặp không bị kênh, nhất là khi giũa các mặt phẳng song song, nên chọn Ê-tô song hành hơn Ê-tô chân. *
Độ cao của Ê-tô: chọn độ cao của Ê-tô dựa trên nguyên tắc khi người thợ
đặt giũa lên mặt vật gia công, giũa ở vị trí nằm ngang thì cánh tay trên và dưới hợp thành một góc 90
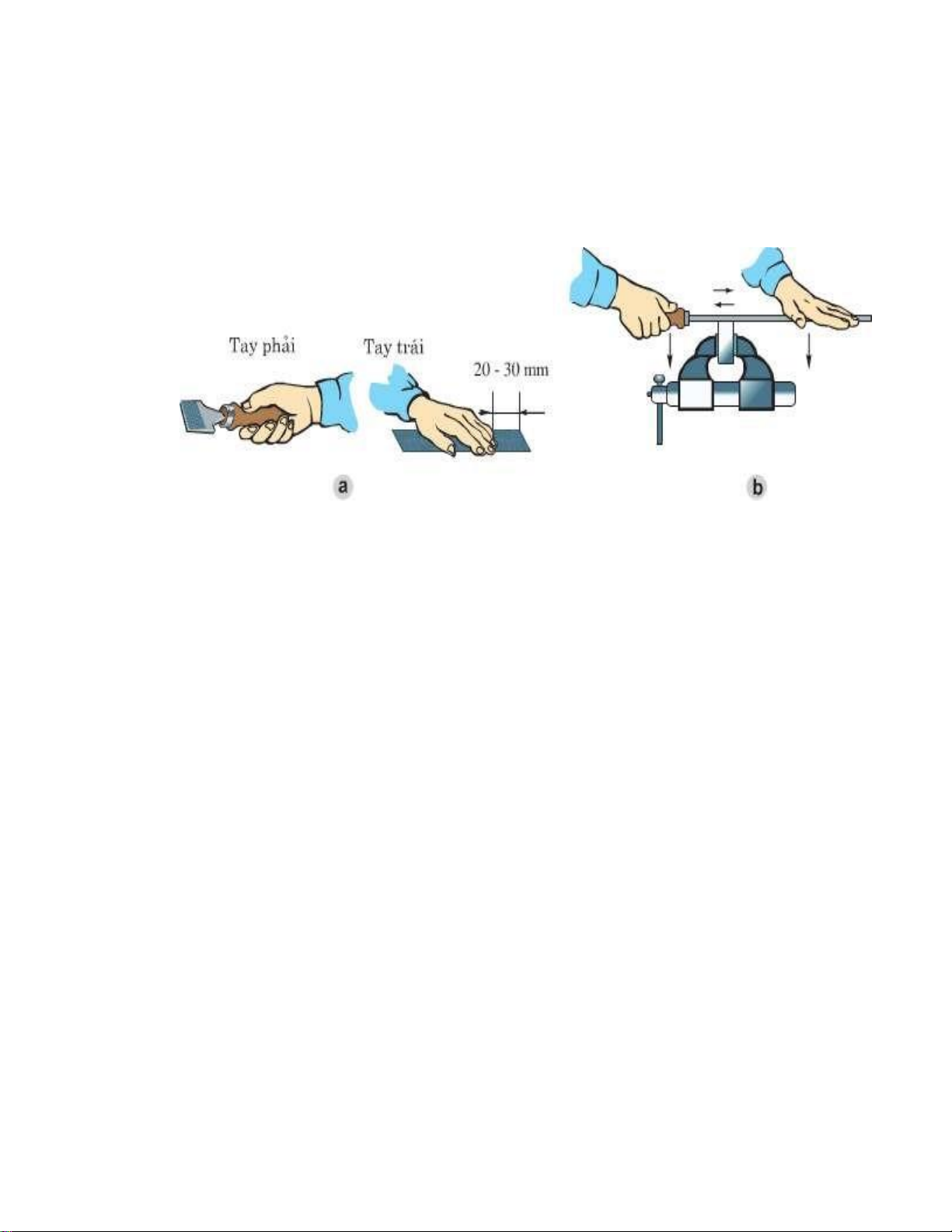
2. Tư thế dũa:
- Tư thế chân của chúng ta phải chếch sang thẳng một góc để dễ dàng đẩy cây dũa
theo hướng chúng ta định sẵn . Ví dụ , nếu chúng ta thuận tay phải thì chúng ta nên
đừng chếch sang bên trái hướng từ 45-60 độ ( tùy vào mỗi cá nhân ) . Khi chúng ta
có một tư thế đứng thoải mái thì việc dũa sẽ không tốn nhiều sức. - Tư thế tay: lOMoARcPSD| 61551247
+ Tay thuận cầm cán dũa bằng cả bàn tay và 5 ngón tay và phần chuôi cầu của cán
dũa đặt vào phần lõm giữa bàn tay.
+ Tay nghịch đặt trên đầu dũa và các ngón tay duỗi ra. Tùy theo yêu cầu về độ gia
công mà có thể đặt cả bàn tay hoặc vài ngón tay hay chỉ một ngón tay lên đầu dũa.
Tư thế cầm tay khi dũa kim loại
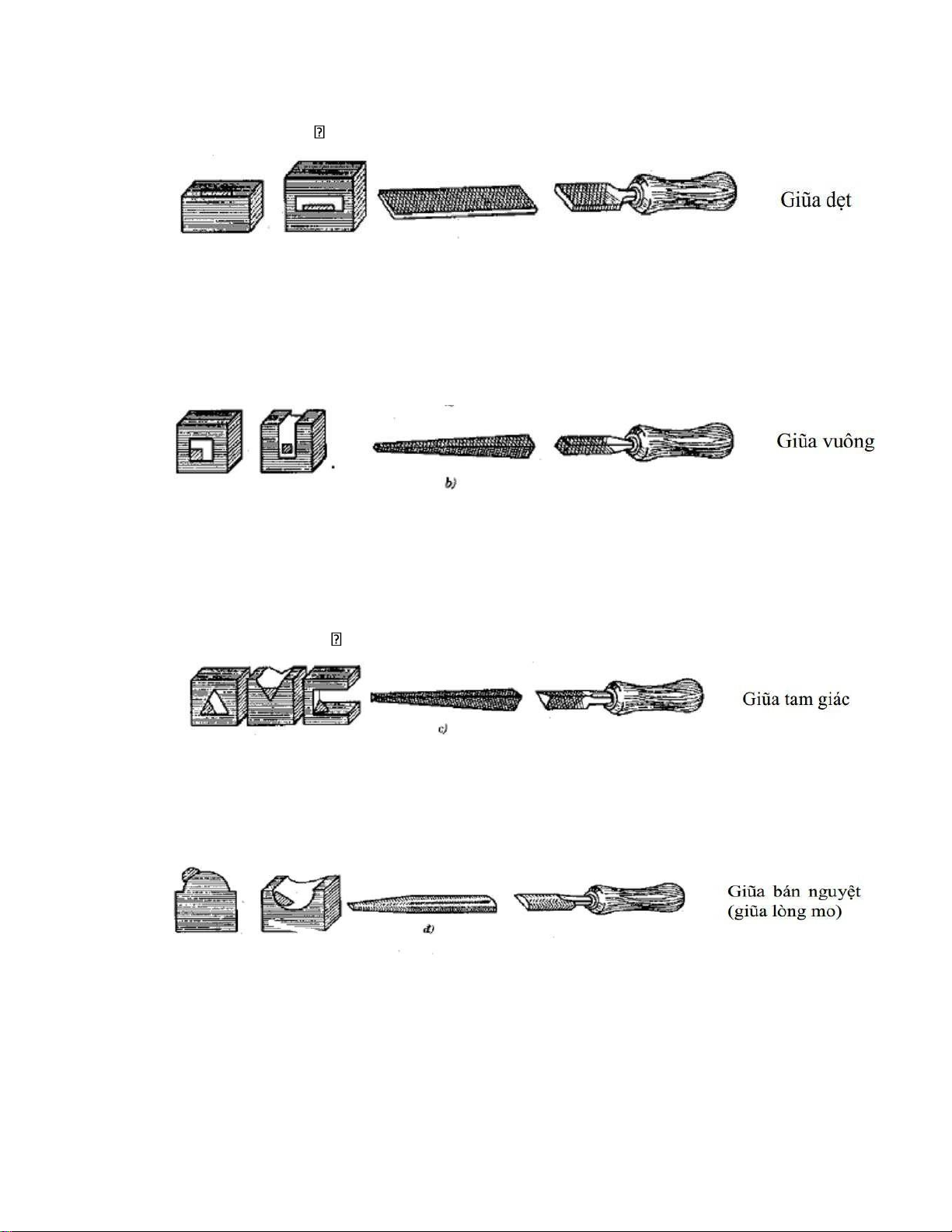
3. Phân loại dũa: *
Phân loại theo mật độ răng: căn cứ vào độ dài của bước răng t để tính số
đường răng cơ sở trên một đơn vị chiều dài hay tổng số răng có trong một đơn vị diện tích. *
Phân loại theo tính chất công nghệ: căn cứ vào hình dạng tiết diện thân
dũa , nó quyết định tính chất công nghệ gia công của từng loại dũa.
a) Dũa dẹt ( dũa bản ): lOMoARcPSD| 61551247
- Có tiết diện hình chữ nhật, dùng để gia công mặt phẳng ngoài, các mặt phẳng trong lỗ có góc 90 . b) Dũa vuông:
- Có tiết diện hình vuông, dùng để giũa các lỗ hình vuông hoặc chi tiết có rãnh vuông.
c) Dũa tam giác: -
Có tiết diện là tam giác đều, dùng để gia công các lỗ tam giác đều các rãnh có góc bằng 60 .
d) Dũa bán nguyệt ( lòng mo ) : -
Tiết diện là một phần hình tròn, có một mặt phẳng một mặt cong, dùng
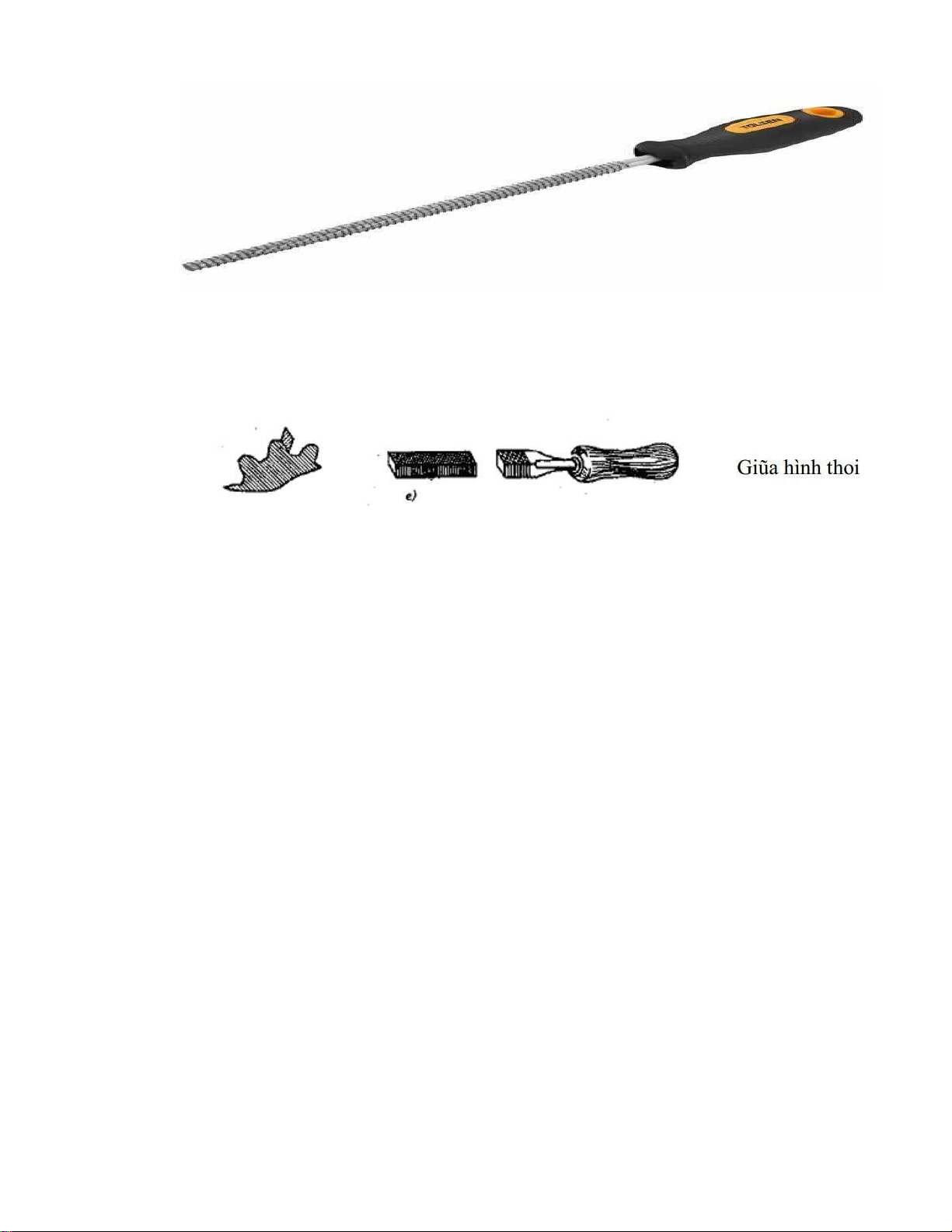
để giũa các mặt cong có bán kính lớn. e) Dũa tròn:
- Có tiết diện hình tròn, toàn bộ thân giũa là hình nón cụt, góc côn nhỏ, dùng để
gia công các lỗ tròn, các rãnh có đáy là nữa hình tròn. lOMoARcPSD| 61551247
f) Dũa hình thoi:
- Tiết diện là hình thoi, dùng để giũa các rãnh răng, các góc hẹp, góc nhọn.
4. Thao tác dũa:
- Khi đẩy tới để cắt: dùng hai tay ấn dũa đè lên bề mặt cần gia công, đẩy tới
phía trước hết chiều dài của lưỡi dũa.
- Khi lùi dũa về, khi dũa không cắt cần nhấc hẳn dũa ra khỏi bề mặt gia công để
mang dũa về để chuẩn bị cho lượt cắt tiếp theo.
5. Chú ý trong kĩ thuật dũa:
- Khi dũa để đạt hiệu suất cắt cao thì người thợ nên đẩy dũa thẳng theo trục của dũa.
- Khi cắt và đẩy dũa theo một đường thẳng, cần giữ cân bằng dũa cho tốt ( không
chòng chành ) . Tuyệt đối không nghiêng dũa sang hai bên.
6. Kỹ thuật dũa kim loại trong gia công cơ khí:
+ Lưu ý về giữ cân bằng trong kỹ thuật dũa: lOMoARcPSD| 61551247
- Hiện tượng: Khi gia công trên bề mặt phẳng thì luôn gặp trường hợp bề mặt gia
công bị cong lên gọi là hiện tượng không cân bằng khi dũa.
- Nguyên nhân: Hiện tượng không cân bằng dũa xảy ra là do sự không cân bằng
lực của hai tay khi đè lên dũa trong quá trình dũa.
+ Khi bắt đầu thao tác thì phần lưỡi dũa phía cán dài hơn phía đầu mút, do đó
moment do tay cần cán lớn hơn tay đè lên đầu mút, dẫn đến lưỡi dũa bị nghiêng về phía cán.
+ Điều tương tự như vậy sẽ xảy ra ở cuối nhát cắt làm cho dũa bị nghiêng về phía đầu dũa
- Cách khắc phục việc mất cân bằng trong kĩ thuật dũa: hiện tượng không cân
bằng này khi thực hiện luôn xảy ra với mọi người, để khắc phục hiện tượng này thì
người ta phải tập luyện rất nhiều với các loại dụng cụ tập luyện và kiểm tra độ cân bằng.
- Và để khắc phục hậu quả của hiện tượng dũa không cân bằng trong kỹ thuật
dũa người ta có thể dùng đoạn cong của lưỡi dũa để rà hoặc cạo lại rồi kiểm tra bằng bàn máp.
7. Điều khiển lực ấn khi dũa.
* Điều khiển lực ấn khi giũa khi giũa, ta cho giũa chuyển động đều ở vị trí nằm ngang.
Khi chiều dài thân giũa đã lướt hết bề mặt gia công, kéo giũa về vị trí ban đầu rồi sau
đó lại đẩy giũa. Mỗi lần đẩy giũa và lùi giũa chỉ thực hiện một lần cắt nên ta gọi là một
hành trình. Hành trình đẩy giũa là hành trình cắt, hành trình lùi giũa về là hành trình
chạy không. Trong hành trình cắt cần điều khiển lực ấn của 2 tay như sau: lOMoARcPSD| 61551247 -
Chỉ ấn lên giũa trong chuyển động tiến lên phía trước (hành trình cắt), phải
đảm bảo phân bố đều lực ấn 2 tay lên giũa. -
Lúc bắt đầu của hành trình làm việc, lực ấn giũa chủ yếu do tay trái thực
hiện, còn tay phải giữ cho giũa ở vị trí nằm ngang. -
Ở khoảng giữa của hành trình làm việc, lực ấn giũa của 2 tay phải bằng nhau. -
Ở cuối hành trình làm việc, lực ấn giũa chủ yếu do tay phải thực hiện, còn
tay trái giữ cho giũa ở vị trí nằm ngang. Lúc này thân người hơi nghiêng về phía
êtô, trọng tâm dồn lên chân trái. -
Chuyển động của giũa được thực hiện với nhịp độ 40 60 lần 1 phút. Trong
chuyển động của giũa về phía sau (hành trình chạy không) không được nâng giũa
lên khỏi mặt của vật gia công. Tốc độ khi kéo giũa về nhanh hơn khi đẩy giũa đi
để rút ngắn thời gian của một đường cắt. -
Như vậy trong quá trình cắt, lực ấn của hai tay luôn luôn thay đổi. Lực ấn
tay phải từ nhẹ đến mạnh dần, còn tay trái từ mạnh giảm tới nhỏ nhất. Cuối hành
trình cắt cho giũa tiến chậm dần, tránh để giũa lao quá, chuôi giũa chạm vào êtô,
đầu giũa sẽ chúi xuống làm vẹt một phía cạnh vật gia công và ngón tay dễ bị thương.
8. Các phương pháp dũa:
+ Để mang lại năng suất và đảm bảo chất lượng bề mặt gia công theo đúng yêu
cầu kỹ thuật thì người thực hiện có nhiều phương pháp gia công dũa khác nhau: lOMoARcPSD| 61551247 a) Dũa ngang:
+ Là thao tác dũa khi thực hiện có hướng cắt theo chiều hẹp hơn bề mặt gia công.
Số răng tham gia cắt đồng thời sẽ ít hơn khi thực hiện thao tác dũa dọc, nên lực cắt
cho mỗi răng dũa sẽ lớn hơn => Dẫn đến chiều sâu cắt của chi tiết cũng lớn hơn
+ Dũa ngang là loại kỹ thuật dũa có năng suất cắt cao hơn, tuy nhiên do cắt sâu và
chiều dài tựa ngắn nên chất lượng bề mặt gia công kém.
+ Dũa ngang thường được dùng để gia công phá thô b) Dũa dọc:
+ Là thao tác dũa có hướng cắt thực hiện theo chiều rộng hơn của bề mặt gia
công . Số răng tham gia cắt đồng thời sẽ nhiều hơn trong thao tác dũa ngang nên
lực cắt cho mỗi răng dũa nhỏ hơn => Nên chiều sâu cắt mỏng hơn.
+ Là thao tác có năng suất cắt thấp tuy nhiên do cắt mỏng và chiều dài tựa lớn nên
chất lượng của bề mặt gia công tốt.
+ Dũa dọc thường dùng trong gia công tinh.
c) Dũa đan chéo:
+ Là thao tác dũa thực hiện theo hai hướng vuông góc với nhau ( thường không
theo chiều ngang hay chiều dọc ) .
+ Có năng suất cắt và chất lượng gia công trung bình, phương pháp dũa này thực
hiện theo hướng cắt trên đỉnh nhấp nhô của hướng dũa trước đó gây ra.
+ Dũa đan chéo thường dùng đối với những người thợ có tay nghề thấp.
9. Phương pháp dũa mặt phẳng: lOMoARcPSD| 61551247
- Dùng phương pháp dũa dọc song song với cạnh vật, dũa từ phải sang trái trong một lần cắt .
- Đổi tư thế, dũa dọc vuông góc với đường dũa cũ từ phải sang trái trong một lần cắt .
- Đổi tư thế dũa dọc chéo 45 , dũa từ trái sang phải trong một số lần cắt.
- Đổi tư thế sang dũa dọc chéo 45 theo chiều ngược lại , dũa phải sang trái trong một số lần cắt.
- Đổi sang dũa song song với cạnh vật, dũa từ trái sang phải trong một số lần cắt.
- Cứ như vậy, chỉ bằng phương pháp dũa dọc ta sẽ giũa được mặt phẳng. Sau
đó kiểm tra độ phẳng bằng thước, nếu chưa phẳng phải tiếp tục dũa đến khi đạt yêu cầu.
10.Kỹ thuật đánh bóng bằng dũa:
- Sau khi gia công bằng dũa thì các vết cắt rất sâu , để xóa các vết cắt này
người ta thực hiện bằng cách đánh bóng bằng dũa và đây cũng là một kỹ
thuật cơ bản cần lưu ý trong kỹ thuật dũa.
- Khi thực hiện đánh bóng bằng dũa thì tư thế và thao tác tương tự như khi
dũa, chỉ khác ở chổ là khi thực hiện không cần phải nhấc dũa lên khi lùi về và
không đè dũa khi cắt và dũa chuyển động xoay trên bề mặt gia công.
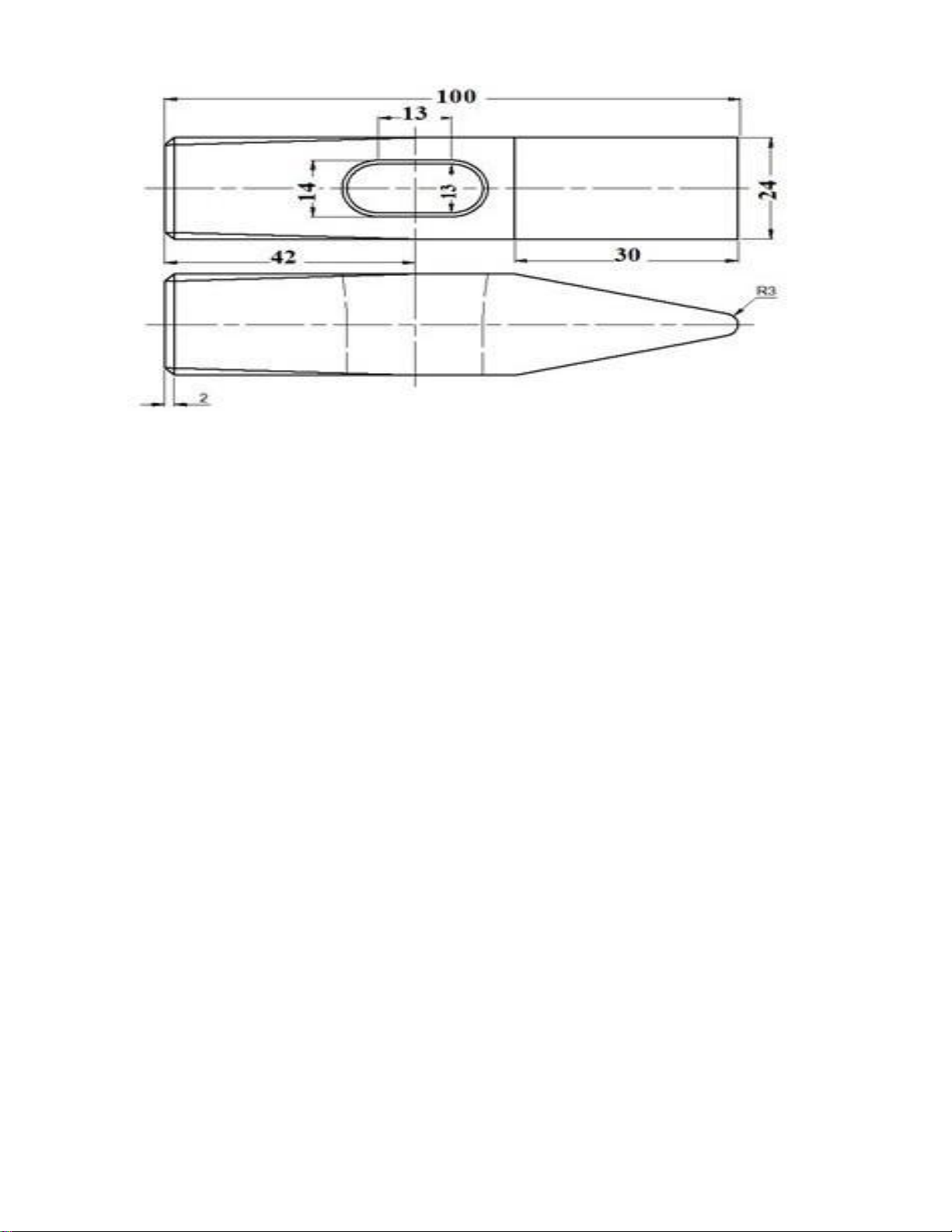
CHƯƠNG 5: BÀI TẬP ỨNG DỤNG LÀM BÚA NGUỘI
1. Gia công búa nguội: lOMoARcPSD| 61551247
Bài tập ứng dụng làm búa nguội
• Và một bài tập khác liên quan đến ứng dụng làm nguội:
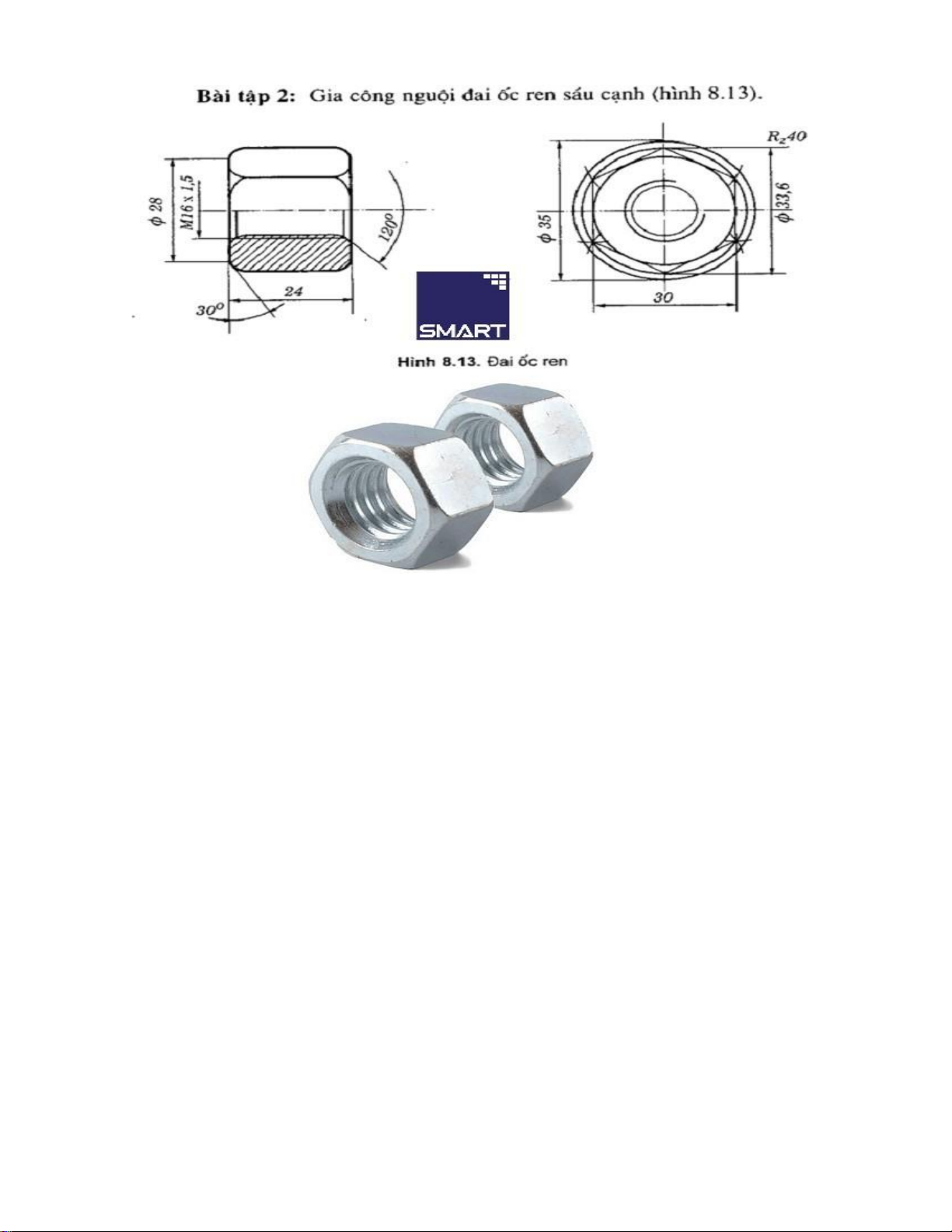
2. Gia công nguội đai ốc:
- Các bước tiến hành gia công nguội ren đai ốc là loại đai ốc 6 cạnh thông dụng. Phôi
vật liệu sử dụng để làm đai ốc là loại thép tròn Ø 40 tiện tạo hình chi tiết Ø 35×24,vát mép cạnh ngoài. lOMoARcPSD| 61551247
* Các bước tiến hành gia công ren đai ốc lục giác ngoài được thực hiện như sau:
1. Lau sạch phôi, bôi phấn lên mặt đầu đai ốc, dùng dụng cụ vạch dấu tâm chi tiết, dùngmũi
núng tâm chi tiết, dùng compa vạch các đường tròn Ø 33,6 mm, Ø 14,5 mm, đường dấu
kiểm tra Ø 30mm. Vạch dấu 6 cạnh của hình lục giác nội tiếp trong đường tròn Ø 33,6 mm.
2. Kẹp chặt chi tiết trên ê-tô sao cho đường vạch dấu một cạnh của hình lục giác đều
songsong và cao hơn má ê-tô khoảng 5 mm – 7 mm. Dùng dũa phá để giũa thô cạnh này,
chừa lượng dư khoảng 0,2- 0,5 mm cho gia công tinh.
3. Tháo và quay phôi đi một góc để cạnh tiếp theo lên trên và dũa thô cạnh này, chừalượng
dư cho gia công tinh. Trong khi dũa dùng dưỡng kiểm thẳng và dưỡng kiểm góc 60° để
kiểm tra độ thẳng của bề mặt và góc 60° giữa hai cạnh.
4. Dũa thô cạnh thứ ba theo trình tự kể trên.
5. Dũa thô các cạnh còn lại. Ngoài kiểm tra độ thẳng, góc 60° thì chúng ta cần chú ýkiểm
tra độ song song và khoảng cách 30mm có cộng thêm lượng dư để gia công tinh của hai cạnh đối xứng nhau.
6. Dùng dũa mịn để gia công tinh các các cạnh bảo đảm khoảng cách 30mm và độ songsong
của các cạnh đối xứng nhau. lOMoARcPSD| 61551247
7. Kiểm tra đấu tâm của chi tiết so với các cạnh của hình lục giác đều, sau đó kẹp phôitrên
ê-tô, phía dưới đáy lót gỗ. Giá đặt ê-tô trên bàn máy khoan, khoan lỗ 14,5 mm, dùng
mũi khoan lớn hơn hoặc mũi khoét để vát góc 120° ở hai phía đầu lỗ.
8. Dùng bộ tarô tay (hai chiếc) để gia công lỗ ren theo thứ tự từ tarô số 1 đến tarô số 2. Khi
quay tarô cần chú ý: dẫn hướng cho tarô thẳng góc với mặt gia công, sau khi quay tarô
vào 1-2 vòng lại quay ngược lại khoảng nửa vòng để tránh kẹt phôi làm gãy tarô.
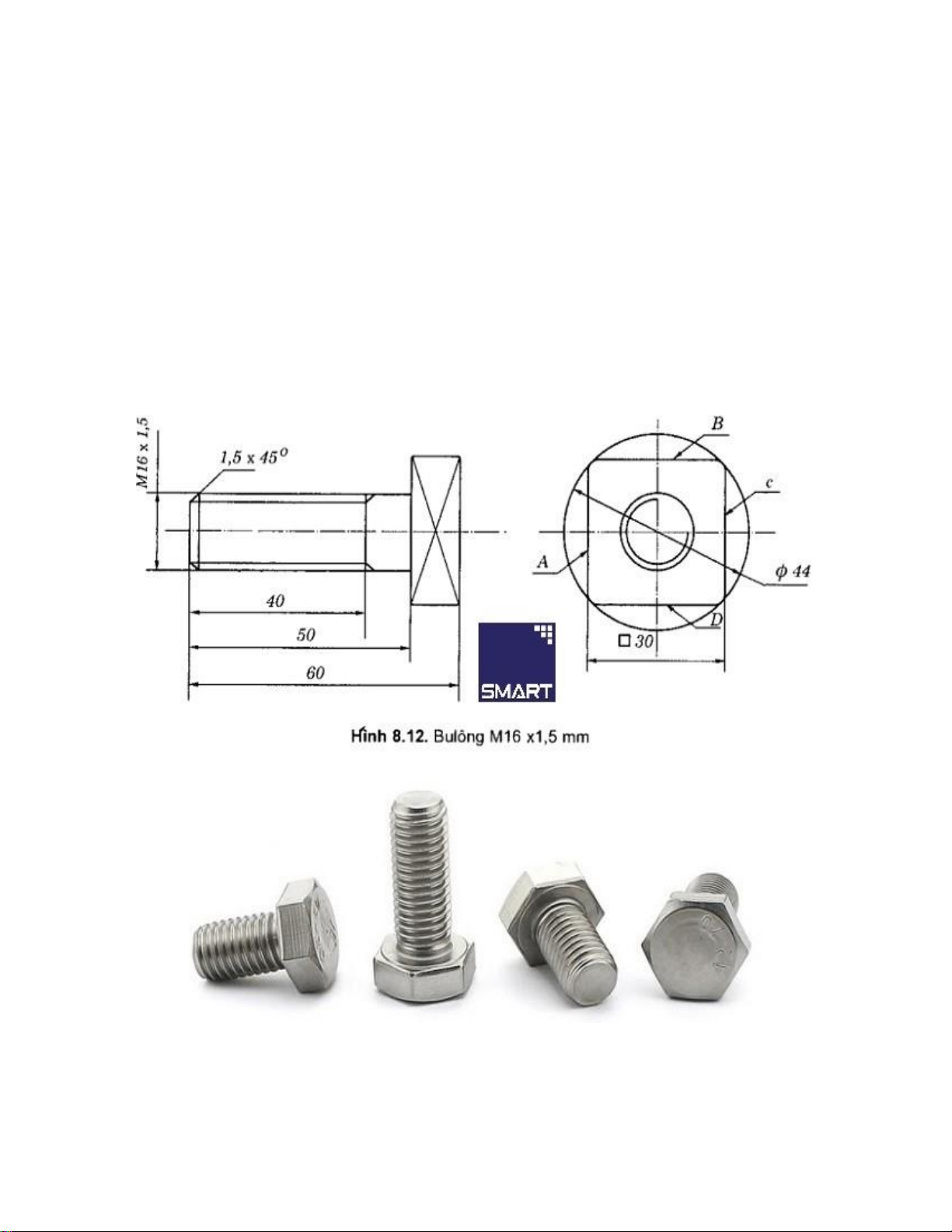
* Tiến hành gia công nguội ren bu lông:
+ Bu lông lục giác ngoài được tiến hành gia công ren sử dụng loại chất liệu thép tròn Ø 45
tiện tạo hình bu lông có đường kính lớn là Ø 44mm, tiện bậc và tiện sơ bộ ren M16 X 1,5 mm.
* Các bước tiến hành gia công nguội ren bu lông lục giác ngoài: lOMoARcPSD| 61551247 1.
Lau sạch phôi, bôi phấn lên mặt đầu Ø 44mm, dùng dụng cụ vạch các đường
thẳngvuông góc qua tâm chi tiết, vạch dấu các cạnh vuông kích thước 30 X 30mm trên
phôi. Dùng mũi núng chấm tâm các đường dấu của cạnh vuông. 2.
Kẹp phôi trên ê-tô vào hai mặt đầu của đường kính Ø 44 mm sao cho mặt
phanghướng lên trên đế đường vạch dấu song song và cao hơn mép trên má ê-tô. Dùng
đục và dũa gia công thô mặt phẳng A, để chừa lượng dư 0,2-0,5 mm cho gia công tinh.
Dùng dưỡng kiểm để kiểm tra độ thẳng. 3.
Tháo và quay phôi cho mặt B hướng lên trên như khi gia công mặt phẳng A. Dùng
dũaphá để dũa thô mặt phẳng B để chừa lượng dư cho gia công tinh. Dùng thước góc,
dưỡng kiểm để kiểm tra độ vuông góc giữa hai mặt A và B. 4.
Dũa phá các mặt phẳng còn lại tương tự như cách đã trình bày ở trên. Trong khi
dũa,dùng dưỡng kiểm, thước cặp, thước góc kiểm tra độ phẳng , khoảng cách, độ song
song, độ vuông góc giữa các bề mặt đang gia công so với các bề mặt đã gia công. 5.
Dùng dũa mịn để dũa tinh các bề mặt bảo đảm độ nhẵn bóng bề mặt và độ chính
xác.Trong khi dũa dùng các dụng cụ kiểm tra độ vuông góc, độ song song, kích thước 30 mm cho trên bản vẽ. 6.
Kẹp phần đầu vuông vào hai má ê-tô, hướng cho phần ren lên trên, dùng bàn
renM16x1,5mm để gia công tinh ren. Khi quay tay quay bàn ren cần chú ý dẫn hướng cho
bàn ren theo đường ren đã gia công, sau khi quay bàn ren vào từ 1- 2 vòng lại quay ngược
lại khoảng nửa vòng để bẻ phoi, tránh cho bàn ren bị kẹt, quá tải.
CHƯƠNG 6: KẾT LUẬN
- Sau thời gian làm tiểu luận với đề tài “ Bài tập nghiên cứu ứng dụng về búa nguội”
đến nay em đã hoàn thành được các nội dung cơ bản của đồ án.
- Trong thời gian ngắn thực tập , em đã hiểu thêm về những thao tác cơ bản của công
việc trong ban nguội . Em đã nhận thấy rằng nguội là một ngành nghề đòi hỏi
người công nhân phải có tay nghề cao và sản phẩm được quyết định bởi tay nghề
của những người thợ làm ra . Một thao tác dù là đơn giản hay phức tạp cũng cần
đòi hỏi người thợ phải hết sức tập trung và cẩn thận.
- Trong đề tài này em đã tìm hiểu và học được về những cách thức của phần làm nguội trong cơ khí
- Phần đầu đồ án , em đã trình bày khái quát về cách sử dụng búa làm sao cho an
toàn trong lao động . Và em cũng đã đi sâu vào những thao tác khoan , mài của học phần
- Qua thời gian làm tiểu luận em cũng được đọc một số kiến thức cơ bản về chuyên
ngành và một số thao tác cơ cơ bản trong word phục vụ trong công việc sau này.
Tài liệu liên quan:
-
THỰC HÀNH KY THUẬT ĐIỆN TỬ - BUỔI 2: KHẢO SÁT DIODE & MẠCH CHỈNH LƯU | Đại học Văn Lang
54 27 -

Đề cương đồ án CDIO 5: Tính toán thiết kế dây dẫn điện hệ thống cung cấp | Đại học Văn Lang
64 32 -

BT Buổi 5: Nguyên Lý Hoạt Động Hệ Thống Cung Cấp Điện Trên Ô Tô | Đại học Văn Lang
54 27 -

Câu hỏi ôn tập Máy thủy lực và khí nén - BM-002 | Đại học Văn Lang
56 28