Báo cáo cuối kỳ môn hệ thống mạng máy tính và CIM
Đây là báo cáo cuối kỳ để đạt điểm cao môn CIM
Môn: FMS & CIM 12 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.8 K tài liệu
Tác giả:


Preview text:
ĐẠI HỌC BÁCH KHOA HÀ NỘI
TRƯỜNG ĐIỆN – ĐIỆN TỬ
BÁO CÁO THÍ NGHIỆM HỆ
THỐNG SẢN XUẤT TÍCH HỢP MÁY TÍNH (CIM) Họ và tên : Đào Quang Trung MSSV : 20222414 Lớp : KTĐK & TĐH 01-K67 Mã lớp : 759796 GVHD : Phan Thị Huyền Châu Hà Nội, 2026
Bài thí nghiệm 1: Tìm hiểu và xây dựng dây chuyền sản xuất bằng phần
mềm Tecnomatix Plant Simulation I.
Bài tập 1 (Model Assembly 1) Kết quả trên lớp:
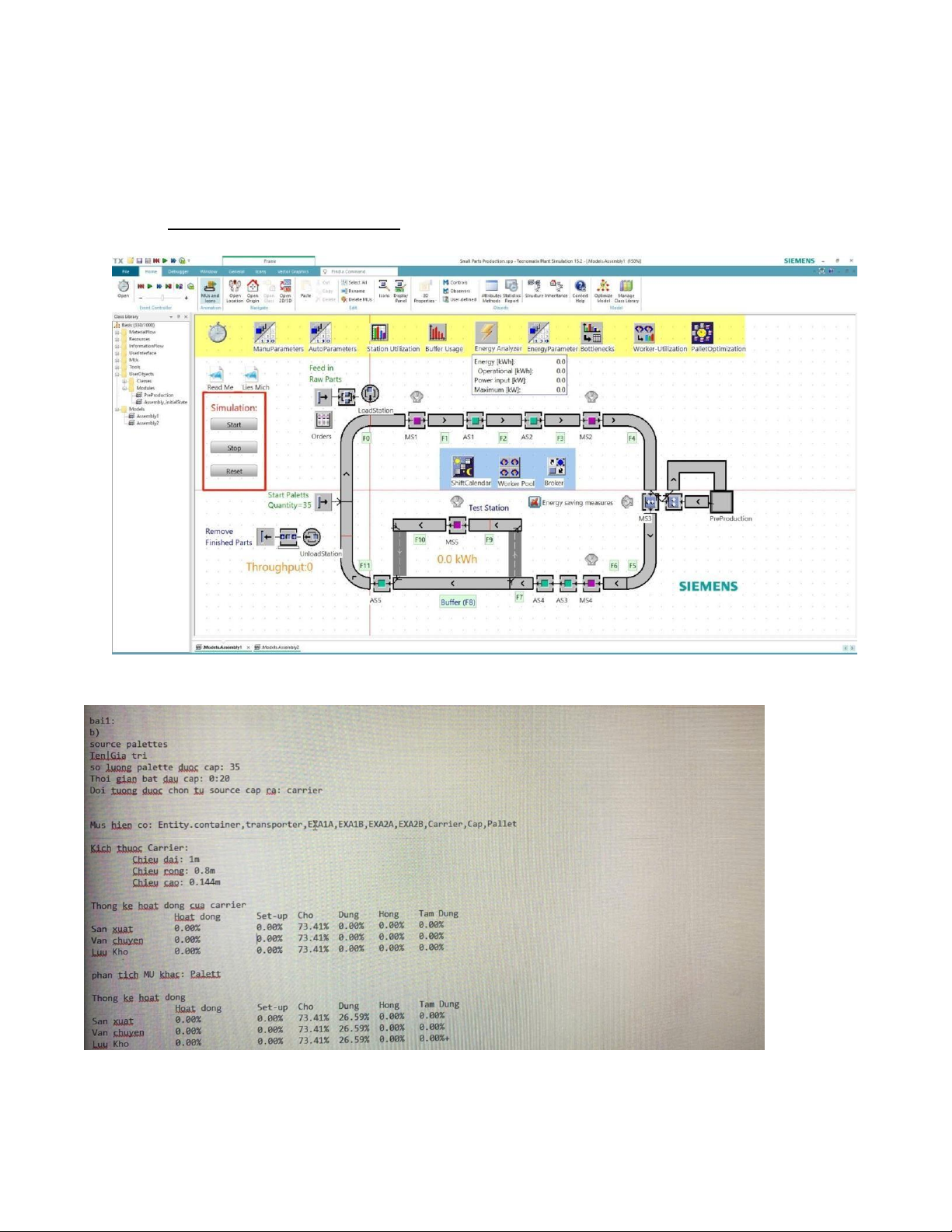
a) Cho hệ thống chạy và mô tả ngắn gọn hoạt động của hệ thống sản xuất.
Các Palets được cấp liên tục ra từ Source, sau đó các Raw Parts sẽ được đặt lên trên Palets. Các Raw
Parts sẽ được xử lý ở các trạm MS và AS và được vận chuyển trên các băng tải. Các trạm MS sẽ cần có
công nhân để trực tiếp vận hành trạm. Trước khi các thành phần được dỡ khỏi palets, một số sản phẩm
sẽ được đưa qua trạm Test Station để kiểm tra chất lượng.
b) Viết các kết quả vào bảng sau: • Source Palettes Tên Giá trị
Tổng số lượng palettes được cấp ra 35
Thời gian bắt đầu cấp palettes 0:20
Đối tượng được chọn từ sources để cấp ra Cairer • MUs (Mobile Units)
• Kể tên các Mus hiện có:
Entity, container, transporter, EXA1A, EXA1B, EXA2A, EXA2B, Carrier, Cap, Pallet.
• Phân tích giá trị của Carrier và viết kết quả vào 2 bảng sau:
Bảng 1: Kích thước của Carrier Kích thước Giá trị Chiều dài 1m Chiều rộng 0.8m Chiều cao 0.144m
Bảng 2: Thống kê hoạt động của Carrier Giá trị Hoạt Set-up Chờ Dừng Hỏng Tạm (%) động dừng Sản xuất 0.00% 0.00% 73.41% 0.00% 0.00% 0.00% Vận 0.00% 0.00% 73.41% 0.00% 0.00% 0.00% chuyển Lưu kho 0.00% 0.00% 73.41% 0.00% 0.00% 0.00%
• SV tự lựa chọn và phân tích 1 loại MUs khác Chọn Mus.Palett
Bảng 4: Thống kê hoạt động của Palett Giá trị Hoạt Set-up Chờ Dừng Hỏng Tạm (%) động dừng Sản xuất 0.00% 0.00% 73.41% 26.59% 0.00% 0.00% Vận 0.00% 0.00% 73.41% 26.59% 0.00% 0.00% chuyển Lưu kho 0.00% 0.00% 73.41% 26.59% 0.00% 0.00% • Băng tải
MSSV: 20222414 và phân tích băng tải F4
Bảng phân tích băng tải F4 Tên Giá trị Chiều dài băng tải 9.19159m Độ rộng băng tải 1m Tốc độ băng tải 0.1m/s
Sức chứa của băng tải (tổng số lượng Mus trên -1 băng tải)
• Trạm hoạt động (Station)
SV phân tích sự khác biệt giữa MS1 (Manual Station 1) và AS1 (Automatic Station 1)
Có thể thấy rõ ràng rằng trạm MS cần phải có công nhân để vận hành, trong khi đó trạm AS có
thể hoạt động tự động trong suốt quả trình sản xuất. Thời gian xử lý ở trạm đang được định
dạng theo hai cách khác nhau: Ở trạm MS1 là dạng Normal còn ở trạm AS1 là định dạng Uniform. II.
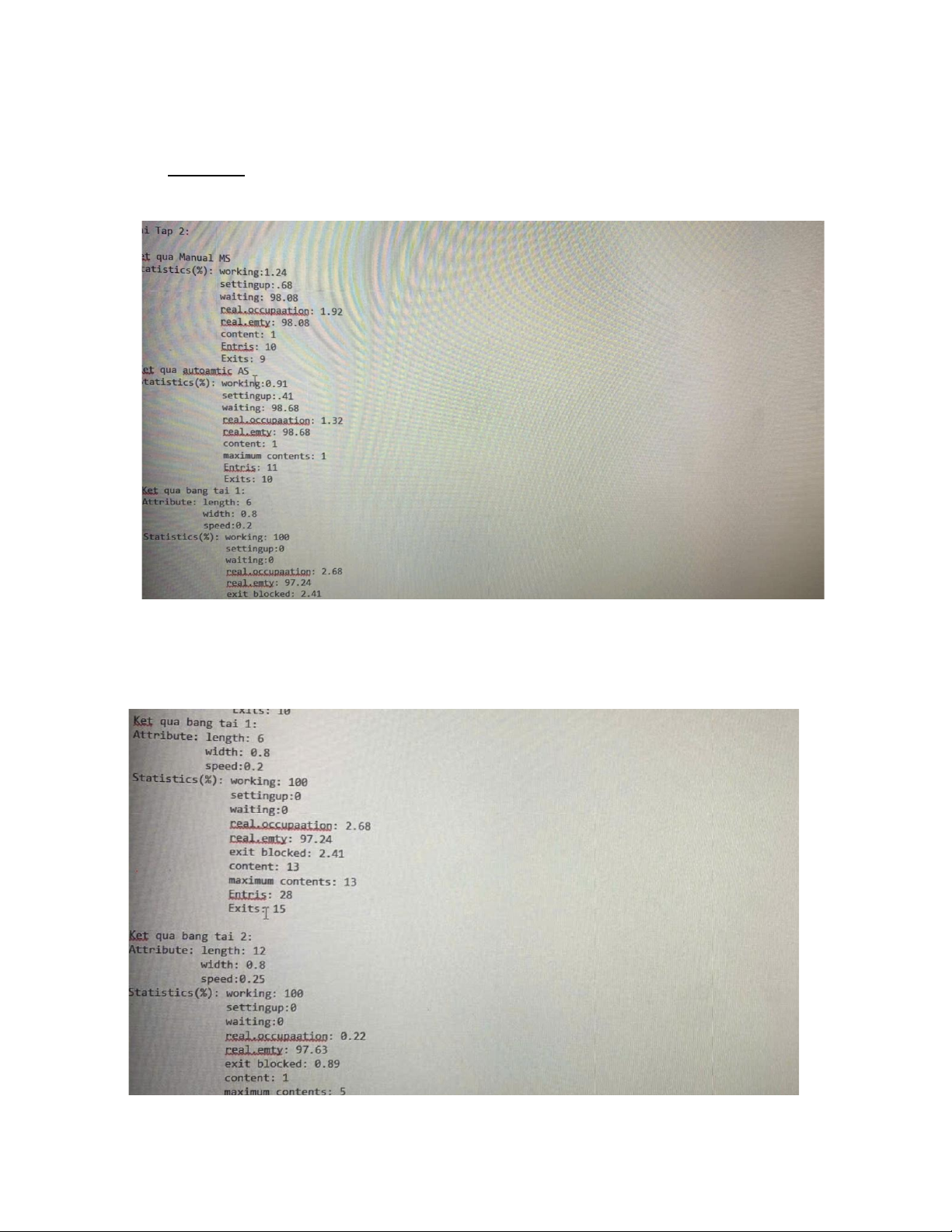
Bài tập 2: Xây dựng 1 dây chuyền sản xuất đơn giản trên phần mềm Tecnomatix
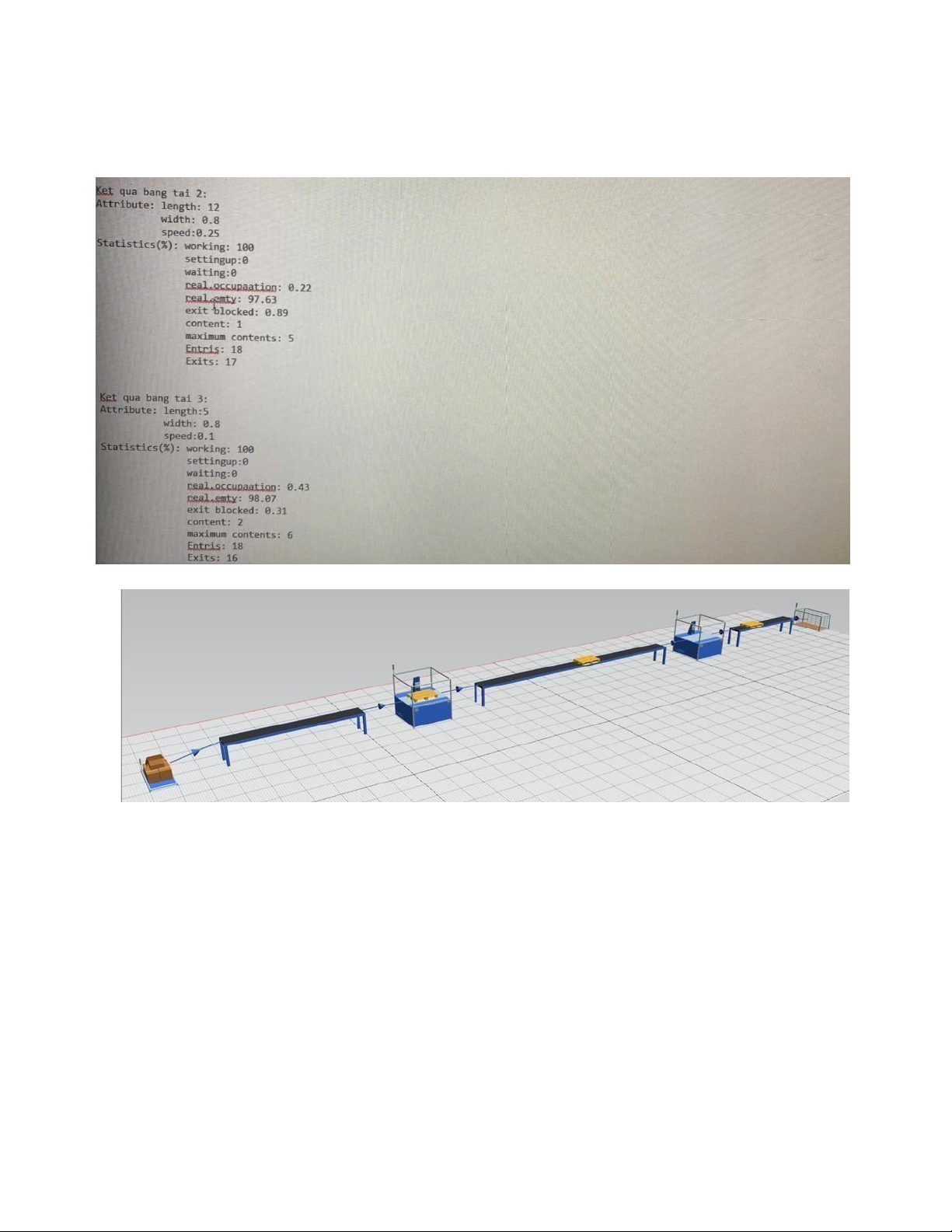
Kết quả manual MS và trạm automatic AS Kết quả băng tải 1,2: Kết quả băng tải 3: Nhận xét:
Hệ thống hoạt động ổn định trong mô hình 2D và 3D. Các tham số cài như yêu cầu trong tài liệu thí nghiệm.
Bài thí nghiệm 2: Thực hiện mô phỏng một dây chuyền sản xuất
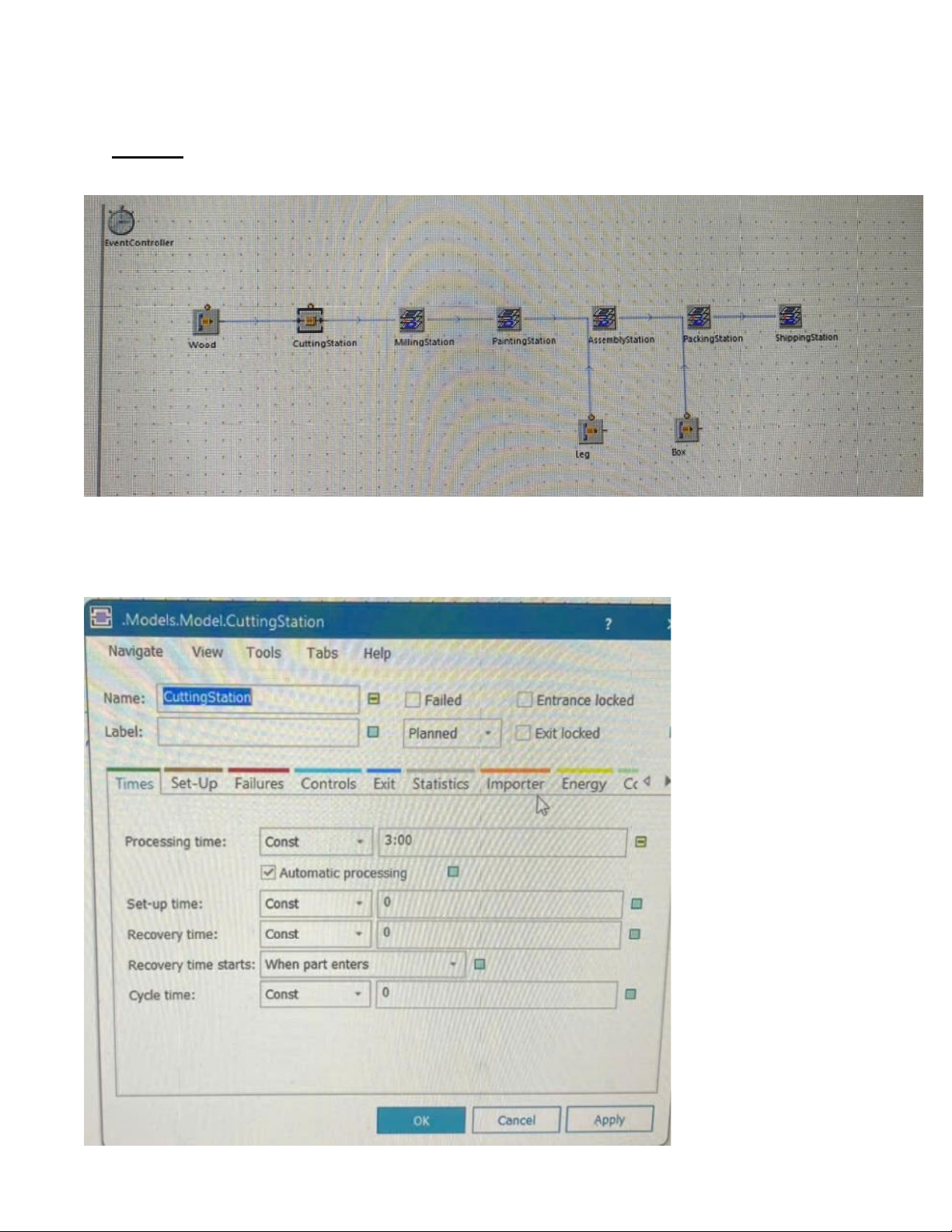
Bài tập 1: Kết nối các trạm và nguyên vật liệu đầu vào cho dây chuyền sản xuất bàn trà (2D)
gồm các thành phần sau đây: Thời gian cắt 3 phút.
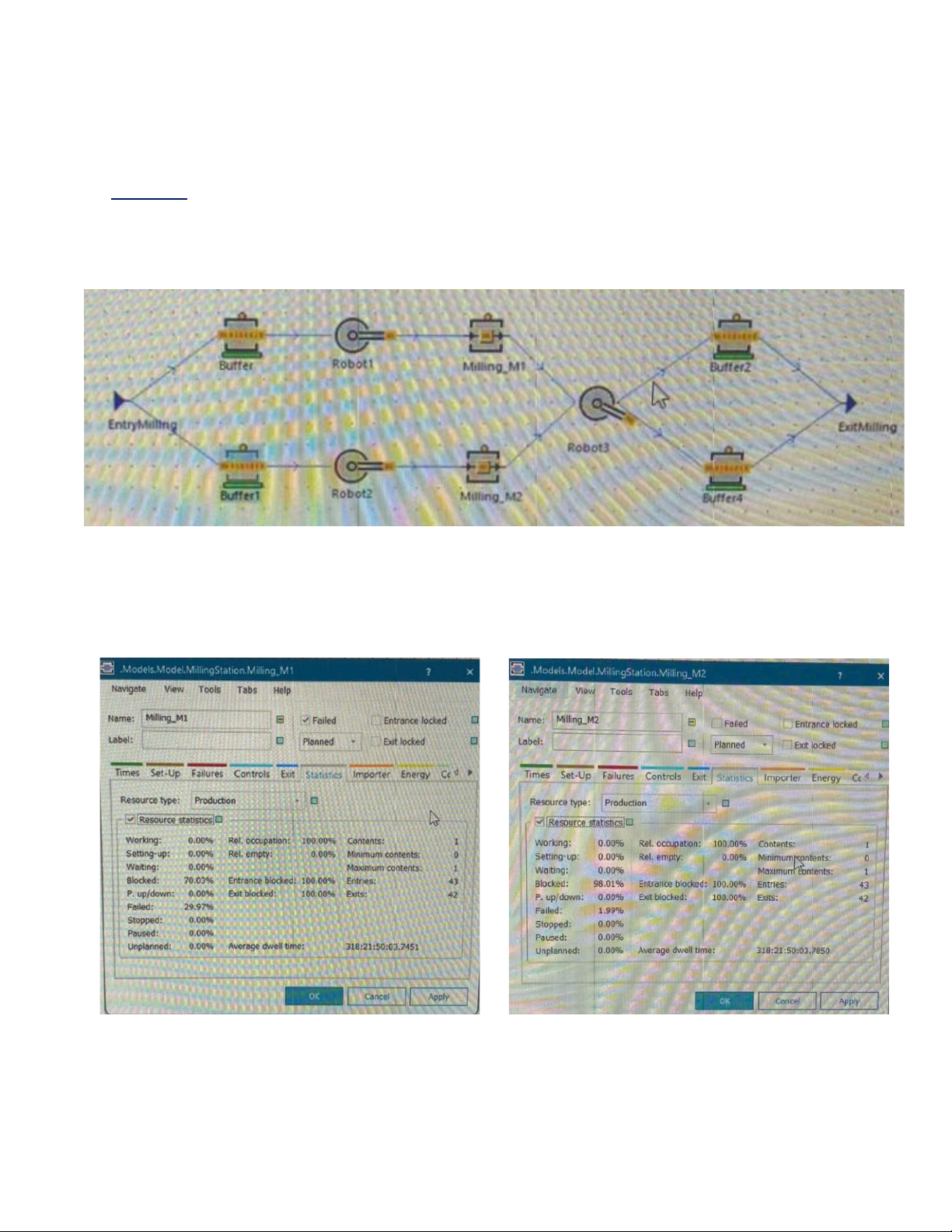
Bài tập 2: Mô phỏng trạm Milling station (milling station model) bằng một FRAME với các
khối được liệt kê như bảng:
Giao diện mô phỏng chỉ có frame Milling:
Statistics của 2 milling M1 và M2: Nhận xét: - Nguyên lý hoạt động:
+ Nguồn (Source) tạo ra phôi và chuyển chúng đến phôi đầu tiên.
+ Pick and Place gắn các phôi từ Buffer và Buffer1 di chuyển đến các trạm gia công (
Milling1 và Milling2) thực hiện gia công công đoạn tiếp theo.
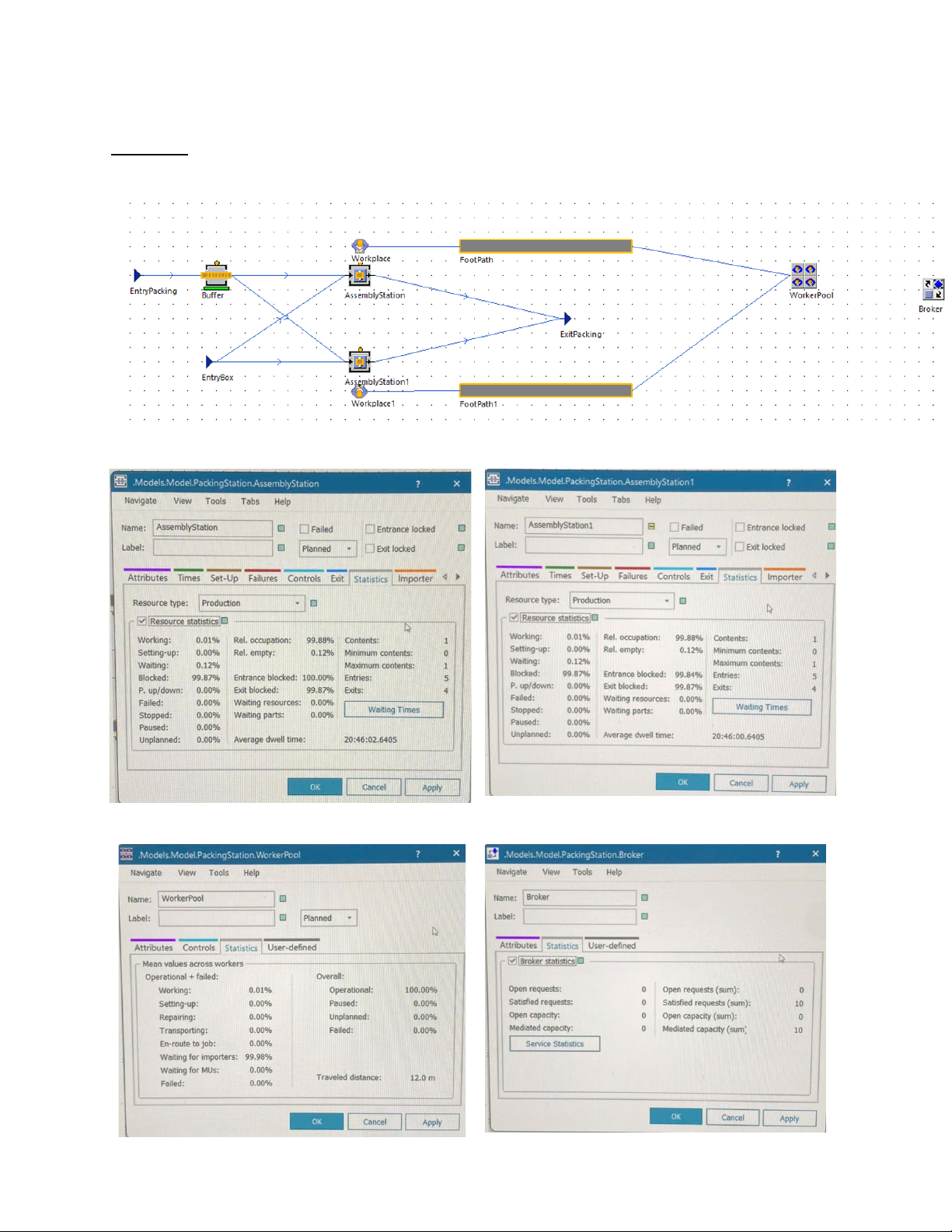
Bài tập 5: Mô phỏng trạm đóng gói S station (Assembly Station model) bằng một FRAME với
các khối được liệt kê như bảng sau:
Statistics của assembly station và assembly station 1:
Statistics của workerpool và broker:
Tài liệu liên quan:
-

Thành phần chính của hệ thống sản xuất FMS môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
84 42 -
Bài tập lớn Thiết kế hệ thống chiết rót tự động & dán nhãn chai môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
110 55 -

Chương 1: Hệ thống sản xuất linh hoạt môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
95 48 -

Chương 7: Kiểm soát số máy tính và hệ thống NC bằng Tiếng Việt môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
96 48