Chương 1: Hệ thống sản xuất linh hoạt môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
Tự động hóa là quá trình sử dụng tổng hợp các biện pháp, công nghệ mới, tiên tiến nhằm thiết lập các hệ thống thiết bị có năng suất cao, tự động thực hiện các quá trình chính và phụ bằng các cơ cấu và thiết bị tự động mà không cần có sự tham gia của con người. Tài liệu được sưu tầm gồm 34 trang, giúp các bạn ôn luyện và phục vụ cho việc học tập, đạt kết quả tốt. Mời các bạn đón xem!
Môn: FMS & CIM 12 tài liệu
Trường: Đại học Bách Khoa Hà Nội 5.8 K tài liệu
Tác giả:
















Preview text:
lOMoAR cPSD| 59455093 Chương 1:
Tổng quan FMS & CIM
TS. NGUYỄN VĂN TÌNH
Email: tinh.nguyenvan@hust.edu.vn FMS & CIM Thông tin giáo viên lOMoAR cPSD| 59455093 Thông tin cơ bản: Quê quán: Bắc Giang
Địa chỉ làm việc:
Bộ môn CNCTM, Viện Cơ Khí.
P.112 - C5 Đại học Bách Khoa Hà Nội E-mail:
tinh.nguyenvan@hust.edu.vn Điện thoại: 0985 800 038
Hướng nghiên cứu:
- Thiết kế hệ thống cơ khí, cơ điện tử
- Thiết kế, chế tạo máy phục vụ nông nghiệp thông minh.
- Thiết kế, chế tạo thiết bị hỗ trợ người khuyết tật
- Các giải thuật tối ưu hóa và ứng dụng trong cơ khí và cơ điện tử.
- Tối ưu hóa kết cấu cơ khí.
- Mô phỏng quá trình gia công. Đào tạo:
- Từ 2016 đến 2019: Tiến sỹ, Học viện Công nghệ Shibaura, Nhật Bản
- Từ 2015 đến 2016: Thạc sỹ, Học viện Công nghệ Shibaura, Nhật Bản
- Từ 2012 đến 2014: Thạc sỹ, Đại học Bách khoa Hà Nội, Việt Nam
- Từ 2007 đến 2012: Đại học, Đại học Bách khoa Hà Nội, Việt Nam lOMoAR cPSD| 59455093
Thông tin về môn học
◼ Tên môn học: FMS&CIM
◼ Số đơn vị học trình: 2 tín chỉ - 45 tiết
◼ Nhiệm vụ của sinh viên: ⚫ Dự lớp
⚫ Thi giữa kỳ
⚫ Thi cuối kỳ
◼ Đánh giá sinh viên
⚫ Thi cuối kỳ lOMoAR cPSD| 59455093
⚫ Dự lớp + Thi giữa kỳ Chương trình học
1. Tổng quan về FMS&CIM
2. Các thành phần cơ bản của FMS
3. Robot công nghiệp trong hệ thống FMS
4. Hệ thống kiểm tra, vận chuyển, tích trữ trong FMS
5. Thiết kế mặt bằng SX, công nghệ nhóm
6. Hệ thống điều khiển FMS lOMoAR cPSD| 59455093
7. Các hệ thống quản lý SX tích hợp (CIM)
8. Kinh nghiệm ứng dụng FMS & CIM trên thế giới
Tài liệu tham khảo
1. GS.TS. Trần Văn Địch, Sản xuất linh hoạt FMS & tích hợp CIM.
NXB Khoa học và kỹ thuật, 2007
2. William W. Luggen. Flexible Manufacturing Cells and Systems,
Pretice – Hall International, 1991
3. U. Rembold, B.O. Nnaji, A. Storr. Computer Integrated
Manufacturing and Engineering. Addison – Wesley Publiser, 1993.
4. H.K. Shivanand, M.M. Benal, V. Koti, Flexible Manufacturing
system, New age international publishers, 2006 lOMoAR cPSD| 59455093 Chương 1: TỔNG QUAN VỀ FMS & CIM lOMoAR cPSD| 59455093
Chương 1: Tổng quan FMS & CIM
I. Các khái niệm cơ bản • Tự động hóa
“Là quá trình sử dụng tổng hợp các biện pháp, công nghệ mới, tiên
tiến nhằm thiết lập các hệ thống thiết bị có năng suất cao, tự động
thực hiện các quá trình chính và phụ bằng các cơ cấu và thiết bị tự
động mà không cần có sự tham gia của con người” Downloaded by Thanh That (thanhthat22@gmail.com)
Chương 1: Tổng quan FMS & CIM
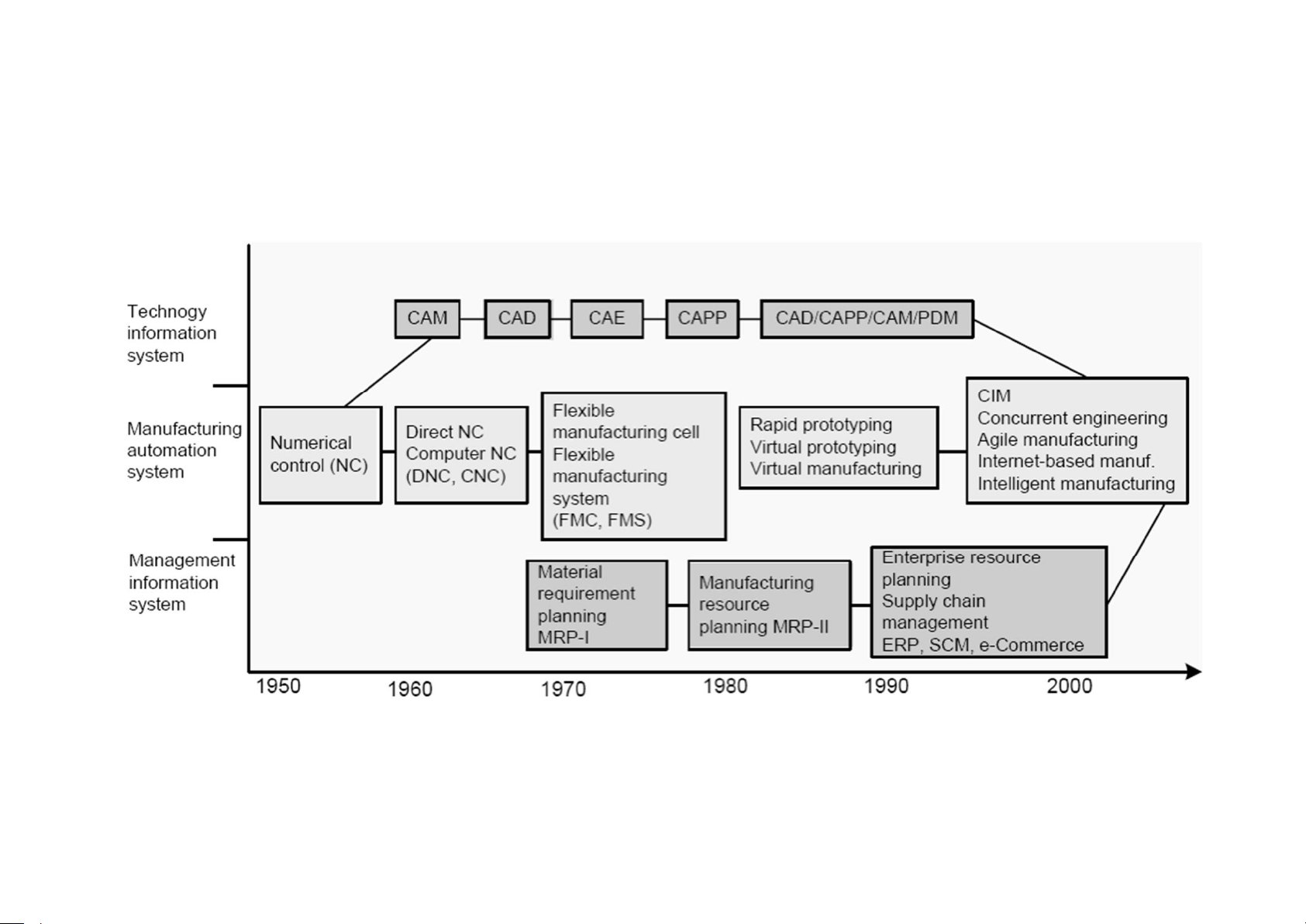
I. Các khái niệm cơ bản lOMoARc PSD |59455093 • Lịch sử phát triển
✓ Cơ khí hóa (1775): Động cơ điện, băng tải
✓ Tự động hóa toàn phần (1956 – 1960): NC, CNC
Chương 1: Tổng quan FMS & CIM
✓ Tự động hóa mức độ cao (1970 – 1975): FMS, CAD/CAM
✓ Sản xuất tích hợp (1985 – 1990): CIM •
Mục đích của tự động hóa ✓ Tăng năng suất
✓ Giảm thiểu lao động trực tiếp của con người ✓ Giảm phế phẩm
✓ Tăng chất lượng các công việc lặp lại
• Các yêu cầu chiến lược của TĐH
✓ Chuyên môn hoá các vận hành
✓ Kết hợp các vận hành
✓ Thực hiện đồng thời các vận hành
✓ Tổ hợp các vận hành ✓ Tăng tính linh hoạt
Chương 1: Tổng quan FMS & CIM
✓ Cải thiện khâu lưu trữ và vận chuyển
✓ Kiểm tra và giám sát trực tuyến (online)
✓ Tối ưu hoá và điều khiển quá trình
✓ Điều khiển các vận hành của nhà máy
✓ Sản xuất tích hợp có sự trợ giúp của máy tính lOMoAR cPSD| 59455093
I. Các khái niệm cơ bản
Chương 1: Tổng quan FMS & CIM • Các dạng sản xuất
✓ Đơn chiếc: Sản lượng hàng năm ít, sản phẩm không ổn định, chu kỳ không xác định.
- Tại một chỗ làm việc gia công nhiều loại chi tiết khác nhau.
- Gia công và lắp ráp theo tiến trình công nghệ (quy trình công nghệ sơ lược).
- Sử dụng máy móc, dụng cụ đồ gá vạn năng.
- Không thực hiện được lắp lẫn hoàn toàn.
- Công nhân có tay nghề cao.
- Năng suất lao động thấp, giá thành sản phẩm cao. lOMoAR cPSD| 59455093
Chương 1: Tổng quan FMS & CIM • Các dạng sản xuất
✓ Hàng loạt: Sản lượng hàng năm không quá ít, sản phẩm chế tạo
theo loạt, chu kỳ xác định.
- Tại các chỗ làm việc được thực hiện một số nguyên công có chu kỳ lặp lại ổn định.
- Gia công cơ và lắp ráp thực hiện theo quy trình công nghệ.
- Sử dụng máy và đồ gá vạn năng và chuyên dùng.
- Đảm bảo nguyên tắc lăp lẫn hoàn toàn.
- Công nhân có trình độ trung bình. lOMoAR cPSD| 59455093
Chương 1: Tổng quan FMS & CIM
I. Các khái niệm cơ bản • Các dạng sản xuất
✓ Hàng khối: Sản lượng lớn, sản phẩm chế tạo theo loạt, chu kỳ
xác định trong thời gian dài
- Tại mỗi chỗ làm việc được thực hiện cố định một nguyên công.
- Gia công chi tiết và lắp ráp sản phẩm được thực hiện theo phương pháp dây chuyền liên tục.
- Sử dụng nhiều máy tổ hợp, máy tự động, máy chuyên dùng và đường dây tự động. lOMoAR cPSD| 59455093
Chương 1: Tổng quan FMS & CIM
- Sử dụng đồ gá, dụng cụ cắt và dụng cụ đo chuyên dùng.
- Đảm bảo nguyên tắc lắp lẫn hoàn toàn.
- Năng suất lao động cao, giá thành sản phẩm hạ.
- Công nhân đứng máy có trình độ không cao nhưng thợ điều chỉnh máy phải có trình độ cao. lOMoAR cPSD| 59455093
Chương 1: Tổng quan FMS & CIM
I. Các khái niệm cơ bản
• Phân loại các quá trình tự động
✓ Tự động cứng (dây chuyền)
- Áp dụng cho sản xuất hàng khối
- Sản xuất một khối lượng lớn của các sản phẩm gần như giống hệt nhau
- Yêu cầu đầu tư ban đầu lớn cho hệ thống các trang thiết bị
- Thiết kế của sản phẩm yêu cầu phải bền/ổn định theo thời gian lOMoAR cPSD| 59455093
Chương 1: Tổng quan FMS & CIM
- Ưu điểm: các thiết bị được điều chỉnh chính xác theo yêu cầu
sản xuất, giảm thời gian chu kỳ, ít thay đổi trong lắp đặt, hệ thống
lưu chuyển vận liệu nhanh và hiệu quả
- Nhược điểm: Không linh hoạt
I. Các khái niệm cơ bản
• Phân loại các quá trình tự động ✓ Tự động theo chương trình (NC, CNC, robot)
- Các bước thực hiện được điều khiển bởi một chương trình
- Đầu tư cao về trang thiết bị cho một mục đích chung - Năng suất thấp lOMoAR cPSD| 59455093
Chương 1: Tổng quan FMS & CIM
- Tính linh hoạt với sự khác nhau của sản phẩm
- Thích hợp với sản xuất theo lô
- Sản lượng thấp hơn cho nhiều sản phẩm khác nhau
- Ưu điểm: tính linh hoạt cao hơn
- Nhược điểm: yêu cầu lắp đặt cho loạt sản phẩm mới, tốc độ thay
thế cho sự linh hoạt, yêu cầu khối lượng lô lớn.
I. Các khái niệm cơ bản
• Phân loại các quá trình tự động ✓ Tự động linh hoạt
- Là sự mở rộng của tự động hoá chương trình
- Không mất thời gian cho sự thay đổi thiết bị hay hệ thống làm việc
- Vốn đầu tư cao cho một hệ thống lOMoAR cPSD| 59455093
Chương 1: Tổng quan FMS & CIM
- Sản xuất nhiều loại sản phẩm
- Linh hoạt với các thiết kế khác nhau của sản phẩm
- Sản lượng vừa và nhỏ
- Sự kết hợp giữa tự động cứng và tự động theo chương trình về tốc độ và sự linh hoạt
- Ưu điểm: quá trình lập trình và lắp đặt có thể được thực hiện offline,
khả năng thay đổi dụng cụ, với những chi tiết đắt tiền và lớn
yêu cầu các phương pháp gia công phức tạp
- Nhược điểm: sản lượng nhỏ lOMoAR cPSD| 59455093
I. Các khái niệm cơ bản
Chương 1: Tổng quan FMS & CIM • Tổng quan về FMS lOMoAR cPSD| 59455093
I. Các khái niệm cơ bản
Chương 1: Tổng quan FMS & CIM • Tổng quan về FMS
Flexible manufacturing system (FMS): “Là hệ thống sản xuất có
mức độ tự động hoá cao, là tổ hợp bao gồm của các máy gia công
CNC tự động, hệ thống kiểm tra được liên kết với nhau thành một
hệ thống nhất quán theo dòng vật liệu với sự trợ giúp của hệ thống
vận chuyển-tích trữ phôi tự động và điều khiển nhờ máy tính dùng
để chế tạo nhiều chủng loại chi tiết với sản lượng vừa và nhỏ” ✓ Mục đích
- Giảm giá thành sản xuất bằng cách giảm các lao động trực tiếp,
tiêu hao nguyên vật liệu
- Giảm thời gian sản xuất cho phép nhà sản xuất đáp ứng nhu cầu của thị trường
Tài liệu liên quan:
-
Báo cáo cuối kỳ môn hệ thống mạng máy tính và CIM
15 8 -

Thành phần chính của hệ thống sản xuất FMS môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
84 42 -
Bài tập lớn Thiết kế hệ thống chiết rót tự động & dán nhãn chai môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
111 56 -

Chương 7: Kiểm soát số máy tính và hệ thống NC bằng Tiếng Việt môn FMS & CIM | Trường Đại học Bách Khoa Hà Nội
97 49